Embed Size (px)
Citation preview

764 IEBE TRANSSCTIONS O N MSGNETICS, VOL. MAG-5, NO. 4, DECEMBER 1969
[ 241
K. I). Lever, “Magnetization ripple in ferromagnetic thin films,” Thin Solid ff’ilms, vol. 2, pp. 149-172, 1968. E. ltutner, “Presertt trends i n condensation and evaporation
December 1967. theories,” J . Vac. Sci. and Tech., vol. 4, pp. 368-377, November-
E. Klokholm and B. Berry, “Intrinsic stress in evaporated metal films,” J . Electrochem. Soc., vol. 11.5, pp. 823-826, August 1968. It. Bozorth, Perromagnetism. New York: Van Nostrand, 1951. J. C. Slonczewski, “Induced anisotropy in Ni-Fe films,” IEEEE Trans. Magnetics, vol. MAG-4, pp. 15-19, March 1968. M . C. Paul and M. M . Hansoll, “Effects of gases on the properties of vapor-deposited Ni-Fe films,” J . 9 p p l . Phys., vol. 37, pp. 37-13-3750, Sept,ember 1966. L. NCel, “ltemarqnes sur la thCorie des propri6t6s magnCliytles des couches minces et des grains fins,” J . Phys. IZadium, vol. 17, pp. 250-255, March 1956. K. P. Ahn, “Magnetic properties observed during vacuum deposition of Permalloy films,’’ J . A p p l . Phys., vol. 37, pp. 1481-1482, March 1966. K. Y. Ahn and J. F. Freedman, “The effecth of metallic
Magnetics, vol. MAG-3, pp. 157-162, June 1967. underlajTers on properties of Permalloy films,” IEEEE Tmns.
S. I. Tan, nnpubliihed data.
Perrnalloy films with increasing concentrations of snlfur,” F. E. Luborsky and W. 11. Barber, “Kinetics of amlealing of
J . A p p l . Phys., vol. 39, pp. 746-748, February 1968. I. Danylchrtk, U. F. Gia,nola, and J. T. Sibilia, ”Step stress aging of plated wire memories,” Bell Sys. Tech. J . , vol. 47, pp. 1539-1559, October 1968. It. E. Lampert, J. M . Gorres, and M. M. IIallson, “The magnetic properties of Co-Ni-Fe films,” IEEE Trans. M a g -
netics, vol. MAG-4, pp. 525-5’28, September 1968. 1311 E. 31. Bradley, “Prope:,ties of magnetic films for memory
[32] C. 1-1. Tolman, “Non-magnetostrictive composition of Fe- systems,” J . A p p l . Phys., vol. 33, pp. 1051-1057, March 1962.
Ni-Co films,” J . A p p l . Phys., vol. 38, pp. 3409-3410, July 1967. [33] 0. V . Auwers and 13. Neumann, Siemens AC, Germany, Sci.
Publ., vol. 14, p. 93) 1935. [34] PI. S. Cohen, “Oblique-incidence magnetic anisotropy in
co-deposited alloj- films,” J . 12ppl. Phys., vol. 38, pp. S6O-869, February 1967.
[35] C. LeMBhautB and E. ltocher, “Electrodeposition of stress- insensitive X-Fe and Ni-Fe-Cu magnetic alloys,’’ IfSM J .
[36] T. S. Crowther, “The effect. of Cu diffusion on the magnetic Ees. Develop., vol. 9, pp. 141-146, March 1965.
properties of Ni-Fe films,” Proc. 1966 IM‘I’EfZMAG Conf. (Washington, D. C.), paper 2.8.
[37] A . J. Griest and B. L. Flu, “Propert.ies of rnanga~~fse-Perm~~llog films,” J . AppZ. Phys., vol. 38, pp. 1451-1433, March 1967.
[38] W . 0. Freitag and J. S. Mathias, “Electrodeposited Ni-
DW. 64-67. Januarv 1965. Fe-&Io thin magnet,ic films,” J . Electroch.em. SOC.. vol. 112.
[39] K . Y. Ahn and W . E. Beam, “Properties of Mo-Permalloy
[40] W. 0. Freitag, J. S. Mathias, and C. DiGuilio, “The electro- films,” J . B p p l . Phys., vol. 35, pp. 832-835, March 1964.
J . Electrochem. Soc., vol. 111, pp. 3539, January 1964. deposition of Ni-Fe-P thin films for computer’ memory we,”
[41] F. E. Luborsky, “Magnetic properties and annealing behavior of elect,rodeposit,ed Ni-Fe-S thin films;” J . Appl . Phys., vol.
