Embed Size (px)
Citation preview

Final Report National Biodiesel Development Board
Project Title: Conversion of Glycerol from SoyDiesel Production to 1,3- Propanediol
Principal Investigators: Douglas C. Cameron and James A. Koutsky, Department of Chemical Engineering, UW-Madison, Madison, WI 53706-1691
Executive Summary
The project “Conversion of Glycerol from SoyDiesel Production to 1,3- Propanediol” officially began on February 14,94 and ended on September 31, 1994. The results were promising and merit further research and development. The key accomplishments are summarized below.
A factorial designed experiment was completed to evaluate seven different naturally isolated bacteria for the ability to produce 1,3-I’D from glycerol and from crude glycerol obtained from Interchem Environmental. Klebsiella pneumoniae ATCC 25955 was found to be the best producer and was selected for further investigation.
Factorial design studies were carried out to determine optimal nutritional and environmental conditions for the conversion of glycerol to 1,3-I’D by K. pneumoniae. It was determined that inexpensive nitrogen sources such as soybean meal and ammonia water are practical for the fermentation. It was also determined that the glycerol concentration should be maintained at low levels for good productivity. Glycerol levels below 20 g/l are best. This indicates that the fermentation should be operated in the fed-batch mode.
Several fed-batch fermentations were carried out in a 3-liter bioreactor. A concentration of 52 g/l of 1,3-PD was obtained. An important result was that during the early stage of the fermentation a productivity of greater than 3 g/l of 1,3-I’D per h was obtained. For one 5 hour period the productivity was 4.8 g/l of 1,3-PD per h.
1,3-I’D can be manufactured at the 10,000,000 lb/yr scale with a most likely ROI of 29%, with a range of ROI’s from negative to 189%.
Market potential for high purity polymer grade (99.98% purity) l&I’D is from 1 to 200 million pounds per year at prices from $2.10/lb to $0.70/lb.
At the 10 million lb/year scale, we expect the selling price to be $1 .lO/lb. Current selling price is in the range $12 - $20/lb for technical grade (98% purity) and market volume at this level is less than 0.1 million lb/year.
The main use at a market volume of 1O,OOO,OOO lb/yr and $1.10 per lb would be in specialty polymer fibers.
Successful synthesis of polyttrimethylene terephthalate) with modest molecular weights was accomplished

PROJECT OVERVIEW
The overall goal of the project was to develop a fermentation process for the production of 1,3-propanediol from the crude glycerol stream of a biodiesel facility. The project focused on the identification of a microbial strains for 1,3-PD production, fermentation optimization, process development, process economics, market analysis, and polymer product development.
FERMENTATION DEVELOPMENT
Strain Selection and Optimization of Production Conditions
A critical step in fermentation process development is the selection of a fermentation organism. Based on an analysis of the scientific and patent literature, the following seven organisms were identified for screening for 1,3-PD production from glycerol:
Klebsiella pneumoniae ATCC 25955 KlebsieIla oxyfoca NRRL B-199 Cifrobacferfreundii NRRL B-2644 Cifrobacter freundii ATCC 8454 Clostridium bufylicum NRRL B-593 Closfridium acetobutylicum NRRL B-594 Lacfobacillus brevis NRRL B-4527
K. pneumoniae was available from previous research in our laboratory. C. freundii was obtained from the American Type Culture Collection in Rockville, MD. The other organisms were obtained from the Midwest Area National Center for Agricultural Utilization Research in Peoria, IL (previously NRRL).
An experimental design protocol was used to screen two organisms at a time, each grown at a high and low level for each of three factors: pH (8.0 vs. 6.0), temperature (37°C vs. 25°C) and initial glycerol concentration (5 vs. 25 g/L). Both reagent grade glycerol obtained from Sigma Chemical Co. (St. Louis) and crude glycerol from the transesterification of vegetable oils were used. Two different nitrogen sources were tested: yeast extract (DIFCO) and BactoSoytone (DLFCO), a soybean meal product. The other components in the fermentation medium were: K2Hl?O4,7 g/L; KH2PO4,2 g/L; NH4C1,2 g/L; MgS04,2 g/L; and NaCl, 0.5 g/L. Each test was run in duplicate.
Early screening tests indicated that K. pneumoniae was a very good 1,3-PD producers. Therefore, the K. pneumoniae was rescreened with several conditions that were not included in the initial screening study. The additional condition were mid-level values (center points in experimental design terms) of pH (7.0), temperature (31°C), and initial glycerol concentration (15 g/L). This study confirmed that K. pneumoniae is the best 1,3-PD producer of the organisms tested. The results of all of the screening experiments are summarized in Table 1.
-2-

Table 1. Summary of Strain Screening Experiments and Fermentation Optimization K. pneumoniae K. oxytoca Cfreundii C.freundii L. brevis C. butylicum C.
acetobutylicum ATCC25955 B-199 B-2644 ATCC8454 B-4527 B-593 B-594
3.28 1.28 2.32 1.96 0 1.68 0 1,3 PD Final Concentration (g/U
1,3 PD Yield (mmol/mmol glY suppl)
1,3 PD Selectivity (mm01 /mm01 gly util)
Glycerol Conversion (mm01 util/mmol suppl)
0.63 0.165 0.39 0.25 0 0.22 0
0.65 0.165 0.4 0.25 0 0.22 0
0.95 1 0.98 1 0.86 1 0.04
Best Conditions:
[Glycerol] g/L 5 5 5 5 25 5 25 PH 6 8 8 8 6 8 8 Temperature “C 25 25 25 25 37 25 25 Nitrogen Source Yeast Extract Yeast Soytone Soytone Soytone Soytone Soytone
Extract

