Embed Size (px)
DESCRIPTION
Flocculation. Overview. Flocculation definition and time and length scales Types of flocculators Mechanical Design Fractal Flocculation Theory applied to hydraulic flocculators CFD analysis of hydraulic flocculators Flocculator Design. What is Flocculation?. - PowerPoint PPT Presentation
Citation preview

Flocculation Models


Overview•Flocculation definition and regulation •Mechanical Design•Hydraulic conventional design•Fractals•Collisions
•Laminar Flow•Turbulent Flow
•Conclusions•Surface coverage
23
89
0
8
9
139 8 6* log 1
8 9P
pC k t
d
23 2
30
3 2 6* log 12 3
p GtC k

What is Flocculation?• A process that transforms a turbid suspension of
tiny particles into a turbid suspension of big particles!
• Requires• Sticky particles (splattered with adhesive nanoclusters)• Successful collisions between particles
• Flocs are fractals (“the same from near as from far”)
• The goal of flocculation is to reduce the number of small particles (that haven’t been flocculated)
• One goal is to understand why some particles are always left behind (turbidity after sedimentation)
• Another goal is to learn how to design a flocculator

The Challenge of Flocculation
•We would like to know•How do particles make contact to
aggregate?•What determines the time required for
two flocs to collide?•How would you design a flocculator for a
target settled water turbidity?•How strong are flocs?•The challenge of the large changes in scale•The Al(OH)3 nanoclusters begin at a
scale of 10 to 100 nanometers•Flocs end at a scale of 100 micrometers•Flocculators are meters long

Ten State Standards• The detention time for floc formation should be at least 30
minutes with consideration to using tapered (i.e., diminishing velocity gradient) flocculation. The flow‑through velocity should be not less than 0.5 nor greater than 1.5 feet per minute.
• Agitators shall be driven by variable speed drives with the peripheral speed of paddles ranging from 0.5 to 3.0 feet per second. External, non-submerged motors are preferred.
• Flocculation and sedimentation basins shall be as close together as possible. The velocity of flocculated water through pipes or conduits to settling basins shall be not less than 0.5 nor greater than 1.5 feet per second. Allowances must be made to minimize turbulence at bends and changes in direction.
• Baffling may be used to provide for flocculation in small plants only after consultation with the reviewing authority. The design should be such that the velocities and flows noted above will be maintained.
http://10statesstandards.com/waterrev2012.pdf
Hydraulic flocculators allowed only by special permission!

Mechanical Flocculation
•Particle collisions caused by gentle stirring
•Advantage •energy dissipation rate can be
varied independent of flow rate
•Disadvantage •potential short circuiting (some
fluid moves quickly from inlet to outlet)
•moving parts in a wet environment
•Highly nonuniform energy dissipation rate

Recommended G and Gq values:
Turbidity or Color Removal (Mechanical
flocculators)
Type
“Velocity gradient” (G) (1/s)
Energy Dissipation Rate
()+ Gqq*
(minute)Low turbidity, color removal
20-70 0.4 – 4.9 50,000-250,000
11 - 210
High turbidity, solids removal
70-180 4.9 - 32 80,000-190,000
7 - 45
Sincero and Sincero, 1996 Environmental Engineering: A Design Approach
mWkg
* Calculated based on G and Gq guidelines+ average value assuming viscosity is 1 mm2/s
G is the wrong parameter… (Cleasby, 1984)
G
2G

Mechanical Design: mixing with paddles
3 3
2D P paC A a V
GV
“v
elocit
y grad
ient”
Drag co
effici
ent
Project
ed ar
ea of
padd
les
Ratio o
f rela
tive t
o
absol
ute ve
locity
of pa
ddles
Reactor volume1.9DC
extra

Mechanical Flocculators and Energy Dissipation Rate
•Model the mixing unit as a flat plate moving normal to the fluid (infinite fluid)
•The maximum energy dissipation rate is given by
•Closely spaced plates willhave higher
3Plate
MaxPlate
VW

Computational Fluid Dynamics Analysis
•Flat plate normal to the flow•1 m wide•Flow was 2-D•V=1 m/s•Re = 100,000• = 0.04 W/kg
• = 0.34
3Plate
MaxPlate
VW
13
Max PlatePlate
WV
Energy dissipation rate
Streamlines

