Embed Size (px)
Citation preview

Volker Hessel [email protected]
Eindhoven University of Technology
Department of Chemical Engineering and Chemistry
Micro Flow Chemistry and Process Technology
NEXTLAB 2014 - The first NEXTLAB Conference,
Rueil-Malmaison, 04.04.14
Flow Chemistry Transferred to Industrial Plant Scale
Up to Modular Compact Container Plant
Session 6: The laboratory of future: platforms, projects and collaborations

PGM Recycling 2013: 150 t/a*
- 30% of annual PGM production
- about 0.2% of all PGM resources on earth
A. Hunt: Element Recovery and Sustainability,
RSC Green Chemistry Series, 2013
- Platinum as example: Germany is largest Pt exporter to USA (17%)*
- Due to exhaust gas catalyst (automobile) recycling; topping South Africa
CRITICAL ELEMENTS RECYCLING: PGM GROUP
* Salazar, McNutt, U.S. Department of the Interior, U.S. Geological Survey, Mineral Commodity Summaries 2013
Consequence: future’s chemical
plants will be different and integrate
recycling in a ‘biomimetic’ fashion

PLATFORMS AIMING AT FUTURE CHEMISTRY
Industrial Platform:
GSK - GSM
Society Platform:
NRW Landtag / Germany

THE WHOLE IS MORE THAN
THE SUM OF ITS PARTS
Learning curve: HOLISTIC
Green Chemistry needs process extension to Green Engineering
- to cover issues beyond reaction: purification, heat integration, Verbund, …
- to consider full-chain chemical manufacturing: “from cradle to …”
Green Engineering is more than Engineering Green Chemistry
Holistic Route Selection: DOW paper; Leng et al. OPRD (2012)

MEGATRENDS
1. DEMOGRAPHIC CHANGE
2. INDIVIDUALISATION REACHES
A NEW STAGE
3. SOCIAL AND CULTURAL DISPARITIES
4. REORGANISATION OF HEALTHCARE
SYSTEMS
5. CHANGES TO GENDER ROLES
6. NEW PATTERNS OF MOBILITY
7. DIGITAL CULTURE
8. LEARNING FROM NATURE
9. UBIQUITOUS INTELLIGENCE
10. TECHNOLOGY CONVERGENCE
11. GLOBALISATION 2.0
12. KNOWLEDGE-BASED ECONOMY
13. BUSINESS ECOSYSTEMS
14. CHANGES IN THE WORK WORLD
15. NEW CONSUMPTION PATTERNS
16. UPHEAVALS IN ENERGY AND
RESOURCES
17. CLIMATE CHANGE AND
ENVIRONMENTAL IMPACTS
18. URBANISATION
19. NEW POLITICAL WORLD ORDER
20. GLOBAL RISK SOCIETY

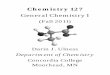
IMPLEMENTATION DEGREE OF
MICROREACTORS
Science penetration: 0.46% of all chemical (incl. eng.) literature
2012: 1050 out of 230,000 papers
0
200
400
600
800
1000
1200
2002 2006 2010 2014
Year
Pu
bli
cati
on
nu
mb
er Microreactors
Flow Chemistry
ING Healthcare Fund
2008 2009 2010 2011 2012 2013
ACS GCI Pharmaceutical Roundtable: Conti Processing = Key Area Ranked No.1
C. Jimenez-Gonzalez, P. Poechlauer, et al., Org. Process. Res. Dev. 5 (2011) 900-911.

p
T
Limitations in T
Limitations in p
Chemical Process window
• The microreactor instrumentation has widened engineering windows
• Question is: can it widen chemical windows? Novel Process Windows
T
Stouten et al. Aust. J. Chem. 66 (2013) 121
Hessel et al. ChemSusChem(2013) onlineHessel et al. Chem. Eng. Sci. 66 (2011) 1426Illg et al. Bioorg. Medic. Chem.18 (2010)3627
Hessel Chem. Eng. Technol. 32 (2009)1655Hessel et al. Energy Environ. Sci. 1 (2008)467
Hessel Curr. Org. Chem. 9 (2005)765
WIDENING OF CHEMICAL WINDOWS
6, 5 (2013) 746