From the screening results for K. pneumoniae (and from a more detailed analysis of the data involving an analysis of “response curvature”) the following conditions are recommended for 1,3-PD.
pH: 6.0 - 7.0 Temperature: 25 - 30°C Nitrogen source: yeast extract Glycerol concentration: 5 - 15 g/l
Evaluation of Nitrogen Sources
The above study indicates that for 1,3-PD production by K. pneumoniae, yeast extract is preferred over BactoSoytone. However, for the industrial production of 1,3-PD, a less expensive nitrogen source is desirable. Therefore, we investigated the use of several nitrogen sources that are currently used for industrial fermentation processes such as ammonia water (28 % NH40H w/w>, soy meal, or soy flour. Soy meal and soy flour are by-products of SoyDiesel production. Ammonia water is an inexpensive well defined nitrogen source.
Samples of soy meal and soy flour were obtained from the Abbott Laboratories Custom Fermentation Division. Four 150 mL anaerobic flasks were prepared (Table 2 >. All four flasks contained 10 g/L of glycerol before autoclaving; due to evaporation of water during autoclaving, the glycerol concentration was approximately 11 g/L at the time of inoculation. The major difference between flasks was the nitrogen source. Flask 1 contained 6 g/L of soy flour, Flask 2 contained 6 g/L of soy meal, Flask 3 had 2.67 g/L of ammonia water (NTQOH) and 3.33 g/L of soy flour, and Flask 4 had 2.67 g/L of ammonia water and 3.33
g/L of soy meal. Corn starch was also added to two of the flasks.
Table 2. Medium composition (g/L) for screening of industrial nitrogen sources. Species Flask 1 Flask 2 Flask 3 Flask 4 K2mO4 7.00 7.00 7.00 7.00 m2po4 2.00 2.00 2.00 2.00 NH$Zl 1.00 1.00 NaCl 0.50 0.50 0.50 0.50 Soy Meal - 6.00 3.33 Soy Flour 6.00 3.33 NLQOH - 2.67 2.67 Corn Starch - 2.00 1.00 w@4- 0.10 0.10 0.10 0.10 7H20
The initial glycerol concentrations of glycerol, final 1,3 PD concentrations, yields, and productivities of all four flasks are given in Table 3. Flasks 1 and 4 yielded
-4-

high final concentrations of 13 PD with good yields and productivities when compared to previous flask fermentations. Glycerol utilization was excellent in all four flasks; no glycerol was detected at the end of the fermentations. The 1,3- PD concentrations and productivities are good for flask fermentations, but are much lower than are obtained in a fermentor with pH control and glycerol addition. This study should be followed up using well controlled fermentors.
Table 3. Results of screening of industrial nitrogen sources (The medium composition of the flasks is given in Table 2).
Flask 1 Flask 2 Flask 3 Flask 4
Initial Glycerol (g/L)
11.22 11.19 11.25 11.12
Final Glycerol (g/L)
0 0 0 0
1,s PD (g/L) 6.19 4.30 4.07 7.12
Yield of 1,3- PD on glycerol (mol/ mol) 0.552 0.384 0.362 0.630
Productivity of 1,3-PD (g/L-h) 0.525 0.318 0.305 0.486
Fed-batch Fermentation with K. ~ne~moniue
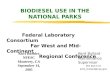
Several fermentations of glycerol by K. pneumoniae were carried out in a 3 liter Bioengineeing fermentor with a two liter working volume. The results of the last, and best, of these fermentations is shown in Figs. 1 and 2. The medium was the same medium used in the screening tests. The nitrogen source was 6.0 g/L yeast extract (we have not yet tried the industrial-grade nitrogen sources in the fermentor). The pH was controlled at 6.0, the temperature at 25°C and the agitation rate at 50 r-pm. The initial glycerol concentration was 35 g/L; after the initial glycerol was consumed, additional glycerol was added to maintain the concentration between 0 and 25 g/L. An enzymatic glycerol assay was used for rapid monitoring of glycerol concentration. The concentrations of glycerol, 1,3- PD, succinate, acetate, and ethanol reported in Figs. 1 and 2 were determined by HPLC with an organic acids column (Aminex HPX-87H). Cell growth was monitored as optical density at 660 nm.
-5-

0
Concentration (g/L)
z h) 0 P VI m
0 0 0 0 0 0
\o \ / -- I
c -
. . . . . . . . . . . . . . /
. .
/ --
,
/ 1.. --
/
/
. . . . . . . . . . . . . . .
\, w-
a..?. . . . . 7 - - .
/ /
/
-,e-
. . . D
‘8 I
. . . . . . . . . . . . . . . .
.-o
d ’ 7
F-
-O.
\ . . . . . . . . ̂. . . . . . .
xi . . . . . . . . . . . . . . . . . . . _ . . . . . . . . . . . . . b ri I j . . . . . . . . . . . . ..-... ;............._...
wu 099 Q *a-o

Concentration (g/L)
-L 0 n3 P Q> m z Iu 2
m I
k
L . . . . . . . . . . .
\
i -. . . . . .
_
. . . . . . . . . .
I I I
---% . . . . . . . . . . . . .
. . . . . . . . . . . . .
. . . . . r . . . . . . . . . . . . . . . . . . , ). . . . . . . . . . q& . . . . . . . .
\
. . . . . . . . i . . . . . . . . . . . . . i __.__._.__. i+ i &.--.: j . ). i ’ \) j
\! I\ 1 i ;
j 79 ..-.... l . . . ...’ f . . . . . . . . . . . . . . . . . . . i . . . . . .
i /“” //;
. . . ..i . . . . . . . . . . . . . . . . . ;
I/ j
! j -/ :
/ i
I 1 1; I I.& , 1 ,i * , 1 u
(l@ PaPPe HOEN N P

