Embed Size (px)
Citation preview

Rifles inthe 1890s
NULA M20 .30 Remington AR
TESTED:DakotaModel 10Single Shot
July 2013 No. 269
$5.99 U.S./CanadaDisplay until 8/10/2013 Printed in USA7 25274 01240 4
0 7
$5.99
Mauser ComesFull Circle
Fit, Finish,Function:The Final5%

www.riflemagazine.com
Page 36 . . .Sporting Firearms Journal
4 Rifle 269
Page 78 . . .
Background Photo: © 2013 Vic Schendel
8 Cast Bullets Spotting Scope - Dave Scovill
12 Garrett Cartridges of Texas Mostly Long Guns - Brian Pearce
16 .25-06 Improved Ackley Classic Cartridges - John Haviland
20 Rifles That “Stick” Down Range - Mike Venturino
24 The Schnabel Tip Light Gunsmithing - Gil Sengel
30 Dakota Model 10 Single Shot Testing a .25-06 Remington Stan Trzoniec
36 Short Magnums Future Where do the WSM and WSSM stand today? Brian Pearce
44 Rifles in the 1890s Little has changed in 100 years. Mike Venturino
52 I Was a Teenage Rifle Loony Sixty Years Old and Still Shooting Gophers John Barsness
60 The Final 5% How the Best Companies Make Their Rifles Work Terry Wieland
July 2013Volume 45, Number 4
ISSN 0162-3593Issue No. 269

Background Photo: © 2013 Vic Schendel Rifle 269
On the cover . . .This issue’s cover is a beautifully stocked Dakota Model 10 .25-06 Remington.Inset rifles include a Colt Lightning and a NULA M20. Photo by Stan Trzoniec.
www.riflemagazine.com6
66 A Unique NULA M20 Loads for the .30 Remington AR Richard Mann
72 What’s New in the Marketplace Inside Product News - Clair Rees
78 Williams Gun Sight Company – Kevin Wigton, Gunsmith Custom Corner - Stan Trzoniec
86 Mauser Comes Full Circle Walnut Hill - Terry Wieland
Issue No. 269 July 2013
SSppoorrtitinngg FiFirrearearmmss JJooururnnalal
Publisher/President – Don Polacek
Publishing Consultant – Mark Harris
Editor in Chief – Dave Scovill
Associate Editor – Lee J. Hoots
Managing Editor – Roberta Scovill
Assisting Editor – Al Miller
Senior Art Director – Gerald Hudson
Production Director – Becky Pinkley
Contributing Editors
AdvertisingAdvertising Director - Tammy Rossi
Advertising Representative - Tom [email protected]
Advertising Information: 1-800-899-7810
CirculationCirculation Manager – Luree McCann
Subscription Information: 1-800-899-7810www.riflemagazine.com
Rifle® (ISSN 0162-3583) is published bimonthly withone annual special edition by Polacek Publishing Corpo-ration, dba Wolfe Publishing Company (Don Polacek,President), 2180 Gulfstream, Ste. A, Prescott, Arizona86301. (Also publisher of Handloader® magazine.) Tele-phone (928) 445-7810. Periodical Postage paid atPrescott, Arizona, and additional mailing offices. Sub-scription prices: U.S. possessions – single issue, $5.99; 7issues, $19.97; 14 issues, $36. Foreign and Canada – singleissue, $5.99; 7 issues $26; 14 issues, $48. Please allow 8-10 weeks for first issue. Advertising rates furnished onrequest. All rights reserved.
Change of address: Please give six weeks notice. Send both the old and new address, plus mailing label ifpossible, to Circulation Department, Rifle® Magazine,2180 Gulfstream, Suite A, Prescott, Arizona 86301. POSTMASTER: Send address changes to Rifle®, 2180Gulfstream, Suite A, Prescott, Arizona 86301.
Canadian returns: PM #40612608. Pitney Bowes, P.O.Box 25542, London, ON N6C 6B2.