[42] B. L. Flur and A. J. Griest, “Properties of thin films of high- 38, pp. 1445-1447, March 1967.
permeability alloys,” J . A p p l . Phys., vol. 37, pp. 1378-1480, March 1966.
Ferrite Core Planes and Arrays: IBM’s Manufacturing Evolution
LUCIEN V. AULETTA, HERBERT J. HALLSTEAD, AKD DENIS J. SULLIVAN
Absfracf-IBM’s manufacture of arrays is reviewed in the context of advances in manufacturing techniques that have been made over the past ten years. Early methods of winding core planes and array jumpering are discussed briefly, and the present status is viewed in more detail.
INTRODCCTION
F ERRITE cores have been the prime device for com- puter storage systems for well over a decade and con-
tinue to be the prevalent storage technology today. The annual production of t’hese devices is in the billions and is still increasing. Manufacturing techniques for handling the cores, stringing them into core planes, and finally stacking an array, have played a very essential part in the ferrite memory business [l]. These methods, and the
L. V. ,4~1letta and 13. J. Hallstead are with the Components Mantmript received J ~ l y 8, 1969.
D. J. Sullivan is with the Systems Manufacturing Division, IBM Division, IBM Corporation, Poughkeepsie, N. Y.
Corporation, Poughkeepsie, X. Y.
ability to deal with snlaller and smaller cores (see Table I ) , have been the gating factor that enabled ferrite memories to progress at a pace equal to or greater than the require- ments of the processor system. ID is also noteworthy that despite the increased complexity of problems associated with the smaller and smaller core, the cost of winding has significantly decreased.
The purpose of this paper is to review IBM’s ferrite memory manufacturing evolution. Core test and plane test,, although essential, will not be covered in this article because of the breadth of the subject. This paper will instead higlzlight the many manufacturing techniques for winding core planes and stacking arrays. The article will start with the most primitive methods, progress t o IBNl’s present manufacturing status, and finally will present a brief statement on Ohe future of ferrite technology. No attempt was made to cite all publications, and references are made only t o those papers available and considered significant to this paper.
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

AULETTA et a[.: MANUFACTURIZTG FERRITE CORE PLBNES d N D ARRAYS 765
TABLE I CORE/WIRE COMBINATIONS
Wire AWG Core Configurations* Wire Size Size
4 wires x, Y, I, lk
4 wires x, Y , I, & sense #36 0.030 X 0.050
sense #40 0.019 X 0.032 3 wires Z/S #36
3 wires X, Y , #42 X, Y, #39 0.019 X 0.032
Z / S #37 0.013 X 0.021 2 wires Word #35
Bit #39 0.019 X 0.032 3 wires x, x, #44
Z / S #44 0.008 X 0.014
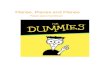
* See Fig. 1.
,-WORD
3 WIRE 2 W I R E
SENSE X I
4 WIRE
Fig. 1. Wire orientation.
CORE PLANE WINDING
The evolution of core plane winding in IBM is indeed an interesting one, and perhaps demonstrates more vividly than any other product, the need for improvements and innovation in manufacturing techniques. Core plane as- sembly began as a hand operation, but because of its economic disadvantage, improvements in this technique were immediately sought. Wiring aids and assembly fix- tures entered the picture but only dented the cost prob- lem. The first step towards mechanized winding was short-lived but paved the way for a long succession of improved methods. In today’s ultimate method of core plane winding, the cores are tested as an integral part of winding, and t’est and rework are reduced to a minimum.
Hand Wiring
The first IBM core planes were completely assembled by hand. An operator would string 64 cores on a wire and place the wire on a frame, continuing this procedure until 64 X wires were completed. A second wire, Y , would then be started through the core a t 90” to the X wire. As each core was approached, the core would be hand- manipulated to ensure proper checkerboard orientation (see Fig. 1 ) . When 64 wires were driven in this manner, a core mat of 4096 cores having an X wire and a Y wire was ready for the insertion of the third and fourth wires
Fig. 2. Needle feeder.
(inhibit and sense). After a few of these planes were wired, it was decided that a wire welded to a solid needle would assist the operator in threading cores. Shortly after the invention of the ferrite core as a memory device, M.I.T. developed the core matrix. The core matrix greatly aided hand wiring, for now the cores could be Syntronl (vibration) loaded into proper orientation, transferred to an adhesive-backed tape, and the resulting mat together with the wire welded to a needle used for hand wiring. The core matrix has been improved many times over, but is still used today in some form or another in almost all core winding equipment.
