Embed Size (px)
Citation preview
Fermentation of Wood *
Hvdrolvzates bv Torula utilis J J J
ELWIN E. HARRIS, RIARTHA L. HANNAN, RALPH R. MARQUARDT, AND JASET L. BUBL
Forest Products Laboratory, Madison, Wis.
Torula utilis, a strain of wild yeast which was found in previous tests a t the Forest Products Laboratory to utilize 90 to 95qc of the reducing sugar grown on wood hydroly- zate, was used for the alcoholic fermentation of wood hydrolyzates. Several transfers of the yeast from a com- pleted fermentation to new sugar were required before the fermentations were as rapid and the amount of alcohol produced was as high as that obtained with S. cerevisiae. Pentose sugars do not appear to be used in the alcoholic fermentation with Torula utilis, but small amounts may be utilized to grow yeast during or after the alcoholic fermentation is complete. Pilot plant fermentations in batch and continuous tests indicate that Torula utilis is suitable for alcoholic fermentations and is to be preferred for the fermentation of wood hydrolyzates because of its greater resistance to the inhibiting substances present. I t easily maintains sufficient growth in wood hydroly- zates to replace yeast lost in the process and to provide rapid fermentation rates. Batch fermentations using about 1.5% by volume of wet Torula utilis yeast were complete in 16 hours. Continuous fermentations in six tanks using the same concentration of j east required about 24 hours for a complete fermentation. The yield of alcohol from a Douglas fir wood hydrolyzate containing 5% reducing sugar w-as from 2 to 2.14 grams per 100 ml.
ETERSON, Snell, and Frazier (6) have shown that Torula P utilis is capable of acclimatization for the production of fodder yeast from Douglas fir hydrolyzates. The production of fodder yeast using the Torula utilis strain has been in com- mercial practice in Germany for several years ( 7 ) . I t is reported that approximately 9000 tons of food yeast of strains similar to Torula utilis were produced in Germanv in 1944. Preliminarv ex- periments by Leonard and IIajny (5) showed that yields of alcohol coni- parable to 8. cerevisiae were produced by Torula utilis but much longer fermenta- tion times were required.' Because Torula utilis grows in wood hydroly- zates more readily than S. cerevisiae, if i t could be acclimatized to produce alcohol a t the same rate as X. cerevisiae it would have many advantages over the latter. This report describes ex- periments involving acclimatization of Torula utilis and its use for pilot plant experiments for the alcoholic fermentation of wood sugars.
PRODUCTION OF INOCULUM
Torula utilis No. 3, a hardy btrain of fodder yeast, obtained from the
University of Wisconsin collection, was grown on glucose- yeast extract-agar slants and then transferred to 8-inch test tubes containing 20 ml. of medium made up of 5.07, glucose, 5.0y0 malt sprouts extract, 0.1% urea, and 0.057, potassium dihydro- gen phosphate a t pH 5.2. The yeast grown in the test tube was used to inoculate 150 ml. of the same medium in a 500-ml. flask. After being shaken for 24 hours the yeast crop was removed bp centrifuging and used to inoculate a wood sugar solution.
SHAKE FLASK FERMENTATIONS
Preliminary fermentations were conducted in quantities of 150 ml. of hydrolyzate in 1-lit'er flasks that were shaken in a vibrating shaker a t approximately 60 strokes per minute. The Douglas fir hydrolyzate had a concentration of approximately 5% reducing sugar calculated as glucose. The hydrolyzate was prepared by a continuous hydrolysis of a batch of Douglas fir wood waste as described previously ( 2 ) . The hydrolyzate \vas adjust,ed to pH 5.8 with sodium carbonat,e, and 0.1% urea and 0.057, potassium dihj-drogen phosphate were added. Each of four flasks was in- oculated with 1 v0lunie7~ (approximately 0.25y0 dry basis) of Torula utilis No. 3. The flasks were shaken for 24 hours, after which the yeast was removed bv means of a centrifuge and trans- ferred t,o fresh batches of hydrolyzate. After each fermentation the yeast was transferred to new batches of hydrolyzate for 44 transfers.
