Embed Size (px)
DESCRIPTION
testing
Citation preview

Addendum to Guidelines forFireside Testing
TR-111663
Final Report, November 1998
EPRI Project ManagersE. HughesA. Mehta
EPRI • 3412 Hillview Avenue, Palo Alto, California 94304 • PO Box 10412, Palo Alto, California 94303 • USA800.313.3774 • 650.855.2121 • [email protected] • www.epri.com
Effective December 6, 2006, this report has been made publicly available in accordance with Section 734.3(b)(3) and published in accordance with Section 734.7 of the U.S. Export Administration Regulations. As a result of this publication, this report is subject to only copyright protection and does not require any license agreement from EPRI. This notice supersedes the export control restrictions and any proprietary licensed material notices embedded in the document prior to publication.

DISCLAIMER OF WARRANTIES AND LIMITATION OF LIABILITIES
THIS REPORT WAS PREPARED BY THE ORGANIZATION(S) NAMED BELOW AS AN ACCOUNT OF WORKSPONSORED OR COSPONSORED BY THE ELECTRIC POWER RESEARCH INSTITUTE, INC. (EPRI).NEITHER EPRI, ANY MEMBER OF EPRI, ANY COSPONSOR, THE ORGANIZATION(S) NAMED BELOW,NOR ANY PERSON ACTING ON BEHALF OF ANY OF THEM:
(A) MAKES ANY WARRANTY OR REPRESENTATION WHATSOEVER, EXPRESS OR IMPLIED, (I) WITHRESPECT TO THE USE OF ANY INFORMATION, APPARATUS, METHOD, PROCESS, OR SIMILAR ITEMDISCLOSED IN THIS REPORT, INCLUDING MERCHANTABILITY AND FITNESS FOR A PARTICULARPURPOSE, OR (II) THAT SUCH USE DOES NOT INFRINGE ON OR INTERFERE WITH PRIVATELY OWNEDRIGHTS, INCLUDING ANY PARTY'S INTELLECTUAL PROPERTY, OR (III) THAT THIS REPORT ISSUITABLE TO ANY PARTICULAR USER'S CIRCUMSTANCE; OR
(B) ASSUMES RESPONSIBILITY FOR ANY DAMAGES OR OTHER LIABILITY WHATSOEVER (INCLUDINGANY CONSEQUENTIAL DAMAGES, EVEN IF EPRI OR ANY EPRI REPRESENTATIVE HAS BEEN ADVISEDOF THE POSSIBILITY OF SUCH DAMAGES) RESULTING FROM YOUR SELECTION OR USE OF THISREPORT OR ANY INFORMATION, APPARATUS, METHOD, PROCESS, OR SIMILAR ITEM DISCLOSED INTHIS REPORT.
ORGANIZATION(S) THAT PREPARED THIS REPORT
Fossil Energy Research Corporation
ORDERING INFORMATION
Requests for copies of this report should be directed to the EPRI Distribution Center, 207 Coggins Drive, P.O. Box23205, Pleasant Hill, CA 94523, (925) 934-4212.
Electric Power Research Institute and EPRI are registered service marks of the Electric Power Research Institute, Inc.EPRI. POWERING PROGRESS is a service mark of the Electric Power Research Institute, Inc.
Copyright © 1998 Electric Power Research Institute, Inc. All rights reserved.

iii
CITATIONS
This report was prepared by
Fossil Energy Research Corporation23342C South PointeLaguna Hills, California 92653
AuthorsM. D. McDannelL. J. MuzioG. C. Quartucy
This report describes research sponsored by EPRI.
The report is a corporate document that should be cited in the literature in thefollowing manner:
Addendum to Guidelines for Fireside Testing, EPRI, Palo Alto, CA: 1998. TR-111663.


v
REPORT SUMMARY
A common and important test in utility power boilers is evaluation of candidate new coalsor coal blends by measuring how changed coal quality affects performance of thecomponents, including the coal handling system, furnace and ash collection system. ThisAddendum updates EPRI’s 1988 “Guidelines for Fireside Testing” by describing morecurrent instrumentation along with various scenarios to streamline testing and reducecost.
BackgroundIn 1988, EPRI published the document “Guidelines for Fireside Testing in Coal-FiredPower Plants” (CS-5552). This report gave detailed advice and background information onthe rationale, instrumentation, procedures, and labor requirements for testing new coalsor coal blends in utility boilers. In addition to coal test burns, “Guidelines for FiresideTesting” (GFT) also presented strategies for solving fireside-related problems in coal-firedboilers. The original Guidelines have established a standard for field tests of coal qualityimpacts. One important benefit of that original document has been development of aconsistent set of data on coal quality impacts. These results have been reflected in EPRI’sCoal Quality Impact Model (CQIM) and related models emerging from CQIM. Since 1988,fireside testing methods and practices have changed in some important aspects. Hence,EPRI undertook this project to update the original Guidelines.
ObjectivesTo describe and recommend new instrumentation more appropriate for fireside testing,and to characterize test programs that can be performed at lower cost than those describedin the original GFT.
ApproachResearchers who plan and perform fireside testing for evaluation of alternative coals, coalblends, and other emission or cost reduction measures were engaged by EPRI to preparean addendum to the 1988 Guidelines. In the first phase of the project, they prepared anoutline and a plan for writing the addendum. With consultation and review by EPRI staffand others, they then developed a summary of the original GFT’s structure, an update onnew instrumentation and methods, and a revised section on streamlined testing optionsand reduced costs.
ResultsThe major power plant systems involved in testing the effects of a change in coal or coal

vi
blend are (1) the coal feed system, including mills (pulverizers) and coal flow pipes; (2)the boiler fireside system, or furnace; (3) the boiler waterside system, especially steamgeneration, superheat, and reheat production; and, (4) the electrostatic precipitation (ESP)system, where coal ash and unburned carbon particles are removed from the flue gas. Asystematic review of these systems (based on current practices, available equipment andinstrumentation, and potential for reducing costs) showed many areas where significantchanges had occurred. These included (1) data acquisition using distributed controlsystems and other computer-based automated systems, (2) availability of new coalsampling devices that provide more representative samples, in less time, compared to theASME sampling method, and (3) multigas, multipoint gas sampling and analysis systemsthat speed up testing relative to traditional manual methods.
By taking advantage of instrumentation advances, especially automation, and by selectinga streamlined test program from this Addendum, utilities can improve upon the benefitsoffered by the original GFT. In particular, facilities can substantially reduce labor hours,and their associated dollar costs, for a fireside test of new or changed coal. To show howthese savings can be achieved, the Addendum presents tables, descriptions, figures, andrecommendations. It also describes how to choose a test program, instruments, andprocedures that will best evaluate a new coal or blend. In addition, the addendumcontains a section describing emerging technologies. These technologies include coal flowmeasurement devices, furnace temperature measurement instrumentation, and advancedboiler tuning systems. While these systems are not yet generally available commercially,they offer the potential to provide future improvements.
EPRI PerspectivePower generators planning tests to confirm benefits or check for adverse impacts of coalchanges, alternative fuel cofiring, or modified operations such as low-NOx firingarrangements will benefit from the original, detailed GFT and from this new Addendum.The Addendum adds value to the original GFT not only by updating it, but also bysummarizing how utilities can best apply it in the context of today’s constrained testingbudgets and current need for tests focusing on NOx control or alternative fuel cofiring.
TR-111663
Interest CategoriesFossil fuel assessment & cost managementAir emissions controlBiomass
KeywordsCoal flowElectrostatic precipitatorTest proceduresInstrumentsCoal switchingCoal quality impacts

EPRI Licensed Material
vii
ACKNOWLEDGMENTS
The Electric Power Research Institute and Fossil Energy Research Corporation wouldlike to thank Messrs. Wim Marchant and Joe McCain of Southern Research Institute fortheir help in preparing this report.


EPRI Licensed Material
ix
CONTENTS
1 INTRODUCTION ................................................................................................................. 1-1
2 STRUCTURE OF THE ORIGINAL GUIDELINES DOCUMENT .......................................... 2-1
3 STRUCTURE OF THIS ADDENDUM .................................................................................. 3-1
4 UPDATE ON MEASUREMENT METHODS ........................................................................ 4-1
4.1 General Comments on DCS and Pressure Measurement Updates .......................... 4-1
4.2 Fuel System .............................................................................................................. 4-7
4.2a Primary Air Flow (GFT Part 2, Section 5.1.6) ...................................................... 4-7
4.2b Pulverized Fuel Sample (GFT Part 2, Section 5.1.7)........................................... 4-7
4.2c Coal Pipe Balancing (GFT Part 3, Section 2.6) ................................................. 4-10
4.2d On-line Coal Loadings (GFT Part 3, Section 2.3).............................................. 4-11
4.2e Mill Internal Samples (GFT Part 3, Section 2.4) ................................................ 4-11
4.3 Boiler System (waterside) ....................................................................................... 4-12
4.4 Boiler System (fireside) ........................................................................................... 4-13
4.4a Flue Gas Flowrate (GFT Part 2, Section 5.2.12) ............................................... 4-13
4.4b Back-End Corrosivity......................................................................................... 4-16
4.4c Flue Gas Analysis (GFT Part 2, Section 5.2.14)................................................ 4-16
4.4d Fly Ash Samples And Analysis (GFT Part 2, Section 5.2.16)............................ 4-21
4.4e Flame Stability................................................................................................... 4-22
4.4f Erosion and Corrosion (GFT Part 3, Section 3.7)............................................... 4-23
4.4g Boiler Tube Cleanliness Monitors (GFT Part 3, Section 3.8) ............................. 4-25
4.4h Combustion Gas Temperature (GFT Part 3, Section 3.9) ................................. 4-26
4.5 Electrostatic Precipitators........................................................................................ 4-30
4.5a Fly Ash Resistivity ............................................................................................. 4-30
4.5b Particle Size ...................................................................................................... 4-31

EPRI Licensed Material
x
4.5c Fly Ash Leachability (GFT Part 3, Test 4.4)....................................................... 4-33
4.5d Fly Ash Properties ............................................................................................. 4-33
4.5e Sulfur Trioxide (SO3) Concentration .................................................................. 4-33
5 EMERGING TECHNOLOGIES............................................................................................ 5-1
5.1 Continuous On-Line Coal Pipe Measurements ......................................................... 5-1
5.1.1 Thermal Measurement Techniques.................................................................... 5-1
5.1.2 Electrical Measurement Techniques .................................................................. 5-2
5.1.3 Acoustic Measurement Techniques ................................................................... 5-2
5.1.4 Microwave Measurement Techniques................................................................ 5-3
5.1.5 On-Line Determination of Coal Loadings and Particle Size................................ 5-3
5.1.6 Optical Particle Sizing and Loading.................................................................... 5-4
5.1.7 Additional Solids flow Measurement Techniques ............................................... 5-6
5.2 Advanced Concepts for Boiler Tuning....................................................................... 5-6
5.2.1 Systems Utilizing Flame Scanner Signals .......................................................... 5-6
5.2.2 Neural Networks................................................................................................. 5-7
5.3 Continuous On-Line Carbon in Ash Measurements .................................................. 5-7
6 UPDATE ON LABOR REQUIREMENTS AND COSTS....................................................... 6-1
6.1 Labor Requirements.................................................................................................. 6-1
6.2 Cost Reduction........................................................................................................ 6-22
7 CONCLUSIONS .................................................................................................................. 7-1
7.1 Measurement Methods ............................................................................................. 7-1
7.2 Cost of Testing.......................................................................................................... 7-2
8 REFERENCES .................................................................................................................... 8-1
A GLOSSARY ..................................................................................................................... ...A-1

EPRI Licensed Material
xi
LIST OF FIGURES
Figure 4-1 Dirty Air Pitot Schematic ....................................................................................... 4-8
Figure 4-2 Type S Probe ..................................................................................................... 4-13
Figure 4-3 Type 2 Probe, Probe Collar, and Protractor ....................................................... 4-14
Figure 4-4 5-Hole DAT Probe .............................................................................................. 4-15
Figure 4-5 H2SO
4 Dewpoint vs. Temperature....................................................................... 4-17
Figure 4-6 Fossil Energy Research Corp. Multipoint Combustion Diagnostics Analyzer ..... 4-20
Figure 4-7 Schematic of Power Technology Furnace Wall Corrosion Probe ....................... 4-25
Figure 4-8 Multiple Path Acoustic Pyrometry ....................................................................... 4-28
Figure 4-9 Isothermal Contour Map from Multi Path Acoustic Pyrometer ............................ 4-29
Figure 4-10 Comparison of the SPECTRATEMP Optical and HVT TemperatureMeasurements .............................................................................................................. 4-30
Figure 5-1 RotorProbe Assembly with EPCS......................................................................... 5-4
Figure 5-2 Typical Baseline Particle Loading Full Sootblowing Cycle.................................... 5-5


EPRI Licensed Material
xiii
LIST OF TABLES
Table 2-1 Structure of the Original "Guidelines for Fireside Testing"*.................................... 2-2
Table 3-1 Coal Quality Impact Performance Test Matrix: Conventional Tests,Summarized Form........................................................................................................... 3-3
Table 3-2 Coal Quality Impact Performance Test Matrix: Special Tests, SummarizedForm................................................................................................................................ 3-4
Table 4-1 Fuel System........................................................................................................... 4-2
Table 4-2 Boiler System - Waterside ..................................................................................... 4-3
Table 4-3 Boiler System - Fireside......................................................................................... 4-4
Table 4-4 Electrostatic Precipitator (ESP).............................................................................. 4-6
Table 5-1 Summary of SCS On-Line Carbon-In-Ash Measurement Systems...................... 5-10
Table 6-1 Labor Requirements for Coal Test Burn, Individual Tasks..................................... 6-3
Table 6-2 Comprehensive Program Field Assignments (from GFT, Appendix F) ................ 6-24
Table 6-3 Streamlined Program Field Assignments............................................................. 6-25
Table 6-4 Comparison of Labor Requirements Between Comprehensive, Streamlined,and Minimal Approaches............................................................................................... 6-27
Table 7-1 Summary of Labor Requirements for Two Test Scenarios .................................... 7-3


EPRI Licensed Material
1-1
1 INTRODUCTION
Deteriorating coal quality, changing emissions regulations and fluctuating fuel priceshave prompted utilities to consider alternative coal supplies for existing plants. Theviability of a particular alternate coal depends not only on the delivered fuel cost butalso on the economic cost of its impact on the performance of power plant components.To assess these impacts, many utilities conduct coal test burns to quantify the impact ofcoal quality on boiler performance.
In 1988 EPRI assembled a comprehensive guideline document which provided step-by-step guidance in:
• establishing a test plan (for both coal test burns and solving operating problems)
• selecting the appropriate measurement methods
• conducting the tests
• reducing the data
• documenting the results
This document was issued as EPRI report CS5552 (Research Project 1891-3),“Guidelines for Fireside Testing”, in 1988 (Ref. 1). The basic philosophy and structureof the original document is still valid. The ensuing decade has seen changes in theutility industry and development of new measurement methods that warrant updatingthe “Guidelines for Fireside Testing”. The two specific areas that warrant updating are:1) measurement methods and instrumentation, and 2) overall structure of a testprogram and the manpower commitment. With the mergers and downsizing withinthe industry, resources are diminished and in most cases a utility can no longer affordto allocate 20-27 people to perform and completely document an alternative coal testburn. This update provides alternative approaches.
Because the structure of the original document is sound, it was decided to produce anaddendum to the original guidelines rather than modifying the original document.This addendum will update measurement methods including emerging technologiesand review manpower and cost requirements. Throughout the addendum, reference

EPRI Licensed Material
Introduction
1-2
will be made back to the specific sections of the guidelines where modifications arebeing made, or additional information is provided.
Note that the addendum focuses on conducting coal test burns. The test methodsdescribed are also applicable to solving operating problems, boiler tuning, andevaluating emission reduction techniques. In particular NOx emissions reductions havebecome a driving force for many test activities. NOx reductions are not only impactedby operational factors, but also coal quality.

EPRI Licensed Material
2-1
2 STRUCTURE OF THE ORIGINAL GUIDELINES
DOCUMENT
The outline of the original “Guidelines for Fireside Testing” (GFT) is provided in Table2-1. The original document was divided into three major parts plus appendices:
Part 1: Provided an Introduction and Summary, including an overview of theimprovements and developments most needed to advance the state-of-the-art of testingto measure coal quality impacts.
Part 2: Provided the basis for developing a test program for either an alternate coalevaluation or problem solving. This part also discussed test methods andinstrumentation that would fall under the banner of “Conventional Tests” (Part 2,Section 5). The required manpower resources to conduct each specific test are alsoprovided (Part 2, Section 5).
Part 3: Provided descriptions of “Special Test” methods and instrumentation. Thesespecial tests included test procedures that are not generally needed for a typical coaltest burn. However, they may be needed when specialized information is needed.Methods which are new and not widely adopted within the utility industry also fallinto this category.
Appendices: The appendices provide a variety of supplemental information. Ofimportance is Appendix F, which provides a detailed case history of a PRB blend testburn including a narrative, a test plan, and a test report.

EPRI Licensed Material
Structure of the Original Guidelines Document
2-2
Table 2-1Structure of the Original "Guidelines for Fireside Testing"*
Part 1: Introduction and Summary
1. Introduction2. Background for Planning a Test Program3. Summary Comments on the Tests4. Reporting of Results5. Analysis of Results6. Development Needs
Part 2: Conventional Tests
1. Application of this Manual to Evaluate the Impact of Coal Quality on Power Plant Fireside Performance2. Application of this Manual for Diagnosing Fireside Performance Problems3. Test Preparation and Schedule4. Manpower Documentation and Guiding Principles5. Test Measurements and Instrumentation6. Calculations7. Results
Part 3: Special Tests
1. Introduction2. Special Tests for the Fuel System3. Special Tests for the Steam Generation System4. Special Tests for the Precipitator System
Appendices
A. Symbols and DescriptionsB. Conversion TablesC. DefinitionsD. Example of Performance Test DocumentationE. Slagging and Fouling Observation LogF. Case HistoryG. Estimated Benefits of Tube Cleanliness Monitoring System Use
* EPRI Report CS5552 (Ref 1)

EPRI Licensed Material
3-1
3 STRUCTURE OF THIS ADDENDUM
The basic structure of the original “Guidelines for Fireside Testing” (GFT) is still valid.The reader should consult the original document to develop the strategy and plan for atest burn or problem solving campaign. This addendum addresses two primary issues:updating measurement methods and instrumentation, and updating laborrequirements and costs.
The addendum describes new measurement methods that have been developed andare being used within the utility industry. While the original guideline document wasdivided into two major parts covering conventional tests and special tests, the methodsupdate section of the addendum (Section 4) has been organized by section of the utilityboiler system as follows:
• Fuel System
• Boiler Waterside
• Boiler Fireside
• Electrostatic Precipitator
Within each portion of the boiler system, the test methods have been categorized as“conventional” and “special” tests in order to be consistent with the original document.In a few cases, tests or test methods that were categorized as special tests in the originaldocument have become more commonly used and would now be classified asconventional tests. For example, in the original document the American Society ofMechanical Engineers (ASME) method was recommended for obtaining pulverizedcoal samples with mention of the RotorProbe as an alternative method. Currently, theRotorProbe is an International Standards Organization (ISO) method and, in addition,there are at least three other methods in common usage that overcome shortcomings ofthe ASME method. Optional instruments are being used to obtain furnace exit gastemperatures in addition to suction pyrometry. Measuring the SO3 content of the fluegas was categorized as a special test to assess cold end corrosion issues. Thismeasurement has become more important to the utilities in dealing with toxic releaseinventories and assessing balance-of-plant impacts associated with post combustionNOx control systems (e.g., SNCR and SCR).