Mechanized Winding
A first step employed by IBA4 engineers ton-ard mech- anizing winding was the invention of the die block. This concept was designed to facilitate the feeding of the second ( Y ) wire. Given a core plane with the X wires and cores assembled, the plane was placed in this tool and, by mechanically selecting a row of cores and position- ing them into the die block, the second wire was hand fed through the cores row by row until the plane was completed. By the time this tool was ready for produc- tion, a new concept called “needle feeding” [ a ] was in- vented; this concept was so superior to the die block concept that the die block tool was withdran-n from the production floor and replaced by manually operated needle feeders.
Needle Feeder: Although commonly referred to as the needle feeder (see Fig. 2 ) ) the system actually consists of the needle feeder (a mechanism for feeding needles and wire), a wire wrapper, matrix covers, a matrix holder, and a wire spool housing. The basic needle feeder system also employs a core loading vibrator.
The core matrix shown in Fig. 2 consists of four molded plastic sections, each lzaving 4096 cavities, assembled to form a matrix of 16 383 cavities. Each cavity has a vacuum channel that assists in loading and holding the cores during the needle-feed operation. This matrix can be tailored for any number of required cavities.
Syntron Electric Tools, Horner City, Pa.
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

766 IEEE TRANSACTIONS ON KAQNETICS, DECEMBER 1969
Fig. 3. Matrix wrapper and feeder. Fig. 4. Core plane.
- r - The matrix has machined slot,s across the cavities in one direction that allow the first u-ire to be depressed into the matrix so as not t'o impede the needle during the second feed. The cover (Fig. 3) is a plastic material hav- ing two sets of machined slots to assist in holding the core during needle feeding. A third set of slots serves as a channel guide for the needle.
The core loading vibrator (Fig. 2 ) loads the ferrite cores in the plastic matrix in an alternating core pattern. The unit consists of a core loading box, a vibrator motor, and a tn-0-stage vacuum pump.
The needle feeder (Fig. 2 ) comprises two wire guides, a wire clamp, a needle bed, a disengageable needle and wire-drive roller system, and a carriage drive mechanism. Because only 64 needles are fed at one time, the needle feeder has two feeding index positions adjacent to the core plane.
The mire guides separate the \vires to help t,o prevent wire entanglement during winding. The wire clamp holds the wire, thus allowing the n-ires to be recaptured in the needles. The needle bed contains 64 hollow needles through which the core plane wires are driven. The needle and wire-drive roller mechanism drives the hollow needles through the entrance wire wrapper, through the cores in the matrix, and into the receive wire wrapper. The mecha- nism also drives the wires through the needles out of the receive wire wrapper.
The Jvire wrapper (Fig. 3) has a pair of jaws with 64 wire-receiving tubes that receive the 64 wires in a single plane. The jaws are then separated to move every other wire into a second plane, thereby positioning the tubes and wires adjacent to the staggered terminals to be wrapped. The wire, which is inserted through the tubes in the jaws, is clamped, and a slack-forming device is used to form t'he same amount of slack in each wire. An eccen- tric mechanism rotates both j a m in unison and transcribes the n-ire-receiving tubes in an orbit about the terminals. The termina.ls are usually rectangular in cross section, and the orbit transcribed is ellipt'ical to keep the body of the wire as close as possible to the edge of the terminal. Because the wires have been clamped near their ends, the
wire will break in its orbit near the edge of the terminal when the slack has been exhausted and the jaw movc- ment is continued.
Ma,ckine Operation: The plastic matrix and a core- retaining fixture are clamped to the vacuum box. Cores in excess of the number required to fill the cavities are then poured onto the surface of the matrix. The vacuum pumps and the vibrator motors are turned on and the vacuum box is moved manually to various positions until all of the core cavities in the pla,stic matrix are filled with cores. Excess cores are removed through a gate in one corner of the retaining frame.
The loaded matrix is then placed onto the matrix holder and covers are placed in position. The core frame is now positioned and clamped on the matrix.
The needle feeder is positioned into the entrance wire wrapper, the feed drive roller is engaged, and the needles are fed through wire wrappers, cores, and frame. The wire-feed drive roller is engaged and wire is fed through the needles until they protrude past the clamp on the receive wire wrapper. The wire is clamped and the needles and carriage are retracted to clear the wire wrapper as shown in Fig. 3. The wire is cut and the needles are then retracted into the needle feeder in preparation for the next feed. The wires are lvrapped around the terminal as previously described. The needle feeder and wire wrappers are indexed to their next feeding position and the next set of wires is fed.