On occasion, parallel fermentations were allowd to continue for as long as 72 hours, but in most fermentations the increase in alcohol did not justify the increase in time. In a fern fcr- mentations the longer periods actually gave less alcohol than that obtained in 24 hours. This may have been due to the fact that the yeast had uscd all the available sugar and metabolized some of the alcohol present, or to the fact that alcohol was !ost by evaporation because of the large surface exposed. All long periods of fermentation were followed by a low yield of alcohol in the next 24 hours. That yields of alcohol based on ferment- able sugar were loir in all the shake flask fermentations. indicated
50t 0
i o 0 o ,
.--REDUCING SUGAR 0
0 0
0
0 ~A 1 COHOL 0 ~ 0 0 0 0 0
o o o o : * O O o
0 0 0
0 0 0 O ---ALCOHOL
T/ME (HOURS)
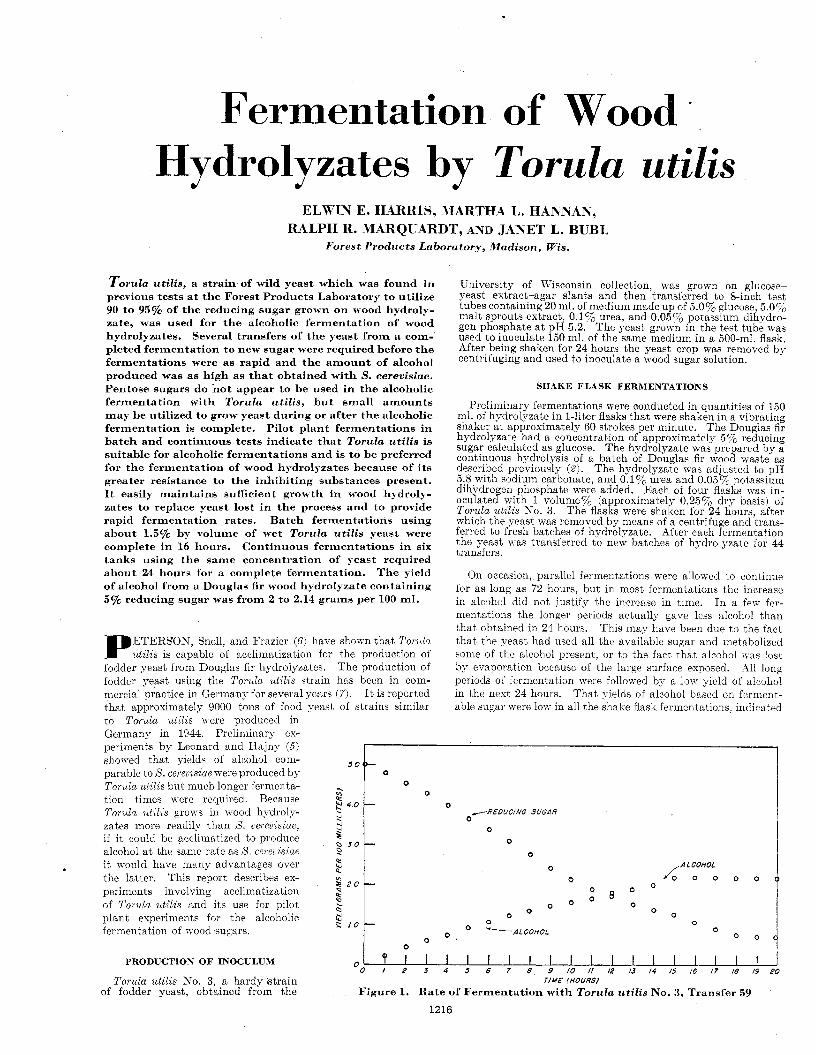
Figure 1. Rate of Fermentation with Torula utilis No. 3 , Transfer 59 '
1216
July 1948 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 1217
TABLE I. FERMENTATIONS OF DOUGLAS FIR HYDROLYZATE BY Torula utilis
Average of Four Flasks Yenat, -
Yeast count volume, cells
Transfer % milliohs 1 2 3 4 5 6 7 8 9
10 11 12 13 14
1 . 0 ‘1.1 2 . 1 4 . 0 5 . 3 5 . 7 5 . 1 5 .3 5 .1 5 . 0 5 . 1 5 . 1 5 .1 5 . 1
102 124 331 535 549 482 510 490 493 496 504 524 509 468
Fermented sugar,
% 25.6 20.6 73 .3 78.0 71.0 74 .3 70.0 75: 5 76.1 75.8 78 .5 79 .5 80.2 80.0
309 333
28.0 23.9 40 .1 42.5 43.4 41 .8 43.8 43.9 44.5 44.7 45.5 46 .8
7 .9 7.6
18.2 18.5 28.2 32.2 31.8 31.5 33.3 33 .3 34.9 35.6 36.4 36 .8
Av. 15 to 45 4 .5 520 80 .0 43.1 34.1 Condition. Time of fermentation 24 hours. Nutrients, 0.1% urea, 0.05% KHiP04. Concentration of sugar, 5% reducing sugar, pH 5.8.
that the evaporation may have been responsible for the lower yield in the Fnger fermentations.