EPRI Licensed Material
Structure of this Addendum
3-2
In addition to updating measurement methods, the addendum also contains a sectionon emerging technologies. This section highlights on-going development work on newmethods which, as of the writing of the addendum, are not necessarily commerciallyavailable. However, they represent potentially significant advances such that the utilityshould be aware of their status and follow their development towardscommercialization.
The second major area that is addressed by the addendum is the manpower required toperform a given test. The original GFT document provided manpower estimatesassuming a very detailed and precise test protocol would be followed. For instance, ifall of the recommended tests were conducted during a coal test burn, a test crew of 27would be required. In the current utility environment, sufficient manpower andresources may not be available to conduct a coal test burn as originally structured in theGFT. This addendum provides alternative approaches requiring less manpower but atsome expense in overall precision. Where possible, the addendum attempts to quantifythe impact of using an abbreviated approach. For instance, in the original guidelines,one person was dedicated full time to obtain raw coal samples from each mill every 15minutes. In a reduced scope test plan this would be reduced to a part time activitywith samples obtained from each mill every 1-2 hours. While the less frequentsampling may not provide as representative a coal sample, it will not compromise thetest burn.
Tables 3-1 and 3-2 summarize the various tests for each of the sections of the boiler (fuelsystem, boiler waterside, boiler fireside, and ESP). Table 3-1 utilizes the samenomenclature used in the original GFT where R stands for a recommended test and Arepresents an additional (optional) test. Recommended and additional tests are subsetsof conventional tests. The tables are based on Table 1-2 in Section 2 of the original GFTdocument and show which tests are recommended, which are additional, and whichwould be classified as special for a typical test burn. Additionally, the tests arepresented in the order they are presented in the GFT. For a particular test burn,selection of which additional and special tests need to be conducted will depend on thespecific boiler and test coals.

EPRI Licensed Material
Structure of this Addendum
3-3
Table 3-1Coal Quality Impact Performance Test Matrix: Conventional Tests, Summarized Form
Conventional Tests Fuel System Boiler Waterside Boiler Fireside Precipitator
5.1.1 Raw coal samples R R R
5.1.2 Coal flow & handling problems R R R
5.1.3 Pulverizer power R
5.1.4 Mill vibration R
5.1.5 Mill rejects R R
5.1.6 Primary air R
5.1.7 Pulverized fuel R R
5.1.8 Mill differential A A
5.2.1 Feedwater R
5.2.2 Superheat & reheat steam R
5.2.3 Attemperation R
5.2.4 Flame stability R
5.2.5 Combustion air R
5.2.6 Steam temperature R
5.2.7 Bottom ash sample R
5.2.8 Boiler metal temperatures R
5.2.9 Slagging R
5.2.10 Fouling R
5.2.11 Air heater temperatures R
5.2.12 Flue gas flow R
5.2.13 Back end corrosivity R
5.2.14 Flue gas analysis R
5.2.15 Furnace draft and air heater R
5.2.16 Fly ash sample R R
5.2.17 Fans R
5.2.18 Sootblowing R R
5.2.19 Control room readings R R R R
5.3.1 Precipitator power consumption R
5.3.2 Inlet dust conditions A
5.3.3 Fly ash resistivity R
5.3.4 Precipitator collection efficiency A
5.3.5 Rapper control system R
5.3.6 Hopper pluggage R
5.3.7 Opacity measurement A R
R = recommended testA = additional test

EPRI Licensed Material
Structure of this Addendum
3-4
Table 3-2Coal Quality Impact Performance Test Matrix: Special Tests, Summarized Form
Special Tests FuelSystem
BoilerWaterside
BoilerFireside
Precipitator
Fuel System (Section 2 of GFT )
2.1 Crushed coal sample for long-term retention X X
2.2 Laboratory and pilot-scale coal testing X X
2.3 On-line coal analysis X X X
2.4 Mill internal coal samples X
2.5 Wear rates of mill parts X
2.6 Primary air and coal balancing X X
2.7 Samples of pulverized coal for special tests X X
2.8 Full-scale erosivity testing X
Steam Generation S ystem (Section 3 of GFT )
3.1.1 Flame stability X
3.1.2 Furnace flow visualization X
3.2 Flame root position X
3.3 Burner zone gas composition & temperature X
3.4 On-line sampling of wall deposits X
3.5 Furnace localized heat fluxes X
3.6 Thermal properties of furnace wall deposits X
3.7 Wall tube wastage due to erosion and X
3.8 Boiler tube bank cleanliness X
3.9.1 Suction pyrometer X
3.9.2 Sonic pyrometer X
3.10 Furnace & convective section tube deposits X
3.11 Velocity & solids in high-temperature zones X
3.12 Convective section & upper furnace tube X
3.13 Economizer exit gas and color analysis X
3.14 On-line fly ash analysis X X
3.15 Examination of fireside deposits X
Preci pitator S ystem (Section 4 of GFT )
4.1 Particle size analysis X
4.2 SO3 concentration X X
4.3 Stratification at the precipitator inlet X
4.4 Leachability of fly ash X
4.5 Other properties of fly ash X

EPRI Licensed Material
4-1
4 UPDATE ON MEASUREMENT METHODS
Tables 4-1 through 4-4 summarize the measurement methods contained in the originalGuidelines for Fireside Testing (GFT) document, as well as the updated measurementscovered in this addendum. These tables cover the following boiler systems:
• Table 4-1 Fuel System
• Table 4-2 Boiler System (waterside)
• Table 4-3 Boiler System (fireside)
• Table 4-4 Electrostatic Precipitator
Each measurement required is listed in the appropriate table, along with the equipmentand/or instrument(s) needed. The location of the measurement in the GFT is noted.Finally, it is noted (X) if the measurement has been updated in this addendum.
4.1 General Comments on DCS and Pressure Measurement Updates
Two types of measurement methods are referenced throughout the original GFTdocument have been updated here for all systems. These include the measurement ofpressure (and pressure differential) and the logging of routine operating information ina generating unit.
Measurement of pressure is now typically performed using either magnehelic gaugesor pressure transducers. Magnehelic gauges are available to measure a wide range ofpressures, so it is important to select a gauge that will accommodate the range ofpressures expected.
With the advent of distributed control systems (DCS), it is possible to log unit operatingdata at regular intervals automatically. Prior to the start of testing, customized datalogs can be prepared using information logged by the DCS. The test logs can be set tocalculate the average of the available data at fixed intervals and then print the logs.Typically, data are averaged over five-or ten-minute intervals, and the logs printed outon an hourly basis. These logs are often available for the fuel and air supply systems,boiler waterside and gas-side data, and the ESP.

EPRI Licensed Material
Update on Measurement Methods
4-2
Table 4-1Fuel System
Conventional Tests
Measurement Equipment/Instruments GFT Addendum
Raw Coal Samples Sealable containers, scoop, bags, riffler 2:1.1
Coal Flow and HandlingProblems
Log book, observation sheets 2:5.1.2
Pulverizer Power Calibrated wattmeter or watt-hour transducer 2:5.1.3
Mill Vibration Vibration monitor 2:5.1.4
Mill Rejects 5 gal. metal pail, bags, scale 2:5.1.5
Primary Air Flow Pitot probe and associated equipment“Dirty air” pitot probe
2:5.1.6X
Pulverized Fuel Sample ASME PF sampler (ASME PTC 4.2)RotorProbeSMG-10ACFMVKR
2:5.1.73:2.6.2
XXXXX
Mill Differential Pressure transducer or equivalent 2:5.1.8
Coal Pipe Balance Fixed orificeVariable orifice(EER)
XX
Specialized Tests
Measurement Equipment/Instruments GFT Addendum
Lab/Pilot-Scale Coal Tests Erosivity Continuous Grindability Quartz Content Slag Viscosity PC Coal Fraction Analysis Mossbauer Spectroscopy Pilot-Scale Combustion Tests Slagging/Fouling Indices
3:2.2
On-Line Coal Analysis Elemental (C,H,S, CO, N, ash) Moisture Coal density
Prompt nuclear activation analysis (PNAA)MicrowaveGamma ray systemCONAC (integrates all three)
3:2.3
Mill Internal Coal Samples SamplesVelocities
3:2.43:2.4
XX
Mill Duct Ware Rates Rollers Rings
Template, measure before/afterTemplate, measure before/after
3:2.53:2.5
Full Scale Erosivity Metal coupon installed in elbow 3:2.8
Emerging Technologies
On-Line Coal Pipe Loading MicrowaveAcoustic
XX

EPRI Licensed Material
Update on Measurement Methods
4-3
Table 4-2Boiler System - Waterside
Conventional Tests
Measurement Equipment/Instruments GFT Addendum*
Feedwater Flow nozzle and associated equipment 2:5.2.1
Superheat andReheat Steam
Calibrated thermocouples and PressureTransducers
2:5.2.2
Attemperation Flow nozzle and associated equipment 2:5.2.3
Steam TemperatureControl
Control Room Instrumentation 2:5.2.6
* Note: waterside measurements are important to fireside testing as a direct measure of boilerperformance. There are no waterside sections in this addendum because there are no necessaryupdates.

EPRI Licensed Material
Update on Measurement Methods
4-4
Table 4-3Boiler System - Fireside
Conventional Tests
Measurement Equipment/Instruments GFT Addendum
Flame Stability Furnace shields, Log Book 2:5.2.4
Combustion Air Pitot Tube and Associated Equipment 2:5.2.5
Bottom Ash Sample Metal bucket, containers 2:5.2.7
Boiler MetalTemperatures
Surface mount or chordal thermocouples 2:5.2.8
Slagging Log Sheets(optional) B & W System 140 or Univ. ofWaterloo Integrated Boiler Cleanliness Monitor
2:5.2.9
Fouling Ash Deposition ProbeB & W System 140Univ. of Waterloo Integrated Cleanliness Monitor
2:5.2.10
Air Heater Temperature Thermocouples 2:5.2.11
Flue Gas Flowrate Pitot Probe and Associated Equipment3-D Pitot ProbePlant CEM
2:5.2.12XX
Back End Corrosivity Acid Dewpoint MeterCERL Deposition SamplerSO3 (controlled condensation)
2:5.2.132:5.2.13
X
Flue Gas Analysis Extractive Sampling System and Gas AnalyzersPortable “suitcase” analyzersMultipoint-multigas analyzers
2:5.2.14XX
Furnace Draft and APHDP
Pressure transducers 2:5.2.15
Fly Ash Sample High volume EPA Method 17 filter or cyclonesamplerCEGRIT samplerQuasi-isokinetic sampleLOI analysis
2:5.2.162:5.2.16
XX
Fans Pitot Tube, Tachometer, watt-hour, (ASME PTC) 2:5.2.17
Soot Blowing Flow nozzle or orifice and associated equipment 2:5.2.18
Control Room Reading Log SheetsDCS Logs, Printed Scenarios
2:5.2.19X
Corrosion Ultrasonic wall thicknessCorrosion probe X

EPRI Licensed Material
Update on Measurement Methods
4-5
Table 4-3 (continued)
Boiler System - Furnace
Special Tests
Measurement Equipment/Instruments GFT Addendum
Flame Stability High speed motion picture video camera 3:3.1.1 X
Furnace Flow Visualization Inject luminous salts 3:3.1.2
Furnace Velocities Pitot holes or suction pyrometers 3:3.1.2
Flame Root Position Type k thermocouple 3:3.2
Burner Zone Gas composition particles Temperature
Water cooled probeSuction pyrometer
3:3.3
Wall Deposits Curved sample retrieval probe 3:3.4
Localized Heat Fluxes Incident radiation Total heat flux
Portable or permanent heat flux metersEllipsoidal radiometerCERL heat flux meter
3:3.53:3.5.13:3.5.2
Localized Deposit Univ. of Waterloo system (multiple clean & dirtyheat flux meters)
3:3.5.3
Thermal Properties andWall Deposits (emissivity &Conductivity)
No current methods available 3:3.6
Erosion and Corrosion Ultrasonic thicknessCorrosion probesErosion probe
3:3.7.33:3.7.23:3.7
X
Furnace Corrosion (wallatmosphere)
Extractive sample system 3:3.7.1 X
Boiler Tube BankCleanliness
Heat balance across section 3:3.8 X
Combustion GasTemperatures
Suction pyrometerSonic pyrometerAcoustic pyrometerOptical pyrometer
3:3.9.13:3.9.23:3.9.2 X
X
Furnace/Conv. Sect On-Line Deposit Samples
Deposition probe 3:3.10
Velocity and IsokineticSamples High T Zone
Water cooled probes 3:3.11
Convective Section TubeWastage
Erosion probes 3:3.12

EPRI Licensed Material
Update on Measurement Methods
4-6
Table 4-4Electrostatic Precipitator (ESP)
Conventional Tests
Measurement Equipment/Instruments GFT Addendum
Power Consumption Voltameter/ammeter 2:5.3.1
Inlet Dust Conditions Pitot Probe, EPA Method 17, Cascadeimpactor
2:5.3.2
Fly Ash Resistivity In situ resistivity probelaboratory resistivity analysis
2:5.3.3X
ESP Collector Efficiency 2 EPA Method 17 trains 2:5.3.4
Rapper Control System Log sheets 2:5.3.5
Hopper Pluggage Log Sheets 2:5.3.6
Opacity Opacity metertrained observer
2:5.3.7
Specialized Tests
Measurement Equipment/Instruments GFT Addendum
Particle Size Measurement Inertial impactorsStaged cyclonesDiffusion batteriesCondensation nuclei controlsElectrical aerosol analyzersOptical particle sizing
3:4.1.13:4.1.23:4.1.33:4.1.33:4.1.3
X
Particle Size Data Analysis 3:4.1.4
SO3 Concentration Controlled Condensation 3:4.2 X (update)
Leachability of Fly ash ASTM D398 X (update)
Other Properties of Fly Ash ASTM 618-80ASTM C311-77NH3 content X

EPRI Licensed Material
Update on Measurement Methods
4-7
4.2 Fuel System
4.2a Primary Air Flow (GFT Part 2, Section 5.1.6)
Primary air flow is measured using a “dirty air” pitot in the individual coal pipes. Thedirty air measurement is preferred over clean air measurements to determine primaryair flow since it is a more accurate representation of the air flow conditions when coal ispresent. When these measurements are being made so that the primary air flow can bebalanced between the individual coal pipes, the “dirty air” measurement is preferredsince it accounts for the interactions between the pulverized coal and primary air flows.
The primary air flow measurement is made with the coal flow set at (or near) thedesign flow rate for the mill being tested. The velocity traverse is performed at alocation in the coal pipe where good flow characteristics are obtainable. A minimum of12 points are traversed, six on a diameter, spaced as described in ASME PTC 11. Thesampling traverses are made at 90 degrees to each other. The primary airflowmeasurements require 2 persons part time to make velocity traverses of individual coalpipes.
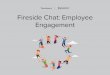
The dirty air flow measurement uses a modified EPA Method 2 sampling system. Themodification involves replacing the standard S-type pitot with a dirty air pitot. Astandard pitot experiences frequent plugging during sampling due to the highconcentration of coal particles in the air stream. A dirty air pitot overcomes thisproblem by using a head design that employs shielded total and static pressure taps.This probe design is illustrated in Figure 4-1. Velocity measurements are based onASME equal area calculations for each coal pipe. A digital manometer is used to recordthe differential pressures. Temperature of the coal and air stream is measured with aType K thermocouple.
Dirty air flow measurements are typically taken in conjunction with pulverized fuelsamples, described below.
4.2b Pulverized Fuel Sample (GFT Part 2, Section 5.1.7)
Pulverized coal samples are obtained using an extractive sampler installed throughports in the individual coal pipes downstream of the pulverizer. This sampling effortrequires 2 persons part time to take pulverized fuel samples from each mill. Thepurpose of this testing is to determine the coal loading in individual coal pipes and todetermine the overall fineness of the coal leaving the pulverizer.

EPRI Licensed Material
Update on Measurement Methods
4-8
~ 4 "~ 36 "
to digitalmanometer
dynamicpressure
port
compressedair
- coal pipe wall staticpressure
port reflectingdisk
flowdirection
Figure 4-1Dirty Air Pitot Schematic
Methods currently used to obtain pulverized coal samples include:
• ASME PF sampler
• RotorProbeTM
• SMG-10
• VKR
• ACFM
Each of these methods is discussed briefly below.
The Guidelines for Fireside Testing cite ASME PTC 4.2, which describes the ASMEpulverized fuel (PF) sampling method. The sampling is done on two traverses 90degrees apart at the centroids of equal area segments. The weight of the collectedsample is compared to the predicted weight, based on total mill coal flow, the numberof pipes, the cross-sectional area of the pipe, and the cross-sectional area of thesampling nozzle. If the measured and calculated values agree within 10 percent, thesample is valid. If not, the test is repeated until the desired agreement is achieved.Note that this method is used only to collect a pulverized sample for screen sizing, notto quantify coal flow through a pipe. The alternate methods described below providetotal coal flow measurement as well as a sample for analysis.

EPRI Licensed Material
Update on Measurement Methods
4-9
The RotorProbeTM is an extractive coal sampler consisting of a rotating head with foursample holes, a control box and a cyclone that collects the sample. The RotorProbeTM
apparatus is shown schematically in the Guidelines for Fireside Testing (Part 3, Section2.6). The RotorProbeTM implements International Standards Organization (ISO) MethodISO 9931 for sampling pulverized coal in a primary air stream. Samples obtained withthe RotorProbeTM can be used to determine both the size distribution and the relativemass flow of the coal in each burner pipe.
In operation, a velocity traverse is taken across the coal pipe using the dirty air pitotprobe described previously. The sampling rate of the RotorProbeTM is then set toprovide isokinetic sampling at the average coal pipe velocity. Coal sampling thenproceeds as the RotorProbeTM head is indexed through 360 degree sampling across theentire coal pipe cross section. A complete traverse provides sample from 64 points,which represent equal cross-sectional areas in the coal pipe. The coal is separated fromthe air by a cyclone and collected in a jar, and the amount of primary air sampled isdetermined from a calibrated venturi and the sampling time. Coal loadings aredetermined from the amount of coal collected by the cyclone and the amount of airsampled.
The SMG-10 sampler is used to obtain flow profiles in a coal pipe. The SMG-10 worksby taking isokinetic measurements of the pulverized coal and transport air across agiven cross-section of the coal pipe over a fixed time period. The probe location iscontrolled by indexing through a series of points determined by a perforated disk.Under isokinetic sampling conditions, the velocity of the gas entering the particlesample collector is the same as that of the gases in the flow stream at the samplingpoint. As a result, the size and concentration of particles collected accurately representthose properties in the flowstream.
This system consists of a probe, perforated disk and computer. The perforated disk isused to mount the probe as it is indexed over the coal pipe cross-section. Eachmeasuring point is sampled for about 10 seconds, and the number of points sampledvaries from 27 to 108 depending on the pipe diameter. The SMG-10 probe works on theprinciple of isokinetic extraction, using a zero differential sampling probe. Adifferential pressure transducer sends a signal that operates a pneumatic valve. Thesolenoid valve adjusts the airflow through an eductor to maintain an isokinetic flowrate. Deviations in the flow rate, which occur when the probe flow rate is adjusted tomaintain isokinetic conditions, is recorded and mathematically compensated for usinga predetermined correction factor. The measuring probe is indexed through the use ofa perforated disk, which is sized according to the pipe being sampled. By moving theprobe point-by-point using the indexing holes on the disk, the entire duct is sampled.To minimize the impact of probe angle, the system is designed to maintain the probeangle within 20 degrees of the flow. Points that are not sampled at an angle parallel tothe flow are compensated mathematically using the SMG-10 software. The primaryadvantage of the SMG-10 over the RotorProbe is that each point is sampled

EPRI Licensed Material
Update on Measurement Methods
4-10
isokinetically, and the actual point by point coal loading within the pipe is calculatedand recorded. VKR in Germany has a system similar to the SMG-10.
The Airflow Sciences Corporation Advanced Coal Flow Measurement (ACFM) sampleris an automatic, computer controlled system. The ACFM sampler requires four sampleports to complete its sample matrix. The system incorporates a standard “dirty air”pitot for primary air measurement and a modified ASME-type extraction probe for coalsampling. A data acquisition system records all instrumentation output. Coalsampling is computer controlled to provide isokinetic sampling at each point, asopposed to flow averaging methods typically used with ASME-type probes. TheACFM uses a fabric filter for particulate collection, and can be installed in a 1.5” NPTtest port. Data are output to an Excel spreadsheet in real time to generate a test report.
4.2c Coal Pipe Balancing (GFT Part 3, Section 2.6)
Coal pipe balancing is often required to achieve uniform fuel/air ratios at individualburners. Establishment of uniform fuel/air ratios typically allows a reduction in excessair level while maintaining LOI levels. This reduction in excess air also providesreduced NOx emissions and improved efficiency. Information on coal pipe balancing isobtained after the pulverized fuel samples are obtained. The goal is to have themaximum variation in any one coal line less than 5 percent of the mean for that mill.This is accomplished with some type of flow control device. Typically, this meanseither a fixed or variable orifice. A fixed orifice is typically chosen because of its lowercost. Units that burn relatively non-abrasive coals may be able to use a set of fixedorifices for many years, while units that fire more abrasive coals will require morefrequent orifice replacement. Typically, the coal pipe balancing is performed at thestart of the test program to ensure that combustion non-uniformities do not adverselyaffect the test results.
One way to overcome the need to replace orifices on a regular basis is to install variableorifices. Variable orifices are externally adjustable, allowing for on-line changes inorifice size (Ref. 2). Thus, it is possible to maintain the desired coal flow balance aspulverizer components or orifices wear. Note, however, that the variable orifices willonly be useful if a regular program of coal flow measurement is established andmaintained.
The variable orifices are useful in speeding up the process of balancing the coal flowduring the testing. Once a set of coal flow measurements are made, the required orificesize can be calculated for the pulverizer. With the variable orifices, these changes canbe made on-line and the pulverizer retested in a matter of a couple of hours. If variableorifices are not installed, the new orifice plates must be cut, and the mill taken off-lineso that they can be installed. This usually results in an overnight delay.

