Embed Size (px)
Citation preview

Feasibility Study for Organic Waste Diversion & SLCP
Avoidance in Penang, Malaysia
Final Report
31 March 2017
KANSO Co., Ltd.
For Global Environment Centre(GEC)
Supported by:

Contents
Ⅰ.Contents of the project ........................................................................................................................... 1
1. Project name ........................................................................................................................................... 1
2. Objectives................................................................................................................................................... 1
3. Scope of works ........................................................................................................................................... 1
3.1 Activity 1 – Feasibility study for Material Recovery Facilities (MRF) and Bio-Digester at the Pulau Burong
landfill site .................................................................................................................................................. 1
4. Risk assessment .......................................................................................................................................... 2
5. Dispatch landfill concessionaire/operator for Technology training in Japan and presentation in the stakeholders’
workshop ....................................................................................................................................................... 2
6. Study period ............................................................................................................................................... 3
Ⅱ. Study results ............................................................................................................................................ 4
Activity 1 – Feasibility study for Material Recovery Facilities (MRF) and Bio-Digester at the Pulau Burong landfill
site ................................................................................................................................................................. 4
1. Characterization of wastes ........................................................................................................................... 5
2. Obtained values in the study for FS ............................................................................................................ 18
3. Material recovery facility (MRF) and biodigester ......................................................................................... 19
4. Estimation of CH4 reduction and SLCPs reduction converted to CO2 ............................................................ 21
5. Building and proposing appropriate business model ..................................................................................... 22
6. Facilities for better recycling ...................................................................................................................... 27
7 Realistic scale ............................................................................................................................................ 29
8. Rough estimate of construction cost ............................................................................................................ 31
10. Comparison of methane recovery installation cost with incineration ............................................................ 44
11. Available technologies developed by Japanese manufacturer regarding methane recovery ............................. 45

Ⅲ. Others .................................................................................................................................................... 45
1. Risk assessment ....................................................................................................................................... 45
2. Dispatch presenter for technology training in Japan and presentation in the stakeholder’s workshop ..... 48
2.1 CCAC-3 Technology Training in Japan ................................................................................................. 48
2.2 Workshop in Penang ............................................................................................................................ 49
3. Conclusions ............................................................................................................................................. 50
4. References; .............................................................................................................................................. 50
5. Attachments ............................................................................................................................................ 51

1
Ⅰ.Contents of the project
1. Project name
Feasibility Study (FS) for Organic Waste Diversion & SLCP Avoidance in Penang, Malaysia regarding CCAC
Stage III of the “Organic Waste Diversion from Landfill and Avoidance of Short-lived Climate Pollutants
(SLCPs)” Under the Municipal Solid Waste Initiative (MSWI) of the Climate and Clean Air Coalition (CCAC)
to Reduce SLCPs, in Penang, Malaysia.
2. Objectives
This FS is a part of the program to reduce Short-Lived Climate Pollutants (SLCPs) by Climate and Clean Air
Coalition (CCAC) to implement Municipal Solid Waste Initiative (MSWI) with the objectives of enhancing
waste management practices while reducing methane and black carbon emissions.
For Phase I and II of the initiative, GEC supported CCAC by assisting UNEP IETC conduct a “City
Assessment” for Penang, Malaysia in the Stage 1 and prepare a report on Waste and SLCPs with analysis (2012-
2013). In the Stage 2 of the City of Penang, the state government of Penang developed an “Organic Waste
Management Plan” and “Best Practices paper on organic waste management” (2014-2015). GEC was selected
as an implementer of the Stage 3 activities, part of Phase III of the initiative, because its experiences and strong
partnership with Penang developed through waste management projects since 2004.
KANSO has worked on potential to reduce SLCPs(mainly methane)through methane recovery and selected
best practice/technologies to induce sustainable effects.
3. Scope of works
3.1 Activity 1 – Feasibility study for Material Recovery Facilities (MRF) and Bio-Digester at the Pulau Burong
landfill site
3.1.1 Waste Characterization study
The study was implemented at landfill to determine the type and quantity of discards for 5 calendar days. This
waste characterization study was done with MSW samples collected for a period of 5 calendar days from both
Penang Island and Sebarang Perai. Furthermore, MSW samples were also sampled from 13 parliamentary
constituencies. Collected samples were sorted out into the different categories; weighed and recorded e.g.

2
recyclables consisting of paper products, plastics, ferrous metals, non-ferrous metals, organic waste and
residuals for final disposal etc.
3.1.2 Feasibility Study of appropriate MRF and bio-digester technologies
With the aim of providing flexibility for future expansion and upgrading with new MRF technology, the
following matters were studied in this FS.
1) Appropriate MRF technologies for inorganic wastes
2) Bio-digester technology for organic waste, and carry out the
3) Estimation of reducing emissions of methane gas as CO2 by producing biogas (mainly methane gas).
3.1.3 Building and proposal of appropriate business model
The feasibility of bio-digester technology for organic waste will be identified with a possible business model
including design of an appropriate MRF, bio-digester in Pulau Burong landfill.
4. Risk assessment
Major risks including stakeholder participation and the process in the identification of the appropriate
technology and affordability associate with the project activities and the likelihood of their occurrence, were
assessed.
5. Dispatch landfill concessionaire/operator for Technology training in Japan and presentation in the
stakeholders’ workshop
The landfill concessionaire/operator was sent for the technology training organized by GEC. The training
was held on December 2016 to support the landfill operators and governmental officer assisting in learning
technology operation and maintenance, including environmental impact, engineering design and business
models in Japan.
The stakeholders’ collaborated workshop was organized by GEC and the Penang state government. The
stakeholders’ workshop review the Stage 3 activities being implement under this agreement and pending
activities. The next steps and how to replicate to other cities and countries are also discussed at the workshop.

3
6. Study period
Start date 1 July 2016
End date 31 March 2017

4
Separation Recovery Methane
Fermentation Efficient Use
Landfill Disposal / Drainage treatment
Ⅰ Ⅱ Ⅲ
Ⅱ. Study results
Activity 1 – Feasibility study for Material Recovery Facilities (MRF) and Bio-Digester at the Pulau Burong
landfill site
This FS aims at reducing amounts of municipal solid wastes (MSW) and short-lived climate pollutants,
(SLCPs) in Pulau Burong landfill where is the place of the final waste disposal sites of Penang, Malaysia. Figure
2-1 indicates the outline of this FS.
Ⅰ:Material Recovery Facility (Separation and recovery)
Ⅱ:Methane Fermentation
Municipal solid waste Ⅲ:Efficient Use(Electricity, thermal recycle and so on)
Remark: Red dashed square indicates the scope of this study.
Ⅰ・Ⅱ ⇒ Material recovery facility (MRF) and biodigester
Ⅲ ⇒ Efficient Use
Figure 2-1 Schematic diagram of this study
At the Pulau Burong landfill site (Figure 2-2), potential of introducing Material Recovery Facilities (MRF)
and biogas recovery facilities from separated wastes (mainly organic wastes) were investigated.
Organic Waste
Methane
Residue / Waste water Residue
Electricity / Thermal recycle

5
Figure 2-2 Study locations(cited from Google map)
1. Characterization of wastes
For collected and transported wastes into the study landfill, the type and amount were analyzed and evaluated
according to the procedure shown in Figure 2-3.
1.1 Type and amount of wastes in the landfill
In order to evaluate a feasibility of biogas recovery, 500 kg of wastes brought into the landfill were studied
(Figure 2-3). Wastes were separated into 12 types (Figure 2-4) and measured its weight. Moisture percentage as
well as ash content were measured by the AOAC 923.03-1923, ash of flour direct method (Figure 2-5).
Pulau Burong landfill
Ampang Jajar Waste
Transfer Station

6
Figure 2-3 Outline of waste characterization study
Organic waste Non-organic waste
Weight ○ ○ ○ ○ ○
Moisture* ○ ☓ ☓ ☓ ☓
Moisture* - Drying by the oven
Paper (OCC, ONP) Ferrous/N
on-ferrousPlastic Others
PP
PE
PET
HDPE
HP
Organic Green waste
Clipboard
All samples brought in the landfill by 500kg will be the
samples for separation test.
500kg of sample will be separated into the next
types.

