Embed Size (px)
Citation preview

A
tomftaotr©
K
1
otuma
arHbg(sit
S
0d
Materials Science and Engineering A 454–455 (2007) 288–292
Flash butt welding of high manganese steel crossing and carbon steel rail
Fucheng Zhang a,b,∗, Bo Lv a, Baitao Hu b, Yanguo Li b
a State Key Laboratory of Metastable Materials Science and Technology, Qinhuangdao 066004, Chinab College of Materials Science and Engineering, Yanshan University, Qinhuangdao 066004, China
Received 14 July 2006; received in revised form 4 November 2006; accepted 6 November 2006
bstract
This study sets out to introduce the flash butt welding of high manganese steel crossing and carbon steel rail by employing an austenite–ferritewo-phase stainless steel insert. There are two flash butt welded joints for the connection of the high manganese steel and the carbon steel rail,ne is the welded joint of the carbon steel and the stainless steel, and the other is that of the high manganese steel and the stainless steel. Theechanical properties and the microstructures of the welded joint are studied by means of static bending, three bend-fatigue and metallographic
or the practical rail. There is no carbide precipitation on the austenitic grain boundary in the HAZ of the high manganese steel crossing subjectedo jetting water cooling after the flash butt welding, and there is no martensitic transformation in the HAZ of the carbon steel rail subjected tonnealing treatment by a special induction heat treatment device, which will avoid the brittleness of the welded joint effectively. The welded joint
f the carbon steel rail and the stainless steel insert is annealed at 900 ◦C for 10 min, which will release the residual stress of the welded joint andhus enhance the strength of the welded joint. It is indicated that the flash butt welding of the high manganese steel crossing and the carbon steelail via the austenite–ferrite two-phase stainless steel insert is feasible. 2006 Elsevier B.V. All rights reserved.tsfic
bttwgtitw
eywords: Flash butt welding; Crossing; Rail; Microstructure
. Introduction
Modern railways in China demand the fully welded rails with-ut any mechanical joint, i.e. rails and crossings are weldedogether. The crossing is very important for the railways as it issed to change the moving direction of the train. It is usuallyade of austenitic high manganese steel and its actual geometry
nd general dimensions are shown in Fig. 1.At present, the welding technology of rail–rail joints is avail-
ble including the welding of similar materials, even if theail steel is high carbon steel containing about 0.8% carbon.owever, welding the crossing to the rail is rather difficult,ecause usually the crossing is made of the Hadfield high man-anese (ZGMn13) steel which contains C (1.1–1.4 wt%) and Mn11–14 wt%), while the rail is made of the high carbon (U71Mn)
teel which contains C (0.6–0.8 wt%) and Mn (1.0–2.0 wt%) andnvolves joining the dissimilar materials together. Moreover, thewo materials exhibit different physical properties, microstruc-∗ Corresponding author at: State Key Laboratory of Metastable Materialscience and Technology, Qinhuangdao 066004, China. Fax: +86 335 8063949.
E-mail address: [email protected] (F. Zhang).
cc1icnDs
921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2006.11.018
ures and responses of welding behavior. Compared with the railteel, the high manganese steel has a lower heat conduction coef-cient, a lower melting temperature and a higher heat expansionoefficient.
It is well known that welding high manganese steel is difficult,ecause carbide precipitation on austenitic grain boundaries inhe HAZ of the welded joint degrades the mechanical proper-ies, especially toughness and strength [1]. Fast cooling rate afterelding can suppress the carbide precipitation in the high man-anese steel. However, if the cooling rate is too fast after weldinghe high carbon steel, martensitic transformation will take placen the HAZ, which can lead to a decrease of the toughness inhe welded joint. Therefore, gradual cooling rate is desired afterelding the high carbon steel.Nowadays, the technology to weld the high manganese steel
rossing to the high carbon steel rail can only be used in a fewountries of the world. The first person who got a patent for it in977 was an American [2]. He presented his method by weld-ng the crossing consisting of wear-resistant austenitic Mn steel
asting to the rails of C steel with the aid of an interposed con-ector consisting of austenitic low-C steel. In 1987, Bartoli andigioia also got the welding technology of the high manganeseteel crossing and the carbon steel rail [3]. They realized that the

F. Zhang et al. / Materials Science and Engineering A 454–455 (2007) 288–292 289
b) high manganese steel crossing and (c) stainless steel insert.