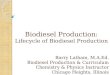
Fig. 1 gives the time course of glycerol utilization, cell growth, and 1,3-PD production. The most significant feature of this fermentation is the high productivity of 1,3-I’D between 5 and 10 hours. During this time the productivity was approximately 4.8 g/L/h. Between 9.0 and 9.75 hours the productivity was 6.9 g/L/h. As discussed in the section on economic analysis, if these productivites could be maintained for 10 or more hours, the economics of the process could be quite attractive. Good control of glycerol levels may be important for maintaining high productivites. The maximum concentration of 1,3-PD (51.05 g/L) is obtained at 37.25 hours. At this point the yield of 1,3-I’D on glycerol is 0.53 mol/mol (0.44 g/g). The primary by-products of the fermentation are shown in Fig. 2. Acetate accumulates to over 10 g/L and then drops to 8 g/L. Ethanol accumulates to 9 g/L and succinate to 3 g/L.
UPSTREAM AND DOWNSTREAM PROCESSING
Two important parts of the microbial conversion of glycerol to 1,3-PD are upstream and downstream processing. Upstream processing involves the preparation and pre-treatment of the fermentation medium. Ideally, glycerol could be used directly from a biodiesel transesterification process. However, properties of the crude glycerol my inhibit the fermentation and complicate the product recovery. Downstream processing primarily involves product recovery and purification. Aspects of both up and downstream processing were investigated as part of this project.
Production and Analysis of Crude Glycerol
For initial studies, crude glycerol was produced in our laboratory using a batch process for the production of biodiesel provided by Interchem Environmental, Inc., Overland, KS. The oil used was ‘Tremium Hy-Top All-Natural Vegetable Oil - 100% Soybean Oil”. The process involved dissolving 1 part by mass NaOH in 15 parts methanol and then adding this mixture to 100 parts oil. The mixture was agitated vigorously for 1 hour and allowed to separate into phases over night.
The resulting material was adjusted to a pH of 6.0 by the addition of H2SO4 and centrifuged for 20 min at 12,000 rpm. The batch reaction gave the following three phases:
1. Methyl esters - 78.4% (wt) 2. Solid fats, methanol, etc. - 14.2% 3. Crude glycerol - 7.4%
The crude glycerol portion was treated with 3% H20, mixed for 30 min at 70- 75°C and then cooled. A minor precipitate formed which was removed by centrifugation.
-8-

In addition to the crude glycerol prepared in our laboratory (referred to as “lab- crude”), a gallon sample of crude glycerol was obtained from Interchem Environmental, Inc. The sample arrived in a gel state, but liquefied upon thawing at room temperature. The general consistency of the material was similar to that of a combination of the middle and bottom phases of the lab- crude. Upon neutralization of the material to pH 7.0, a phase separation occurred; however, unlike the labcrude, each phase contained approximately the same concentration of glycerol (37%).
The gelling and phase separation behavior of the Interchem crude glycerol is rather complicated, and is both pH and temperature dependent. The material is a gel at pH 12 and 4°C. However, upon warming to ambient temperature (-21’(Z), the material liquefies but appears to be an emulsion (no phase separation). Upon decreasing the pH to 8.0, the solution remains as an emulsion, but m-gels. Lowering the pH further to 7.0 causes the phase separation without gelling. It will be important to understand the behavior of the glycerol stream when designing a large scale fermentation process.
Both the crude glycerol made in our laboratory and obtained from Interchem were used in some of the strain screening tests described previously in this report. The following treatment steps were carried out before using the glycerol for fermentation:
1. the glycerol was adjusted to pH 6.0 or 7.0 with concentrated H2SO4 2. the glycerol was then autoclaved for 20 min at 240°C (this results in the
formation of a large amount of precipitate and also a small methyl ester layer.)
3. the ester layer was removed by decanting 4. the remaining crude was centrifuged for 10 minutes at 12,000 rpm
The resulting material ranged from 50-65% glycerol. It should be noted that these pretreatment steps may be unnecessary for commercial fermentation.
We have also obtained a sample of crude glycerol from Procter & Gamble produced by the transesterification of a coconut oil, but have not tested this sample because it arrived after the strain screening experiments had been completed. The sample appears to be purer than the crude material obtained from Interchem. Furthermore, we requested a sample of glycerol from the De Smet high temperature non-alkaline biodiesel process (Biodiesel Alert, December 1993). We have not yet received this sample.
Product Recoverv and Process Integration
The recovery of 1,3-PD from the fermentation broth must be integrated with the overall process. We have done preliminary development of a recovery scheme
-9-