7
Ⅰ.Waste separation
Before separation During separation
1. Organic Waste 2. Paper (OCC)
n.d
3. Paper (ONP) 4. GW + Woody C&D
Figure 2-4 (1) 12 types of separated wastes

8
5. Ferrous 6. Non Ferrous
7. Plastic (PP) 8. Plastic (PE)
9. Plastic (PET) 10. Plastic (HDPE)
Figure 2-4 (2) 12 types of separated wastes

9
11. Plastic (HP) 12. Others (Unrecyclable)
Figure 2-4 (3) 12 types of separated wastes
Ⅱ.Water & Ash Percentage
[Before Drying] [After Drying]
Figure 2-5 Moisture percentage measurement

10
Table 2-1 Results of waste composition study
Island (MBPP) Study date
8/25 8/26 8/29 8/30 8/31 average
Organic Waste 45.1 68.1 39.5 44.9 68.3 52.3
Moisture
(average)
53.0 59.0 - - -
Paper (OCC) 2.2 6.8 8.0 1.4 - 3.4
Paper (ONP) - 1.4 - - 4.8 1.0
GW+Woody C&D 6.5 7.6 - 2.2 - 4.1
Ferrous 1.3 0.5 1.4 0.9 0.2 0.9
Non-Ferrous 0.1 0.1 0.2 0.0 0.0 0.1
Plastic (PP) 0.8 1.8 2.0 0.80 0.3 1.1
Plastic (PE) 8.8 11.1 11.9 9.0 7.9 9.6
Plastic (PET) 0.3 0.6 0.8 0.6 0.5 0.5
Plastic (HDPE) 0.1 0.7 0.1 0.3 - 0.2
Plastic (HP) 0.1 - - 0.7 - 0.2
Others 34.6 1.3 36.2 39.1 18.0 26.6
Waste net weight
[tonne]
609.69 662.37 622.18 709.22 592.43
Mainland (MPSP) Study date
8/25 8/26 8/29 8/30 8/31 average
Organic Waste 52.4 44.4 34.3 41.2 38.2 43.9
Moisture
(average)
68.6 57.2 - - -
Paper (OCC) 1.6 1.6 6.1 5.7 3.9 3.4
Paper (ONP) - 0.8 - - 0.4 0.2
GW+Woody C&D 5.0 6.7 0.4 - - 3.0
Ferrous 0.8 0.4 1.2 0.8 1.1 0.9
Non-Ferrous 0.1 0.1 0.2 0.1 0.1 0.1
Plastic (PP) 0.6 1.0 1.3 0.5 0.5 0.8
Plastic (PE) 9.1 6.7 7.5 8.3 10.2 8.4
Plastic (PET) 0.5 0.2 1.2 0.3 0.5 0.5
Plastic (HDPE) 0.2 0.2 0.6 0.2 0.5 0.3
Plastic (HP) 0.1 - 0.1 - 1.4 0.3
Others 29.6 37.9 47.2 42.9 43.3 38.3
Waste net weight
[tonne]
1,217.11 1,260.96 1,481.59 1,384.21 854.16
Source:Penang Waste Characterisation Study 2016, Infitech Machinery Sdn. Bhd.

11
Table 2-2 Summary of waste composition study
In 5 days of waste composition survey, % of organic waste was the highest (Figure 2-6) and almost invariable
during 5 days measurement (Figure 2-7). % of organic waste composition was higher in MBPP (52.3 %)
comparing to that of MPSP (43.9 %), reflecting different level of industrial development and economic
condition between two regions. Among non-organic wastes, nearly 10 % is plastic in which PE occupies the
largest proportion.
[%] Stdev [%] Stdev
Organic Waste 52.3 13.9 43.9 6.9
Paper (4.4) (3.6)
OCC 3.4 3.3 3.4 2.1
ONP 1.0 2.5 0.2 0.3
GW + Woody C&D 4.1 2.9 3.0 3.3
Ferrous 0.9 0.5 0.9 0.3
Non-Ferrous 0.1 0.1 0.1 0.04
Plastics (11.6) (10.3)
PP 1.1 0.8 0.8 0.4
PE 9.6 1.7 8.4 1.4
PET 0.5 0.2 0.5 0.4
HDPE 0.2 0.3 0.3 0.2
HP 0.2 0.4 0.3 0.7
Others (Non-recyclables) 26.6 16.0 38.3 6.8
Total 100.0 100.0
Organic
Non-Organic
MBPP MPSP

12
Figure 2-6 Waste composition in 5 days study
Table 2-3 Comparison of waste composition between different years and with KL
When compared the results of this study with other similar studies, organic waste % was as high as those of
2003 waste composition study conducted by UNDP and those of 2011 Japanese government study in Kuala
Source; *Satang for UNDP SWN Study Report 2007, **Min. of Environment,
Japan government. FY 2011 Programme to support feasibility studies for overseas
promotion of venous industries
-10.0 0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0
Others
Plastics
Non-ferrous
Ferrous
GW+Woody
Paper
Organic waste
Composition ratio (%)
MPSP MBPP
Kuala Lumpur
This study 2003* 2011
[%] [%] [%]
Organic Waste 48.1 41.9 42.6
Plastics 10.9 15.9 18.1
Paper 4.0 16.5 13.3
Green waste 3.5 11.0 4.1
Ferrous 0.9 4.2 2.2
Others 32.5 10.5 0.5
Penang

13
Lumpur (Table 2-3). Omran et al. (2009) reported that food waste was the largest among MSW in Penang state
in the studies conducted in 1996, 1997, 2003 and 2004. The tendency that organic waste is the largest component
of the waste stream by weight has still be the same in Penang and which suggests a potential of recovering
methane from organic rich MSW.
% of plastics, paper, green waste and ferrous was lower than those of 2003 study and of Kuala Lumpur which
would be due to intensive recyclable activities. % of paper was only 4 % which drastically decreased from
16.5% in 2003. Most of paper and paper products are sold to newspaper vendors in Malaysia (Omran et al.
2009). Furthermore green waste has been increasingly utilized for tips and other biomass uses (NEDO 2015).
These would have attributed to a significant decrease of these wastes.
Comparing to the composition data of 2003, organic wastes increased in MBPP but decreased in MPSP.
Organic waste composition during 5 days survey has changed daily showing that % of organic waste was lesser
amount but invariable in MPSP. A high fluctuation of organic waste % in MBPP may indicate that MBPP
comprises a higher % of commercial sectors.
Figure 2-7 Daily change of organic waste % in 5 days study

14
Figure 2-8 Water and ash contents in organic wastes
A moisture content of organic waste was relatively high exceeding over 55% both in MBPP and MPSP
(Figure 2-8). Since a high moisture content of MSW affects a transportation cost, many of municipalities place
an effort in reducing moisture content. To reduce moisture content, it would be indispensable to have
cooperation from households since which is the major source of organic waste. Considering that organic wastes
from households normally contains a few % of ash, a high ash content in organic wastes (Figure 2-8) indicates
organic wastes contain not only garbage trash but also rubber, leather, clothes.
Chemical constituents of organic waste were not analyzed in this FS but more detailed chemical analysis
will be necessary when implementation design for methane recovery is needed.