cflrcfcaB[wotros
itepmmTbm0000t
pttmtto
2
2
icic
Table 1Chemical composition of steels investigated (wt%)
Steel C Mn Cr Ni Mo Si S P
High manganese steel 1.2 13.4 – – – 0.53 0.025 0.031HS
tpoew[iiTpowltmitta
snsinserting in the rail section shape is manufactured by a mostprecise technology of casting which can produce a high densitycasting. The mechanical and physical properties of the steelsinvestigated are shown in Table 2. All the experimental data of
Table 2Mechanical properties of steels tested
Property High carbonsteel
High manganesesteel
Stainlesssteel
Strength (MPa) 865 882 643Toughness (J/cm2) 22 215 288Melting point (◦C) 1485 1390 1440
Fig. 1. Schematic of crossing: (a) high carbon steel rail, (
rossing-to-rail connection by inserting an adapter casting wasash butt welded, first to the crossing and then to the carbon steelail, thus eliminating the mechanical discontinuity between theonnecting parts. In 1988, an American Patent named “Processor connecting frogs consisting of austenitic manganese steelasting with rails consisting of carbon steel” was applied forn aluminothermic welding [4]. In 1991, an Austrian worker,lumauer, got another patent for the Mn steel crossing welding
5]. His patent presented a method of the connection of rail-ay joint components, that is, welding the crossing consistingf austenitic cast high manganese steel or the Mn steel rail andhe rail made of carbon steel by the utilization of an insert mate-ial made of low-C austenitic steel. The insert material consistedf low carbon, austenitic steel, and in particular a Cr–Ni steel,tabilized with niobium and/or titanium.
In 1994, Alisay and co-workers reported a method of connect-ng a manganese steel part to another carbon steel part includinghe steps of depositing an austeno-ferritic stainless steel at thend of the carbon steel part and welding it to the manganese steelart. This method was being applied to assemble a rail to a com-on crossing railway track part [6]. In 2002, Cerny invented aethod of connecting manganese steel with a rail of carbon steel.he welding material had the following composition in percenty weight, except for iron, 0.07–0.15% of carbon, 0.50–1.20% ofanganese, maximally 0.50% of silicon, 1.20–2.00% of chrome,
.40–0.70% of molybdenum, 2.50–3.50% of nickel, maximally
.13% of vanadium, maximally 0.05% of titanium, maximally
.045% of the total contents of aluminum in steel, maximally
.015% of phosphor and maximally 0.015% of sulphur [7]. Fromhen on, few welding technologies were published [8–12].
In this study, the authors employ an austenite–ferrite two-hase stainless steel manufactured by a most precise castingechnology to weld the high manganese steel crossing directlyo the high carbon steel rail through the flash butt welding. The
echanical properties of the welding joint are measured, such ashe tensile strength, the impact toughness, the static bending andhe three-point-bend-fatigue strength. And the microstructuresf the welding joint are studied through the optical microscope.
