Upload
anon605166129
View
29
Download
0
Tags:
Embed Size (px)
Citation preview
YES
NO
Is It Time To SWITCH?Key Considerations for Managing Wet Seal to Dry Seal Conversions
SOLUTIONS for FLUID MOVEMENT,MEASUREMENT & CONTAINMENT
Wastewater Monitoring s Coriolis vs. Ultrasonic Flowmeters s FCC Rules On Radar Level Probes
MARCH 2014 Vol. XX, No. 3www.FlowControlNetwork.com
Write in 1 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
Write in 2 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
features
contents
16 Wet to Dry Seal ConversionBy Raphal BridonDry gas seals are specied in the majority of new centrifugal
compressors; yet many installed units are still equipped with
conventional oil sealing systems.
22 Using Ultrasonic Level Transmitters for Wastewater Discharge Monitoring
By Peter Ward
Businesses that make discharges into rivers, smaller water-
courses, or the sea are usually required to monitor ow to meet
local requirements and protect the environment and human
health. Accurate measurement of these ows is not only impor-
tant for local compliance, but also, submitting inaccurate data
could signicantly impact a companys operating costs.
26 Seeing Through the SteamBy Amin AlmasiSteam generation systems are critical units in many industrial
and power plants, and the boiler feedwater (BFW) pump plays a
key role in steam generation systems. The BFW pump is a spe-
cial kind of pump that requires careful design and operation.
30 Coriolis vs. Ultrasonic FlowmetersBy Jesse Yoder, Ph.D.
It is interesting to compare Coriolis and ultrasonic owmeters,
as a great deal of new product development is occurring with
both of these meter types. In addition, Coriolis and ultrasonic
represent the two fastest growing owmeter categories, with
the possible exception of multiphase owmeters.
2 | March 2014 Flow Control Magazine
'MPX$POUSPM*44/JTQVCMJTIFEUJNFTBZFBSCZ(SBOE7JFX.FEJB(SPVQ$SPGU4USFFU4VJUF#JSNJOHIBN"-
"DPOUSPMMFEDJSDVMBUJPOQVCMJDBUJPO'MPX$POUSPM JTEJTUSJCVUFEXJUIPVUDIBSHFUPRVBMJFETVCTDSJCFST/PORVBMJFETVCTDSJQUJPO SBUFT JO UIF 64 BOE $BOBEB POF ZFBS UXP ZFBS 'PSFJHO TVCTDSJQUJPO SBUFT POF ZFBS UXP ZFBS8JSF5SBOTGFS1MFBTFDBMMPSFNBJMUIF$JSDVMBUJPO.BOBHFSGPSNPSFXJSFUSBOTGFS JOGPSNBUJPO4JOHMFDPQJFTQFS JTTVF JO UIF64 BOE$BOBEB 4JOHMF DPQJFTQFS JTTVFJOBMMPUIFSDPVOUSJFT"MMTVCTDSJQUJPOQBZNFOUTBSFEVFJO64GVOET
1045."45&34FOEBEESFTTDIBOHFTUP'MPX$POUSPM10#094LPLJF*-1FSJPEJDBMQPTUBHFSBUFTQBJEBU
Subscription InformationToll Free: 866.721.4807Outside US: 847.763.1867Mail: P.O. Box 2174Skokie, IL 60076-7874E-mail: [email protected]
Subscribe/Renew/Change of Address:www.owcontrolnetwork.com/subscribe
#JSNJOHIBN"-BOEBEEJUJPOBMNBJMJOHPGDFT
&OUJSFDPOUFOUTDPQZSJHIU/PQPSUJPOPGUIJTQVCMJDBUJPONBZCF SFQSPEVDFE JOBOZ GPSNXJUIPVUXSJUUFOQFSNJTTJPO PG UIF QVCMJTIFS 7JFXT FYQSFTTFE CZ UIF CZMJOFE DPOUSJCVUPST TIPVME OPU CF DPOTUSVFE BT SFFDUJOH UIF PQJOJPOPGUIJTQVCMJDBUJPO1VCMJDBUJPOPGQSPEVDUTFSWJDFJOGPSNBUJPOTIPVMEOPUCFEFFNFEBTBSFDPNNFOEBUJPOCZUIFQVCMJTIFS&EJUPSJBM DPOUSJCVUJPOT BSF BDDFQUFE GSPN UIF VJE IBOEMJOHJOEVTUSZ$POUBDUUIFFEJUPSGPSEFUBJMT1SPEVDUTFSWJDFJOGPSNBUJPO TIPVME CF TVCNJUUFE JO BDDPSEBODF XJUI HVJEFMJOFTBWBJMBCMFGSPNUIFFEJUPS&EJUPSJBMDMPTJOHEBUFJTUXPNPOUITQSJPSUPUIFNPOUIPGQVCMJDBUJPO"EWFSUJTJOHDMPTFJTUIFMBTUXPSLJOHEBZPGUIFNPOUIUXPNPOUITQSJPSUPUIFNPOUIPGQVCMJDBUJPO
march 2014 | Vol. XX, No. 3
16
16
26
1616
22
PDJQHWUROFRP
To meet increasing regulatory, environmental, social and bottom-line demands, rely on Thermatel TA2 for your energy management solutions.
UNatural Gas UAir Flow U Flare Gas UDigester, Land ll and Bio Gases
Visit our new portal at magnetrol.com/thermalmass ow for more information on energy management and thermal ow metering technology.
Write in 3 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
contents continued
departments
4 | March 2014 Flow Control Magazine
8 NEWS & NOTES what do the fccs revised rules for radar level devices mean?; water & wastewater
to drive pump sales in china; us cybersecurity framework
provides how to guide for critical infrastructure
40 UP CLOSEwith Rosedales high-ow ltration system
42 NEW PRODUCTS
45 WEB RESOURCE FILE
46 ADVERTISER/PRODUCT INDEX
47 WORD SEARCH natural gas
48 QUIZ CORNERwhich owmeters measure velocity?
columns6 VIEWPOINT so many ways to follow ow control
14 APPLICATIONS CORNERthe new guy steps out on a troubleshooting mission
34 PUMP GUY life is good (or is it?)
38 AUTOMATION FILEconsidering emersons integrated operations initiative
On the Cover: Background image by Irina Titova/ThinkStock;
seal image courtesy of Dresser-Rand.
38
Write in 4 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
'!#(")#""!%
"&"!"##!
"!##!$))!#!'
$%"% (' )"%,('$()$)'&*)(+'.#)'#$*)*')'%*)&( + $.%*%$0$)))+%"*#%&'%*)" +' (*')*'-&' $)$ $(&'%'#.$# )() $%1%,')()%#&$+ (%( ) ()%)), ()#(*'#$)& " ) ( $),%'")%.)' )(*()%#*")'(%$ %'(& " /)*' $#)'.%*!$%,))# ))'2&'%*)('%#$%"% (, ""&'%'# $)0"(). $%*')()$)'%'#%' $%'#) %$+ ( ),,,#)$%"% (%#"
Write in 5 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
letter highlights new technical feature ar-
ticles posted to FlowControl Network.com.
The items featured here will include the
cover stories from each edition of Flow
Control magazine and other articles
that may have been cover-worthy, if
only we had more covers to work with.
When you click through to the article,
youll have the opportunity to down-
load a PDF version of the article as it
appeared in the print edition. This op-
tion aims to make it easy for you to
save articles that are of particular in-
terest for future reference.
If you arent a subscriber to Flow Con-
trols e-newsletters, I encourage you to
sign up now at wctrl.com/fc-enews. As
always, we welcome your feedback on any/
all of the above. Please send your com-
ments and suggestions at the email ad-
dress below. FC
Thanks for your readership,
Matt Migliore, Director of Content
The Weekly
Buzz is a list-
based e-news-
letter, highlighting ve new and notable posts
from the prior week on FlowControlNetwork.
com. Any given edition of this e-newsletter
may showcase interesting news, technical
articles, white papers, videos, job opportuni-
ties, etc. recently added to our website.
The Blog Roll is a bi-weekly e-news-
letter that features recent posts on our
FlowStream Blog. Our blog covers stories
related to our focus on solutions for uid
movement, measurement, and contain-
ment. Our goal with the FlowStream Blog
and our Blog Roll e-newsletter is to shed
light on stories that that make you say to
yourself, Ah, thats interesting.
From the Vault is a monthly e-
newsletter that digs back into the Flow
Control archive to showcase a popular
article from our past. Over the years, weve
published quite a few technical articles and
guest columns that have generated signi-
cant reader feedback These are the ar-
ticles that youre likely to nd featured in
our From the Vault e-newsletter.