The covers are removed and rotated 90" from their original position. The matrix holder is elevated and rotated 90" to allow two feeds of the second wire to be fed a t a 90" angle to the first wire. A completed core plane assem- bly having both X and Y wires is shown in Fig. 4.
The change to wire feeding wit'hout the use of hollow needles was accomplished by the addition of a wire- preparation device. This device prepares the wire by form- ing a bullet nose and a hardened end.
When the experimental 8-14 core was introduced, a new concept of core winding was employed and core test- ing was included in the winding operation. This method of wiring will now be described.
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

AULETTA et 0d.t MANUFACTURING FERRITE CORE PLANES AND ARRA4YS 767
Fig. 6. X-Z machine.
Fig. 5. Core matrix assembly.
The Integration of Core Plane Wiring and Core Test
The concept of winding a core frame and testing the cores while winding ensures that the core plane is free of missing, miswired, or defective cores after the plane is completed. This method of core plane assembly employs the use of four machines, two basic and two auxiliary. The basic machines ( X - 2 and Y ) thread the wires through the cores, test the cores, and terminate the wires to the core frame. The auxiliary machines (sense crossover and core loading vibrator) prepare the core frame and cores for use in the winding equipment.
Core Loading Vibrator: The core loading vibrator loads the ferrite cores into a matrix pattern as shown in Fig. 5. This core loader is very similar to those used in other winding techniques already described. The matrix pattern differs in that the cores are not oriented at angles to each other but are rather in line with each other. The number of cores in any one row exceeds the number required for a finished plane. These excess cores are used to replace defective ones encountered during wiring.
Sense Crossover Machine: The sense crossover machine is used to complete a printed wiring sense pattern and should not be needed when the core frame design is further developed t o include this crossover feature.
X - 2 W i r e Feeder: The 1-2 feeder (Fig. 6) is a semi- automatic, electromechanical machine used to wire and terminate both X and 2 wires on the core frame. This machine is very similar in operation to that used in wiring methods already described; therefore, only its unique features will be touched upon. The wire feed mechanism drives 128 2 wires simultaneously through the cores; these wires are then terminated to their respective printed wiring pads by the use of a reflow solder technique. Each sense wire is terminated in four places by automated means. Next the wires are cut at the center of the plane by a cutoff tool, thus enabling the sense mire to assume
Fig. 7. Partial frame showing cores on X and Z wires.
its crossover direction. The 128 X wires are then fed, again simultaneously, directly over the previously wired 2 lines and are automatically terminated to their respec- tive X terminals by means of a resistance braze welding (1”) technique. When the core frame is removed from the X - 2 machine, it resembles a Chinese abacus (Fig. 7) where the cores are free to float on the X-% wires.
Y-Wire Feeder with In-Line Tester: This machine is per- haps the most advanced in IBM mechanized core wind- ing, and will be described in more detail than others in this article.
The Y machine (Fig. 8) threads the Y wire through the cores and between the X and Z wires (Fig. 1, 3-wire configuration) into their respective positions in the core plane. This function is performed one row at a time by selecting one core from each of 128 columns and position-
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

IEEE TRANSACTIOSS ON MAGNETICS, DECEMBER 1969
CONNECT TO SENSE AMP DETECTORS -,I
,- GROUND WIRE (641, CONNECT TO COAX SHIELD 1 1 1
L' FRAME
PALLET
TEST FIXTURE CONTACT 2 SPRINGS(I28)
Fig. 10. Test fixture.
Fig. 8. Y machine.
I 0 1 0 E i R ROR +- INDICATOR LIGHTS
SHIELD-, -LATCHES IDECODING LOGIC)
. THIRD WIRE (YI
. RETURN THROUGH
BLOCK REFERENCE
Fig. 9. Core frame (8-13 core). Fig. 11. Test schematic.
ing the cores against t,he die block. After the Y wire is inserted through the cores, a t'cst signal is transmitted along the Y line.
The response of each core is measured with the detec- tion circuits connect'ed to the X wires. If a bad core is detected, it is a simple matt'er to break it, retract the Y wire from the row of cores, replace the core, thread another wire through t h e cores, and repeat the test. After the wire has been threaded through a row of cores and all cores have been tested as good, the Y wire is fixed in position on the frame by terminating it to its respective terminal pad with an P I 2 welding technique.
One complete cycle of operation on this machine is per- formed when a row of' 128 tested cwes has been wired into its coordinate position, the Y wire terminated, the wire prepared for the next cycle of operation, and the frame indexed to the next row of cores. This cycle is repeated 128 times to completely wire a core frame, \vhich is shown in Fig. 9.