15
Source:Penang Waste Characterisation Study 2016, Infitech Machinery Sdn. Bhd.
Figure 2-9 Locations of the waste separation study in Penang (Plau Burong landfill, 13 parliamentary areas)
13 parliamentary
area
October 2016

16
Waste composition was studied at Penang, 13 parliamentary areas on October 2016 (Figure 2-9). Table 2-4
indicates the results of waste composition study conducted in October 2016 at 13 parliamentary areas of Penang.
Values in the table are indicated as the mean values of the weekday and weekend, respectively. Although some
areas such as Tanjong showed relatively low percentage of organic waste, % of organic waste was almost
identical among areas (Table 2-4). A difference of % of organic waste can be influenced a degree of urbanization.
For example, Tanjong is less populated with lower degree of urbanization, therefore generates less amount of
organic waste.
Table 2-4 Results of waste separation study conducted at MPSP and MBPP
Seberang Perai (MPSP)
Kepala Batas
Tasek Gelugor
Bagan Permatang
Pauh Bukit
Mertajam Batu
Kawan Nibong Tebal
Organic Waste 52.8 54.9 59.6 45.9 48.5 39.1 35.7
Paper (OCC) 1.8 2.8 3.2 3.7 3.4 5.4 5.5
Paper (ONP) - - - - - - -
GW+Woody C&D 0.7 0.3 0.4 - 0.4 - -
Ferrous 1.2 0.7 0.7 1.4 2.0 0.4 0.5
Non-Ferrous 0.7 0.2 0.3 0.1 0.1 0.2 0.3
Plastic(PP) 1.6 1.4 1.3 1.3 0.8 0.9 1.0
Plastic(PE) 6.6 5.6 5.4 4.7 7.9 6.4 8.1
Plastic(PET) 1.0 1.4 0.9 1.0 1.9 0.6 1.0
Plastic(HDPE) 0.4 0.6 0.5 0.4 0.8 0.3 0.3
Plastic(HP) - 0.2 - - - - 0.1
Others 33.2 32.1 27.9 41.6 34.0 46.7 47.5
Total 100.0 100.0 100.0 100.0 100.0 100.0 100.0
Penang Island (MBPP)
Bukit Bendera
Tanjong Jelutong Bukit
Gelugor Bayan Baru
Balik Pulau
Organic Waste 48.7 31.8 38.8 42.4 43.9 44.9
Paper (OCC) 3.8 5.0 1.7 1.0 6.0 0.8
Paper (ONP) - - 0.2 - - 0.2
GW+Woody C&D - 0.2 0.2 0.5 0.4 0.2
Ferrous 0.9 1.7 0.6 0.5 0.8 1.9
Non-Ferrous 0.2 0.2 0.3 - 0.2 0.1
Plastic (PP) 0.8 1.3 1.6 1.3 1.1 1.5
Plastic (PE) 8.3 8.6 5.7 6.4 17.0 6.5
Plastic (PET) 1.1 0.8 1.1 0.9 1.1 0.7
Plastic (HDPE) 0.4 0.5 0.5 0.3 0.1 0.4
Plastic (HP) 0.4 0.3 0.8 - 0.1 -
Others 35.4 49.7 48.6 46.7 29.2 42.9
Waste net weight
[tonne]
100.0 100.0 100.0 100.0 100.0 100.0
Source:Penang waste characterization study repot 2016

17
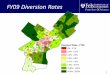
Based on the data of Table 2-4, mapping for different composition of MSW was made. Organic waste was
more generated in the north regions of MPSP (Figure 2-10) and ferrous in the west part of island and the middle
of mainland. Paper and plastic were likely to be higher at the urban areas.
Figure 2-10 The composition of generated wastes according to the region

18
2. Obtained values in the study for FS
Waste composition study provided necessary values for conducting feasibility study to evaluate potential of
methane recovery in the Pulau Burong landfill. Hereinafter values shown in Table 2-5 are used for examining
recycle in the landfill and for estimating methane recovery in the landfill.
Table 2-5 (1) Used values for estimating methane recovery in the landfill
(Actual condition)
Item Value Remarks
Amounts of wastes brought into the
landfill
1,800t/day
Based on oral interviews and literature
Separated wastes 250t/day Based on oral interviews
Ratio of organic waste 48.1% From Table 2-1
Water content of organic waste 60% ditto
Solid ratio of organic waste 40% ditto
Sorting work force 10 persons/shift Based on hearing, 3 shifts
Table 2-5 (2) Used values for estimating methane recovery in the landfill
(Expectation)
Item Value Remarks
Amounts of wastes brought into the
landfill
2,450t/day Based on official population statistics
Effective % among all collected
organic wastes for methane recovery
10% Based on past experience
Organic matter solids for methane
recovery
20t/day

19
3. Material recovery facility (MRF) and biodigester
3.1 Sorting facilities for non-organic wastes
MRF, crushing sorting machine which has been used in Nantan Clean Center, Hyogo, Japan can be considered
as adequate model and to be introduced in the landfill. In this Center, 6 different procedures are integrated to
collect waste materials which are 1) separation unit, 2) rotary crusher, 3) magnetic collection machine, 4)
particle size sorting machine, 5) aluminum sorting machine, and 6) hand sorting conveyor (Figure 2-11, 2-12).
Among which 1) separation unit has original crushing procedures composed of two different crushing steps.
The first step is the crushing by the biaxial crusher and followed by the crusher as the second step. If this
machine is installed ahead of belt-conveyer in the study landfill, sorting efficiency will be improved. The
manufacturer of this machine is Matsumoto Iron Works Inc. Nominal treatment capacity is 38t/d and there is no
bigger capacity than this. This company currently doesn’t sell this machine to overseas, however Moki Co., Ltd
which is introduced in page 35 has same technology and can provide in Malaysia
Figure 2-11 A high efficient crushing and sorting machines in Nantan Clean Centre, Hyogo, Japan
Shaft for
Blade Hammer
Blade
Hammer Casing
Blade Hammer
Screen
Drive Axis
Latter Screen Former Screen
Running
Stopping
Organic Waste
Crushed Waste
(From two-axial crusher)
Residue
Methane
Fermentation

20
1.Rotary crusher 2. Magnetic cobbing machine
3. Particle size sorting machine 4. Aluminum sorting machine
5. Hand sorting conveyor
Figure 2-12 The facilities in the Recycle Centre of Nantan Clean Centre, Hyogo, Japan

21
4. Estimation of CH4 reduction and SLCPs reduction converted to CO2
In order to assess Greenhouse Gas (GHGs) and Short Lived Climate Pollutants (SLCPs) (such as black
carbon) from waste management and then to identify suitable alternative solutions in order to develop climate
friendly waste management systems, the CCAC MSWI emission quantification tool was used. This tool was
developed by the Institute for Global Environmental Strategies (IGES) for the Waste Initiative.. Using this tool,
CH4 and SLCPs reduction due to methane recovery were estimated (Figure 2-13)
Figure 2-13 Amounts of material at each operation at business as usual (BAU) and methane recovery
4.1 CH4 reduction
Two different scenarios were considered in this tool, one is the case for using 20 ton/day organic waste in
methane recovery and another is 40 ton/day. At present methane emission level is 931,111 kg/month since all
organic wastes disposed in the landfill emit methane continuously. If 20 ton/day organic waste is used for
methane recovery, net climate impact of GHGs are 112 tons of CO2-eq/month and which increased to 228 tons
of CO2-eq/month if organic wastes to use for methane recovery increases from 20 to 40 ton/day (Table 2-5).
4.2 SLCPs reduction
Figure 2-14 indicates impact of GHGs (CO2 equivalent) by methane recovery. 40 ton/day (Scenario 2) was
almost double than 20 ton/day (Scenario 1) in terms of GHGs reduction. CO2 reduction by different level of
recycling was estimated (Table 2-7). Currently, not all of plastics are recycled, around 80% of PE and HDPE
are possibly collected. If all of these PE and HDPE are recycled (Scenario 1), 2159.6 ton CO2-eq/month can be
reduced. And if all types of plastics are recycled, 3515 ton CO2-eq/month will be reduced.
Business as Usual (BAU)
Collected waste(807,455 ton/year)
Treatment of separated waste
Treatment of remaining mixed
waste
Composting(0 ton/year)
Anaerobic digestion(0 ton/year)
Recycling(179,789 ton/year)
MBT(0 ton/year)
Incineration(0 ton/year)
Landfilling(714,461 ton/year)
Collected waste(807,455 ton/year)
Treatment of separated waste
Treatment of remaining mixed
waste
Composting(0 ton/year)
Anaerobic digestion(7,300 ton/year)
Recycling(179,789 ton/year)
MBT(0 ton/year)
Incineration(0 ton/year)
Landfilling(707,162 ton/year)
Methane recovery (20t/day organic waste)

