Embed Size (px)
Citation preview

Finding Gems in the Rough
Soni O. Oyekan Reforming & Isom Technologist
Marathon Oil AIChE MAC William Grimes Award
November 17, 2008

A Simplified Refinery Flow Diagram
NHT Reformer
Gas Recovery
Sulfur Plant
FCCU
HC
Coker Unit
Gasoline Blending
DHT Distillate Fuels
Atm Unit
Vac Unit
CokeAsphalt
Fuels
Gasoline
Sulfur
LPG, C3=
Crude Oil
LSRN

Naphtha Reforming Basics• Operating Goals
– Produce high octane gasoline blending component from low octane naphtha
– Produce hydrogen – Produce aromatics
• Platinum and Bimetallic Catalysts – Pt/Al2O3/Cl, Pt/Re/Al2O3/Cl, Pt/Sn/Al2O3/Cl – Dual functional (hydrogenation/dehydro, acid)
• Hydrotreated Naphtha Feed – paraffins, naphthenes and aromatics – carbon range of C6 to C11
• Typical Process Conditions – 100 to 300 psig, 900 to 1000 F, LHSV 1.0 to 4.0, H2/HC molar ratio
of 3 to 8 • Hundreds of Reactions:
– dehydrogenation, isomerization, dehydrocyclization, hydrocracking, hydogenolysis, dehydroalkylation

1977 Assignment & Plan
• First assignment in Exxon was to determine the mode of promotion of Re in Pt/Re catalysis
• Immersed myself as much in understanding fundamental Pt, Pt/Re catalysis and the naphtha reforming process
• Worked on cleaning a Hydrotreating catalyst sulfiding unit for “clean sulfur” platinum/rhenium naphtha reforming studies
• Cleaning with Isopropyl alcohol took about 10 weeks! • Developed a working network with fundamental
researchers and surface characterization specialists, sought out mentors and worked diligently
• Was highly driven, challenged and wanted to succeed

Experimental Program• Varied rhenium content on a constant Pt catalyst and used Pt and Re
only catalysts – 0.3 % Pt, 0.3 % Re, 0.3 %Pt/0.3 %Re, O.3 % Pt/0.6 % Re
• Activated the catalysts in a dedicated unit and characterized catalysts for coke, chloride and sulfur
• Conducted test runs in the a common heater using four separate reactor and product separation systems
• Used same operating conditions and same naphtha feed – 950 F, 175 psig, H2/HC molar ratio of 5
• Completed data work up and compared product yields of C5+, H2 and light gases (C1 – C4)
• Characterized spent catalysts for coke, chloride and sulfur • Conducted necessary catalyst surface characterizations • Conducted model compound reforming studies with Heptane and
methyl cyclopentane.

A Sample Set of Test Data
Catalyst (wt. %)
Low Rhenium 0.3 Pt/0.3 Re (A)
High Rhenium 0.3 Pt/0.6 Re (B)
Activity, No 72.0 96.0
C5+ yield, vol. %) 72.0 69.3
• Data indicated 2.7 vol. % lower C5+ yield for B • Lower H2 yield • Higher C1 to C4 gas • Lower coke make • Different C/H ratios for catalyst coke • Sulfur was retained in proportion to Re content • Overall negative catalyst performance data for B • However, data and other factors provided valuable information for developing a mechanism for rhenium promotion effects

Combo Catalyst DataCatalyst Low Rhenium
0.3 Pt/0.3 Re (A)Combo A Catalyst / B Catalyst
Activity 77.0 92.0
H2 yield, wt. % 2.26 2.31
C1 – C4, wt. % 18.82 17.86
C5+ yield, vol. % 74.3 75.5
• Achieved greater than 1 vol % C5+ yield • About $3+ MM dollars a year for a 40 MBPD Platformer • Introduced new combination Pt/Re catalyst systems • Equi-molar, balanced, skewed, high rhenium terms introduced • Determined that rhenium promoted platinum catalysis via minimization of steric hindrance for intermediate compounds • Combination Pt/Re catalyst systems now used worldwide • Studies led to 1 US and 9 patents from other countries

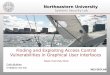
Continuous Catalyst Reforming Process A Major Technology Advancement
• Key objective was getting longer cycle • Note performances of Pt/Sn and Pt were poor • Numerous oil and technology R&D centers discarded poor data
Platinum Catalysis in Naphtha Reforming
72.00
76.00
80.00
84.00
88.00
92.00
96.00
2/18/2
004
2/19/2
004
2/20/2
004
2/21/2
004
2/22/2
004
2/23/2
004
2/24/2
004
2/25/2
004
2/26/2
004
2/27/2
004
2/28/2
004
2/29/2
004
3/1/20
04
3/2/20
04
3/3/20
04
3/4/20
04
3/5/20
04
3/6/20
04
3/7/20
04
3/8/20
04
Time
C5+
, Vol
. %
Pt/Re
Pt
Pt/Sn

UOP & IFP Found Gems In Effective Utilization of Pt/Sn Catalysts
• UOP decided to capture the high C5+ yield edge of Pt/Sn over Pt and Pt/Re catalyst systems
• UOP introduced Platforming with continuous catalyst regeneration system – CCR Platforming in 1971
• Continuous catalyst regeneration systems required – Spherical catalysts for facile circulation – A regenerator for coke burn and catalyst activation
• IFP later introduced its version of continuous catalyst regeneration reforming system
• UOP has about 225 units in commercial operations and Axens (IFP) has 60 units.
• Principal catalytic reforming technology in use for petroleum refining

CCRTM Platforming Unit at Marathon Detroit.

Summary• Soni Oyekan and George Swan of Exxon used “negative” Pt/Re
test data to advantage in fixed bed reforming • I acknowledge the work of George Swan, Bill Baird, Harry
Drushel, Chuck Mauldin, Ken Riley and many others for the Exxon work
• UOP used what many oil and technology companies considered “negative” Pt/Sn data to advantage to develop a major CCR reforming technology process
• Axens and UOP have capitalized on licensing CCR technologies to generate hundreds of millions of dollars for their companies.
• In your research studies, critically analyze and look for gems in “negative” data !

Thank you for your patience and time