Wolfe Publishing Co.2180 Gulfstream, Ste. APrescott, AZ 86301Tel: (928) 445-7810 Fax: (928) 778-5124© Polacek Publishing Corporation
John Haviland Ron Spomer Brian Pearce Stan TrzoniecClair Rees Mike VenturinoGil Sengel Ken Waters
Terry Wieland
Publisher of Rifle® is not responsible for mishaps ofany nature that might occur from use of publishedloading data or from recommendations by any mem-ber of The Staff. No part of this publication may be re-produced without written permission from thepublisher. All authors are contracted under work forhire. Publisher retains all copyrights upon paymentfor all manuscripts. Although all possible care is ex-ercised, the publisher cannot accept responsibility forlost or mutilated manuscripts.
Page 86 . . .
Rifle 26920 www.riflemagazine.com
John Barsness’s recent articleon his hunting rifles that stuck
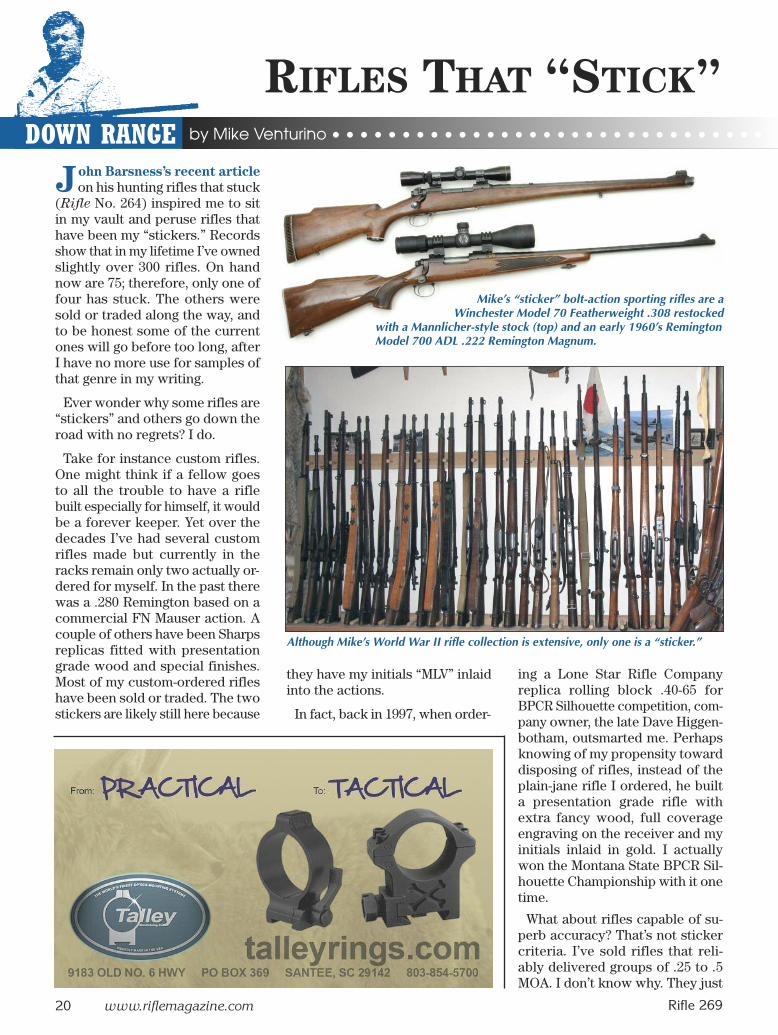
(Rifle No. 264) inspired me to sitin my vault and peruse rifles thathave been my “stickers.” Recordsshow that in my lifetime I’ve ownedslightly over 300 rifles. On handnow are 75; therefore, only one offour has stuck. The others weresold or traded along the way, andto be honest some of the currentones will go before too long, afterI have no more use for samples ofthat genre in my writing.
