Embed Size (px)
Citation preview

Taşkın ŞEN
Flexible Lamination
2019
©Copyright RTC
Basic concepts and technologies of lamination for flexible packaging.
Requirements for Flexible Packaging
Solvent-less Lamination process during and after
Solvent-based Lamination process during and after
Our Brand – Flexbond
Curing
Summary
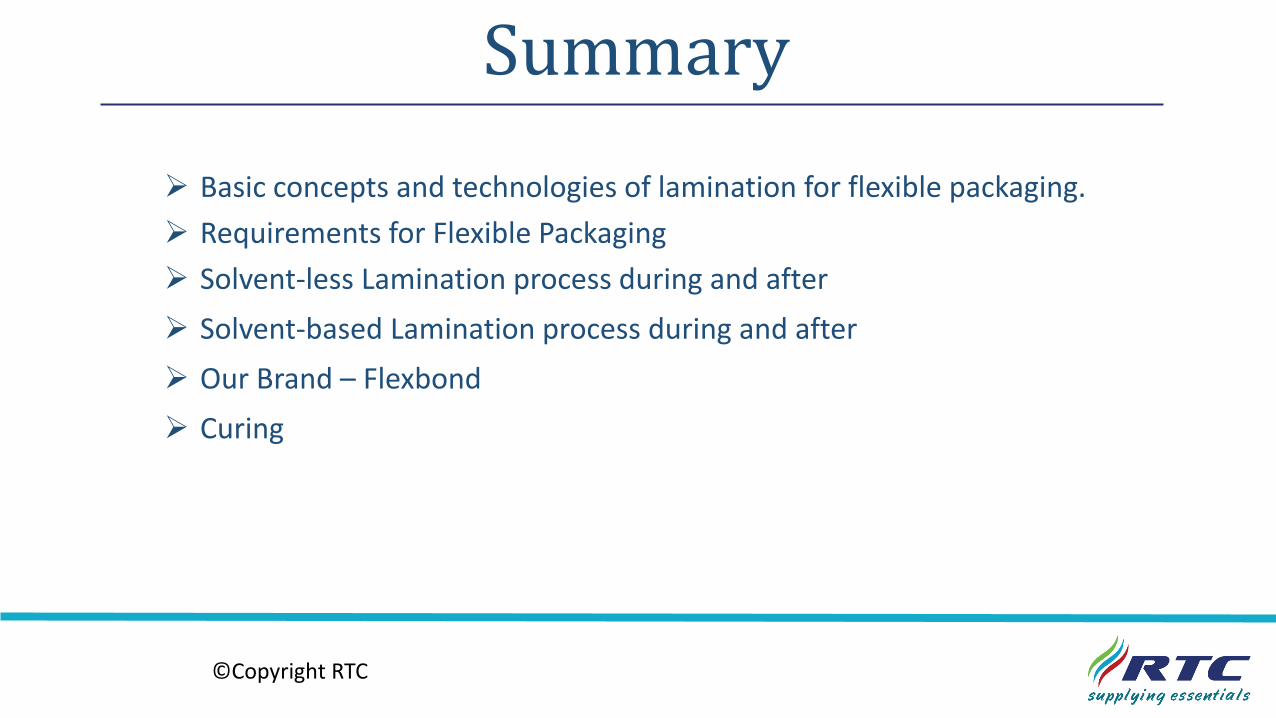
Basic Concepts Main lamination techniques on flexible packagings..
Solventbased coating side view
LCI Results, Energy UseMJ/Ream
Feedstock Processing& Transport
Total
Solvent-free Adhesive 16 37 53
Waterborne Adhesive 31 122 153
Solvent-borne Adhesive 55 203 258
0
100
200
300
Solvent-free Waterborne Solventbased
LCI Results Energy, MJ/Ream
Feedstock Energy Transportation Energy Production and Use
1 ream≈30.000m2
©Copyright RTC
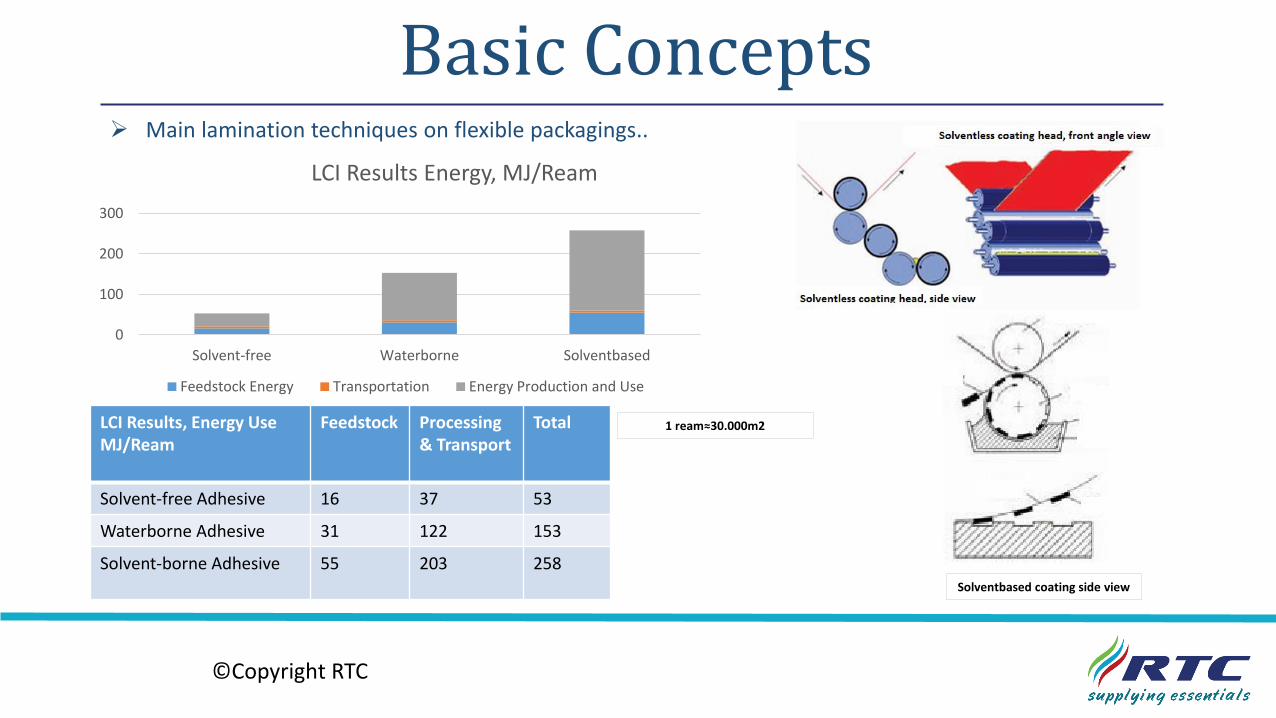
Basic Concepts
Adhesive Types/Class As supplied (basedon solids)(gr/m2)
As appliedsolids(without-diluent )(gr/m2)
Solventless General and Medium Performance 1,7 1,7
Solventless High/Special Performance 2,8 2,8
Solventbased General and Medium Performance 2,5 4,5
Solventbased High/Special Performance 3,2 6,0
Waterbase General and Medium Performance 1,3 2,6
©Copyright RTC
Structural features
Physical strength, elongation, abrasion and puncture resistance.