Finally, our Premium Content e-news-
VIEWPOINT
6 | March 2014 Flow Control Magazine
So Many Ways to Follow Flow Control
PUBLISHERMICHAEL C. CHRISTIAN | (908) 507-5472
EXECUTIVE DIRECTOR OF BUSINESS
DEVELOPMENTJOHN P. HARRIS | (205) 408-3765
EXECUTIVE DIRECTOR OF CONTENT
MATT MIGLIORE | (610) [email protected]
MANAGING EDITOR
JAKE MASTROIANNI | (205) 408-3784
COLUMNISTSLARRY BACHUS;
DAVID W. SPITZER; JESSE YODER
ART DIRECTOR
JULIE [email protected]
MARKETING MANAGER
MARY BETH ROMANO
SUBSCRIPTION & REPRINT REQUESTS:
Administrative TeamGENERAL MANAGER
BARRY LOVETTE
VICE PRESIDENT OF OPERATIONSBRENT KIZZIRE
GROUP DIRECTOR OF CIRCULATION & FULFILLMENT
DELICIA POOLE
CIRCULATION MANAGER ANNA HICKS
VICE PRESIDENT OF FINANCEBRAD YOUNGBLOOD
EDITORIAL ADVISORY BOARDLarry Bachus: Bachus Company Inc.
Gary Cornell: Blacoh Fluid Control
Jeff Jennings: Equilibar LLC
Mitch Johnson: JMS Southeast
Peter Kucmas: Elster Instromet
Jim Lauria: Water Technology Executive
James Matson: GE Measurement & Control
John Merrill, PE: EagleBurgmann Industries
Steve Milford: Endress+Hauser U.S.
David W. Spitzer, PE: Spitzer and Boyes LLC
Tom Tschanz: McIlvaine Company
John C. Tverberg: Metals and Materials Consulting Engineers
Jesse Yoder, Ph.D.: Flow Research Inc.
WINNER
WINNER
K439'147;+79/)'1.4:8/3-'88+2(1=
THE OUTLOOK | News & Notes
Previously, the methodology for
measuring radio-frequency emissions
made it virtually impossible for LPRs to
meet the requirements unless they were
contained (primarily used in tanks),
says Cynthia Esher, president of MCAA.
The new rules allow LPRs to be used in
the U.S., virtually anywhere, in a num-
ber of frequency bands.
Prior to this new ruling, level prob-
ing radars had to be licensed as low-
power devices per the rules in FCC Part
15.209, says John Benway, engineer-
ing manager for Magnetrol International
(www.magnetrol.com). The low power
requirements restricted level probing ra-
dars to applications inside tanks.
However, Benway says end-users
are increasingly interested in using the
technology outside tanks. A typical ap-
plication is ow in the water & waste-
water industry. The level in a specially
designed constriction of a ume or weir
can be related to ow. These measure-
ments are made outside. The technol-
ogy generally used today is ultrasonic,
which can be susceptible to environ-
mental conditions, such as tempera-
ture, wind, and humidity, none of which
are an issue for radar technology.
Specically, the order modies Part
15 of the FCC rules for level probing ra-
dars to operate on an unlicensed basis
in the 5.925-7.250 GHz, 24.05-29.00
GHz, and 75-85 GHZ bands, and revises
the measurement procedures to provide
more accurate and repeatable measure-
ment protocols for these devices.
Customers increasingly requested
these products, which are available in
other parts of the world, said Esher.
Obtaining individual waivers to sell in
specic applications or in individual
frequency bands was very difcult and
time consuming, which limited the abil-
ity of manufacturers to meet the needs
of their customers.
The basis for this ruling was brought
to attention of the MCAA staff and
Board of Directors in 2009, and several
companies decided to work together on
the project, reviewing the existing FCC
rules for level probing radar equipment.
Once funding for the project was
received, the group began developing
a proposal for workable rules, which
included procedures for testing devices
for compliance. MCAAs memorandum
on the issue was submitted to the FCC
in early 2011.
It took over a year for the FCC Notice
of Proposed Rulemaking to be issued
as they allowed for comments and re-
sponses from the public. The new rules
were published in January of this year.
The initial press release on the rul-
ing noted that special technical char-
acteristics posed previous obstacles
to FCC approval. Esher touched on this
by saying, The previous FCC rules for
unlicensed devices, including radars,
required low transmitter power and a
relatively uniform signal that lacks ex-
treme peaks of energy. An LPR signal is
inherently peaky and, for that reason,
did not comply. Moreover, the permitted
transmitter power was inadequate for
New FCC Rules On Radar Level Probes Enable LPRs to Operate Virtually Anywhere In the US Without a LicenseThe order modifies Part 15 of the FCC rules for level probing radars to operate on an unlicensed basis in the 5.925-7.250 GHz, 24.05-29.00 GHz, and 75-85 GHZ bands.
8 | March 2014 Flow Control Magazine
By Jake Mastroianni
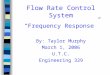
A recent FCC ruling opens up the op-portunity for radar level devices to be employed for applications outside of tanks, such as open-channel umes. Previously these applications were primarily handled with ultrasonic level measurement devices (pictured here). (Photo courtesy of Magnetrol International.)
The U.S. Federal Communications Commission (FCC, www.fcc.gov) has adopted rules that are geared specifically to level probing radars (LPRs) that allow these devices to operate
anywhere in the country without a license. The Measurement,
Control & Automation Association (MCAA, www.measure.org)
worked with the FCC to provide information to the technical
office within the FCC, which crafted a Notice of Proposed
Rulemaking in 2012. The FCC action amends the existing
rules to account for LPR special technical characteristics,
which posed previous obstacles to FCC approval.
many LPR applications.
The new rules are designed to take
these issues into account in permitting
usefully high transmitter power, while
avoiding signicantly increasing the risk
of interference to other spectrum users.
The ruling harmonizes the require-
ments with European standards, says
Benway. The sister organization to the
MCAA, the Canadian Process Control
Association (CPCA), is working with In-
dustry Canada to have the Canadian
rules harmonized.
Harmonization of the standards in
the U.S., Canada, and Europe means
manufacturers can now supply a single
product that can be sold in each of
these regions. The ruling also standard-
izes and harmonizes the testing meth-
ods. These are major benets for sup-
pliers, says Benway.
The order from the FCC mentions
MCAAs request that the agency con-
tinue to provide an option to certify
LPRs under the general emission limits
of Section 15.209. FCC also agreed to
continue to allow LPRs to operate in any
frequency range that does not contain a
restricted band, as permitted by Section
15.209, since some LPRs need band-
widths wider than the new rules permit
to achieve precision measurements.
While members would have liked to
include other frequency bands, Esher
says The new rules will allow the ma-
jority of manufacturers to provide LPR
instrumentation to customers for use in
a wide range of applications without li-
censing from the FCC.
Jake Mastroianni is the manag-ing editor of Flow Control magazine
and FlowControlNetwork.com. He
can be reached at JMastroianni@
GrandViewMedia.com.
www.owcontrolnetwork.com March 2014 | 9
International Biomass
Conference & Expo
March 24-26, 2014
Orlando, Fla.
www.biomassconference.com
Offshore Technology Con-
ference
May 5-8, 2014
Houston, Texas
otcnet.org/2014/
International Fuel Ethanol
Workshop & Expo
June 9-12, 2014
Indianapolis, Ind.
www.fuelethanolworkshop.com
National Advanced Biofuels
Conference & Expo
Oct. 13-15, 2014
Minneapolis, Minn.
www.advancedbiofuelsconfer-
ence.com
Upcoming Events:
Write in 7 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
trendlines
THE OUTLOOK | News & Notes
10 | March 2014 Flow Control Magazine
Water & Wastewater to Drive Pump Sales In China to $8.5B in 2014
Global Valve Market to Reach $82.5B By 2017
Gas Turbine and Combined Cycle Power Plants Bolster Uptake for Cross-Flow Membrane Systems
Pump sales in China will reach $8.5 billion in 2014, according to Pumps
World Market report by
McIlvaine Company (www.
mcilvainecompany.com). Over
$3 billion will be spent by
municipalities for wastewater
and drinking water plants.
The continuing popula-
tion shift to cities, the higher
standard of living, and in-
creased expectations are
driving infrastructure expan-
sion, the report says.
The report says the pump
expenditures by power plants will ex-
ceed $1.2 billion, and there will be an
addition of more than 50,000 MW of
new power plants this year.
In addition, there will be some retro-
ts of ue gas desulfuriza-
tion (FGD) systems. These
systems have large pump
requirements. A big effort
to reduce NOx is resulting
in a market for ammonia
pumps, the report says.
The chemical industry
is growing thanks to both
international and domes-
tic investment.
The report says mines
will spend over $600 mil-
lion for pumps for use in
China. Chinese compa-
nies are also inuencing
pump purchases in Africa and South
America.
Global demand for industrial valves is forecasted to rise 5.1 percent a year through 2017 to $82.5 billion, according
to World Industrial Valves by The Freedonia
Group Inc. (www.freedoniagroup.com).
Although growth is expected to be healthy
across the globe, the drivers of growth
will vary by region. Advances in develop-
ing areas, such as China and India, will
result from ongoing industrialization, as
investment in water infrastructure and
electricity generation grows, says Michael
Deneen, Freedonia analyst. In developed
areas, continued advances in manufactur-
ing output are expected to provide growth
in the process manufacturing market. Oil
producing nations, such as those in the
Middle East, will see gains due to rising
production, according to the report. In the
U.S., demand in the oil and gas market
is expected to benet from infrastructure
construction and increased production due
to shale development, as well as from the
improved economy.
