-
7/27/2019 Final Report IME
1/88
Integrated ManufacturingExecut ion FunctionalArchi tecture,
Costs and Benefits
Alexander Schmidt, Dr. Boris Otto, Dr. Alfrid Kussmaul (EDS)
Report no.: BE HSG/ CC CDQ2 / 17Chair: Prof. Dr. H.
sterleVersion: 1.0Date: October 15th, 2009
University of St. Gallen -for Business Administration,
Economics,Law and Social Sciences (HSG)
Institute of Information ManagementMller-Friedberg-Strasse
8CH-9000 St. GallenSwitzerlandTel.: ++41 / 71 / 224 2420Fax: ++41 /
71 / 224 2777
Prof. Dr. A. BackProf. Dr. W. Brenner (managing)Prof. Dr. R.
Jung
Prof. Dr. H. sterleProf. Dr. R. Winter
-
7/27/2019 Final Report IME
2/88
-
7/27/2019 Final Report IME
3/88
Table of Contents iv
HSG / IWI / CC CDQ2 / 17
Table of Contents
1 Introduct ion
......................................................................................................1
1.1 Motivation
......................................................................................................11.2
Structure of the Final Report
..........................................................................
3
2 Study Design
....................................................................................................
4
2.1 Research Approach
.......................................................................................
4
2.2 Participating Automobile Manufacturers
........................................................ 7
2.2.1 AUDI AG
..................................................................................................
7
2.2.2 BMW AG
..................................................................................................9
2.2.3
Daimler AG
............................................................................................
10
2.2.4 Volkswagen AG
.....................................................................................
12
3 Background
....................................................................................................
13
3.1 Manufacturing Execution Systems
...............................................................
13
3.2 Existing MES Standards
..............................................................................
17
3.2.1 Manufacturing Execution System Association (MESA)
.......................... 17
3.2.2 Normen-Arbeitsgemeinschaft (NAMUR)
................................................ 18
3.2.3 Verein Deutscher Ingenieure (VDI)
........................................................ 19
3.2.4 National Institute of Standards and Technology (NIST)
......................... 20
3.3 The Automotive Industry
..............................................................................
21
3.3.1 General Characteristics
.........................................................................
22
3.3.2 MES in the Automotive Industry
.............................................................
22
4 Study Findings
...............................................................................................
24
4.1 Current MES Strategy
..................................................................................
24
4.1.1 Strategic Goals
......................................................................................24
4.1.2 Organizational Embedding
.....................................................................
25
4.1.3 Application Landscape and Integration
.................................................. 26
4.2 Functional MES Reference Architecture
...................................................... 30
4.2.1 Generic MES Function Map
...................................................................
31
4.2.2 MES Function Map Instantiations
.......................................................... 36
4.2.3 Prioritization of MES Functions
..............................................................
39
4.2.4 Parameters Influencing Instantiation of the MES Function
Map ............ 44
4.2.5 Non-Functional Requirements
...............................................................
47
-
7/27/2019 Final Report IME
4/88
Table of Contents v
HSG / IWI / CC CDQ2 / 17
4.3 MES Performance Management
..................................................................
50
4.3.1 Initial Business Benefits Framework
...................................................... 51
4.3.2 Business Benefits Framework Comprising Manufacturing
Related
KPIs
.......................................................................................................52
5 Summary and Outlook
...................................................................................
59
5.1 Study Results
...............................................................................................59
5.2 Critical Acclaim
............................................................................................61
5.3 Outlook on Future Challenges
.....................................................................
61
Literature
.................................................................................................................64
Appendix A: Instantiations of the MES Funct ion
Map...................................... 68
Appendix B: Detailed MES Functionali ty Defini tion
......................................... 71
B.1. Detailed MES Functionality Definition According to
Standards
Investigated
.................................................................................................
71
B.2. Detailed Functionality Definition of the MES Function Map
......................... 76
Appendix C: Contact Persons
............................................................................
79
-
7/27/2019 Final Report IME
5/88
List of Figures vi
HSG / IWI / CC CDQ2 / 17
List of Figures
Figure11:KeygoalsforintegrationofERPandshopfloor[AberdeenGroup2006,p.3]....3Figure
21:
Research
approach
of
the
IME
Study
.....................................................................
6
Figure31:MESasconnectorbetweenERPandshopfloor(basedon[Albert/Fuchs2007,p.
11,Louis/Alpar2007,p.246])......................................................................................14Figure32:Majorelementsoftheautomotivevaluechain....................................................23Figure41:Simplifiedapplicationlandscapesinassemblyplants.........................................28Figure42:Simplifiedapplicationlandscapesincomponentmanufacturingplants.............29Figure
43:
Generic
MES
Function
Map
...............................................................................
33
Figure44:MESFunctionMapasinstantiatedwithdetailedtasks.....................................37Figure45:FunctionstobecoveredbyMESapplications.....................................................39Figure46:MESFunctionsprioritizeddependingonnumberofassignedlayers................41Figure47:MESFunctionspotentialforimprovementofmanufacturingprocess..............43Figure
48:Differences inMESfunction assignment between
componentmanufacturing
plantsand
assembly
plants
.............................................................................................
47
Figure49:EvaluationofcurrentMESsolutionsregardingnonfunctionalrequirements..49Figure410:ImportanceestimationofnonfunctionalrequirementsonMESsoftware.......50Figure411:ManufacturingrelatedKPIsusedbytheautomobilemanufacturers...............54Figure412:CauseeffectnetworkforMESKPIs..................................................................56FigureA1:InstantiationsoftheMESFunctionMap..........................................................70
-
7/27/2019 Final Report IME
6/88
List of Tables vii
HSG / IWI / CC CDQ2 / 17
List of Tables
Table21:MESexpertsinterviewedforquestionnairedesign.................................................6Table
22:
Key
figures
of
AUDI
AG
for
2008
...........................................................................
7
Table23:KeyfiguresofBMWAGfor2008...........................................................................9Table24:WorkshopparticipantsofBMW............................................................................10Table25:KeyfiguresofMBCandDaimlerAG(inbrackets)for2008................................11Table26:WorkshopparticipantsofMBC.............................................................................12Table27:KeyfiguresofVolkswagenAGfor2008................................................................12Table
31:
Organization
profile
of
MESA
..............................................................................
18
Table32:OrganizationprofileofNAMUR..........................................................................19Table33:OrganizationprofileoftheVDI.............................................................................20Table34:OrganizationprofileoftheNIST...........................................................................21Table41:MESfunctionsasspecifiedbydifferentstandards................................................32Table42:NonfunctionalrequirementsonMESsoftware...................................................48Table
43:
Initial
Business
Benefit
Framework
.......................................................................
52
Table44:BusinessBenefitsFrameworkcomprisingmanufacturingrelatedKPIs...............53TableB1:DetailedMESfunctionalitiesasdefinedininvestigatedMESstandards............75TableB2:DetailedMESfunctionality..................................................................................78
-
7/27/2019 Final Report IME
7/88
List of Abbreviations viii
HSG / IWI / CC CDQ2 / 17
List of Abbreviations
AG Aktiengesellschaft(Corporation)
AHM AudiHungariaMotorsKft.
BDN BenefitsDependencyNetwork
BMW BayerischeMotorenWerke
CIP ContinuousImprovementProcess
CNC ComputerizedNumericalControl
CoC CenterofCompetence
DCS DistributedControlSystem
DNC DistributedNumericalControl
EDS ElectronicDataSystemsCorporation
ERP EnterpriseResourcePlanning
HR HumanResources
IME IntegratedManufacturingExecution
IPS
InternationalProduction
System
ISA Industry,Systems,andAutomationSociety
IT InformationTechnology
IWI InstituteofInformationManagement
KPI KeyPerformanceIndicator
MBC MercedesBenzCars
MES
Manufacturing
Execution
Systems
MESA ManufacturingExecutionSolutionsAssociation
NAMUR NormenArbeitsgemeinschaft
NIST NationalInstituteforStandards
OEE OverallEquipmentEffectiveness
OEM OriginalEquipmentManufacturer
PDA ProductionDataAcquisition
-
7/27/2019 Final Report IME
8/88
List of Abbreviations ix
HSG / IWI / CC CDQ2 / 17
PLC ProgrammableLogicController
SCADA SupervisoryControlandDataAcquisition
SPC
Statistical
Process
Control
VDI VereinDeutscherIngenieure
VW Volkswagen
WIP WorkinProgress
-
7/27/2019 Final Report IME
9/88
Abstract x
HSG / IWI / CC CDQ2 / 17
Abstract
One of the challenges in manufacturing companies nowadays is to
enable
appropriateITsupportofproductionplanningandexecution.
Integratedsolutions
need to cover companywide and even crosscompanybusiness
processes (from
order receipt to product distribution) and at the same time live
up to the
technologicalcomplexityofmanufacturingprocessesontheshopfloor.Theproblem
is even aggravated in industries, such as the automotive
industry, which are
characterizedbynumerous,stronglydivergingmanufacturingprocessesandhighly
versatile products. What such manufacturing companies need is an
integrated,
consistent view along their entire value chain, allowing for
optimal utilization of
capacitiesandclosingthegapbetweenbusinessandmanufacturingprocesses.
ThisfinalreportoftheIMEstudydescribesessentialcriteriaforfurtheroptimizing
manufacturing execution and control in manufacturing plants of
the automotive
industry.BasedoncasestudiescarriedoutatfourOEMs,documentingthecurrent
statusof
MES
related
topics
in
the
respective
companies,
the
study
develops
a
functionalreferencearchitectureforMES tobeused in theautomotive
industryas
well as a Business Benefits Framework allowing to measure the
impact of an
integratedMESontheperformanceofmanufacturingprocesses.Fromtheseresults,
requirements on and recommendations for future, integrated
Manufacturing
ExecutionSystemsarederived.