Performance
saleability, environmental tolerance, machine acceptance.
Barrier
Against moisture, gas, odours and ultraviolet light.
Aesthetic
Clarity, opacity, feel and metallic appearance.
Basic Concepts: Properties of Films
©Copyright RTC
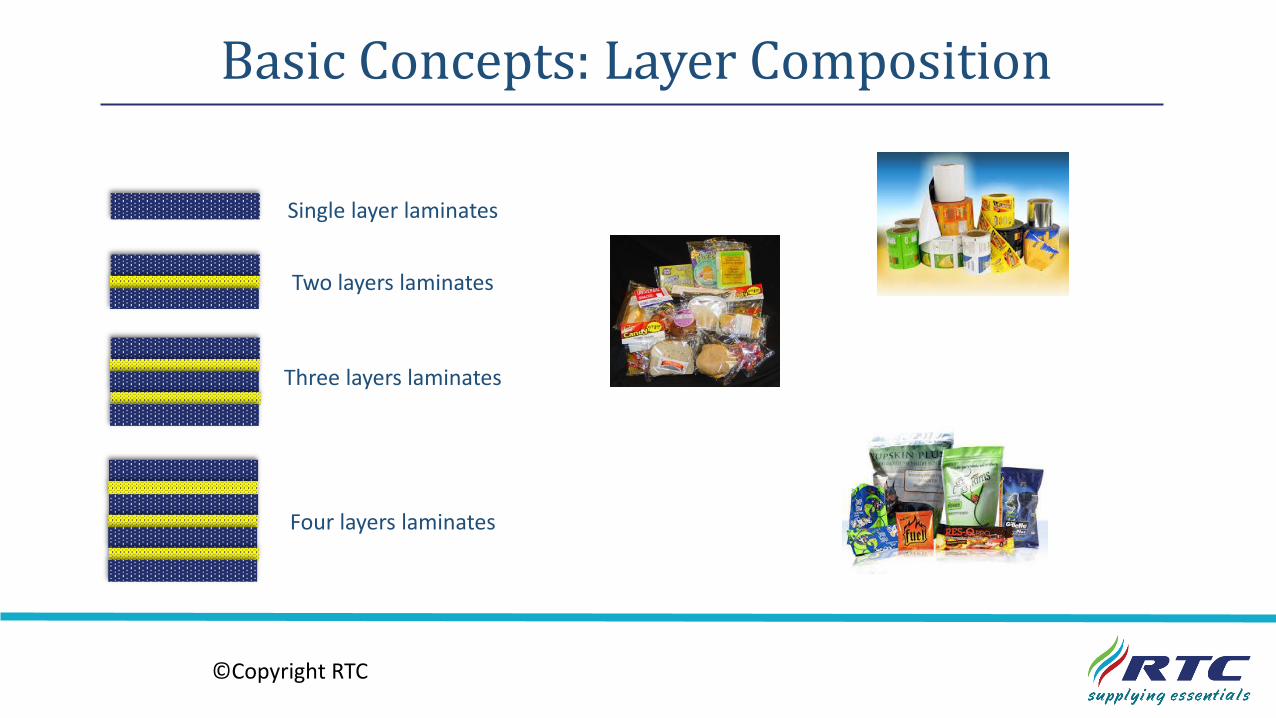
Basic Concepts: Layer Composition
Four layers laminates
Three layers laminates
Two layers laminates
Single layer laminates
©Copyright RTC
Solvent-less
Solvent-based
Water-based
UV
Wax/Hotmelt
Laquering/Water-based
Surface finishing coating
Seal coating (cold seal)
Barrier coating(special film/alu/paper borne productions, PVDC coating.
Basic Concepts: Lamination Techniques
©Copyright RTC
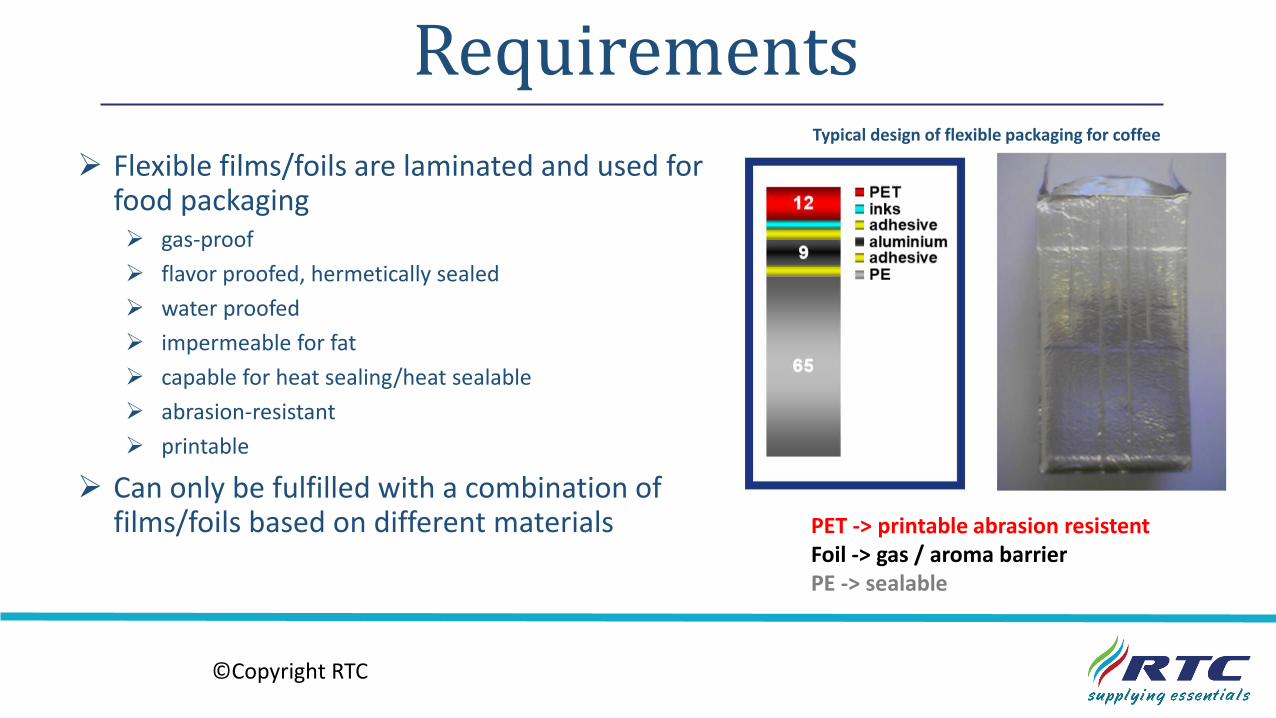
RequirementsTypical design of flexible packaging for coffee
PET -> printable abrasion resistentFoil -> gas / aroma barrierPE -> sealable
Flexible films/foils are laminated and used for food packaging gas-proof
flavor proofed, hermetically sealed
water proofed
impermeable for fat
capable for heat sealing/heat sealable
abrasion-resistant
printable
Can only be fulfilled with a combination of films/foils based on different materials
©Copyright RTC
Advantages• Applicable to porous surfaces
• High operation speed
• Medium Price Level
• Solvent-free operation
• Low cost of operation(without solvent recyling and low work safety conditions)