The market for cross-ow membrane systems, repair parts, replacement membranes, chemicals, and related instru-mentation for use in gas turbine and combined cycle power
plants will exceed $550 million in 2014, according to McIlvaine
Company (www.mcilvainecompany.com). Gas turbine systems
utilize cross-ow systems, including reverse osmosis, ultraltra-
tion, and microltration, in a number of processes.
Applications include:
1 Intake water
2 Boiler feedwater
3 Cooling tower recycle
4 Fogging nozzle dematerialized water
5 Wastewater from the cooling tower and balance of plant.
iStock/ThinkStock
In the February 2014 issue of
Flow Control, we incorrectly noted
the website address for the Con-
trol System Integrators Association
(page SS-7). The correct website
address is www.controlsys.org.
Help us make Flow Control the
best it can be! If you see any
errors, mix-ups, or oversights,
whether grammatical or techni-
cal, please email JMastroianni@
GrandViewMedia.com.
accountability file
best practices & standards
www.owcontrolnetwork.com March 2014 | 11Write in 8 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
EPA Revises Guidelines for the Use of Diesel Fuels In Hydraulic Fracturing
The U.S. Environmental Protection Agency (EPA, www.epa.gov) released revised underground injection control
(UIC) program permitting guidance for
wells that use diesel fuels during hydrau-
lic fracturing activities.
The EPA developed the guidance to
help clarify how companies can comply
with a law passed by Congress in 2005,
which exempted hydraulic fracturing op-
erations from the requirement to obtain
a UIC permit, except in cases where die-
sel fuel is used as a fracturing uid.
The EPA is issuing the guidance
alongside an interpretive memorandum,
which claries that class II UIC require-
ments apply to hydraulic frac-
turing activities using diesel
fuels, and denes the statu-
tory term diesel fuel by refer-
ence to ve chemical abstract
services registry numbers.
For EPA permit writers,
the guidance outlines exist-
ing class II requirements for
diesel fuels used for hydraulic
fracturing wells and technical
recommendations for permitting those
wells consistently with these require-
ments.
The EPA says decisions about per-
mitting hydraulic fracturing operations
that use diesel fuels will be made on
a case-by-case basis, considering the
facts and circumstances of the specic
injection activity and applicable stat-
utes, regulations and case law.
iStock/ThinkStock
Valves, Actuators & Controls 101 Course Set for April 2-3 in Kansas City
The Valve Manufacturing Associations (VMA, www.vma.org) next Valves, Actuators & Controls 101 course will
take place April 2-3 at the Hilton
Kansas City Airport in Kansas City, Mo.
The seminar is designed to give profes-
sionals and distributors a better under-
standing of modern valves, actuators,
and controls. The Valves, Actuators &
Controls 101 course consists of lessons
that aim to guide attendees through the
world of valves and the systems they
help control, starting with the simplest
types of valves and moving into the
more complicated automated products,
including actuators and controls. The
course has been expanded to two full
days, with the addition of two new les-
sonsSolenoids and Limit Switches,
and Positioners and Other Actuator
Accessories.
THE OUTLOOK | News & Notes
12 | March 2014 Flow Control Magazine
ROSEDALE Filtration Products, Inc.3730 W. Liberty, Ann Arbor, Michigan 48103Tel: 800-821-5373 or 734-665-8201 Fax: [email protected] www.rosedaleproducts.com
t)PSJ[POUBMNPVOUJOHDPOmHVSBUJPOt'MPXSBUFTVQUPHQNQFSFMFNFOUt"CTPMVUFSBUFEGPSDPOTJTUFOUQSPEVDURVBMJUZt0QFSBUPSGSJFOEMZDBSUSJEHFBOEIPVTJOHTZTUFNt)JHInPXQFSGPSNBODFJOBDPNQBDUEFTJHO
ROSEDALEHIGH FLOW HOUSINGS1 to 18 Filter Elements in 40 & 60 Lengths!
VISIT ROSEDALE AT
OTC 2014
BOOTH
11008
Write in 9 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo Write in 10 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
US Cybersecurity Framework Aims to Provide How-To Guide for Critical Infrastructure
The Obama Administrations Cybersecurity Framework is the result of a year-long private-sector led effort to develop a voluntary how-to guide for organizations in the critical infrastruc-
ture community to enhance their cybersecurity. The framework
is a deliverable from the Executive Order on Improving Critical
Infrastructure Cybersecurity that President Obama announced
in the 2013 State of the Union. Through the development of
this framework, industry and government aim to strengthen
the security and resiliency of critical infrastructure in a model
of public-private cooperation. Over the past year, individu-
als and organizations have provided their thoughts on the
kinds of standards, best practices, and guidelines that would
meaningfully improve critical infrastructure cybersecurity. The
Department of Commerces National Institute of Standards
and Technology (NIST, www.nist.gov) consolidated that input
into the voluntary Cybersecurity Framework.
best practices & standards
Fieldbus Foundation Postpones 2014 General Assembly in Rotterdam Due to Security Restrictions
The Fieldbus Foundation (www.eldbus.org) has postponed its 2014 General Assembly in Rotterdam due to trav-el and security restrictions associated with the upcoming
Global Nuclear Security Summit (NSS) in The Hague, The
Netherlands. Originally planned for March 25-28, the Fieldbus
Foundations global FOUNDATION eldbus end-user seminar
will be rescheduled for the fall of this year somewhere in
Europe (location pending), while its End User Advisory Council
(EUAC) meeting and business meeting will be conducted elec-
tronically on the original dates of March 26 and March 28,
respectively. The EUAC session will be the rst in a series of
such meetings to be held electronically this year.
Write in 11 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
14 | March 2014 Flow Control Magazine
APPLICATIONS CORNER | Process Instrumentation
Last month, I alluded to a complicated problem at a plant where I was a new hire (Flow Control, February, page 12). My recollection is that the issue surfaced during the second week that I worked in the plant when my
immediate supervisor and my (only) electrical/instrumenta-
tion foreman were both coincidently on vacation, so I carried
the radio.
It was a warm day in June when I was
called out to the unit at about 2 p.m. after
a unit shutdown because the ow of one
of the reactor feeds was low. New to the
plant and on my own, I had to rely on my
knowledge of basics, such as understand-
ing Process and Instrumentation Drawings
(P&ID), loop drawings, heat and material
balances, operating procedures, safety procedures, hazard
reviews, and pump curves to resolve the problem.
When I arrived at the unit, I found the owmeter installed
in a submerged piping leg at approximately waist height
above grade. Its corresponding control valve was located
downstream and was almost entirely covered with ice. The
midget-maker was open to allow access to the owmeter
electronics.
What is a midget-maker? you might ask. Well, cabinets
typically open to the left or to the right, depending upon the
location of their hinges. In this installation, the cabinet was
installed with its hinges on the top so it opened upwards
and was held open by a precarious-looking metal brace. The
technicians referred to this cabinet as the midget-maker
because if the metal brace became dislodged while a techni-
cian was working on the owmeter, its door would fall onto
the technician and make him shorterhence the midget-
maker nickname.
I probably dont have to say (but I will anyway) cabinet
hinges should be located on the left or right; not on the top or
bottom. More next month FC
Back to BasicsThe New Guy steps out on a troubleshooting mission
Flow Problems?>,*(5/,37>> Troubleshoot Problem Flow Measurements
>> Assess Billing Flowmeter Accuracy
>> Close Plant and Water Balances
>> Improve Flowmeter Accuracy
>> Select and Specify Flowmeters
>> Train Your People
WE KNOW FLOW!
XXXTQJU[FSBOECPZFTDPNtWrite in 12 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
David W. Spitzer
David W. Spitzer | Flowmeter | Instrumentation |
Process Measurement | Reactor
FLOWSTREAM Find related content @ owcontrolnetwork.com
David W. Spitzer is a regular contributor to Flow Control magazine and a principal in Spitzer and Boyes, LLC
offering engineering, seminars, strategic, marketing con-
sulting, distribution consulting and expert witness services
for manufacturing and automation companies. Spitzer and
Boyes is also the publisher of the Industrial Automation
Insider. David has more than 35 years of experience and
has written over 10 books and 300 articles about flow
measurement, instrumentation and process control.
David can be reached at 845 623-1830 or www.spitzerand
boyes.com. Click on the Products tab to find his Consumer
Guides to various flow and level measurement technologies.
It was a warm day in June when I was called out to the unit at about 2 p.m. after a unit shutdown because the flow of one of the reactor feeds was low.
On-spec. Not off-the-shelf.While some owmeter companies offer off-the-shelf solutions that may or may not work for you, Hoffer Flow Controls engineers and builds
owmeters for your specic purpose, regardless of what that purpose requires. We meet the critical demands of even the most challenging applications.
And we know that the best owmetering system is often the solution designed specically for it. Regardless of your application, you can count on Hoffer
to engineer a precisely accurate, reliable, easy-to-implement owmetering system. Purpose-built. No matter what your purpose.
,((( #+ (
Purpose-Built
Write in 13 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
In addition, the following precautions
should be taken during project execu-
tion to ensure successful conversion:
perform a detailed physical integration
analysis of the dry gas seal in the exist-
ing compressor; conduct a detailed ro-
tor dynamic analysis; select the proper
gas seal system design for the compres-
sor; and plan for operator training.