Aseptic conditions were not used and no difficulty with con- tamination was encountered. Cotton plugs were used in the flask until a sufficient inoculum was grown to use the sugar in 24 hours. During the time when cotton plugs were used most of the sugar was used for propagating the yeast. To promote con- version of sugars to alcohol, air was excluded from the flasks by substituting Bunsen valves for the cotton plugs. Air in the flask was not replaced. A gradual increase in alcohol resulted, reaching a maximum at about the twelfth day. Some dead yeast cells were noted among those present as indicated by the number of cells stained by a methylene blue solution containing 1 part to 2000 of water. Occasionally the cotton plugs were replaced until the ratio of living to dead cells increased.
The results in Table I indicate that by acclimatization it is possible to increase yield of the alcohol produced by fodder yeast on wood hydrolyzates.
FERMENTATION IN 3-GALLON BOTTLES
Yeast from the four flasks in the shake flask fermentations were combined and propagated on wood hydrolyzate until sufficient yeast was obtained to inoculate two 7-liter quantities with 1 volume % of yeast cells. This yeast was added to two bottles containing 7 liters of hydrolyzate made up of approximately 5y0 reducing sugar, 0.1 yo urea, and o.o5y0 potassium dihydrogen phosphate. Yeast was kept suspended by stirrers. After the first transfer 700 ml. of the fermented hydrolyzate were used to transfer
TABLE 11. FERMENTATIONS OF DOUGLAS FIR HYDROLYZATE BY Torula utilis
(Average of two fermentations)
Alcohol Total Count Yeast Yeast Cell Sugar Based on Based on
Transfer C.el!s, Volume, Fermented, total fermented Average of Millions % % sugar, % sugar, %
89.5 1.1 84.4 39.6 46.9 1 to 6 83.8 38 .4 45.9 6 to 11 108.6 1 . 7
11 to 16 106.8 1 .7 84.0 37 .4 44.6 83 .0 38 .9 46.9 16 to 22 90.3 1.3
22 to 28 107.0 1 . 8 82 .7 38.1 46.2
TABLE 111. FERMENTATIONS OF DOUGLAS FIR BY Torula utilis No. 3
Initial Count Ferment- Alcohol Alcohol on
Transfer, Cells ability, on Total Fermented Average of Milliohs % Sugar, % Sugar, %
1 to 6 6 to 11
11 to 16 16 to 21 21 to 26 26 t o 31 31 to 36 36 to 41 4 1 to 46 46 to 51 51 to 56 56 to 61 61 to 64
87 .4 80.2 73 .8
106.6 126.4 113.8 136.6 138.4 145.0 159.4 160.4 150.7 126.0
83.1 84.1 81.0 87.1 84.8 82.1 79 .5 82 .7 79.8 79.1 74.6 82.3 82 .3
Time bf fermentation, approximately 20 hours. Volume of fermentation 50 gallons. Concentration of sugars: approximately 5%. Nutrients, 0.1% urea, 0.05% KHzPOa.
5! ermented liquor fed back, 5 gallons. Volume of new hydrolyzate, 50 gallons.
H of nredium, 5.2.
40.9 40.8 40.0 41.8 40.3 38 .4 39 .5 42 .1 37 .8 39.7 37.4 40.2 37.4
49.7 48 .8 49 .3 48.0 47 .5 46.6 49.4 50.9 47.4 49.2 49.5 49 .1 45.6
the yeast to a new 6300-ml. batch of 5% medium. These fer- mentations were continued through 27 transfers as shown in Table 11.
Following a period of adjustment the fermentations were com- plete in 12 to 16 hours but because of convenience were allowed to continue for 24 hours.
A comparison of the 7-liter fermentations shows that the alcohol yield based on both total and fermented sugar was in- creased when larger volumes of hydrolyzate were used, and that the number of cells required to complete the Eermentation in 24 hours was less.