EPRI Licensed Material
Update on Measurement Methods
4-11
4.2d On-line Coal Loadings (GFT Part 3, Section 2.3)
Systems capable of making on-line coal loading measurements are currently becomingavailable. These systems include automated samplers based, to some degree, on theRotorProbeTM design. System designs based on microwave and acoustic technologies arecurrently under development and are reviewed in Section 6 of this report. Each of thecurrently available system types is reviewed below.
One device based on the RotorProbeTM design is the M&W Automatic Coal FlowMonitoring (ACFM, not related to the Airflow Sciences ACFM sampler) sampler. TheM&W ACFM unit is based on the ISO Standard 9931 sampling, and uses a 4-nozzleprobe to provide controlled sampling of the pulverized fuel. The M&W system isautomated to allow for the simultaneous sample extraction from any number of coalpipes. Sampling is performed at a pre-set pressure differential, so that any roping orunbalance in the coal pipe will not adversely influence the sampling.
The airflow in each pipe is measured at a fixed coal flow rate using a dirty air pitotprior to the start up of the M&W sampler. These tests define the pressure droprequired across the cyclone, which is held constant during the sampling run. Foursampling tips revolve at a constant speed so that the entire pipe area is sampled in fourminutes. The coal sample is collected in a measuring device installed underneath thecyclone. Once the sampling is completed, the amount of coal collected is measured,and the result logged. Once the signal is released, the sample can either be blown backinto the coal pipe or sent to a sampling bottle for further analysis.
4.2e Mill Internal Samples (GFT Part 3, Section 2.4)
The EPRI Pulverizer Interest Group (PIG) is performing a project to evaluate thefeasibility of implementing low cost mill upgrades to improve coal fineness. Whencompleted, this work will include baseline tests performed to characterize milloperation, cold flow modeling to provide a basis for design changes, physicalmodifications and post-modification testing. At the time this addendum was prepared,the baseline tests and cold flow modeling tasks had been at Georgia Power’s PlantBowen and at Ameren’s Meramec Station.
At Plant Bowen, airflow measurements were made in the inlet air duct and inside ofthe pulverizer while coal samples were taken from ports installed on the side of thepulverizer. The pulverizer coal samples were gathered using a series of solids samplingprobes in conjunction with a RotorProbe cyclone and control box. These probes used asimple ASME type probe design (i.e., a closed end tube with a hole on the side). Ateach point, the opening of the solids sampling probe was aligned with the yaw anglemeasured at that point during the pulverizer clean air testing. The sample flow ratewas set based on the velocity measured during the clean air tests, the temperature,

EPRI Licensed Material
Update on Measurement Methods
4-12
nozzle area and a constant relating the primary air flows measured in the pulverizerboth with and without coal. Typical sample times were on the order of 3 to 4 minutesper point, which provided between 200 and 300 grams of sample. At points wheresamples appeared to be obtained at a lower rate, the sample time was increased toprovide a minimum sample weight of 150 grams.
Additional coal samples of the classifier reject stream were taken from the top of thepulverizer. These samples were taken using a probe inserted through the port on topof the pulverizer in its closed position. Once inside the mill, the scoop was slid downto its open position. The coal particles were then allowed to fall into the cup. Afternominally 30 seconds, the cup was returned to its closed position and the proberemoved from the port. The sample was then removed from the cup. Because of therelatively small size of the cup, it was necessary to take numerous samples to obtain thequantity of coal desired.
At the Meramac Station, airflow measurements were also made in both the inlet airduct and the pulverizer. Coal samples from inside of the mill were taken using fixedcoal sampling nozzles temporarily installed inside the pulverizer. Three nozzles wereinstalled in different areas, and the fineness was found to vary with nozzle location.Coal extraction rates were found to be consistent at a given nozzle, independent of thenozzle velocity. Samples taken at the classifier inlet were found to be significantly finerthan the samples gathered in the pulverizer, and were similar to those taken in the coalpipes.
The preceding discussion of coal sampling inside the pulverizer serves to illustrate theextremes of what could be done as part of a coal test program. This project is utilizingthe expertise gained in coal pipe sampling and applying it to sampling in thepulverizer.
4.3 Boiler System (waterside)
This addendum contains no updates to the test methods listed in the Guidelines forFireside Testing for the boiler waterside systems.
The original GFT included descriptions of measurement of the following boilerwaterside information:
• Feedwater (pressure, temperature, and flow)
• Superheat steam (pressure, temperature, and flow)
• Reheat steam (pressure, temperature, and flow)
• Attemperation (temperature and flow)

EPRI Licensed Material
Update on Measurement Methods
4-13
The GFT described the approaches to measuring the pressure temperature and flow ofthe steam in these locations, all of which are still valid. However, in many instances,the plant instrumentation are relied on to provide these measurements. In these cases,the instruments are calibrated prior to the start of testing by plant instrumenttechnicians according to the utility’s standard practices.
4.4 Boiler System (fireside)
4.4a Flue Gas Flowrate (GFT Part 2, Section 5.2.12)
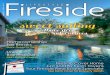
The measurement of flue gas flowrate is discussed in Part 2 Section 5.2.12 of theoriginal guideline document. The recommended technique involved the followinginstrumentation: 1) a pitot tube, 2) inclined manometer to measure the velocitypressure, 3) vertical manometer or pressure transducers for static pressure, and4) thermocouple for the temperature measurement. The recommended measurementlocation is the air heater outlet. While the guidelines did not specify the type of pitotprobe to be used, the measurements are normally made with an S-type pitot probeshown in Figure 4-2.
Probe Plane
Thermocouple
Tube A
Tube B
Flow
Side View
End View
Figure 4-2Type S Probe
The S-type pitot probe works well provided the flow field is highly axial with littleswirl or radial velocity components. If there are primarily swirl components (or yaw),the operating procedure of the S-type probe can be modified to account for the swirlcomponent. This is done in the following manner.

EPRI Licensed Material
Update on Measurement Methods
4-14
• Attach either an electronic inclinometer, or protractor wheel to the probe (Figure 4-3shows a typical protractor wheel arrangement)
• Rotate the S-type probe until the differential reading is zero (i.e., null the probeangle, Θ null)
• Record the angle at which the probe is nulled (this represents the angle of thevelocity vector)
• Rotate the probe 90° from the null position and record the differential velocity (i.e.,null 90°)
The velocity calculated at the (null + 90°) position is the total velocity and the axialvelocity is given by multiplying by the cosine of the angle:
( )nullTotalaxial COSVV Θ= (eq. 4-1)
Protractor Wheel Angle Indicator
Probe
Probe andCollar Locks
Figure 4-3Type 2 Probe, Probe Collar, and Protractor

EPRI Licensed Material
Update on Measurement Methods
4-15
If the flow field is suspected to contain both swirl (yaw) and radial (pitch) flowcomponents, then it is recommended that a 5-hole 3-D pitot probe be used to measurethe velocity field. There are a number of 5-hole pitot probe designs, one of the morepopular is the DA, or DAT probe manufactured by United Sensor Company. Figure 4-4 shows a diagram of the DAT probe; the cylindrical geometry of the probe is anattractive feature for field testing. As seen in Figure 4-4, the probe has five pressuresensing holes located at the tip. The centrally located hole (P1), two laterally locatedholes (P2, P3), and two holes located along the axes of the probe (P4, P5). In operation,the probe is rotated to null the reading between P2 and P3 (P2 - P3 = 0) and the yaw (orswirl) angle (Y) is read directly using either the inclinometer, or protractor.
Thermocouple
P3P2
P1P5
P4
Figure 4-45-Hole DAT Probe
After the yaw angle has been determined, differential pressures (P4 - P5) and (P1 - P2) aremeasured. The pitch angle, (P), is then determined from the pitch angle calibrationfactor (F1), where F1 = (P4 - P5)/(P1 - P2).
( ) ( ) ( ) dFcFbFaP 12
13
1 +++= (eq. 4-2)
At any pitch angle ( Θ ), the probe coefficient (Cp) is determined by entering the pitchangle, P, as the value for Θ in a second calibration curve (F2).

EPRI Licensed Material
Update on Measurement Methods
4-16
fedcbaCF 2345p2 +Θ+Θ+Θ+Θ+Θ== (eq. 4-3)
Utilities have been required to install continuous emission monitors (CEMS) whichinclude instruments to measure flue gas flowrate. The readings from these devices canbe used in lieu of the pitot probe traverse unless the CEM is located in the stack and thestack accommodates multiple boilers. There is one caution about using the CEMflowrate monitor. These monitors are usually set up and calibrated against a pitottraverse with an S-type pitot probe. If the flow in the duct, or stack, has non-axialcomponents, an error can be introduced into the flow rate as measured with the S-typeprobe. This error can be as high as 25% for cases where there is a high amount of swirl.(Ref. 3)
4.4b Back-End Corrosivity
The original guidelines recommended the use of an acid dewpoint meter (availablefrom Land Instruments) to determine the dewpoint temperature (Part 2, Section 5.2.13)along with a gold plated deposition disk to assess the corrosion and fouling potential.
An alternative approach is to measure the SO3 concentration at the economizer exit (airpreheater inlet). The measured SO3 concentration is used along with a correlation ofdewpoint temperature as a function of SO3 concentration and water vapor concentrationto determine the H2SO4 dewpoint. (The water vapor can be either measured, EPAMethod 4 run in conjunction with the SO3 test, or calculated from the fuel analysis,relative humidity and economizer exit O2 concentration). Figure 4-5 shows acorrelation between H2SO4 dewpoint and SO3 concentration.
The measurement method for determining the SO3 concentration is the “controlledcondensation” technique described in Part 3, Section 4.2 of the original guidelines andin Section 4.5e of this addendum.
4.4c Flue Gas Analysis (GFT Part 2, Section 5.2.14)
Flue gas analysis is needed to determine combustion and boiler efficiency, as well as toassess the burner to burner combustion uniformity to characterize emissions. For thispurpose, gas samples are usually obtained through multiple ports at the economizerexit. Part 2, Section 5.2.14 and Part 3, Section 3.13 discuss flue gas sampling. Thesesections recommend extractive sampling with analysis typically used in CEM systems.This section of the addendum will point out some alternatives for gas sampling andalternative analyzer approaches.

EPRI Licensed Material
Update on Measurement Methods
4-17
Extractive Sampling Systems
Figure 3-30 in Part 3 of the GFT showed a schematic diagram of an extractive gassampling system and continuous gas analysis instrumentation. The system shown inFigure 3-30 includes an ice bath (water drop out) near the sample probe. In most casesthis can be eliminated if the sampling rate is sufficiently high. It is also recommendedin the addendum that a filter be used either at the end of the probe or just prior to thesample line. If this is done, the sample pump can be relocated downstream of themoisture condenser. In this arrangement the pump, back pressure regulator, and back-up filter will no longer need to be heated.
150
200
250
300
350
0 10 20
SO3 Concentration, ppm
H2 S
O4
Dew
poin
t, F
H2SO4= 5%
H2SO4= 10%
H2SO4= 15%
Figure 4-5H2SO4 Dewpoint vs. Temperature
The next issue is how to sample from the multiple sample ports at the economizer exit,there are three approaches:
1. Use a single probe and sample line and manually traverse each port.
2. Install multiple probes in each port, use short sample lines to manifold the pointstogether at the economizer exit with a single sample line going to the analyzers.With this system, valves on each sample line ahead of the manifold can be used toselect the sample(s) to be analyzed.
3. Install multiple probes and sample lines with the sample lines run all the way to theanalyzers.

EPRI Licensed Material
Update on Measurement Methods
4-18
The choice of the above depends on the length of the test program and the amount ofgaseous data that needs to be collected. If the test program is short (less than a day)and the gaseous data is not the primary focus then option 1 above may be justified. Fora longer test burn where burner to burner balancing is anticipated, a morecomprehensive set-up like option 3 is probably more appropriate.
Gas Analyses
As with the extractive sampling system, there are also options in terms of the analyzersthat are used. The original guidelines were written assuming the analyzers wouldbasically be the type used in CEMS:
O2: paramagnetic, zirconia oxide, electrochemical
CO/CO2: non-dispersive infrared (NDIR)
NO/NOx: chemiluminescent
SO2: NDIR, or non-dispersive ultraviolet (NDUV)
In addition to the above analyzers, there are a series of less costly portable analyzersthat could be used, particularly for a short test program. These systems useelectrochemical cells to measure O2, CO, CO2, NO, NO2 and SO2 and are available inbriefcase type packages. These analyzers still need to be calibrated with appropriatecalibration gases. While these analyzer systems will not have the accuracy andprecision of the CEM type analyzers listed above, they are substantially less costly andare most appropriate with the manual sampling system described above (option 1).These systems are available from a number of manufacturers including COSA,Bacharach, ENERAC and NOVA.
Multigas Multipoint Sampling and Analysis
Flue gas mixing through the radiant and convective section of the boiler is typically notcomplete. The variation in gaseous species at the economizer exit can be used to assessburner to burner fuel/air ratios, determine how well overfire air ports are balanced,and identify areas of an air leakage. To obtain this distribution of gaseous species atthe economizer exit the common approach was to either manually traverse theeconomizer exit using a single probe and sample line (option 1 above), or analyze eachsample line point by point using the multiple probe and sample line approach (options2 or 3 above). This would typically require 2-3 hours to obtain a complete profile. Thistime requirement severely compromised how many burner or overfire air adjustmentscould be made and evaluated in a day.

EPRI Licensed Material
Update on Measurement Methods
4-19
Recently, multipoint/multigas systems have become available that greatly speed upobtaining these distributions. Representative systems are the VKR MARA system andFossil Energy Research Corp.’s Multipoint Multigas Combustion Diagnostics analyzer.
The VKR MARA system, which can be categorized as a “quasi-simultaneous flue gasanalysis system” uses a sample system as described in option 2 above. Multiple samplelines are manifolded near the sample points. Solenoid valves are used to select thesamples to be analyzed. Up to six sample lines feed six NO and O2 analyzers (typicalCEM type analyzers). On the order of 100 measuring points can be sampled and aconcentration profile produced in a period of 40 minutes.
The system from Fossil Energy Research Corp. uses a multiple probe multiple sampleline system (option 3 above) with an analysis system consisting of an array of up to 24O2, NO and CO electrochemical cells. This system provides real time simultaneous datadisplayed as contour plots on a computer screen. The contour maps are upgradedevery 20 seconds. Figure 4-6 shows a diagram of the system along with a typicalcontour plot. These multipoint multigas analysis systems not only facilitate boilertuning but also can be used to optimize selective non-catalytic NOx reduction (SNCR)and selective catalytic NOx reduction (SCR) systems.
Multipoint multigas systems allow a test engineer to quickly see the results ofadjustments to burner air registers, overfire air ports, or ammonia/urea injectionsystems. This will frequently allow optimization to be completed in 1-2 days ratherthan on the order of a week using a manual system.

EPRI Licensed Material
Update on Measurement Methods
4-20
FERCoMobile Lab
Figure 4-6Fossil Energy Research Corp. Multipoint Combustion Diagnostics Analyzer

EPRI Licensed Material
Update on Measurement Methods
4-21
4.4d Fly Ash Samples And Analysis (GFT Part 2, Section 5.2.16)
Fly ash samples are usually gathered using a batch process with one of two methods.When the samples are to be used for guarantee purposes, EPA Method 17 is typicallyused. This method uses an in-stack filter to obtain the flyash samples, typically fromthe economizer exit. The method requires isokinetic sampling at every point, withtypical sample times on the order of one to two hours. Another approach is to use ahigh volume sample train, and sample quasi-isokinetically. This method calculates anaverage duct velocity based on the flow rate and duct dimensions. The sample flowrate is set to sample isokinetically using this average at every sample point. A largenozzle, used in conjunction with a high-volume pump, allows a sample traverse to becompleted within 30 minutes. Tests performed with both methods at the same sitehave shown that the quasi-isokinetic method provides results that are in goodagreement with those measured using EPA Method 17. These samples can then beanalyzed for carbon content or loss on ignition (LOI).
LOI is measured by burning a fly ash sample and measuring the weight loss in thesample. LOI provides a measure of carbon in the fly ash. Note, during the heatingprocess to determine LOI, some sulfates in the ash sample can vaporize, resulting in anLOI value that is higher than the unburned carbon content. However, sulfate valuesare typically much lower than carbon values in coal fly ashes and have little impact onthe measurement. Carbon content in the fly ash is an indicator of combustioncompleteness, and is important in that it (1) represents lost fuel heating value, (2) canimpact the marketability of fly ash for use in cement, and (3) can impact ESPperformance.
The analysis of these batch samples for LOI has traditionally been done using theprocedures outlined in ASTM PTC 28, Method 4.07. ASTM PTC 28 requires that aweighed ash sample be dried at 221-230°F until a constant weight is achieved. Thedried sample is then allowed to cool in a dessicator and reweighed. This dry sample isthen put into an oven and heated at 1472°F ± 90°F until a constant weight is achieved.After this time, the sample is allowed to cool and reweighed. The total analysis time ison the order of several hours. While there is no inherent problem with the abovemethod for determining LOI, it does require several hours. With the currentinstallation of low NOx burners and overfire air systems, utilities have been confrontedwith a trade off between low NOx and increasing LOI. Optimization of thesecombustion systems is benefited by a more rapid method of determining LOI.Recently, three such bench top instruments became commercially available:
• EPRI/FERCo Hot FoilTM LOI (heated metal foil)
• CAMRAC Table-Top LOI Analyzer (microwave absorption)
• AMETEK Carbon In Fly Ash Analyzer (photoacoustic)

EPRI Licensed Material
Update on Measurement Methods
4-22
The EPRI/FERCo Hot FoilTM LOI (HFLOI) analyzer uses a heated foil and a muchsmaller sample (on the order of 50 mg) to perform the analysis (Ref. 4). An ash sampleis placed in a preweighed foil “boat” and weighed. The sample is dried at a low powersetting and reweighed. It is then returned to the HFLOI analyzer and heated at a highpower setting. The ash is then weighed after heating, and the LOI level determined.The HFLOI analyzer can provide LOI values in nominally 30 minutes, based ontriplicate analyses of a single sample. The HFLOI analyzer has provided goodagreement with the conventional ASTM method at a wide range of test sites.
The CAMARAC Table-Top LOI Analyzer uses microwaves to measure unburnedcarbon, or LOI. An empty cell is inserted into the device and a microwave reading ismade. Another cell with approximately 10 grams of fly ash is then inserted and asecond measurement made and the LOI calculated.
The AMETEK carbon in ash analyzer is also a bench top analyzer that uses aphotoacoustic technique to determine the carbon in the fly ash. This photoacoustictechnique involves heating an ash sample contained in a sample cell with microwaves.The amount of energy absorbed by the sample will be dependent on the carbon contentof the sample. The absorbed energy heats the sample which in turn heats the air in thesample cell. A sensitive microphone senses the small pressure difference associatedwith the heated air.
Additional instruments capable of performing on-line measurement of flyash samplesare currently being developed. These instruments are described in section 5.3 of thisreport.
4.4e Flame Stability
The GFT describes use of a high speed film camera to photograph flames in order toassess flame stability. Advances in technology have resulted in development of hightemperature video cameras that are designed for use in furnaces.
The FireSight high temperature viewing system is manufactured by Lenox InstrumentCompany. The system includes an air-cooled high temperature lens, a video camera, amonitor, and a video cassette recorder. The system can televise and video tape colorimages of flame patterns, slag formation, and other conditions.
There are two options for lenses: a normal straight ahead lens and a 90-degree rightangle lens. The 90-degree right angle lens allows insertion through a burner view portand viewing the adjacent burner and those above and below it.
System requirements include one person to operate the camera and a compressed airsupply for cooling.