What is for mechanical flocculators?•The maximum velocity for mixing
units given by 10 State Standards is 3 ft/s
•No minimum plate width is specified•For narrow plates
is comparable to rapidmix!
•If is 10 mW/kg then the ratio of couldexceed 100 http://10statesstandards.com/waterrev2012.pdf
3Plate
MaxPlate
VW
1 10 1000.1
1
10
Plate width (cm)
Max
imum
ene
rgy
diss
ipat
ion
rate
(W/k
g)

Mechanical Flocculators Summary
•Waste (a small amount of) electricity•Require unnecessary mechanical
components•Have a wide distribution of energy
dissipation rates (highest in the wake of the paddles) that may break flocs
•Have a wide distribution of particle residence times (completely mixed flow reactors)
extra

Hydraulic Flocculators
•Horizontal baffle
•Vertical baffle
•Pipe flow
•Gravel bedVery low flows and pilot plants
A bad idea (cleaning would require a lot of work)

Flocculator Geometry
2 Channels
Upper Baffles
Port between channels
Entrance
Lower BafflesExit
extra

Why aren’t hydraulic flocculators used more
often?• Simple construction means that there aren’t any items that private companies (venders) can sell as specialized components
• Consulting firms want to be able to pass the design responsibility off to a vender
• The presumed operation flexibility of mechanical flocculators (variable speed motor driving a slow mixing unit)
• Poor documentation of design approach for hydraulic flocculators (special permission required to use in the US!)
• Using electricity is cool, design innovation is suspect…
• Prior to AguaClara we didn’t have a design algorithm based on the fundamental physics
extra

Schulz and Okun (Hydraulic
flocculators)•Recommend velocity between 0.1 and 0.3 m/s
•Distance between baffles at least 45 cm•Water must be at least 1 m deep•Q must be greater than 10,000 m3/day
(115 L/s)These aren’t universal constants!We need to understand the real constraints so we can scale the designs correctlyWhat length scale could make a dimensionless parameter?
Surface Water Treatment for Communities in Developing Countries, (1984) by Christopher R. Schulz and Daniel A. Okun. Intermediate Technology Publications

AguaClara Flocculator Design Evolution
• 2005 - We used conventional guidelines based on velocity gradient to design the first low flow vertical flocculator
• 2010 - We designed using energy dissipation rate and accounted for the nonuniformity of the energy dissipation rate (q = 15 minutes)
• 2015 – We added obstacles to decrease the distance between expansions to make all of our flocculators have maximum collision efficiency (q = 8 minutes)
• 201x –We increase the efficiency of removal of small particles (q = 3 minutes) ???????

Edge of Knowledge Alert•Why would we ever think that the baffled
flocculators invented over 100 years ago were the optimal design for flocculation? (room to improve!)
•We have better coagulants now. Shouldn’t that influence flocculator design?
•We are only now beginning to understand the physics of fractal flocculation
•We are improving the design of hydraulic flocculators based on our evolving understanding of the physics of flocculation
extra

Fractal Flocculation Theory•Turbulence is caused by the expansion
that results when the water changes direction as it flows around each baffle in the flocculator
•Particles and flocs are transported to collide with each other by turbulent eddies and over short distances by viscous shear and Brownian motion.
•Flocs grow in size with each successful collision
•Collisions between particles of very different sizes are not very succesful.*
Flocculation model and collision potential for reactors with flows characterized by high Peclet numbers Monroe L. Weber-Shirk
, a, and Leonard W. Liona
http://dx.doi.org/10.1016/j.watres.2010.06.026*hypothesis from 2012!

How do the flocs grow?

Exponential growth•How many sequential collisions are
required to make a 1 mm particle starting from 1 mm particles?
•How much larger in volume is the 1 mm diameter particle?
•____________1,000,000,000 !