• Lower investment costs(more complicated machinery)
Disadvantages• Lower initial tack
• Lower temperature / hydrolisis resistance
• High viscosity → Low adhevie coating weight → low adhesion strength
Solventless adhesives-Advantages and Disadvantages
©Copyright RTC
Solventless adhesives-Advantages and Disadvantages
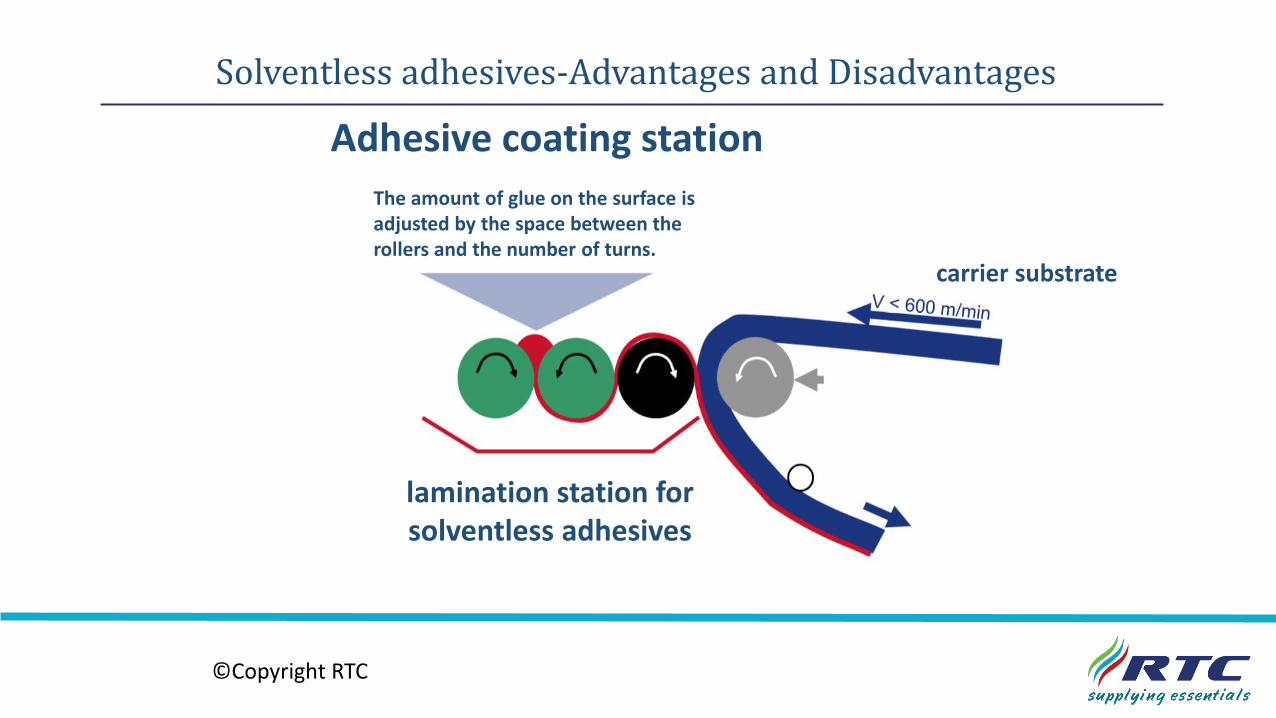
Adhesive coating station
The amount of glue on the surface is adjusted by the space between therollers and the number of turns.
carrier substrate
lamination station forsolventless adhesives
©Copyright RTC
Solvent-based adhesives-Advantages and Disadvantages
Advantages
• Compared to solvent free adhesives
• Higher application weights possible (> 3 g/m²)
• Higher molar mass of adhesive structure possible
• Higher amount of polyesters based on aromatic structures possible
• This leads to properties not available by other lamination processes
• High bond strength
• High initial tack
• Good bearing capacity
• High temperature resistance
• Highly hydrolysis resistant
Disadvantages
• Porous materials(e.g. paper) not processable
• Lower processing speed(higher price)
• Higher processing costs(solvent recovery/combustion, labour protection)
©Copyright RTC
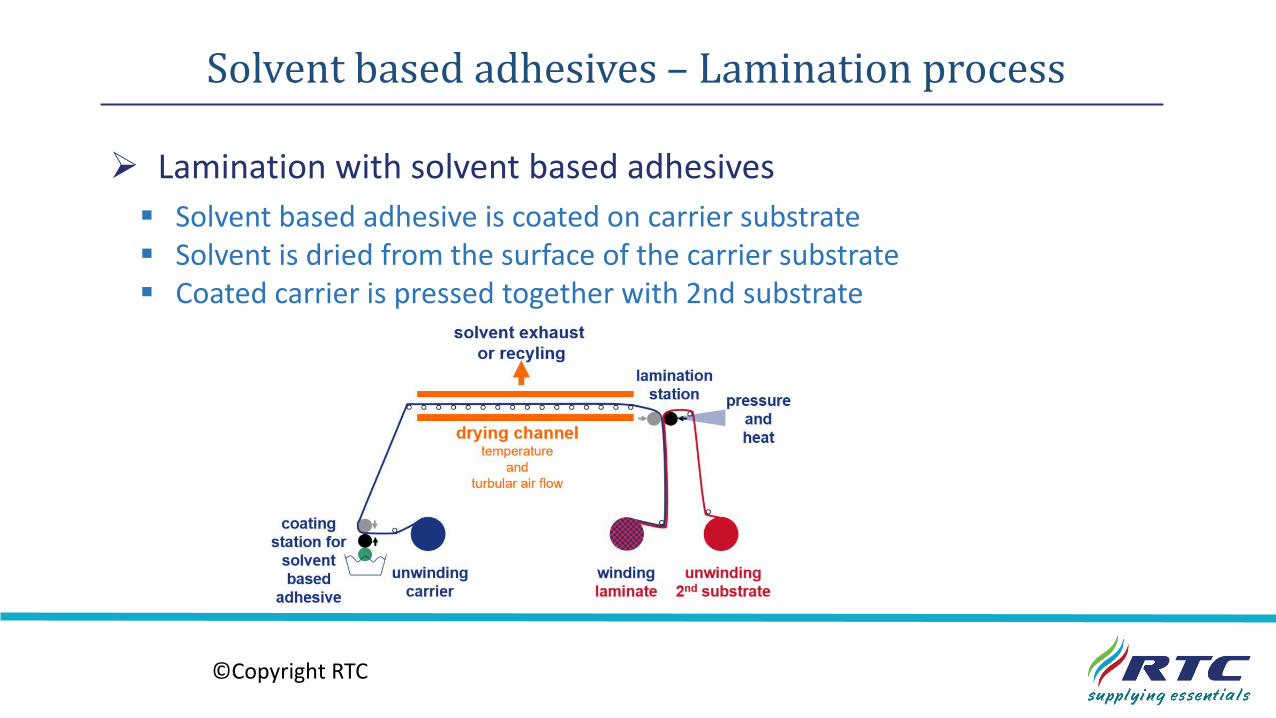
Lamination with solvent based adhesives