-
7/27/2019 Final Report IME
10/88
Introduction 1
HSG / IWI / CC CDQ2 / 17
1 Introduction
1.1 Motivation
One of the challenges in manufacturing companies nowadays is to
enable
appropriateITsupportofproductionplanningandexecution.
Integratedsolutions
need to cover companywide and even crosscompanybusiness
processes (from
order receipt to product distribution) and at the same time live
up to the
technologicalcomplexityofmanufacturingprocessesontheshopfloor.Difficulties
result from different levels of detail and accuracy regarding
production status
informationneededondifferentcompanylevels.Theproblemisevenaggravatedin
industrieswhicharecharacterizedbynumerous,stronglydivergingmanufacturing
processesandhighlyversatileproducts.Thisisthecaseintheautomobileindustry,
typically involvingbatchproduction
inpressplants,highlyautomatedproduction
linesforcarbodyconstruction,andassemblywithitstypicalrequirementsonload
balancing and documentation. What such manufacturing companies
need is an
integrated, consistent view along their entire value chain,
allowing for optimal
utilizationofcapacitiesbyhavingaccesstorealtimeinformationonmanufacturing
process,quality targetachievement,reworkcostsetc.
[Klimm2008,p.4].Classical
ERP systems have proven tobe not capable of meeting this
requirement, as they
provide only a coarse granular perspective on
companywidebusiness processes.
Therefore,anewcategoryof
informationsystems,calledManufacturingExecution
Systems (MES),hasemerged,allowing to consistently
collectandprocessdataon
currentmachineandproductionstatuses.WhileparalleloperationofERPsystems
andMESseemsreasonable,anumberofquestionsdoarisethough:
WhatfunctionalscopeshouldMEScover?Whatisactuallymeantbytheterm
ManufacturingExecutionSystems?
Howcandifferentplanningandcontrollingfunctionsaswellasprocessesbe
assignedto
and
covered
by
ERP
systems
and
MES?
What
is
the
scope
each
-
7/27/2019 Final Report IME
11/88
Introduction 2
HSG / IWI / CC CDQ2 / 17
system is supposed to cover? How can functionalitiesbe assigned
to the
layers(ERP,MESorShopFloor)inordergenerateminimumoverlap[Lampl
2009,
p.
99]?
How can informationbe smoothly exchangedbetween the various
layers?
How can information systems involvedbe integrated to allow for
optimal
informationexchange?
How can typical proprietary legacy systems on the shop floor
level,which
originally were not designed for this purpose,be connected to
the other
layers[Niemietzetal.2009,p.68]?
How can the impact of an additional MES layer on the efficiency
and
effectivenessofthemanufacturingprocessbemeasured?
Are there single outofthebox software solutions that are capable
of
coveringthediversityofmanufacturingspecificrequirements,particularlyin
anindustrywhichischaracterizedbyhighlydifferentproductionprocesses?
Howcouldoptimalapplicationsupportinsuchanindustrylooklike?
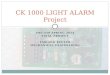
WithregardtointegrationoftheERPlayerandtheMESlayer,theAberdeenGroup
in 2006 conducted abenchmark study across 440 manufacturing
companies from
different industries, revealing that the most urgent goals
pursuedby integration
effortsareseamlessdataflowfromtheshopfloorlayertotheERPlayer,enterprise
wide access to production data, and improvement of product
quality (see Figure
11).
-
7/27/2019 Final Report IME
12/88
Introduction 3
HSG / IWI / CC CDQ2 / 17
Figure11:KeygoalsforintegrationofERPandshopfloor[AberdeenGroup2006,p.3]
1.2 Structure of the Final Report
Afterthisintroductorysectioninwhichthestudymotivationisexpressed,Section2
isdedicatedtothedescriptionofthestudydesignincludingashortpresentationof
thefourparticipatingautomobilemanufacturerswiththecorrespondingworkshop
participants. Thereafter, Section 3 provides background
information and the
conceptual foundation on central topics of the study, most
notably MES and the
automotive
industry.
Section4presentsthemajorfindingsofthestudyaccordingtothefivesubjectareas
that were investigated. The first part (Section 4.1) is devoted
to strategic goals,
organizational embedding, and application landscape. Section 4.2
then aims at
developing a reference architecture for MES functions as one of
the pivotal goals
pursuedwith thisstudy.Thegeneric referencearchitecture
(namedMESFunction
Map) isderived fromexistingMESstandards (Section4.2.1)and then
instantiated
55
51
36
33
28
27
25
0 10 20 30 40 50 60
Pulldatafromtheshop floorprovidingvisibilitytoERP
andenterpriseapplications
Improveproductqualityandreducevariability
Enterprisewideaccesstomanufacturingorders,
inventory,etc.fromERPtoshop floor
Triggers/alertsfromexecutionsystemsignalto
planning/schedulingapplications
ProductcompletionsfromexecutionsystemtoERP
Providevisibilityintoplantfloorfinancials
Providedirectaccesstoproductgenealogyfrom
enterpriseapplicationstoshop floor
PrioritiesinBridgingtheGapBetweenERPandtheShopFloor
%
-
7/27/2019 Final Report IME
13/88
Study Design 4
HSG / IWI / CC CDQ2 / 17
and refined through the four case studies (Section 4.2.2). The
instantiations show
functional requirements that the Original Equipment
Manufacturers (OEMs) have
on
IT
solutions
for
production
planning
and
control.
Section
4.2.3
then
investigates
thepotentialimprovementstandardizedMESsolutionscouldgeneratewithregard
to cost, time, and quality. In Sections 4.2.4 and 4.2.5, we
discuss some factors
influencing the instantiation of the MES reference architecture
as well as
requirements which are not coveredby the MES Function Map
(nonfunctional
requirements),but which were explicitly expressed asbeing
important for MES
solutions.Thefifthsubjectarea,performancemeasuring,isdealtwithinSection4.3,
where we analyze KPIs usedby the OEMs for evaluating their
manufacturing
processesinordertoilluminatepossibleeffectsofintegratedMESsolutionsonthe
performanceofthemanufacturingprocesses.
Finally,Section5summarizesthekeyresultsofthestudyandprovidesanoutlook
onfuturechallengesfortheautomotiveindustryaswellasforresearch.
2 Study Design
2.1 Research Approach
Thebasicintentionofthestudyistodescribeessentialcriteriaforfurtheroptimizing
manufacturingexecution
inassemblyandcomponentmanufacturingplantsof the
automotive industry. Based on the identification of a functional
MES reference
architecture (including adoption criteria for its application),
the study aims at
formulating requirements on and developing recommendations for
future
integrated Manufacturing Execution Systems. A reference
architecture, or more
generallyspeakingareferencemodel,isagenericmodelofaunitofanalysisthatis
applicable as a template for similar cases in the same domain by
adapting
predefinedconfigurationparameterstotheparticularsituationinwhichitused.We
willdescribe
reference
models
and
their
adaptation
mechanisms
in
more
detail
in
-
7/27/2019 Final Report IME
14/88
Study Design 5
HSG / IWI / CC CDQ2 / 17
later sections of this report when we present the functional MES
reference
architecture and parameters influencing its instantiation
(Section4.2). In addition,
the
study
evaluates
potential
benefits
of
an
integrated
Manufacturing
Execution
Systembydevelopingandapplyingaframeworkofbusinessbenefitsconsistingof
MESrelatedKPIs.
Thepivotalelementof thisstudyonIntegratedManufacturingExecution
(IME) in
theautomobile industry is the recordingof case studies for the
fourparticipating
automobile manufacturers, namely AUDI AG, BMW Group, Daimler AG
and
Volkswagen AG1. Basically, case study research can pursue two
different goals:
firstly, case studies can examine, describe and explain
phenomena in a given
(business)contextinanexplorativemanner,secondly,casestudiesallowtotestand
developnew theories
[Eisenhardt1989,p.533,Scholz/Tietje2002,pp.11f.].As the
IMEprojectaimsattheformer,ourcasestudiescanbedefinedasexplorative[Yin
2002, Specht et al. 2004] describing and investigating a complex
area of science
[Meyer/KittelWegener 2002, p. 21] and trying to identify and
explain
interdependencies or cause effect relations [Yin 2002, p. 15].
The study design is
characterized by an multicase studies approach as a total of
four different
companiesareexaminedwithregardto
thesametopic(MES)[Yin2002,pp.38ff.].
This leads to increased robustness and generalizability of
findings, compared to
individualcasestudies[Benbasat1985,p.58].
Eachof the fourcase studiesdocuments thecurrent status
regardingMES for the
respectiveOEM, taking intoaccount fivesubjectareas tobe
investigated:strategic
goals,organizationalembedding,applicationlandscape,functionalarchitecture,and
performance measuring. In addition, the individual case studies
and the findings
madethereinserveasabasisforthepresentstudyreport.
1
ThecompaniesparticipatingintheIMEstudyarepresentedinthefollowingsection.
-
7/27/2019 Final Report IME
15/88
Study Design 6
HSG / IWI / CC CDQ2 / 17
Figure21:ResearchapproachoftheIMEStudy
Figure21showstheoverallresearchprocesspursuedbytheIMEstudy.Basedon
extensiveliteraturereviewwedesignedaquestionnaireconsistingofbothopenand
closed questions serving as a guideline for the assessment
workshops. The
questionnairewas reviewedand refined throughmultiple
interviewswithexperts
having substantial experience in MES projects. The interrogated
subject matter
expertsarenamedinTable21.
Name Company Department/Role
MichaelSchlecht SAPDeutschlandAG DirectorIndustrySolutions
TonyAschwanden SAPSchweizAG
HeadofEMEAPresalesforManufacturingExecution
DieterWormuth EDS,anHPCompany
ConsultantforProductionITandMES
Table21:MESexpertsinterviewedforquestionnairedesign
Theworkshopswerecarriedoutassemistructuredonsitefocusgroup
interviews
[Cavana
et
al.