EPRI Licensed Material
Update on Measurement Methods
4-23
4.4f Erosion and Corrosion (GFT Part 3, Section 3.7)
With the installation of low NOx burner and overfire air systems, some utilities haveexperienced accelerated water wall corrosion. This has been attributed to fuel richregions on the walls, typically below the overfire air ports. The GFT addresses thisissue as one of the special tests in Part 3, in contrast to the conventional tests. Withaccelerated corrosion it is important to be able to categorize the corrosion process. InPart 3, Section 3.7 of the Fireside Testing Guidelines, three approaches were describedto characterize tube wall corrosion:
• Measuring Furnace Wall Atmosphere (3:3.7.1)
• Controlled Temperature Water Wall Wastage Probe (3:3.7.2)
• Ultrasonic Boiler Tube Thickness Measurement (3:3.7.3)
Ultrasonic Measurements (3:3.7.3)
Ultrasonic Boiler Tube Thickness Measurement provide the most comprehensivemeasurement as measurements can be made throughout the furnace. However, thisrequires the boiler to be off line.
Furnace Wall Atmosphere (3:3.7.1)
Measuring furnace wall gas composition, typically for O2, CO, SO2, H2S, HCl, canprovide information as to whether or not a reducing atmosphere exists near the wall.These measurements are typically made in areas where corrosion is suspected. Figure3-14 (Part 3, Section 3 of the GFT) showed a diagram of a sampling system indicatingthe measurements of O2, CO2, and CO. It is recommended that the slate of compoundsbe expanded to include SO2, H2S, and HCl. The HCl need only be determined if thecoal chlorine content is reasonably high.
While there are commercial H2S analyzers, they are not generally appropriate for thistype of flue gas analysis. However, an SO2 analyzer in conjunction with a gasconditioner can be used to determine the H2S concentration. The approach is similar toEPA Method 16A that is used for stack H2S measurements. In essence, the wallatmosphere gases are scrubbed to selectively remove background SO2, then the H2S isoxidized to SO2, which is subsequently analyzed by a conventional SO2 analyzer. Thegas is scrubbed to remove all SO2 species in a potassium or sodium citrate and citricacid buffer solution. A small amount of air is added to the gas if the O2 levels are nearzero, prior to combusting the gas in a quartz tube heated to 800°C. This converts anyH2S to SO2 by simple combustion or oxidation. The resulting gas must then beevaluated for SO2 to determine the amount of the original H2S and O2 concentration forthe amount of dilution by the oxidizing air.

EPRI Licensed Material
Update on Measurement Methods
4-24
Corrosion Probes (3:3.7.2)
Part 3, Section 3.7.2 described a controlled temperature water wall probe developed byCombustion Engineering, Inc. (now ABB-CE). This particular probe requires severalmonths of exposure to obtain data for calculating corrosion rates.
The original document also referenced a probe developed by the Australian CoalIndustry Research Laboratory (ACIRL) which can obtain wastage data in 24 hours bymeasuring the decay in radio activity of a surface activated test piece.
Recently, PowerGen described a simple probe (developed under an EPRI co-sponsoredR&D program) that can be used to obtain accelerated corrosion data (Ref 5). A diagramof the probe is shown in Figure 4-7. The probe is essentially a simple tube, one end ofwhich has a flat disc specimen held in place by a screwed collar. Sample couponpreparation and the image analysis technique used to measure material loss from thecoupon are the key features that allow meaningful corrosion data to be obtained withshort time exposures to the flue gas (24-48 hours).
The corrosion specimens are 31mm (1.22in) in diameter and 5mm (0.2in) thick,precision machined from flat carbon steel strip of a specification comparable to thatused for conventional furnace wall tubing. Coupons manufactured from strip, ratherthan round bar, are preferred by virtue of aligning the worked grain structure parallel,rather than perpendicular, to the exposed surface as in extruded boiler tubing.
Measurement accuracy can be improved dramatically by obviating the need to measurethe original coupon thickness. This is done by establishing a permanent surface datumon the corrosion specimens. The test surface of each furnace wall sample is precisionmachined to a flat surface finish (0.4 micrometers, or 16 micro inches). A 1-2mm (40-80mils) wide annulus of nickel plate is then deposited around the coupon rim. Althoughprevious studies had established nickel plate as being highly resistant to corrosion, theannulus is further protected from the corrosive furnace gases by locating it under thesample mounting ring on the probe.
Following exposure, the coupons are mounted in cold setting araldite to retain scaleand ash, sectioned across a diameter and then metallographically prepared to a 1µmfinish. All cutting and grinding operations are performed using non-aqueous media toretain any water soluble species in the scale and ash for examination by optical andscanning electron microscopy. Metal loss determinations are performed using imageanalysis.
In planning a corrosion measurement campaign a basic decision is whether to use theultrasonic tube wall thickness measurement or a corrosion probe (and which one). Oneof the advantages of the ultrasonic measurement is that they can be made throughoutthe furnace. However, as pointed out previously, they are time consuming and do

EPRI Licensed Material
Update on Measurement Methods
4-25
require the unit to be off line. Corrosion probes are restricted to use through existing oradded sample ports providing very localized measurements. Since corrosion can be afairly localized phenomena, a corrosion probe may not be able to be located at thecorrect position to detect the corrosion. Or, even if it is initially in the correct location, aboiler operational change may move the area of localized corrosion. In this case thecorrosion probe could indicate that the operational change reduced or eliminatedcorrosion when, in actuality, the location moved. All of these factors need to beconsidered in selecting the test methods. If a unit has a history of corrosion problems,and resources allow, the ultrasonic measurements would be recommended. On theother hand, if corrosion has historically not been a problem, then comparative datausing one of the corrosion probes such as the EPRI/PowerGen probe is probablyappropriate.
Figure 4-7Schematic of Power Technology Furnace Wall Corrosion Probe
4.4g Boiler Tube Cleanliness Monitors (GFT Part 3, Section 3.8)
Boiler tube bank cleanliness can be monitored as an indication of the possible onset of aslagging or fouling episode. There are currently two basic approaches: monitoringspecific tube metal temperatures where slagging and fouling episodes have historically

EPRI Licensed Material
Update on Measurement Methods
4-26
occurred, or monitoring the rate of temperature change in individual boiler convectiveheat transfer sections. The theory behind this monitoring is that if a slagging or foulingepisode is underway, the rapid increase in deposits will cause an increase in both thelocal temperature and the rate of temperature change. If this is noticed in time, it maybe possible to increase sootblowing in the affected area and/or change the operatingconditions. These actions can reduce the deposition and reverse the temperatureincreases, thereby preventing an episode which could result in a unit derate or worse.
Commercial software programs are available for this purpose including programsdeveloped by a number of boiler manufacturers such as the A&E companies. Theprimary disadvantage of many commercial boiler performance monitors orsootblowing advisors is that they are configured to operate for an “average” unit, anddo not incorporate unit-specific data. Recently, FERCo has developed a FoulingEpisode Monitor/Alarm (FEMA) that is custom calibrated for each unit, utilizingboiler- and fuel-specific data. The calibration data is used in conjunction with results ofcombustion diagnostic testing, to develop several fouling indices. These indices areupdated as operating data are logged, and displayed for the control operators. Theseindices warn the operator of potential fouling episodes, providing enough time toallow changes in unit operation to be made so as to avoid the episode (Ref 6).
4.4h Combustion Gas Temperature (GFT Part 3, Section 3.9)
At the time the GFT was written, a measurement of the combustion producttemperature, particularly at the exit of the radiant furnace, was categorized as one ofthe most important special tests. Such a measurement currently deserves at least thatstatus, if not being upgraded to a conventional or recommended test. It is a keymeasurement in assessing slagging, carbon burnout, heat transfer, and more recently,the assessment of selective non-catalytic NOx reduction (SNCR).
The original guidelines presented two methods for determining combustion producttemperatures, or furnace exit gas temperatures:
• Suction Pyrometry (or HVT), Part 3: Section 3.9.1
• Sonic (or Acoustic) Pyrometry, Part 3: Section 3.9.2
In recent years, optical pyrometers have also seen more widespread use and should beconsidered in selecting temperature measurement techniques. This section of theaddendum will provide an update on sonic (or acoustic) pyrometry and discussavailable optical pyrometers.

EPRI Licensed Material
Update on Measurement Methods
4-27
Suction Pyrometer
Suction pyrometry still remains the most widely used approach to characterizingfurnace exit gas. The equipment is relatively inexpensive, it provides the opportunityto obtain detailed temperature profiles (point-by-point), and provides the capability toobtain gaseous species profiles in the upper furnace. However, it is a time consumingand cumbersome technique. Obtaining a furnace exit gas profile at a single testcondition can take ½ to 1 full day with a test crew of 3-4 people.
Update on Acoustic Pyrometry
The basis of acoustic pyrometry was described in Part 3, Section 3.9.2 of the GFT. Asound wave, or pulse, is sent across the furnace and its transmit time measured. Theknown path length and transit time provides a mean sound speed which in turn can beused to calculate the average temperature along the path between the sound source andreceiver (Ref. 7).
At the time the original guidelines were prepared the commercial offerings wereprimarily single line of sight systems, although the systems could provide averagetemperatures along separate lines of site. One of the potential advantages of acousticpyrometry is the ability to obtain temperature profiles essentially in real time. Ifmultiple sound sources and receivers are set up at the furnace as shown in Figure 4-8and transit time measurements made along the various measured lines of sight theresulting data can be mathematically deconvoluted to yield a two dimensional profileas shown in Figure 4-9. Some of the potential disadvantages of the acoustic pyrometrysystem are 1) the number of ports necessary if a two dimensional profile is to bemeasured and 2) the need to have ports on opposite sides of the boiler with a clear lineof sight. This provides challenges for units with platens in the upper portion of theradiant furnace. Frequently existing observation ports are located between the platensto observe ash build up on the platen surfaces. Likewise, twin furnace designs do notprovide an opportunity to have lines of sight between side walls.
There are currently two manufacturers that offer commercial acoustic pyrometrysystems, Scientific Engineering Instruments, Inc. (Sparks, Nevada) and Codel Limited(Derbyshire, England). Each uses a slightly different approach to sending andreceiving the sound waves.
Optical Pyrometry
Optical pyrometer systems are being used more often to measure furnace exit gastemperatures in utility furnaces. The advantage of these instruments is that they onlyneed a single access port to make a measurement, as opposed to the acoustic pyrometerthat requires ports on each side of the line of sight. The primary disadvantage of theoptical technique is the measurement depends on the optical properties of the

EPRI Licensed Material
Update on Measurement Methods
4-28
combustion products. Also, it is not always clear as to the effective path length, whichmeans uncertainty in the distance over which the measurement is being made and,therefore, the point in the furnace to which the temperature is to be ascribed.
Figure 4-8Multiple Path Acoustic Pyrometry

EPRI Licensed Material
Update on Measurement Methods
4-29
Figure 4-9Isothermal Contour Map from Multi Path Acoustic Pyrometer
There are two basis optical techniques that are being used, one utilizes the emission ofvisible light from the ash particles and one that uses infrared emission. A unit that isbeing used in the industry is the SPECTRATEMP instrument currently distributed byBovar, Inc. The SPECTRATEMP unit detects radiation primarily at visiblewavelengths where its accuracy is maximized while minimizing errors resulting fromthe relatively cool walls that surround the gas. This visible radiation is emitted by theash particles transported by the exhaust gases, and not by the gases themselves. Sincethe ash particulates are typically smaller than 30µm in diameter and thermallyequilibrate with the surrounding gas in a few tens of microseconds, their temperature issaid to accurately reflect the local gas temperature (Ref. 8).
Measurements from the SPECTRATEMP unit were recently compared to suctionpyrometer (HVT) measurements on a 600 MW t-fired boiler firing Powder River Basincoal. The results of this comparison are shown in Figure 4-10. There appears to be areasonably good correlation between the SPECTRATEMP optical measurements andthe HVT measurements, except at temperatures above 2450°F. At the hightemperatures the response of the SPECTRATEMP unit flattened out. The reasons forthis are not currently understood.
Representative of the infrared systems is the Infra-View system sold by JNT TechnicalServices, Inc. The Infra-View Boiler Thermometer is an infrared based system that

EPRI Licensed Material
Update on Measurement Methods
4-30
senses boiler gas temperature from 250°F to 3000°F. The infrared spectral response ofthe Infra-View unit is pre-set specifically to detect infrared emissions from CO2 gas.
4.5 Electrostatic Precipitators
4.5a Fly Ash Resistivity
The original document specified in-situ resistivity techniques for determining ashresistivity. Laboratory resistivity measurements are also used to provide trends of ashresitivities, particularly ash chemistry effects. For the laboratory ash resistivitymeasurements, ash samples should be collected isokinetically at the ESP inlet foranalysis. Fly ash resistivity is determined according to IEEE Standard Criteria andGuidelines for the Laboratory Measurement and Reporting of Fly Ash Resistivity (IEEEStandard 548-1981). While subjecting an ash sample to a laboratory ash resistivityanalysis is in many instances more convenient than performing the in-situmeasurement, there can be some differences in the results. With the laboratorytechnique the measurement is performed in a different background gas environmentthan the actual flue gas. For the laboratory technique, the sample must be thermallyannealed to eliminate surface chemistry effects that can occur in extracting the sample.On the other hand, with the in-situ technique, particularly with western coals, there canbe problems depositing an adequate sample in the device leading to erroneous highresistivity values. In this latter case, reviewing the ESP’s voltage-current characteristicscan help determine if the ash resistivity is high, or if it is an artifact of the measurement.
1200
1400
1600
1800
2000
2200
2400
2600
2800
1200 1400 1600 1800 2000 2200 2400 2600 2800
HVT Average Temperature, F
SP
EC
TR
AT
EM
P A
vera
ge T
empe
ratu
re, F
Figure 4-10Comparison of the SPECTRATEMP Optical and HVT Temperature Measurements

EPRI Licensed Material
Update on Measurement Methods
4-31
4.5b Particle Size
The primary systems for measuring particle size distribution are cascade impactors andcyclones. Each of these systems are reviewed below.
Cascade Impactors
Cascade impactors remain the primary means of measuring particle size distribution inindustrial flue gases. However, models of particle and gas stream behavior inimpactors have evolved considerably since the time the guidelines document was firstpublished as have the techniques for using impactors. At the time the fireside testingguidelines were published, theoretical treatments of the impaction process wereinadequate and did not accurately predict the measured performance of manyimpaction stages. Improved theoretical models are now available to account forvariations in Reynolds number (Ref 9) of the sample nozzle design (Ref 10). Proceduresfor using cascade impactors and analyzing data obtained with them are provided in“Procedures Manual for the Recommended ARB Particle Size Distribution Method”(Ref 9). At least one program is currently commercially available from AndersenInstruments, Inc. for doing all relevant impactor calculations on a personal computer(Ref 11).
Typical stage catch weights were cited in the guidelines document as ranging from oneto a hundred milligrams. However, ten milligrams should be used as the upper limitto the catch on any one stage, except for special “pre-collector” stages. As the catchweight on a stage increases above ten milligrams the probability of “blow-off” andtransfer of material to succeeding stages increases substantially. Such “blow-off” cancause large positive errors in the calculated concentrations of small particles. Thustypical stage catch weights can be expected to fall in the range of less than onemilligram to ten milligrams.
Improved impactor substrate materials (e.g., quartz fiber filters) are now available thatare relatively inert and at least partially mitigate interferences from reactions with gasphase components of the gas stream being sampled. However, since no substratematerial has been identified which is consistently immune to reactions with flue-gascomponents running blanks is still recommended. If possible, checking the weightstability of the substrate material to be used on a job at the site in question beforehandcan head off potential problems in this regard. The sampling rate at which particlebounce can be expected to become a problem is dependent on the type of substratematerial being used. In general, the numerical value of the product of stage jet velocityin meters per second and stage D50 in micrometers should be less than fifteen (15) ifgreased substrates are used, ten (10) if fiber substrates are used, and five (5) if baremetal or similar substrates are used. D50 is the aerodynamic equivalent cutoffdiameter of a collection stage. It is defined as the diameter of a spherical particle ofunit density that would be collected with 50% efficiency on a collection stage.

EPRI Licensed Material
Update on Measurement Methods
4-32
The sampling traverse strategy used in EPA Method 201A for PM10 is suggested for usewith cascade impactors as well. Cascade impactors, like the PM10 cyclone require thatthe sampling flowrate be held constant. The strategy previously used was that ofdividing the total sampling time to be used evenly over the grid of traverse points.However, a more representative sample can be obtained if the dwell time at eachtraverse point is made proportional to the gas velocity at that point, thus the PM10
Method 201A strategy which requires just that should be used.
The number of known commercial suppliers of cascade impactors suitable for use influe gas sampling has been reduced by two: Andersen Instruments, Inc. and PollutionControl Systems.
Cyclones
Cyclone theory remains inadequate for predicting the cut diameters of cyclones fromfirst principles. However, useful empirical correlations have been developed for thefive-stage cyclone system described in the guidelines document that obviate the needfor carrying out calibrations under conditions near identical to those used whensampling with the system. These empirical relations are described in “ProceduresManual for the Recommended ARB Sized Chemical Sample Method” (Ref 12).
Two of the cyclones of the five-stage cyclone system, cyclones I and IV, have beenadopted for use by the US EPA for measuring PM10 and PM2.5, respectively, in industrialflue gases. The PM10 method, EPA Method 201 (Ref 13), has been formallypromulgated and a similar method for PM2.5 is under consideration. “Test Protocol:PM10/PM2.5 Emission Factor and Chemical Characterization Testing” (Ref 14) provides aconcise description of the methodology for making PM10 and PM2.5 emissionsmeasurements. Computer software for carrying out PM10 and PM2.5 setup calculationsand analyzing data obtained from these methods can be obtained from several vendors,among which include: Apex Instruments, Air Control Techniques, CherokeeInstruments, and Andersen Instruments, Inc.
Apex Instruments, Cherokee Instruments and Andersen Instruments all market PM10
and PM2.5 cyclones. The full five-stage cyclone system can be obtained from AndersenInstruments, In-Tox Products, and Kanomax USA, Inc.
Submicron Particle Sizing
Submicron particle sizing in the context of utility fireside testing is generallyconsidered as being limited to use in specialized research programs in which detailedsize distribution information is needed below about 0.3 micrometers.
The techniques for doing submicron particle sizing have changed little since thepublication of the GFT document. However, the number of vendors has decreased.