Some of the basic component,s of the Y-wire machine and their functions will now be discussed.
The frame is placed on a pallet and is secured in a test fixture (Fig. 10). As the frame is pulled up in the fixture, the X-wire terminals engage and deflect each fixture's contact springs. Sixty-four ground wires are located in the fixture parallel to and as close as possible to the X wires to reduce electrical noise and cross interference during test. The X wires are used as sense wires and the ground wires serve as return lines (Fig. 11). A drive pulse is driven through the Y wire via insulation-piercing probes; a signal is generated in each of the 128 cores. These output signals are transmitted to the tester and a,re compared with a zero and one level.
One of the basic functions of the Y-wire winding ma- chine is to select, orient, and hold a row of cores so that a wire may be driven through the cores. To accomplish the task, a reference block (die block) with specially shaped surfaces and properly oriented air channels is used.
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

AULETTA et a[ . : X4NUFACTURING FERRITE CORE PL.4NES AND ARRAYS
SEED WIRE-
Fig. 13. Feeding mechanism.
Fig. 12. Diagramatic display of Y-machine operation.
With the test fixture containing the core plane positioned properly for wiring the first row of cores, a core-advance air jet A (Fig. 12) blows the cores against the reference block. Row-select air jet B now causes a single core from each of the 128 rows to be held against the block while the remaining supply of cores is returned back on the wires. In this position, the reference block is lowered, and with the B j e t still activated, the selected cores are trans- ferred to the other side of the reference block against a feed wire on the previously wound row of cores. The reference block is then repositioned to up and the refer- ence air jet C positions the cores against the reference block as shown. It is in this position that the Y wire is fed through the cores.
Should a core test bad, the wire is withdrawn, the reference block is backed up and lowered, and the core is crushed and replaced with another, which is rewired and retested. The reference block assembly has a lateral motion (one core row) that permits each of the rows of cores to be wired in the alternate checkerboard orien- tation.
The feeding duckbill assembly (Fig. 13) consists of a wire feed, a wire clamping device, and a wire tensioning mechanism. The receiving duckbill assembly (Fig. 14)
Fig. 14. Receiving mechanism.
consists of a wire-clamping device, a wire-eject venturi, and a wire sensing device. The wire is threaded through the cores by an air-driven rubber wheel, and an electro- mechanical sensing device at the exit of the receiving duckbill detects the presence of the mire and interrupts the feeding mechanism. The wire is then clamped on the exit end, the duckbills are retracted, and the wire is clamped on the other end held under tension. The row of wired cores is now ready for testing.
If all 128 cores test as good, the cycle continues and the wire is terminated on both ends. If a c x e does not meet the zero and one levels, or is missing, the operation is interrupted and the position of the bad core is shown on an indicator panel. This core must then be replaced, re- wired, and retested before the machine will index to the next winding position. The defective core is removed by means of a plunger mounted on the machine; the plunger can be moved to any desired core location in the tested row. The selected core is crushed against the top of the reference block by pushing down on the plunger. In order to replace a core, the reference block must be manually lowered and another core transferred from the supply
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

770
Fig. 15. Gang soldering.
Fig. 17. Wire jllmpering.
Fig. 16. Enlarged view of soldered terminals.
column of cores. Xote that each column has an extra number of cores in it to provide for the core replacement. After winding has been completed, the excess cores are crushed out on a special fixture. When all cores in the wound row test good, the wire is automatically terminated by the 12R welding technique.
After both ends of the Y wire have been terminated, the feeding and receiving duckbills move to their outer- most position, thus providing clearance for the mecha- nism that will test the welded joint' and prepare the mire for the next feed operation. ,4 microscope is trolley-mounted on the machine to
enable the operator to follow the wire during the thread- ing operation. Automation is achieved to the extent of uninterrupted operations. Every time an aut'omatically operated interlock stops the machine (due to a missing or
LPRONG TERMINAL
Fig. IS. 7302-4 Core frame.
PHOSPHOR BRONZE
TERMINALS
Fig. 19. Terminal sbrip jumper.
bad core, or excessive wire friction), the operator must intervene, make the correction, and then continue in automatic mode. For this reason, almost every function can be operated either manually or automatically. Pneu- mat'ic operation offers convenient parallel operations by applying cam-operated and manual air valves.
CORE PLANE ASD ARRAY INTERCONNECTIOSS The interconnection technology for both core planes
and array, through a succession of improvements, has evolved from fairly crude hand soldering to sophisticated welding. This section will review IBM's manufacturing techniques for soldering, resistance melding, tungsten inert gas, and electron beam welding. categorization will be accomplished by describing the termination process in light of the method used to jumper an array.