22
Figure 2-14 Net climate impact of GHGs (CO2 equivalent) by methane recovery
Table 2-6 Estimation of CH4 reduction and SLCPs reduction using the emissions quantification tool
Table 2-7 Estimation of CO2 reduction by different level of recycling
5. Building and proposing appropriate business model
In order to design appropriate facilities for methane recovery, current operation in Plau Burong landfill shall be
understood because it can only clarify which factors are important to enhance organic wastes recovery rate.
5.1 Current situation
According to the statistics for Penang, population has increased around 13% in 6 years from 2010 to 2016,
exceeding 1.8 million. Assuming that amount of waste is correlated with population, amount of daily waste in
2016 would be 2,450 ton (Table 2-8).
Moreover, 49-months record from July 2012 to July 2016 (Source; PLB, 2016) showed the mean daily waste as
1,753 ton (1,518 – 1,969 ton) which is almost stable with ±13% without seasonal fluctuation. A mean daily
waste as of October 2016 was 1,800 ton/day (from hearing by KANSO mission team).
Nevertheless there are different figures, we adopted a daily waste amount, 2,450 ton/day in this FS.
-250.00
-200.00
-150.00
-100.00
-50.00
0.00
50.00
BAU Scenario
1
Scenario
2
Scenario
3
Scenario
4
Net
cli
mat
e im
pac
t (T
onnes
/m
on
th)
Net climate impact from AD
Net BC emissions (tonnes of BC/month)
Net climate impact of GHGs (tonne of CO2-eq/month)
Scenario 1 Scenario 2 Unit
SLCPs CH4 Emissions CH4 biogenic-Direct (unavoidable leakages) 16,800 33,600 kg/month
CH4 fossil-Direct (fuel consumption) 5 5
Other CO2 Emissions Direct (fossil fuel consumption) 4,525 4,525
GHGs Avoided Through electricity production 133,381 266,762
Net impact Net climate impact of GHGs -112.0 -228.6 tonne of CO2-eq/month
Case Conditions
Businesss as usual 80% of PE and HDPE are recycled
Scenario 1 All of PE and HDPE are recycled
Scenario 2 Plastics are all recycled
2159.6
3515.0
Recycled amount
[t/month]
CO2 reduction
(t-CO2-eq/month)
7,925
9,950
11,102
-

23
Table 2-8 Statistical Data of Penang state (2010/16)
MBPP MPSP Total Unit
2010
Population 741,300 868,500 1,609,800
Annual waste 261,599 528,275 789,874
Waste per capita 0.97 1.47 kg/capita/day
Daily amount 716.7 1,447.3 2,164 ton/day
2016
Population increase
rate (%)
1.9 2.2
Population increase
(%) between 2010 and
2016
11.9 13.9
Population 829,500 989,200 1,818,700
Annual waste 292,729 601,392 894,121 ton
Waste per capita 0.97 1.47 kg/capita/day
Daily amount 802.0 1,647.6 2450 ton/day
5.2 Estimated organic waste amount
5.2.1 Ratio of organic waste among total MSW
Organic waste composition which was measured for 5 days during 25 – 31 August 2016, was 48.1%. Applying
this ratio, the following daily amount of organic waste was obtained,
2,450 × 0.481=1,178 t (1)
This amount is expressed as wet basis meaning that there still contains a high percentage of water. In addition,
it contains inconvenient materials such as chips, coconut shell which are highly resistant to methanogen
digestion.
Population in MBPP and MPSP as of 2016 was 829,500 and 989,200, respectively which totaled up to around
1,820,000. With the daily amount of MSW, MSW per capita is calculated as
2,450,000 kg ÷ 1,820,000 people=1,347g/person day

24
Daily amount of organic waste per capita is estimated from the ratio of organic waste, 48.1 %.
1,347 g × 0.481= 648 g/capita, day (2)
In the outline survey for MSW in Japan (Min of the Environment, Gov of Japan 2011), the daily amount of
MSW per capita is regarded as 1,000 g/person day and that of food waste as 500 g/person day. In 500 g, 40 %
are considered as inadequate materials for fermentation.
5.2.2 Effective amount for fermentation
Fluidity influences fermentation intensity in a tank. It is difficult to remove organic wastes from wastes having
a high moisture content, therefore 10 % of organic wastes are presumably used as effective amount for
fermentation.
1,178 t which are classified as organic waste, contains 60% of water content (from actual measurement done
in this FS), thus solid content is
1,178 t × 0.40 = 471.2 t (3)
As effective part for fermentation is considered to be about 40%,
471.2 t × 0.40=188.5 t (4)
Around 10% is the amount which is able to collect after all mixed organic wastes pass through classifier.
188.5 t × 0.1 = 18.9 t ≑ 20 t (5)
As a consequence, 20 t was used for facility design in this FS.
5.2.3 Estimation of methane gas generation
20 t of dry organic waste is regarded as 100 t of wet organic waste if moisture content is 80%. Amount of
biogas generation varies depending on composition of fermented materials. Then sampling test to check gas
generation and fermentation is normally performed using known waste composition in a real plant design. In
this FS, most of extracted organic waste are assumed to be from household origin. According to several reports,
organic wastes derived from household normally produce 110. 3 Nm3/t of biogas.
110.3 Nm3/t × 100 t =11,030 Nm3 (6)

25
5.2.4 Estimation of electricity generation
Calorific value of methane is 9.95kWh/Nm3. Assuming that 60% methane and 30% generation efficiency, one
ton of organic waste produce the following amount of electricity
110.3 Nm3/t × 0.6 × 9.95 kWh/Nm3 × 0.3 =197.5 kWh/t (7)
100 t of wet organic waste could generate the following amount of electricity
197.5 kWh/t ×100 t = 19,750 kWh (8)
Therefore, generation capacity is
19,750 kWh/24h=823 kW (9)
As a result, power generation equipment would be 1,000kVA~1,500kVA
Above procedures for calculating generation capacity of electricity were summarized in Table 2-9 and Table
2-10.
Table 2-9 Values used for electricity generation by methane recovery(measured values)
Item Value Remarks
Amounts of wastes
brought into the landfill
2,500 t/day
According to statistics
Ratio of organic waste 48.1 % From this waste separation study
Water content of organic
waste
60 % From this study
Solid ratio of organic
waste
40 % in-situ measurement

26
Table 2-10 Values used for electricity generation by methane recovery(predicted values)
Item Value Remarks
Effective part for methane
fermentation
40% According to Japanese fact
% of organic waste to be
separated for fermentation
10% According to the previous slide
Organic matter solids for
methane recovery
20 t/day
(dry base)
calculated from predicted available amount of
organic waste (10%)
Biogas generation 11,030 Nm
3 110.3 Nm
3 x 100 t (wet base of 20 t/day)
Amounts of electricity 19,750 kWh Calorific value of methane; 9.95 kWh/Nm
3 , 60%
of methane content, 30% of generation
efficiency
Generation capacity 823 kWh 19,750 kWh/24h
5.3 Scale of the expected facilities
When track records are compared, nominal receiving amount of each facility is expressed as facility capacity.
However, this capacity doesn’t necessarily define exact facility capacity and scale of facility.
Normally nominal receiving amount is calculated from loaded values indicated at collection vehicle regardless
of what kind of waste are collected. Waste composition made from unspoken agreement is used for this
calculation. Consideration is made individually for moisture content of target waste. MSW are composed of all
kinds of wastes. As was measured in this FS, 60 % is the typical moisture content, and upon which dry solid
weight and ash content are measured. Moisture content is fixed for particular food waste, animal manure, sewage.
They are transported by special container so then their moisture content is normally higher than MSW.
Facility design was made based on 280 days. 280 days makes possible to maintain treatment capacity. Annual
value therefore would be 130 % of calculated value (≑ 365/280). Scale of attached facilities like recycling
facility will be decided base on this concept.
5.4 Basic calculation
5.4.1 Dry type and Wet type
Methane recovery has two types, “Dry” and “Wet”. Dry type promotes fermentation under low moisture
content (80%) while Wet type with higher liquidity above 90% of moisture content. Both type has different