EPRI Licensed Material
Update on Measurement Methods
4-33
Pollution Control Systems is the sole supplier of low-pressure cascade impactorssuitable for use in industrial flue gases with no changes in the models available fromthose originally listed. TSI, Inc. is now the sole vendor of condensation nuclei countersand electrical mobility particle sizing devices and TSI markets a set of screen typediffusion batteries. Software for the use of these systems is provided by the vendor.Diffusion and electrical mobility techniques still require the use of sophisticated sampledilution and conditioning systems, of which none suitable are commercially available.
4.5c Fly Ash Leachability (GFT Part 3, Test 4.4)
There are no updates to the fly ash leachability section of the GFT. This is, however, anarea of active research by EPRI, and there may be new information in the near future.
4.5d Fly Ash Properties
As utilities deploy urea or ammonia based NOx control technologies, an issue thatarises is ammonia absorption on fly ash. These post combustion technologies result insome ammonia emissions that can be absorbed on the fly ash as the flue gas passesthrough the air pre-heater and particulate control device. Depending upon the amountof ammonia that becomes associated with the ash, the impacts can include odorproblems, pose a potential hazard to personnel, and impact ash sales. The amount ofammonia associated with the ash will depend on both process parameters as well asash characteristics.
To characterize ash ammonia content, ash samples should be collected either from thehoppers of the particulate control device or the ash silo if the ash is removed dry. Aknown weight of ash (nominally 0.5 gms) is then added to dilute sulfuric acid(nominally 0.02N H2SO4) and stirred for at least 30 minutes. The resulting liquid canthen be analyzed for ammonia and the amount of ammonia associated with the ashcalculated. A number of techniques can be used for the ammonia analysis of the liquid:specific ion electrode, direct Nesslerization, steam distillation and titration. Theauthors prefer to use a specific ion electrode as it is reasonably free from interferencesand can be used directly in the ash/H2SO4 solution without filtering the solution. Theresults should be reported as mg NH3 per kg ash (i.e., ppm NH3 in the ash on a weightbasis).
4.5e Sulfur Trioxide (SO3) Concentration
The recommended method for measuring the SO3 concentration is the controlledcondensation method described in Part 3, Section 4.2 of the original guidelinesdocument. A gas sample is cooled through a temperature controlled condenser to atemperature that is below the H2SO4 acid dewpoint but above the water dewpoint. Inthis temperature range, SO3 condenses to form an H2SO4 aerosol which is collected in

EPRI Licensed Material
Update on Measurement Methods
4-34
the condenser. In the original document it was recommended that the collectedmaterial be analyzed with an acid base titration using 0.02N NaOH with aBromophenol Blue indicator. An alternate analysis approach is to analyze the samplefor sulfate (SO4) using a barium chloride-thorin titration (Ref 15), or with ionchromatography. The sulfate is assumed to be in the form of H2SO4.

EPRI Licensed Material
5-1
5 EMERGING TECHNOLOGIES
Emerging technologies for coal testing include continuous on-line measurement of coalpipe air and solids flow rates, boiler tuning and optimization using flame scannersignals and continuous on-line measurement of carbon in ash. Advances in each ofthese areas are reviewed below.
5.1 Continuous On-Line Coal Pipe Measurements
Balanced coal distribution, along with satisfactory fineness, are necessary to maintaincombustion efficiency in the current environment of low-NOx combustion systems. Inorder to optimize unit performance, it is necessary to maintain uniform air-fuel ratios ateach burner. Typically, air and fuel flow rates are measured manually using methodsdescribed previously (see Section 4.2). This is adequate for tuning boiler performanceat a given time, but will not necessarily maintain this performance over time. Ideally,one would be able to monitor coal and primary airflow on a real-time basis, and makechanges as necessary to maintain the desired balance. In an effort to do this, the flowmeasurement of pneumatically conveyed solids is being studied. Methods underconsideration at this time include measurements based on thermal, electrical, acousticaland electromagnetic principles. Some of these methods are reviewed below.
5.1.1 Thermal Measurement Techniques
Thermal measurement techniques rely on the measurement of a temperaturedifferential across a specific measurement section, which is subjected to a constant heatinput. The ratio of the heat input rate and the temperature differential across themeasurement section define the mass flow rate. As an alternate, the measurementcould be based on maintaining a constant temperature differential across a test section,and measuring the heat input required to maintain this differential. Two resistancetemperature detectors (RTDs) are used to measure the mass flow. One RTD measuresprocess temperature, while the other is heated to maintain a fixed temperaturedifferential. In this case, the mass flow rate is proportional to the heat input.Commercially available mass flow meters from Kurz operate on this principle;however, they are typically used to measure the flow of clean gas streams. Tests of thisdevice in a pulverized coal/air stream at B&W’s large-scale combustion facility in

EPRI Licensed Material
Emerging Technologies
5-2
Alliance, Ohio showed that its performance deteriorated in the presence of thepulverized coal, which tended to deposit on the probe.
5.1.2 Electrical Measurement Techniques
Electrical measurement techniques can be classified into two basic types: active chargedetection and passive charge detection. Solids flow meters have been developed usingboth of these techniques; however passive charge detection devices are preferred forthis application. Active charge detection devices could be hazardous, since if thesupplied charge was large enough it could cause the pulverized fuel to ignite. Thus,this discussion focuses on passive charge detection techniques.
Passive charge detectors fall into two basic design types; capacitive sensors andelectrostatic sensors. Capacitive sensors utilize insulated pipeline sections to measurethe solids concentration. By incorporating a capacitor in an oscillator circuit, thecapacitance between the insulated and uninsulated sections of the pipeline isdetermined. The capacitor dielectric changes as particulate matter is introduced intothe air stream, which causes the capacitor value (and the oscillator frequency) tochange. An AC amplifier provides the transducer output. The AC signal whichconstitutes the transducer output is a function of the concentration of the solid in thepipeline. Several groups, including Greenwich University, have investigated thisapproach to mass flow measurement. These devises require a minimum solids:air massratio in order to operate.
The electrostatic measurement technique involves the use of pipeline sections similar tothose described above. In this instance, the insulated ring section is connected to theinput of a charge amplifier. Solids flowing through the pipeline will cause the chargeon the ring sensor to vary, providing an indication of the solids concentration. Thecharge level is also dependent upon particle properties such as size and moisturecontent, so this technique does not provide an absolute measure of solidsconcentrations. However, this technique can provide an indication of the relative solidsflow in different pipes carrying the same material. Two establishments at the forefrontof the development of this technology include the Universities of Greenwich andTesside.
5.1.3 Acoustic Measurement Techniques
Acoustic measurement techniques can also be divided into passive and active analysismethods. Both methods have been evaluated on pulverized coal flows.
Passive acoustic measurement involves the monitoring of solids flow by measuring thenoise associated with the flow. The aerodynamic sounds generated by the turbulentnature of solids flow can be analyzed to determine the solids concentration in

EPRI Licensed Material
Emerging Technologies
5-3
suspension. This noise can include particle collisions with the pipe walls. In itssimplest form, these measurements can be made using a microphone attached to thepipe wall. To date, passive acoustic measurement techniques have utilizedpiezoelectric transducers that convert acoustic waves to voltage signals andaccelerometers.
Active acoustic measurement techniques are based on the introduction of an externalacoustic signal and the measurement of its resulting feedback signal. The presence ofsuspended particles in a gas affects the gases acoustic properties due to particleinteractions with the acoustic waves. The suspended particles reduce the speed ofsound and increase the attenuation. These impacts are frequency dependent. Theoverall effect depends on particle characteristics including density, size distribution,shape, thermal properties and concentration in the gas stream. The attenuation variesroughly linearly with concentration by volume at a fixed frequency and particle size.Active acoustic measurement techniques evaluated to date have included plane wavetransmission, ultrasonic transmission, reverberant decay, orifice impedance andacoustic probes.
5.1.4 Microwave Measurement Techniques
Microwave attenuation techniques have been used to measure the concentration ofpneumatically conveyed solids. Solid particles in a pipeline absorb microwave energyand increase the attenuation between the microwave source and detector. Over a fixedmicrowave path length, increasing solids concentrations result in increased attenuation.A disadvantage of a microwave “line of sight” system is that a coal rope could passoutside of the line of sight and escape detection.
5.1.5 On-Line Determination of Coal Loadings and Particle Size
A test program was conducted to investigate the potential for performing on-linemeasurement of pulverized coal particle sizing and loading. This was accomplished byintegrating a RotorProbe coal sampler with Insitec’s laser diffraction EPCS instrument(Ref 16). These instruments, and the way they were integrated, are discussed below.
The RotorProbe is an extractive coal sampler which was discussed previously in Section4.2. The Insitec Ensemble Particle Concentration and Size (EPCS) monitor measureslight extinction and near-forward angular scattering intensity as a function of particlesize. The intensity of the unscattered incident beam is measured for calculation ofparticle concentration. The EPCS was integrated with the RotorProbe as shown inFigure 5-1.

EPRI Licensed Material
Emerging Technologies
5-4
C yc lon eS e pa ra to r
B a ckblow in g
S a m plin g
R otorP robeS a m pler
D ustlessC onnection
P u lverized C oa lT ransport P ipe
Flexible Hose
InsitecEPCS3
To R o torP robeC on tro l B ox
Figure 5-1RotorProbe Assembly with EPCS
The test results showed that the on-line particle size distributions measured with theEPCS were in good agreement with the sieved samples. The coal loading in the pipedetermined with the RotorProbe and laser-based EPCS were also in good agreementusing a coal bulk specific gravity of 1.35 for the pulverized coal. While this system isnot currently available commercially, the separate components are. It is conceivablethat the EPCS could be integrated with an automatic coal sampler to provide thesemeasurements on-line.
5.1.6 Optical Particle Sizing and Loading
Traditionally, particulate loading and sizing measurements have been performed usingextractive techniques: EPA Methods 5 and 17 for particulate loadings, cascadeimpactors for particle size. While these techniques have been refined and arereasonably accurate, by virtue of their batch nature, they can only provide a snapshot ofthe process. There are a number of optical techniques that can provide real-time datawhich in turn can provide more insight into both boiler and ESP processes. Theseoptical devices employ a wide range of techniques from simple light extraction,ensemble diffraction scattering, forward and backscattering, and single particlecounting.
An example of these devices is Insitec’s Particle Counter, Sizer, Velocimeter Probe(PCSV-P). This optical instrument is capable of making nearly real-time, in situmeasurements of particle size, number density and velocity for non-spherical particles.

EPRI Licensed Material
Emerging Technologies
5-5
The PCSV-P detects light scattered by individual particles passing through a diagnosticprobe volume defined by a focused laser light source and the selected scattering angle.Particle size is determined from the scattered light using a response function which isbased on Mie theory. By examining a large number of particles, the size distributioncan be determined. Practical sizing limits for this particular instrument are between 0.3and 25 microns. Two laser beams with 7.4 and 40 micron beam-waist diameters areused to examine the small (<2 micron) and large (>2 micron) size distributions,respectively. The instrument measures with one beam at a time. By measuring thetransit time of the particle through the laser beam, the instrument also determinesvelocity.
The PCSV-P is inserted into a water-cooled jacket which allows it to be placed directlyinto hot flue gas. This particular device has been used to make in situ particlemeasurements at locations ranging from the nose at the exit of the radiant furnace of acoal fired boiler to the exit of an ESP. Optical windows on the transmitter are air-purged to prevent contamination.
The instrument was recently used for an EPRI SCR Pilot plant project to characterizepotential aerosol formation by the reaction of SO2 and NH3 (Ref 17). To illustrate itscapabilities to measure real-time particles, Figure 5-2 shows the time varying particleloading during a boiler sootblowing cycle; note that the operation of each individualsootblower within the furnace can be identified.
BASELINE PARTICLE COUNTS @ ASCR OUTLETNO NH3 & SO3 ADDED; NO ASCR CATALYST SOOTBLOW; FULL
U4 SOOTBLOW SEQUENCE
0250050007500
1000012500150001750020000
0 25 50 75 100 125 150 175 200 225
TIME, MINUTES
SU
B-2
MIC
RO
N
PA
RT
ICLE
C
ON
CE
NT
RA
TIO
N,
#/S
CC
Figure 5-2Typical Baseline Particle Loading Full Sootblowing Cycle
These optical instruments provide the capability of gaining more insight into boiler andESP processes. They also potentially provide the tools to better optimize sootblowingand ESP processes.

EPRI Licensed Material
Emerging Technologies
5-6
5.1.7 Additional Solids flow Measurement Techniques
There are a number of solids flow measurement techniques, which are undergoingdevelopment. These include Beta Radiation Detection Measurement Techniques,Optical Sensor Measurement Techniques, Tomographic Measurement Techniques,radiometric attenuation techniques, laser doppler velocimetry (LDV) measurementtechniques and particle image velocimetry measurement techniques. More informationabout these techniques can be found in reference 18.
5.2 Advanced Concepts for Boiler Tuning
Boiler tuning to date has relied on balancing fuel and air flows to each burner alongwith gas analysis at the economizer exit to confirm uniform fuel air ratios across thefurnace. New technologies under development to perform this work include systemswhich analyze flame scanner signals and neural network systems. Each of thesesystems are described below.
5.2.1 Systems Utilizing Flame Scanner Signals
A number of companies are developing systems that utilize either flame scanner signalsor optical signals from sensors near the furnace exit to tune and balance burners. Thesesystems are in the developmental stages and are currently not widely used. However,they do offer the potential for continuously monitoring and adjusting the combustionprocess.
Systems based on analyzing flame scanner signals are being developed by a number oforganizations including Forney, Babcock and Wilcox, and PSI (Ref 19, 20, and 21).While the specific approaches used by each of the systems vary, they basically all lookat the flame scanner system and analyze the signals in time and frequency domains.The basic premise is that burners which are balanced should exhibit the same opticalpower spectrum as a function of frequency.
A somewhat different system is offered by MK Engineering, Inc. Their MPV-1 systemconsists of a series of optical sensors installed along the front wall near the furnace exit(Ref 22). The manufacturer claims that the system uses proprietary signal processingalgorithm to extract useful information from the turbulence in the post combustion fluegas. The algorithms extract information on both LOI and Temperature.

EPRI Licensed Material
Emerging Technologies
5-7
5.2.2 Neural Networks
At the time this document was prepared, neural network models were straddling theline between in-use and emerging technologies. While some neural network systemsare in place, their use is not yet widespread. Additionally, they are typically utilized tomaintain low-NOx system operations, but are rarely used to perform testing at thistime. Neural network software is designed to evaluate a range of unit operating dataand determine patterns in the process. There are several neural network softwarepackages currently available. These software packages are used as the engine for anumber of commercially available models including EPRI’s GNOSIS, Pegasus’NeuSIGHT, ULTRAMAX, and Pavilion Technologies’ Process Insights (Ref 23-25).
The models incorporate an expert system to devise the tests needed to train the model.In some instances, a combustion engineer develops a unit-specific test matrix designedto teach the model the practical operating constraints of the unit. The neural networkpart of the model develops non-linear correlations between emissions (i.e., NOx, LOI,CO, opacity) and unit operating parameters. The unit operating parameters typicallyinclude damper positions, mill bias setting, excess O2 levels and other controllableoperating parameters. These correlations are then analyzed using mathematicaloptimization algorithms, which identify the desired boiler operating conditions.
Most expert systems are currently operating in an advisory capacity, although work isunderway to incorporate them into the on-line, closed loop combustion controls(Ref 26).
5.3 Continuous On-Line Carbon in Ash Measurements
The technology necessary to sample fly ash and analyze it for LOI level has beenavailable for many years. This equipment is, however, subject to operationalinaccuracies associated with sample transport and handling, as well as the limitationsof single point sample extraction. There are basically two types of sampling systems;extractive and non-extractive. Extractive systems can be further classified into directand indirect measurement systems. These systems are reviewed below.
Extractive systems are based on intrusive sampling techniques which remove fly ashfrom the exhaust stream using an isokinetic sampler. The CEGRIT (Central ElectricityGrit) Sampler is typically the basis for these systems. This sampler has no moving partsand samples isokinetically. Within the sample extraction system velocity must bemaintained at a sufficiently high rate to prevent particle deposition on the samplesystem walls.
Direct measurement systems currently available are based on heating a known weightof ash in an oxidizing atmosphere at temperatures sufficiently high (i.e., ~1500°F) to

EPRI Licensed Material
Emerging Technologies
5-8
oxidize the carbon in the ash to CO2. The CO2 is measured using an infrared basedmeter, thus providing a direct measurement of the ash LOI level.
Indirect measurement techniques rely on the measurement of another of the ash’sproperties (i.e., light reflection, or absorption, microwave absorption, or changes incapacitance). These properties are correlated to the LOI level, determined in thelaboratory, of a number of ash samples. Because these properties vary with the coaltype, these techniques require a site-specific calibration for each type, these techniquesrequire a site-specific calibration for each coal fired. It is possible to perform theindirect measurements at a higher frequency than the direct measurements, since theydo not require accurate sample weights or measurement of evolved gases. This alsoprovides for a less complex design for the analysis system. A brief description of thedifferent measurement techniques is provided below.
Systems based on the light reflection properties of ash samples operate by exposing theash to infrared light and measuring the resulting reflection. The reflection isproportional to the carbon content of the ash sample. This carbon content can beinferred using calibration curves previously generated for the coal being fired.
Two basic types of microwave-based measurement systems are currently in use. Onetype uses microwave absorption techniques to measure carbon content. Carbontransmits a microwave signal more readily than pure ash. Thus, the carbon presentcauses a change in phase shift and attenuation as the ash carbon levels vary. A secondtype measures the microwave absorption of the ash and compares it to the absorptionof a carbon-free ash using an internal calibration system.
The capacitance measurement technique measures the capacitance of the sample. Thecapacitance is known to be inversely proportional to the carbon content of the ash. Apreviously established correlation curve is used to determine the carbon content of theash.
Non extractive systems currently available are based on infrared measurementtechniques. These operate on the principle that unburned carbonaceous material at thefurnace exit is at a higher temperature than carbon free ash and the combustionproducts. A near infrared wavelength camera is used to measure the furnace radiantenergy levels. The results are expressed as a function of counts per minute, and arecalibrated using load and excess O2 levels. These units are typically positioned at thefurnace exit in existing side wall observation doors.
Southern Company Services (SCS) has recently completed an analysis of on-line carbon-in-ash measurement devices (Ref 27). SCS evaluated the following four units:

EPRI Licensed Material
Emerging Technologies
5-9
• Applied Synergistics FOCUS Unburned Carbon ModuleAn in-situ unit that relates the infrared emission from the ash particles in the upperfurnace to the carbon content.
• Clyde-Sturtevant SEKAMAn extractive system that uses a capacitance technique to determine the carboncontent of the sample.
• CAMRAC CAMAn extractive system that uses microwave absorption to determine the carboncontent of the sample.
• M&W Asketeknik Residual Carbon AnalyzerAn extractive system that illuminates the sample with a special light source and itsreflectance is used to determine the carbon content.
Table 5-1 summarizes the results of this program. The program showed that all of theanalyzers tested exhibited high availability. The extractive analyzers were found to bemost accurate during this evaluation, however, they cost $25k to $50k more than thenon-extractive system. Also, the extractive systems will likely require moremaintenance than the non-extractive system. The microwave- and infrared-basedsystems had faster response times than the capacitance-based system. One importantissue is whether the analysis technique provides an absolute measurement of carbon, orif it must be calibrated for each coal type burned. If a particular boiler burns a numberof different coals, calibration of the carbon analyzer becomes more difficult.
Additional technologies currently under development include acoustic measurementtechnique, laser measurement techniques and infrared measurement techniques. Thesetechnologies are described in more detail in reference 18.