NANO-, MIKRO- UND MAKRO-REAKTOREN
2491
cm
nmm
A
High-p,T
<<t
Reflux
>>t
O
OHOH
OHO OH
OH
OH
OH
OH
high THigh T
High p
Process
simplification & integration
Explosive
regime
High c,
solvent free
New chemical
transformation
Novel Process Windows
NPW Research Cluster Hessel, Cortese, de Croon Chem.
Eng. Sci. 66, 7 (2011) 1426-1448.
Novel Process Windows Microreactor-enabled Process Intensification
Top-25 cited paper on NPW
Illg, Hessel, Löb, Bioorg. Medic.
Chem. 18, 11 (2010) 3627-4154
Activate
Confine
Orient
Boost
Simplify
Integrate
Synergize
Minimize
Novel Process
Windows
Hessel, Kralisch, Kockmann,
Noël, Wang, ChemSusChem
6, (2013) 746-789.

CHEManager Europe 5/2012 = Shine a Light
on Novel Process & Business Windows

Novel Process Windows Generate
Opportunities for Coming Projects
2008 2009 2010 2011 2012 2013 2014 2015
TOP-Punt?
ECHO ?
2 Cases – Rufinamide
– Adipic acid
PROCO4WIN ? 2 Cases – Enzymatic
– Hydrogenation
3 Cases – Oil epoxidation
– Biodiesel
– Polymerisation

CONTENTS
• NPW-Activation for Industrial Demonstration (EU Future Factory projects)
- high-T, safety: soybean oil epoxidation (Mythen)
- supercritical, cat.: biodiesel conversion (Chemtex)
- hydrodynamics, high-c: anionic polymerization (Evonik)
• NPW-Process Design for Industrial Demonstration (EU Future Factory, ERC)
- process integration: cascaded & telescoped synthesis (Rufinamide, OmniChem)
- process simplification: direct synthesis (adipic acid, DSM)
- process integration: purification (hydrogenation, Sanofi)
• Plants: Standardized production platforms (Evotrainer) and modular
plants (F3)
- GMP-type Evotrainer
- Cash-flow analysis for Evotrainer for 3 business cases

Exploration trees to materialize exploitation
possibilities and likelihood
© Partner 12
Novel
Process
Window
Existing market:
Competing
applications
New market
segments within
main area
New market
segments outside
main area
Process / material
variant
Process / material
variant
Process / material
variant
Process / material
variant
Process / material
variant
Process / material
variant
…
…
…
Product
… …
…
…
…
Product
… …
…
…
…
Product
… …
…
…
…

Epoxidation
– Initial Kinetic Thoughts … too Simplified
Goal: improve the
STY by a factor of 3
Sustainability motivation:
B. Cortese, B., M.H.J.M de Croon, V. Hessel, V. Ind. Eng. Chem. Res. 51 (2012) 1680-1689.

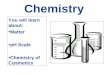
Epoxidation – Key to Solve: Consecutive Step
© 28.08.2012
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320
0
10
20
30
40
50
60
70
80
90
100
110
120
130
Iodine Number
Iod
ine N
um
ber
Time (minutes)
0
1
2
3
4
5
6
7
8
Epoxide Number
Ox
ira
ne N
um
ber
Epoxidation rate
Opening ring rate
E. Santacesaria, R. Tesser, M. Di Serio, R. Turco, V.
Russo, D. Verde Chem. Eng. J. 173 (2011) 198– 209
D. Kralisch, U. Krtschil, E. Santacesaria, V. Hessel
et al., ChemSusChem 5, 2 (2012) 300-311.

1x 10x
50x 100x
Epoxidation – Superficial H2O2
Decomposition Scenarios
B. Cortese, B., M.H.J.M de Croon, V. Hessel, V. Ind. Eng. Chem. Res. 51 (2012) 1680-1689.

Modelling limitations for NPW
Exploration in Soybean Oil Epoxidation
Instead of using modeling as predictive tool, we needed to (co-)develop it
(together with Naples) = even with proven kinetic model
We found that existing modeling approaches allow only to predict within a
narrow range outside the process window = too narrow for our purposes
On top of that comes that >12 parameters for kinetic model used for
soybean oil epoxidation = too complex, giant task
Still busy with finding a simplified and workable solution here =
mathematical algorithm optimisation
16

D. Kralisch, V. Hessel, E. Santacesaria et al. ChemSusChem 5, 2 (2011) 300-311.
Ex-ante Process Options Evaluation

Biodiesel Production
supercritical processing
utilization of waste oil: low-cost feed valorization
chemical intensification demonstrated in lab
NPW: new chemical transformation: initial idea
Better valorization through coproduct utilization
No chemical intensification achieved, even not with new catalysts

Biodiesel – Economic Motivation,
but Lacking Process Realization
Good heterogeneous catalysts,
but leaching problems
Reaction too slow
to be implemented
Economical advantages –
Materials payback
Catalyst screening

Screening of Environmental Impacts of
Alternative Biodiesel Process Designs
„Best case“ options
D. Kralisch, Ch. Staffel , D. Ott , S. Bensaid, G. Saracco,
P. Bellantoni, P. Loeb, Green Chem.15 (2013) 463-477.

