Embed Size (px)
Citation preview

www.ndt-global.com | White Paper| FEM analysis advances pipeline assessment accuracy 1 | 6
EXECUTIVE SUMMARY
■ Level 3 assessment by Finite Element Method (FEM) outperforms Level 1 and Level 2 assessments by predicting the most accurate failure pressure of a pipeline.
■ This accurate and less conservative prediction of the pipeline failure pressure avoids unnecessary excavations and allows for higher safe operating pressure.
■ Precise, high-resolution wall thickness data directly from inline inspections, recorded by NDT Global's ILI robot, is proven to work as an accurate, direct, and reliable input for 3D modeling and subsequent Finite Element Analysis (FEA).
Executive Summary Introduction The ILI robot: High-resolution pipeline data Assessing severity Result validation in a field burst test Results Conclusion References
FEM ANALYSIS ADVANCES PIPELINE ASSESSMENT ACCURACY WHITE PAPER

Figure 1 – NDT Global's state-of-the-art high-resolution ILI robot
Table 1 – Pipeline properties
www.ndt-global.com | White Paper| FEM analysis advances pipeline assessment accuracy 2 | 6
1. INTRODUCTION
It is widely accepted that pipelines are the most effective and efficient method of transporting produced oil and gas. However, corrosion is a growing threat to the structural integrity [1]. Statistics prove, corrosion is a significant cause of pipeline failure [2] [3].
By determining a maximum allowable operating pressure well below the failure pressure, a pipeline with corrosion defects can be safely operated. Various models have been developed to calculate the failure pressure of a corroded pipeline [4] [5] [6]. Although field burst tests have shown their validity, a mode of conservatism often results in substantially underestimating the failure pressure while overestimating the need for repair, resulting in increased operator costs.
State-of-the-art computational assessment methods (so-called Level 3 assessment, including FEA) can yield very precise predictions for the failure pressure of corrosion anomalies, if accurate information, such as high-resolution ultrasonic data, about the anomaly geometry and the pipeline material properties are available. These methods reduce the degree of conservatism in the assessment. Unnecessary excavations and repairs can be avoided as well as low operating pressures in the pipeline.
The authors of this paper explore and share the results of a 3D FEM assessment completed on an 18" Outer Diameter (OD), 40 km (25 mile) pipeline. This line transports brine (salt water) and has previously experienced internal corrosion, showing axial, extended, large-area metal loss. Detailed properties of the pipeline are shown in Table 1. An inline metal loss inspection was conducted using Evo Series 1.0 UMp, a high-resolution wall thickness measurement robot (Section 2).
The analysis of the gathered data revealed a prominent critical corrosion feature (Figure 3), which was selected for further assessment (Section 3). Finally, the affected pipeline section was excavated for further investigation of the corrosion feature by destructive testing (Section 4).
2. THE ILI ROBOT: HIGH-RESOLUTION PIPELINE DATA
NDT Global’s Evo Series 1.0 UMp high-resolution, metal loss inspection service (Fig. 1) reliably detects defects as small as 5 mm (0.2 in). This represents a two-fold improvement in the minimum sizing threshold from the previous, entry-level ultrasonic service, which could detect 10 mm (0.4 in) defects. The Evo Series 1.0 records inspection data with higher axial
and circumferential resolution, and it can travel up to four times faster than legacy tools. Higher-resolution provides increased measured values per metal loss anomaly. This allows NDT Global to identify the contours of a defect more reliably which is critical for meaningful corrosion growth analysis and integrity assessments.
Ultrasonic metal loss inspection provides more accurate data than any other technologies such as Magnetic Flux Leakage (MFL), which cannot provide direct wall thickness measurement or detect the size of axially aligned corrosion defects (channeling corrosion), complex corrosion defects, and mid-wall anomalies such as laminations.
In addition to the latest technology, NDT Global has conducted ultrasonic testing on more than 203,500 km (126,450 miles) of pipeline and has more than 745 man years of data analysis experience.