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

AUJ.ETTA et ai.: hlANUFACTURING FERRITE CORE PLAKES AND ARRAYS 771
P R I N T E D W I R E JUMPER
SEE
1
DETAIL
/
Fig. 20. Large capacity store array.
Wire Jumpering
The wires (X, Y , sense, and inhibit) in the first assem- bled core plane were terminated by individually hand soldering each wire to its respective terminals. This method was soon replaced by a gang termination process applied to the X and Y wires. Here the polyurethane- coated X and Y wires were wrapped around the notched- out base of a prong-shaped core plane terminal.
The core plane terminals were then dipped into an activated flux, placed into a fixture, and gang soldered. The solder pot contained 60/40 tin-lead controlled to a temperature of a,pproximately 940°F. The fixture (Fig. 15) controlled the depth of insertion and the soldering time, and also provided an impact operation on with- drawal to clear the terminals of excess solder (Fig. 16). This operation had to be repeated for all four sides of the plane. The terminals were then cleaned in four suc- cessive baths containing a chlorinated hydrocarbon to
remove flux deposits. The sense and inhibit M' 'ires were soldered by hand.
Array jumpering (Fig. 17) was accomplished by clamp- ing a tinned copper wire at the top of the array, hand soldering this wire to the proper pronged core plane ter- minals, and clipping out the undesired sections of wire. This procedure was continued until the array was ter- minated. Although the operators became quite proficient, the jumpering of a mega,bit array still took 120 hours.
Terminal Str ip Jumpering
Next in the evolution of soldered core plane and array assembly was the technique of terminal strip jumpering that was used on the IBM 7302A air-cooled memory unit. This memory introduced the 19-32 core to IBM. Because the core spacing was halved, a new type core frame terminal (Fig. 18) was required. A 40-guage core plane wire was used, and although still wrapped around
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

772 IEEE TRANSACTIONS OX MAGNETICS, DECEMBER 1969
a notched base, a spade-shaped end was employed rather than the normal prong to eliminate the problem of solder collecting between the two legs of the prong. Gang type soldering of the core plane mas still employed but the tin content of the solder was reduced to 20/80 to minimize the reduction in size of the 40-guage wire produced by tin dissolving copper. The soldering temperature was also lowered to 8.5O"F to produce a better quality solder joint.
Terminal cleaning was a four-step operation of 1) wash- ing in a solvent, 2) washing in a solution to neutralize chlorides, 3) rinsing in tap wa,ter, and 4) rinsing in de- ionized water.
Array jumpering was performed by assembly die-cut solder-coated terminal strips (Fig. 19) pierced to accept the end of the spade-shaped terminal. This jumper strip contained a nylon strip that maintained terminal spacing and allowed multiple terminals to be assembled in one operation. After the array was completely populated with these strips, they were hand soldered in place. Array assembly time for a one-megabit memory was reduced to approximately 23 hours.
Another form of terminal strip was employed in IBM's large capacity storage (LCS) to facilitate core repair (Fig. 20).
liesistance Bruxe Welding The early 1960's marked a turning point in the assem-
bly of IBM's ferrite memory arrays. It was an era in which the 3-wire core plane ( X , Y , and common sense and inhibit) replaced the traditional 4-wire planes. The 1960's also introduced resistance braze welding as a means to terminate wires to core phnes, and core planes into array. Welding was chosen in anticipation that smaller cores, increased terminals, and packaging density would negate soldering as a method for these and future products.
The core plane terminal material was changed from tin-lead plated phosphor bronze to a, composition mate- rial called sil-fos.2 This material is essentially a three- layer brazing alloy. The top and bottom layers consist of a copper-silver-phosphorus brazing alloy. The inner layer is copper for improved current-carrying capability.
The resistance welding (12R) of the wires to the ter- minals involves passing a sufficient amount of electrical energy from one electrode, through the wire and terminal to be joined, and back through a ground strap on the outer end of the terminal to t'he other electrode of the weld power supply.
Array stacking no longer required that an addit'ional part be used, for now the core plane terminals were formed to allow interconnection. This method of jumpering also halved the number of array terminations. The resistance welding of these formed terminals was performed by a tool called a tweezer weld (Fig. 21). This met'hod of weld- ing is very similar to that of the wire on the core frame, but in this method, t'he current passes through the clamped terminals.
Handy and Harman, New York, N. Y .