Transfer to Pilot-Plant: Waste Oil to
Biodiesel under Supercritical Conditions
scProcessing:
high ratio alcohol: oil, high T, p
but
counterbalanced by lower residence time,
high conversion rates, avoidance of waste
oil pre-treatment
+
Increased safety by micro processing
Saving potential:
Reduction of greenhouse gas emissions of maximum 70 % (= 0.86 t CO2
equivalents / t biodiesel produced) compared to a conventional
homogeneously acid-catalyzed process utilizing fresh soybean oil
Source: Courtesy of S. Bensaid, Politecnico di
Torino and P. Bellantoni, Chemtex Italia S.p.a.
D. Kralisch, Ch. Staffel , D. Ott , S. Bensaid, G. Saracco, P. Bellantoni, P. Loeb, Green Chem.15 (2013) 463-477.

Novel Process Windows: Polymerization
Living anionic polymerization from batch to continuous
• Experiments (USTUTT): • Batch → PDI = 1.03 for styrene polymerization
• Conti → PDI = 1.04
• Conti → faster conversion rate: 20 x space time yield increase
• Model (TU/e) • Single phase 2-D numerical model, taking into account:
– viscosity change by increase of MW of polymers →
– change in diffusion coefficients; for most of length
of reactor diffusion of monomer is negligible →
– almost completely segregated flow along stream paths
– PDI < 1.1, in accordance with experiments, but
– accumulation of heat from polymerization in reactor →
possible interference with highly segregated flow behavior

Anionic Polymerization
– ‘Anti-Transport Intensification’
1. Segregation effects at small radius
2. Uneven heat distribution
3. Mixer induced effects
MW ABD
Relevant parameters change
locally as a function of conversion
Velocity field Temperature
field
Cortese, Schulz, Klemm, Hessel et al. Macrom. React. Eng.
6,12 (2012) 507–515; Schulze, Cortese, Hessel, Lang, Klemm
et al. Green Process. Synth. 2, 5 (2013) 381-395.

Sanofi Process:
Hydrogenation
- Selective nitro group hydrogenation to the
respective Z- and E-amino compounds
- Desired product : Z-compound
- Production scale: 100 kg/year
C CR F DW C D R
F
WFDry W C CH D D C
C
1
2 3
4
59
6
7
8
10
11
12
13 14
15
17
18
19
20
21
2223
24
2526
28
27
29
30
C – charge; R – react; F – filter; W – wash; D – distillate; H – heat; Co – cool
Co31
32
16
I. Denčić, D. Ott, D. Kralisch, V. Hessel et
al. Org. Proc. Res. Dev. (2014) accepted

Scenarios
The following scenarios were framed and compared with the reference case (batch process):
Scenario Comments
Continuous reaction
Continuous fixed bed millireactor used instead of
the conventional batch reactor. The rest of the
process is performed in batch.
Continuous processing
Continuous reaction in a fixed bed millireactor and
subsequent continuous distillation, acidification, by
product removal, KOM crystallization, filtration and
drying.
Solvent change Replacing the current solvent acetonitrile with
dichloromethane (DCM)
Direct crystallization Direct crystallization of the Z-key compound
followed by its filtration and drying.
KOM recovery Isolation of Z-isomer prior to the reaction followed
by the recovery of KOM from the waste streams.
Microwave drying Replacing the energy-intensive process of vacuum
drying with microwave drying.
I. Denčić, D. Ott, D. Kralisch, V. Hessel et al. Org. Proc. Res. Dev. (2014) accepted