Solvent based adhesives – Lamination process
Solvent based adhesive is coated on carrier substrate Solvent is dried from the surface of the carrier substrate Coated carrier is pressed together with 2nd substrate
©Copyright RTC
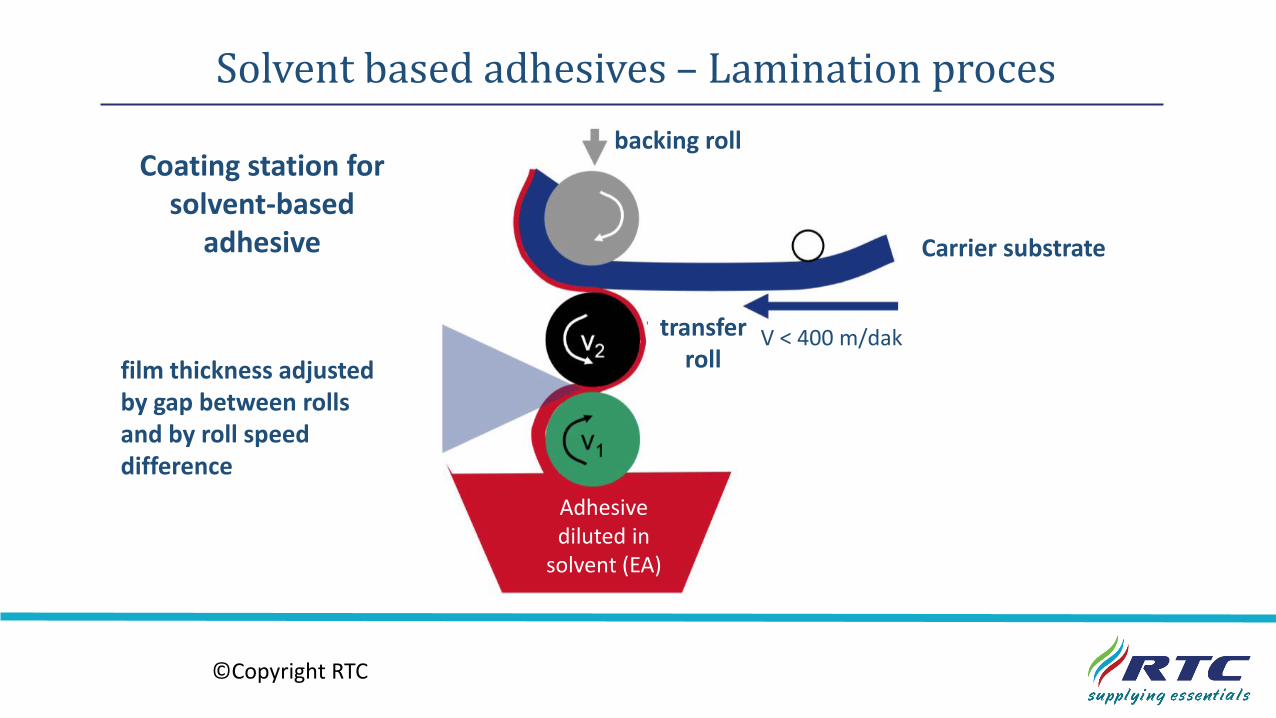
Solvent based adhesives – Lamination proces
Coating station forsolvent-based
adhesive
transfer roll
V < 400 m/dak
Carrier substrate
backing roll
Adhesivediluted in
solvent (EA)
film thickness adjusted by gap between rolls and by roll speed difference
©Copyright RTC
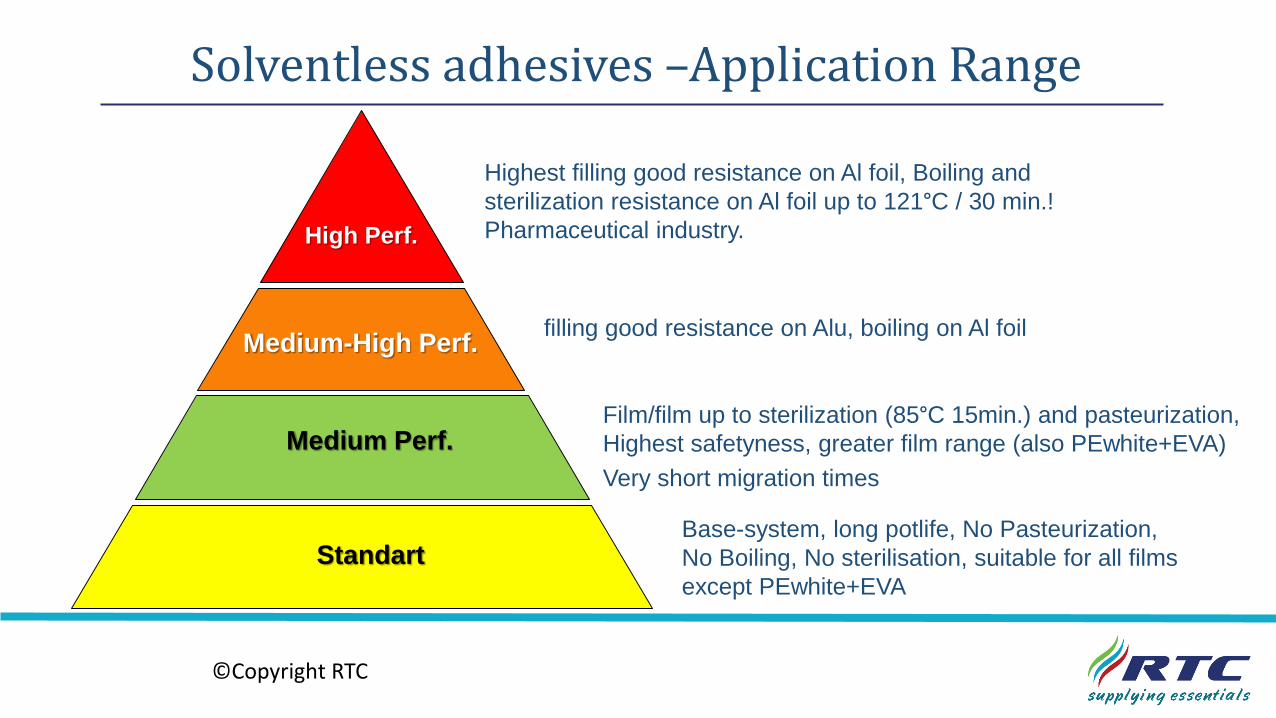
Solventless adhesives –Application Range
Standart
Medium-High Perf.
High Perf.
Highest filling good resistance on Al foil, Boiling and
sterilization resistance on Al foil up to 121°C / 30 min.!
Pharmaceutical industry.
Film/film up to sterilization (85°C 15min.) and pasteurization,
Highest safetyness, greater film range (also PEwhite+EVA)
Very short migration times
Base-system, long potlife, No Pasteurization,
No Boiling, No sterilisation, suitable for all films
except PEwhite+EVA
Medium Perf.
filling good resistance on Alu, boiling on Al foil
©Copyright RTC
RTC Chemical-FLEXBOND Adhesive
RTC Chemical «Flexbond» adhesivesare based on polyurethanechemistry. They are suitable toproduce food flexible packaging andtechnical laminates.