for 1,3-PD from fermentation broth. Fig. 3 shows a process flow sheet based on glycerol from the alkaline transesterification process. Fig. 4 shows a process flow sheet based on glycerol from the high temperature non-alkaline process.
PROCESS ECONOMICS
The economics of the 1,3-PD process was investigated for the process in Figure 3. The analysis is summarized in Table 4 for two cases. The effect of 1,3-PD selling price on pretax return on investment (ROI) is given in Table 5. The assumptions and key findings are described below.
For the following calculations, we assumed a production scale of 10 million lb/year; or that batch operation was performed in a shared use facility. Costs per pound include all operating costs and capital costs, assuming a 10 year straight line depreciation of capital
Fermentation costs, assuming use of latest high productivity laboratory results (5 g/L/h) and 60 g/l final product concentration are expected to be $O.lZ/lb to $0.30/lb.
We assumed crude glycerol prices from $0.20/lb to $0.60/lb for biodiesel byproduct grade.
Our low estimate of 24 cents/lb for separation purification of the 1,3-I’D is similar to costs for glycerol refining, and for this among other reasons we believe it is a reasonable estimate. Non-alkaline process crude glycerol is the preferred feedstock to the separations, reducing separations costs by about $O.O5/lb from the above numbers.
The separations equipment used to purify the fermentation crude 1,3-PD can also be used to purify glycerol and also other diols/glycols to very high purity. Of the total capital investment of $20 million, 70% is related to purification costs.
Various aspects of the process have been tested at the lab scale. Cost to produce high purity material from fermentation broth in a greenfield facility is in the range $0.29/lb to $0.9O/lb. Details of recycle and co-product stream use were not addressed here. Cell disposal may prove to be a significant problem. We allowed from $O.O5/lb to $OX/lb for co-product and waste product processing, treatment and disposal.
Market potential for high purity polymer grade (99.98% purity) 1,3-I’D is from 1 to 200 million pounds per year at prices from $2.10/lb to $0.7O/lb.
-lO-

l At the 10 million lb/year scale, we expect the selling price to be $l.lO/lb. Current selling price is in the range $12 - $20/lb for technical grade (98% purity) and market volume at this level is less than 0.1 million lb/year.
-11-

Fermentation Nutrient Preparation
Crude glycerol neutralization with H2SO4
pH control using 29% ammonia water
Fermentation pH = 7.0
Biomass Removal Step Centrifuge or Microfiltration or Ultrafiltration
Broth Clarification Step Nanofiltration / loose reverse osmosis unit FT-70 or similiar membrane (choice to be optimized)
Weak acid cation ion exchange unit to remove ammonium ions, sodium ions
Weak base anion ion exchange unit to remove lactate, acetate, succinate
Strong base anion ion exchange unit to remove sulfate
Weak acid cation polishing unit
Vacuum evaporation at 350 mmHg to remove water and ethanol
Vacuum distillation at 200 mmHg to fractionate off lights
Vacuum distillation at 100 mmHg to fractionate off pure diol
FIGURE 3.
PROCESS FLOW DIAGRAM FOR PRODUCTION OF 1,3-PROPANEDIOL FROM CRUDE ALKALINE BIODIESEL GLYCEROL

Fermentation Nutrient Preparation
pH control using 29% ammonia water
Fermentation pH = 7.0
Biomass Removal Step Centrifuge or Microfiltration or Ultrafiltration
Broth Clarification Step Nanofiltration / loose reverse osmosis unit FT-70 or similiar membrane (choice to be optimized)
Weak acid cation ion exchange unit to remove ammonium ions
Weak base anion ion exchange unit to remove lactate, acetate, succinate
Strong acid cation polishing unit
Weak acid cation polishing unit
Vacuum evaporation at 350 mmHg to remove water and ethanol
Vacuum distillation at 200 mmHg to fractionate off lights
Vacuum distillation at 100 mmHg to fractionate off pure diol
FIGURE 4
PROCESS FLOW DIAGRAM FOR PRODUCTION OF l,+PROPANEDIOL FROM CRUDE HIGH TEMPERATURE NON-ALKALINE BIODIESEL GLYCEROL

TABLE 4. SUMMARY OF 1,3-PROPANEDIOL PROCESS AT 10,000,000
COST ESTIMATE
LOW ESTIMATE
S/lb pure diol
HIGH
S/lb pure diol
Crude Glycerol 0.20 0.60 Fermentation and
nutrients 0.12 0.30 Separation/Purification 0.24 0.90 Sales, admin, R&D 0.06 0.25 By-product processing 0.05 0.25
TOTAL PRODUCT COST $0.67 $2.30
PROJECTED SELLING PRICE $1.10 $1.10 AT 10 MILLION LB/YEAR
CAPITAL INVESTMENT $15 MM $25 MM
ROI 29% negative
TABLE 5. EFFECT OF SELLING PRICE ON ROI FOR 1,3-PROPANEDIOL PROCESS AT 10,000,000 LB/YR
CASE : LOW ESTIMATE COST OF MANUFACTURE TOTAL PRODUCT COST $0.67/lb CAPITAL INVESTMENT $15,000,000
PROJECTED SELLING PRICE $0.80 $1.10 $3.50 AT lo MILLION LB/YEAR
ROI 9% 29% 189%