EPRI Licensed Material
Emerging Technologies
5-10
Table 5-1Summary of SCS On-Line Carbon-In-Ash Measurement Systems
Analyzer OperatingPrinciple
Cost$k
Availability Accuracy 2 ResponseTime 2
Reliability 2
CAM Extractive/Microwave
75-100 High + + N
FOCUS Non-extractiveInfrared Camera
50 varied1 - + +
M&W Extractive/ InfraredReflection
100 High + + +
SEKAM Extractive/Capacitance
50-75 High N - +
1 Moderate to low (Hammond), high (Gaston)2 + = advantage, - = disadvantage, N = neutral results

EPRI Licensed Material
6-1
6 UPDATE ON LABOR REQUIREMENTS AND COSTS
This section presents a review of the labor requirements for the tests outlined in theGFT, provides descriptions of lower cost alternatives and identifies possible sacrificesin data quality associated with lower cost alternatives. It also discusses the potentialcost reductions associated with performing a streamlined coal test burn program, andperforming a minimal coal evaluation effort.
6.1 Labor Requirements
The original scope for a coal test burn as described in the GFT is a comprehensiveprogram using a large test crew and providing a large volume of detailed, preciseresults. Since publication of the GFT, most U.S. utilities have downsized and areoperating in a competitive environment, so the resources necessary to conduct such aprogram are not often available. This section outlines a streamlined approach toconducting a coal test burn that includes the following features:
1. Reduced test crew size.
2. Maximum use of existing plant data acquisition systems (DAS).
3. Increased utilization of existing station personnel.
The streamlined approach is based on more recent utility experience in conducting testburns, and on an assessment of the minimum resources needed to collect adequate datato evaluate an alternative coal. The data available from a number of alternate coalburns performed at U.S. utilities have helped to streamline this process. Thisexperience allows the test engineer to determine the required tests, therebystreamlining the test program.
A third approach, termed a minimal approach, is also described. In the minimalapproach existing unit instrumentation is used for all measurements, and no test crewsare used. A station engineer works with operating personnel to assess boiler operationwith the test coal, with particular emphasis on any operating constraints.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-2
The minimal approach is best used when the changes in coal properties are small, orwhen there is operating experience with the test coal on a similar boiler within theutility.
The test methods presented in Part 2, Section 5 of the GFT are used as the basis for thediscussion presented in this section. Table 6-1 presents a summary of these methods,including the labor estimates provided in the GFT for a comprehensive program andnew labor estimates for a streamlined program. The differences for each task or test arediscussed individually below. The discussions of each approach present a summary ofthe comprehensive and streamlined approaches, followed by discussion of key issues.Mid-effort level approaches are presented for some tasks where a mid-effort levelmight represent the best option.
Prior to discussion of the individual tasks, some general comments on differencesbetween the comprehensive and streamlined approach are presented below.
Use of Data Acquisition Systems. Since the GFT were originally written, most utilityboilers have been retrofitted with distributed control systems (DCS) that provide forautomated collection of operating data reducing the manpower to manually recorddata. To the fullest extent possible, the streamlined approach uses data acquisitionsystems (DAS) for collection of unit operating data not logged by the plant DCS.
Use of Existing Unit Instrumentation. Where existing instrumentation exists, thestreamlined approach uses it. The GFT makes wide use of separate measurement ofparameters that are already monitored. While using existing instrumentation mayresult in some sacrifice in data quality, it does reduce cost.
Calibration of Unit Instrumentation. It is assumed that whichever approach is taken,unit instrumentation will be in good working order for the tests and will not provideobviously flawed data. It is left to the utility to make an assessment of the accuracy ofits instrumentation, and to determine if any special calibration is required prior to thetest. At a minimum, any malfunctioning instruments should be repaired. If thepurpose of a test is to evaluate the differences in operation between two coals and thetests are run back to back, any calibrations and repairs should be done before thebaseline tests so that direct comparisons can be made.
Additional Tests. Tests that are noted as “additional” in Section 2, Table 1-2 of the GFTare not included in the streamlined test approach. However, discussions are stillpresented for reduced effort approaches for some of the additional tests.
Use of Station Personnel. This issue is not clearly addressed in the GFT, and the laborrequirements discussed in this section do not address whether the labor is provided bya contractor, by an in-house utility test group, or by existing station personnel. This isaddressed as a cost issue in Section 6.2.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-3
Table 6-1Labor Requirements for Coal Test Burn, Individual Tasks
Task/Test Original GFT StreamlinedEffort
MinimalApproach
5.1 Fuel System
5.5.1 Raw coal samples5.1.2 Coal flow & handling problems5.1.3 Pulverizer power5.1.4 Mill vibration5.1.5 Mill rejects5.1.6 Primary air5.1.7 Pulverized fuel5.1.8 Mill differential
1 FT1 PT1 PT2 PT1 PT2 PT2 PT1 PT
1 PT1 PT
----
1 PTincluded in 5.1.7
2 FT--
1 PTOp*
---
DAS--
5.2 Steam Generator System
5.2.1 Feedwater5.2.2 Superheat & reheat stem5.2.3 Attemperation5.2.4 Flame stability5.2.5 Combustion air5.2.6 Steam temperature control5.2.7 Bottom ash sample5.2.8 Boiler metal temperatures5.2.9 Slagging5.2.10 Fouling5.2.11 Air heater temperatures5.2.12 Flue gas flow5.2.13 Back end corrosivity5.2.14 Flue gas analysis5.2.15 Furnace draft and air heater differential pressures5.2.16 Fly ash sample5.2.17 Fans5.2.18 Sootblowing5.2.19 Control room readings
1 PT2 FT, or DAS1 PT, or DAS
4 PT1-2 PT1 PT1 PT
1 FT, or DAS2-4 PT2 PT
1 FT, or DAS2 PT1 FT1 FT
1 FT, or DAS2 PT2 PT
1 PT, or DAS2 FT, or DAS
DASDASDAS1 PTDAS
Part of 5.2.191 PTDAS1 PTDASDASCEM
1 or 0 FTCEMDAS1 PTDAS
Operator1 FT
DASDASDASOp
DASOp-
DASOp
DASDASCEM
-CEMDASOp
DASOp
1 FT
5.3 Electrostatic Precipitator System
5.3.1 Precipitator power consumption5.3.2 Inlet dust conditions5.3.3 Fly ash resistivity5.3.4 Precipitator collection efficiency5.3.5 Rapper control system5.3.6 Hopper pluggage5.3.7 Opacity measurement
1 FT, or DAS2 FT1 FT4 FT1 PT1 PT1FT
DAS2 FT, if
necessary—
2 FT1 PT
OperatorCEM (if noscrubber)
DAS---
OpOp
CEM
Note: See Tables 6-1 and 6-2 for individual labor assignments and total personnel requirements.Op - monitored by operating personnel for problems; no additional test crew labor.FT = Full time, estimated 10 hours/dayPT = Part time, estimated 4 hours/day

EPRI Licensed Material
Update on Labor Requirements and Costs
6-4
Size of Test Crew. Determination of the total size of the test crew is site and projectspecific, and the GFT presents labor requirements as a range. If all the individual tasklabor requirements from the GFT are added up, the result is a crew containing between11 and 20 full time assignments and 28-31 part time assignments. Separately, the GFTtext states that a test crew would be between 10 and 25 people. Based on a review ofthe GFT test/task descriptions, the labor requirements for a comprehensive testoutlined in the GFT would be much closer to 25 people than to 10 people. Thestreamlined effort is estimated to require 7-10 people.
Mid-level efforts. An actual test program is not constrained to follow either thecomprehensive or streamlined approach. In fact, most programs will probably involvea level of effort somewhere between the two. This section is designed to provide theinformation necessary to assess the specific requirements for a test program.
Task/test Specific Labor Requirements. This section presents a task by task comparisonof labor requirements for the comprehensive and streamlined approaches. Included arediscussions of the labor requirements and any differences in data quality between thetwo approaches.
Test 5.1.1 Raw Coal Samples
A representative coal sample is essential to evaluate the boiler and auxiliariesperformance, the combustion process, and flue gas emissions. The coal quality is likelyto fluctuate throughout the boilers operation due to changes in the mine supply,blending procedures, and coal yard operation and drainage, and bunkering.
It is therefore necessary to take sufficient samples to ensure the coal sample provides arepresentative composite of the as fired coal.
Comprehensive approach. One person full time to sample every 15 minutes from eachrunning mill, and to reduce and identify samples for analysis.
Streamlined approach. Samples collected every 1-2 hours from each mill by part timeperson.
Minimal effort. Normal plant fuel analyses of coal deliveries are used. Blendpercentages are as provided by fuel handing personnel.
The comprehensive approach calls for a raw coal sample from each mill every fifteenminutes, requiring one full time person. In the streamlined approach, samples arecollected every 1-2 hours from each mill. The impact of this change on data quality willdepend on the uniformity of the fuel, but is generally expected to be minor.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-5
Some units are equipped with automatic coal sampling systems. In these cases manualsampling is not necessary, provided that the system is ASTM bias test approved.
Test 5.1.2 Coal Flow and Handling Problems
Changes in the coal quality (especially moisture level and ash content) can affect thecoal handling equipment’s performance. Areas which may be affected include: coalsilo feed, coal belt spillage, coal feeders, crushers, and coal pile dust.
Coal which does not flow easily from silos may require the addition of vibrators orblasters, or a change in silo material or slope. Changes in coal conveyor roller anglemay be required to reduce spillage. Excessive dust problems from coal pile air-bornecoal, or stacking out may require watering and dust hoods. Frozen coal will requirecoal yard management to prevent coal from freezing in bunkers.
Comprehensive approach. One person full time to record incidents as they occur,record coal scale integrator readings, and record feeder loading.
Streamlined approach. Same as comprehensive approach. Can use station operationspersonnel to reduce cost.
Minimal effort. Normal operator attention.
This task primarily involves monitoring and documenting coal handling issues andproblems during testing. For this task the streamlined and comprehensive approacheswould be the same. Program cost might be reduced by using station fuel handlingpersonnel to perform the task.
Test 5.1.3 Pulverizer Power
Pulverizer power consumption should be measured to determine any additional powerconsumption required to maintain the same unit output. One pulverizer can beselected as being representative to determine the pulverizer performance.
Comprehensive approach. One person part time to measure pulverizer power, andrecord operating parameters.
Streamlined approach and minimal effort. Not included-considered an “Additional”test.
Pulverizer power testing is considered and additional test. Therefore, it would notnormally be included in a streamlined test program.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-6
The comprehensive approach calls for using a calibrated watt-hour meter or watt-hourtransducer, using ASME PTC 4.2 on all pulverizers at three test loads. In thestreamlined approach, pulverizer amp levels are taken in the control room. Powerlevel can then be calculated from the amps and the motor voltage. This approachprovides a comparison between baseline and test coal pulverizer power consumption,but will not provide an absolute value that would be valid for comparison betweendifferent units or possibly between different coals on the same unit if the tests areseparated in time by several months.
Test 5.1.4 Mill Vibration
Vibration levels on the mills should be checked to determine if there is any anomalousdynamic behavior due to a change in coal. Vibration measurement instrumentationand locations should be selected to determine the vibration levels of the pulverizersupports, motor, and gearbox.
Comprehensive approach. Two persons part time to measure vibration levels onpulverizers.
Streamlined approach and minimal effort. Not included-considered an “additional”test.
Mill vibration levels are listed as an additional test, and would not be included in astreamlined test. If this measurement is included in a reduced effort test, the approachoutlined in the GFT is appropriate.
Test 5.1.5 Mill Rejects
The mill (or pulverizer) rejects should be examined to ensure that the pyrites and trampmetal are being removed without excessive coal being rejected. Where possible thepyrites rejected during the test period should be collected. This can be accomplishedby emptying the pyrites hopper prior to the start of the test period, and collecting allthe pyrites at the end of the test period.
Comprehensive approach. One person part time to empty pyrite hopper at start andend of each test run and to identify, weigh, and send for analysis the pyrites collectedduring test runs.
Streamlined approach. Same as comprehensive approach. Note that this task caneasily be performed by person collecting coal samples.
Minimal effort. Not performed.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-7
Mill rejects are listed as an additional test in the GFT; however they are included in thestreamlined approach since they provide valuable information and require minimallabor to collect.
Test 5.1.6 Primary Air
The primary air quantity should be examined to determine if there is sufficient air andtemperature to dry the surface moisture of the pulverized coal and carry the coal andair mixture to the burners. Insufficient temperature or quantity can lead to a build-upof coal in the burner lines and possibly a burner line fire.
Comprehensive approach. Two persons part time to make velocity traverse of air ductsand determine air density.
Streamlined approach. Use plant instrumentation for total primary air. Individual coalpipe air flow collected with pulverized fuel sample in Test 5.1.7.
Minimal effort. Plant instrumentation and distributed control system (DCS).
Primary air flow distribution among the burners is a critical parameter, and is includedin both the comprehensive and streamlined approaches. For the streamlined approach,plant instrumentation is used. Primary air ratios can change with coal type if themoisture content of the coal changes. As the moisture content increases, more air isrequired to dry the coal to provide the proper grinding. Additionally, the primary airto coal ratio impacts NOx emissions, albeit a second order effect.
Note that in Section 4.2a of this Addendum it is recommended that dirty air testing ofprimary air flow in all coal pipes be performed as part of a test program. These testsare usually performed simultaneously with the pulverized fuel sample collected in Test5.1.7, which are discussed immediately below.
Test 5.1.7 Pulverized Coal
Pulverized fuel samples are required to determine if the pulverizer is grinding the coalto the required fineness. The pulverized coal fineness is dependent on coal quality,coal quantity, pulverizer settings and the condition of the pulverizer internals. If apulverizer is grinding too coarse this may be an indication of mill internal problems(classifiers, throat gaps, wear) or a change in coal quality. Proper combustion isdependent on the fineness of grind and many problems (slagging, carbon-in-ash) canoften be traced to problems with the pulverizer grind.
Comprehensive approach. Two persons full time to take pulverized fuel samples fromeach mill.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-8
Streamlined approach. Same labor requirements. See Section 4.2b of this Addendumfor description of updated methods.
Minimal effort. Not performed.
Coal size distribution is a critical indicator of mill performance, and collection ofpulverized coal samples is included in the comprehensive and streamlined approaches.As part of the pulverized coal sampling, primary air flow measurement in each coalpipe is also measured. This combination of tasks makes it possible to make the primaryair flow measurements at minimal additional cost.
Test 5.1.8 Mill Differential Pressure
The mill differential should be measured by taking the difference between the mill inletthroat pressure and the classifier outlet pressure. Mill differential pressure can be usedas an indication of the height of the grinding bed and the amount of recirculation in themill.
Comprehensive approach. One person part time to measure and record the millpressure differentials throughout the test period.
Streamlined approach and minimal effort. Not included unless data can be logged bythe unit DCS.
This is listed as an additional test, and is not included in the streamlined tests. Ifcontrol room instrumentation is provided, the data can be collected with less effort thanthe comprehensive test approach of taking manometer readings every 10 minutes.
Test 5.2.1 Feedwater
Boiler capacity is generally dependent on both the feedwater flow and boiler firingrate. The temperature, pressure and quantity of the feedwater entering the boiler willaffect the final steam temperature, pressure and flow, as well as the flue gas exittemperature leaving the economizer. To evaluate different coals in a boiler or to studythe effect of different operating modes on a boiler, feedwater conditions should besimilar. Feedwater flow can be used to determine steam flow and hence boilercapacity.
Comprehensive approach. One person part time during test runs to measure andrecord flow nozzle differential pressure and feedwater temperature.
Streamlined approach and minimal effort. Flow recorded by DAS.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-9
For the streamlined tests, control room instrumentation can be used to measurefeedwater flow and the DAS can be used to record flow. There may be some sacrificein accuracy from the comprehensive approach, but this can be minimized by calibrationof the flow meter before the tests.
Test 5.2.2 Superheat and Reheat Steam
Accurate outlet steam temperature and pressures are important in operating the unit atits best efficiency. Deviation in temperature of the superheat or reheat steam canreduce the turbine efficiency and increase the unit’s heat rate. Where possible,temperatures should be measured at the inlet and outlet of each heat transfer section.This will enable further understanding in the relative heat transfer mechanisms withdiffering coals.
Comprehensive approach. Two persons full time, or data acquisition system tomeasure steam temperature and pressure at the superheater outlet, reheater inlet, andreheater outlet.
Streamlined approach and minimal effort. Data acquisition system.
For the streamlined tests, control room instrumentation can be used to measurefeedwater flow and the DAS can be used to record flow. There may be some sacrificein accuracy from the comprehensive approach, but this can be minimized by calibrationof the flow meter before the tests.
Test 5.2.3 Attemperation
If attemperation water is used to control superheat and reheat steam temperature, theflow and temperature of the water should be measured. The steam temperatureupstream and downstream of where the attemperation water enters the system shouldbe recorded.
Comprehensive approach. One person part time or distributed control system (DCS) tomeasure attemperation flow, measure steam temperature before and afterattemperation.
Streamlined approach and minimal effort. Data acquisition system.
For the streamlined tests, control room instrumentation can be used to measurefeedwater flow and the DCS can be used to record flow. There may be some sacrificein accuracy from the comprehensive approach, but this can be minimized by calibrationof the flow meter before the tests.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-10
Test 5.2.4 Flame Stability
Flame stability while burning the test coal must be established over the entire range ofboiler load and operating conditions. Changes to normal boiler settings (burnersettings, O2 levels, minimum mill loadings, flame scanners, etc.) may be required toensure safe boiler operation. Any necessary changes should be established prior toperformance testing, keeping in mind the possible effects on boiler efficiency andemissions.
The perception of flame stability is subjective and varies according to the observer. Todetermine flame stability, it is therefore essential that several experienced observersview the same flame and note their observations. To provide consistency, the same setof observers should be used for all tests. Operations staff from the station are usuallythe most reliable observers. The observers should note the following: flame shape andlength, color, ignition point, pulsing and any irregularities.
Comprehensive approach. Four persons part time to view the furnace and burnersunder various operating conditions and record observations, and to make judgment onstability of flames.
Streamlined approach. Four observers for first set of observations, one observer forsubsequent observations.
Minimal effort. Evaluated by test engineer and available boiler operators.
The comprehensive approach calls for four observers, because flame observation can besubjective. Use of four observers, with at least two of them coming from stationoperations staff, provides assurance of flame stability and better documentation andinterpretation of flame appearance. With the streamlined approach, four observers areused for the first full set of observations at the start of testing. After the four observersmeet and discuss their results, one observer can be used for subsequent observationsduring the test program.
Test 5.2.5 Combustion Air
The combustion air quantity to achieve proper combustion, steam temperatures, andslagging control may vary for differing fuels. If the flow is measured at the FD faninlet, the air heater leakage must be accounted for in combustion air calculation.
Comprehensive approach. One or two persons part time to measure the combustion airwith a velocity traverse, or measure differential across a calibrated primary element,and determine air density.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-11
Streamlined approach and minimal effort. Distributed control system (DCS).
For the streamlined tests, control room instrumentation can be used to measurefeedwater flow and the DCS can be used to record flow. There may be some sacrificein accuracy from the comprehensive approach, but this can be minimized by calibrationof the flow meter before the tests.
Test 5.2.6 Steam Temperature Control
Furnace flue gas temperature and subsequently steam temperatures are generallycontrolled by one or several of the following: changing burner tilts, use of gasrecirculation, use or biasing selected mills, amount of excess air, and sootblowing cycleutilized.
If burner tilts or gas recirculation are used for temperature control, the appropriateindicator should be calibrated to ensure the proper indication. This work wouldnormally be carried out prior to testing.
Comprehensive approach. One person part time to record firing conditions withrespect to mill configuration, burner tilts, and gas recirculation.
Streamlined approach and minimal effort. Included as part of control room readings,Test 5.2.19.
This is listed as a separate line item in the GFT, but for the streamlined approach can beconsidered to be a subset of control room data.
Test 5.2.7 Bottom Ash Sample
Bottom ash represents a portion of the total ash leaving a boiler. Analysis of the bottomash carbon content is required for determining the overall carbon-in-ash level for theboiler. The relative amounts of fly ash and bottom ash which a particular boilerproduces can be estimated from the relative amounts of ash deposed. Station recordscan be used for determining how many tons of each type of ash is removed over anextended period. Estimates may have to be made if the ashes are mixed with waterduring disposal.
Comprehensive approach. One person part time to take sample of bottom ash fromeach run, identify samples, and send for analysis.
Streamlined approach. Same as comprehensive approach.
Minimal effort. Not performed.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-12
No difference between comprehensive and streamlined approach.
Test 5.2.8 Boiler Metal Temperatures
Excessive boiler tube metal temperatures can lead to premature tube failures due to:decreased creep life, increased corrosion rates in areas susceptible to corrosion, orcarburization of certain steels. Control of boiler tube temperatures is accomplishedthrough the use of sootblowing, burner tilts or gas recirculation, excess air, andattemperation. The coal quality will affect the combustion within the boiler and canlead to problems in certain tube banks due to delay in combustion.
Comprehensive approach. One person full time or data acquisition system to recordtube metal temperatures for each test run.
Streamlined approach and minimal effort. Data acquisition system.
For the streamlined approach, use of existing boiler tube thermocouples combined withthe unit DAS will minimize labor.
Test 5.2.9 Slagging
Before covering Test 5.2.9, slagging, it should be noted that slagging, fouling (Test5.2.10), and APH temperature (Test 5.2.11) are all closely related, and should beassessed as a group. Evaluation of the impacts of a test coal on those three issues areamong the most important aspects of coal switching tests.
The extent to which slag forms in a boiler is dependent upon several factors includingboiler operation, boiler design and coal characteristics. Slagging can occur in the boilerwithout being a problem to the operator or to the performance of the unit. Operatorsoften permit slag to accumulate in certain areas of the boiler as an alternate method ofcontrolling steam temperatures. However, slagging can lead to serious operationalproblems if the removal system (generally sootblowers) cannot remove theaccumulation when required. Build-up of slag can cause excessive steam temperaturesin the convective section which cannot be controlled by attemperation. High gas exittemperatures which results in an increase in exit gas losses and hence lower boilerefficiency, and increase NOx emissions, can also result from slag build-up.
Comprehensive approach. Two to four persons part time to record observation ofslagging; optional record data from slag monitoring equipment.
Streamlined approach. Two to four persons for preliminary round of observations, oneperson for subsequent observations.
Minimal Effort. Evaluated by test engineer and available boiler operators.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-13
For slagging, the same approach described for Test 5.2.4, Flame Stability, can be used.It should be noted that monitoring of slagging formation is complex, and should beperformed by an experienced engineer.
Test 5.2.10 Fouling
Fouling is generally accepted to refer to the deposition of dry ash on the non-radiantsurfaces of the boiler. This includes the convective tube banks, the economizer and theair heaters. The extent and nature of the ash deposition will dictate the sootblowingrequirements for a particular coal. Increased fouling will decrease boiler heat transfer,which may reduce outlet steam temperatures (lower turbine efficiency), and increasegas exit temperatures (lower boiler efficiency). This may require more frequent orextensive sootblowing to maintain steam temperatures.
Comprehensive approach. Two persons part time to operate ash deposition probe andoptionally operate heat transfer monitoring equipment.
Streamlined approach and minimal effort. Use DAS to monitor convective pass, airpreheater, and other available pressure drops over time.
The GFT discusses use of an ash deposition probe and optional heat transfermonitoring equipment to assess fouling. A streamlined approach would includemonitoring of gas pressure drops across convective passes, the economizer, and the airpreheaters over time, with comparison of pressure drops at the same boiler fuel and airflow.
Test 5.2.11 Air Heater Temperature
To determine the effectiveness of the heat transfer, the flue gas and air temperatures toand from the air heaters should be measured. Multiple thermocouple grids arerequired, since a great deal of stratification can be experienced on the outlet fromregenerative type air heaters, due to the rotation of the baskets and leakage from thehigh pressure air side.
Comprehensive approach. One person full time or data acquisition system to recordtemperatures.
Streamlined approach and minimal effort. Data acquisition system.
Mid-level approach. Evaluate temperature stratification before testing by conductingmanual temperature traverses to evaluate accuracy of boiler instrumentation.
The comprehensive approach calls for a thermocouple grid, with either a full timeperson or a DAS to collect data. For the streamlined approach, existing unit