/ FERMENTABLE SUGARS
~ o ~ o O ~ ~ a o O O Q o o o o
ALCOHOL BASED ON TOTAL SUGAR &---
0 0 0 0 0 o ’ o a o a o o o o a o
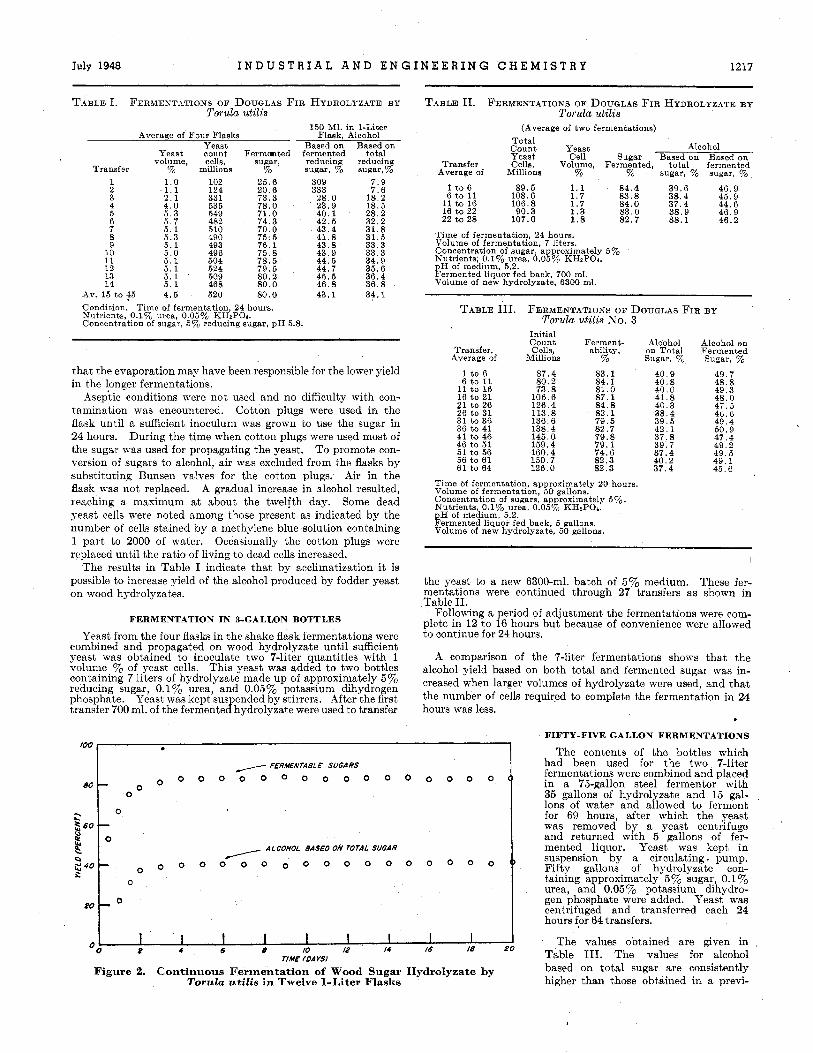
Figure 2. Continuous Fermentation of Wood Sugar Hydrolyzate by Torula utilis in Twelve 1-Liter Flasks
FIFTY-FIVE GALLON FERMENTATIONS
The contents of the bottles which had been used for the two 7-liter fermentations were combined and placed in a 75-gallon steel fermentor with 35 gallons of hydrolyzate and 15 gal- lons of water and allowed to ferment for 69 hours, after which the yeast was removed by a yeast centrifuge and returned with 5 gallons of fer- mented liquor. Yeast was kept in suspension by a circulating. pump. Fifty gallons of hydrolyzate con- taining approximately 5y0 sugar, 0.1% urea, and o.05y0 potassium dihydro- gen phosphate were added. Yeast was centrifuged and transferred each 24 hours !or 64 transfers.
The values obtained are given in Table 111. The values for alcohol based on total sugar are consistently higher than those obtained in a previ-
1218 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 40, No. 7
0
0
0
0 . 0 0
ous investigation with S. cerevisiae (3). Yeast sufficient to maintain satisfactory fermentations in less than 24 hours was obtained. A record of the reducing sugar and alcohol in trans- fer 59 is given in Figure 1.
Further fermentations were conducted in 350-gallon batches and found to correspond to the fermentation in 55-gallon batches
CONTINUOUS FERRIEIVTATIONS IN TWELVE 1-LITER BOTTLES
The demonstration plant to pro- duce alcohol from wood waste a t Springfield, Ore., has available twelve fermentors, with a capacity of 8C,000 gallons each, which may be used for the fermentation of the wood sugar hydrolyzate. The output of 5y0 sugar is expected to be 20,000 to 25,000 gallons per hour from the plant.