Ever wonder why some rifles are“stickers” and others go down theroad with no regrets? I do.
Take for instance custom rifles.One might think if a fellow goes to all the trouble to have a riflebuilt especially for himself, it wouldbe a forever keeper. Yet over thedecades I’ve had several customrifles made but currently in theracks remain only two actually or-dered for myself. In the past therewas a .280 Remington based on acommercial FN Mauser action. Acouple of others have been Sharpsreplicas fitted with presentationgrade wood and special finishes.Most of my custom-ordered rifleshave been sold or traded. The twostickers are likely still here because
they have my initials “MLV” inlaidinto the actions.
In fact, back in 1997, when order-
ing a Lone Star Rifle Companyreplica rolling block .40-65 forBPCR Silhouette competition, com-pany owner, the late Dave Higgen-botham, outsmarted me. Perhapsknowing of my propensity towarddisposing of rifles, instead of theplain-jane rifle I ordered, he builta presentation grade rifle withextra fancy wood, full coverageengraving on the receiver and myinitials inlaid in gold. I actuallywon the Montana State BPCR Sil-houette Championship with it onetime.
What about rifles capable of su-perb accuracy? That’s not stickercriteria. I’ve sold rifles that reli-ably delivered groups of .25 to .5MOA. I don’t know why. They just
DOWN RANGE by Mike Venturino • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
RIFLES THAT “STICK”
Mike’s “sticker” bolt-action sporting rifles are aWinchester Model 70 Featherweight .308 restocked
with a Mannlicher-style stock (top) and an early 1960’s RemingtonModel 700 ADL .222 Remington Magnum.
Although Mike’s World War II rifle collection is extensive, only one is a “sticker.”

Rifle 26922 www.riflemagazine.com
were not stickers. Conversely, someyears back when selling off mostof my bolt-action sporting rifles,the two that stuck had nothingspecial about them. One was forvarmints, a stock Remington Model700 sporter .222 Remington Mag-num. It’s an honest MOA rifle. The other sticker is a WinchesterModel 70 .308 Featherweight thatleft the factory circa 1952 by its serial number. Along the way be-fore I bought it, someone fitted itwith a straight-grain, Mannlicher-style stock sans checkering andalso managed to wear off much ofthe barrel’s blue. On a good day itsbest is about 1.5 MOA groups. Areader once troubled himself towrite, saying I should stop printingphotos of that “ugly rifle” in my ar-ticles. So I guess attractivenesswouldn’t be considered a stickerfactor for me.
Without being able to concretelysay so, I think the reason those rifles are stickers is that I shootthem fairly well. Not as in shoot-ing them from the bench oversandbags but as in grabbing the.222 Remington Magnum as I hitthe door and nailing a coyote lurk-ing around trying to make a mealof one of our dogs or cats. I’veshot pronghorn, mule deer, elk,one coyote and a couple of headof African game with the .308 Winchester, seldom muffing a shotwith it. Coincidentally, both ofthose rifles were acquired in 1980.
Sentimentality is a minor stickerfactor for me. An example is a softspot for M1 Carbines, becausesuch was my first ever centerfirefirearm. If a rifle was given to me by a friend, it is also a forever
800-972-2737 Americase.com
Americanmade quality,value andprotectionat affordablepricing.
Visit yourdealer or
contactAmericase
for moreinformation.
Americaseintroduces our new
Value Series gun caseswith a locking rod system!
Winchester Models 1873, ‘88, ‘92, ‘94 & ‘95Repairs to Complete Restorations
Reline Barrels, Reblue Jobs including HandPolishing Receiver & Octogan Barrels.
Rebarreling, Reset Headspace
NU-LINE GUNS, Inc.8150 CR 4055, Rhineland, MO 65069573-676-5500 • Email: [email protected]
The way to ensure a rifle is a “sticker”is to have your initials inlaid in it.