EPRI Licensed Material
Update on Labor Requirements and Costs
6-14
instrumentation with data logging can be used. Prior to testing, the location andcondition of the thermocouples used to provide plant data should be reviewed. Ifresources permit, a manual temperature traverse should be performed to provide acomparison between traverse data and control room readings.
Use of the streamlined approach could result in loss of accuracy, depending upon thelevel of temperature stratification and the placement of the plant thermocouples.However, even if the temperatures are biased, there would still be a direct comparisonbetween baseline and test coal values.
Test 5.2.12 Flue Gas Flow
The flue gas flow is used in the calculation of the air heater performance, theprecipitator performance and induced draft (ID) fan performance. Unbalanced flue gasvelocity at the precipitator inlet can also reduce precipitator performance by causing re-entrainment of ash during rapping cycles. Flue gas should be measured at the airheater outlet.
Comprehensive approach. Two persons part time to perform velocity, temperature,and pressure traverse of flue gas. Note that if ESP outlet particulate tests are conducted(Test 5.3.4), flue gas flow is measured as part of the particulate test.
Streamlined approach and minimal effort. Use Continuous Emissions MonitoringSystem (CEMS) flow monitor.
The comprehensive approach calls for pitot probe velocity traverses at the air heateroutlet. In the streamlined approach, the flow measurement value from the plant CEMSis used. There are some cautions for the quality of data for both approaches.
The cautions are based on the fact that flow measurements taken with an s-type pitotprobe tend to be biased high when flow is nonaxial. For most cases at power plantsthis bias is in the range of 2-15%, depending upon the flow angles at the measurementlocation. This bias will apply both to a pitot traverse taken during a test burn per thecomprehensive approach and to CEMS flow data used for the streamlined approach,since flow CEMS are “calibrated” to pitot traverses in order to pass Relative Accuracytests.
If accurate data without the bias is desired, stack or air preheater outlet velocitytraverses should be performed using a three-dimensional velocity probe as described inSection 4.4a. A comprehensive approach would involve conducting traverses for eachtest, and a streamline approach would involve a single test to develop a calibrationfactor to use with CEMS data for subsequent tests.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-15
Test 5.2.13 Back End Corrosivity
The potential for corrosivity or acid deposition in the air heaters and back end ductingcan be related to SO3 concentrations in the optimum flue gas. This is an importantconsideration in the establishment of the flue gas temperature leaving the boiler byadjustment of steam air preheaters. Operation of a unit in acid-condensingenvironments can lead to reduced duct and stack life, reduced air heater basket life,and an increase in air heater wash requirements. Operation of a unit at a higher thannecessary flue gas exit temperature to avoid condensation will increase dry gas lossesand reduce boiler efficiency. Unnecessary use of steam coils can also reduce net unitefficiency.
Comprehensive approach. One person full time to measure SO3 dew point.
Streamlined approach. Eliminate measurements if SO3 and plume visibility is not anissue.
Minimal effort. Address only if expected to be a concern.
The comprehensive approach call for one person full time to measure H2SO4 dew point.As noted in Section 4.4b the current recommendation for the comprehensive approachalso includes direct measurement of H2SO4 concentration along with the acid dew pointreadings.
In some cases, particularly with low sulfur western coals, H2SO4 levels are at or nearzero, and a streamlined approach would involve either no acid dew point/H2SO4
measurement or limited testing. If H2SO4 levels are a concern because of corrosion, ESPperformance, or visible plume issues, a streamlined approach would involve measuringeither acid dew point or H2SO4, not both. Use of both tests in the comprehensiveapproach provides cross-verification, while use of only one method in the streamlinedapproach does not provide this verification.
Test 5.2.14 Flue Gas Analysis
The flue gas analysis is required to determine the combustion and boiler efficiency.Excessive combustion air can reduce boiler efficiency by increasing the boiler dry gaslosses. Insufficient air will increase carbon in ash losses. CO losses, and excessivelylow air can lead to dangerously high CO levels. Stratification of the CO, CO2, and O2
levels in the flue gas duct can also indicate problems with a burner settings or airregister settings. The flue gas constituents leaving the boiler should be analyzed for O2,CO2, CO, NOx, and SO2. Flue gas should be analyzed using an extractive type samplingsystem.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-16
Comprehensive approach. One person full time to monitor O2, CO2, CO, NOx, and SO2
at boiler exit.
Streamlined approach and minimal effort. Boiler instrumentation for O2 and CO (ifavailable), CEMS for NOx, SO2.
Mid-level approach. One person full or part time to monitor O2 and CO, with probegrid and test van or with portable instruments and manual traverse.
Flue gas analysis per the streamlined approach includes collection of gas samples usinga grid at the economizer exit and measuring O2, CO2, CO, NOx, and SO2. This approachprovides a variety of types of information: boiler efficiency (assessed by O2, CO2, andCO), combustion completeness (CO), combustion uniformity (traverses of O2, CO, NOx),and NOx and SO2 emissions.
The streamlined approach would use plant instrumentation to determine O2 at theeconomizer exit, and the boiler CEMS to determine NOx and SO2 emissions. Use of thefully streamlined approach would produce the following sacrifices in informationgathered:
1. Since O2 is usually stratified at the economizer exit and the degree and nature of thestratification will change with burner operating conditions, boiler O2
instrumentation is usually not representative of actual O2 levels.
2. Many coal-fired boilers do not have CO instrumentation. Since CO is a keyindicator of combustion quality, the fully streamlined approach would not providethis information.
3. NOx and SO2 stratification information would not be available, but these are lesscritical than stratification information for O2 and CO.
Based on these limitations, a mid-level approach for flue gas analysis should beconsidered. This mid-level approach would consist of economizer exit analysis for O2
and CO, while using the stack CEMS for NOx and SO2. The O2/CO measurementscould be collected using a test van with a sample grid installed, or with manualtraversing using portable instruments.
Test 5.2.15 Furnace Draft and Air Preheater Differential Pressures
Changes in the ash deposition or the tube banks and air heater elements, and changesin flue gas flow will effect the furnace drafts and differentials. Increase in air heaterdifferential, or duct resistance will affect the ID fan capacity. A fuel with a highmoisture content will likely put an increased demand on the ID fans.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-17
Comprehensive approach. One person full time or data acquisition system to monitorfurnace and air heater differential pressures.
Streamlined approach and minimal effort. Data acquisition system.
The comprehensive approach calls for installation of manometers and collection of datavia either a full time person or a DAS. With the streamlined approach the existinginformation with a DAS is used, requiring minimal labor. It is recommended that theplant differential pressure gages be calibrated prior to testing.
Test 5.2.16 Fly Ash Sample
A representative fly ash sample is required for determining the unburned carbon in theash, and to establish the ash characteristics entering the precipitator. The unburnedcarbon-in-ash is used with the bottom ash carbon-in-ash to determine the heat lost dueto incomplete combustion of the coal which is used in the boiler efficiency calculation.
Comprehensive approach. Two persons part time to sample particulate at precipitatorinlet.
Streamlined approach. Same as comprehensive, use high volume semi-isokineticmethod to reduce sampling time.
Minimal effort. Fly ash hopper sample collected by operator or the use of CEGRITSampler.
Collection of fly ash samples for LOI and other potential analysis is an important partof the streamlined sampling program. Rather than collecting a full isokinetic traverseto collect a sample, a semi-isokinetic sample using the system described in Section 4.4dof this Addendum is recommended. This system collects a larger quantity of fly ashthan a standard Method 17 system, is simpler to set up and operate, and can usually beoperated by one person rather than two. For the purposes of collecting a sample foranalysis (rather than for quantification of ash concentration), there is no significantsacrifice in data quality.
Test 5.2.17 Fans
The fan power required for operation should be measured to determine the availablemargin left on the fans. These measurements are also used to determine the auxiliarypower used by the unit. The flow head characteristics of the fan should also bedetermined.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-18
Comprehensive approach. Two persons part time to perform flow and pressuremeasurements, measure fan motor power and speed, and note damper positions orvane settings.
Streamlined approach and minimal effort. Data acquisition system.
Collection of basic fan operating data via the control room DAS is sufficient for mosttest burns. If detailed fan performance data is needed, the comprehensive testapproach including air flow tests and power consumption measurement can beperformed.
Test 5.2.18 Sootblowing
Effective sootblowing contributes directly to the efficient operation of the unit, theability to achieve design superheat and reheat steam temperatures, and to achievedesign steam production. Evaluating the sootblowing system during the test programof the alternate coal is important in evaluating the overall suitability of the coal.
Comprehensive approach. One person part time or data acquisition system to monitorand record the sootblowing steam flow, temperature and pressure, and monitorsuperheat and reheat temperatures.
Streamlined approach and minimal effort. Logging of sootblowing operation andreasons for sootblowing by boiler operators.
Monitoring of sootblower operation and its impact on steam temperatures is importantfor the streamlined approach. Measurement of sootblower steam flow, temperature,and pressure are called for in the GFT, but are not necessary for most tests. Completelogging of sootblower operation is critical. Use of boiler operators to log allsootblowing activity and the reason for sootblowing (scheduled time for sootblowing,steam temperature control, high furnace pressure, etc.) will reduce test crew labor,assure all sootblowing cycles are logged, and provide operator insight and involvementto the project.
Test 5.2.19 Control Room Readings
Obtaining a comprehensive set of control room data for each test will document specifictest conditions and provide a historical data base from which to compare futureoperations. Much of this data can be collected from the DCS system installed on mostunits.
Comprehensive approach. Two persons full time or data acquisition system to monitorcontrol room indications.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-19
Streamlined approach and minimal effort. One person full time with data acquisitionsystem. Control room monitor logs and assesses unit operation.
With use of automated data logging, control room data monitoring can be done by oneperson instead of two. Even with the streamlined approach, it is important that theperson taking the control room data be experienced with boiler operation so that theycan assess operation during the tests and ensure that the proper test conditions areestablished.
Test 5.3.1 Precipitator Power Consumption
The precipitation power consumption and voltage current characteristics provideimportant information on overall ESP performance as well as an indication of ashresistivity.
Comprehensive approach. One person full time or data acquisition system to monitorelectrostatic precipitator voltage and currents.
Streamlined approach and minimal effort. Data acquisition system.
Since original publication of the GFT, ESP control systems that provide automatedlogging and control of precipitator power have become the norm. Use of automateddata logging eliminates the need for a full time person to collected voltage and currentdata. ESP performance should be monitored and assessed during testing by the controlroom engineer.
Test 5.3.2 Inlet Dust Conditions
Determining the inlet particulate loadings to the electrostatic precipitator is animportant input in determining overall performance.
Comprehensive approach. Two persons full time to perform isokinetic traverse ofprecipitator inlet duct with particulate sampling train, measure particulate collected,and calculate inlet dust loading. Note these two persons are included in the fourpersons cited for Test 5.3.4. Note that inlet dust loading tests are more rigorous thantests to collect fly ash analysis.
Streamlined approach. Perform only if necessary for diagnostics of ESP performance.
Minimal effort. Not performed.
Inlet dust concentration is listed as a Required test in the GFT, but might be consideredas an additional test for a streamlined approach. Evaluation of ESP performance isprimarily based on opacity and outlet particulate concentration, so inlet concentration

EPRI Licensed Material
Update on Labor Requirements and Costs
6-20
may not be necessary. The ESP particulate removal efficiency can be calculated fromthe ESP catch (dust out of the hoppers) and the particulate mass measured at the outlet.The ash content of the coal and the ash LOI provide an indication of the ESP inletloading and the difference between the test coal and the baseline coal.
Test 5.3.3 Fly Ash Resistivity
The measurement of in-situ fly ash resistivity is extremely useful in analyzing theprecipitator’s performance. The collection efficiency of an electrostatic precipitatordepends on the operating voltage and currents of the electrical sections. The sparklimiting voltage and current for charging and collecting the fly ash particles is, in turn,dependent on the resistivity of the collected fly ash layer on the precipitator plates, andthe flue gas composition. If the fly ash resistivity is high, problems with excessivesparking and back corona formation occur. This will result in limited power input tothe precipitator and reduced collection efficiency.
Comprehensive approach. One person full time to sample and measure fly ashresistivity.
Streamlined approach. Ex situ analysis on samples collected in Test 5.2.6.
Minimal effort. Not performed.
In situ analysis of fly ash resistivity is a time consuming test requiring specializedequipment and a trained equipment operator. An alternative approach is to analyzesome of the ESP inlet fly ash samples collected in Test 5.2.16 for resistivity. {based oninput from SRI discuss cost and technical merits}
Test 5.3.4 Precipitator Collection Efficiency
Precipitator collection efficiency is calculated from the measured inlet and outlet dustloading of the precipitator. If the outlet dust loading is typically less than one percentof the inlet dust loading, increased attention in determining this value is required.
Comprehensive approach. Four persons full time to perform particulate samplingtraverse of precipitator inlet and outlet ducts.
Streamlined approach. Two persons to conduct ESP outlet sampling; inlet tests onlyperformed if necessary for ESP diagnostics.
Minimal effort. Not performed.
This test involves simultaneous measurement of particulate concentration at the ESPinlet and outlet. As noted in the discussion for Test 5.3.2, inlet particulate

EPRI Licensed Material
Update on Labor Requirements and Costs
6-21
concentration is of secondary importance relative to outlet particulate concentrationand opacity. Therefore, a streamlined approach would involve only particulateconcentration at the ESP outlet or stack.
A mid-level approach would be to conduct outlet particulate tests early in the test burnand perform preliminary analysis on-site. If the particulate concentrations or opacitylevels indicate that the test coal may create compliance problems, then inlet particulatemeasurements would be performed as part of a diagnostic process.
Test 5.3.5 Rapper Control System
The method of rapping precipitator plates and wires should be documented for eachtest. Varying the rapper sequencing and intensity can be used to alter the precipitatorperformance. Excessive rapping can increase reentrainment with accompanyingincreases in particulate emissions and opacity. Insufficient or ineffective rapping canalso impact performance by altering the electrical characteristics of the system.
Comprehensive approach. One person part time to inspect rapper and vibrators,review rapping sequences and intensities.
Streamlined approach. No difference.
Minimal effort. Normal operator attention.
No difference between streamlined and comprehensive approach.
Test 5.3.6 Hopper Pluggage
A change in the coal quality is likely to have a direct effect on the ash quantity and flowcharacteristics. A record of problems encountered in routine fly ash and bottom ashremoval should be kept.
Comprehensive approach. One person part time to investigate problem of fly ashhandling.
Streamlined approach. No difference; can be performed by operations personnel.
Minimal effort. Normal operator attention.
No difference between streamlined and comprehensive approach. This task could behandled effectively by existing operating shift personnel.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-22
Test 5.3.7 Opacity Measurement
Opacity is the term used to describe the visibility of the plume emitted by the powerplant. The stack opacity will depend on particle concentration, size and opticalcharacteristics. Having low opacity levels doe snot necessarily mean that particulateloading levels are low, and in general, fine particles tend to lead to higher opacityreadings. NO2 levels and acid plumes may also contribute to the opacity but are notreflected in particulate load.
Comprehensive approach. One trained opacity observer part time to record opacitylevels on an hourly basis and 5-minute differences.
Streamlined approach. Use DAS for plant opacity meter. Conduct visible observationsonly if opacity is greater than 5-10%, or if unit has a wet scrubber and a saturated steamplume.
Minimal effort. Key indicator of ESP performance.
No difference between streamlined and comprehensive approach. Visible observationsnot necessary if opacity is less than 5-10%.
6.2 Cost Reduction
This section discusses the cost reductions achievable by utilizing a streamlinedapproach compared to the full comprehensive approach outlined in the GFT. Thereductions are presented here only in terms of labor hours, not of dollars. This is donebecause it is not practical to estimate labor rates in a document such as this. Rates willvary from utility to utility, depending on their geographic location. Additionally, rateswill vary depending upon whether consultant or utility personnel are utilized, and willvary if utility corporate technical groups charge overhead as well as raw labor togenerating stations for the services provided. It is left up to the utility to use thesemanpower estimates with their specific rate structure.
Table 6-2 presents a summary of labor assignments for the comprehensive approach.These assignments are taken from the sample program report presented in Appendix Fof the GFT. Note that any special tests included in the program described in AppendixF were not included in this table. The table shows a total of 20 full time and 3 part timepositions, broken down by assignment and by the type of person used for eachassignment. The nomenclature used is not explicitly described in the GFT, but isdescribed below:
Performance Group. These individuals are from a group that specializes in boilerperformance testing. The group can be from a consulting engineering firm, or an in-