©Copyright RTC
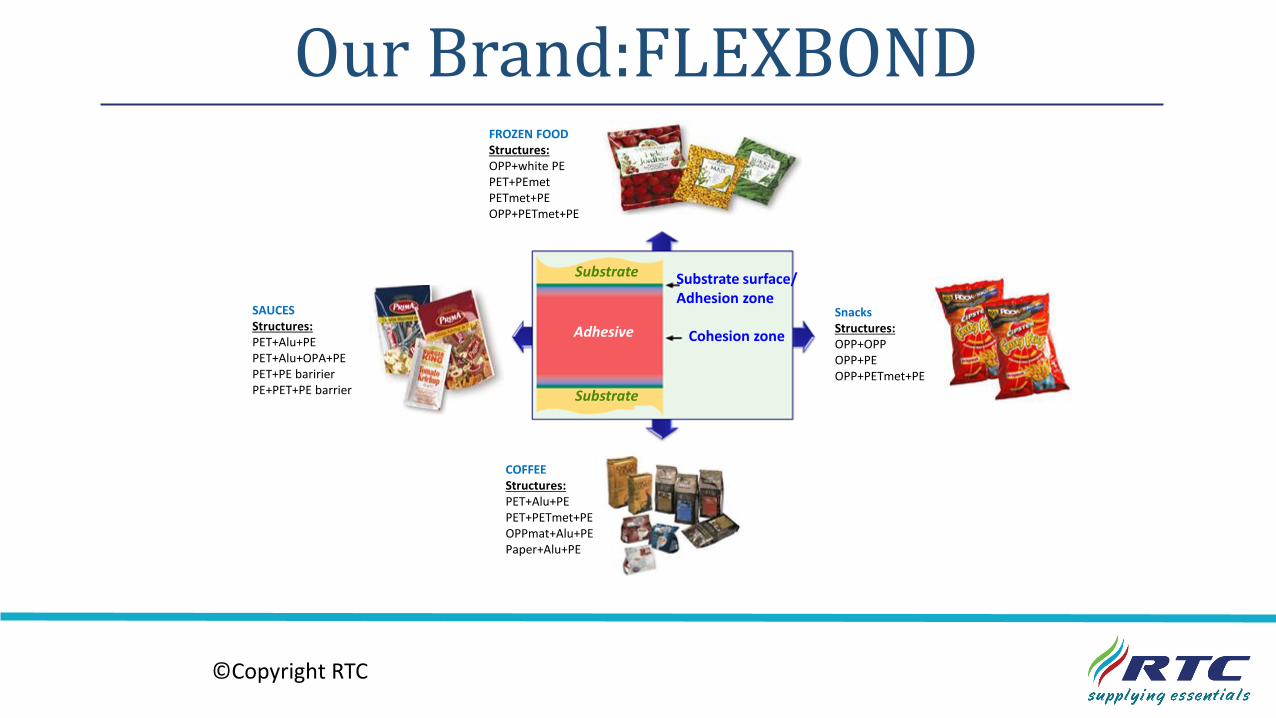
Our Brand:FLEXBOND
Substrate surface/Adhesion zone
Cohesion zone
Substrate
Substrate
Adhesive
FROZEN FOODStructures:OPP+white PEPET+PEmetPETmet+PEOPP+PETmet+PE
SAUCESStructures:PET+Alu+PEPET+Alu+OPA+PEPET+PE baririerPE+PET+PE barrier
COFFEEStructures:PET+Alu+PEPET+PETmet+PEOPPmat+Alu+PEPaper+Alu+PE
SnacksStructures:OPP+OPPOPP+PEOPP+PETmet+PE
©Copyright RTC
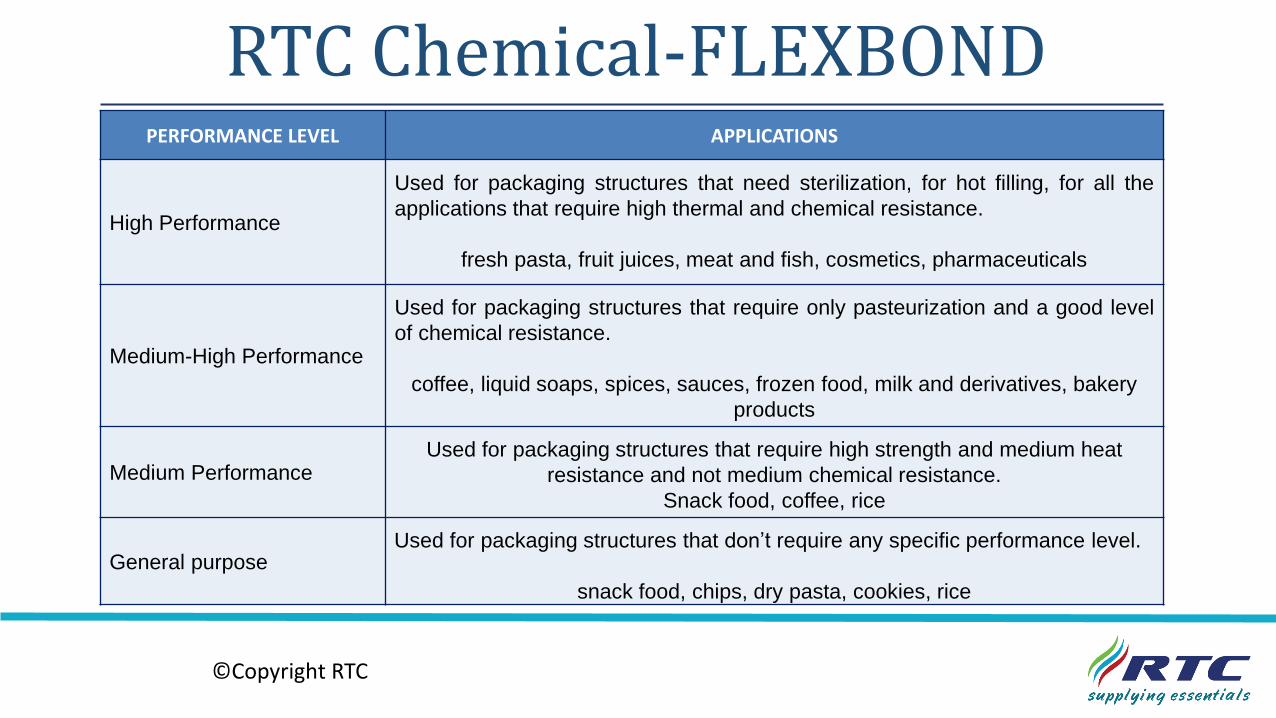
RTC Chemical-FLEXBONDPERFORMANCE LEVEL APPLICATIONS
High Performance
Used for packaging structures that need sterilization, for hot filling, for all the
applications that require high thermal and chemical resistance.
fresh pasta, fruit juices, meat and fish, cosmetics, pharmaceuticals
Medium-High Performance
Used for packaging structures that require only pasteurization and a good level
of chemical resistance.
coffee, liquid soaps, spices, sauces, frozen food, milk and derivatives, bakery
products
Medium PerformanceUsed for packaging structures that require high strength and medium heat
resistance and not medium chemical resistance.