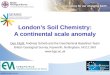
Production Cost Breakdown
Change for Conti Processing
Reference and
continuous
reaction case
Reference case: 17336 $/kg Continuous reaction: 13350 $/kg
Capital cost17%
Labor19%
Other
materials
9%
KIM53%
Waste1%
Utilities1%
Capital
cost
16%
Labour
21%
Other
materials
13%
KIM
49%
Waste
0.3%
Utilities
1%
Reference case: 17336 $/kg Continuous processing: 11330 $/kg
Capital cost7%
Labor17%
Other
materials11%KIM
63%
Waste1%
Utilities1%
Capital
cost
16%
Labour
21%
Other
materials
13%
KIM
49%
Waste
0.3%
Utilities
1%
Reference and
continuous
operation case

Cost Reduction
- Categorywise
Continuous reaction
Continuous processing
Solvent change
Direct crystallization
KOM recovery
Microwave drying
Equipment cost 0.22 0.72 -0.74 -0.03 -0.18 0.32
Materials 0.22 0.22 0.07 0.04 0.11 0.0
Labor 0.30 0.47 0.55 0.20 0.28 0.02
Waste -0.04 -0.04 0.36 0.24 0.39 0.0
Utilities -0.02 -0.02 0.34 0.24 0.13 0.0
Total cost reduction
0.23 0.35 0.04 0.06 0.13 0.06
I. Denčić, D. Ott, D. Kralisch, V. Hessel et al. Org. Proc. Res. Dev. (2014) accepted

Performance Metrics
for PI Process Options
Reference
case
Continuous
reaction
Continuous
operation
Solvent
change
Direct
crystallization
KOM
recovery MW drying
Yield (%) 47 52 52 47 50 54 47
Labor hrs
(h/kgKOM) 61.0 43.2 32.8 25.5 26.2 42.7 59.6
PMI
(kg/kgKOM) 118.1 131.3 125.9 72.0 85.8 101.1 118.1
CED
(GJ/kgKOM) 12.5 12.8 11.8 6.0 15.3 14.2 16.7
Solvent waste
(kgSolv/kgKOM) 113.5 128.7 123.4 68.2 87.7 68.2 113.5
Feasibility
remarks ++ ++ + - ++ - +
NOTE: PMI – Process mass intensity
CED - Cumulative energy demand Unfavourable due to diluted reaction mixture
I. Denčić, D. Ott, D. Kralisch, V. Hessel et al. Org. Proc. Res. Dev. (2014) accepted

Reaction Network – Multi-step in Flow
Process integration
TELESCOPED MULTI-STEP SYNTHESIS

The European Agency for
Evaluation of Medicinal
Products, London, UK, 2002.
Syrris, Flexx module
15 ppm in API is allowed.
A. Carlos-Varaz, V. Hessel, T. Noel, Q. Wang ChemSusChem 5, 9 (2012) 1703-1707.
TWO ISSUES IN MULTISTAGE
(INDUSTRIAL) FLOW PROCESSING
Extraction Stage Residual Copper
start 3156 ppm
1 159 ± 9 ppm
2 97 ± 3 ppm
3 14 ± 1 ppm
Dipolarophile choice
Entry Dipolarophile Toxicity
(NFPA)
Cost*
($/kg)
Time
(h)
Yield
(%)
T
(ºC)
Excess Solvent/ Additives -R
1[7a]
4 136
24 72 80 1.5 Neat -CN
2[7b]
3
184 2 80 25 1 Water-tBuOH/ Ascorbic acid/
CuSO4
-COOH
3[7c]
2
1500 5 48
65 1 Water -COOMe
4[9]
0
100 28 85 135 1.2 Neat -COOMe
Microfluidic extraction Borukhova, Noel, Metten, de Vos, Hessel ChemSusChem 6, 12 (2013) 2220.

Parameters
Future work
• Copper content in feed
• pH
• Other metals e.g. Pd, Pt
• Different mixing element
Scavenger % Extraction
EDTA, 0.0016 M 90.9
EDTA, 0.0160 M 97.6
DTPA, 0.0160 M 97.9
Cu(PPh3)3Br, 150 ppm feed, toluene, pH: 9.4
EDTA 0.016 M, 150 ppm feed, DMF/toluene, pH: 9.4
Organic solvent % Extraction
DMF 87.2
DMF/Tolene 92.2
Tolene 97.6
EDTA 0.016 M, Cu(PPh3)3Br, 150 ppm feed, pH: 9.4
Copper source % Extraction
CuI(PPh3)3Br 92.2
CuII 98.3
CuIISO4 84.2
CuII(OAc)2 87.7
CONTINUOUS COPPER SCAVENGING
1 stage