Doubling Collisions•1 collision 1+1=2•2 collisions 2+2=4•3 collisions 4+4=8•4 collisions 8+8=16•Number of original particles in the
floc = 2n
•What is n to obtain 1,000,000,000 = 2n?
•n=30This assumes volume is conserved!
log(1000000000) log(2)log(1000000000)
log(2)
n
n

Fractal Dimensions
•What happens to the density of a floc as it grows larger?
1
0FractalDd d i
diamete
r of p
rimary
parti
cle
diamete
r of f
loc
Number of primary particles in the floc
Frac
tal di
mensio
n
If volume is conserved, what is DFractal? ____3
3
0FractalDV V i
Floc density approaches the density of water because the floc includes water

Fractal Geometry•Fractal geometry explains the
changes in floc density, floc volume fraction, and, ultimately, sedimentation velocity as a function of floc size
•The fractal dimension of flocs is approximately 2.3 (based on floc measurements)
•Fractal dimension is a function of the size ratio of the colliding flocs
3
0FractalDV V i

Floc Volume Fraction•The fraction of the reactor volume
that is occupied by flocs•For fractal dimensions less than 3 the
floc volume fraction increases as floc size increases
•Use conservation of volume to estimate initial
Floc FlocFloc
Suspension Floc
V CV
0 3( )Floc Clay Al OH
3 3
0 3
ClayAl OH Al OHClay
Floc Clay Al OH
C C CC
Floc
Floc
dominates

Floc Volume Fraction
0.001 0.01 0.1 1 101 10 5
1 10 4
0.001
0.01
0.1
1Fractal dimension = 1Fractal dimension = 2.3Fractal dimension = 3
Floc diameter (mm)
Floc
Vol
ume
Frac
tion
0
3
0
FractalD
Floc Flocdd
Primary particle diameter (clay + coagulant)
“super fluffy” flocs
Dense flocs

Buoyant Density of Flocs
0.001 0.01 0.1 1 100.1
1
10
100
1000
1 104
Fractal dimension = 1Fractal dimension = 2.3Fractal dimension = 3
Floc diameter (mm)
Floc
den
sity
- wat
er d
ensit
y (k
g/m
^3)
2 0 2
30
FractalD
Floc H O Floc H Odd
Will these flocs settle faster than the primary particles?

Fractal Terminal Velocity Equations
2
2 2
2
18
Floc H Ot
H O H O
gdV
2 0 2
30
FractalD
Floc H O Floc H Odd
0 2
2 2
0 2
2 2
0 2
2 2
320
2 3220
0 0
1
0
0
18
18
18
Fractal
Fractal
Fractal
DFloc H O
tH O H O
DFloc H O
tH O H O
DFloc H O
tH O H O
dgdVd
dgd d dVd d d
gd dVd

0.001 0.01 0.1 11 10 4
0.001
0.01
0.1
1
10
Floc diameter (mm)
Term
inal
vel
ocity
(mm
/s)
Floc Terminal Velocity
1 mm
Upflow velocity for floc blankets
Capture velocity for AguaClara plate settlers
Why flocculation is necessary!
The model takes into account the changing density of flocs
0 2
2 2
120
018
FractalDFloc H O
tH O H O
gd dVd
DFractal = 2.3 and d0 = 1 mm
2
2 2
2
18
Floc H Ot
H O H O
gdV
shape factor for drag on flocs
Laminar flow

Collision Model of the Flocculation Process
•The velocity between flocs is a function of whether the separation distance is less or greater than the Kolmogorov scale
•The time required per collision is a function of the relative velocity between flocs, the average separation distance between flocs, and the floc size•In the next slides we will explore how to
characterize collision time for flocs•We will assume that collisions occur between
similar sized flocs. There is some evidence that flocs of very different diameters don’t attach when they collide.
Are the two flocs in different eddies?