This article will discuss the factors
end-users should consider before up-
grading to dry gas seals, and the steps
that should be taken to ensure a suc-
cessful conversion once the decision is
made to retrot a compressor with dry
gas seals.
Dry Gas SealsTo expect a totally leak-free sealing
system between two parts in relative
movement is unrealistic (e.g., between
a static and a rotating part; between a
housing and a shaft; in pumps, ther-
mal motors, etc.). There are, however,
efficient devices that may limit leaks,
friction, and wearing at the interface of
the moving parts.
Gas seals are among the most ef-
cient means to minimize process gas
leakage to the atmosphere and to re-
duce wear and friction.
The gas seal is also a reliable means
to route efuent leaks to safe areas. Over-
all, the whole gas compression process
benets from the dry gas seal system.
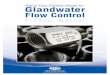
Figure 1 shows the location of the
seals in a typical centrifugal compres-
sor. Their location is quite strategic, as
they are the interface between the in-
side of the compressor (gas process at
high pressure, high temperature) and
the atmosphere (air and oil mist from
the bearing cavity).
Due to the balance line, the gas seal
only has to deal with the intake pressure
of the compressor.
As will be explained later, the gas seal
requires a high-quality gas to operate.
Therefore, instead of using the gas pres-
ent in the balance line, the seals are fed
with a clean and dry gas, typically taken
at the discharge of the compressor.
This gas is dried, ltered, heated (if
necessary), and its pressure lowered to
slightly above the intake pressure be-
fore being injected at the primary port
of the seal.
The gas-seal principle is simple (Fig-
ure 2). The leakage (process gas) must
be routed to a safe area; therefore, the
leakage is forced to pass between a
static and a rotating part. The rotating
part is a grooved ring driven by the com-
MAINTENANCE & RELIABILITY | Sealing Systems
16 | March 2014 Flow Control Magazine
Wet Seal to Dry Seal CONVERSIONConsidering the benefits of retrofitting your compressor
Dry gas seals are specified in the majority of new centrifugal compressors; yet many installed units are still equipped with conventional oil sealing systems. The benefits of dry gas
seals are such that conversions from traditional oil seals to
dry gas seals may be advantageous to compressor operators.
However, end-users should ask themselves several questions
before deciding to retrofit their compressors with dry gas seals.
The decision to retrofit a compressor with these upgraded
seals may be dictated by economic factors, HSE constraints,
or technical considerations. Users should consider all of these
factors when deciding whether or not to upgrade a compressor
with dry gas seals.
By Raphal Bridon
Figure 1. Centrifugal compressor cut-away
www.owcontrolnetwork.com March 2014 | 17
pressor shaft. The static part is a ring
facing the rotating ring (but with only
light axial movement).
When rotating, the grooves generate
an aerodynamic effect that creates a
gap (from 4 microns to 10 microns) be-
tween the rotating and stationary rings.
The ow generated by the pressure dif-
ferential leaks between the two faces,
and then this gas leakage is routed
to the venting system of the machine
(ared) or vented.
Because of the gas lm between the
faces, this constant gap between them
prevents the parts from rubbing against
each other and makes the gas seal a
contact-free device.
Gas Seal Arrangements A tandem gas seal is typically
used for non-hazardous gases. In
this arrangement, the sealing gas is in-
jected at a pressure slightly above the
intake pressure, so that a vast major-
ity (over 80 percent) of it passes under
the inner labyrinth teeth. The remainder
(less than 20 percent) passes through
the gap created by the lift-off effect and
leaks to the are (18 percent). The last
sealing gas residues (2 percent) leak
through the secondary stage to the vent.
The other important device in the
compressor seal is the tertiary (or sepa-
ration) seal, which may be a labyrinth or
segmented carbon rings. Its function is
to prevent the bearing oil mist from mi-
grating to the seal and the sealing gas
from migrating to the bearing oil. This
separation is made by a gas leak, which
prevents the oil from entering the gas
Figure 2. Cutaway and cross-section of a simplied gas seal.
Write in 14 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
PLASTIC CONTROL VALVES FORALL YOUR CORROSIVE APPLICATIONS
+36*%(#/+*#( 6222!+(('*.'*./!+)
+(('*.,(./'!!+*/-+(1(1#.-#&'%&(4-#.,+*.'1#!+*/-+(1(1#."#.'%*#"$+-0.#2'/&!+--+.'1#)#"'*"+-!+--+.'1#/)+.,-#.+(('*.1(1#.$#/0-#((,(./'!
!+*./-0!/'+*2'/& +"'#.'**"(-'*1-'+0. +"4./4(#.$-+)2'/&(+ #*%(#+-+-*#-!+*$'%0-/'+*.*")*4/-').'5#.*")/#-'(.(1#.)4 #$0-*'."2'/&+0/,+.'/'+*#-$+-,,('!/'+*.(($+-)+-#'*$+-)/'+*+*+0-
,(./'!!+*/-+(1(1#.
18 | March 2014 Flow Control Magazine
seal area on the inboard side, and also
prevents the sealing gas coming from
the secondary stage of the seal from
polluting the bearing oil.
So, depending on the nature of the
separation gas, the gas seal vent may
vent a mixture of sealing gas (hydrocar-
bon) and nitrogen, or a mixture of seal-
ing gas and air.
A tandem gas seal with an in-
termediate labyrinth is used when
the process gas is hazardous, e.g.,
lethal gas, ammable gas, or when
it condensates at the primary seal
outlet (Figure 3). In this scenario, a
buffer gas, such as nitrogen, sweet gas
or fuel gas, is required.
The principle is the same as in the
tandem gas seal with the addition of an
intermediate labyrinth fed with an in-
termediate (sometimes called a buffer)
gas, generally nitrogen. This prevents
hazardous seal gas from leaking into the
atmosphere.
A double (-opposed or back-to-
back) gas seal is used when the pro-
cess gas is dirty, or when the seal-
ing pressure is close to atmospheric
pressure. A sealing gas (typically aux-
iliary gas) is needed, such as nitrogen,
sweet gas or fuel gas.
The conguration consists of two
sealing faces (rotating ring and static
seats) in a back-to-back arrangement.
A primary advantage of this seal type is
the lower number of ports required
one for the sealing gas; one for the
vent; one for the separation gas; and
one for the buffer gas (optional).
Because of the pressure differential
between the inboard side of the gas seal
and the sealing-gas port, and between
the vent and the sealing-gas port, the
ow is not symmetrical (a majority of
the sealing gas enters the machine).
Generally in low-pressure applica-
tions, the available process gas pres-
sure is not suitable to feed the gas seal,
so an alternate source must be consid-
ered (e.g., nitrogen, fuel gas).
The nature of the sealing gas must
also be compatible with the nature of
the process; the alternate source could
trigger unwanted chemical reactions or
damage the downstream catalyst.
Why Convert Wet Seals to Dry Gas Seals?
1The number one reason for
retrofitting conventional wet
seals to dry gas seals is reliability.
Dry gas seals are non-contacting
mechanical seals, which eliminates the
issue of seal wear. Theoretical lifetime
is limited only by the secondary sealing
elements (usually o-rings or polymer-
based seals) whose lifespan can be as
long as 15 years. It is not uncommon to
see dry gas seals operating for more
than 10 years before being refurbished,
which is much longer than is expected
for oil seals.
Not only is the seal itself more re-
liable; so is the whole sealing system,
because it is made of static compo-
nents. Oil seal systems, on the other
hand, have more components, includ-
ing rotating machines (pumps, motors/
turbines) and are more often prone to
unscheduled maintenance.
2Local (or company-wide) HSE
Regulations: Elimination of oil
contamination by process gas has a
positive environmental impact, since
sour oil needs to be treated, stored,
and disposed of. Sour seal oil treat-
ment and disposal also has a signifi-
cant cost.
In terms of safety, disposing of con-
taminated oil removes a hazard of ex-
plosive mixtures in the oil reservoir of
seal (and lube) systems.
3Reduced Operating Costs:
Energy costs drop significantly,
since seal oil pumps and degassing
tank heating systems are not required
when using dry gas seals. Power losses
due to shear forces in gas seals are
much lower than losses experienced in
oil seals, which results in energy sav-
ings as well.
MAINTENANCE & RELIABILITY | Sealing Systems
Figure 3. Tandem gas seal with intermediate labyrinth
Dry gas seals have several advantages compared to conventional wet seals: higher reliability; safer operation; reduced emissions; lower operation and maintenance costs; and improved process gas quality. These advantages may help end-users justify an investment if an acceptable return on investment can be demonstrated.
4Reduced Maintenance Costs:
As stated above, the simplicity of
gas seal systems means routine main-
tenance is less frequent and less costly
than it is with oil seal systems.
5Reduced Emissions: Wet seal gas
leakages are reduced 10-fold with
gas seals, credited to the very thin running
gaps between the seal faces. This results
in cost savings for the end-user and
reduced penalties on taxable gas flaring.
6Process Quality: Contamination
of process gas by seal oil is
eliminated, enabling higher quality pro-
cess gas. Costs related to oil removal
from process gas are also eliminated. A
good example is closed loop/refrigera-
tion processes where process gas treat-
ment is costly.