. Experimental procedures
.1. Materials
Table 1 has given the chemical composition of the materials
nvestigated. The composition of high manganese steel and higharbon steel is the standard composition of the Mn steel cross-ng and the carbon steel rail. In fact, the high manganese steelrossing and the carbon steel rail are both commercial ones.H
H
igh carbon steel 0.78 1.5 – – – 0.43 0.021 0.022tainless steel 0.10 5.2 19.3 6.8 2.0 0.32 0.022 0.020
In order to weld them together, the insert material has to havehe following characteristics. (1) It is an austenite–ferrite two-hase stainless steel with about 20% ferrite. As the compoundf sulphur and phosphorus on the austenitic grain boundary canasily cause the liquid crack in the welded joint of stainless steel,hich will lose the mechanical properties of the welded joint
13]. Ferrite phase can fuse more S and P elements than austen-te phase does [14], and ferrite phase as prior solidification phases desired during the solidification of the welded fusion [15]. (2)he physical properties of the insert material, such as meltingoint, expansion coefficient, heat conduction coefficient and son, have to approximate to those of the high manganese steel,hich can ensure that the residual stress of the welded joint is
ower. Because the welded joint of the high manganese steel andhe insert material is not annealed after welding. (3) The insert
aterial must not bring the phase transformation during heat-ng and cooling, especially carbon precipitation and martensiticransformation. In order to release the residual stress of welding,he welded joint of the insert material and carbon steel has to bennealed after welding.
The insert material is an austenite–ferrite two-phase stainlessteel, which contains 80% austenite and 20% ferrite, and as aew material designed by the authors, its composition has beenhown in Table 1. The austenite–ferrite two-phase stainless steel
eat expansion coefficient(�m/(m K))
11.1 19.7 19.2
eat conduction coefficient(W/(m K))
60.4 21.9 22.8

290 F. Zhang et al. / Materials Science and Engineering A 454–455 (2007) 288–292
Table 3Parameters used for the flash welding of carbon steel and high manganese steelrails
Junction Flashingspeed(mm/s)
Upsettingspeed(mm/s)
Flashingtime (n)
Upsettingforce(MPa)
Carbon steel andstainless steel
5 100 12 180
Stainless steel and highmanganese steel
8 120 8 280
Fflb
tt
s2hg1o
2
SrbtT(artocto
2
ee
sebcbtZeafiwmwttstC
2
bDa2pid1.5 , which can be a real benefit to many pharmaceutical and
lashing and upsetting speeds are the moving ones of the welding part in theashing and upsetting stages, respectively, upsetting force is the applied forceetween two welding parts during the upsetting stage of the welding.
he mechanical properties are the average value of ten samplesested.
The melting point of the stainless steel is 1440 ◦C, heat expan-ion coefficient 19.2 �m/(m K) and heat conduction coefficient2.8 W/(m K). Its physical properties are similar to those of theigh manganese steel, as the physical properties of the high man-anese steel casting normally contain 1390 ◦C of melting point,9.7 �m/(m K) of heat expansion coefficient and 21.9 W/(m K)f heat conduction coefficient.
.2. Welding procedure
A model GAAS 80/700 flash welding equipment made inwitzerland is used to carry out the welding of the carbon steelail and the high manganese steel crossing. Usually the flashutt welding procedure includes two stages, flashing and upset-ing. The flash welding parameters for this study are given inable 3. The welding is carried out in the following sequences:1) the welded section of the carbon steel rail is preheated tobout 350 ◦C by an oxygen–acetylene flame. The carbon steelail was then welded to the insert (e.g. the austenite–ferritewo-phase stainless rail). (2) Cut off the insert into a lengthf about 20 mm. (3) The welded joint is annealed by a spe-ial induction heat treatment device. (4) The insert is weldedo the high manganese steel crossing in a second weldingperation.
.3. Mechanical properties of welded joint
The general mechanical properties of the welded joint arexamined by means of the conventional tensile and impact testquipments. The position of the samples in the welded joint is
gsa2
Fig. 2. Sample positions in welded joint: (a)
Fig. 3. Schemata of bend and bend-fatigue tests.