l The main use at a market volume of 10,000,000 lb/yr and $1.10 per lb would be in specialty polymer fibers.
l 1,3-PD can be manufactured at the 10,000,000 lb/yr scale with a most likely ROI of 29%, with a range of ROI’s from negative to 189%.
MARKET POTENTIAL 1,3-PROPANEDIOL
Currently, the price for technical grade 98% purity 1,3-PD manufactured synthetically is $12-$20 per pound in drum quantities. As much as 2,000 lb may be found in stock, but larger quantities must be special ordered from Europe. The current market volume is small, on the order of 10,000 lb/yr in the U.S.
At large market volumes, above 100 million pounds per year, this chemical must compete with other commodities used for manufacture of fibers and resins and will most likely need to be priced at $0.60 - $1.20 /lb.
At intermediate market volumes, up to perhaps 100 million pounds per year, this chemical must also compete with other commodities used for manufacture of fibers and resins, but if it can confer special properties on finished products such as certain polymers it may gain acceptance as a niche product in these volumes at $0.70 - $2.10 /lb. Most likely a highly purified polymer grade product would be required to command the higher prices, as the main application is expected to be in polymer manufacture.
At lower market volumes, below 10 million pounds per year, the price of this chemical is expected to reflect potential use as an intermediate and might command a higher value, up to $4/lb.
We estimate a sustainable price of $1.10 /lb for polymer purity material (99.98% pure) at the 10,000,000 lb/year sales rate. This price is in-line with other glycols and larger volume polymer synthetic feedstocks of this type. This price is significantly lower than some similar feedstocks, such as the di-acid succinic acid, which commands up to $4.00 per lb. Thus we believe that the price of $l.lO/lb is conservative and a realistic price point for basing process economics. The upside at 10,000,000 lb/yr is that we believe that the 1,3-PD could command a price of up to $3.50/lb due to its unique nature and properties.
A survey of applications of 1,3-I’D is given in Tables 6-8. These tables list application in which 1,3-PD has an advantage over currently produced dials.
-15-

Table 6. Applica Polymer Type Poly( methylene terephthalates)
ions of 1,3-PD as a Monomer in Polyp Description Useful textile polymers based on 1,3-PD. “It is interesting to note that the DTA melting points indicated that 1,3- propanediol with its odd number of carbon atoms is much more effective in eliminating crystallinity in the copolyester than 1,4butanediol with its even number of carbon atoms.”
Polyurethane containers
EJastic polyesters
Polyesters of 1,3- PD , terephthalalic acid and dicarbonic acids
Polymers of 1,3-PD and succinic acid
Polyurethane based on L-lysine and 1,3-PD
Poly( 1,3-propylene terephthalate) cups have “good transparency, heat resistance, and relative crystallinity 10096”. [The crystallinity point is somewhat suspect and may be a translation error-most literature indicates that 1,3-PD lowers crystallinity]
Polyesters of adipate and even-carbon diols tend to harden at low temperatures or as a result of stress, which is “in some application areas problematic”. Odd- carbon diols such as 1,3-PD are advantageous in such cases.
Homopolyesters, copolyesters and block copolymers based on 1,3-PD produced and analyzed for various properties, including biodegradability; polyesters based on sebacic acid (decanedioic acid) were the most promising
Kawaguchi et al., 1992.
Kopnick et al., 1992. 1 Witt et al., 1994 1
Study of the biodegradation of polyurethane. Proposed degradation mechanism includes non-specific hydrolysis of 1,3-PD.
Preliminary discussion of biodegradable
I
Deckwer et plastics made from polymers of 1,3-PD and succinic acid.
-16-

Poly-urethanes ( polyether and polyester types)
Poiyethers of 1,3-PD are moderately susceptible to fungal degradation (more than ethylene glycol-based polyethers and less than 1,4-butanediol-based polyethers). Polyesters of 1,3-PD are highly susceptible to fungal degradation. “...profuse growth obtained on the polyester polyurethane polymer of TDI [ tolylene-2,4-diisocyanate] reacted with the polyester dial of adipic acid and 1,3- propanediol. n
Darby and Kaplan, 1968; Kaplan et al., 1968
Polyurethane Polyurethane cured with NH2-@ -COO-X- Cerankowski curing agent [ 1,3- COC-@NH2 (where X is preferably from et al., 1976; propanediol-bis( 4- 1,3-PD or 1,5-pentanediol) gives abrasion- Sullivan, aminobenzoate, LAS registry #
resistant solid. Glycols with an odd 1993.
57609-64-O] number of carbons, preferably 3 or 5, give best results.
Elastomeric fibers 1,3-PD in hard segment of Greene, copolyetherester gives superior elastic 1990. and set properties than polymers with 1,4-butanediol or ethylene glycol. “Such improved elastomers would be particularly useful for conversion into fibers or films intended for elastification of diaper legs, among other articles.”
Light-stable polymers
Polymers made with 1,3-PD have greater light stability than those made with ethylene glycol, 1,4-butanediol, or 1,2- propanediol.
Homann et al., 1990
Polymeric lubricants
Polymers made from 1,3-PD for engine Morris et al., lubrication. “The trimethylene glycol 1950 polymers are primarily useful for lubrication purposes, since they have such excellent stability toward oxidation and leave practically no engine deposits.”
Alkyd resin with increased elasticity
Alkyd resins made with 1,3-PD are useful, Rada et al., fast-drying coatings with good impact 1986. resistance and optical properties. They can be made from soy-bean oil acids, natural esters of glycerol, 1,3-PD and other materials.
Phenolic resins HCl-neutralized polymer of formaldehyde Mori et al., and benzenediol monomers is mixed with 1987. 1,3-PD and water, filtered and dried to give powdered resin.
-17-

Unsaturated polyester resins for coatings
Unsaturated polyester resins of 1,3-PD compared with resins made with equimolar mixture of ethylene glycol and propylene glycol. 1,3-PD based resins esterified more rapidly and glycol losses were reduced. The 1,3-PD resins were more resistant to UV light and had lower compressive and flexural moduli.
May et al., 1962.
-I&