2001,
pp.
153
159]
with
varying
numbers
of
participants
(between
3
Preliminary Work
Work out general MES Process Map and Business BenefitFramework
(BBF)
Align project scope
Design questionnaire
Initial Assessment and Data Collection
Conduct and document Assessment Workshops
Assess MES Process Map and BBF
Discuss improvement and cost saving potentials
Benefit Analysis
Analyze and calculate relevant KPIs
Consolidation of Results
Aggregate benefits; calculate savings and efficiencypotentials
(Monetarize KPIs)
Write final report
Presentation and Handover of Results
Final presentation
Best Practice Exchange Workshop (multilateral)
Joint dissemination of project results
1
2
3
4
5
-
7/27/2019 Final Report IME
16/88
Study Design 7
HSG / IWI / CC CDQ2 / 17
and 12) from both IT and manufacturing departments (e.g. plant
managers).
Additionally, we analyzed documents provided by the workshop
participants,
which
complemented
the
information
gathered
during
the
interviews.
2.2 Participating Automobile Manufacturers
ThefollowingchapterpresentsthefourOEMsthatparticipatedintheIMEstudyas
wellastheobjectsofinvestigation(plants,divisionsetc.).Intherestofthepaperwe
refertotheseOEMsasautomobilemanufacturers.
2.2.1 AUDI AG
2.2.1.1 General Information
AUDI AG is a German automobile manufacturer headquartered in
Ingolstadt,
Germany. It has been an almost whollyowned subsidiary (99.7 %)
of the
Volkswagen Group since 1964. The company employs about 57,000
employees,
generatingarevenueofmorethan34billionEuros(2008).TheAudiGroupitselfis
subdivided in several national subsidiaries and manufactures
cars in seven
internationalmanufacturingsites(IngolstadtandNeckarsulminGermany,Brussels
in Belgium, Gyr in Hungary, Changchun in China, Bratislava in
Slovakia, and
AurangabadinIndia).Thecompanyskeyfiguresfortheyear2008aresummarized
inTable22.
AUDIAG
Numberofemployees 57,533
Annualrevenue(inmillionEuro) 34,196
Numberofmanufacturingsites 6
Numberofcountrieswithmanufacturingsites 5
Annualscostsofgoodssold(COGS)(inmillionEuro) 28,848
Manufacturingcosts(inmillionEuro) 28,478
Table22:KeyfiguresofAUDIAGfor2008
-
7/27/2019 Final Report IME
17/88
Study Design 8
HSG / IWI / CC CDQ2 / 17
2.2.1.2 Object of Investigation and Interview Partners
The case studyat Audi did not focuson a singleplant,but instead
coveredboth
vehicle and component manufacturing. Consequently, the study
covers the
manufacturing plants of AUDI AG in Ingolstadt (with an output of
more than
550.000 cars per year and 32,000 employees in 2008), Neckarsulm
(approximately
300.000carsperyearand13,000employeesin2008),andAudiHungariaMotorsKft.
(AHM) in Gyr, Hungary (almost 2 million engines and 60,000 cars
with
approximately5,900employeesin2008).Ingolstadt,astheheadquartersiteandthe
location forboth technicaldevelopmentanddiversecorporate
functions, isAudis
biggestplantwithregardtovehicleoutput.Duetotherelativelysmallfloorspaceof
themanufacturingsite,Ingolstadt
typifiesthemodelofpermanentoptimizationof
theplantsmanufacturingandlogisticsprocessesincludingtheunderlyingIT.With
Ingolstadt and Neckarsulm being the two biggest manufacturing
plants of the
company (with regard to yearly vehicle production), the
important issue of MES
process and system integration is centered on these two sites.
AHM is mainly a
component manufacturing plant. however, there is also a small
part of vehicle
manufacturing (assembly), producing about 60,000 cars per year.
With a total of
almost two million engines produced yearly, the plant is one of
the worldwide
biggestenginemanufacturingsites.Duetoitssizeandthefactthatitencompasses
allbusiness functions (e.g. HR, Research & Development
etc.), the Gyr location
differsfromothermanufacturingsitesofAudiandisofequalimportancewithinthe
company as the main manufacturing plants in Ingolstadt and
Neckarsulm. From
AUDIAG,thefollowingrepresentativesparticipatedintheassessmentworkshops:
JrgGraf,headofITofAHM;
Christoph Lubkoll, responsible for Strategies of Process and
System
Integration(CustomerOrderProcess);
EmeseKosar,headoftheProcess,IntegrationandInformationManagement
departmentwithintheITdepartmentofAHM;and
-
7/27/2019 Final Report IME
18/88
Study Design 9
HSG / IWI / CC CDQ2 / 17
Ambrus Zsolt, responsible for IT solutions supporting core
manufacturing
processes, most notably the planning production process within
the IT
department
of
AHM.
WithintheAudiGroup,AHMtakesauniquerole,asherebothhighvolumeengine
manufacturingandvehicleassemblyrepresentcorebusinessprocesses.Partlythese
divergingprocessesrequirespecificITsolutionsontheERPlayeraswellasonthe
MESlayer.FortheotherAudicomponentmanufacturingplants,thestandardMES
of Volkswagen, as the parent company, areauthoritative, whereas
IT solutions at
AHMmaydifferfromthesestandardsbypartlyhavinginstalledlocal,proprietary
systemsinlinewithgoverningITprinciples.
2.2.2 BMW AG
2.2.2.1 General Information
TheBayerischeMotorenWerke(BMW)AGisaGermanautomobileandmotorcycle
manufacturing company, which was founded in 1916. It is
headquartered in
Munich, Germany. The company employs approximately 100,000
employees
generatinganannualrevenueofmorethan53billionEuros(2008).TodaytheBMW
GroupistheparentcompanyoftheMINIbrandaswellasRollsRoyceMotorCars.
BMWmanufacturescars
in24sitescovering13differentcountries.Thecompanys
keyfiguresfortheyear2008aresummarizedinTable23.
BMWAG
Numberofemployees 100,041
Annualrevenue(inmillionEuro) 53,197
Numberofmanufacturingsites 24
Numberofcountrieswithmanufacturingsites 13
Annualscostsofgoodssold(COGS)(inmillionEuro) 44,323
Manufacturingcosts(inmillionEuro) 26,727
Table23:KeyfiguresofBMWAGfor2008
-
7/27/2019 Final Report IME
19/88
Study Design 10
HSG / IWI / CC CDQ2 / 17
2.2.2.2 Object of Investigation and Interview Partners
In contrast to the original intension of focusing on one single
plant only, it was
jointly agreed to do a comprehensive, crossplant analysis of MES
related topics.
Thisallowedus toobtainamorecomprehensiveviewon the
issueofMESwithin
BMW and to identify and discuss differences between different
plants of the
company. Therefore, we had a wide spectrum of workshop
participants with
varyingbackgrounds and from different organizational units. The
names of the
workshopparticipantsaswellastheirorganizationalassignmentaresummarizedin
Table24.
Name Role Department
RobertPeter CoCLeiterAnlagennaheSysteme EZ24
HaraldScheder ITPLNeue3erBaureihe EZ203
UrsulaRichter Bebauungsplanung,QSysteme EZ201
ThomasPriemuth CoCLeiterLogistischeInformationssysteme EZ241
JakobWersching LeiterSteuerungs Einrichtungs
ProzesstechnikMontage TP401
AlbertSextl LeiterInstandhaltungKomponentenfertigung TA334
FranzZurl LeiterSteuerungstechnikKomponentenfertigung TA414
EdmundZuber LeiterAnlagentechnikKarosseriebau TP221
GeraldMeier KompentenzfeldleiterProzessdatenerfassung
EZ240LA
RudolfHoefler Programmsteuerung(Mnchen) TM103
HubertPielmaier
LeiterInstandhaltungOberflchenbehandlung(Dingolfing) TD311
DieterSchels ProduktionsnaheITMontage(Mnchen) TP401MU
Table24:WorkshopparticipantsofBMW
2.2.3 Daimler AG
2.2.3.1 General Information
Daimler AG is a German automobile manufacturer headquartered in
Stuttgart,
Germany.The company employs approximately 273,000employees
generating an
annual revenue of more than 95billion Euros (2008). Besidesbeing
the worlds
thirteenth largest automobile manufacturer, Daimler is the
worlds largest truck
-
7/27/2019 Final Report IME
20/88
Study Design 11
HSG / IWI / CC CDQ2 / 17
manufacturer.ItsdivisionMercedesBenzCars(MBC),onwhichthecasestudyhas
focused, employs approximately 97,000 people generating an
annual revenue of
almost
48
billion
Euros
(2008).
Cars
are
manufactured
in
15
sites
covering
six
different countries. The mainbrands of the company are
MercedesBenz, Smart,
Maybach,andMcLaren.
MBCskeyfiguresfortheyear2008aresummarizedinTable25.
MBC(DaimlerAG)
Numberofemployees 97,303(273,216)
Annualrevenue(inmillionEuro) 47,772(95,873)
Numberofmanufacturingsites 15(41)
Numberofcountrieswithmanufacturingsites 6(17)
Annualscostsofgoodssold(COGS)(inmillionEuro) 74,314
Manufacturingcosts(inmillionEuro)
Table25:KeyfiguresofMBCandDaimlerAG(inbrackets)for2008
2.2.3.2 Object of Investigation and Interview Partners
In contrast to the original intension of focusing on one single
plant only, it was
jointlyagreedtodoacomprehensive,crossplantandcrossdivisionanalysisofMES
relatedtopics.Thecasestudycoversthreedifferentdivisionsofproductionwithin
MBC, namely manufacturing of complex components (engines, gears)
for
automobiles
(socalledPowertrain),assemblyofautomobiles,andvanproduction.
Therefore,thescopeofthecasestudyisrelativelywide,allowingforcomparisonof
the topics investigated between the different branches and,
consequently,
identification and discussion of major discrepancies.