How much water is cleared (filtered) from a floc’s
perspective?•Volume cleared is proportional to a collision area defined by a circle with diameter = sum of the floc diameters
•Volume cleared is proportional to time
•Volume cleared is proportional to the relative velocity between flocs
2Cleared Floc rV d v t
2Flocd
t
rv
rv t 2Flocd

How much volume must be cleared before a collision
occurs?•The average volume of
water “occupied” by a particle!
•Need to know number of particles per volume (nP)
•The number of flocs decreases as the flocs grow in size
13
1
Pn
0
0FractalD
P PP
dn nd
3
6P P PP
P P P P P
C CnV V d
13
6P
PP
dC

Use dimensional analysis to get a relative velocity
2
3
LT
,rv f
1
3rv
Viscous range Inertial range , ,rv f
rv
2LT
,rv f Assume linear
Confirmation of the G notation for laminar flow
13 4
KL
Re=1
laminar turbulent
If the flocculator has laminar flow, then this side doesn’t apply
is separation distance
13
1
Pn
The velocity of an eddy scales with the size of the eddy and the energy dissipation rate.
rv G
L dimensions

Collision Rates
tc is average time per collision
viscous inertia
13 4
KL
2Cleared P r cV d v t
3OccupiedV
13
rv
3
2 cP r
td v
3
12 3
c
P
td
rv G
2
2 cP
td G
Relative velocity
Time for one collision
is number of sequential successful collisions. is fractional surface coverage of particles by adhesive nanoclusters.
cc
dN dtt
2
2 Pc
ddN G dt
12 3
2 2 Pc
ddN dt

Collision Rate and Particle
Removal viscous inertia
13 4
KL
2
2 Pc
ddN G dt
12 3
2 2 Pc
ddN dt
136P P
P
d C
236 P
cP
CdN G dt
13
23
23
2
6
6
Pc
PP
PP
CdN dt
dC
13
6P
PP
dC
8 19 3
2
6 Pc
P P
CdN dtd
Pc
P
dC dNkC
236P P
P P
dC C G dtkC
8 19 3
2
6P P
P P P
dC C dtkC d
First order removal of particles with collisions
Track small particle concentration as flocculation progresses with particle concentration as our master variable
What is particle size?
Geometry
Tracking residual turbidity!

Integrateviscous inertia
13 4
KL
236P P
P P
dC C G dtkC
8 19 3
2
6P P
P P P
dC C dtkC d
0
8 117 9 39
20
6 1P
P
C t
P PP PC
C dC k dtd
0
253
3
0
16
P
P
C t
P P PC
C dC k dtG
0
22 23
3 332 6P P PC C k t
G
0
2233
03 2 6log 12 3
P
P
Cp kG tC
0
8 18 8 9 3
9 92
9 6 18 P P
P P
C C k td
0
188399
02
9 8 6log 18 9
P
P P
Cp k tC d
What is the p function?
Particle size and density is assumed constant because the model is tracking the small particle population that won’t be removed during sedimentation.

Remember our Goal?•Introduce pC*•Sloppy parlance… log removal•What is the target effluent turbidity
for a water treatment plant?•What is pC* for a water treatment
plant treating 300 NTU water?•What is required effluent turbidity?•How many orders of magnitude
reduction?

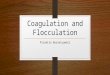
Coiled Tube Flocculation Residual Turbidity Analyzer
Dr. Karen Swetland Dissertation research

Floc Model: PACl
0.1 1 10 1000
0.5
1
1.5
2
θ=1200s, 5 NTUθ=1200s, 15 NTUθ=1200s, 50 NTUθ=1200s, 150 NTUθ=1200s, 500 NTUθ=800s, 5 NTUθ=800s, 15 NTUθ=800s, 50 NTUθ=800s, 150 NTUθ=800s, 500 NTUFitted Model
Γ*G*θ*ϕ^2/3
pC*
23 2
30
3 2 6* log 12 3
p GtC k

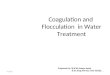
Floc Model: Alum
0.1 1 10 1000
0.5
1
1.5
2
θ=1200s, 5 NTUθ=1200s, 15 NTUθ=1200s, 50 NTUθ=1200s, 150 NTUθ=1200s, 500 NTUθ=800s, 5 NTUθ=800s, 15 NTUθ=800s, 50 NTUθ=800s, 150 NTUθ=800s, 500 NTUFitted Model
Γ*G*θ*ϕ^2/3
pC*
23 2
30
3 2 6* log 12 3
p GtC k

Laminar Flow Floc Model
Velocity gradient
Flocculation time
Fractional surface coverage of particle by coagulant
Floc volume fraction
12
23 2
30
3 2 6* log 12 3
p GtC k
First order rate constant (model fitting
parameter)