27
characteristics and main difference is the stirring power. 5 – 10 higher capacity in Dry type leads to bigger scale
of mechanical and electrical facilities. Wet type demands a larger amount of water to reduce solid waste
concentration, consequently generates larger amount of fermentation liquid. Historically, Dry type has been
developed by heavy industry company while Wet type by water treatment company.
Maximum receiving capacity is 50 t/day in Dry type and 100 t/day in Wet type. Considering track records for
the project facility, Wet type would be better for this project.
5.4.2 Volume of fermentation tank
95% water content is for the design.
Adding water for 20 t organic waste to make 95% water content, one day capacity is 400 m3. Since fermentation
period is ranged from 20 to 30 days, total capacity of fermentation tank is
400 m3 × 20 = 8,000 m3 (10)
Initial scale of fermentation tank is better to be larger than 8,000 m3, then
8000 m3 ×1.3 = 10,400 m3 (11)
Considering workability and stirring efficiency, 2,600 m3 × 4 unit can be recommended.
5.4.3 Capacity of gas holder
Amount of gas storage differs is determined by applied method and gas consumption. Size of gas holder
becomes smaller in case of continuous use. Minimum 1 day capacity shall be secured for the capacity of gas
holder in order to cope with fluctuation of user demand and to keep minimum required pressure. As the inner
pressure is around 20 kPa, 4 holders with 500 m3 of one each can be installed.
5.4.4 Size of the tank
Spiral-type steel tank has an advantage in terms of workability and cost. This type has maximum capacity of
10,000 m3 but its diameter becomes bigger than 25 m to reinforce a strength against pressure given from the
lower parts when liquid is filled in. 25 m is inadequate for fermentation tank in terms of reinforcement of the
ceiling strength and efficient flowing of waste materials in the tank.
Considering track records on the tank, a size of tank would be 16 m of diameter, 15 m of height with 3,000 m3
of the volume. Initial number of tank will be 4 and which can be increased in a response to future demand.
6. Facilities for better recycling
Recycle system shall be designed comprehensively. From counter-measure against waste generation till
recycling of wastes, overall system shall be made in well-balanced and maintained to avoid generation of extra

28
cost and to prevent interference on system construction. First step shall be placed on waste separation at waste
source since separation at waste source enables to collect and transport waste individually. In addition, a high
level separation makes possible to establish collection station for respective type of wastes.
A large number of trials for enhancing waste separation at source has been made worldwide. Since local
condition varies a lot depending on the country and the region, universal method must haven’t exist. However,
separation system should be constructed so as to provide easy method to people. Abiko city, Chiba prefecture,
Japan has been providing the trash bag specified by each category of recyclable wastes, and succeeded in saving
a tax through proper waste separation (Ozawa, 2012). Nakano ward, Tokyo, Japan conducted questionnaire
survey towards inhabitants of the ward and squeezed out particular age group who is not keen on separating
wastes (Nakano ward, 2007). Nakano ward then made specific measures towards that group by designating
waste collection day and time which are convenient for them.
Moreover if recycling is perceived as beneficial by people, separation will be accelerated. In several
municipalities, gained money from recycling has been used for civic life like development of a park. Household
garbage in Abiko city is composed of 38 % of paper/cloth in recyclable wastes (Ozawa, 2012). Implementation
of fee-charging on household garbage ensured waste separation due to economic incentives.
6.1 Receiving at treatment station
Together with individual separation, collection, receiving at a treatment station shall be done along the same
separation line. Separation varies its difficulties depends on waste type. PET and PE are relatively easy to
separate even at a disposal stage. Therefore, many countries commence first separation from these to process
recyclable resin.
A high moisture content of organic wastes frequently becomes problem in separation. Organic wastes are
collected together with other type of wastes in current practice so that a significant amount of organic waste
adhere into others and become inseparable. If complete separation of organic waste from others is achieved,
methane recovery will be significantly improved. However complete separation/collection of organic waste is
quite rare and not many cases in the world.
6.2 Improvement of separation
Problem lies in no complete breaking of plastic bags in the landfill. Normally bag breaking facility is allocated
before Trommel separation machine to remove all wastes from bags immediately after waste disposal.
Incomplete breaking of plastic bags reduce efficiency of mechanical separation and unbroken bags reach to the
stage of hand separation. Allocating bag breaking machine at most beginning stage of separation and adjustment
of mesh size of Trommel separation machine may improve separation efficiency nevertheless all together
collection has always a certain limitation for improvement.
Currently around 10 % of total organic wastes is considered to be effective amount for fermentation but 10 %

29
will increase to 20 % by an improvement of separation capacity.
188.5 t × 0.2 = 37.7 t ≑ 40 t (if separation capacity is improved) (12)
7 Realistic scale
Collected amount would be 20 t which is 10% of total organic wastes, as judged by current level of separation
in the site. For this amount, 2 units of fermentation tank (or 4 units for the case of 5% materials) are ideal for
methane recovery. If collected amount increases by improvement of separation capacity, it will increase to 4
units at 10% to the upper limit.
7.1 Outline of separation and methane recovery facility installation
The area nearby passageway to the landfill is designated as separation yard. 10 separation conveyer with the
same scale as the current one are allocated at the lower part of each conveyer for accumulation of wastes in the
hopper. Separation will be conducted both by Trommel and hand separation which is the same as the current
practice. Consideration should be paid to organize vehicles on separation yard where carry-in and -out vehicles
are moving. Organic wastes are directly loaded into wet type tank by conveyer at adjacent methane fermentation
facilities.
7.2 Separation yard
7.2.1 Separation process
Recyclables are gathered in the hopper nearby passageway and taken out outside the landfill. Among
recyclables, only plastics are processed to make pellets in the station. Organic wastes are gathered in the hopper
nearby methane fermentation yard and brought into methane recovery process. Wastes are collected by the
categories which are organic waste, ferrous, non-ferrous, HDPE, LDPE, PET, PP and paper. Remaining from
these are gathered in the hopper and disposed in the landfill. Individual separation line will be utilized once
recycling process for each category is established. Laborers for separation will work on the platform installed
alongside the conveyer. Height of the platform will be 2 m and conveyer by category is operated. Basic design
of the line is not so different from the current line. Important is to improve efficiency of Trommel through
complete breakage of bags achieved by breaking bag machines. If an introduction of breaking bag machines
doesn’t improve efficiency of Trommel, use of Trommel shall be re-considered.

30
7.3 Breakage and crushing separation machine
This machine installed in Nantan Clean Center is manufactured by Matsumoto Iron Inc. Moki Co., Ltd. has
been producing the breakage and crushing separation machine as same capacity as, or more than that of
Matsumoto Iron Inc. Their products have a high separation performance with 99.9 % of the precision level.
There are a number of models having different waste treatment capacities ranged from 200 kg/hour to 8 ton/hour.
7.4 Fermentation yard
7.4.1 Mixed water
Supernatant water in the lagoon is basically used for fermentation with a premise that affected substances for
fermentation are not included in water. 200 m3~400 m3 of mixed water are necessary per day. It is expected to
store water of one week volume for settling down sediments. 2,000 m3 of water are induced from lagoon into
the receiving tank. At the flowing tank, water will be mixed with organic wastes and adjusted to concentration
(initially 90% of moisture content) at mixture tank (3,000 m3) after removal of solid from bags. Storing water
of 10 days volume will homogenize irregularity of mixture ratio occurring at onset of mixing.
7.4.2 Fermentation tank and peripheral equipment
Install 4 units of fermentation tank with each of 2,600 m3(16 mφ×15 mH). Try first with 2 units when
moisture content is 90% to check how it goes. If inclusion of solid material is significant, regular cleaning is
necessary but if not, continuous operation for a couple of years is possible.
Sludge of brewery factory is normally used as seed sludge however manure (ex. Pig manure) can be replaced
for it.
Fermentation gas is stored in gas holder after passing through desulfurization equipment. Size of gas holder can
be decided depending on a size of generator and operation frequency. Recommended gas holder is seal, bilayer
type equipped with surplus gas combustion device which can respond an increased inner pressure caused by
surplus storage.
7.4.3 Heating boiler
Heating boiler will be installed to keep stable mesophilic fermentation (35℃) and which can be operated when
necessary. Fuel type would be heavy oil, light oil, purified waste oil, biogas, or their mixture.