Accordingly, findings are
describedforeachofthethreedivisions(Powertrain,Assembly,Van)duringtherest
of thecase study.Theworkshopbrought together representatives
fromCoCsand
plantsofallthreebranches.Thenamesoftheworkshopparticipantsaswellastheir
rolesandorganizationalassignmentaresummarizedinTable26.
-
7/27/2019 Final Report IME
21/88
Study Design 12
HSG / IWI / CC CDQ2 / 17
Name Role Department
UweHaag SeniorManager
ITVANManufacturingPlants
HeadofCoCManufacturingControlandLogistics
InformationOfficerforplantsDsseldorfandLudwigsfelde
MarkusHawickhorst Manager ITVANManufacturingPlants
CoCDistributionSystems
GerhardSchiele SeniorManager ITAssemblyPlants
CoCManufacturingControl
ThomasKampfmann Manager ITAssemblyPlants
CoCManufacturingControl(mainlySindelfingen)
StefanRosenwald SeniorManager
ITManagementPowertrain(componentplants)
CoCManufacturingControlandLogistics
Table26:WorkshopparticipantsofMBC
2.2.4 Volkswagen AG
2.2.4.1 General Information
Volkswagen (VW) AG is a German automobile manufacturer
headquartered in
Wolfsburg,Germany.Withanannualrevenueof113.8billionEurosanda
totalof
approximately 370,000 employees in 2008, the Volkswagen AG
currently ranks
among the top threeautomobilemakers in theworldand is
thebiggestEuropean
automobile manufacturer. It unites numerous automobile brands,
among them
Audi, Bentley, Bugatti, Seat, and Skoda. Volkswagen AG currently
operates 61
manufacturingsitesin21differentcountries.Thecompanyskeyfiguresfortheyear
2008aresummarizedinTable27.
VolkswagenAG
Numberofemployees 369,928
Annualrevenue(inmillionEuro) 113,808
Numberofmanufacturingsites 61
Numberofcountrieswithmanufacturingsites 21
Annualscostsofgoodssold(COGS)(inmillionEuro) 96,612
Manufacturingcosts(inmillionEuro)
Table27:KeyfiguresofVolkswagenAGfor2008
-
7/27/2019 Final Report IME
22/88
Background 13
HSG / IWI / CC CDQ2 / 17
2.2.4.2 Object of Investigation and Interview Partners
The case study at VW focused on the component manufacturing
plants of the
company. Components in this case cover the whole spectrum and
include simple
components,suchaspressedorfoundryparts,aswellascomplexcomponents,such
as gears or engines. Within the company, the ITP Components
department is
responsibleforITdevelopmentandmaintenanceofallcomponentplants.Fromthis
departmenttworepresentativesparticipatedintheassessmentworkshops:
HansChristianHeidecke,headofITPComponents;
IngoHfer,softwareengineeratITPComponents.
3 Background
3.1 Manufacturing Execution Systems
ManufacturingExecutionSystemsarearelativelynewclassofinformationsystems
designedparticularlytosupportshopfloorprocessesandtheirintegrationintothe
companys
information
system
architecture
[Louis/Alpar
2007,
p.
243].
MES
constitutetheinterfacebetweentheplanning(ERP)layerandtheproductionlayer.
Theyareanessentialcomponentforverticalintegration,asillustratedinFigure31.
The three layerscanalsobe referred toasCompanyManagement
(forwhichERP
systemsarethemostcommontools),ProductionManagement(donebyMES),and
Production (supported by systems for machine control and
acquisition of
manufacturing
data)
[Gnther
et
al.
2008,
p.
37].
The
latter
usually
contains
hybrid
hardware/software systems, such as Distributed Control Systems
(DCS),
Programmable Logic Controllers (PLC), Distributed Numerical
Control (DNC),
Supervisory Control and Data Acquisition (SCADA) systems, and
other control
systemsdesigned toautomate theway
inwhichproductsarebeingmanufactured
[MESA2000,p.1].
-
7/27/2019 Final Report IME
23/88
Background 14
HSG / IWI / CC CDQ2 / 17
Figure31:MESasconnectorbetweenERPandshopfloor(basedon[Albert/Fuchs2007,p.
11,Louis/Alpar2007,p.246])
In contrast to ERP systems, which generally provide a verybroad
functionality
coveringallbusinessfunctionsofanenterprisealong
itsoperationalsupplychain,
MES aim at enabling companies to quickly respond to events
occurring in the
production process (reactive detailed planning). MES take a
microscopic, more
granularviewonproductiondata (often restricted
toasingleplantorproduction
area),comparedtothemacroscopic,holisticviewofERPsystems,andthereforeare
intended to compensate one of the main shortcomingsof ERP system
production
modules: the incapabilityofproviding
integrationofrealtimemanufacturingdata
generatedontheshopfloor[Wannenwetsch/Nicolai2004,p.139].Thisincapability
basically results from an inadequacy of ERP production plans to
respond to
changing demands or deviations in the manufacturing process.
Neither are these
systemscapableofhandling theenormousamountofdatacoming from the
shop
floor,nordo theyprovideshort response timesandsufficient
levelsofdetail (e.g.
withregardtothemodellingoftheproductionprocess)[Louis/Alpar2007,p.243].
Itis
this
gap
that
MES
are
trying
to
fill.
Production / Automation Systems
Manufacturing
Execution Systems(MES)
ERP
Production (Program)Planning, Master Data
Maintenance
Detailed ResourcePlanning & Allocation,
Production Monitoring,Data Collection, KPIs
Execution, Production
Logistics
Current productiondataPlan variance
Planning data andrestrictions
Production DataAcquisition (PDA)
Reactions onincidents during
production
Business
Partners
Ente
rprisewide
Domain
specific
Levelof
Detail
Planning
Horizon
-
7/27/2019 Final Report IME
24/88
Background 15
HSG / IWI / CC CDQ2 / 17
As MES in the past have notbeen subject of extensive scientific
research (some
exceptionsbeing the recentworksofKLETTI [Kletti2006],SAUER
[Sauer2004]and
SCHFER
ET
AL.
[Schfer
et
al.
2009]),
a
well
established
definition
of
the
term
has
not
beengivensofar.However, thereare
leadingstandardizationorganizationsin the
domain of manufacturing integration, most notably the Industry,
Systems, and
Automation Society (ISA) and the Manufacturing Execution
Solutions Association
(MESA),thathaveputsomeeffortintofindingacommondefinitionandspecifying
genericMESfunctionality(cf.[ISA2000,ISA2005]and[MESA2000,MESA2004]).2
SoMESaredefinedassystemsthatdeliverinformationenablingtheoptimization
of production activities from order launch to finished goods.
Using current and
accuraterealtimedata,MESguide,respondto,andreportonplantactivitiesasthey
occur.Theresultingrapidresponsetochangingconditions,coupledwithafocuson
reducingnonvalueaddedactivities,driveseffectiveplantoperationandprocesses.
[MESA2000,p.1].ThisdefinitionimpliesthefollowingcharacteristicsofMES:
highlevelofdetail(dataacquisitionfrommanufacturingprocesses),
relativelyshortplanninghorizon(reactiveplanning),
bidirectional communication toboth ERP systems and shop floor
systems
(interfacing).
TheultimategoalofMEScanthereforebedescribedasincreasingtransparencyon
the manufacturing process and, as a result, establishing
horizontal and vertical
(closed) control loops [Kletti 2006, p. 11]. These control loops
allow for prompt
reaction to incidents on the shop floor as information is
directly fed back to
overlyingplanningsystems(suchasERP)totriggerrespectivemeasuresaswellas
tosubsequentmanufacturingsteps(horizontalintegration).
2
Amoredetailedpresentationofthestandardsisincludedinthefollowingsection.
-
7/27/2019 Final Report IME
25/88
Background 16
HSG / IWI / CC CDQ2 / 17
A major challenge with regard to the model shown in Figure 31
lies in a clear
demarcation of the three layers3. This is a difficult task, as
certain enterprise
functions
may
be
supported
by
a
number
of
information
systems
located
in
more
than one layer (e.g. quality management by ERP and by MES
applications,
production data acquisitionby control systems on the shop floor
andby MES
applications), leading to a high degree of
interconnectionbetween the systems.
Nevertheless,acleardistinctionappearsuseful,asthesystemsdifferregardingthe
degreetowhichtheysupportfunctionalityformanufacturingplanningcomparedto
manufacturing execution. We comply with the above given
definition by
distinguishing the three layers ERP, MES, and Shop Floor
mainlybased on two
parameters(seeFigure31):theplanninghorizon,i.e.theperiodoftimeforwhich
differenttasksarescheduled,andthelevelofdetailoftheinformationmanaged.By
rule of thumb, ERP systems cover the mid and longterm planning
for a time
horizonofatleastoneday(uptoseveralweeksormonths),MEShandleproduction
planninginformationrangingfromonehouruptooneday,andontheShopFloor
layertimeintervalsscaledown
tothelevelofseveralminutes.Aseveryminuteof
productionstopduetomachineortoolfailuredirectlyleadstolossofmoney,rapid,
adhoc decisions need tobe supported in production management and
execution
[Kletti2006,p.11].
We would like to emphasize that our understanding of the term
MES is not
limited to thegeneric term fora typeofcommerciallyavailableor
selfdeveloped
software,but also includes the functions that are necessary for
(more) efficiently
managing the manufacturing process and for establishing the link
connecting
commercial order processing at enterprise management level (ERP)
with the
3
The problem of demarcating the three layers with regard to their
functions is also addressed in this study anddiscussed in more
detail with the help of the MES Function Map in chapter 4.2. This
part of the study aims at
assigning functionality to the different layers and contributes
to a more clear differentiation of ERP, MES and
Shop Floor in the automotive industry.