July-August 2013 23www.riflemagazine.com
sticker. The rifles with which Idropped my first deer and elkwere sold without looking back,but the Springfield Armory M1Garand and Winchester Model1892 .38 WCF were gifts, so theywill always stick.
Some of my current rifles arevaluable collectors’ items. A cou-ple such are original Sharps Model1874s built in the 1870s. There’salso a fine condition WinchesterModel 1873 .44 WCF in militarymusket configuration. Ones likethat amounted to a mere 5 percentof Model 1873 production. Also inmy World War II firearms collec-tion are several original sniper rifles from various nations, withthe bona fide Japanese and Ger-man rifles being the biggest ticketitems.
None of those collectors’ riflesare stickers in the true sense ofthe word. They are kept just asone would keep stock certificates– because of their monetary worth.When the urge to begin building a World War II collection took afirm hold on my psyche, the mostvaluable Sharps Model 1874 in myracks was sold and the moneyreinvested in several ordinary mil-itary rifles.
Speaking of those military rifles,of the 75 rifles in the vault now,about 40 are part of the World War II group. I have immensely en-joyed working with them to thetune of tens of thousands of roundsfired in the past decade or so. But, I must admit that so far onlyone has achieved sticker status.Strangely enough, that one is noteven an original. It’s a parts rifle: a Model 1903 Springfield actionwith a 1944-vintage barrel fittedinto a new reproduction stock.Then I had it altered even more byputting a Montana Vintage Arms5B scope atop it in an effort to re-create ’03s put together by theU.S. Marine Corps in early 1942.
Why is it a sticker instead of themuseum quality Model 1903A3 residing beside it? It’s the ’03’s“shootability.” I can actually directa bullet to a specific target with itmore consistently than with any
DEM-BARTGUNSTOCK CHECKERING TOOLS
USED BY MANUFACTURERS, PROFESSIONALS, ANDTHE BEST GUNSMITH SCHOOLS. OUR TOOLS WILL CUTCONTROLLABLE, CLEAN LINES.TEL: 360-568-7356 WEB SITE: WWW.DEMBARTCO.COM
1825 Bickford Ave., Snohomish, WA 98290VICTOR, MONTANASTOCK WORK BY NORM BROWNE
DEM-BART
other rifle in the military collec-tion. In the end, that must be theprimary sticker factor for me: thesense that I can actually do whatthe rifle is meant to do – put a bul-let on target reliably. R

Catalog #554.3
$54.00
Wolfe Publishing Co.2180 Gulfstream, Ste. APrescott, AZ 86301
ORDER:1-800-899-7810 orwww.riflemagazine.com
Plus $7.25 shipping & handlingin the U.S.
Call for foreign rates.AZ residents add 9.35% tax.
The Colt SAA is aspopular today as it was inthe past. This legendary
revolver played animportant role inthe history of theAmerican West.
In this detailed volume,Editor Dave Scovill shareshis knowledge of how todevelop accurate loadsfor these fine guns andthe skills needed to
shoot them.
From the original first-generation guns to the
replicas that are availabletoday, this book is thedefinitive source on
reloading and shootingthe Colt Peacemaker.
This hard-bound editioncontains over 200 full-
color photographs and isa worthy addition to any
sportman’s library.
Colt’sSingle Action Army
NOWAVAILABLE!

TheFinal5%
Terry Wieland
The rifle should have beenlovely. It was a brand-new,custom-built Dakota 76, the“Traveller” takedown in .458
Lott. The wood was dark satin, thebolt smooth as silk. With hope in myheart, I took it to the range, filled themagazine and settled in to see how itwould shoot.Not to drag out a painful story, the rifle shot okay asfar as the target went. What it would not do was feedcartridges. Every time the bolt was worked, the car-tridge hung up halfway into the chamber. I had to backoff the bolt a fraction of an inch and jiggle the rifle;
then the round would settle in and chamber properly.For any new rifle, this is completely unacceptable, butfor a dangerous-game rifle it borders on criminal. Aweek with my gunsmith and $500 later, the rifle fed,extracted and ejected to perfection.