Snack food, coffee, rice
General purposeUsed for packaging structures that don’t require any specific performance level.
snack food, chips, dry pasta, cookies, rice
©Copyright RTC
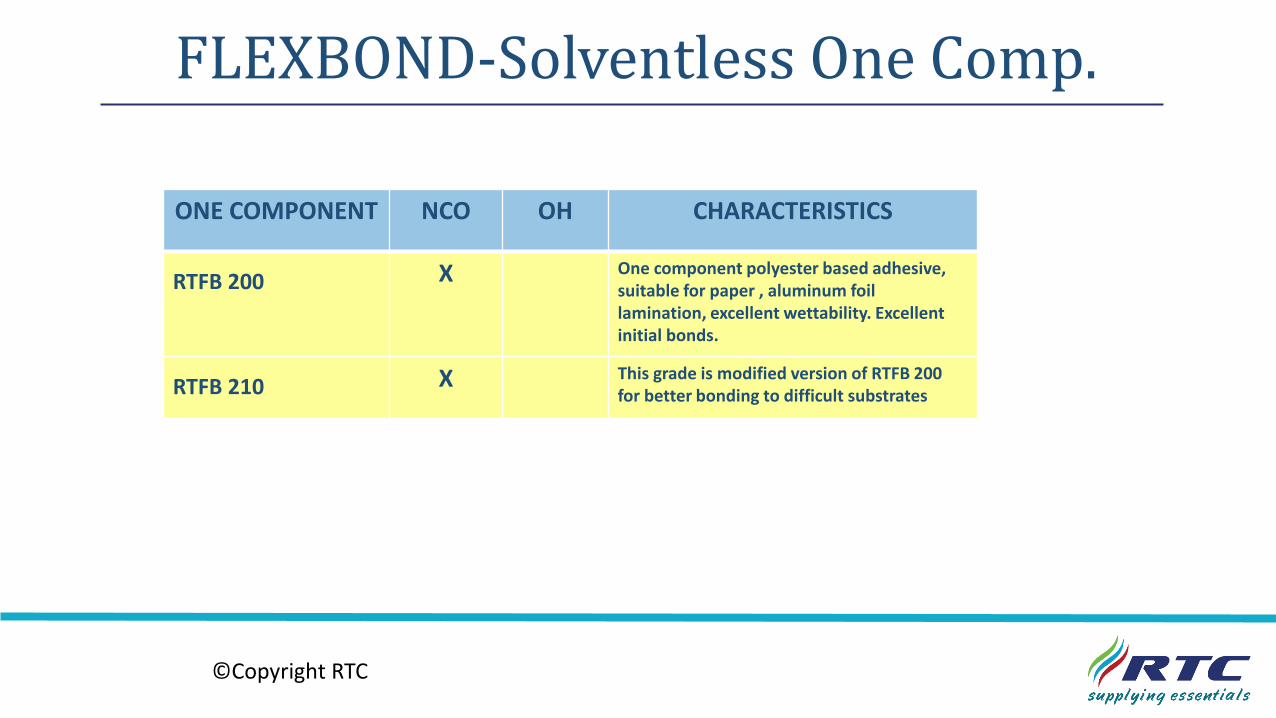
FLEXBOND-Solventless One Comp.
ONE COMPONENT NCO OH CHARACTERISTICS
RTFB 200 X One component polyester based adhesive, suitable for paper , aluminum foil lamination, excellent wettability. Excellent initial bonds.
RTFB 210 X This grade is modified version of RTFB 200 for better bonding to difficult substrates
©Copyright RTC
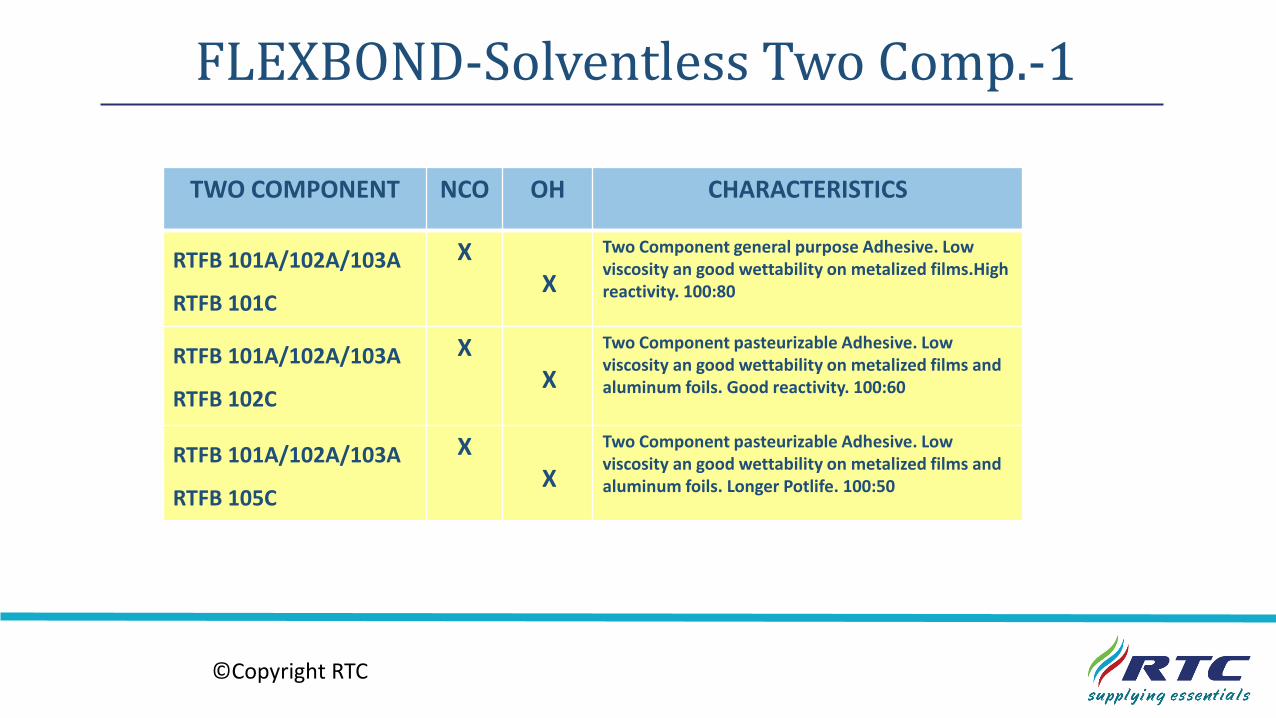
FLEXBOND-Solventless Two Comp.-1
TWO COMPONENT NCO OH CHARACTERISTICS
RTFB 101A/102A/103A
RTFB 101C
XX
Two Component general purpose Adhesive. Low viscosity an good wettability on metalized films.Highreactivity. 100:80
RTFB 101A/102A/103A
RTFB 102C
XX
Two Component pasteurizable Adhesive. Low viscosity an good wettability on metalized films and aluminum foils. Good reactivity. 100:60
RTFB 101A/102A/103A
RTFB 105C
XX