A C LOCATION WELD
B CLAMP
D RELEASE
Fig. 21. Tweezer weld sequence.
Although resistance welding proved to be an excellent and very reliable method for terminating a wire to a pad, such was not the case for array jumpering. The disadvan- tage was that the joint produced was located between the terminal pads and was hidden from visual inspection. This necessitated a mechanical pull test that was extremely time consuming and often destructive. Thus array assem- bly time was much greater than anticipated.
Tungsten Inert Gus (T IG) We ld ing
I n order to overcome the inherent disadvantages of resistance braze welding for core array assembly, tungsten inert gas welding (first conceived in the early 1930's and used in industry since 1952) was employed.
The process and array characteristics required a com- mon grounding device that, as the array terminal pro- truded through the fixture, established contact with the terminal. This allowed the weld current to flow from the electrode to the terminal and return through the ground- ing fixture to the power supply return bus. An electronic control unit was also required to sequence and control traversing, indexing, and time delay.
In operation, the TIG welding torch traverses a row of terminal pairs in one direction, indexes to the next row, and traverses that row in the opposite direction as shown in Fig. 22. The equipment is programmed so that fixture and weld arc are automatically turned off after the final row of terminal pairs has been joined. The power supply provides a continuous high-frequency ac volta,ge at approx- imately 8 amperes (short circuited) and also controls the duration of inert gas flow from welder start time until after welder termination.
Ground plates are installed onto each side of the array and make electrically common all terminal pairs to be welded. A ground lead from the power supply is attached to the grounding plates. The ground plate holes are cham- fered to facilitate plate installation. Ground plates are clamped downward over the terminals, exerting a con- tact pressure at the ends of the terminal pairs and ensur- ing ground plate-to-terminal-pair contact. In traversing a row of terminals, an average of three complete cycles of weld current strike each terminal pair before the arc is drawn to the next terminal pair.
TIG welding techniques have also been employed in select cases to weld wires to terminals, and have signifi- cantly increased the rate of production, while a,ssuring continued reliability [3]. TIG welding of an array has
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

AULETT.4 et ai.: MANUFACTURING FERRITE CORE PLANES dND ARRAYS
INERT GAS FLOW (ALL AROUND ELECTRODE) t- THORIATED TUNGSTEN ELECTRODE
ALTERNATE
SIDE VIEW ARRAY PIN PAIRS,
V / I SIDE VIEW OF CORE PLANE AT EDGE OF ARRAY
CHAMFER OF GROUND PLATE HOLES CORE PLANE
GROUND PLATE
F E N D VIEW OF ARRAY SEGMENT (SHOWN PERPENDICULAR TO DIRECTION OF TORCH TRAVEL)
Fig. 2 2 . TIG welding. Fig. 24. An array being E B welded.
OPTICAL VIEWING SYSTEM
*]-Et 1 , ~ , 7 VACUUM CHAMBER
TO VACUUM SYSTEM
TABLE
VACUUM CHAMBER
TO VACUUM SYSTEM
TABLE WORK
I I
Fig. 23. Electron beam welding.
brought the assembly time down to approximately one hour.
Electron Beam (EB j Welding
An alternative approach to welding array terminal pairs, while overcoming the disadvantages of resistance braze welding, is electron beam welding.
Basically, in the operation of an electron beam welder, electrons are thermionically emitted from a heated tung- sten wire filament or cathode, and are accelerated toward the anode by a high potential difference between these elements (Fig. 23). The grid controls the current density of the beam and shapes it so that i t is directed toward a hole in the center of the anode. The electrons, which are directed vertically downward, pass through the focusing and deflection coils, enter the welding chamber, and strike the workpiece where the welding is performed. The proc- ess is performed under vacuum to minimize electron
Fig. 25. E B and TIG typical welded terminals.
scatter and energy loss due to collision with gas molecules a t higher pressure [4].
In applying electron beam welding to ferrite core arrays, each vertical column of terminal pairs is welded almost simultaneously as the terminal segments pass beneath the electron beam as shown in Fig. 24. The welding rate is determined by the height of the array stack.
The advantages of both TIG and EB welding are proc- ess speed, reliability, and repairability. Rather than shear- ing the joints apart as in resistance braze welding, the ball-shaped joints (Fig. 25 j , evident in both the TIG and EB processes, are merely snipped away, reformed, and rewelded. The inspection processes are also simple, requiring only a casual look instead of mechanical joint testing.
While EB cycle time is faster, its preparation and clean-up time is much longer. EB's tooling investment is also many times that of TIG.
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.