TQhlca 7 Annliratinnc nf TTnrwarted 1 ?-PlT A LI” IL , . . .yyYLuuvI*u “ I v*Yb-Lcb- A. , ” *Y
Application Description Detergent mixture containing 1.6% 1,3-PD stabilizes stabilizer enzymes and reduces phase separation in
liquid laundry detergents.
Reference Bunte and Giesen, 1991.
Antifreeze component
1,3-PD-ethylene glycol mixtures have Clendenn- lower freezing points than either of the ing, 1948 compounds alone. The freezing point of 100% ethylene glycol is - 14oC; the freezing point of a SO-SO mixture with 1,3-PD is -460C. 1,3-PD-ethylene glycol mixtures have a lower kinematic viscosity at -400C than ethylene glycol mixtures with five other glycols.
Component in Lubricating oil made of oil, sodium borate, Sims, 1971 extreme pressure, and polyol. 1,3-PD is one of the preferred water tolerant polyols. lubricating oils
Jet-printing ink For printing on pills and other porous moldings. Ink is 60% 1,3-PD, sticks well, and is nontoxic.
Montibellea et al., 1987.
humectant in cosmetics
Sand-lime bricks
with long-lasting moisturizing properties, Gosha and a wet feeling, and reduced stickiness Okuta, 1993
Binder (0.251.0%) with 1,3-PD at 0.45 Shcheglova 0.8% increases pre-firing strength of et al., 1988. bricks.
-19-

Table 8. Uses of 1,3 -PD as a Chemical Intermediate* ComDound Synthesized
Description
1,3-propanediol di- esterification of 1.3-PD with D (paminobenzoate) aminobenzoic acih; used as a’ cast
polyurethane elastomer crosslinking agent; a possible replacement for a crosslinking agent that is a suspected carcinogen
1,3-dioxane [1,3- propanediol- formal, CAS registry # 16889- 18-21
2-( 2-bromoethyl)- PreDared from 1.3-PD. acrolein and 1,3-dioxane hydrogen bromihe. csed to make
Grignard reagent of use in the synthesis of yketoaldehydes.
Trimethylene carbonate [ 1,3- dioxane-2-one)
1,3-propanediol dinitrate [CAS registry # 3457- 90-71
1,3-diamine propane [ 1,3-
Can be produced by reductive amination of 1,3-pb. Bulk Pri;e in 1979 was
propanediamine] $2.07/kg.
Trimethylene borate
Virucide
Flavoran t
Solvent
Can be produced by the reaction of 1,3-PD with ethyl carbonate in the presence of sodium. Solvent and polymer - - intermediate. Explosive plasticizer used as propellant and coolant. Goes by acronym PDN.
Trimethylene borates made by reaction of 1,3-PD and boric acid. The borates are of use in synthesis of alkaneboronic esters and acids. The 1,3-PD reagent is superior to ethylene glycol borates.
1,3-PD used in synthesis of phosphonoalkenyl purines with anti- viral properties. 93% inhibition of HIV-1 RNA production seen.
1,3-PD-based side chain, when attached to camphene, gives food flavorant and flavor enhancer.
ms a greatly abbreviated list. A search of Chemical Abstracts : of synthetic uses of 1,3-PD.
Reference
Ashford, 1994; Stinson, 1994
Sullivan, 1993; Morris, 1962.
Stowell, 1976
Carothers : and Van Natta, 1930.
Kirk-Othmer ECT, 3rd ed. vol. 9, pp. 576-577 (1978)
Kirk-Othmer ECT, 3rd ed., vol. vol. 7 p. 587.
Brown and Gupta, 1970.
Hamden and Parratt, 1992.
Yu et al., 1991.
ives hundreds
-2o-

POLYMER RESEARCH
Some preliminary investigations of polymer production were carried out. The overall results can be summarized as: 1) poly(trimethylene terephthalate) with modest molecular weights was synthesized and 2) the synthesis of polyureas based on a recent Czechoslovakian patent was unsuccessful.
Poly(trimethvlene terephthalate)
The reaction scheme utilized in this study is based upon three fundamental reactions: 1) Ester interchange, 2) transesterification and 3) polycondensation. The first two reactions can be accomplished in one stage of the polymerization while a second, higher temperature stage is necessary to produce the third reaction which ultimately leads to high polymer.
Experimental Procedure. Modest amounts of polymer (40 grams per batch) were synthesized from 38.8 grams (0.2 moles) of dimethyl terephthalate, 0.06 grams of manganese acetate and 0.06 grams antimony trioxide (co-catalysts), added to 35 grams (0.46 moles) of 1,3-PD and 45 gms of phenyl ether solvent. The entire batch was heated to 145°C for about 40-70 minutes to accomplish ester interchange and transesterification whereby methanol is released. Then, the mixture is heated to 190-200°C for several hours to further transesterification. The mixture is heated to 250°C for the second stage of the polymerization in which the excess 1,3-PD is eliminated and polycondensation proceeds. Additional solvent is needed at this point to lower the viscosity. At least 2 hours are needed in the second stage to accomplish high molecular weight polymer. The polymer was recovered by cooling the reaction mixture to 180°C and adding the mixture to 400 ml of agitated cold xylene. The polymer is rapidly precipitated as a fine powder which is subsequently redissolved in hot m-cresol and reprecipitated by pouring the solution into cold xylene producing a fine purified polymer powder. We have successfully produced four batches of polymer.
Properties. The resulting polymers had melting points ranging from 210-215°C for the first batch up to 222-227°C for subsequent batches. These later melting points are comparable to literature values of 225-227°C. The lower melting point polymer from the first batch was of lower molecular weight due to the shorter second stage synthesis time of two hours compared to three to four hours for the other three batches. The polymer from all batches was white in appearance with no evidence of degradation. Infrared analysis confirmed the polyester linkage. Dilute solution (phenol and tetrachloroethane solvent system) intrinsic viscosity data at room temperature gave viscosity molecular weights in the range of 5,000 to 30,000 g/mole. The polymers could not readily be formed into fibers directly from the melt, indicating modest molecular weights. A short biodegradation study using powdered samples showed no significant release of CO2 over a two
-21-

