Embed Size (px)
Citation preview

Formation of fume emissions and statistical
analysis of process behaviour
Welding
Brazing and soldering
Bonding
Mechanical joining
Fastening
Mechanical handling
Analysis an characterization of
joints
Process planning
Hybrid joints
Arc welding• Numerical simulation
• Diagnostics
• Process development
• Torch development
Resistance spot welding
Health safety – fume emissions
© WGF 2013
Arc welding processes• GMAW (MIG / MAG)
• Tandem GMAW
• GTAW (TIG)
• CF-TIG (cathode focused TIG)
• narrow groove welding
• Plasma Welding (PAW)
• LA-PAW (laser-assisted PAW)
Automated test stands with diagnostics• High speed imaging and processing
• Oxygen content measurement
• Schlieren measurement
• Particle image velocimetry (PIV)
Fume box and fume analysis
Metallurgic characterization
EquipmentFields of Competence
Kontakt
Univ.-Prof. Dr.-Ing. habil. Uwe Füssel
Institut für Fertigungstechnik
Fügetechnik und Montage
01062 Dresden
Tel.: +49 / 351 - 463 37615
Fax: +49 / 351 - 463 37249
Key Aspects of Research
Fügetechnik und Montage
Joining Technology and Assembly
Process diagnostics
High-speed images with schemes of
current flow and Lorentz force using
different shielding gases (IGF 17.431B)
Process development and application
Fields of research and application in arc processes
Numerical simulation
0.49 mm²
0.4
5 m
m
0,37 mm²1.14 mm²
1.0
0 m
m
feedlea
din
g la
se
r
feedtra
ilin
g la
se
r
laser displacement
Δx = 1 mm
CF-
TIG
Schlieren measurement of fume
extraction torch (in cooperation
with Abicor Binzel)
without fume extraction
with fume extraction
external magnetic
field: 0 mT
external magnetic
field: 10 mT
PIV setup
Arc models
Models for material transfer and weld pool
GMAW
TIG Plasma GMAW GMAW - Tandem
Process models
Plasma - MIG
GMAW processTIG La-PAWTIG
3D-measurement of
shielding gas coverage
Laser-assisted plasma arc welding (LA-PAW) with adjustable
laser spot positioning (DFG FU 307_4-1 und BE 1875_19-1)
1 mm to 10 mm joint of Al-Mg-alloy using LA-PAW process
Welding of 6 mm high alloyed steel 1.4301 using CF-
TIG process in keyhole mode (in cooperation with
Kjellberg Finsterwalde)
400 A 500 A 600 A 700 A
95 cm/min50 cm/min40 cm/min30 cm/min
coil
pole shoe
magnet core
narrow
groove
torch
arc deflection (scheme)
magnet yoke
gas nozzle
coil cooling
electrode
magnetic field
(scheme)
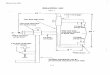
Narrow groove welding torch with magnetic oscillation
device (IGF 16.779 BR)
Narrow groove torch
Cooper
Lambda probe
Narrow groove
contour
Pressure sensor
Lambda
probe
Pressure sensor
Connections to test points
Narrow groove torch
Narrow groove
Copper
Test stand for narrow groove welding
processes – measurement of oxygen
content, energy input and heat flux
Digitalized cross-section and penetration
depending on the shielding gas
CO2Ar
KLB
coldArc
0
10
20
30
40
50
60
70
80
90
100
0,3 0,8 1,3 1,8 2,3 2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8 7,3
sh
ort
-cir
cu
it b
rea
ku
p p
ow
er/
%
power during short-circuit breakup / kW
power input while short-circuit breakup
short arc
coldArc
14.0
0.3
85.6
24.0
1.2
74.8
0
10
20
30
40
50
60
70
80
90
100
short circuit transition arc
perc
en
tag
e o
n w
eld
ing
tim
e /
%
process stages
short arc
coldArc
time / s
pow
er
/ W
KLB – short arc
Welding
BrazingArc
processes
Bonding Assembly
organisation
Fastening
Joining by
formingMechanical
handling
Joint analysis /
integrated process
planning
combined joints
simulation and diagnostic