31
7.5 Power generation facility
20,000 kWh can be generated from organic wastes. As there is no grid in the project site, sale of electricity
through grid connection is not feasible. The fact that a sale of electricity into the grid requires stable supply is
another reason for infeasibility. Instead self-consumption within the facilities makes it possible to establish a
maximum hourly power consumption according to a duration of separating operation and to operational status
of recycling facilities. For the case facility is only operated at daytime, it would be 3 units of 1,000 kVA gas
power generation and 1 unit of diesel generation.
7.6 Digestion liquid
Digestion liquid generated in fermentation tank shall be treated periodically. Theoretically, same amount as
fermenting raw material (≒200 – 400 m3) is necessary to be treated. If there is a demand for agricultural use,
digestion liquid can be used as fertilizer liquid. However, such a demand is not expected in the project site, thus
water treatment will not be conducted to discharge outside of the landfill. A digestion liquid is transported by
either tank truck or pumping with pipeline and discharged in the landfill.
Discharge method influences how much digestion liquid is stored within the plant. Storage facility to keep
digestion liquid would be over one month volume (≒6,000 m3). If possible to transport continuously and/or
frequently, small tank would be sufficient. If a demand for fertilizer liquid occurs in the future, large tank will
be necessary.
8. Rough estimate of construction cost
Calculation of overall construction cost is rather difficult. One reason is that most of Japanese manufacturer
cannot provide a service for export so that cost estimation only can be made in domestic basis. Unit construction
cost differs between Japan and Malaysia. Costs of construction materials fluctuates and access to construction
site, ground condition also influence overall cost. Hereinafter, construction cost is estimated as the case in Japan.
8.1 Cost estimation by each step
1st step
Utilize the current line and install breaking bag machine at the most upper part of flowing line in order to

32
improve efficiency of organic waste collection
2nd step
Add new separation line including breaking bag machine at new area.
3rd step
Add collection conveyer line at each category of wastes and install hopper at the end of the line.
4th step
Construction of methane recovery facilities which are mix water facility, methane fermentation tank,
desulfurization tower, power generator, discharge facility of digestion liquid.
Table 2-11 (1) Cost estimation according to the step
STEP Outline
Rough
estimation
[million yen]
Remarks
1 Basically the existing line is used
and add newly breaking bag
machine at the most upper part of
the line
40 Installation of bag breaking machine
including hopper and conveyer
2 Add 1 new separation line
including breaking bag machine at
new area
70 Separated waste by category is
collected in bag. Platform as working
place is included.
3 Install the collection conveyer
lines for each categorized waste
and the hopper at the end of the
line
300 9 conveyer and hopper by category.
Organic wastes are conveyed into the
inlet of methane fermentation facility
4 Construction of methane recovery
facilities including mix water
facility, fermentation tank,
desulfurization tower, power
generation facility and digestion
liquid discharge facility
6,000 Overall methane fermentation facility
including maintenance room

33
Table 2-11 (2) Electricity expense and labor costs
Electricity expense
USD(RM)
Source
Electricity
expense (Grid)
USD 0.08/kWh
(RM0.33/kWh)
Tenaga Nasional Berhad 2013 ( Overseas electricity
statistics 2015)
JAPAN ELECTRIC POWER INFORMATION CENTER
" ; JEPIC
Labor cost USD317/person, month The Bank of Tokyo-Mitsubishi UFJ, Ltd (BTMU) Global
Business Insight Area Report 432
USD1.00=RM4.0495(As of 30 August 2016)
Table 2-11 (1) shows rough cost at each step. Electricity consumption will be increased coupled with
installation of facilities. Electricity expense and labor costs are indicated in the Table 2-11 (2).
[1st step]
To the existing line, add newly breaking bag machine at the most upper part of the line and biaxial crusher.
And changes on collection efficiency of organic waste will be monitored. Introduction of these facilities is
likely to improve recycle rate of polybags and to reduce labor costs and landfilling costs (Figure 2-15) while
depreciation costs and operation/maintenance costs will increase due to these installations.
Existing line
New breaking bag machine
Figure 2-15 Installation of new breaking bag machine makes in 1st step

34
Although the breaking bag machine is already installed in Pulau Burong landfill, wastes are not properly
separated due to incomplete breakage of plastic bag (Figure 2-16). According to the waste separation study,
approximately 23 t/day of PE at maximum can be recycled. However much less amount of PE have been
recycled due to insufficient collection. Installation of appropriated breaking bag machine could enhance
amounts of recycled materials as well as those of organic waste which relate with methane recovery.
Figure 2-16 Incomplete breakage of plastic bags
9. Introduction of breaking bag and crushing & sorting machines
A number of breaking bag and crushing & sorting machines has been manufactured by companies. The
crushing method varies among machines depending on a type of target material. Table 2-12 demonstrates those
machines manufactured in Japan.
Table 2-12 Breaking bag and Crushing & Sorting machines made in Japan
Type Name Manufacturer
Breaking bag machine PB12-16 Pioneer Gisetsu Co., Ltd.
HTP-15S Osaka NED machinery Co., Ltd.
Crushing and sorting machine MK2208 Moki Co., Ltd.
1) Pioneer Gisetsu Co. Ltd. (http://pioneer-gisetsu.co.jp/)
This is efficient breaking bag machine (Figure 2-17) which can
enhance collection rate of PE bag by installing before the existing
conveyer. Specification is indicated in the Table 2-13.
Figure 2-17 PB12-16
Incomplete breakage of plastic bags

35
Table 2-13 Specification of PB12-16
Type Size[mm] Motor[kW] Speed[t/h] Price[RM]
PB12-16 7500 x 1700 7.5 10(max) 0.6mil.※
※Price at hand-over at factory
Figure 2-18 Principle of breaking bag, PB12-16
2) Osaka NED machinery Co., Ltd.
This breaking bag machine (Figure 2-19) can increase collection rate of PE bag by installing before the
existing conveyer.
The machine repeats rotation of blade forward and reverse and enhance ability of breaking bags (Figure 2-
20). Furthermore wrapping is prevented by this repeated rotation.
Figure 2-19 Outlook of the machine Figure 2-20 Principle of crushing
Table 2-14 Specification of the machine
Type Size[mm] Motor[kW] Speed[m3/h] Price[RM]
HTP-15S 2100 x 3381 x 3300 11 120(max) 0.6mil.※
※Price at hand-over at factory
Air cylinder
Direction of flow
From Hopper Direction of flow
Air cylinder

36
3) Moki Co., Ltd.
MK2208 type produced by Moki Co., Ltd has the
specification indicated in the Table 2-13. This machine can be
used together with other company’s machine, enabling to break
and separate organic wastes at the same time. Washing is also
possible when cleaned plastic is required for recycling.
Figure 2-21 MK2208
Table 2-15 Specification of the machine
Type Size[mm] Motor[kW] Speed[m3/h] Price[RM]
MK2208 1450 x 4835 x2275 22 16(max) 1.6mil.
Figure 2-22 Principle of the machine
Input Organic waste Plastic (PE etc.)

37
[2nd step]
Add one new line to 1st step. Recycle rate of polybag will significantly increase and subsequently reduce
landfill cost. However, depreciation costs and operation/maintenance costs will increase due to these
installations.
Table 2-16 Specification of recommended machines and its cost
Pre-treatment Methane Fermentation
Type of
Machine
Breaking bag
machine
Conveyer Crushing &
Sorting machine
Fermentation
Tank
Gas tank Liquefied and
usage of
methane
Manufacturer Osaka NED
Co., Ltd.
Existing Moki Co., Ltd. Swing Co., Ltd.
Initial cost
[RM]
0.6mil. - 1.6mil. 24~28 mil.
Maintenance
cost [RM]
0.1mil.
(3% of initial cost)
0.7~0.8mil.
(3% of initial cost)
Electricity use
[kWh]
132 318 528 4.8 -
Water use
[t/day]
- - 60 8 - -
Labor 10 person/shift × 3 shift/day (no additional labor for the new machines)
※Operators are not needed for normal operation in breaking machine and fermentation tank. If necessary, labors in conveyer can attend

