Embed Size (px)
Citation preview

FLOW BEHAVIOR OF MOLTEN METAL IN ALUMINUM LFCPROCESS
S. Saghi, M. Divandari, Y. H. K. [email protected]
Dept. of Metallurgy & Materials Science, Iran University of Science and Technology
Abstract: The effects of gating system and pattern geometry on the metal flow in the lost foamcasting (LFC) process have been investigated using glass covered mold and video recordingsystem. Unlike convectional casting process, the type of the gating system showed little effect onfillability in lost foam, but pattern thickness had large effect on mold filling. The mold fillingbehavior seems to be controlled by the combined influences of heat and mass transfer. The flowrate increased with increasing pattern thickness
Keywords: Lost foam casting, Aluminum, Fluid flow, Mold filling, Gating system
. INTRODUCTION
In the lost foam casting process molten metal ispoured into an unbounded sand mold containinga refractory coated foam pattern. Thecombination effects of all of the four elementsinvolved in LFC process; pattern, coating, sandand molten metal will control the lost foammold filling behavior. Butler and Pope recordedvisualization of lost foam mold filling behavior
lost foam filling process through a transparentglass window in the wall of flask. Dieter et. al
technique for cast iron, aluminum and zinc tostudy the flow behavior.Unlike green sand casting, where the moldfilling rate is controlled by the gating system,mold filling in LFC is controlled by the patterndecomposition rate. In turn, the patterndecomposition rate is controlled by coatingpermeability, pattern density, pattern geometry
-- ] reduced the gate size until it
became the controlling parameter in moldfilling, typically too small to be able to supportthe pattern during coating and molding stage.When the gating system is sufficiently robust topermit handling of the cluster, the metal fill rateis controlled by the coating properties or by therecession rate of the polymer foam. Lawrence
a much greater effect on fill time, metal velocityand casting quality than any other variables.
the gate has little effect on the mold filling butcoating permeability has an important effect.Since coating properties can vary and thedegradation rate of the foam pattern istemperature dependent, there should be certainidentifiable operating regimes for mold filling in
there are three mechanisms which control thefoam decomposition and its transport, a) wettingregime, b) foam-decomposition, and c)backpressure in the system. In the foam-decomposition regime, the coating permeabilityis sufficiently high and transport of the foamdecomposition products through the coating isnot the limiting process. The mold filling rate inthis regime is limited by the rate at which thefoam pattern can degrade. This rate is a functionof the foam type, foam density and metal fronttemperature. When the coating permeability isvery low or the metal temperature is very high,backpressure may control the mold fillingprocess. Mold filling will then be controlled bythe rate at which the refractory coating allowsgaseous products to escape into the sand. Theseresults show that coating permeability andinteractions between the molten metal and thefoam pattern are very important in the LFCprocess.
39

mmmm
mm mm
mm
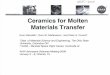
Pattern Heat resistant glass
Video cameraUnbonded sand
Steel flask
(a) (b) (c) Schematic illustration of the gating systems: (a) top gating. (b) side gating (c) bottom gating
Schematic of the experiment method
The purpose of this work was to investigate theeffect of gating system type and pattern
. EXPERIMENTAL PROCEDURE
They were cut using a hot wire with tolerance of
respectively. In all three cases the cross section
The final cluster of the gating system andvertical plat patterns were assembled using a hot
melt
pattern assembly was coated with a water-based
mm and dried in ambient temperature. Then thepattern was placed in the steel flask and vibratedwhile filling the flask with unbounded silicasand. The aluminum alloy ingots (Al-melted in a crucible furnace. The molten metal
fabricated with a heat resistant glass window in
pattern faced to glass window remained withoutcoating. The unbonded silica sand was pouredinto the flask, and vibration was applied for final compaction. Pre-cut pieces of (Al-were melted in the crucible furnace. A VHSvideo camera was used for recording the flow ofliquid metal into the mold.
40

. RESULT AND DISCUSSION
Mold filling behaviors of the top gating system
filling time from the entrance of the gate to the
. Here two phenomena arenoticeable, firstly, in contrast to convectionalcasting in which the melt fills the mold frombottom to the top, in LFC process the melt fillsthe mold from top to the bottom which is, ofcourse due to the polymer pattern resistance; and secondly, at the early stage of the filling in boththickness, the melt has a uniform filling behavior buwhich may lead to the forming of folds defectsin the casting. It seems that the surface tension of
plate, therefore the molten metal shows auniform movement from the beginning to theend of mold filling process. Such a uniformmovement in top pouring of thin wall casting,
relation between these parameters could be seen
In which P is the pressure difference, issurface tension (N/m), r and R are two radii ofthe liquid stream curvatures.It is clear that turbulent filling would happen inthe thicker section especially in the top pouringin conventional casting. In the case of LFCprocess not only surface tension but also theback pressure as a result of vaporization of foam would act in the favor of a uniform and laminarinstead of turbulent flow.Mold filling behaviors of side gating system
mm, mold filling time when the melt entered tothe mold from the gate until the end of the
stages of the filling at both thicknesses, meltshown a uniform filling behavior but lateruniformity was decreased, but still was better
than the top gating system. Mold filling behaviors of bottom gating for the
when the melt enter to the mold from the gate to
was reachefilling could be seen in the bottom gating
gating system in two different thicknesses.Themolten weight in the mold cavity increases withincreasing of the time in all of the cases. In thetop pouring system the time of filling is equal inboth thickness, but in two other cases, namelyside and bottom pouring system, the time of
time of filling in the top pouring system is due to higher hydrostatic pressure of liquid metal. Thispressure could facilitate the escape of gaseousproducts, in the interface of molten metal and
the top pouring system. The flow rate reaches toa maximum after two seconds and then itdecreases. One may also note that flow rate inthe beginning of the filling process is sharplyincreasing. Bottom pouring shows nearly the
except the maximum of flow rate, which haveappeared in the first second of the filling time
maximum flow rate in three different running
plate, the
times of the maximum flow rate in the side gatesystem. Still it is quite higher than maximumflow rate in the bottom pouring system, which is
difference in the filling rates of side and bottom
thickness, but in the top pouring system the
somewhat higher than those of other twopreviously mentioned cases. The overall heat ofthe molten metal depends to its volume, which
mm thick casting the heat capacity of the plate is
41