Pipeline data
Product brine/salt water
Pipe type long seam weld
Weld type butt weld
Outer diameter 457.0 mm/18"
Wall thickness (nom.) 7.2 mm (283 mil)
Wall thickness (min.) 5.5 mm (216 mil)
Material St 53.7
Minimum yield strength 381 N/mm²
Ultimate tensile strength 558 N/mm²
Design pressure 46.5 bar (674 psi)
Maximum operating pressure 42.0 bar (609 psi)
Wrapping (corrosion protection) bitumen/PE
Year of construction 1972

Figure 2 – The affected spool: High-resolution wall thickness data
-6000 -4000 -2000 0 2000 4000 6000distance [mm]
0
100
200
300ci
rc. p
os. [
°]
4
5
6
7
rem
. WT
[mm
]
0 200 400 600 800 1000 1200 1400 1600 1800 2000distance [mm]
310320330340350
circ
. pos
. [°]
4
5
6
7
rem
. WT
[mm
]
Figure 3 – The corrosion feature: High-resolution wall thickness data
Table 3 – Results of Level 1 assessment
Table 2 – Feature properties
www.ndt-global.com | White Paper| FEM analysis advances pipeline assessment accuracy 3 | 6
2.1 A critical corrosion feature NDT Global's analysis process revealed a prominent corrosion anomaly. The results of this analysis are shown in Table 2. The length and width of this internal feature are 2,053 mm (80.8 in) and 231 mm (9.1 in) respectively. The minimum remaining wall thickness is 3.8 mm (150 mil), while the surrounding reference wall thickness is 7.2 mm (283 mil). This leads to a feature peak depth of 3.4 mm (134 mil) and 47%, respectively. Fig. 2 presents the corresponding high-resolution data set of the affected spool. Fig. 3 zooms into the section of the corrosion feature.
3. ASSESSING SEVERITY
The anomaly assessment estimates the failure pressure Pfail (or the maximum safe working pressure Psafe) of a detected metal loss feature. Comparing this to the Maximum OperatingPressure (MOP) enables the operator to decide if a feature is critical for the safe operation of a pipeline. In addition to data
gathered about the corrosion anomaly, the use of material properties for the assessment is vital. These can be separated into specified material properties like SMYS (Specified Minimum Yield Strength) or UTS (Ultimate Tensile Strength), and actual material properties that can be measured from pipe samples.
3.1 The simple approachThe pipeline industry has established several codes to complete Level 1 assessment of a corrosion feature. Each sharing a simple approach to describe the metal loss feature by its maximum length and peak depth. Results of the different Level 1 assessment codes for the corrosion feature are described in section 2.1 and given in Table 3. While the ASME codes are based on yield strength, the DNV code uses ultimate tensile strength.
3.2 More complex methodsLevel 2 assessment methods are based on the detailed remaining wall thickness profile (river-bottom profile) of the metal loss anomaly. These methods give more precise predictions of Pfail or Psafe than Level 1 codes, especially for extended corrosion features with complex geometry. Commonly applied Level 2 assessment techniques are RSTRENG Effective Area and the Complex Shape method of DNV-RP-F101.
Method/Code Pfail
ASME B31G [7] 69.7 bar (1011 psi)
ASME Modified B31G [8] [9] 85.6 bar (1242 psi)
DNV-RP-F101 Part B Single Defect [10] 96.6 bar (1401 psi)
Corrosion feature metric imperial
Location internal internal
Length 2052 mm (± 1.5 mm) 80.8 in (± 0.06 in)
Width 231 mm (± 4.0 mm) 9.1 in (± 0.16 in)
Depth 3.4 mm (± 0.4 mm) 134 mils (± 15.7 mil) 47% (± 5 %)
Remaining wall thickness 3.8 mm (± 0.4 mm) 150 mils (± 15.7 mil)
Reference wall thickness 7.2 mm (± 0.4 mm) 283 mils (± 15.7 mil)
Circumferential position 300° - 360° (± 5°) 300° - 360° (± 5°)

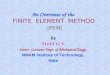
Figure 5 – 3D model of the affected pipeline section
Figure 6 – Areas of maximum radial displacement (red color represents high-stress concentration)
Figure 7 – Visualization of the destructive process. Plastic collapse load: 132 bar radial displacement (red color represents high-stress concentration)
Table 4 – Results of a Level 2 assessment
0 200 400 600 800 1000 1200 1400 1600 1800 2000distance [mm]
0
1
2
3
4
5
6
7
8
wal
l thi
ckne
ss [m
m]
River Bottom Profile
remaining wall thicknessreference wall thickness
Figure 4 – River Bottom Profile
www.ndt-global.com | White Paper| FEM analysis advances pipeline assessment accuracy 4 | 6
Fig. 4 presents the river-bottom profile of the considered anomaly, derived from the high-resolution UT (Ultrasonic Testing) data set (Fig. 3).