Proposed Turbulent Flocculation Model
Energy dissipation rate
Flocculation time
Fractional surface coverage of particle by coagulant
Initial floc volume fraction
-log(fraction remaining)
Characteristic particle size
What does the plant operator control? ________What does the engineer control? __________
13t
What changes with the raw water? __________𝜙0
23
89
0
8
9
139 8 6* log 1
8 9P
pC k t
d

Model assumptions and deficiencies
•Assume that small flocs can’t successfully attach to large flocs
•Don’t yet include the effect of the sedimentation tank design (we know performance deteriorates when the capture velocity of the sedimentation tank increases)
•Preliminary work to test turbulent model is underway now
•Viscosity may still be significant in turbulent flocculators

Why might floc collision fail if the flocs are of very different
sizes?•Tangent and rotational velocities cause shear and unzipping of bonds between particles of different sizes•Perhaps the ratio of approach velocity divided
by tangent velocity determines likelihood of attachment
•Tangent velocity is proportional to the diameter of the larger particle
•Flocs reach a terminal size based on a balance of the adhesive force of the bonds and the shear force that tends to tear them apart •Once a floc has reached its terminal size any
further collisions are unsuccessful

Collision of two similar sized flocs
•Tangent velocities of the particles surfaces at collision is similar in magnitude to the normal velocity

Collision of flocs of very different sizes
• Tangent velocities of the approaching particle surfaces increase as size of either particle increases
• Bonds formed on impact are unzipped due to rotation and high tangent velocities
• Ratio of normal to tangent velocities may be correlated with attachment

Floc maximum diameter vs. average
1 10 1000.1
1Gθ = 23000 Gθ = 19000 Gθ = 15000 Gθ = 11000 Gθ = 7500 power fit
ε (mW/kg)
d (m
m)
The average floc size as a function of average in a laminar flow tube flocculator. Floc diameter is independent of the collision potential for large collision potentials. Can these flocs be captured by plate settlers? _________
dmax ( ) 75 mmW
kg
1
3
-Ian Tse Spring 2009Yes!
0.001 0.01 0.1 11 10 4
0.001
0.01
0.1
1
10
Floc diameter (mm)
Term
inal
vel
ocity
(mm
/s)

Turbulent Flocculation Sedimentation Model
Questions•Characteristic size of a particle that won’t settle. We need further work to better define what this characteristic particle size means.
•Function of the characteristic size of the coagulant precipitate, geometry of the particles, and loss of coagulant to reactor walls
23Pd

Fractal Flocculation Conclusions
•It is difficult to flocculate to a low residual turbidity because the time between effective collisions increases as the number of particles and non-settleable flocs decreases
•Particles can’t attach to full size flocs•Perhaps because the surface shear on the big
floc is too high for a particle to attach (surface shear increases with diameter)
•If we could maintain a high energy dissipation rate to limit the size of flocs perhaps we could speed the aggregation process

What is the model missing?The model doesn’t include any particle aggregation that occurs in the sedimentation tank. Residence time in the sed tank is long and energy dissipation rate is low. Flocculation in the sed tank (especially if there is a floc blanket) could be very important.Thus real world performance is likely better than model predictions.

Flocculator Collision Potential
•We hypothesize that the majority of the collisions in a turbulent hydraulic flocculator are in the inertial range and the collision potential is determined by flocculator residence time, q, and energy dissipation rate, .
•The collision potential is given the symbol y and has the dimension of m2/3 and this length scale will be a property of the reactor geometry
•The next set of notes provides guidance for designing the geometry of a flocculator to obtain a target collision potential

Kolmogorov Concentration•The concentration of particles that
has an average separation distance equal to the Kolmogorov length scale
10 100 10001
10
100
1000
20 °C0 °C
Energy Dissipation Rate (mW/kg)
Kol
mog
orov
Con
cent
ratio
n (N
TU)
343
36KP P PC d
Assumes clay particle size is 3 mm.