774 IEEE TRANSACTIOXS O X MAGNETICS, VOL. MAG-5, NO. 4, DECEMBER 1969
FUTURE OF THE TECHNOLOGY REFERENCES The future of ferrite tecllno~ogST must be viewed &long [l] L. A4. Ru:sell, R. M. Whalen, and 13. 0. Leilich, “Ferrite memory
systems, ZEEE Trans. Magnetics, vol. MAG-4, pp. 134-145, with monolithic semiconductor technology. As monolithic June 1968. technology continues to advance, ferrites may play a [2] W . P. Shaw, “Wire inserting machine mechanizes core plane
declining role as storage devices. Faster versions of ferrite [3] E. p. Loomis, “Discrete TIG welds for IBWs computer com-
the new technologies take over. PI-oc. 1967 Xatl. Electronic Puckuging und Production Conf.
assembly,” Automation, pp. 51-54, December 1958.
ponents,” Welding Engr., November 1968. uTill continue to the market ‘Inti1 [4] F. H. Loheide, beam of ferrite core
Ferrite Memorv Materials AARON P.
Absfracf-A comprehensive review of the history and present status of ferrite memory materials is presented. The range of topics treated extends from the physical theories dealing with the origin of hysteresis loop squareness and the mechanism of flux switching to the technology of manufacturing memory cores. Themes that underlie the engineering, physics, and chemistry of memory cores are emphasized, particularly in respect to the material re- quirements for coincident current application. The limitations of memory cores and future prospects for this technology are discussed. Wherever possible an endeavor is made to syncretize, although in a critical and selective way, the sometimes conflicting theories and interpretations of experimental data.
I. INTRODUCTION A. Ohjectiues
A p\; attempt is made to bring the reader up to date in respect to the art and science of ferrite memory
materials. The threads of the predominslnt developments are viewed backwards from their beginnings and then extended forward to an estimation of near future trends.
A challenge in writing this wticle is the opportunity to develop the common ground, generally neglected, that ought to bring together the physicist, the chemist-ceramist, and the engineer who collectively have brought computer memories to theirpresent forms. As a rule, the contributions of each have come forth as independent efforts from within the bounda,ries of each discipline with a minimum inter- action, even Ohough progress in one area must inevitably shape the course of work in the adjacent area,s. A further purpose of this article is t’o present a general, comprehen- sive overview of the subject for Ohose undertaking work in memory matrerials and for the general reader seeking back- ground in the subject.
The importance of interaction t,o progress in a borderline area such as memory nmteria,ls -cc-as highlighted recently
Malluacript received October 29, 1969. The aut,hor is with UNIYAC Division, Sperry Rand Corporation,
Philadelphia, Pa.
J
GREIFElt
in a, National Science Foundation report [l] that made a case study of the scientific events that’ were essential to the evolution of ferrite memory cores. In a wider context, attitudes characteristic of the chemist, the physicist, and the met,allurgist in regard to the relationship they bear to the ceramist were vividly presented by each at a sympos- ium on ceramic research and education [2].
R. Recent Reviews The most recent review of memory materials was made
by Peloschek [3]. Gyorgy presented an analysis of switch- ing in 1963 [4]. Extensive compilation of data pertinent to memory materials appears in La,ndolt-Bornstein [.;I and in Gmelin [Ci]. The lat’ter contains a complete listing of patents to 1959. Va,utier [7] reviewed ferrite memory syst,ems at t’he Internat’ional Colloquium on Mem0r.i. Techniques in Paris in 1965. The full proceedings of this conference present a comprehensive survey of all types of random-access memory systems and memory elements. An analysis of ferrite memory systems was published by Russell et n Z . [SI in a recent issue of this journal. A com- panion paper in Ohis issue on “Ferrite core plane manu- facturing” together with the Russcll article offer a broad presentation of ferrite conlput’er technology Do readers of this TRBXSACTIOKS. &lost recently, Wijnhoven [9] dis- cussed the prospects of ferrite elements for nlass stores relative to the newer integrated technologies.
Kumerous articles have evaluated the relat’ive merits of various memory systems vis B vis core memories and charted future trends [lo]-[12]. Doyle [13] has described the physics of operation of the prevalent’ t’ypes of memory elements and evaluated the potential of each.
C. Historical Table I lists the significant events in the evolution of
ferrite memory cores. The “modern” period began with the work of Snoek [14] and his associates who were the first to envision the device potential of ferrites and prc-
Authorized licensed use limited to: KnowledgeGate from IBM Market Insights. Downloaded on October 2, 2009 at 17:41 from IEEE Xplore. Restrictions apply.