-
7/27/2019 Final Report IME
26/88
Background 17
HSG / IWI / CC CDQ2 / 17
operationmanagementlevel(ShopFloor)[NAMUR2003,p.6].Fortheremainderof
thereportwethereforeexplicitlydifferentiatebetweenMESfunctionalityandMES
applications,
the
latter
referring
to
software
operated
to
support
MES
related
tasks.
3.2 Existing MES Standards
Asmentioned in theprevious chapter, several
standardizationorganizationshave
put some effort into finding a common definition and specifying
generic MES
functionality.Thestandardizationorganizationsandtheresultingspecificationsare
brieflysummarizedinthefollowingsubsectionsservingasaconceptualfoundation
forfurther
work
(see
Section
4.2).
Within its S95 standard, ISA specifies four core functionality
categories of MES:
Production Management, Inventory Management, Quality Management
and
Maintenance Operations Management [ISA 2000]. Each of the four
categories is
furthersubdividedintoeightfunctiongroupsandcanserveasabasistodefinethe
functionalscopeoftheMESlayer.However,theISAstandardfocusesmoreonthe
data
models
of
and
interfaces
between
the
three
layers
depicted
in
Figure
3
1,
i.e.
on
verticalintegration.Asitdoesnotprovideconcretefunctionaldefinitions,wedonot
includeitinoursynthesisofMESfunctions.
3.2.1 Manufacturing Execution System Association (MESA)
The Manufacturing Execution System Association is an American
industry
association headquartered in Chandler, Arizona. Being
established in 1992 by
different
software
companies,
MESA
is
maybe
the
most
experienced
organization
in
thefieldofMESwithitsstandardshavingreachedworldwideacceptance.However,
MESAs guidelines are still strongly influenced by the MES
software vendors
perspective.
-
7/27/2019 Final Report IME
27/88
Background 18
HSG / IWI / CC CDQ2 / 17
ManufacturingExecutionSystemAssociation(MESA)
Foundation 1992Headquarters
Chandler,Arizona(USA)Relevantindustries
AllmanufacturingindustriesScope International; MESonlyMembers
Softwarecompanies,usercompanies,andmanufacturingprofessionalsHomepage
www.mesa.org
Table31:OrganizationprofileofMESA
The MESA Guidelines, as the most comprehensive MES standard,
follow a
pragmaticapproachandidentifieselevenstandardMESfunctionsonafairlycoarse
granularlevel[MESA2000,p.1]:
ResourceAllocationandScheduling,
Operations/DetailScheduling,
DispatchingProductionUnits,
DocumentControl,
DataCollection/Acquisition,
LabourManagement,
QualityManagement,
ProcessManagement,
MaintenanceManagement,
ProductTrackingandGenealogy,
PerformanceAnalysis.
Moreover, with the new concept of a Collaborative MES, MESA is
actively
propagating the vision of MES as a companys central data and
information hub
[MESA2004].
3.2.2 Normen-Arbeitsgemeinschaft (NAMUR)
NAMUR is a European organization for users of automation
technology in the
process industry (Interessengemeinschaft Automatisierungstechnik
der
Prozessindustrie).Itsmainfocusisonthechemicalandpharmaceuticalindustry.It
-
7/27/2019 Final Report IME
28/88
Background 19
HSG / IWI / CC CDQ2 / 17
promotes the exchange of knowhow and experiencebetween its
members and
designs guidelines in the form of recommendations and
worksheets. NAMUR
strongly
relies
on
the
ISA
S95
standard.
NormenArbeitsgemeinschaft(NAMUR)
Foundation 1949Headquarters
BadNeuenahr(Germany)Relevantindustries Processindustry(chemical and
pharmaceutical industry)Scope
European(Germanatitsorigin);notlimitedtoMESMembers
UsercompaniesHomepage www.namur.de
Table32:OrganizationprofileofNAMUR
ThemainfunctionalblocksdefinedindetailbyNAMURare:
OperationsneutralProductionPlanning,
DetailedProductionPlanning,
ProductionManagement,
QualityManagement,
StockManagement&MaterialFlowManagement,
ProductionDocumentation.
3.2.3 Verein Deutscher Ingenieure (VDI)
The VDI is Germanys biggest association of engineers and natural
scientists,
representing their interests in politics and society. It
operates a number of expert
panelswhoworkoutguidelinesfordifferenttopicsofinterest.In2004,VDIstarted
todevelopproperguidelines forMESbasedon the
standardspresentedbeforeas
wellasonrecentexperiencesandmarkettrends.
-
7/27/2019 Final Report IME
29/88
Background 20
HSG / IWI / CC CDQ2 / 17
VereinDeutscherIngenieure(VDI)
Foundation 1856Headquarters Dsseldorf(Germany)Relevantindustries
AllmanufacturingindustriesScope Germany;notlimitedtoMESMembers
EngineersandnaturalscientistsHomepage www.vdi.de
Table33:OrganizationprofileoftheVDI
The5600Guideline focusesonanunambiguousdefinitionof the
termMESand
thedistinctionbetweendifferentmanufacturingtypes.Functionsdefinedare:
DetailedPlanning,
EquipmentManagement,
ResourceManagement,
PersonnelManagement,
DataAcquisitionandProcessing,
InterfaceManagement,
PerformanceAnalysis,
QualityManagement,
InformationManagement.
3.2.4 National Inst itute of Standards and Technology (NIST)
TheNISTisameasurementstandardslaboratoryasanonregulatoryagencyofthe
UnitedStatesDepartmentofCommerce. Itsmission is topromoteU.S.
innovation
and
industrialcompetitivenessbyadvancingmeasurementscience,standards,and
technology.Inthepast,theNISThasactivelybeenworkingonvariousissues,such
asdevelopmentofadistributedshopfloorcontrolarchitecture,developmentofan
activity model of the technical aspects of the product
manufacturing process for
discretemetalpartsetc.[Barkmeyeretal.1999]
-
7/27/2019 Final Report IME
30/88
Background 21
HSG / IWI / CC CDQ2 / 17
NationalInstituteofStandardsandTechnology(NIST)
Foundation 1901Headquarters
Gaithersburg,Maryland&Boulder,Colorado(USA)Relevantindustries
AllmanufacturingindustriesScope USA;notlimitedtoMESMembers
GovernmentalrepresentativesHomepage www.nist.gov
Table34:OrganizationprofileoftheNIST
BasedontheMESAstandard,theNISTdefinesthefollowingMESfunctions:
ResourceAllocationandTracking,
Operations/DetailScheduling,
ProductionUnitsDispatching,
SpecificationManagement,
DataCollection/Acquisition,
LabourManagement,
QualityManagement,
ProcessManagement,
MaintenanceManagement,
ProductTrackingandGenealogy,
PerformanceAnalysis,
MaterialManagement.
3.3 The Automot ive Industry
While the definition and illumination of MES in the previous
chapter hasbeen
rathergeneralandindependentofanyspecificindustry,itisimportanttonotethat
requirementsonMESdiffersignificantlydependingontheindustryandthetypeof
production given (e.g. process manufacturing in the
pharmaceutical industry in
contrasttodiscretemanufacturinginthecomputerindustry).Wewillthereforetake
acloserlookonthecharacteristicsandrequirementsoftheautomotiveindustry.
-
7/27/2019 Final Report IME
31/88
Background 22
HSG / IWI / CC CDQ2 / 17
3.3.1 General Characteristics
The study at hand focuses on the automotive industry.
Accordingly, the topic is
investigatedandanalyzedagainst thebackgroundofautomotive
industryspecific
characteristics. In general terms, automobile manufacturers
currently suffer from
enormouscostpressure,which ispartlydue
tostrongpricecompetition,buteven
more to the current economic situation in the automotive market,
which is
characterizedbyexcesscapacitiesnecessitatingreductionofproductionoutput.This
costpressurehasadirectimpactonthemanufacturingintermsofdemandingmore
efficient and leaner processes. Furthermore, automobile
manufacturing is
characterizedby shortdelivery times,versatileproduction
(i.e.numerousproduct
variants), and shortterm change requests. For the manufacturers
this means they
needuptodatestatusinformationontheproductionprocessinordertobeableto
reactatshortnotice.
3.3.2 MES in the Automotive Industry
As already suggested in Section 1.1, the automotive industry is
characterizedby
numerous,
stronglydivergingmanufacturingprocesses:batchproduction inpress
plants,highlyautomatedproductionlinesforcarbodyconstruction,andassembly
with its typical requirements on loadbalancing and
documentation. Particularly,
adequate support of different production process types (batch
production for
manufacture of parts and simple components, flow or continuous
production4 in
assembly,andamixtureofbothinthemanufacturingofcomplexcomponents,such
as engines) constitutes a crucial challenge for OEMs. This
heterogeneity of
manufacturing processes is directly reflected on the application
level leading to
numerous isolated applications and, thus, to difficulties
ensuringboth horizontal
integrationalongtheproductionprocessandverticalintegrationacrossthedifferent
4
Thetermsflowandcontinuousproductionareusedsynonymouslyinthisreport.
-
7/27/2019 Final Report IME
32/88
Background 23
HSG / IWI / CC CDQ2 / 17
layers.Thishas tobeborne inmindwhenevaluatingcurrently
implementedMES
andconsideringfutureimprovementpossibilities.
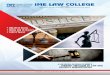
Figure32:Majorelementsoftheautomotivevaluechain
AsdepictedinFigure32MESanditsfunctionalarchitecturedoesnotonlydepend
onthetypeofproductionandthemanufacturedproduct,butisalsoembeddedina
broader architectural framework. It includes most notably the
corresponding
processarchitecture,i.e.the(manufacturing)processesinwhichthefunctionalityis
used,aswellastheapplicationarchitectureresultingfromthedistributionofMES
functionstodifferentapplicationsystems.ThedesignofMESwithintheautomobile
manufacturing companies is in strongly influenced by the
interdependencies
betweenthesearchitecturallayers.