38
Figure 2-23 (1) The proposed flow for better waste separation (STEP 2)
Conveyer
PE, HDPE(Recycled in Pulau Burong Landfill)
( 250t/day×0.093=23.25t/day )
-Maximum amount, according to this study -
Organic:120.25 t/day
⇒ 5.0t/hour
(Dry base:48.1t/day)
Crushing and sorting machine
MK2208 (Moki Co., Ltd.)
RM 1.6mil.
Breaking bag machine
PB12-16(Pioneer Gisetsu Co., Ltd.) Osaka NED machinery Co.,
Ltd.
Methane fermentation tank
Nantan Yagi Bioecology Centre
To Landfill
0.25t/day 2.25t/day
Ⅰ
Input:250t/day(≒10t/h)
In questioning
Each RM 0.6mil. (Price of hand-
over at the factory)
Pioneer Gisetsu Co., Ltd. Osaka NED machinery Co., Ltd
Moki Co., Ltd.
Magnet
Sold to other company
Aluminum
Hand Sorting
Steel
PE, HDPE
Others
2 t/day (Dry base)
(10t/day in 80% water)
PE, HDPE
Hand Sorting
Residue
1.25t/day
PET
81.25t/day
23.25 t/day
Proposed Equipments
Proposed Flow
Existing Flow
Nantan Yagi Bioecology Centre

39
Methane fermentation tank
Nantan Yagi Bioecology
Centre
24~28 mil. RM
Electricity generation
Gas station for the use of forklift, truck
Figure 2-23 (2) The proposed flow for methane fermentation (STEP 2)
Ⅱ Ⅲ
RM 1.3 mil.
Electricity use:4.8kWh
1.3 mil. RM
RM 2 mil.
[Methane gas]
1,103 Nm3/day
Methane
Gas holder
Gas station
[Electricity]
1,975 kWh/day
0.3 %
Purification Compress Storage
Kanpo Recycle Plaza
Kanpo Recycle Plaza
Nantan Yagi Bioecology Centre
TOYOTA L&F

40
Examples of methane fermentation tanks and methane utilization
[Methane fermentation tanks]
Quantity, quality of organic wastes and applied
microbes for fermentation are decisive to determine
fermentation intensity. Considering amounts and type
of organic waste, volume of fermentation tank was set
as 10,040 Nm3.
Figure 2-24 Methane fermentation (Vietnam, cassava powder)
Assuming that fermentation period is 20 day, 8,000 m3 of tank is at least necessary (Figure 2-25). 400 m3 of
organic waste which comes from 20 ton dry base weight is stocked every day. At the day 21, amounts of
materials in the tank reach 8,000 m3.
Figure 2-25 Expected volume of methane fermentation tank
[Methane utilization]
In order to operate sustainably, H2S and NH4 shall be removed from fermentation gas nevertheless its content
is minor. For the use of vehicles such as automobile and forklift, compression machine, gas station besides
purification equipment are necessary. The following is the case of Kanpo recycling center in Japan where the
mission from Penang visited in 2016.
・Purification, gas station
Figure 2-26 shows the outline of methane gas facilities equipped at Kanpo recycling center.

41
Figure 2-26 Methane gas station (Kanpo recycle plaza)
・Forklift run by methane gas
TOYOTA produces the forklift run by methane gas (Figure 2-27).
Table 2-17 Specification of the machine
Type Length [mm] Rated capacity
[kg]
Total emission
[cc]
Price [RM]
02-8FG25 3,690 2,500 2,237 0.16mil.※
※Price at hand-over at factory
Figure 2-27 Forklift manufactured by TOYOTA L&F
Biogas
CH4+CO2
Desulfurization
equipment
Gas folder Burning equipment for excess gas
Generator
Gas station
Forklift

42
・Generator run by methane gas
Number of manufacturers has been selling generator run by methane gas. Next two companies are the
examples for it.
1) Yanmar Co., Ltd.
This company has top sharing in Japanese generator market and plenty of sale tract.
Table 2-18 Specification of the machine
Type Size [mm] Generation
[kWh/Nm3]
Electricity Price [RM]
Filius 404b BG 3040 x 980 x 1698 4.98 (Hi) 400V/50Ha ?
2) 2G Co., Ltd.
2G is German company which has long experience in generator engineering. This machine can be stored in
container and monitored its operation status in real time.
Figure 2-28 Generator manufactured by 2G
Table 2-19 Specification of the machine
Type Size [mm] Generation
[kWh/Nm3]
Electricity Price [RM]
Filius 404b BG 3040 x 980 x 1698 4.98 (Hi) 400V/50Ha 1.3 mil.

43
[3rd step]
In this 3rd step, new conveyer line will be added to the 2nd step. With this addition, Recycle rates will
significantly increase and subsequently reduce landfill cost. However, depreciation costs and
operation/maintenance costs brought by newly installed facilities will increase significantly. Labor cost also
will be increased because of additional separation work.
1.2 MR will be necessary to introduce new conveyer if Japanese made conveyer is installed. Cost can be
reduced if other cheaper type of conveyer is installed.
[4th step]
Methane recovery and its maintenance facility will be added. By which both methane recovery from organic
wastes and electricity generation can be made. Generated electricity will be used within the facilities in the
landfill, which could reduce diesel consumption. If the project site is connected with the grid, sale of electricity
is also expected. However, depreciation costs and operation/maintenance costs due to newly installed facilities
will increase significantly. Labor cost also will be increased because of an increased separation work.
Figure 2-29 shows the layout map for the 4th step. All necessary facilities are allocated in the proper positions.
This layout map will be modified according to the results which will be obtained from 1st to 3rd steps.
Profitability is greatly affected by initial capital investment, so then public fund would be necessary.
Figure 2-29 Layout map for the 4th step
Water Treatment PlantPower
Generation Operation Center Adminisration Office
Digestive Water Tank400m3×2
Gas Holder 500m3×2+(1)
Water Tank 1000m3
Organic Waste Receiver
Solid Remover
Apprx. 80m
Apprx. 200m
Desuifurization Equipment
Fermentation Tank 2600m3×4+(2) Mixing Tank 3000m3
Excess Gas Burner
Fermentation & Power Generation Site
Section A

44
Figure 2-30 Layout map image for the 4th step
10. Comparison of methane recovery installation cost with incineration
Table 2-20 shows possible cost for installation of biodigester facility and incinerator plant in Japan (Ministry
of Japan, Study on Promotion to Utilize Waste Biomass, 2013). Initial cost is the amount if a half is covered by
a government subsidy. Initial cost of the incineration plants with the capacity of 100 ton/day is much bigger
than that of biodigester plant with the capacity of 25 ton/day. Running cost is also much higher in incinerator
plant. As FIT price is set to a higher price in Japan, income from gas sale at biodigester facility is relatively
high.

45
3 Catastrophic 3 6 9
2 Moderate 2 4 6
1 Negligible 1 2 3
Negligible Moderate Catastrophic
1 2 3
Pro
bab
ilit
y
Impact
Table 2-20 Comparison of annual cost between biodigester technology and incineration in Japan
Source; Min of the Environment, Gov of Japan, 2013
11. Available technologies developed by Japanese manufacturer regarding methane recovery
Technologies of recycling, crushing and methane fermentation have been developed by Japanese
manufacturer. The following is the examples of which and currently available in Japanese market. These
information was taken from the database of Ministry of Environment, Japan
(http://www.env.go.jp/recycle/circul/venous_industry/index_en.html)
Ⅲ. Others
1. Risk assessment
Risk may arise regarding Activity 1 in terms of social, economy and environmental aspects. Thereby,
expected risks are extracted and evaluated according to degree of impact and occurrence frequency. Moreover,
possible protective and reductive methods for these risks are examined.
Figure 3-1 Risk Profile Matrix
UnitBiodigester technology
(25ton/day)
Incinerator plant
(100ton/day)
Initial cost*
Facilities expense and thousand USD 3,500 65,200
base maintenance expense
Running cost
Depreciation cost thousand USD 175 3,260
Electricity cost thousand USD 77 2,777
Fuel cost thousand USD 7.2 156
Water supply cost thousand USD 6.2 130
Sewer cost thousand USD 0 0
Chemical cost thousand USD 50 1,486
Final disposal costs thousand USD 0 2,112
Maitenance cost thousand USD 292 6,519
Total 607.4 16,440
Income
Electricity thousand USD 3,300
Gas thousand USD 1,200
Initial cost* - Half of the initial cost is covered by a government subsidy