Review•Why is it that doubling the
residence time in a flocculator doesn’t double pC* for the flocculator?
•Why does increasing floc volume fraction decrease the time between collisions?
•Which terms in the model are determined by the flocculator design?
23
89
0
8
9
139 8 6* log 1
8 9P
pC k t
d

What are the questions?•Are collisions between particles
actually dominated by inertia or does viscosity continue to play a very important role as long as the separations distances are close to the Kolmogorov length scale?
•Are collisions between different sized particles unfavorable as assumed in the model?
•Is the flocculation model derivation correct?

What does Gt mean?
0 0
rv
r
Deformation r
Deformation
duGdy
Gdy du
G vL v t
LGt
Definition of velocity gradient
Find relative velocity between flocs separated by distance
The relative distance traveled due to fluid deformation is proportional to time
A Gt of 1 means that the particles have a relative displacement equal to their separation distance
u x
y
𝛬y
𝐿𝐷𝑒𝑓𝑜𝑟𝑚𝑎𝑡𝑖𝑜𝑛
velocity Displacement in time t𝑣𝑟

32
223
1
Inertial
Pc
d dtdN
Models for Sequential Successful Collisions
•Required collision potential is a function of reactor properties (velocity gradient and time) and is dimensionless.
•Required collision potential has dimensions of
• is efficiency factor due to non uniformity of energy dissipation in real reactors
viscous inertia
Reactor properties (collision potential)
2
2 Viscous
Pcd ddN G t
Suspension properties Coagulant coating
23 Ly
113 3t y y q
ideal real

Relationship between laminar and turbulent
collisionsSet the collision rate (dN/dt) equal to get the relationship
29
1 23 3
1P
G nq
q
1
2 2 3
2 2 2 P Pd dG
1 13 3
y q y q
29P
G nqy
29P
G
n
qy
Collision potential for a real reactor
Need to define a particle number concentration

Estimating the Collision Potential for Hydraulic
FlocculatorsUse the target settled water turbidity as the best guess for a relationship between conventional Gq and y. For a settled water turbidity (ignoring turbidity reduction by floc blanket) of 1 NTU (1 NTU=0.68 mg/L), clay diameter of 3 mm, clay density of 2650 , the number of clay particles is 180,000,000 per liter.
3
6 PP
P P
Cnd
Schulz and Okun suggest 20,000 as a minimum value of Gq.
29P
G
n
qy
Collision potential equivalent to Gq of 20,000 is approximately 100 AguaClara design collision potential is 75 (fall 2015).

Surface coverage () of clay by coagulant precipitate
In our modeling work we didn’t cover how to calculate what fraction of the clay surfaces are coated with coagulant. The following slides are the equation heavy derivation of that coverage. We assume coagulant precipitate has some characteristic diameter when it sticks to the clay and that the clay can be represented as a cylinder. We also assume that the coagulant sticks to everything including reactor walls. The coagulant approaches the clay surface randomly and thus accumulates in a Poisson distribution. The random bombardment means that some coagulant is wasted in double coverage of previously covered clay.
extra

Floc Model Equations for
Clay Total
ClayTotalA A
ClayTotal Wall
SASA SA
Wall Tube TubeSA D L
2
4Clay
ClayTotal Tube Tube ClayClay
SASA D L
V
1
1Clay TotalA A
Wall
ClayTotal
SASA
3
26
6
ClayClay Clay Clay
ClaySphereClay Clay Clay
DSA SA DV D V
6Clay ClaySphere
Clay Clay
SAV D
232
Tube Tube ClaySphereClayTotal Clay
Clay
D LSA
D
Surface area to volume ratio for clay normalized by surface area to volume ratio for a sphere
Surface area of clay divided by total surface area of clay + reactor walls
extra

Ratio of clay surface area to total surface area (including
reactor walls)
2
1
13
2
Clay TotalA ATube Tube
Tube Tube ClaySphereClay
Clay
D LD L
D
12
13
Clay TotalA AClay
Tube ClaySphere Clay
DD
extra