Two Component pasteurizable Adhesive. Low viscosity an good wettability on metalized films and aluminum foils. Longer Potlife. 100:50
©Copyright RTC
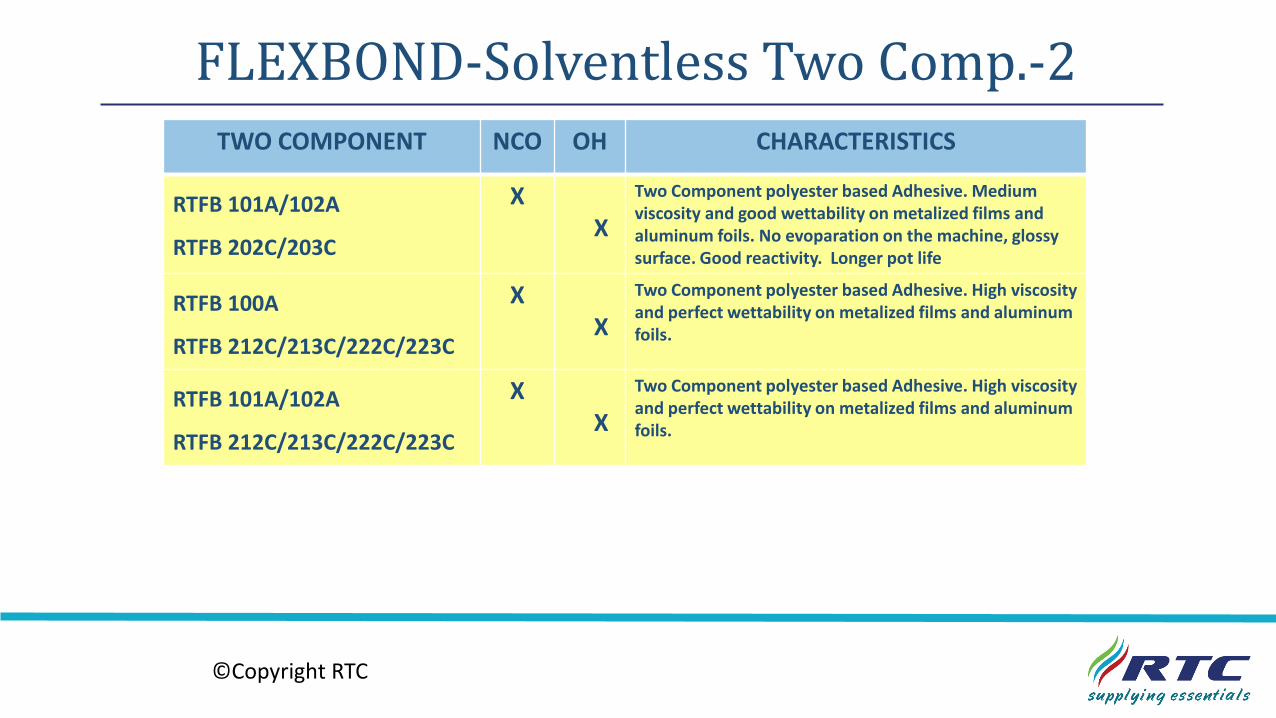
FLEXBOND-Solventless Two Comp.-2TWO COMPONENT NCO OH CHARACTERISTICS
RTFB 101A/102A
RTFB 202C/203C
XX
Two Component polyester based Adhesive. Mediumviscosity and good wettability on metalized films and aluminum foils. No evoparation on the machine, glossysurface. Good reactivity. Longer pot life
RTFB 100A
RTFB 212C/213C/222C/223C
XX
Two Component polyester based Adhesive. High viscosity and perfect wettability on metalized films and aluminum foils.
RTFB 101A/102A
RTFB 212C/213C/222C/223C
XX
Two Component polyester based Adhesive. High viscosity and perfect wettability on metalized films and aluminum foils.
©Copyright RTC
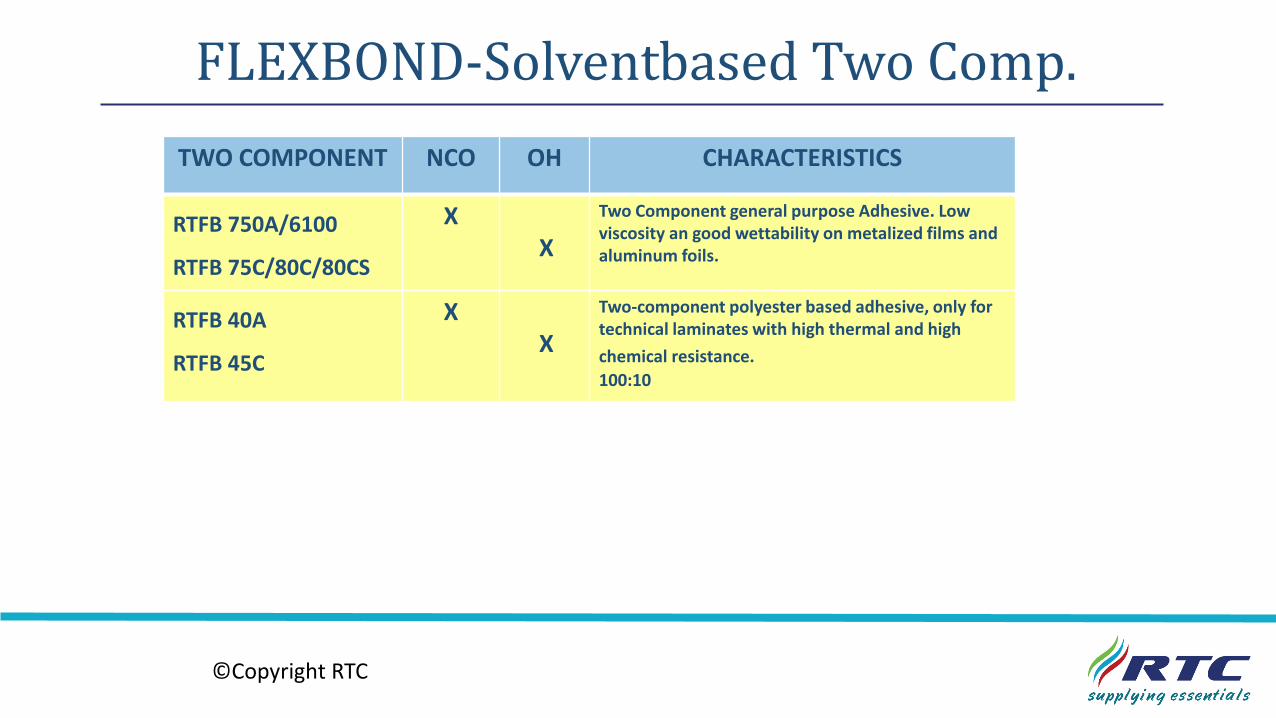
FLEXBOND-Solventbased Two Comp.
©Copyright RTC
TWO COMPONENT NCO OH CHARACTERISTICS
RTFB 750A/6100
RTFB 75C/80C/80CS
XX
Two Component general purpose Adhesive. Low viscosity an good wettability on metalized films and aluminum foils.