hown in Fig. 2. As is shown in Fig. 3, model JW-300 bend testquipment is employed to examine the bend strength and theend camber of the welded joint of the high manganese steelrossing and the carbon steel rail. It is a special three-point-end test device to examine the strength and the plasticity ofhe practical welded rails and here D is 1000 mm. A modelDMH2000 kN bend-fatigue test equipment is employed toxamine the bend-fatigue strength of the welded joint. It isspecial three-point-bend-fatigue test device to examine the
atigue strength of the practical rail or welded rails and here Ds 500 mm. When testing the bend, the top of the rail is down-ards, the distance between two fulcrums is 1000 mm and theiddle of them is the welded joint to put a load on it. Whilehen testing the bend-fatigue, the top of the rail is upwards,
he distance between two fulcrums is 500 mm and the middle ofhem is the welded joint to put a load on it. Their schemata areimilar and the ratio of load for the bend-fatigue test is 0.2. Allhe test procedures strictly follow the corresponding standard inhina.
.4. Microstructure of welded joint
The microstructures of the welded joint are investigatedy using a model Nephoto-21 optical microscope. A model/max-2500/PC X-ray diffraction equipment is employed to
nalyze the residual stress of the welded joint. The D/max-500/PC X-ray diffractometer system includes focusing andarallel-beam optics, which can be exchanged by the usern half a minute without realignment. Variable slits are stan-ard, providing exceptional low-angle performance down to
◦
eological applications. The Cu K� acts are the radioactiveource of the X-ray diffractometer. The accelerative volt-ge of this equipment is at 50 kV, and the current is at0 mA.tensile sample and (b) impact sample.

F. Zhang et al. / Materials Science and Engineering A 454–455 (2007) 288–292 291
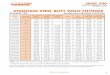
F e steel crossing: (a) pearlite in HAZ of carbon steel rail, (b) austenite and ferrite inH ing.
3
3
iHiocsastotbcsw
3
tsjiwitctcicraaj
F9
owithe bend strength and the bend-fatigue strength, but also thegeneral mechanical properties. The general mechanical proper-ties of the welded joint are listed in Table 4. It is indicated thatthe welded joint of the high carbon steel and the stainless steel
ig. 4. Microstructures of welded joint of carbon steel rail and high manganesAZ of stainless steel insert and (c) austenite in HAZ of manganese steel cross
. Results and discussion
.1. Microstructure of welded joint
Fig. 4 shows the optical microstructures of the welded joint. Its shown that there is only pearlite, but martensite in the weldingAZ of the high carbon steel rail. There is single-phase austen-
te, but carbide or hot crack on the grain boundary in the HAZf the high manganese steel crossing. It is well known that hotrack occurs easily in the welded joint of the fully austeniticteel, because of solubility of sulphur in austenite is very low,bout 0.006 wt%, and usually the content of sulphur in stainlessteel is about 0.02 wt%. The sulphur combines with manganeseo form MnS, which has a low melting point, gets segregatedn the grain boundary and causes the hot crack. However, ashe ferrite has a high solubility for sulphur, the hot crack cane avoided [14]. This is one of the important factors taken intoonsideration when the insert material is designed and its con-umable is successful in suppressing the hot crack in the presentork.
.2. Mechanical property of welded joint
From the microstructures of the welded joint, it is expectedhat good mechanical properties will be obtained. The relation-hips of the bend and the bend-fatigue strengths of the weldedoint and annealing time at 900 ◦C are shown in Fig. 5. It isndicated that the bend-fatigue and bend strengths will increaseith the increase of the annealing time when the annealing time
s less than 10 min. However, when the annealing time is morehan 10 min, the bend and the bend-fatigue strengths will nothange with the increase of the annealing time. The reason ishat there is a very high residual stress in the welded joint of thearbon steel rail and the stainless steel insert before the anneal-ng treatment. As is shown in Fig. 6, if the annealing treatment isarried out for the welded joint, the high residual stress will be
eleased via the plastic deformation of the steel in high temper-ture and the residual stress in the welded joint will decrease tolow level. Meanwhile, the annealing treatment of the weldedoint can eliminate the martensitic transformation in the HAZ
Fiba
ig. 5. Bend and bend-fatigue strengths of welded joint vs. annealing time at00 ◦C.
f the high carbon steel rail that may occur during cooling afterelding. So the annealing treatment is a very useful method to
mprove the mechanical properties of the welded joint, not only
ig. 6. Residual stress in welded joint of carbon steel rail and stainless steelnsert before and after annealing treatment at 900 ◦C for 10 min. (1) Rail topefore annealing treatment, (2) rail top after annealing treatment, (3) rail middlefter annealing treatment and (4) rail middle before annealing treatment.