Functions
Processes
ValueChain
Production
Unit
Systems
Requirements
PlanningGross Planning
Detailed
Planning
Quality
Management
(Production)
Inventory
Management
Material
Requirements
Planning
Production Data
Acquisition
(PDA)
Machine Control
Takeover of
Requirements
Information
Manufacturing
Execution /
Control
Resource/
Equipment
Management
Dynamic RoutingTraceability /
Genealogy
Production
Reporting and
Analysis
MES Master Data Management
Tier2 Tier1 OEM
Customer
Order
Process
Production
Process
Service
Process
Supporting
Processes...
SAP
APO
SAP
PP
MES1
MES2MES2
PS1
PS2PS3 PS4
ERP
MES
Production/AutomationSystems
Part Component VehicleRaw
Material
-
7/27/2019 Final Report IME
33/88
Study Findings 24
HSG / IWI / CC CDQ2 / 17
4 Study Findings
4.1 Current MES Strategy
Asdescribedin
theprevioussection,MESisgenerallyconsideredasanintegrated
process and IT topic within the automobile manufacturing
companies, and is
therefore not managed separatelybut within the overall process
and application
architecture. Accordingly, explicit MES strategies do not exist.
Guidelines for the
longtermaswellasthemid
andshorttermdevelopmentofMESrelatedprocesses
andapplicationshavebeenderivedfromtheITstrategy(whichisthencascadedto
thedifferent
core
business
areas,
such
as
manufacturing)
and/or
from
strategic
application maps. The strategic application maps contain the
tobe application
architecture,indicatingwhichfunctionalityistobesupportedbywhichapplication,
and theyalso contain the roadmap forallmanufacturing
relatedapplications (for
theERPlayerandfortheMESlayer).ITdepartmentsareurgedtoevolvetheirarea
ofresponsibilityaccordingtotheseconstructionplans.
Generally
speaking,
automotive
companies
are
subject
to
high
cost
pressure,
mainly
due to the economic situation in the automotive market, which is
currently
experiencing a dramatic downturn. This cost pressure is passed
over to
manufacturingaswellastoITdepartments.
4.1.1 Strategic Goals
AsdiscreteMESstrategieshavenotbeendefinedbytheautomobilemanufacturers,
the
top
strategic
goals
for
MES
have
not
been
specified
explicitly.
However,
the
beforementionedITstrategiesandapplicationconstructionplansdofollowgeneral
strategicobjectives,whichalsoapplyfortheissueofMES.Theseobjectivesinclude:
meetingtherequirementsofthevaluechainprocesses(production,customer
order);
achieving operating reliability and ensure robustness to achieve
100%
availability
of
the
manufacturing
processes;
-
7/27/2019 Final Report IME
34/88
Study Findings 25
HSG / IWI / CC CDQ2 / 17
reducingcomplexityandcost(particularlyITcost)by
a)
consolidatingtheapplicationlandscapeanddecreasingthenumberof
applications;
b)
intelligentstandardizationwherepossibleandprofitable,inorderto
increasereuseofsoftwarefunctionality;
No perse best of breed approach for MES, but rather
casespecific
evaluation.
Ingeneral,theassessmentworkshopsshowedthatstandardizationispivotalwithin
allcompanies,particularlywithregardtotheissueofMES.Here,thechallengeisto
reachmaximumstandardizationdespiteaconsiderablespecificityoftasks,whichis
increasing the nearer these tasks are located to the shop floor.
This problem
particularly effects component manufacturing, where the
production process is
characterizedbyahighdegreeofvarianceandcomplexity,asproductsoftenchange
and the manufacturing process is disrupted quite frequently,
making
standardization of manufacturing processes and supporting
applications more
difficult.
4.1.2 Organizational Embedding
AsMESisoftenviewedfromarathertechnicalperspective,focusingonapplications
that support (parts of) the manufacturing process,
responsibility for the subject is
generally assigned to IT departments. This is also the case in
the four companies
examined.However,automobilemanufacturersdoemphasize
theprocessviewby
assigningthedesignandimplementationofproductionprocessestothedepartment
responsible for MES, allowing them to develop MES solutions
according to the
specificrequirementsoftheproductionprocess.
Moreover, the strategic significance of manufacturing processes
entails that the
automobilemanufacturersaimatmanaging the issueofMESonaglobal
level in
order to achieve maximum homogeneity among all plants
worldwide.
-
7/27/2019 Final Report IME
35/88
Study Findings 26
HSG / IWI / CC CDQ2 / 17
Organizational units appointed to deal with the subject are
supposed to be
commonly responsible for aligning the application landscape to
process
requirements,
i.e.
they
are
expected
to
develop
guidelines
for
optimal
application
supportofbusinessprocesses.Theseguidelinesare then implementedby
the local
ITdepartmentofeachmanufacturingplant.Thegloballyresponsibleorganizational
units do not necessarily focus on MES solely,but are supposed to
design the
application landscapeasawhole, including systemson theERP
layerandon the
ShopFloorlayer.Duetothedifferencesintheproductionprocess(batchproduction
versusflowproduction),inmostcasestheautomobilemanufacturershaveseparate
unitsforassemblyandcomponentmanufacturingplants.
Some of the automobile manufacturers have implemented socalled
Centers of
Competence (CoC)orboards,whichdonotjustmanage the
topicgloballybutare
composedofrepresentatives
fromvariousplants,divisions(manufacturing,IT),or
even production process types (component manufacturing,
assembly). These
organizational units aim at fostering standardization and
minimizing the gap
betweencomponentmanufacturingandassembly(asfaraspossible).
4.1.3 Appl ication Landscape and Integration
Concerning automobile manufacturers applications on the MES
layer, current
efforts are commonly characterized by the will to consolidate
and harmonize
existingapplicationlandscapesinordertoreduceITcosts.Anaveragenumberof70
applicationsbeingoperatedontheMESlayerconstitutesaseriouscomplexitydriver
for integration and, as a consequence, enhances IT costs.
Generally, the study
revealed significant discrepancies between assembly and
component
manufacturing,whichcanmainlybeattributedtothemanufacturingcharacteristics
given. Being characterized by a high degree of variance and very
specific
manufacturing tasks, standardization (of both processes and
applications) in
component manufacturing is much harder to achieve than
standardization in
-
7/27/2019 Final Report IME
36/88
Study Findings 27
HSG / IWI / CC CDQ2 / 17
assembly. Component manufacturing ranges from relatively simple
components
(pressed parts, cast parts etc.) to very complex components
(such as engines or
gears),
and
in
many
cases
specialized
applications
are
needed
to
support
complicatedmanufacturingtasks.Accordingly,MESapplicationlandscapestendto
bemoreheterogeneousincomponentmanufacturingplants.
In the manufacturers assembly plants one to maximum three
proprietary
applicationscoverallcorefunctionalitiesrequiredontheMESlayer(seeFigure41),
except for very specific tasks, such as screwing technology or
testing equipment,
thatareclosetotheshopfloor.Applicationsareeitherselfdevelopedordeveloped
with external partners, and they cover areas such as production
logistics and
control, quality management, and machine control. In one case
the MES solution
implementedconsistsofseveralfunctionalmodules,whichcanbecombinedflexibly
andallowfortailormadeadaptationtoplantspecificrequirements.Indoingso,this
OEM isable to reuseMES functionalityacrossdifferentplants,
thereby increasing
the degree of standardization and at the same time reducing
costs for software
developmentandmaintenance.
-
7/27/2019 Final Report IME
37/88
Study Findings 28
HSG / IWI / CC CDQ2 / 17
Figure41:Simplifiedapplicationlandscapesinassemblyplants
Inautomobilemanufacturerscomponentplants,fourtosixselfdevelopedsystems
areoperated,coveringdifferent functionalities
(seeFigure42).Forexample, there
areseparateapplications tosupport the
(detailed)planningprocess,connection to
thecontrolsystemontheshopfloor,qualitymanagement,orproductionreporting.
BythisthepossibilityofaccomplishingintegratedMESisaggravated,asdataiskept
separately and in different formats. Furthermore, a large number
of applications
generallyleadstohigheroperatingITcosts.Onlyinonecaseanewlyimplemented
MES(towhichnewfunctionalityisconstantlyadded)coversallcoreMESfunctions
andcanbedescribedasintegrated.
ERPLayer
MES
Man.
Control
MES
QM
MES
Machine
Control
SAP
ERPLegacy
SF
Control
Systems
ShopFloor
ERPLayer
MESInformationSystem
SAP
ERPLegacy
MESLayer
MESLayer
ShopFloor
ERPLayer
MESManufacturingControl
SAP
ERPLegacy
MESLayer
ShopFloor
MESReporting
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
StandardApplication
NonStandard,Proprietary
Application
-
7/27/2019 Final Report IME
38/88
Study Findings 29
HSG / IWI / CC CDQ2 / 17
Figure42:Simplifiedapplicationlandscapesincomponentmanufacturingplants
In most of the automobile manufacturing companies integration of
different MES
applications is accomplished through socalled telegrams (i.e.
messagebased),
which are standardized with regard to format and structure.
Specification of the
corresponding interfaces is mandatory for integrating newly
acquired, additional
applications(e.g.fromcommercialsoftwarevendors).
Ascanbederived from the
findingsdescribed,MESapplicationsaremostlynon
standardized, proprietary. They were either selfdeveloped or
developed in close
collaborationwithexternal softwarepartners (marked in lightgreen
inFigure41
and Figure 42). This canbe explained mainlyby the automobile
manufacturers
desire to support the manufacturing process with its specific
requirements in the
bestpossiblewayandtointegratewiththeexisting,historicallygrownapplication
landscape. Moreover, in most cases the applications currently
operated were
ERPLayer
MES
Man.
Control
MES
Re
porting
MES
QM
MES
Detailed
Planning
ShopFloor
ERPLayer
MESLayer
MESLayer
ShopFloor
ERPLayer
MESInformationSystem
MESLayer
ShopFloor
MES
JIT/JIS
MES
Man.