Variation of scavenging agent: EDDS
• Variation tested:
• EDTA DTPA
• Similar structure, biodegradable unlike EDTA
EDDS
Scavenger type and
concentration
Molar ratio of
Scavenger : Cu
Cu content (ppm) Cu
Extracted Feed Aq (btm) Org (top)
EDTA 0.016 M
10:1
123 120 3 98%
DTPA 0.016 M 142 139 3 98%
EDDS 0.016 M 118 114 4 97%
EDTA 0.0016 M
1:1
126 115 11 91%
DTPA 0.0016 M 124 118 6 95%
EDDS 0.0016 M 118 81 37 70%

Palladium Scavenging
• Experimental condition is kept similar as Cu scavenging:
• Total flow rate: 60 ml/hr
• EDTA: 0.016 M
• Pd source: Pd(OAc)2
93%
41%
0%
20%
40%
60%
80%
100%
8 8.5 9 9.5 10
Pd
ex
tra
cte
d
Scavenger pH

INDUSTRIAL-SCALE PROCESS DESIGN
Process integration ‘2-Step’
‘Direct’
400,000 t/a

I. Vural Gursel, Q. Wang, T. Noel, V. Hessel, Chem. Eng. Trans. 29 (2012) 565
COST ANALYSIS – ADIPIC ACID
Pu
rch
as
e C
os
t o
f E
qu
ipm
en
t, M
€
0
5
10
15
20
25
30
35
40
45
2-Step Route Direct Route
Pumps
Compressors
Dryer
Vessels / tanks
Distillation columns
Centrifuges / Filters
Crystallizers
Reactors
V. Hessel, I. Vural Gursel, Q. Wang, T. Noel, J. Lang, Chem. Eng. Tech. 35 (2012) 1184
V. Hessel, I. Vural Gursel, Q. Wang, T. Noel, J. Lang, Chem. Ing. Tech. 84 (2012) 660
I. Vural Gursel, V. Hessel, Q. Wang, T. Noel, J. Lang, Green Proc. Synt. 4 (2012) 315
400,000 t/a

Cost Analysis – Adipic Acid
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2-Step Route Direct Route
Pumps
Compressors
Dryer
Vessels / tanks
Distillation columns
Centrifuges / Filters
Crystallizers
Reactors
I. Vural Gursel, Q. Wang, T. Noel, V. Hessel, Chem. Eng. Trans. 29 (2012) 565
To
tal P
urc
hase C
ost
of
Eq
uip
men
t (S
hare
of
Co
sts
)
Other
Equip.
Other
Equip.
Reactor
Reactor
400,000 t/a

Qi, kW Qh, kW Qc, kW Qi, kW Qh, kW Qc, kW
2705 21450 11552 12290 600
35719 18339 1003 2881
17688 2400 15399 947
108 1758 108
3884 654 2290
4293
143
6787
0 60105 42189 28441 18516 600
Initial HEN Design New HEN Design
Total
19116 kW 102294 kW
Qi: process-to-process; Qh: hot utility; Qc: cold utility
70 %
reduction Cost 19.8 x 106 €/yr 6.0 x 106 €/yr
Total utility
ENERGY COMPARISON
I. Vural Gursel, Q. Wang, T. Noel, V. Hessel, J. Tinge, Ind. Eng. Chem. Res. 52, 23 (2013) 7827-7835.

PA
GE
Extra Capital Cost
(106 €)
Operating Cost Saving
(106 €/yr)
Pay-back time
(months)
9.28 13.80 8
I. Vural Gursel, Q. Wang, T. Noel, V. Hessel, J. Tinge, Ind. Eng. Chem. Res. 52, 23 (2013) 7827-7835.
IMPROVED HEN DESIGN

DIRECT ROUTE – LCA FOOTPRINT
1. AP: acidification potential (average European)
2. GWP 20a: climate change in 20 years
3. EP: Eutrophication potential (average European)
4. FAETP 20a: freshwater aquatic ecotoxicity in 20 years
5. HTP 20a: human toxicity in 20 years
6. Land Use
7. Malodours Air
8. MAETP 20a: marine aquatic ecotoxicity in 20 years
9. High NOx Photochemical oxidant creation potential
10. Depletion of abiotic resources
11. TAETP 20a: Terrestrial ecotoxicity in 20 years Database: Ecoinvent. Source: CML2001
Q. Wang, I. Vural Gursel, M.
Shang, V. Hessel, Chem. Eng. J.
234 (2013, 300-311.