When I went to fetch it, Edwin showed me a little pileof lead and copper shavings that had fallen out of thebolt-lug raceway, bits that were chipped off the bulletnoses as the rounds chambered. The knife-edge insidehad never been chamfered and bit into the soft bulletslike a saw blade. Dakota’s explanation for this lam -entable performance was a figurative shrug of theshoulders, but I already knew the problem anyway: No
Rifle 26960 www.riflemagazine.com
Above, Holland & Holland’s shop is in the aristocratic Mayfairsection of London. Its factory is on Harrow Road with testing and finishing grounds at Northwood. Facing page, Holland & Holland double rifles, ranging in price up to £160,000 ($240,000)for a .577 Nitro Express. Each will have been test-fired extensively before being offered for sale.

How the Best CompaniesMake Their Rifles Work
61www.riflemagazine.com
gunmaker had taken that rifle when it came out of theshop and actually shot a box of ammunition throughit before it was shipped. It was a lapse of final qualitycontrol.
Some years ago, Steve Denny, who is now directorof the Holland & Holland shooting grounds outsideLondon, told me that where lesser gunmakers falldown is not in the basic components of their guns butin applying the final five percent to finish a gun to per-fection. That five percent is, in terms of functioning,the most important.
In an age where more and more gunmaking opera-tions are consigned to machines, and the number ofworking gunmakers is reduced to an absolute mini-
mum (and sometimes less), the final five percent is either neglected or dispensed with completely. Propo-nents of CNC machinery and computerized, high-pre-cision tooling insist they can keep tolerances tighterthan any craftsman with a file. It may well be true thatit’s possible; the question is, do they actually do it? Theother question is, even if those tolerances are ab-solutely minimal, will the rifle work the way it is sup-posed to without any final adjustment? Too often, theanswer is no.
Some Italian shotgun makers boast they have no gun-makers working for them at all – that their guns areproduced completely by machine. Alas, it shows, inthe form of difficult opening and closing, erratic ejec-tors, poor trigger pulls and mediocre overall perform-
ance. With a bolt-action rifle, themost obvious areas of malfunction– or perhaps we should say diffi-culty making it function – is infeeding from the magazine, extrac-tion and ejection.
The major problem with feedingfrom the magazine is the sheernumber of calibers available, andthe “one size fits all” mentality ofriflemakers when it comes to theall-important magazine followerand lips of the magazine well.When Paul Mauser designed theK98 military rifle, he also origi-nated the 8x57 cartridge, and vir-tually sculpted the rifle to thecartridge. The cartridge was heldin place until it was needed andthen guided into the chamber bythe ridge of the follower and the lipof the bolt.
Obviously, a rifle that works per-fectly with the 8x57 cannot be expected to perform equally wellwith the longer .30-06, or the shorter.250-3000, without some adjust-ment. Yet today, new rifles are of-fered with variations in cartridgeseven greater than those three, andmany of them simply don’t work.
Holland & Holland in London ishighly computerized, having made

TheFinal5%
62 www.riflemagazine.com
a massive investment in CNC ma-chinery and CAD/CAM equipmentsince its acquisition by Chanel in1989. Still, the later stages of fit-ting a rifle together are done byhuman hands, and the final opera-tion – making the rifle shoot toperfection – is done by Holland’sfinisher at the shooting grounds,Steve Cranston.
Cranston is a fully qualified gun-maker, which means he is as highlyskilled and well trained as anygunmaker working in the worldtoday. His job is to regulate barrelsof both double rifles and shotguns,fine-tune the chokes and patternsof shotguns, test-fire every firearmthat leaves the Harrow Road fac-tory, fit scopes and mounts on rifles of all types and ensure thatevery function is letter perfect.