292 F. Zhang et al. / Materials Science and Engineering A 454–455 (2007) 288–292
Table 4Mechanical properties of welded joint of high manganese steel crossing and carbon steel rail
Position of sample in rail Tensile strength (MPa) Impact toughness (J/cm2)
Top 589 [535] A/25 B/88 C/233 D/136 E/246Middle 621 [527] A/22 B/40 C/254 D/188 E/235Bottom 652 [551] A/20 B/54 C/230 D/139 E/253
( ed jot the av
rhnn
gpV
4
(
(
(
A
tT
R
[
1) The numbers in square bracket are the tensile strengths of non-annealed weldo in Fig. 2(b); (3) all of the experimental data of the mechanical properties are
ail subjected to the annealing treatment at 900 ◦C for 10 minas exhibited high tensile strength and enough impact tough-ess. However, the mechanical properties of the welded jointon-subjected to the annealing treatment are very low.
The technology of flash butt welding of the high man-anese steel crossing and high carbon steel rail described in thisaper has been applied in the railway systems in China, Korea,enezuela, Indonesia, Iran and India.
. Conclusions
1) A high quality welded joint of the high manganese steelcrossing and the carbon steel rail has been obtained by theflash butt welding technology via the austenite–ferrite two-phase stainless steel insert.
2) There is no carbide precipitation on the austenitic grainboundary in the HAZ of the high manganese steel crossing,and there is no martensite transformation in the HAZ of thecarbon steel rail, both of which have avoided the brittleness
of the welded joint effectively.3) The optimum annealing treatment technology of the weldedjoint of the carbon steel rail and the stainless steel insert isat 900 ◦C for 10 min.
[[[[[
int; (2) A–E indicated the position of U-shape gap on the samples correspondederage value of 10 samples tested.
cknowledgements
The work was supported by National Nature Science Founda-ion of China and Nature Science Foundation of Hebei Province.he project nos. are 50671091 and E2006001026, respectively.
eferences
[1] J. Mendez, M. Ghoreshy, W.B.F. Mackay, T.J.N. Smith, R.W. Smith, J.Mater. Process. Technol. 153–154 (1–3) (2004) 596–602.
[2] M. Alfred, H.J. Augustin, USA Patent, US4,169,745 (1977).[3] M. Bartoli, M. Digioia, Riv. Ital. Saldatura 39 (1) (1987) 3–8.[4] M. Alfred, H. Augustin, USA Patent, US4,724,890 (1988).[5] J. Blumauer, USA Patent, US5,170,932 (1991).[6] F. Pons, A.M.J. Spolidor, D.L.Seillier, USA Patent, US5,304,777A (1994).[7] P. Cerny, Canadian Patent, CA2,343,847 (2002).[8] T. Shimizu, M. Mune, A. Komori, Europe Patent, EP0,761,378 (1996).[9] L. Barrencua, A. Jose, J. Sanchez, C. Juan, World Patent, WO9,741,305
(1997).10] K. Alfred, R. Gerhard, K. Walter, World Patent, WO9745,228 (1997).
11] B. Meade, Weld. J. (USA) 76 (9) (1997) 47–52.12] F.C. Zhang, A.Y. Xu, Chinese Patent, CN2,000,121,442 (2000).13] V. Shankar, Weld. J. 5 (1998) 193–201.14] J.C. Borland, R.N. Younger, Weld. J. 7 (1960) 22–59.15] I. Masumoto, Trans. Jpn. Weld. Soc. 21 (4) (1990) 12–17.