I n order to test the possibility of using a continuous fermentation such as that used for the fermentations of sulfite waste pulping liquor in the mills in Sweden ( 4 ) and Germany ( I , 1) and a t the Puget Sound Mill, Bellingham, Wash., twelve 1-liter bottles were arranged in series, so that the feed for the first of the series was introduced into the bottom of the bottle to aid in keeping the yeast in suspen- sion. Carbon dioxide and overflow liquid flowed out the top and into the bottom of the next bottle. This was con- tinued through the twelve bottles. The bottles were filled with wood sugar solution con- taining. approximately 5% re- ducing sugar, nutrients, and Torula ulilis yeast equivalent to 1.5% by volume (about 0.37y0 yeast).
The bottles were stoppered and the stoppers wired in. Sugar solution was intro- duced continuously at a rate of 1 liter in 4 hours from a sufficient height to force the solution and carbon di-
twelve bottles. Once each 4 hours the contents of the re- ceiver 'Irere centrifuged and the yeast was returned with the sugar fed into the system. Samples from each 4-hour sample were analyzed. The values for fermentable sugar and yield of alcohol were averaged for each 12-hour period for the first 12 days and after that for each 24-hour period. The experi- ment was continued for.20 days. These values are shown in Figure 2.
Except for air that was dissolved in the wood sugar solution, the production of alcohol was under anaerobic conditions. Thr long time involved in traveling through the twelve bottles pro- moted a high degree of fermentation, 80 to 83%. The yield of alcohol was about 40% of the total reducing sugar. As very little fermentation appeared to occur after the sixth or seventh bottle, it may not be necessary to use as many as twelve bottles. The head of liquid necessary to force the gas and liquid through the chain of fermentors indicated that it may be .impractical to use a completely closed system. Yeast tended to settle out because the amount of carbon dioxide evolved was not suffi- cient to provide the stirring required.
A second series was made in similar equipment, except that the twelve bottles were placed in a shaker. Similar results viere obtained.
CONTINUOUS FERRIEfiTATlONS IN SIX 10-GALLON OPEK FERMENTORS
In order to overcome some of the difficulties found in a closed system and to obtain information on larger quantities, six fer-
/ F E R M E f f T A 8 L E SUGARS
o o o o o 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 eo
0
c 1 °
0
/ A L C O H O L BASED Off 7OoTAL SUGARS