7Maintainability: Some opera-
tors now have more experience
with dry gas seals than with oil seals.
This may compel end-users to retrofit a
fleet at a specific plant or site to
achieve consistent sealing technology
throughout.
Dry gas seals are supplied as car-
tridges by vendors, and the gas seal
OEM usually performs their mainte-
nance/refurbishment.
These seven benets may not be ap-
plicable to all situations, and it should be
noted that wet seals to dry gas seals con-
versions are not straightforward. The fol-
lowing recommendations are offered to
help make the retrot project a success.
How to Ensure a Successful Retrofit from Wet Seals to Dry Gas SealsPhysical Integration: Integration of the
dry gas seals in the original compres-
sor head/cavity must be checked.
The number and location of supply
and vent ports (at least four ports
are required on gas seals) should be
reviewed. End-users should also con-
sider inboard and outboard diameters;
seal cartridge length; and the locking
system of the gas seal to the com-
pressor shaft.
www.owcontrolnetwork.com March 2014 | 19
!"#"$%"#&'$"% (
&)*""!
+% ,&+"-&
).
/012
3)
Write in 15 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
20 | March 2014 Flow Control Magazine
In some instances, compressor shaft and compressor head
rework are required. This should be assessed as soon as possi-
ble during the project to avoid project delays and cost overruns.
Seal Systems Study: While dry gas seals operation is usu-
ally not a concern during normal running conditions, tran-
sient conditions (start-up including first start, shutdown) and
standby (pressurized and unpressurized) must be taken into
account during the seal system design. In other words, a
supply of dry and filtered seal gas at the right pressure must
be ensured at all times.
The use of an alternate source of seal gas may be required
during start-up, shutdown, and standby. If not available on
site, end-users may consider supplying a conditioning skid.
This can include a pre-lter, booster, and heater.
In any case, the best way to select the proper source of
seal gas is to run a phase map analysis and make sure that
a sufcient margin (20 C per API 614) to the dew point line
(and hydrates formation line, if applicable) is maintained at all
times in the gas seal panel and inside the gas seal.
On top of the suitability of seal gas, availability and suit-
ability of secondary seal gas (when tandem gas seals with
intermediate labyrinth are selected) and separation gas (usu-
ally nitrogen or air for separation barrier seals or labyrinth)
must be checked.
Finally, a physical integration study of the gas seal panel
must be performed, including space requirements and inter-
connecting piping/tubing to and from the compressor.
Rotor Dynamic Check:
Retrotting from wet seals
to dry gas seals will affect
rotor dynamic response
since oil seals have bet-
ter damping characteristics
than dry gas seals. Perform-
ing a rotor dynamic analysis
will conrm if amplication
factor and logarithmic dec-
rement are still acceptable
with gas seals. In most cas-
es, no further modication is
required; however, there are
some critical applications
(long shaft, high speeds,
etc.) where additional up-
grades must be incorporat-
ed (damper bearings, hole
pattern seals, etc.).
Training: Training should
be standard practice. While
dry gas seals usually require
little monitoring, they are considered black boxes. There are
a few indicators that can help assess the health of a gas seal.
Proper assembly and disassembly (in and from the com-
pressor) is also of prime importance. Failing to do so may lead
to premature dry gas seal failures.
Weighing the AdvantagesDry gas seals have several advantages compared to conven-
tional wet seals: higher reliability; safer operation; reduced
emissions; lower operation and maintenance costs; and
improved process gas quality. These advantages may help
end-users justify an investment if an acceptable return on
investment can be demonstrated.
However, as described in the second part of this article, a
careful review of the system and its operating conditions is re-
quired. Provided all precautions are taken, dry gas seals may well
be the most reliable mechanical seals currently available. FC
www.dresser-rand.com
Raphal Bridon began his career with Dresser-Rand in 1999 as a Technical Support Engineer. He then moved to
a Project Development Engineer position for reciprocating
compressors before working as a Key Account Purchaser
in the aeronautic business. He returned to Dresser-Rand
in 2007 as the Manager for the Gas Seals and Bearings
Business Unit. Mr. Bridon earned his masters degree from
Ecole Centrale Nantes (France).
MAINTENANCE & RELIABILITY | Sealing Systems
Find related content @ owcontrolnetwork.comSearch on: FLOWSTREAMCompressor | Maintenance | Mechanical Seal | Reliability
Write in 16 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
Accurately Measuring FlowOpen channels are widely used by
industrial companies for the discharge
of wastewater.
The most common method of mea-
suring ow through an open channel is
to measure the height or head of the
liquid as it passes over an obstruc-
tionfor example, a ume or weir in the
channel. There is a specic relationship
between the height of inlet water and
the owrate for every open channel that
is free owing through a specic con-
trolled metering structure. This means
that for any given inlet height there will
be a corresponding ow. By plotting this
relationship, the ow can be determined
by accurately measuring the water level
or head using a level sensor.
To satisfy the needs of regulatory
bodies for continuous, accurate, and
reliable ow data, electronic measuring
devices are being increasingly specied
for the measurement of water level.
These have become the instrument of
choice as they provide higher accu-
racy, improved reliability, and reduced
maintenance. Level sensors based on
ultrasonic technology meet these re-
quirements and are being increasingly
deployed for the measurement of ow
in open channels.
Uncertainty In Measurement SystemsIn open channel applications, even with
the best equipment and robust main-
tenance regimes, regulatory authorities
accept that there will be an uncertainty
of measurement. The regulatory author-
ity typically establishes uncertainty lim-
its. For example, in the UK the target is
+/- 8 percent uncertainty for the total
daily volume of effluent discharged.
To achieve this gure, consideration
must be given to all components of the
ow measurement system, including
the manufacture and installation of the
primary devices (umes and weirs) to
the relevant standards, installation, and
commissioning of level measurement
devices and the ow calculation.
Inaccuracies in an open-channel
ow system can be caused by calibra-
tion faults, incorrect installation, incor-
rect construction, super critical ow in
weirs, subcritical ow in umes, oating
debris, environmental conditions, poor
TECHNOLOGY SPOTLIGHT | Water & Wastewater
22 | March 2014 Flow Control Magazine
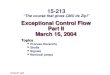
WASTEWATER Discharge MonitoringUsing ultrasonic level transmitters for open-channel flows
Businesses that make discharges into rivers, smaller watercourses, and the sea are usually required to moni-tor flow to meet local requirements and protect the environ-
ment and human health. Accurate measurement of these
flows is not only important for local compliancesince
most wastewater treatment companies base their charges
on volumetric dischargesubmitting inaccurate data could
have a significant impact on a companys operating costs.
By Peter Ward
Large Parshall ume
www.owcontrolnetwork.com March 2014 | 23
computational methods, and the inability of the measure-
ment system to respond to rapidly changing owrates. In
open-channel installations, measurement errors can intro-
duce signicant inaccuracies and these errors can be cat-
egorized into either systematic or random errors.
Systematic errors are repetitive errors that are repeated
in each measurement. These can be caused by a calibration
error or incorrect ume dimensions, etc. Once identied,
these errors can usually be eliminated or reduced.
Random errors are much more difcult to identify. They
are caused by unpredictable or random eventsfor exam-
ple, debris underneath the sensor or the blockage of a V-
notch.
In open-channel ow measurement, most random errors
directly affect the level in the channel or weir, which can
have a considerable effect on the total accuracy. A good un-
derstanding of primary device construction and installation,
and good housekeeping practices will help to keep these
errors to a minimum.
Flumes are available in all shapes and sizes and must be
dimensionally compliantusually in line with an appropriate
standardfor example, BS or ISO.
Maintenance is a major consideration, and cleanli-
ness is important in achieving accurate ow data. If sedi-
ment or bio growth forms on the sides of the approach
channel and ume cheeks, the owmeter will invariably
read high. This would have a signicant impact on indus-
trial dischargers who usually pay for the volumetric dis-
charge based on cubic meters or per 100 gallons. A high
ow reading means excessive charges for the business.
The Importance of Accurate Level MeasurementWhen determining the uncertainty of flow measurement in
an open-channel application, the measurement that has
the greatest effect is the upstream level measured in the
approach channel. It is therefore very important that the
level measurement device used is accurate, reliable, and
V-notch weir on the discharge from small wastewater treatment works
Write in 17 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
High Accuracy Flow Measurements
WT-3104 $9335
Visit omega.com/wt-3104
omega.com
COPYRIGHT 2014 OMEGA ENGINEERING, INC ALL RIGHTS RESERVED
1-888-826-6342
FMA-7400/7500 SeriesStarts at
$1780
FHG-1000 SeriesStarts at
$5755
Visit omega.com/fma7400_7500
Visit omega.com/fhg-1000
s Quick Access Panel s Sensor Ports (18)s Change Flow Rates by
Controlling 3 Fans On/Offs Operate Vertically
or Horizontally
Visit us at PittconBooth No. 1451
Introduction To: Flowmeters, Visit www.omega.com/
prodinfo/ owmeters.html
Research Quality BenchtopWind Tunnel
Screw Gear FlowmeterFor High Viscosity Liquids
Multi-Range Multi-GasFlowmeters and Controllers
unaffected by environmental changes, such as temperature.