RTFB 40A
RTFB 45C
XX
Two-component polyester based adhesive, only for technical laminates with high thermal and high
chemical resistance.
100:10
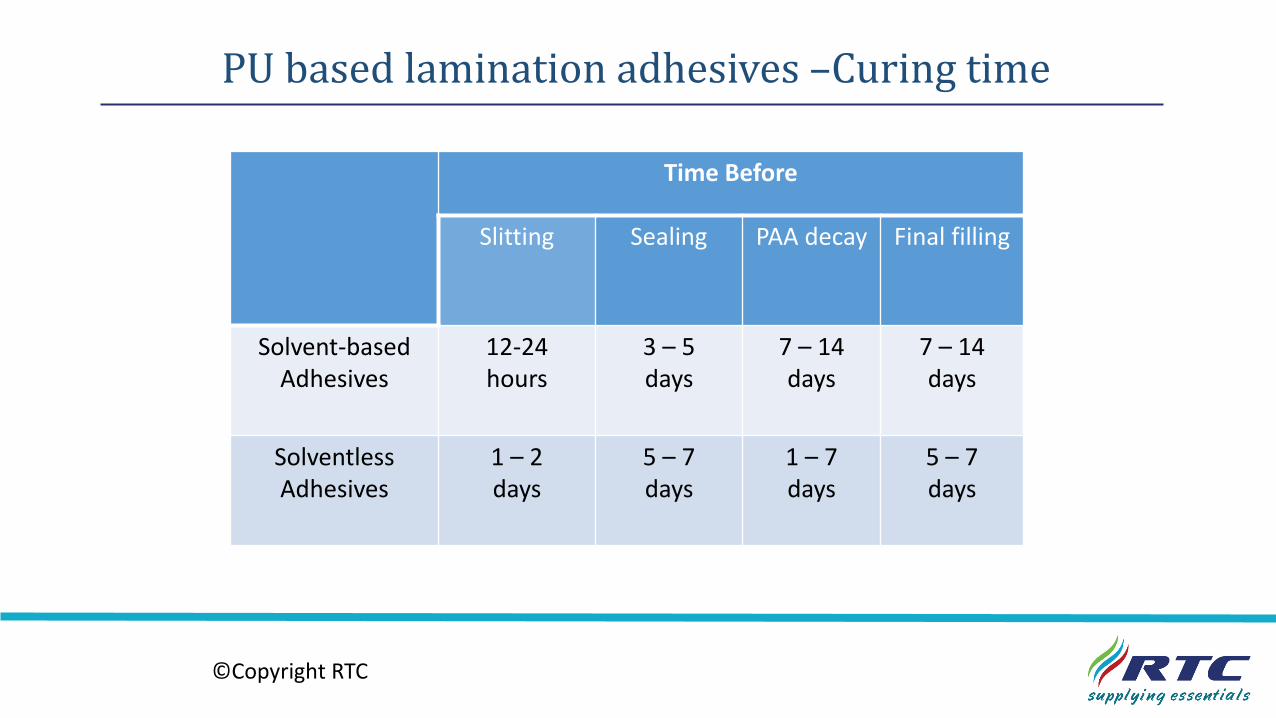
PU based lamination adhesives –Curing time
Time Before
Slitting Sealing PAA decay Final filling
Solvent-basedAdhesives
12-24 hours
3 – 5days
7 – 14days
7 – 14days
SolventlessAdhesives
1 – 2days
5 – 7days
1 – 7days
5 – 7 days
©Copyright RTC
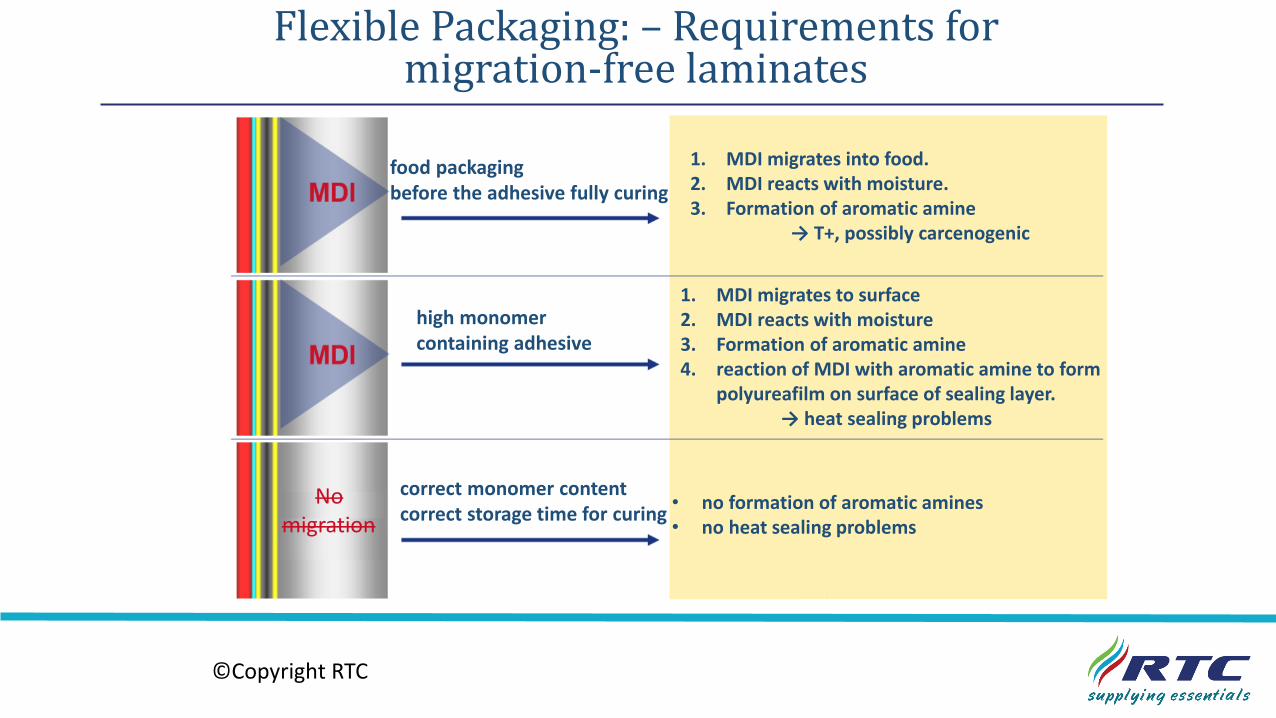
Flexible Packaging: – Requirements formigration-free laminates
Nomigration
food packagingbefore the adhesive fully curing
high monomercontaining adhesive
correct monomer contentcorrect storage time for curing
1. MDI migrates into food.2. MDI reacts with moisture.3. Formation of aromatic amine
→ T+, possibly carcenogenic
1. MDI migrates to surface2. MDI reacts with moisture3. Formation of aromatic amine4. reaction of MDI with aromatic amine to form
polyureafilm on surface of sealing layer.→ heat sealing problems
• no formation of aromatic amines• no heat sealing problems
©Copyright RTC
QUESTIONS?
©Copyright RTC
THANKS!
©Copyright RTC