week period indicating that polymers based upon aromatic backbone (phthalic acid) structures are resistant. Further work is planned in this area.
Polvftri-methvlene urea)_
An extensive literature search going back to 1905 revealed little on the reactions of urea with alkyl diols. It has been noted, however, urea can readily react with furfuryl alcohol.
A recent Czech patent (Hespodarik, et al, 1988) describes the procedures for the condensation of oligomeric glycols with urea under modest (pH 3-7, temperature 20-90°C) conditions with and without water. We attempted to reproduce the results reported in this patent by reacting 1,3-PD with urea at the noted conditions, but no significant reaction occurred.
ACKNOWLEDGMENTS
The economic analysis was performed by Dr. Michael Cockrem. Strain screening and fermentation development were done by Mr. Andrew Held, Ms. Connie Esenther, and Ms. Betsy Willard. Mr. Sharbel Aktar assisted with process development.
-2%

REFERENCES
Arntz, D. and N. Wiegand (to Degussa A.-G.). Preparation of 1,3-propanediol by hydration of acrolein over phosphonate or aminophosphonate group containing ion exchange resins and subsequent catalytic hydrogenation. Eur. Pat. Appl. EP 412,337. Chem. Abstracts 114: 142663q (1991).
Biebl, H. Glycerol fermentation of 1,3-propanediol by Closfridium butyricum. measurement of product inhibition by use of a pH-auxostat. Applied Microbiology and Biotechnology 35: 701-705 (1991).
Boenigk, R. et al. Fermentation of glycerol to 1,3-propanediol in continuous cultures of Citrobacterfreundii. Applied Microbiology and Biotechnology. 38:453-457 (1993).
Ashford, R.D. Ashford’s Dictionary of Industrial Chemicals: Properties, Production, Uses. Wavelength Publications, London (1994).
Breitkopf, N., G. Daembkes, and H. Bach (to Ruhrchemie A.-G.). Procedure for the purification of 1,3-propanediol. Ger. Offen. DE 3,632,397. Chem. Abstracts 109: 189823d (1988).
Briggs, J.R., J.M. Maher, and A.M. Harrison (to Technology Corp.). Catalysts for producing 1,3-diols and/or 3-hydroxyaldehydes, and processes for making and using same. U.S. Patent 5,030,766 (1991).
Brown, H.C., SK. Gupta. The facile redistribution of trialkylboranes with trimethylene borate. A simple, general synthesis of alkaneboronic esters and acids from olefins via hydroboration. J. Am. Chem. Sot. 92: 6983-6984 (1970).
Bunte, R and B. Giesen (to Henkel K.-G.a.A.). Stabilizing aqueous liquid detergent compositions containing enzymes. Ger. Offen. DE 3,942,617. Chem. Abstracts 115: 210699d (1991).
Carothers, W.H. and Van Natta, F.J. Studies on polymerization and ring formation. III. Glycol esters of carbonic acid. J. Am. Chem. Sot. 52: 314326 (1930).
Cerankowski, L.D., N.M. Mattucci, and R.C. Baron (to Polaroid Corp.). Polyurethane elastomers prepared from diamine curing agents. U.S. Patent 3,932,360 (1976).
Clendenning, K.A. Antifreeze properties of tetrahydrofurfuryl alcohol and anhydrous glycol solutions. Canadian J. Research, 26, sec. F.: 209-220 (1948).
-23-

Darby, R-T., Kaplan, A.M. Fungal susceptibility of polyurethanes. Appl. Microbial., 16(6): 900-905 (1968).
Dardzhaniya, B.D., Edilashvili, L.A., Burchuladze, M.G., Nadirashvili, N. Sh., Kartvelishvili, T.M., Katsarava, RD. Study of biodegradation of polyurethane based on L-lysine and 1,3-propanediol. Izv. Akad. Nauk Gruz., Ser. Biol. 17(3):190-194 (1991), Chem. Abstracts 118:102814r (1992).
Deckwer, W.-D., B. Gunzel, H. Biebl, R-J. Miiller, and F.-J. Carduck. Glycerol conversion to 1,3-propanediol- a versatile component for biodegradable plastics. Presented at 7th European Conference on Biomass for Energy and Environment, Agriculture and Industry, Florence, Italy (1992).
Fosberg, C. W. Production of 1,3-propanediol from glycerol by Clostridium acetobz&yIicum and other Clusfridium species. Applied Environmental Microbiology 53: 639643 (1987).
Geyer, BP. Reaction with water. In Acrolein, C.W. Smith, ed., pp. 144-153. John Wiley & Sons, Inc., New York (1962).
Gosha and Okuta, Japanese Patent 05,221,821, (1993)
Greene, RN. (to E.I. DuPont de Nemours and Co.). Copolyetherester elastomer with poly(l,3-propylene terephthalate) hard segment. U.S. Patent 4,937,314 (1990).
Giinzel, B., Yonsel, S., and W.-D. Deckwer. Fermentative production of 1,3-
propanediol from glycerol by Clostridium butyricum up to a scale of 2 m3. Appl. Microbial. Biotechnol. 36: 289-294 (1991).
Hamden, M.R. and M.J. Parratt (to Beecham Group PLC). Preparation of (phosphoalkenyl)purines as virucides. PCT Int. Appl. WO 92 01,698. Chem. Abstracts 116:236098c(1992).
Hespodarik, A., Kriskova, O., Kubin J., and S. Katuscak. 1988. Product for binding formaldehyde which is being released from agglomerated materials: preparation of the product, Czechoslovakia Patent 252749.
Homann, T., C. Tag, H. Biebl, W.-D. Deckwer, B. Schink. Fermentation of glycerol to 1,3-propanediol by Klebsieh and Citrobucter strains. Appl. Microbial. Biotechnol. 33: 121-126 (1990).
Kaplan, A.M., Darby, R.T., Greenberger, M., Rogers, M.R. Microbial deterioration of polyurethan systems. Dev. Indust. Microbial., 9: 201-217 (1968).
-24-