The latest generation ultrasonic level transmitters have
been developed specically for use in open-channel ow
measurement and provide highly accurate results. The ultra-
sonic sensor is mounted above the ow stream and transmits
a sound pulse that is reected by the surface of the liquid.
The time required for a pulse to travel from the transmitter to
the liquid surface and back to the receiver is used to deter-
mine the liquid level.
However, since the speed of sound in air varies with its
temperature, it is necessary to compensate for factors such
as the weather and heat gain from sunlight. For example, a
change in air temperature from 20 C to 22 C would translate
into a 1.2 cm (~0.5) change in distance to surface value.
Depending on the size and shape of the channel, this error
could have a signicant effect on calculated volume ow.
To overcome this problem, some modern ultrasonic trans-
mitters are capable of automatically compensating using a
remote temperature sensor connected directly into the trans-
mitter. This is positioned above the liquid surface to accu-
rately monitor air temperature.
The accuracy of ow measurements can also be affected
by variations in surface level caused by surface turbulence or
a sudden variation in ow that cause wave effects. In order
to take account of these changing conditions, a rapid ultra-
sonic pulse rate is required. For example, the ultrasonic pulse
rate of certain modern ultrasonic transmitters is 1 per second
(user congurable 0.5 to 2 seconds), enabling the tracking of
changing ow proles as they occur.
The resolution of the measuring device is also very im-
portant in open-channel applications. Resolution denes the
systems ability to detect and respond to small changes in the
open channel level. For example, a level error of just a few
mm in the inlet height could result in a signicant totalized
ow error. A transmitter with a resolution of 1 mm ensures
that errors due to small changes in channel height are mini-
mized.
To conrm the accuracy of the results provided by the level
transmitter, it is good practice to install a reference target for
the transmitter. This provides both a rigid structure to mount
the instrument and incorporates a retractable target plate
to produce a reference reading at a pre-determined height
above the datum level. This is usually set during commission-
ing using an optical or laser level, which enables the end user
to perform easy checks on the system to ensure the readings
are correct.
Data RecordingTo convert the level measurements into flow, the digital data
from the level transmitter is sent to a flow logger. This com-
bines the characteristics of the flume or weir with the level
data and performs the on-board flow calculation and inte-
grates flow to provide cumulative and daily totals so that dis-
chargers can be charged based on their actual flow volumes.
24 | March 2014 Flow Control Magazine
TECHNOLOGY SPOTLIGHT | Water & Wastewater
Ultrasonic level transmitter with reference reector
Regular inspections ensure systems comply with national standards.
For example, some modern ultrasonic level transmitters
will accept a 4-20mA or HART transmitter input. They can be
pre-programmed with standard volumetric and ow equations
to convert a level signal into contents or ow.
Regulatory authorities usually require historical data of
ow volumes, so the ultrasonic level transmitter should be
able to store ow data in a form that can be downloaded as
an ASCII le, saved as a CSV le on a PC, and imported into
Excel for generating custom reports.
Meeting the Need for Continuous MonitoringTo meet the regulatory requirements for emissions monitoring
of discharges, many companies must continuously monitor
their emissions to meet quality requirements.
The most common method of measuring ow through an
open channel is to measure the height (or head) of the liquid
as it passes over an obstruction. The requirement for accu-
rate and reliable continuous measuring devices has seen the
growth in the use of ultrasonic level transmitters for emissions
monitoring applications.
Ultrasonic level transmitters do not require any mainte-
nance and they have been developed specically for use in
open-channel ow measurement. Temperature sensors are
used to compensate for changes in air temperature. When
used with a ow logger, ultrasonic level transmitter can be
employed to provide historical data in a format that can be
used to conrm compliance with local requirements. FC
www.mobrey.com
www.owcontrolnetwork.com March 2014 | 25
Level Measurement | Open-Channel Flow | Ultrasonic Level Transmitter | Wastewater
Find related content @ owcontrolnetwork.comSearch on:FLOWSTREAM
Peter Ward is a senior product manager for Ultrasonic Level Instrumentation with Mobrey Measurement, Emerson
Process Management, based in Slough, UK. Prior to
Mobrey, he worked for GEC Elliott Process Instruments
involved with design of level and flow control systems, and
later Arkon Instruments, Ltd., specializing in open-channel
flow. Mr. Ward has more than 35 years experience in the
Water & Wastewater industry and has been an MCERTS
Inspector (Monitoring Certification Scheme) for flow mea-
surement on behalf of the UK Environment Agency.
Write in 18 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
/2:(6767$%/()/2:&$3$%,/,7
BFW pumps are used for feed-
ing water to a boiler, where heat
energy will be supplied and feed-
water will be changed into steam
under pressure. Nowadays, BFW
pumps commonly operated at
temperatures of 120260 C (or
more), operating pressures of 50
250 Barg (or above), and power
ranges of 19 MW. High-speed
pumps of 3,000 RPM or more are
normally employed in BFW servic-
es. Due to the extreme conditions
in which BFW pumps operate, they
are prone to failure when improp-
erly designed or operated and are a ma-
jor cause of steam system unavailabil-
ity. Specifying, purchasing, installation,
commissioning, operation, and reliability
improvements on BFW pumps require a
deep knowledge and experience of their
hydraulic, process, thermal, mechanical,
and dynamic behaviors.
BFW Pumps BFW pumps for steam boilers should be
capable of withstanding severe thermal
shocks in order to protect the boiler
since a boiler failure would result in an
unacceptable and costly plant shut-
down due to steam unavailability or
damage.
For safe and reliable operation, the
boiler should have an uninterrupted
supply of feedwater, which is within
close temperature limits of the rated
temperature to avoid thermal shock and
possible damage or even catastrophic
failure. It is therefore essential that a
standby BFW pump be available at all
times. The standby BFW pump should
be capable of accepting within a few
seconds the full ow of full-temperature
water irrespective of its standing tem-
perature, which may be 100-150 C low-
er than that of the running pump. The
major factor in the mechanical design
of a BFW pump is the thermal shock
to which the pump may be subjected.
In addition to the stresses imposed by
pressure and by operation, consider-
ation should therefore be given to the
stresses due to differential thermal ex-
pansion during rapid changes of tem-
perature.
The shell of the barrel of a BFW
pump is usually exposed to severe tem-
perature uctuations on its inner wall,
while its outer wall, usually exposed to
atmosphere, would tend to lag in tem-
perature behind the inner walls
during temperature changes.
This makes BFW pumps prone
to temperature stress within the
metal due to the differential ex-
pansion between the inner and
outer walls.
The thermal shock can cause
risk of internal and external mis-
alignments if the elements of the
pump are allowed to expand un-
equally with respect to the axis of
the shaft. Internal misalignments
could be because of misalignment
of bearings and internal parts of
pumps. External misalignments
are the misalignment of pump, gear unit
(if used), and driver. Stresses can gener-
ally cause risk of misalignment if they are
unsymmetrical around the shaft axis.
The symmetric design is the key for
reliability and safety of BFW pumps. Gen-
erally, in modern turbo-machine designs
particular for extreme temperatures (high
or low temperatures) and high pressure
applications, symmetry about the shaft
axis is an important consideration. The
symmetry of construction, of ow and
of stresses in order to withstand rapid
temperature changes and high pres-
sures without distortion or misalignment
issues, should always be respected for
BFW pump design and selection. It is es-
sential that all thermal ow during tran-
sient conditions, all water ow, all pres-
INSTALLATION GUIDELINES | Boiler Feedwater Pumps
26 | March 2014 Flow Control Magazine
Seeing Through THE STEAMConsidering the critical role of boiler feedwater pumps in steam generation systems
Steam generation systems are critical units in many indus-trial and power plants, and the boiler feedwater (BFW) pump plays a key role in the operation of these systems. The
BFW pump is a special kind of pump that requires careful
design and operation.
By Amin Almasi
An installation of a boiler feedwater pump
www.owcontrolnetwork.com March 2014 | 27
sure containing sections, and all stresses
should be as symmetrical as possible
about the shaft axis.
BFW pumps are most often under
rapid heating and relatively slow cooling.
The heating rate could be around 400
550 C per minute and the cooling rate
would be around 4070 C per minute.
The thickness of the high-pressure BFW
pump casings could be 20100 mm,
which is usually the thickest in pumps.
In most severe thermal shock situa-
tions, there is a possibility that stresses
at 515 percent of the casing thick-
ness pass the allowable stress limit,
particularly for large and high-pressure
pumps at high heating-up rates. There
is often no danger in this case, since
the frequency of such shock is relatively
small with respect to the fatigue range
of the material, and since the reversal
shock of cooling is much less severe.
Based on thermal and stress studies for
BFW pump casings, a high tensile steel
should be used. The resulting reductions
of the casing thickness had the advan-
tage of a very much lower temperature
differential between walls, and since the
material had a higher yield point and
consequently higher allowable stresses.
In these designs, maximum experienced
stresses would not pass the limits. An
improvement of corrosion and erosion
resistance could also be obtained with
the higher tensile steels.