46
【Landfill】
Category Item Impact Probability Way of Countermeasure and Mitigation
Environment Occupational Accident 3 2 Installation of protective cover
Setting of no entry area
Safety and Health Education
Creating a work manual
Dust 2 2 Installation of defense cover
Installation of local exhaust equipment
Wear masks
Reduction of dust generation by watering
Noise and Vibration 2 2 Installation of soundproof wall
Use of ear plugs
Installation of anti-vibration equipment
Economy A high Cost for Introduction 3 2 Use of public fund
Use of lease contract
Examination of partial introduction
A high Running Cost 3 2 Adoption of energy conservatin type facilities
Use of house power generation
A high Maintainance Cost 3 2 Use of maintenance contract
Procurement of parts
Decreased sales profit from recyclable
valuables3 2
Quality improvement of recyclable valuable materials
Diversification of buyers
Decrease of amounts recyclable
valuables3 2
Increase of recyclable valuables due to an installation of
breasing & crushing machines
Increase of recyclable valuables due to an increased number
of employees
Increase of recyclable valuables due to employees education
Society Reduction of labour by installing
facilities2 2
Consultation between employers and employees
Impact on labors due to a change of
working time2 1
Consultation between employers and employees
Category Item Impact Probability Way of Countermeasure and Mitigation
Environment Lignition of methane 3 1 Attachment of fire-prevention equipment
Allocation of fire ban area
Safety and Health Education
Fire safety training
Creating a work manual
Occupational Accident 3 2 Installation of protective cover
Setting of no entry area
Safety and Health Education
Creating a work manual
Economy A high installation cost 3 2 Use of public fund
Use of lease contract
Examination of partial introduction
A high power cost 3 2 Adoption of energy conservatin type facilities
Use of house power generation
A high maintenance cost 3 2 Use of maintenance contract
Procurement of parts
Reduction of the recyclable organic waste 3 2 Quality improvement of recyclable valuable materials
Society Protest Activities by NGOs 3 3 Public relations
Briefing to stakeholders
Waste Separation Equipment
Methane Fermentation Equipment
Table 3-1 (1) Risk Assessment

47
Category Item Impact Probability Way of Countermeasure and Mitigation
Environment Noise and Vibration 2 2 Installation of soundproof wall
Use of ear plugs
Installation of anti-vibration equipment
Occupational Accident (Electrification) 3 2 Installation of protective cover
Setting of no entry area
Safety and Health Education
Creating a work manual
Economy A high installation cost 3 2 Use of public fund
Use of lease contract
Examination of partial introduction
A high power cost 3 2 Adoption of energy conservatin type facilities
Use of house power generation
A high maintenance cost 3 2 Use of maintenance contract
Procurement of parts
Reduction of methane 3 2 Quality improvement of recyclable valuable materials
Society Protest Activities by NGOs 3 3 Public relations
Briefing to stakeholders
Electricity Generator
Table 3-1 (2) Risk Assessment

48
2. Dispatch presenter for technology training in Japan and presentation in the stakeholder’s workshop
CCAC-3 Technology Training in Japan was conducted in Osaka, Japan.
Table 3-2 Presentation in Japan and Penang
No. Date Content Location
1 6 December 2016 CCAC-3 Technology Training in Japan
Technology training given by Mr. Taniuchi
KANSO, Osaka, Japan
2 16 March 2017
2.1 CCAC-3 Technology Training in Japan
Date:6 December 2016, 9:00~12:00
Location:Conference room at Kanso headquarter office, Osaka, Japn
Participants:[Penang]Mr. Syamshuar Bin Husin, Ms. Yeap Cyndy, Mr. Khor Hung
[GEC] Mr. Hirata, Ms. Doi, Mr. Shimizu
[Kanso] Mr. Takahashi, Mr. Fukuda
This training was held by the lecturer, Mr. Taniuchi who has experience in the field of waste management
over 40 years. Mr. Taniuchi insisted an importance of waste separation when they are generated which is highly
recommendable rather than separation in the later stage. In the training, the fact that collection of separated
valuable wastes and social environment also will affect so much was explained. Training materials are shown
in the attachment 5.
Figure 3-2 Opening remark by Mr. Hirata Figure 3-3 Lecturing by Mr. Taniuchi

49
2.2 Workshop in Penang
Date:16 March 2017
Location:PLB Terang Sdn. Bhd.
Participants:[Penang]YB Phee, Mr. Syamshuar Bin Husin, Ms. Yeap Cyndy, Mr. Khor Hung
[GEC]Ms. Doi, [KANSO]Mr. Matsui, Mr. Fukuda
Ms. Doi, GEC explained first about CCAC3 Stage3 project for Penang and the progress results of FS were
reported by Kanso. Future plan and business model were discussed. And in which breaking bag machine
and crushing machine which are manufactured in Japan, were introduced using the video.
Figure 3-4
Workshop held in Penang (16 March 2017)

50
3. Conclusions
・ Organic waste is the largest component of the waste stream by weight
・ 20~40 t/day will be available for methane recovery according to waste separation study, and which will
lead to 1,000kVA~1,500kVA of electricity generation
・ Plastic bags are not sufficiently broken and organic wastes are mixed with other non-fermentable when they
come to the landfill. These lower methane recovery rate.
・ Enforcement of waste separation lines and installation of efficient breaking bag machine/crushing machine
are effective to increase rate of organic waste collection
・ Improvement of separation efficiency not only in the landfill also in the source will be effective for enhancing
rates of methane recovery and recycling of other valuable wastes
4. References;
Institute for Global Environmental Strategies (IGES), Climate and Clean Air Coalition (CCAC), (2016) User’s
Manual; A Tool for Quantification of Short Lived Climate Pollutants (SLCPs) and Other Greenhouse Gas
(GHG) Emissions from Waste Sector
Min of the Environment, Gov of Japan (2011) Report on the emission of municipal waste and treatment in
Japan. http://www.env.go.jp/press/press.php?serial=16503 (in Japanese)
Min of the Environment, Gov of Japan (2013) Study on Promotion to Utilize Waste Biomass
http://www.env.go.jp/recycle/circul/venous_industry/index_en.html (in Japanese)
Nakano ward, (2007) Recycling enhancement program. Report of Nakano ward council for waste reduction
promotion (in Japanese)
NEDO (2015) FS report on the project for low-carbon city development through the introduction of package-
style woody biomass power generation in Penang State, Malaysia (in Japanese)
Omran Abdelnaser, El-Amrouni Abdelsalam O, Suliman Larifa K, Pakir, Abdul Hamid, Ramli Mahyuddin,
Aziz Hamidi Abdul. (2009) Soild waste management practices in Penang state: A review of current practices
and the way forward. Environmental Engineering and Management Journal 8 (1): 97-106
Ozawa Asumi (2012) Achievements and challenges of waste reduction and recycling in Abiko City 49; 311-

51
327 Toyo University repository for academic resources. http://id.nii.ac.jp/1060/00007265/ (in Japanese with
English abstract)
Tenaga Nasional Berhad 2013(Overseas electricity statistics 2015)Japan Electric Power Information Center
" ; JEPIC
Company profile; Pioneer Gisetsu Co. Ltd. (In Japanese)
Osaka NED machinery Co., Ltd. (In Japanese)
Moki Co., Ltd. (In Japanese)
The Bank of Tokyo-Mitsubishi UFJ, Ltd (BTMU) Global Business Insight Area Report 432
Product Brochure; TOYOTA L&F (In Japanese)
Yanmar Co., Ltd. (In Japanese)
2G Co., Ltd.
5. Attachments
1. Penang waste characterization study 2016
2. Penang waste characterization study 2016: By parliament areas
3. Municipal waste control (6th December 2016 Lecture)
4. Activity 3: Penang CCAC Stage 3 Technology Training in Japan Report (5-8 December 2016)
5. Presentation file on “Waste characterization study” (2 March 2016 meeting)
6. Presentation file on “MRF and biodigester study” (16 March 2016 final meeting)