Mold filling sequences in the top pouring of Mold filling sequences in the top pouring of
Mold filling sequences in the side pouring of process
Mold filling sequences in the side pouring of a
42

Mold filling sequences in the bottom pouring Mold filling sequences in the bottom pouringof a
This heat is extracted in two ways, one is heattransfer through mould walls and other is heatconsuming during foam degradation. The later is doubled here but the former is not doubled. Thisis the reason why the filling rate of the mould is
of surface tension although its amount is not toomuch here, but it would be more serious
Fimold in two different thickness. One aspects isthat the time of filling is not doubled althoughthe casting thickness is doubled which wasdiscussed. Interestingly the major volume of themolten metal has filled the mold in shorter time
which shows the effect of heat extraction and
also extraction of gaseous products. The moltenmetal weight in other two cases; side and bottom pouring, shows similar trends. The main difference between the flow behaviorof these three systems become apparent in the
system show a sharp rate at the beginning andalso a lesser time of filling. Also there aremaximums in their filling curves and somefluctuations in their filling behavior. It seemsthat the discharge of the gas generated in themetal front has been faster, so the overall time of the filling is lesser than other case. In both casesthe metallostatic pressure is higher than the sidegate system. It means that the mass transfer anddischarge of the generated gases have also animportant role in the filling behavior of the mold
43

Effect of the pattern geometry on mold filling Fig. Effect of the pattern geometry onin top gating system mold filling in side gating system
Effect of the pattern geometry on moldfilling in top gating system
Effect of the pattern geometry on moldfilling in bottom gating system
Effect of the pattern geometry on moldfilling in side gating system
Effect of the pattern geometry on moldfilling in bottom gating system
Effect of the gating system on mold filling Effect of the gating system on mold
44

Effect of the gating system on mold filling Effect of the gating system on mold fillin
. SUMMARY AND CONCLUSIONS
Unlike the empty-mold casting process, the LFC process has a different filling mechanism,mainly because of the existence of the foampattern in the cavity. The controlling factors formold filling are also quite different betweenthese two processes. This work shows thecombined effect of both heat and mass transferduring mold filling and pattern displacement inproducing aluminum casting with the LFCprocess.A profound effect of pattern geometry on moldfilling was found. It is believed that amount ofheat that must be removed and the rate at whichit can be removed and the permeability of thecoating to remove the decomposition products,all are reflected in the flow stream, which hasbeen shown in this work.One interesting aspects of the mold fillingbehavior in the EPC process is the flow ofmolten metal against gravity which could clearly be seen in the side gating system.
ACKNOWLEDGMENT
The Authors fully acknowledge the support ofThe Iran University of Science and Technologyfor the facilities, which were used in this work.
REFERENCES
. R. D. Butler, R. J. Pope "Factors involvedfull mould casting with unbonded sand
-
. H. B. Dieter, A. J. Paoli "Sand without
binder for making full mold casting." AFS-
. H. S. Lee "Gating of full mold casting withunbonded sand molds." AFS Cast Metals
-).
. X. Yao, S. Shivkumar "Mold filling andsolidification in the lost foam process." AFS
-. J. Fu, H. L. Tsai, D.R. Askeland "Mold
filling in thin-section casting produced bythe EPC process." ,
-. M. D. Lawrence, C. W. Ramsay, D. R.
Askeland "Some observation and principlefor gating of lost foam casting." AFS
-. E. N. Pan, G. L. Sheu "Mold filling behavior
in vertical gating lost foam aluminum alloy." -
. S. Bennett, M. Tschopp "Observation on theeffect of gating design on metal flow anddefect formation in aluminum lost foam
-. D. R. Hess, B. Durham "Observation on the
effect of gating design on metal flow anddefect formation in aluminum lost foam
-. R. Aidar, C. Ravindran, A. Mclean "Total
alloy during lost foam casting" AFS-
. D. R. Askeland, C. W. Ramsy "Effect ofcasting size and geometry on the critical gate area in aluminum lost foam casting" AFS
45

-. M. W. Hill, M. Lawrence, C. W. Ramsay,
D. R. Askeland "Influence of gating andother processing parameters on mold fillingin the LFC process" AFS Transaction Vol.
-. M. Lawrence "Gating design and mold
filling in lost foam casting process " M.Sc.Thesis University of Missouri-
. Y. Sun, H. L. Tsai, D.R. Askeland"Influence of pattern geometry and otherprocess parameters on mold filling inAluminum EPC process." AFS Transaction
-. M. H. Warner, B.A. Miller, H.E. Littleton "
Pattern pyrolysis defect reduction in lostfoam casting."
-. J. Campbell, "Casting" Published by
Butterworth-. M. A. Tschopp "Fluidity of Aluminum
Tr -
46