Kawaguchi, K., T. Nakane, A. Shimoda, and K. Hijikata (to Polyplastics Co., Ltd.). Manufacture of transparent heat-resistant containers. Jpn. Kokai Tokkyo Koho JP 04,153,021. Chem. Abstracts 118: 82382t (1992).
Kopnick, H., M. Schmidt, W. Briigging, J. Riiter, and W. Kaminsky. Polyesters. In Ullmann’s Encyclopedia of Industrial Chemistry, vol. A21, pp. 227-250, B. Elvers (ed.). VCH Publishers, New York (1992).
May, CA., Mika, T.F., Tess, R.W. Trimethylene glycol in unsaturated polyester resins. Modern Plastics 39: 144,148,152,154,161,163.228 (1962).
Montibeller, I., V.I. Glaesel, and P. Gruber (to Dr. Karl Thomae GmbH; Franz Buettner A.-G.). Physiologically acceptable inks for jet printing of porous moldings. Patents&rift (Switz.) CH 660,750. Chem. Abstracts 107: 117124n (1987).
Mori, K., H. Kunitomo, and N. Mori (to Dainippon Ink and Chemicals, Inc.). Manufacture of powdery resol type phenolic resins. Jpn. Kokai Tokkyo Koho JP 62,240,311. Chem. Abstracts 108: 113512k (1987).
Morris, RC. Reaction with alcohols, mercaptans, and phenols. In Acrolein, C.W. Smith, ed., pp. 110-135. John Wiley & Sons, Inc., New York (1962).
Morris, RC., Snider, A.V. Polymers of trimethylene glycol. U.S. Patent 2,520,733 (1950).
Murphy, M.A. (to Hoechst Celanese Corp.) Process for making 1,3-diols from epoxides. U.S. Patent 4,873,379 (1989).
Murphy, M.A., B.L. Smith, A. Aguilo, and K.D. Tau (to Hoechst Celanese Corp.) Process for making 1,3-dials from epoxides. U.S. Patent 4,873,378 (1989).
Pressman, D. and H.J. Lucas. Hydration of unsaturated compounds. XI. Acrolein and acrylic acid. J. Am. Chem. Sot. 64: 1953-1957 (1942).
Rada, A., L. Klancik, K. Hajek, and J. Kitzler. Alkyd resins with increased elasticity. Czech. Patent CS 236,433. Chem. Abstracts 106: 103899m (1986).
Rayner, A. The occurance, properties, and uses of trimethylene glycol, and the fermentation of glycerin lyes. J. Sot. Chem. Indust. 45: 265-266, continued on 287-288 (1926).
-25-

Shcheglova, M.D., I.N. Dvomichenko, A.S. Semidid’ko, I.V. Shelyakhin, 1.1. Zabotin, L.M. Sagal, Z.T. Bazyl, and T.I. Kulya (to Dnepropetrovsk Chemical- Technological Institute; State Scientific-Research Institute of Construction Materials and Products). Manufacture of sand-lime bricks. U.S.S.R. Patent SU 1,423,533. Chem. Abstracts 110: 12668b (1988).
Sims, M.J. (to Chevron) Lubricant containing dispersed borate in a polyol. U.S. Patent 3,819,521 (1971).
Smith, J.G., C.J. Kibler, and B.J. Sublett. Preparation and properties of poly(methylene terephthalates). J. Polymer Sci. Part A-l 4: 1851-1859 (1966).
Stinson, S.C. C&EN, 72(20): 16 (1994).
Stowell, J.C. A new y-keto aldehyde synthesis. J. Org. Chem. 41: 560-561 (1976).
Sullivan, C.J. Propanediols. Ullmann’s Encyclopedia of Industrial Chemistry, A22: 163-171, VCH Publishers, Inc., (1993).
Szmant, H.H. Organic building blocks of the chemical industry. John Wiley & Sons, NY (1989).
Witt, U., R.-J. Muller, J. Augusta, H. Widdecke, W.-D. Deckwer. Synthesis, properties and biodegradability of polyesters based on 1,3-propanediol. Macromol. Chem. Phys. 195: 793-802 (1994).
Yu, J.y S. Xiao, and X. Tan (to Guangzhou Institute of Chemical Research). Preparation of 1,7,7-trimethylbicyclo[2.2.l]hept-2-yl hydroxyalkyl ethers and cycloalkyl ethers. Faming Zhuanli Shenqing Gongkai Shuomingshu CN 1,055,173. Chem. Abstracts 116: 193785e (1991).
-26-