©
Fraunhof
Building a Process
or Plants in Boxes?
“Container Village” ChemPark
Unit-operational process
assembly
Central docking hubs

CONTAINER PLANT FOR F3
FACTORY AT INVITE FACILITY
Process Equipment Container (PEC) Process Equipment Assembly (PEA)
Docking Station PEC – BASF/Polymer
PEC – Bayer/Pharma

Our approach: “in one box” from process idea to a plant
Lab work, evaluation plant and small production in the same environment
Lab – Pilot – Production
= same Professional Environment

©
Fraunhof
Option for automatic
filling
Raw material logitics
transport can
Option for air
conditioning
Desaster collection
pan (WHG)
Element for
environmental
protection
Control room
Ex zone gate
Extinguishing
installation
Constructive fire protection
Reduced emissions
e.g. nois
Bus integration:
a) lighting
b) Ex control
c) cabel ways, power
d) Pneumatic system
e) Field bus
f) compressed air,
gases
g) cooling water,
sole
h) local area network
i) air ventilation
j) etc.
* Easy entry
* integrated emergency exits
* montage doors
integrated elements
for construction
On demand
CMP- a./o. clean room
condition
Modular measure and
control technology
Patent pending
A chemical plant
in a box ??

Transfer of Evonik´s Evotrainer for
POLYCAT to Fraunhofer ICT-IMM
site for project demonstration works

Integration of multipurpose flow-system
into Evotrainer process room
addressing API synthesis needs

CONTAINER PLANTS
– POTENTIAL FOR COST REDUCTION?
Lower interest rates
Faster time to market
(“50% idea”)
Wo
rkfl
ow
Ba
sed
on
Mo
du
lar
Co
mp
on
en
ts Process Selection
Modular Assembly Planning
Preassembling Modules
Short Field Installation
Start-up
Optimal Configuration Selection
More efficient embedding of
smart production technologies
Standardized infrastructure: fixed,
small-serial manufacturing costs
Risk depends on capacity risk [%] > risk [%]
NPV ECV
cash
time risk [%]
Compactness

Fine-chemical Case – Capital Investment (200 t/a)
Microreactor operation higher investment cost due to higher cost of more
advanced flow reactor, with 60% yield due to smaller reactor, lower cost
Evotrainer enables ~15% lower capital investment than conventional plant
Evotrainer gives
opportunity for
micro to have
comparable
investment cost
I. Vural Gursel, V. Hessel, Q. Wang, T. Noel, J. Lang, Green Proc. Synth. 1, 4 (2012) 315

Fine-chemical Case – Operating Cost (200 t/a)
Microreactor lower raw material (excess of KHCO3 3 fold instead of 6 fold) and
labour requirement, with 60% yield significant raw material cost reduction
High value product example, raw material cost dominates, Evotrainer effect small
I. Vural Gursel, V. Hessel, Q. Wang, T. Noel, J. Lang, Green Proc. Synth. 1, 4 (2012) 315

Evotrainer advantageous for fine-chemical and pharma production
Bulk-chemical not profitable at this low production rate
Three Chemical Applications (200 t/a)
PAGE 49
Pharmaceutical
Fine-chemical
Bulk-chemical
2,4-dihydroxybenzoic acid
adipic acid
naproxen
All in flow
ca. 25%
I. Vural Gursel, V. Hessel, Q. Wang, T. Noel, J. Lang, Green Proc. Synth. 1, 4 (2012) 315

Book Novel Process Windows
Green Processing & Synthesis

Dr. Q. Wang Assistant prof.
G. Kolb Part-time prof.
N. Straathof PhD
L. Borukhova PhD
Dr. T. Noel, Assistant prof.
I. Vural, PhD
I. Dencic PhD
S. Stouten, PhD
SFP Group: Micro Flow Chemistry
and Process Technology
F. Aldiansyah Master
M. Shang PhD
B. Spasova PhD at IMM/TUD
J. Tibhe, PhD
B. Patil PhD
A. Anastasopolou PhD
A. Hemert Secretariat
J. Smit Editorial Assistant
E. Shahbazali PhD
H. Gemoets PhD
S. Sundaram PhD

MERCI !!!