Embed Size (px)
Citation preview

AUGUST 2016 Additive Manufacturing
FEATURE / Mold Making
56
By Christina Fuges
Macomb, Michigan-based Baker Aerospace Tooling & Ma-
chining started out as a duplicating company. It’s come a long
way since then. In 1998, the company was one of the first in its
area to purchase a five-axis machine. Now, it has 15 five-axis
machines and more than 40 CNC mills in total. Today, the
company is made up of three units—Baker Aerospace Tooling &
Machining is parent to Baker Machining & Mold and Baker 3D
Solutions, the unit leading the company’s advance into additive
manufacturing. The company’s 3D printing lab includes two
EOS M290 direct metal laser sintering (DMLS) machines and
five Stratasys Fortus fused deposition modeling (FDM) printers.
Mike Misener, director of tooling and additive manufac-
turing for the company, says it was demand from customers
that motivated Baker to start experimenting with metal 3D
printing. The company first used metal AM on fixtures that
Conformal Cooling Is a Mold EnhancementPart of what makes conformal cooling so accessible is that redesign
of the mold is not needed. Baker Aerospace Tooling & Machining
collaborates and educates to advance this and other applications of AM.
These 3D-printed conformal-cooled inserts illustrate some of the
AMAM expertise Baker now applies. The company helps to educate iAM expertise Baker now applies. The company helps to educate BAM expertise Baker now applies. The company helps to educate kAM expertise Baker now applies. The company helps to educate liAM expertise Baker now applies. The company helps to educate ThAM expertise Baker now applies. The company helps to educate hAM expertise Baker now applies. The company helps to educate lAM expertise Baker now applies. The company helps to educate dAM expertise Baker now applies. The company helps to educate
customers on misconceptions surrounding conformal cooling,
including, for example, the idea that a whole new tool must be
created in order to use this. In reality, only select inserts of a tool
must be altered, and only in their internal geometry.
were difficult to machine, but easy to print. It outsourced this
work until the company purchased its first EOS metal printer
in December 2015, followed by a second EOS machine this
past February. Prior to those investments, Baker had ventured
into plastic 3D printing and even that process had helped to
revolutionize how it manufactured fixtures. For example, a
typical production fixture that previously had been machined
was so heavy that it took two people to handle it. Printing in
plastic removed 75 percent of the weight while retaining the
same required rigidity and tolerance, allowing this to become a
one-person application.
Collaborative Approach
Earlier this year, Baker joined forces with Excel RP/Excel Glob-
al, a tooling sourcing company, to sponsor the SA Engineering

AM / Conformal Cooling
additivemanufacturing.media 57
Technology Center, a collaboration facility established by
injection molder SA Engineering (part of SA Automotive, a Tier
1 compression molder) for emerging injection mold trends,
located in Livonia, Michigan. The purpose of the center is to
work with OEMs and Tier suppliers to locally promote and
advance R&D in new technologies for injection molding.
The center, which held its official grand opening this
summer, provides a setting where companies with expertise
in services that support injection molding can co-locate to
develop new technologies on 110- to 3,500-ton presses. This
setting promotes accountability and
collaborative development of repeatable
processes for the new technologies, says
Misener. Through this center Baker will
offer its metal 3D printing expertise for
mold-related applications including con-
formal cooling.
Baker’s expertise in building 3D-printed
mold inserts with conformal cooling has
already helped to improve some process-
es under testing and development at the
center. For example, one customer reported
problems it was having with cold spots in a
heated compression mold. Baker evaluated
the customer’s compression molding pro-
cess and recommended conformal-cooled inserts, which would
allow the mold to maintain heat more evenly. Misener says
the customer was skeptical at first, because there is an ongoing
misconception that adding conformal cooling requires design of
a whole new tool to accommodate it.
“What molders don’t realize is that they can take the tradi-
tional insert size and just change the internal geometry to get
the conformal cooling they need,” he says. “You can take an
existing tool with an in-and-out waterline configuration and
design the internal channels without having to disrupt the entire
design. You are only recreating the internal areas of the insert
that are already existing in the tool. You don’t have to reinvent
the wheel. Conformal cooling is a mold enhancement.” Using
mold flow, cooling and warp analysis, Baker showed the custom-
er how to implement conformal cooling in its existing tools.
He says another point many molders don’t know about
metal 3D-printed inserts with conformal cooling is that they
can be used in production—not just in prototypes—if they
are designed correctly. “There are wrong ways of designing
conformal-cooled inserts,” Misener says. He cites two common
design mistakes:
• “Choking down” the insert, or quickly reducing the size of
the internal chamber, which will inhibit fluid flow.
• Designing a 90-degree bend in the cooling channel, which
will also restrict flow. This is conventional thinking based on
drilled holes and sharp bends.
Misener says both of these design mistakes negate the
benefits of conformal cooling. “It is all in how you design con-
formal cooling with the flow of the internal channels to ensure
a constant flow,” he says. “With conformal cooling, you need a
flowing system, not a sharp-corner system.”
He emphasizes the need for both mold flow and water flow
analysis, both tools that Baker uses in designing conformal
cooling for its customers.
Looking Ahead
According to Misener, an emerging use of AM outside of
conformal cooling is on gate inserts. He explains that there
are a lot of conventional, off-the-shelf cashew gate and
tunnel gate inserts that need to be customized, and making
any modifications conventionally on a CNC machine can
be difficult. But a metal additive process allows any type of
gate design or size to be placed. “We can reach any area with
DMLS,” Misener says. “We grow a custom gate insert for
that tool instead of modifying a shelf item. Instead of trying
to make it work the best you can, DMLS lets you make it
exactly the way you want it.”
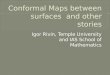
The company is one of the supporters of the
new SA Engineering Technology Center,
where it collaborates with other companies
to develop and test injection molding tech-
noloies and solutons. Two of the resources
of the center are seen in these photos, a
285-ton press (above) and 3,500-ton press
(left), both from injection molding machine
maker Engel.