In years gone by, every Englishgunmaker either had a shootingground of its own or regular ac-cess to one. Today, Holland & Holland is one of few remaininggunmakers that owns its owngrounds with an on-site gunmak-ing shop and target range. Havinga man like Steve Cranston avail-able at the grounds, all day everyday, is a huge advantage when itcomes to the final five percent. At
various times, visiting the grounds,I’ve watched Cranston regulate a .500 NE, fine-tune a four-boredouble, rework scope mounts onbolt-action rifles and hone andbevel magazine lips, wells and fol-lowers to ensure letter-perfectfunctioning.
One of the great advantages of a Mauser 98 action is the ability to feed a cartridge smoothly andsilently when close to an elephantor a buffalo and any noise at allmight cause a charge or spookthem into flight. Just about anybolt action will work if the bolt isjammed back and forth quickly.
They are made to do that. Workingthe bolt gently, though, is anotherproposition.
A cartridge that is not controlledall the way into the chamber, in the modern “push-feed” sys-tems, pops up out of the magazinewhen it is about halfway. Thiscauses clatter, giving rise to theterm “fumble-feed.” Generally, theslower you work the bolt, theworse they feed. Some controlled-round systems are almost as badif you work the bolt slowly, gentlyand silently. This, then, is the chal-lenge to finishers like Cranston,along with the more usual require-ments of ensuring the rifle puts itsbullets into tiny groups, exactlywhere both the iron sights andscope are aligned.
On average, when a rifle is sent
Left, Holland & Holland’s finisher andbarrel regulator Steve Cranston test-fires rifles near London. Every rifle has100 to 250 rounds put through it to ensure letter-perfect functioning.Above, the open sights on this H&H.577 are not just decoration. If they aremarked 100 and 200 yards, they havebeen carefully sighted and regulatedfor those distances.
The Model 202 from J.P. Sauer & Sohnis carefully test-fired before it leavesthe factory and is guaranteed to putfive shots into an inch or less withavailable factory ammunition.

Rifle 26964 www.riflemagazine.com
TheFinal5%
to the Holland & Holland shoot-ing grounds, it has 100 to 250rounds put through it before it ispronounced perfect and returnedto Harrow Road. A shotgun will digest as many as 500 rounds, test-ing ejectors, trigger pulls, safetymechanisms and opening and clos-ing. Cranston watches to see if anyof the screws start to back out andhow the various functions per-form as the barrels heat up. Al -together, insofar as it is possible todo, the gunmaker ensures thatevery aspect of the rifle is perfectbefore it is delivered to the client.
Holland & Holland is not uniquein doing this, although most gun-makers cannot afford to go to thesame lengths and still keep theirprices affordable. In Germany, the
Blaser/Sauer/Mauser combine fol-lows its own regimen of testing.Every finished rifle is taken to theindoor range and test-fired withappropriate hunting ammunition,and it must deliver a five-shotgroup of one inch or less with read-ily available hunting ammunitionbefore it is shipped. Included witheach rifle is a note giving the brandof ammunition, bullet and bulletweight with which the rifle quali-fied. For American buyers, it willbe an American brand of ammuni-tion (usually Federal or Hornady).In the course of test-firing the rifle,any slight operational problemsare noted and corrected. With somecompanies, such testing may ormay not happen at all.
Weatherby pioneered the prac-tice of guaranteeing accuracy inits rifles as far back as the 1970s,with each Mark V guaranteed toprint a three-shot, 1.5-inch groupwith Weatherby factory ammuni-
tion. The actual target was shippedwith the rifle. As far as I can deter-mine, Weatherby is the companythat began the trend of guarantee-ing and verifying accuracy. Today,quite a few companies “guaran-tee” accuracy on paper but don’tback it up with either actual tar-gets or specifics regarding ammu-nition.
One would think that any customriflemaker would test-fire his prod-ucts to ensure perfect function aswell as accuracy, but more oftenthan not a rifle will be carefullyswaddled in bubble wrap and sentwinging off without a round everhaving been fired through it. In some cases, the riflemakers are not shooters themselves andwouldn’t be able to bench-test arifle to save their lives; in others,they maintain that their little gemsare not made to be shot, just ad-mired, and they wouldn’t dream ofdarkening the bore with cuprousfouling and powder residue.