EPRI Licensed Material
Update on Labor Requirements and Costs
6-23
house utility performance group. The group will include engineers and technicians,and each individual will have relevant specific experience.
Observers, Observers are generally individuals who have the skills to perform thetasks but not the specific experience. These individuals would be trained for theirspecific task at the start of the project, and would generally work under supervision ofperformance group team members. Observers might be provided by a consultant, alabor contracting firm, or the generating station. Observer positions are full time, andstation personnel assigned to these positions would not be available for their normalassignments.
Research. These are generally individuals with specialized knowledge and expertisefor a specific test method.
Station Technical. Individuals supplied by a technical group at the generating station,such as a laboratory or instrument shop.
Station Operations. Operations personnel, including management and shift workers.The duties assigned typically can be performed in conjunction with their normal duties.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-24
Table 6-2Comprehensive Program Field Assignments (from GFT, Appendix F)
Performance Group Test Observers Research Station Technical Station Operations
P1 Pulverizer vibration Pulverizer differential
O1 Pulverizer powerPrimary air flow
R1 Flame observations
ST1, ST2Pulverized coal on onemill.
SO1 Raw coal samples Coal flow Fly ash hoppers
P2 Air heater gas in/out
O2 Turbine first stage P Economizer inlet P Reheat out P
R2 Ash deposition, convective passes
SO2 Flame observation*
P3 Flame observation
O3 Steam to No. 6 heater T Steam to No. 6 heater P Feedwater to No. 6 heater T, P Drains from No. 6 heater P
R3 Ash deposition, APH in
SO3 Flame observation*
P4 ESP inlet particulate
O4 ESP inlet particulate
P5 ESP outlet particulate
O5 ESP outlet particulate
P6 Test supervisor ESP readings
O6 Control room readings
P7 Fly ash resistivity
O7 Data reduction & analysis
P8 Test engineer
P9 Test supervisor
P - performance group personnelO - observerR - research personnelST - station technical personnelSO - station operating personnel

EPRI Licensed Material
Update on Labor Requirements and Costs
6-25
The field assignments for the streamlined approach are presented in Table 6-3, andcompared to the comprehensive approach in Table 6-4. As can be seen, the streamlinedapproach requires six full time people, compared to 20 people for the comprehensiveapproach.
Table 6-3Streamlined Program Field Assignments
Test Supervisor
Control room readingsPulverizer powerMill differentialSteam/feed water conditionsFlame observationsSlaggingFoulingESP power consumptionCEMS data
Solids Sampler and Test Supervisor Assistant (1)
Raw coalCoal flow & handlingMill rejectsBottom ash sampleAssist test supervisor in unit data collection
Test Crew (4)
Primary airPulverized coalESP inlet fly ash sample (LOI, resistivity)ESP outlet sampleSO3/acid dew pointAPH in gas analysis
Station Operations (3 part time)
Flame observationsSootblowing logRapper control systemHopper pluggage
In the minimal approach, the test is coordinated by a test engineer, with all necessarysupport provided by station operating personnel.
Table 6-4 presents a direct comparison between the three approaches. Note that thelabor hours shown in Table 6-4 assume a four-week (20 working days)test burn for thecomprehensive and streamlined approach, with one week for the baseline coal and

EPRI Licensed Material
Update on Labor Requirements and Costs
6-26
three weeks for the test coal or blend. The GFT outlines a four-week program, andactual utility experience using the streamlined approach indicates that it can also beaccomplished in four weeks.
For both approaches, 10-hour work days are assumed. One to two weeks are assumedfor the minimal approach.
Table 6-4 shows that total estimated labor hours are 5,140 for the comprehensiveapproach, 1,950 for the streamlined approach, and 360 for the minimal approach.
Total labor costs are presented assume a base labor rate of $31/hour for engineers and$20/hour for operators and technicians. Costs are presented three ways: (1) rawpayroll costs, (2) costs burdened with 30% overhead, a typical value for payroll taxesand fringe benefits, and (3) costs burdened with 200% overhead, a typical value ifoutside consultants and contractors are used.
The differences between the labor costs between the comprehensive and stream linedapproaches are due to a number of factors, including:
• Implementation of digital control systems and automatic data logging on mostboilers since initial publication of the GFT.
• Elimination or simplification of many tests, as described in Section 6.1.
• Use of only performance group personnel. This provides a core of experienced andflexible personnel. For example, the test crew of four is intended to perform avariety of different tests in a flexible manner to allow development of an optimizedtest schedule.
Note that the dollar savings do not correlate exactly to the labor hour savings. Most ofthe positions eliminated are the lower cost observer positions, with the positionsrequiring more experience remaining. Even with that consideration, that does notmean that none of the positions in the streamlined approach can be filled by lessexpensive station personnel. It does mean, however, that the station would have toprovide more training and preparation for station personnel involved in thestreamlined approach compared to personnel who might fill observer positions in thecomprehensive approach.

EPRI Licensed Material
Update on Labor Requirements and Costs
6-27
Table 6-4Comparison of Labor Requirements Between Comprehensive, Streamlined, and MinimalApproaches
Comprehensive Streamlined Minimal
Number of People
Performance group 9 7 0
ObserversResearchStation support
73
1 full time3 part time
00
3 part time
00
1 full time3 part time
Total 20 full time3 part time
7 full time3 part time
1 full time3 part time
Number of Days 20 20 7
Labor Hours*
Engineering (hours) 2,340 800 160
Technician/operator (hours) 2,800 1,150 200
Total hours (hours) 5,140 1,950 360
Labor Cost, no overhead ($) $129,000 $48,000 $9,000
Labor Cost, 30% overhead ($) $167,000 $62,000 $12,000
Labor Cost, 200% overhead ($) $385,000 $143,000 $27,000
* Assumes 10 hours each for full time assignments, 4 hours/day for part time assignments. Includeson-site hours and off-site hours for preparation and reporting. For the comprehensive and streamlinedapproach, off-site hours are 30% of on-site hours for engineers, 10% of on-site hours fortechnician/operator. Hourly rates used are $31/hour for engineer, $20/hour for operator/technician.


EPRI Licensed Material
7-1
7 CONCLUSIONS
This addendum has focused on bringing the EPRI guidelines up to date with respect tothe cost of conducting coal switching tests in boilers, and as regards the instruments andmethods best suited for such tests. Conclusions in specific areas are presented below.
7.1 Measurement Methods
Improved power plant instrumentation (and controls introduced into the utility) makeit possible to gather operating data using computer generated logs set up specificallyfor the testing. Additionally new instruments and new controls, which employ muchfaster and lower cost computation technology, simply cost less in and of themselvescompared to their vintage 1987 equivalents, independent of the savings in the numberof labor hours required.
Examples of this new technology include (1) the distributed control systems (DCS) nowcommon in many control rooms, (2) more sophisticated controls on electrostaticprecipitators, (3) more accurate gravimetric feeders for monitoring coal flow, and (4)continuous emission monitors providing CO2, NOx, and flue gas flowrate measurement.
New instruments make possible measurements or accuracy not possible ten years ago.This can make tests more reliable, or just as reliable at the same or lower cost. Theseinclude: (1) optical pyrometers to measure furnace gas temperatures, (2) on-lineanalyzers capable of measuring ash carbon content, and (3) instruments capable ofautomatically measuring coal flow in individual coal pipes.
Finally, apart from cost reductions some instruments simply replace other, older ones.The new ones are what people can find and use today, or are likely to know how to usetoday, or are just better due to higher performance or lower cost (e.g., digital manometersand pressure transducers versus inclined manometers, data logging systems versusmanual data logs, multigas-multipoint gas analyzer systems vs. manual samplingtraverses of ducts, upgraded stack opacity instruments versus trained observers, etc.).

EPRI Licensed Material
Conclusions
7-2
7.2 Cost of Testing
Reduced dollar costs usually are achieved at the sacrifice of some test objective or somelevel of confidence in the result. However, some increase in knowledge andimprovement in technique during the past ten years does allow for a power plant to testnew fuels today at lower costs than were suggested by the original guidelines of 1988. Inparticular, coal test experience incorporated into the EPRI Coal Quality Impact Model(Ref 28) and the EPRI NOx/LOI Predictor (Ref 29) allows a utility to determine, inadvance, what the potential impacts of switching coals may be. Use of these tools canallow the owners to devise a test plan which focuses on areas of concern for theparticular coal. The advent of DCS systems allows custom operating logs to begenerated, which significantly reduces the amount of time needed to log unit operatingdata.
In preparing this addendum, a more streamlined test approach was developed. Thisapproach was summarized in Table 6-4, and results in utilizing a test crew of 7 full timeand 3 part time compared to a test crew of 20 full time and 3 part time as specified in theoriginal GFT. The minimal approach assumes all testing will be done by stationpersonnel within a seven-day period. Because of the short nature of the minimalapproach, the tests should only address high priority issues associated with the test coal.The high priority issues will be site-specific. Often the ability to narrow the scope to asmall set of high priority issues will arise because similar experience within thecompany, or other data well-known to the company, will make possible a short well-focused test. Table 7-1 summarizes the differences between the comprehensive andstreamlined scenarios. (For a minimal scenario, each case would be different due todifferences in scope, and, therefore, Table 7-1 does not give numbers for the minimalapproach.)

EPRI Licensed Material
Conclusions
7-3
Table 7-1Summary of Labor Requirements for Two Test Scenarios
Test PeriodComprehensive
4 weeks (1)Streamlined
4 weeks (1)
Cost(2) $130,000 - $390,000 $50,000 - $150,000
Number of People
Performance Group/Station Engineering 9 7
Research 3 0
Observers 7 0
Station Support 1 -
3(3) 3(3)
Total 20 full time3 part time
7 full time3 part time
(1) Baseline coal - 1 week, test coal - 3 weeks(2) Range of cost depends on whether testing performed in house or with contractors(3) Part time commitment
In another perspective, the streamlined approach reduces the required number ofengineering hours by 1,540 (from 2,340 to 800) and the technician/operator hours by1,650 (from 2,800 to 1,150). This overall reduction of 3,190 hours can provide asignificant reduction in program cost.


EPRI Licensed Material
8-1
8 REFERENCES
1. Sotter, J.G., et al., “Guidelines for Fireside Testing in Coal-Fired Power Plants,”EPRI Report Number CS-5552, March 1988.
2. Frato, R., et al., Burner Coal Flow Balancing: An Approach to PerformanceImprovement and Emissions Reduction, EPRI Meeting on Effects of Coal Quality onPower Plants Impacts, EPRI TR-109340, November 1997.
3. Muzio, L.J., et al., Flue Gas Flow Rate Measurement Errors, EPRI Report NumberTR-106698, June 1996.
4. Muzio, L.J., et al., “Rapid Determination of Fly Ash LOI Utilizing the Hot Foil LOIInstrument,” US DOE Second Conference on Unburned Carbonaceous Matter onUtility Fly Ash; Pittsburgh, PA, March 1995
5. Davis, C.J., et al., “Combustion Rig Studies of Fireside Corrosion in Coal FiredBoilers,” Preceedings: EPRI Conference on Effects of Coal Quality on Power Plants,EPRI TR-109340, November 1997.
6. Thompson, R., et al., Combining Heat Absorption and Coal Quality Monitoringwith Combustion Diagnostics to Minimize Fouling Episodes, presented at the 1998Heat-Rate Improvement Conference, Baltimore, Maryland, September 21-28, 1998
7. Muzio, L.J., et al., Acoustic Pyrometry: New Boiler Diagnostic Tool, PowerEngineering, November 1989
8. Johnson, S.A., Khesin, M.J., “Maintaining Low NOx Emissions After Your BurnerRetrofit,” EPRI/EPA 1995 Joint Symposium on Stationary Combustion NOx Control,Book 2, May 1995
9. McCain, J.D., S.S. Dawes, J.W. Ragland, A.D. Williamson. Procedures Manual forthe Recommended ARB Particle Size Distribution Method (Cascade Impactors).Prepared for The California Air Resources Board, ARB Contract A3-092-32,May 1986, NTIS PB 86218666.
10. McCain, Joseph D., Charles S. Fowler and William E. Farthing. Development ofPoint Source PM10 Measurement Methods. CLEAN AIR ’94 - First North American

EPRI Licensed Material
References
8-2
Conference and Exhibition on Emerging Technologies and Business Opportunities,September 1994, Toronto, Canada
11. WinCIDRS: Cyclone/Impactor Data Reduction System, 1998. Available fromAndersen Instruments Inc., 500 Technology Court, Smyrna, GA 30082.
12. McCain, J.D., S.S. Dawes, W.E. Farthing. Procedures Manual for the RecommendedARB Sized Chemical Sample Method (Cascade Cyclones). prepared for TheCalifornia Air Resources Board, ARB Contract A3-092-32, Sacramento, CA,May 1986.
13. US EPA “Method 201A.” 40 CFR Part 60, Appendix A.
14. Richards, John R. Test Protocol: PCA PM10/PM2.5 Emission Factor and ChemicalCharacterization Testing. The Portland Cement Association, Skokie, Illinois. PCAR&D Serial No. 2081. 1996.
15. Cheney, J.L. and Homolya, J.B., “Sampling Parameters for Sulfate Measurementsand Characterization,” Environ. Sci. & Technology, 13 (5) 584-588, 1979.
16. Muzio, L.J., et al., Demonstration of On-Line Coal Loadings and Particle SizeDeterminations, EPRI Meeting on Effects of Coal Quality on Power Plants Impacts,EPRI TR-109340, November 1997.
17. Fang, T.C., et al., Pacific Gas and Electric Company’s Advanced SCR Pilot Plant,EPRI Report TR-108525, September 1997.
18. Bindemann, K.C.G., and Colechin, M.J.F., On-Line Measurement of PF Flow andCarbon-in-Ash: Its Present Technology Status and Future Development, PowerGenReport COAL R105, 1997.
19. Khesin, M., Giruan, R., “Demonstration of New Flame Monitoring System at a Pilot-Scale Gas-Fired Combustion Test Facility”, AFRC International Symposium,Baltimore, Maryland, 1996.
20. Fuller, T.A., et al., “Analysis of Dynamic Boiler Measurements: A PracticalApproach”, AFRC International Symposium, Baltimore, Maryland, 1996.
21. Johnson, S.A., Khesin, M., “Maintaining Low NOx Emissions After Your BurnerRetrofit”, EPRI/EPA 1995 Joint Symposium on Stationary Combustion NOx Control,Book 2, May 1995.
22. Power, P6-7, May/June 1998.

EPRI Licensed Material
References
8-3
23. Sorge, J., et al., GNOCIS - A Performance Update on the Generic NOx ControlIntelligent System, presented at the EPRI-DOE-EPA Combined Utility Air PollutionControl Symposium, Washington, D.C., August 25-29, 1997.
24. Booth, R.C., et al., The Emissions, Operational and Performance Issues of NeuralNetwork Control Applications for Coal-Fired Electric Utility Boilers, presented atthe EPRI-DOE-EPA Combined Utility Air Pollution Control Symposium,Washington, D.C., August 25-29, 1997.
25. Boyle, R.J., et al., Reducing NOx While Maintaining Boiler Performance at TVA’sJohnsonville Steam Plant using Constrained Sequential Optimization, presented atthe EPRI/EPA 1995 Joint Symposium on Stationary Combustion NOx Control,Kansas City, Missouri, May 16-19, 1995
26. Williams, S., et al., Application of an Expert System and Neural Networks forOptimizing Combustion, presented at the EPRI-DOE-EPA Combined Utility AirPollution Control Symposium, Washington, D.C., August 25-29, 1997
27. Lorrimore, L. and Sorge, J., Evaluation of On-Line Carbon-in-Ash MeasurementTechnologies, presented at the U.S. DOE Third Annual Conference on UnburnedCarbon on Utility Fly Ash, March 13-14, 1997, Pittsburgh, Pennsylvania.
28. “Development and Application of the Coal Quality Impact Model: CQIM”, EPRIReport GS-6393, April 1990
29. Niksa, S., et al., NOx LOI Predictor, User Guide and Tutorial, EPRI Report No.TR-109208, December 1997.


EPRI Licensed Material
A-1
A GLOSSARY
Symbol Description Units
SO3 Sulfur Trioxide ppm
NH3 Ammonia ppm
Θ yaw angle, pitch angle (eq. 4-3) degrees
P1 3D pitot calibration coefficient --
P2 3D pitot calibration coefficient --
P3 3D pitot calibration coefficient --
P4 3D pitot calibration coefficient --
P5 3D pitot calibration coefficient --
P pitch angle ° (degrees)
Cp pitot probe coefficient --
F1 pitch angle calibration factor --
F2 velocity calibration factor --
H2SO4 sulfuric acid ppm
O2 oxygen %
H2O water %
CO carbon monoxide ppm
CO2 carbon dioxide %

EPRI Licensed Material
Glossary
A-2
Symbol Description Units
NO nitric oxide ppm
NOx oxides of nitrogen ppm
SO2 sulfur dioxide ppm
H2S hydrogen sulfide ppm
HCl hydrochloric acid ppm
NaOH sodium hydroxide
SO4 sulfate
acfm actual cubic feet per minute ft3/min
D50 cutoff diameter of a cascade impactor collection stage micrometers
Cut diameter see D50
Y yaw angle degrees

EPRI Licensed Material
Glossary
A-3
Acronym Description
PRB Powder River Basin
ASME American Society of Mechanical Engineers
ISO International Standards Organization
SNCR Selective Non-Catalytic Reduction
SCR Selective Catalytic Reduction
ESP Electrostatic Precipitator
PF Pulverized Fuel
CEM Continuous Emissions Monitor
EPA Environmental Protection Agency
LOI Loss On Ignition
PTC Power Test Code
3-D Three-Dimensional
NDIR Non-Dispersive Infrared
NDUV Non-Dispersive Ultraviolet
A & E Architect and Engineer
HVT High Velocity Thermocouple
IEEE Institute of Electrical and Electronic Engineers
ARB Air Resources Board (California)
PM10 Particulate Matter smaller than 10 microns
PM2.5 Particulate Matter smaller than 2.5 microns
D50 Cutoff diameter of a cascade impactor collection stage

EPRI Licensed Material
Glossary
A-4
Acronym Description
RTD Resistance Temperature Detectors
B&W Babcock & Wilcox
ABB OE ABB Combustion Engineering
AC Alternating Current
EPCS Ensemble Particulate Concentration and Size
PCSV-P Particle Counter, Sizer, Velocimeter Probe
ASCR Advanced Selective Catalytic Reduction
LDV Laser Doppler Velocimetry
PSI Physical Sciences, Inc.
SCS Southern Company Services
FT Full Time
PT Part Time
DAS Data Acquisition System
DCS Distributed Control System
SRI Southern Research Institute
APH Air Preheater
VKR VEBA Kraftwerke Ruhr AG
SMG-10 Pulverized Coal Sampler from Verfahrens-und Meβ Technik
M&W M&W Asketeknik Company
PIG Pulverizer Interest Group
GFT Guidelines for Fireside Testing, EPRI Report CS5552S (the originalreport to which this volume is an addendum)