0 0 0 0 0 0 0 0 0 0 0 0 0 0
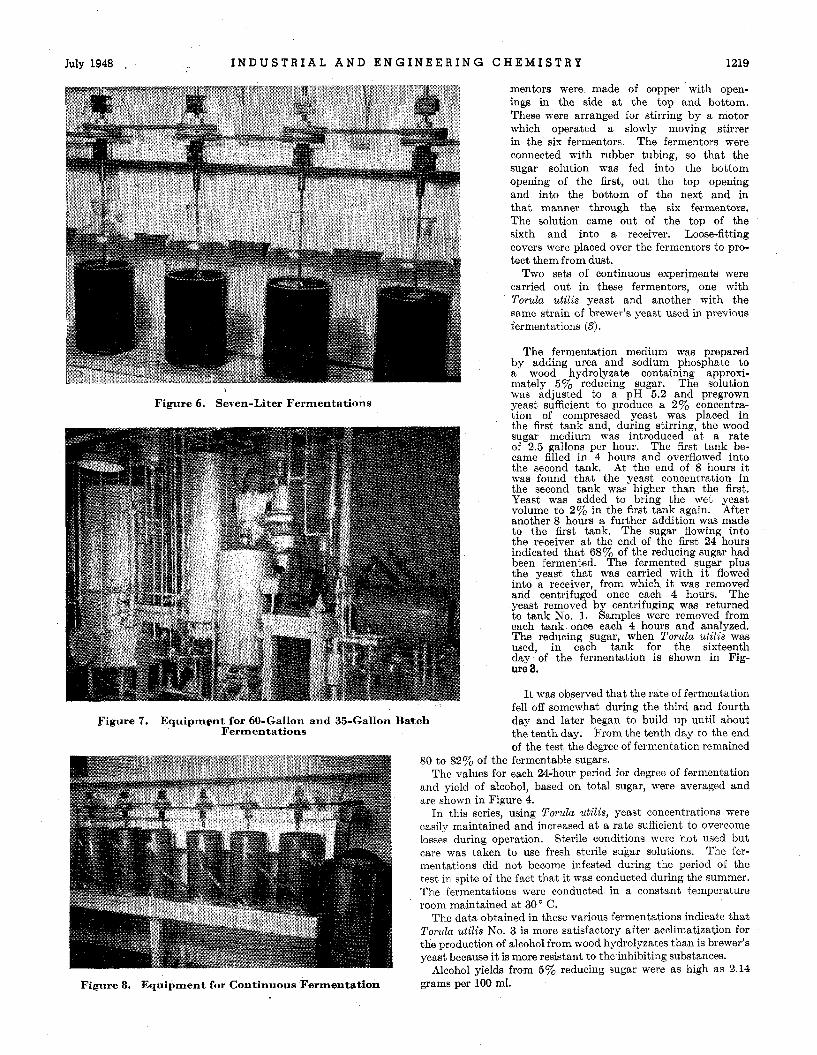
oxide through the series of Figure 5. Fermentation in Shake Flasks
July 1948 . I N D U S T R I A L A N D E N G I N E E R I N G CHEMISTRY 1219
Figure 6. Seven-Liter Fermentations
Figure 7. Equipment for 60-Gallon and 35-Gallon Batch Fermentations
Figure 8. Equipment for Continuous Fermentation
mentors were made of copper with open- ings in the side a t the top and bottom. These were arranged for stirring by a motor which operated a slowly moving stirrer in the six fermentors. The fermentors were connected with rubber tubing, so that the sugar solution was fed into the bottom opening of the first, out the top opening and into the bottom of the next and in that manner through the six fermentors. The solution came out of the top of the sixth and into a receiver. Loose-fitting covers were placed over the fermentors to pro- tect them from dust.
Two sets of continuous experiments were carried out in these fermentors, one with Torula utilis yeast and another with the same strain of brewer’s yeast used in previous fermentations (3).
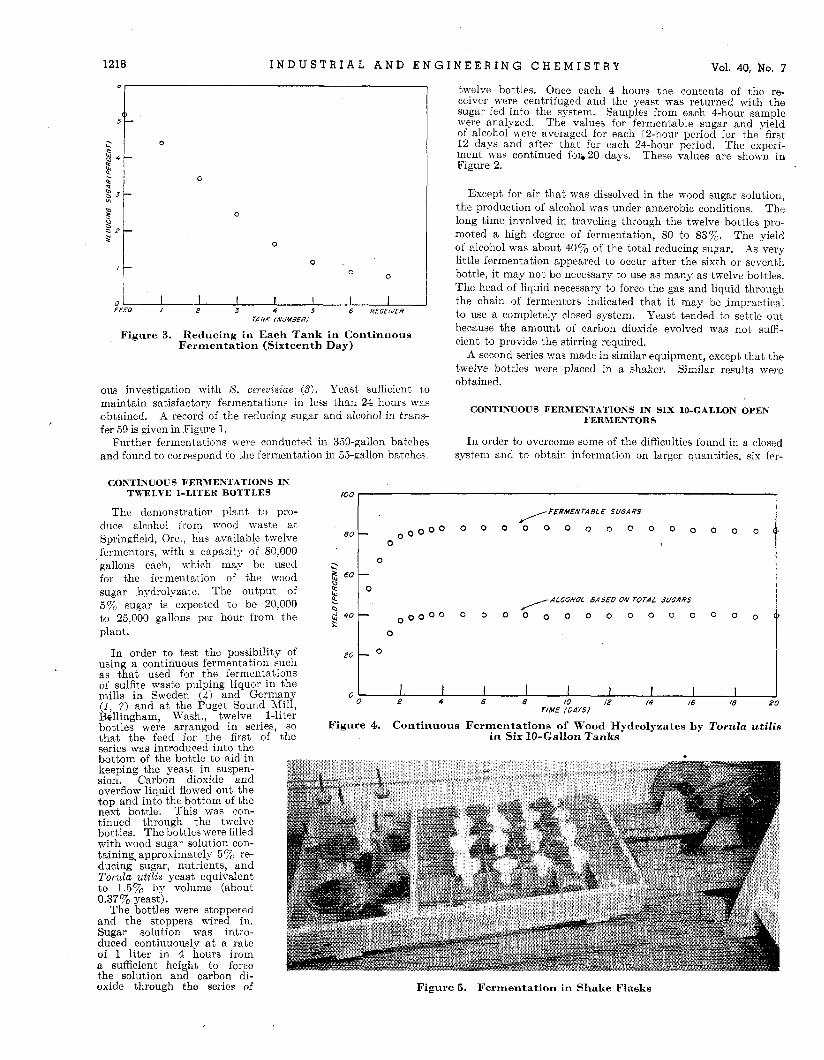
The fermentation medium was prepared by adding urea and sodium phosphate to a wood hydrolyzate containing approxi- mately 5% reducing sugar. The solution was adjusted to a pH 5.2 and pregrown yeast sufficient to produce a 2% concentra- tion of compressed yeast was placed in the first tank and, during stirring, the wood sugar medium was introduced a t a rate of 2.5 gallons per hour. The first tank be- came filled in 4 hours and overflowed into the second tank. At the end of 8 hours i t was found that the yeast concentration in the second tank was higher than the first. Yeast was added to bring the wet yeast volume to 2% in the first tank again. After another 8 hours a further addition was made to the first tank. The sugar flowing into the receiver a t the end of the f i s t 24 hours indicated that 68% of the reducing sugar had been fermented. The fermented sugar plus the yeast that was carried with i t flowed into a receiver, from which i t was removed and centrifuged once each 4 hours. The yeast removed by centrifuging was returned to tank No. 1. Samples were removed from each tank once each 4 hours and analyzed. The reducing sugar, when Torula utilis was used, in each tank for the sixteenth day of the fermentation is shown in Fig- ure 3.
It was observed that the rate of fermentation fell off somewhat during the third and fourth day and later began to build up until about the tenth day. Prom the tenth day to the end of the test the degree of fermentation remained