As in Level 1, the DNV code relies on ultimate tensile strength, whereas RSTRENG Effective Area uses yield strength as relevant material property. Results of the different assessment codes are given in Table 4.
3.3 The advanced method: Finite element analysisFinite element analysis uses a complex numerical method tosolve engineering problems when dealing with structuralmechanics. For this purpose, a three-dimensional model of the structure under investigation needs to be built. The UMp inspection robot successfully records high-resolution wall thickness data delivering an accurate and reliable input data source for the generation of such a 3D model [11]. The model (Fig. 5) is based directly on the gathered data set (Fig. 3). Model generation is a straightforward computational process starting from the high-resolution ultrasonic data set. The outcome and subsequent FEA is independent of user experience and routine.
The generation of the FEM directly from the UMp finalised refined data set is superior to conventional measurement methods and even to FEMs created by 3rd Parties interpolating UMp reports.
The application of state-of-the-art, non-linear, finite element analysis software enables calculating estimated burst pressure. Several boundary conditions are set in advance,
like elastic-plastic material behavior including solidification and appropriate material properties. First results of the computation deliver the regions of maximum radial displacement, presented in Fig. 6.
Raising the internal pressure during simulation, while material deformation is enabled, results in visualization of the destructive process (Fig. 7 and Fig. 8). The final failure pressure is calculated to Pfail = 132 bar (Table 5).
Method/Code Pfail
RSTRENG Effective Area [7] 95.4 bar (1384 psi)
DNV-RP-F101 Part B Complex Defect [10] 115.5 bar (1675 psi)

PRECISE, HIGH-RESOLUTION WALL THICKNESS
DATA HAS PROVEN TO WORK AS ACCURATE
AND RELIABLE INPUT FOR 3D MODELING AND
FINITE ELEMENT ANALYSIS.
Burst Pressure
Assessment Codes0
102030405060708090
100110120130140150
Pfa
il [bar
]
ASME B31GASME modified B31GDNV-RP-F101 Part B Single DefectRSTRENG Effective AreaDNV-RP-F101 Part B Complex Defectnon-linear FEMmeasured burst pressure
Figure 9 – Region of failure at approximately 330° circumferential position. Burst pressure: 136 bar (1973 psi)
Figure 10 – Assessment results: Level 1 to Level 3 compared to measured burst pressure
Table 6 – Combined results of destructive testing
Figure 8 – Representation of the complete model and result of the elastic-plastic analysis radial displacement (red color represents high-stress concentration)
Table 5 – Result of Level 3 assessment
www.ndt-global.com | White Paper| FEM analysis advances pipeline assessment accuracy 5 | 6
4. RESULT VALIDATION IN A FIELD BURST TEST
Final analysis of the corrosion feature was conducted by TÜV Nord, Germany [11] using destructive testing in a burst-pressure test with water. The final failure pressure of the affected section of pipeline with a length of approx. 8,000 mm (314.96 in) was measured to Pfail = 136 bar (see table 6). Fig. 9 shows the pipeline section after the test was completed.