Control
MES
Re
porting
MES
QM
MES/SF
Connect
SAP
ERPLegacy
SAP
ERPLegacy
SAP
ERPLegacy
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
SF
Control
Systems
StandardApplication
NonStandard,Proprietary
Application
-
7/27/2019 Final Report IME
39/88
Study Findings 30
HSG / IWI / CC CDQ2 / 17
developed severalyearsago leaving thepotentialofnew,uptodate
technologies
unexploited.
Commercial
software
vendors,
in
turn,
have
ignored
the
need
for
software
support
betweentheERPlayerand theShopFloorlayerfora longtime,which
iswhythe
automobilemanufacturershavebeguntodevelopappropriateapplicationsontheir
own. Although all four OEMs have always recognized the
advantages of a
standardizedandintegratedMES(whichismostnotablycharacterizedbyreduced
effort for integration and maintenance as well as increased
flexibility), they have
oftenexpressedtheirscepticismregardingfeasibility.
On the ERP layer the degree of standardization is considerably
higher. Legacy
systems are being increasingly substituted by standardized,
commercial ERP
systems,withSAPbeingthedominantsoftwareprovider(ERP,APO).
4.2 Functional MES Reference Architecture
Reference
models
(and
consequently
architectures
as
specific
models
as
well)
are
characterizedbythreeattributes[Fettke/Loos2004]:Universalapplicabilitydenotes
thepossibility todeployareferencemodel inmore
thanonespecificorganization.
This, in turn, fosters reusability meaning that generic
conceptual patterns canbe
used againby simply applying predefined adaptation mechanisms
reducing the
effortforredevelopment.Finally,referencemodelscontainbestpracticesproviding
recommendations for conducting business. Basically, reference
models can be
derivedeitherbygeneralizing findings fromanumberof
investigatedcasesorby
adaptinganexistingreferencemodeltoparticularrequirements[Beckeretal.2002,
p.49].Inourstudy,wepursuethefirstapproachbasedonthefourcasestudies.The
functionalMESreferencearchitectureisrepresentedbythesocalledMESFunction
Map.
-
7/27/2019 Final Report IME
40/88
Study Findings 31
HSG / IWI / CC CDQ2 / 17
4.2.1 Generic MES Funct ion Map
TheMESFunctionMapvisualizesdifferentbusinessandmanufacturing
functions
andassignsthemtooneofthethreelayers,namelyERP,MES,andShopFloor,or,
morepreciselyspeaking,tothecorrespondingapplicationsassignedtotheselayers.
Itcanservetwoobjectives:firstly,itcanbeusedasameansforcommunication(as
doneinourprojectduringtheassessmentworkshops);secondly,wheninstantiated
theFunctionMapcanbedeployedtodesignorrefinetheapplicationarchitectureby
assigningsoftwarecomponentstothefunctionmapped.
TheFunctionMapwasinitiallydevelopedonthebasisofaliteraturereviewofMES
relatedjournalandconferencearticlesfrombothresearchandbusinesspracticeas
wellasestablishedMESstandards(seeSection3.2),suchasISAS95[ISA2000]and
MESA [MESA 2000, MESA 2004]. Additionally, we analyzed MES
related white
papers of more regional standardizationbodies, namely the
National Institute of
Standards(NIST,[Barkmeyeretal.1999])intheUnitedStatesofAmericaaswellas
the 5600 Directive of the VDI [VDI 2007] and a guideline
publishedby NAMUR
[NAMUR2003]inGermany.
From the specifications of the standardization organizations
presented we have
derivedasynthesisofrelevantMESfunctions,whicharedepictedinTable41.The
footnotesrefertotermsusedbythestandardsthatdeviatefromthefunctionnames
usedwithintheIMEproject.
MESA
[MESA2000]
NAMUR
[NAMUR2003]
VDI
[VDI2007]
NIST
[Barkmeyer
etal.1999]
LabourManagement X X
(Material)RequirementsPlanning X1
GrossPlanning X1
DetailedPlanning X X X X
QualityManagement X X X X2
ProductionInventoryManagement X X3 X
ResourceManagement X5 X
4 X
5
-
7/27/2019 Final Report IME
41/88
Study Findings 32
HSG / IWI / CC CDQ2 / 17
MESA
[MESA2000]
NAMUR
[NAMUR2003]
VDI
[VDI2007]
NIST
[Barkmeyer
etal.1999]
EquipmentManagement/
MaintenanceX6 X X
6
ManufacturingExecution/Control X X
Traceability/Genealogy X X
ProductionReportingandAnalysis X7 X X
7
MachineControl X
ProductionDataAcquisition X X X
MasterDataManagement X8 X
8 X
9 X
1OperationneutralProductionPlanning
6MaintenanceManagement
2
QualityAnalysis7
PerformanceAnalysis3StockManagement
8DocumentControl
4MaterialManagement
9InformationManagement
5ResourceAllocationandTracking
Table41:MESfunctionsasspecifiedbydifferentstandards5
BeyondameredefinitionofMEStasks,theVDI5600Guidelinealsoidentifiesand
characterizesobjectstobemanagedontheMESlayer(suchasresourcesordata)and
not
on
the
ERP
layer
or
the
Shop
Floor
layer.
ForthedesignanddevelopmentofanMESfunctionalarchitectureintheautomotive
industrytheinvestigatedstandardswereuniformlyestimatedasinexpedientdueto
theinsufficientdegreeofdetailoftheprovideddefinitionsandthelackingfocuson
specificrequirementsoftheautomotiveindustrybytheinterviewedexperts.
WithregardtoourgoalofderivingafunctionalMESreferencearchitecture,wehave
used the specifications of these standards as a starting point
for a more detailed
definitionofMESand related functions,which later resulted in
theMESFunction
Map. The generic MES Function Map, as illustrated in Figure 43,
comprises the
three layers already specified, namely ERP, MES, and Shop Floor.
To each layer,
correspondingprocessesor functionsareassigned.The firstclusterof
functions is
5
Amoredetaileddescriptionofthefunctionswithsingletasksforeachofthestandardscanbefound
inAppendixB.1.
-
7/27/2019 Final Report IME
42/88
Study Findings 33
HSG / IWI / CC CDQ2 / 17
thecategoryoftypicalbusinessfunctions,suchassalesanddistributionormaterials
management,whichisassignedtotheERPlayer.TotheShopFloorlayerweassign
functions
that
are
directly
concerned
with
the
control
of
machinery,
such
as
Distributed Control Systems, Remote Terminal Units and
Programmable Logic
Controller.
Figure43:GenericMESFunctionMap
The MES layer comprises typical functions for production
planning and
manufacturing control, such as Product Traceability and
Genealogy, or Dynamic
Routing.
Dynamic
Routing
was
added
although
it
is
not
an
element
of
the
MES
standardsinvestigated,asithasrecentlybeenamuchpropagatedfunctionoffered
by commercial MES software vendors, such as SAP. Moreover, our
initial expert
interviewscarriedouttoverifytheMESFunctionMap(seeTable21)confirmedthe
potentialofthisfunctionforcostandtimesavingsinthemanufacturingprocess.
Themainfunctionsareshortlydescribedinthefollowing.Moredetaileddefinitions
foreachfunctionareprovidedinAppendixB.
Shop
FloorLayer
MESLayer
ERPLayer
DNC/CNC
ProgrammeControl
Supervisory,
Control and Data
Acquisition(SCADA)
Remote
Terminal Units(RTU)
Distributed
Control Systems
(DCS)
Programmable
Logic Controller(PLC)
(Internal) Cost
Allocation
ERP Business
Functions
CoreMESFunctionalities
Gross PlanningDetailed
Planning
Quality
Management
(Production)
Inventory
Management
(Material)
Requirements
Planning
Production Data
Acquis ition
(PDA)
Machine Control
Potentially RedundantFunctionalities CompanySpecific
Implementation NotwithinMESScope
Resource
Management
Manufacturing
Execution /
Control
Equipment
Management /
Maintenance
Dynamic RoutingTraceability /
Genealogy
Production
Reporting and
Analysis
MES Master Data Management
Labour
Management
-
7/27/2019 Final Report IME
43/88
Study Findings 34
HSG / IWI / CC CDQ2 / 17
LabourManagementprovidesinformationonthestatusofpersonnelinanup
totheminute time frame including time logging, attendance
reporting,
qualification
documentation,
and
staff
scheduling.
GrossPlanningderivesprimaryrequirementsfrom the
totalcustomerorders
receivedandfromforecastsmadeduringsalesandrequirementsplanning.It
isalsoreferredtoasRoughProductionPlanning.
Detailed Planning takes over the production requirements from
Gross
Planning and derives production orders under consideration of
production
restrictionswithdetailedtimescheduling(sequencing)andjobsizes(concrete
productionplan/schedule).
Quality Management provides timely analysis of product and
process
measuring taken frommanufacturingoperations inorder
toensureproduct
quality control, including quality/inspection planning,
inspection execution
anddocumentation,andmanagementoftestequipment.
Production Inventory Management, also referred to as Stock
Management,
documents all current and available stocks of material (input
material,
intermediateandfinalproducts)includingtheirlocation.
ResourceManagement, or Material Management, aims at needbased
supply
withanddisposalofmaterialonschedulewithinthemanufacturingprocess,
includingmanagementofworkinprogress(WIP)material,i.e.resourcesthat
arecurrentlyoutsidecentralstockkeeping.The function
isoftenreferred to
asMaterialandProductionLogistics.
Equipment Management / Maintenance ensures availability of
machinery
equipment on schedule and, therefore, manages all equipment
information
includingmaintenanceandrepairrequired.