The bolts holding the casing ele-
ments together to form a pressure con-
taining system are partially exposed to
the air, and consequently will change
temperature less rapidly than the casing
wall, which is in contact with the BFW.
When the pump is heated suddenly, the
bolt stress is increased by the differen-
tial expansion between the hot casing
and the cool bolts. During this heating
period, the stresses in the bolts should
not exceed the allowable stresses (al-
lowable stresses should be dened
based on yield stresses of the materials
with sufcient safety factors). Converse-
ly, when the pump casing is cooled to
a temperature below that of the bolts,
the resulting differential expansion will
cause a reduction of bolt tension. It is
essential that at their minimum stress
conditions, the bolts contain a suf-
cient margin of tension to hold the main
joints against risk of leakage.
Corrosion & ErosionThe BFW should be specially treated to
avoid problems in the boiler and down-
stream systems. Untreated boiler feed-
water can cause corrosion and fouling.
Corrosive compounds, especially O2 and
CO2, should be removed, usually by the
use of a deaerator.
Deposits reduce the heat transfer
in the boiler, reduce the owrate, and
eventually block boiler tubes. Any non-
volatile salts and minerals that remain
when the BFW is evaporated should be
removed, as they can become concen-
trated in the liquid phase and require
excessive blowdown (draining) to pre-
vent the formation of solid precipitates.
Solutions For HandlingDangerousChemicals.
Safe
Award-winning Almatec E-Series Plastic AODD pumps
provide safe and reliable performance when handling
the most dangerous acids, solvents and caustics.
? Solid block CNC machining
? Polyethylene and PTFE materials, conductive alsoavailable for explosion environments (ATEX)
? Ring design structure for improved product containment
? Optional features available (e.g. barrier chamber system) for further safety requirements
? Dry run ability, self-priming, gentle fl uid handling, norotating parts, no shaft seals
Whe
re In
nova
tion
Flow
s
World Headquarters
Carl-Friedrich-Gau-Str. 547475 Kamp-Lintfort, GermanyO: +49/2842/961-0F: +49/2842/[email protected]
PSG Euro-Center
22069 Van Buren StreetGrand Terrace, CA 92313 USAO: +1 (909) [email protected]
Write in 19 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
FLOW UPDATE continued
Even worse are minerals that form scale.
The treatment of feedwater to give minimum corrosion
and scale formation of the boiler may result in a liquid that
is quite erosive at the ow speeds associated with a high-
pressure (high-speed) pump.
In other words, the BFW treatment is usually designed to
give minimum corrosion at the boiler. Such treatment may,
however, result in a liquid which is strongly corrosive and ero-
sive at the high ow speeds and pick-up speeds associated
with high-pressure pumping. The generation of high heads
per stage involves correspondingly high ow velocities in the
BFW system. The BFW system can be highly corrosive and
erosive at high velocities, since the protective lm of the salt
or oxide of the metal, normally found in static corrosion, is
eroded away by the high velocity of the system. This corro-
sion and erosion occurs despite the fact that there may be no
abrasive particles in BFW. The proper type of stainless steel or
alloy steel should be used in BFW pumps to prevent corrosion
and erosion.
The erosion-corrosion and the corrosion-fatigue have
been reported for BFW pumps. The erosion-corrosion is the
acceleration or the increase in rate of deterioration or attack
on a metal because of relative movements between a cor-
rosive uid and metal surfaces. Cavitation damage is usually
considered a special form of the erosion-corrosion, which is
caused by the formation and collapse of vapor bubbles in the
liquid near a metal surface. The corrosion-fatigue is dened
as the reduction of fatigue resistance due to the presence of
a corrosive medium. The corrosion-fatigue is also inuenced
by the corrosive to which the metal is exposed.
The oxygen content, temperature, pH, and solution com-
position can inuence corrosion-fatigue. The corrosion-fa-
tigue resistance might be improved by using proper coatings.
However, a coating is usually discouraged in BFW pump ap-
plications. A proper design with a correct material selection
is nearly always selected. Too often, the corrosion-fatigue
process could result in cracks in pump components. The
high-speed of BFW pump rotating parts favored the growth
of cracks, and nally the component could be broken. There
have been some unplanned shutdowns of steam generation
systems because of the corrosion-fatigue in BFW pumps.
The material selection is an important consideration for
BFW pumps. The use of suitable grades of stainless steel in
BFW pumps have resulted in better reliability, safety, and the
long lasting of various components and parts.
Reliability & AvailabilityHigh availability, usually above 99 percent, has been required
for a BFW pumping system. High availability is required in
BFW applications in order to keep the steam generation unit
running at its own maximum availability. Operators dont want
to have to shut down the plant (whether an industrial plant
or a power generation unit) for failure of an auxiliary pump
system. A standby BFW pump is necessary for nearly any
BFW pump system.
A considerable amount of attention is being given to suc-
tion piping and suction system performance. An important
reason is the possibility of cavitation. The size of steam gen-
eration units has been increased constantly in the last couple
of decades. The capacity of steam generation units has been
increased steadily in the last 50 years, which resulted in the
demand for higher capacity BFW pumps, higher speeds, and
more NPSHR. However, the height at which a deaerator is
installed (which is related to the NPSHA) has not been in-
creased with the same rate. In modern large steam genera-
tion unit designs, the height at which the deaerator is installed
and the BFW pump suction piping require special attention.
Pump ConfigurationMultistage BFW pumps are often designed and built in two
different configurations:
The In-Line conguration (also known as the Equidi-
rectional conguration).
The Back-to-Back conguration (also known as the
Opposite-Impeller conguration).
Advantages and disadvantages of the two designs are an-
alyzed and described in this section. In the selection, different
factors such as hydraulic, structural, dynamic, and operation-
al considerations should be respected. Particular attention is
required for the axial load balance and the lateral dynamic
behavior, with new and worn clearance conditions.
The in-line conguration is simpler, more compact, and in
many cases more efcient. In this conguration, the ow leav-
ing the impeller outlet is conveyed into the diffuser and then
to the eye of the subsequent impeller.
The back-to-back conguration consists of two groups of
impellers, with one group installed opposite the other group.
The number of impellers in the rst group is half of the total
number of impellers if the number is even. If the total number
of impellers is odd, the number of impellers in the rst group
of impellers is usually half of the total minus one. After the
rst group of impellers, the BFW ow is conveyed via two
crossover channels to the second group of impellers, which
are situated opposite the pump. During this crossing, the ow
is subjected to a pressure drop. The hydraulic efciency of
the pumpand as a consequence the overall efciencyis
affected by this pressure drop.
On the other hand, the in-line conguration brings a very
high axial load, due to the sum of the axial thrusts of every
impeller. A balancing drum is necessary to balance the thrust
and to reduce the load acting on the thrust bearing.
Back-to-back pumps are always well balanced (especially
when the number of stages is even), and the balancing drum
is less critical. This is an important issue, particularly when all
clearances begin to increase. Assuming a uniform wear of all
seals and rings, when clearances are increased with respect
to design ones, a back-to-back pump is still well balanced,
while for an in-line pump the axial load increases to a high
value, which could be 5-10 times the rated axial load of an
axial bearing.
Different ow leakages are reported on balancing drums
for both pump congurations. An in-line pump balancing drum
28 | March 2014 Flow Control Magazine
INSTALLATION GUIDELINES | Boiler Feedwater Pumps
is usually subjected to a total differential
pressure of all stages. On a back-to-back
pump, the total differential pressure
is usually subdivided in two balancing
drums. The diameter and clearances
of an in-line pump balancing drum are
greater because of a higher axial load.
Therefore, the balancing drum total leak-
age is greater for an in-line pump com-
pared to a back-to-back pump. Leakages
in an in-line pump drum could be 3065
percent more than ones in a back-to-
back pump. This could affect the volu-
metric efciency and the overall perfor-
mance of a BFW pump.
It is difcult to give a general in-
struction on which conguration is the
best for BFW services. Both congura-
tions are used today for different BFW
pumps. Generally, the best selection is
dependent on the application. However,
there is a preference for large, high-
pressure multistage BFW pumps.
The back-to-back conguration has
small hydraulic and technological dis-
advantages for the crossover channel
required to convey the ow from the
rst group to the second group of im-
pellers. On the other hand, it seems
more advantageous for the balancing of
axial load and for volumetric efciency,
mostly in worn clearance conditions.
Different dynamic studies indicated that
the back-to-back conguration can lead
to a rotor behavior, which is less sensi-
tive to the increase of clearances. The
damping factors of this conguration
are usually high. In most applications,
particularly large, high-pressure mul-
tistage BFW pumps, the back-to-back
conguration can increase the reliability
of the pumps. FC
www.owcontrolnetwork.com March 2014 | 29
Boiler Feedwater Pump | Cavitation | Corrosion | Power Plant | Pumping System | Steam
Find related content @ owcontrolnetwork.comSearch on:FLOWSTREAM
Amin Almasi is a senior rotating machine consultant in Australia. He is a chartered professional engineer of Engineers Australia (MIEAust CPEng Mechanical), IMechE (CEng MIMechE), holds bachelors and masters degrees in mechanical engineering, and is a registered professional engi-neer in Queensland. He specializes in rotating machines, including cen-trifugal, screw, and reciprocating compressors, gas turbines, steam turbines, engines, pumps, subsea, offshore rotating machines, LNG units, condition monitoring, and reliability. Mr. Almasi is an active member of Engineers Australia, IMechE, ASME, and SPE. He has authored more than 100 papers and articles dealing with rotating equipment, condition monitoring, offshore, subsea, and reliability. He can be reached at [email protected].