80 to 82% of the fermentable sugars. The values for each 24-hour period for degree of fermentation
and yield of alcohol, based on total sugar, were averaged and are shown in Figure 4.
In this series, using Torula utilis, yeast concentrations were easily maintained and increased a t a rate sufficient to overcome losses during operation. Sterile conditions were not used but care was taken to use fresh sterile sugar solutions. The fer- mentations did not become infested during the period of the test in spite of the fact that it was conducted during the summer. The fermentations were conducted in a constant temperature room maintained a t 30’ C.
The data obtained in these various fermentations indicate that Torula utilis No. 3 is more satisfactory after acclimatieat+ion for the production of alcohol from wood hydrolysates than is brewer’s yeast because it is more resistant to the inhibiting substances.
Alcohol yields from 5y0 reducing sugar were as high as 2.14 grams per 100 ml.
1220 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 40, No. 7
ACKNOWLEDGMENT LITERATURE CITED
The authors wish to thank Sedgev,-ick C. Rogers and Albert (1) Fritzweiler and Rookstroh, 2. Spiritusind., 59, 229-30 (1936). ( 2 ) Harris, E. E., and Beglinger, E., IND. ENG. C H E ~ ~ . , 38 ,890 (1946). (3) Harris, E. E., Hajny, G. J., Hannan, Martha, L.. and Rogers, S.,
(4) Kinnard, V., Foreign, Commerce Weekly , 17, 12 (Oct. 14, 1944). ( 5 ) Leonard, R., and Hajny, G. J., 1 % ~ . EXG. CHEM., 37, 390 (1945). (6) Peterson, Snek and Frazier, Ibid. , 37, 30 (1945). (7) Saeman, J. F., Locke, E. G., and Dickerman, G. K., FIAT Final
RECEIVED December 7, 1946. Presented before the Division of Sugar Chem- istry a t the 110th Meeting of the AYERICAK CHEMICAL SOCIETY, Chicago. 111.
~ l i ~ ~ of the Forest products Laboratory staff for the assistance given in this work.
On behalf of the Forest Products Laboratory the authors wish to express their appreciation to George M. Pohler of the Vulcan copper and supply Company, Cineinn&, Ohio, and E. ~ ~ 1 ~ - holm of the Puget Sound pulp mill for suggestions and counsel on the continuous operations of an alcohol plant. Valuable counsel was also received from IT', H. Peterson and Elizabeth
Ib id . , 33 ,896 (1946).
Report 499 (November 1945).
McCoy of the University of Wisconsin.
Fodder Yeast from Wood Hvdrolvzates and Still Residues
J J
ELWIN E. HARRIS, JEROME F. SAERIAN, RALPH R. MARQUARDT, MARTHA L. HANNAN, AKD SEDGWICK C. ROGERS
Forest Products Laboratory, Mudison, Wis.