Poisson distribution and coagulant loss to walls combined to get surface
coverage
2
1Coag CoagPerClay
A AClay TotalClay
D NSAe
3
1
6
CoagPerClay Coag Clay Clay
Clay Coag Clay ClayCoag
N C VSA SA CD
1
21
3
Clay TotalA AClay
Tube ClaySphere Clay
DD
6Clay ClaySphere
Clay Clay
SAV D
2
Coag CoagPerClay Coag Clay
Clay Clay Coag ClaySphere
D N DSA D
1A ACoag Clay Clay Total
Clay Coag ClaySphere
DDe
The surface coverage is reduced due to stacking (which is handled by the Poisson distribution) and by the loss of coagulant to the reactor walls.
loss of coagulant to the reactor walls
extra

Clay platelet geometry
ClayPlateletHD
ClayPlatelet
HD
2
4Platelet ClayPlatelet ClayPlateletV D H
3
6Platelet ClayV D
3
4Platelet HD ClayPlateletV D
3 3
4 6Platelet HD ClayPlatelet ClayV D D
132
3ClayPlatelet ClayHD
D D
D.Clay is the diameter of a sphere with equal volume as the clay platelet
Model clay as cylinder with height and diameter
D.ClayPlatelet is the diameter of a cylinder given ratio of height to diameter and equal volume spherical diameter
extra

Clay platelet geometry
2 23 3
2 22 224 3 3ClayPlatelet Clay HD Clay
HD HD
SA D D
2ClayPlatelet
ClaySphereClay
SAD
231 2
2 3ClaySphere HDHD
224ClayPlatelet ClayPlatelet ClayPlatelet ClayPlateletSA D D H
132
3ClayPlatelet ClayHD
D D
ClayPlateletHD
ClayPlatelet
HD
23
21 22 3ClayPlatelet HD Clay
HD
SA D
extra

Surface coverage of clay
1A ACoag Clay Clay Total
Clay Coag ClaySphere
DDe
231 2
2 3ClaySphere HDHD
1 12
31
Coag Clay
ClayClay CoagClaySphere
Tube Clay
DDD
De
12
13
Clay TotalA AClay
Tube ClaySphere Clay
DD
12
3
Clay TotalA A
ClayClaySphereClaySphere
Tube Clay
DD
23
1 1
21 22 3 3
1Coag Clay
Clay CoagClay
HDHD Tube Clay
DD
DD
e
23
1 1
1 22 3
1Coag Clay
Clay Coag
HDHD
DDe
If you neglect wall loses
extra

Solving for Coagulant Dose
23
1 1
21 22 3 3
1Coag Clay
Clay CoagClay
HDHD Tube Clay
DD
DD
e
23 21 2 ln 1
2 3 3Clay Coag Clay
Coag Coag HDHD Tube Clay Clay
D DC
D D
Coagulant dose is inside coagulant volume fractionSolve for dose…
Given a target residual turbidity, solve for required , then solve for coagulant dose
extra
ln 1Clay Total
Coag Coag ClaySphereCoag Clay
Clay A A
DC
D
0
188 8 2 39
9 998 6 1
P PP P
dC Ck t

Loss of clay to reactor walls
0.001 0.01 0.1 1 100.001
0.01
0.1
1
5 NTU50 NTU500 NTU5000 NTU
Tube diameter (m)
Frac
tion
of c
oagu
lant
on
clay
Loss of coagulant to reactor walls can dominate for low turbidities and small reactors. For the EStaRS in India treating 5 NTU water and injecting coagulant into 7.5 cm pipes the clay only gets 23% of the applied coagulant!There may be a way to design a larger contact chamber for the coagulant to reduce losses to the walls.
extra

Effect of stacking and wall loss in a 10 cm diameter flocculator with 20
NTU
0 1 2 3 4 50
0.2
0.4
0.6
0.8
1
No Stacking and No Wall LossNo Wall LossStacking and Wall Losses
Coagulant concentration (mg/L)
Frac
tiona
l cla
y su
rfac
e co
vera
ge
Stacking due to random bombardment of the clay surface with coagulant nanoclusters. Stacking becomes significant for high surface coverage. Wall losses also cause a significant reduction in clay surface coverage.
extra
















![[LECTURE] Coagulation and Flocculation](https://img.pdfslide.us/doc/110x75/577d2b6f1a28ab4e1eaac2f2/lecture-coagulation-and-flocculation.jpg)