Write in 20 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
CHECKMATE.Our spring loaded check valves are assembled to your exact needs, ensuring absolute precision and reliability. They work like they should. Thats what makes Check-All the only choice. Plus, most lead times are less than one week. Count on the king.
Manufactured in West Des Moines, Iowa, USA s515-224-2301 swww.checkall.comGet me a Check-All.
When it comes to check valves, Check-All is king.
S I N C E 1 9 5 8
Principle of OperationDespite their similarity, Coriolis and
ultrasonic flowmeter have very differ-
ent principles of operation. Coriolis
flowmeters are composed of one or
more vibrating tubesusually bent. The
fluid to be measured passes through
the vibrating tubes. The fluid acceler-
ates as it passes towards the point of
maximum vibration and decelerates as
it leaves this point. The result is a twist-
ing motion in the tubes. The degree of
twisting motion is directly proportional
to the fluids mass flow. Position detec-
tors sense the positions of the tubes.
While most Coriolis flowmeter tubes
are bent, some manufacturers have
also introduced straight-tube Coriolis
flowmeters.
There are two main types of ultra-
sonic owmeterstransit time and
Doppler. Transit-time ultrasonic owme-
ters have both a sender and a receiver.
They send an ultrasonic signal across a
pipe at an angle, and measure the time
it takes for the signal to travel from one
side of the pipe to the other. When the
ultrasonic signal travels with the ow,
it travels faster than when it travels
against the ow. The ultrasonic owme-
ter determines how long it takes for the
signal to cross the pipe in one direction,
and then determines how long it takes
the signal to cross the pipe in the re-
verse direction. The difference between
these times is proportional to owrate.
Transit-time ultrasonic owmeters are
mainly used for clean uids, while Dop-
pler meters are used for dirty uids.
Early Adoption IssuesUltrasonic flowmeters were introduced
by Tokyo Keiki in Japan in 1963, while
Coriolis flowmeters were first brought to
the commercial market in 1977. After
their introduction, both meters went
through a difficult acceptance period.
Many of the first ultrasonic flowmeters
were clamp-on meters, and end-users
had difficulty positioning them cor-
rectly. They also were not as accurate
as later inline ultrasonic meters. In
the 1980s, Panametrics (now part of
GE Measurement & Control, www.ge-
mcs.com) and Ultraflux (www.ultraflux.
net) did research on using ultrasonic
flowmeters for measuring gas flow.
By the 1990s, ultrasonic meters had
advanced technologically to the point
where they began receiving wider end-
FLOW UPDATE | Coriolis & Ultrasonic Flowmeters
30 | March 2014 Flow Control Magazine
Coriolis vs. Ultrasonic FlowmetersComparing and contrasting two popular solutions for flow measurement
It is interesting to compare Coriolis and ultrasonic flowme-ters, as a great deal of new product development is occur-ring with both of these meter types. In addition, Coriolis
and ultrasonic represent the two fastest growing flowmeter
categorieswith the possible exception of multiphase flow-
meters. Both Coriolis and ultrasonic flowmeters are widely
used in the oil & gas markets, and both are used for custo-
dy-transfer applications. The following article examines how
these two meter types are alike, as well as how they differ.
By Jesse Yoder, Ph.D.
0.2%
33.2%
53.3%
13.3%
Petroleum Liquids
Non-petroleum Liquids
Gas
Steam
2.1% 17.0%
39.5%
41.4%
Petroleum Liquids
Non-petroleum Liquids
Gas
Steam
Shipments of Coriolis Flowmeters Worldwide by Fluid Type in 2011
Shipments of Ultrasonic Flowmeters Worldwide by Fluid Type in 2011
Source: Flow Research, Inc.
www.owcontrolnetwork.com March 2014 | 31
user acceptance.
Early Coriolis owmeters had technical problems that
interfered with their acceptance. Problems with vibration
made it difcult to maintain zero point stability. End-users
found the large size and weight of even two-inch or four-inch
meters to be prohibitive. Their high price also presented an
issue for many end-users, as Coriolis owmeters are the
most expensive meter, even today. By the 1990s, some of
the technical issues with Coriolis owmeters had been re-
solved. In 1994, KROHNE (us.krohne.com) introduced the
rst commercially successful straight-tube Coriolis owme-
ter. This design addressed some problems with uid build-
up and pressure drop in bent-tube meters.
Differences In Line SizeCoriolis and ultrasonic flowmeters are dramatically different
in terms of line sizes. Over two-thirds of Coriolis meters are
made for line sizes of 2 or less. Until recently, the only
Coriolis flowmeter above 6 was made by Rheonik (now
part of GE Measurement). In the past five years, three more
companies have introduced Coriolis meters for line sizes
above 6. The companies include Micro Motion (a division
of Emerson Process Management, www.micromotion.com),
Endress+Hauser (us.endress.com), and KROHNE. These
meters are designed for line sizes of 8 to 16, and they are
mainly designed for custody transfer of oil and gas. While
their price tag can be as high as $75,000, higher oil prices,
and the increased value of natural and industrial gas, have
made it beneficial for some companies to pay for the higher
accuracy afforded by these large Coriolis meters.
While Coriolis meters excel in the lower line sizes, ultra-
sonic meters do best in line sizes of 4 and up. The larger
diameters make the differences in transit time of the ultra-
sonic signal easier to detect, although they can perform well
in smaller line sizes. Ultrasonic meters do not have the large
line size limit that Coriolis meters have, and it is common for
them to be made in sizes from 12 to 42, or even larger.
Insertion ultrasonic meters can be used in pipes of any size,
though so far no one has made an insertion Coriolis meter.
Likewise, clamp-on ultrasonic meters give ultrasonic tech-
nology more versatility in check metering and temporary
measurements. There is no clamp-on Coriolis owmeter.
Both Flowmeter Types Benefit from Industry ApprovalsCustody transfer of natural gas is a fast-growing market,
especially with the increased popularity of natural gas as an
energy source. Natural gas changes hands, or ownership,
at a number of points between the producer and the end-
user. These transfers are called custody-transfer points, and
they are tightly regulated by standards groups such as the
American Gas Association (AGA, www.aga.org). Other geo-
graphic regions have their own regulatory bodies.
One important function of the AGA and the American
Petroleum Institute (API, www.api.org) is to establish stan-
dards or criteria for sellers and buyers to follow when trans-
Write in 21 or Request Info Instantly at www.FlowControlNetwork.com/freeinfo
8OWUDVRQLF %XEEOHU S+ 6', 0RGEXV
FLOW UPDATE continued
ferring ownership of natural gas and petroleum liquids from
one party to another. In the past, these groups have pub-
lished reports on the use of orice-plate meters and turbine
meters for use in the custody transfer of natural gas. The
importance of these reports is illustrated by the example of
ultrasonic owmeters. In the mid-1990s, a European asso-
ciation of natural gas producers called Groupe Europeen de
Recherche GaziSres (GERG) issued a report laying out crite-
ria to govern the use of ultrasonic owmeters in the custody
transfer of natural gas. This resulted in a substantial boost
in the sales of ultrasonic owmeters for this purpose in Eu-
rope. In June 1998, the AGA issued AGA Report 9, which also
gave criteria for using ultrasonic owmeters in natural gas
custody-transfer situations. This caused a substantial boost
in the sales of these meters for that purpose, especially in
the U.S. The market for using ultrasonic meters to measure
natural gas for custody transfer is one of the fastest growing
segments of the owmeter market.
The AGA approved a report on the use of Coriolis owme-
ters for custody transfer of natural gas in 2003. This report
is called AGA-11, and it is, in part, responsible for the over-
all positive growth rate of Coriolis owmeters, which are now
widely used for natural gas custody-transfer applications. Even
though it often takes some time for end-users to adopt a new
technology, this report has provided a signicant boost to the
use of Coriolis owmeters for natural gas ow measurement.
The API has issued a draft standard entitled Measurement
of Single-Phase, Intermediate, and Finished Hydrocarbon Flu-
ids by Coriolis Meters. This document was added to the API
Library in July 2012. A second draft standard called Measure-
ment of Crude Oil by Coriolis Meters has also been approved
by the API.
Ultrasonic Meters Do Well On Both Liquid and GasBoth ultrasonic and Coriolis flowmeters do well on liquids.
Ultrasonic meters are widely used on both hydrocarbon
liquids and on water, and they perform well on both.
Multipath ultrasonic flowmeters, meaning those with three
or more paths, are used to measure the custody transfer
of hydrocarbon liquids. Coriolis flowmeters are widely used
to measure hydrocarbon liquids, especially for distribution
purposes downstream from a refinery. Many of these are
custody-transfer applications. Coriolis flowmeters are less
widely used in the water and wastewater industry because