HE possibility of pro- A strain of Torula yeast has been grown on wood hydroly- hydrolyzates if they were T 'ducing fodder yeast from zates and on the nonfermentable sugars remaining after diluted to approximately 1 yo nwod as a means of supply- alcoholic fermentation of w-ood hydrolyzates. The most reducing sugar and if certain ing protein supplements for rapid conditions for continuous propagation were at pH growth factors were present. cattle feed has created un- 6 when 4.6% sugar solution was fed into the fermentor, The production of yeast from usual interest among cattle which required a throughput time of about 2.5 hours and such wood sugars has advan- producers, especially in forest 200 to 250 cubic feet of air per pound of yeast produced. tages over alcohol produc- areas in which such produc- tion would provide a n oppor- tunity to obtain locally the protein feed that must now be shipped into such areas.
As part of a program to learn the best ways to produce alcohol and yeast from wood, the Office of Production Research and Development of the War Production Board in 1943 financed research on the production of fodder yeast from wood sugar a t the Forest Products Laboratory, Madison, M'is. (6). Such fodder or food yeast is a combination of high-quality protein with vitamins of the B complex. In these respects it is similar to brewer's or baker's yeast. It has an advantage over the latter in that i t grows more readily and, when used as food, has a better flavor. Food yeast is of special value to people whose diet is. deficient in protein, as in nations cut off from normal supplies of meat. Nutritional studies may also show food yeast to be a valuable supplement t o protein food for humans, livestock, and poultry in localities where other protein sources are abundant.
Yeast protein may be produced rapidly at high efficiency. Yields of yeast, containing 50Yc protein, mere from 40 to 60% of the sugar used for their production. In Germany during TT'orld JTar 11, food yeast aided in kceping the people of the Reich well fed. In 1944 the production of food yeast was almost 9000 tons per year in ekisting German plants, and other plants were in the process of construction. This food yeast was pro- duced from sugars derived from wood either by acid hydrolysis or during the sulfite pulping of wood (9).
The British Government, during Torld War 11, carried out research on methods for the production of food yeast from waste molasges. A plant for the production of food yeast is being constructed in Jamaica as a means of using molasses and as a eource of needed food for the people in tropical countries (1).
In the early research work at the Forest Products Laboratory (6), it was found that Torula utilis yeast could be grown on wood
tion in that practically all the sugars and some of the
acidic materials are utilized. This ability to use organic sub- stances other than glucose has led to an interest in yeast produd- tion from the sugars in sulfite-pulp waste liquors, in cannery waste liquors, and in food-processing by-products.
The possibility of removing carbohydrates from the effluents produced by industries processing carbohydrate materials also has made the growing of yeast on such wastes attractive. Many industries have spent large sums of money on sewage-disposal plants without any return in order to decrease stream pollution. The growing of yeast on the effluents from such industries would reduce stream pollution and at the same time provide another source of income.
PRODUCTION OF SUGAR FROM WOOD WASTE
The development of satisfactory conditions for the fermenta- tion of wood sugars, and of conditions for hydrolysis which would give a product that fermented more readily, has been studied at the Forest Products Laboratory along with the production of yeast on wood sugars.
The production of total sugar from wood used for these experi- ments has been described recently (8, 3) . The process consists of pumping a stream of o.5rO sulfuric acid through a charge of sawdust, shavings, or chipped wood waste a t temperatures rang- ing from 150" to 180" C. The resulting acid sugar solutions are neutralized with lime to approximately p H 5 , cooled, and filtered. The sugars are present in about 5% concentration and are a mixture of pentoses and hexoses. Sugars from a softwood such as Douglas fir are about 82%', fermentable to alcohol, while those from hardwoods such as red oak are about 63y0 fermentable.
Still residues used in these experiments were also obtained from wood. The sugars produced by the hydrolysis of wood were subjected to alcoholic fermentation by Torula utilis (4) . The
























![Venerabilis Beda [Iunilius Afer attrib.]. In priora aliquot Geneseos capita valde doctus & utilis Commentarius, ad Primasium Episcopum. 1538](https://img.pdfslide.us/doc/110x75/577d1fda1a28ab4e1e91758a/venerabilis-beda-iunilius-afer-attrib-in-priora-aliquot-geneseos-capita.jpg)