ManufacturingExecutionandControlguaranteesproductionandmaterialflow
according to thedetailedproduction schedule
(productionmonitoring)and
-
7/27/2019 Final Report IME
44/88
Study Findings 35
HSG / IWI / CC CDQ2 / 17
sendsbackinformationontheactualprocess.Itcanalsoaltertheproduction
schedule and provide Electronic Control Station (ECS) and
Planning Table
functionality.
Traceability andGenealogyprovides transparencyas to
theproduction status
including localizing of manufactured goods at any time during
the
manufacturingprocess.Moreover,ittracks,collectsandverifiesinformation
about subcomponentsbeing assembled to parent components. This
record
allowsfortraceabilityofcomponentsandusageofeachendproduct.
DynamicRoutingprovidesalgorithmstoroute inrealtime
intermediaryor
workinprocessmaterialtoappropriatestationsand,hence,achieverealtime
loadbalancing inorder to
increasemanufacturingperformancewithregard
tothroughput,workloadbalanceandworkinprocessqueues.Thefunctionis
oftenincludedinManufacturingExecutionandControl.
ProductionReporting andAnalysisallows foruptotheminute
reportingand
analysisofactualmanufacturing.The functionallows
forStatisticalProcess
Control (SPC), i.e. to compare planned manufacturing and
actual
manufacturing using performance indicators which can be
graphically
visualized.
Machine Control constantly monitors the status of all machinery
collecting
machinedata(MachineDataAcquisition).
Production Data Acquisition ensures eventdriven acquisition,
storage, and
update of data from the production process, including manual
acquisition,
data preprocessing, and automated data transfer. Usually, this
function
provides initialplausibilitychecksareprovided inorder
tominimizeentry
errors.
Master DataManagement is a synthesis of the two functions
Information
Management (defined in the VDI standard) and Production
-
7/27/2019 Final Report IME
45/88
Study Findings 36
HSG / IWI / CC CDQ2 / 17
Documentation (definedbothby MESA and NAMUR), as these tasks
are
fairlysimilar,allowing tomanage records
(ofproductorequipmentmaster
data)
that
preferably
should
be
kept
within
the
production
unit.
Some functionshavebeendeliberatelypositioned inbetween the
layers.Although
someMESstandardsdoassignthesefunctionstotheMESlayer,inpracticetheyare
notalwaysimplementedononelayerortheotherunambiguously.Implementation
of these functions often is determined by company specific or
production site
specific factors. Quality Management, for example, canbe
assigned to either ERP
systemsortoMES;insomecasesevenoverlappingimplementationsonbothlayers
exist.IfthisisthecasetherehastobeagoodmatchingbetweentheERPsystemand
the MES, as the entire process is running across systems [Lampl
2009, p. 99].
Therefore, we left this question tobe answeredby our project
partners and the
FunctionMaptobeinstantiatedflexibly.
However,wehaveprovidedabasicdefinitionforeachfunctioninordertoallowfor
a common understanding, so that assignment to one or more of the
layers is
facilitated.It is important toemphasize that
thefunctionsdescribedarenot totally
disjunctivebutmayoverlaptosomeextent.
4.2.2 MES Function Map Instantiations
MESFunctionMapsastheywereinstantiatedbytheautomobilemanufacturersare
enclosedinAppendixA.Duetothefactthat inonecasestudy
threeplantsofone
OEMwithdifferentproductionprocess
typeswereexamined,FigureA1contains
sixdifferentMESFunctionMaprepresentations.
Duringtheassessmentworkshopsitturnedoutthatsomeofthefunctionshadnot
been sufficiently detailed, preventing unambiguous assignment to
the layers. We
thereforedecidedtofurtherspecifyeachMESfunctionintermsofdeterminingsub
functions and corresponding tasks. Again, the abovementioned
standards (see
Section 4.2.1) served as a starting point for definition.
Appendix B.1 gives a
-
7/27/2019 Final Report IME
46/88
Study Findings 37
HSG / IWI / CC CDQ2 / 17
definition for each MES functionby listing all tasks definedby
the respective
standard. Based on this analysis we developed a consolidated
list that includes
essential
tasks
of
each
MES
function
(see
Appendix
B.2).
The
list
was
validated
and
slightlycomplementedwithfindingsfromexpertinterviewsandthenusedtoverify
theMESFunctionMapsinstantiatedduringtheassessmentworkshops,enablingus
tomorepreciselyassignMESfunctionsandrelatedtaskstothethreelayers.Figure
44showsanexemplaryMESFunctionMapwithassignmentofthetasksdefinedin
Table B2. Each of the letters denotes a single task of a MES
function with tasks
belongingtothesameMESfunctionhavingthesameletter.
Figure44:MESFunctionMapasinstantiatedwithdetailedtasks
The automobile manufacturers functional MES architectures
illustrated by the
respective MES Function Maps have revealed some functional
requirements that
needtobemetbyMESsoftwareproducts.Onemajorfindingfromthecomparison
of the different instantiations is that a generalized statement
with regard to
functional requirements across all automobile manufacturers
cannot be made.
Requirements are rather company specific or production specific,
with the MES
ShopFloorLayer
ME
SLayer
ERPLayer
ShopFloorLayer
MESLayer
ERPLayer
Equipment
Management
B
A
A
A
A
A
LabourManagement
B
B
BB
BB
B
Detailed
Planning
C
C
C
C C
Gross
Planning
D
D
D
D
D
D
D
D
D
QualityManagement
E
E
E
E EProduction
Inventory
Management
F
F
FF
F
F
Resource
Management
G
G
G
G
G
G
H
H H
H
H
H
H
Manufacturing
Execution /Control
H
H
H
H
I
II
I
Traceability /
Genealogy
K K
KK
Dynamic
Routing
L
L
L
L
Production
Reporting &
An alysi s
M
M
M
Machine
ControlN
NPDA
N
N
O
O
O
Master Data
Management
L
-
7/27/2019 Final Report IME
47/88
Study Findings 38
HSG / IWI / CC CDQ2 / 17
layer (and corresponding applications) covering different
functions, raising the
questionwhetherthenotionofstandardizedMESsolutionsupportisrealisticatall.
Moreover,
the
heterogeneity
identified
leads
to
another
question
about
the
factors
influencing the assignment of functions to the different layers.
This topic is
addressedinmoredetailinSection4.2.4.
Nevertheless,basedonthetotalnumberofMESFunctionMapinstantiationssome
generaltrendsonfunctionalMESrequirementscouldbeidentified(seeFigure45).
For instance, Detailed Planning, Traceability and Genealogy,
Dynamic Routing,
ProductionReportingandAnalysisaswellasManufacturingExecutionandControl
are mostly seen as core functions tobe addressed on the MES
layer6. For other
functions,suchasResourceandEquipmentManagement,andQualityManagement,
MES applications need to provide support. Here, the topic of
integration with
applications from the ERP layer and the Shop Floor Layer,
covering some of the
tasks of these functions, is predominant. Evaluation of MES
functions from an
integrationperspectiveisdiscussedinmoredetailinthefollowingsection.
Figure45showsthefrequencydistributionofallfunctionsofthegenericfunctional
referencearchitecturewithregardtobeingassignedtotheMESlayer.
6
These conclusions are made independently from the importance of
each function for each OEM investigated.
The topic of relevance is discussed separately in chapter
4.2.3.
-
7/27/2019 Final Report IME
48/88
Study Findings 39
HSG / IWI / CC CDQ2 / 17
Figure45:FunctionstobecoveredbyMESapplications
4.2.3 Priori tization of MES Functions
Beyond
thegoalofachievingterminologicalclarity,theMESFunctionMapserved
for prioritizing MES functions, depending on their relevance for
the respective
Company as well as on their estimated contribution for improving
the
manufacturing process.Although theautomobile manufacturers
revealed a rather
heterogeneouspicturehere, theassessmentworkshopsyielded some
findings that
canbegeneralized.
Firstly,ageneraltendencycouldbeidentifiedthatMESapplicationsshouldfirstand
foremost supportbasic MES functions, such as Detailed Planning,
Manufacturing
Execution and Control, Production Data Acquisition, or
Production Reporting.
Although the potential for efficiency gains of functions such as
Traceability and
Genealogy or Dynamic Routing has been recognized and even first
positive
experiences with corresponding implementations havebeen made in
some of the
plants (most notably the component manufacturing plants), these
functions are
assessedrather
as
supplementary
nice
to
have
functions
by
the
majority
of
the
Function
Number of assignments to the MES layer0 1 2 3 4 5 6 7
(Material) Requirements Planning
Product ion Inventory Management
Gross Planning
Production Worker Guidance
Labour Management
Equipment Management
MES Master Data Management
Resource Management
Dynamic Routing
Traceability / Genealogy
Machine Control
Manufacturing Execution/Control
Production Data Acquisition (PDA)
Production Reporting and Analysis
Quality Management
Detailed Planning
-
7/27/2019 Final Report IME
49/88
Study Findings 40
HSG / IWI / CC CDQ2 / 17
workshopparticipants.Moreimportanceisattachedtononfunctionalrequirements
suchasguaranteeing sufficient
integrationwithexistingapplications (be iton the
MES
layer
or
on
the
ERP
and
the
Shop
Floor
layer).
This
point
was
a
typical
example
for the importance of nonfunctional requirements, which in many
cases were
valued more highly than purely functional requirements. They are
discussed in
moredetailinsection4.2.5.
Secondly, thereseems
tobeasignificantpotentialforimprovementwithregardto
functionsprovidedby severalapplicationsondifferent layers. A
largenumber of
functionswasassignedtomorethanonelayer,implyingthatapplicationsystemsof
different layers and with different planning horizons support
execution of these
functions (seealso instantiatedMESFunctionMaps inAppendixA).This
leads to
the need for effective integration of these systems in order to
enable continuous
planning and control. Consequently, the MES functions canbe
prioritized with
regardtotheneedforbeingintegrateddependingontheirassignmenttoone,two
or,allthreelayers(seeFigure46).
-
7/27/2019 Fina