A notable exception is KennyJarrett, the South Carolina accu-racy king, who began the trend of guaranteeing über-accuracy in the 1980s. Kenny’s “beanfield” rifles, intended for shooting white-tails at 400-yards-plus across theSouth’s vast soybean plantings,were guaranteed to put three bul-lets into .5 inch.
In the early 1980s, guaranteeingsuch accuracy with factory ammu-nition then available would havebeen rash indeed. Even today, itwould be a highly unlikely propo-
Left, every rifle Kenny Jarrett builds isfinely tuned with a load developed forit that will deliver Jarrett’s trademark“half-inch” accuracy. Above, Jarrett’sheavy-hitting .300 Jarrett is capable ofsuperb accuracy.

July-August 2013 65www.riflemagazine.com
Dakota 76 outlined above, I inves-tigated exactly how such a thingcould have occurred. At the time,in the late 1990s, Don Allen wasstill at the helm of Dakota and insisted on looking at every riflethat went through the finishingshop. The best explanation I couldget was that it somehow “slippedthrough” without the requisite testfiring. In other words, no explana-tion at all.
At the time, that was an $8,000rifle. For such money, you expecta rifle to work perfectly. But then,even if you lay out $350 for aknock-around bolt action to ridein the pickup truck, you also havea right to expect it to at least func-tion properly.
sition. So Jarrett’s approach in-cluded not only extensive testingof each rifle but developing cus-tom loads for each. He would theninclude not one but three targetswith each rifle, and give the spe-cific load complete with brand ofbrass, primer, bullet and powder.
We have strayed from finishingfor the purpose of ensuring properfunction into the modern obses-sion with three-shot groups, butobviously the two are connected.You cannot fire several hundredrounds through a rifle, workingthe bolt each time (both slowlyand quickly) from a full magazine(to ensure feeding from bothsides, and that the floorplate is se-cure) without checking every re-lated function at the same time.
When you receive a Jarrett rifle,you can be sure it will perform to a level Kenny himself is com-fortable with, and Kenny has standards of fit, finish and per-formance expected from a nation-ally ranked benchrest shooter.
Another aspect of this, less easilymeasured than three-shot groups,is how a rifle feels when it comesoff the line. A century ago, althoughmachinery was in extensive use atWinchester, Remington, Mauserand Mannlicher, many of the menwho worked there were shootersthemselves. They knew a goodrifle when they handled one; theyalso knew what to do if theypicked up a rifle off the line andfound it had a gritty trigger pull,sticky safety, bulky pistol grip or ascrew at the wrong angle.
Today, many rifles are merelycollections of parts, assembled atthe end by people who don’t shootand have no feel for rifles, good orbad. Proponents of CNC machin-ery have insisted for the last 30years that, if the aforementionedparts are made to the tolerancespossible with their high-tech pets,then every rifle will be perfect andrequire no testing or tuning, andreally no quality assurance. Real-world experience, however, showsthis is simply not the case.
After my experience with the
WORLD’S FINEST PRODUCTIONRIFLE BARRELS
DOUGLASULTRARIFLED
BARRELS IN MOST SIZES,SHAPES AND CALIBERS.
• Stainless Steel or Chrome Moly •–AFFORDABLE QUALITY–
Write for free information to:
DOUGLAS BARRELS, INC.5504 Big Tyler Rd., RM7Charleston, WV 25313
304-776-1341 FAX 304-776-8560
Double Rifles BuiltPer Customer Needs
Field Grade or CustomGH DoublegunsBox 406, 3671 N Road - David City, NE 68632402-367-3850 • Cell: 402-367-2392E-Mail: [email protected]
R





