5. RESULTS The experimentally determined burst pressure is 136 bar (1972 psi). The result of Level 3 assessment is calculated to 132 bar (1914 psi). The deviation is at 3% using a conservative calculation with deviation for the low-level assessment results varying from 15% to 49%. Results of the various assessment codes and levels for estimated failure pressure are combined in Fig. 10.
6. CONCLUSION Because corrosion is a significant threat to safe pipeline operation, a sophisticated and reliable assessment method is critical. Precise, high-resolution wall thickness data from inline inspection, recorded by NDT Global's ILI robot, has proven to work as an accurate and reliable input for 3D modeling and subsequent finite element analysis. Level 3 assessment based on a non-linear FEM has shown to result in the most accurate estimation of the pipeline failure pressure, and provides the highest benefit to the pipeline operator.
Method/Code Pfail
Nonlinear FEM [11] 132 bar (1914 psi)
Method/Code Pfail
ASME B31G [7] 69.7 bar (1011 psi)
ASME Modified B31G [8] [9] 85.6 bar (1242 psi)
DNV-RP-F101 Part B Single Defect [10] 96.6 bar (1401 psi)
RSTRENG Effective Area [7] 95.4 bar (1384 psi)
DNV-RP-F101 Part B Complex Defect [10] 115.5 bar (1675 psi)
Nonlinear FEM [11] 132 bar (1914 psi)
Field burst test [11] 136 bar (1972 psi)

www.ndt-global.com | White Paper| FEM analysis advances pipeline assessment accuracy 6 | 6
REFERENCES
[1] Canadian Energy Pipeline Association, "Pipeline Industry Performance Report", Calgary, Canada, 2015.[2] H. Bjornoy O, "Assessment of corroded pipelines: past, present and future", in International Offshore and Polar Engineering Conference, 2001. [3] Y. Wang, J. Wharton and R. Shenoi, "Mechano-electrochemical modeling of corroded steel structures", Eng Struct, pp. 1-14, 2016. [4] A. Cosham, P. Hopkins and K. Macdonald, "Best practice for the assessment of defects in pipeline-corrosion", Eng Fail Anal, Bd. 14, pp. 1245-1265, 2007. [5] A. Teixeira, C. Soares, T. Netto and S. Estefen, "Reliability of pipelines with corrosion defects", Int J Press Vessels Piping, Bd. 85, pp. 228-237, 2008. [6] F. Caleyo, J. Gonzales and J. Hallen, "A study on the reliability assessment methodology for pipelines with active corrosion defects", Int J Press Vessels Piping, Bd. 79, pp. 77-86, 2002. [7] American Society of Mechanical Engineers, ASME B31G: Manual for determining the remaining strength of corroded pipelines, New York, USA, 2012. [8] J. Kiefner and P. Vieth, "Evaluating pipe conclusion: PC program speeds new criterion for evaluating corroded pipe", Oil Gas J, Bd. 88, pp. 91-93, 1990. [9] J. Kiefner and P. Vieth, "Evaluating pipe: new method corrects criterion for evaluating corroded pipe", Oil Gas J, Bd. 88, pp. 56-59, 1990. [10] Det Norske Veritas, "Recommended practice, DNV-RP-F101, Corroded Pipelines", 2015.[11] R. Trieglaff, C. Schrandt, A. Schulz and M. Schulz, "TÜV Nord concept LOOP - Lifetime optimisation of pipelines", in Proceedings of the ASME 2014 Pressure Vessels & Piping Conference, 2014.
Dr. Thomas Hennig Global Manager Product Management NDT Global Corporate Ltd, Dublin, Ireland
Dr. Henrik Witte Engineer Sensor Technology NDT Global GmbH & Co KG, Rheine, Germany
Dr. Christoph Jäger Project Leader Integrity Services NDT Global GmbH & Co KG, Stutensee, Germany
Andreas Pfanger Project Leader Integrity Services NDT Global GmbH & Co KG, Stutensee, Germany
AUTHORS
LEARN MORE For more information about NDT Global and their inspection services, visit www.ndt-global.com
CIM
-044
-en,
Rev
1.0
, 08/
2018
, © 2
018
NDT
Glob
al