-
Managing Risks of Syn Compressor Operation with high Seal Oil
Consumption
Nitrogen+Syngas 2015 Speaker: Muhammad Hashim Co Speaker: Ahsan
Sarfraz Fatima Fertilizer Pakistan
-
Contents
Fatima Group Overview
Introduction & Problem Background
Risks & Operational Challenges
Risk Mitigation Measures
Success Factors
Key Learnings
-
Fatima Group-Overview
Fertilizers Sugar Trading Textiles
Pakarab Fertilizers
Fatima Fertilizer
Fatima Sugar Mills
Reliance Commodities
Reliance Weaving
Fazal Cloth Mills
Fatima Energy
Energy
-
Fatima Group - A story of success since 1936
1936 1966 1989 1990 1996 2003 2005 2009 2010
Year Established
Fatima Sugar Mills Limited
Reliance Commodities (Pvt.) Ltd
Pakarab Fertilizers Limited
Fatima Energy Limited
Fazal Cloth Mills
Reliance Weaving Mills Limited
Fatima Fertilizer Company Limited
Pakistan Mining Company Limited
Fatima Trading Company Limited
2012
Reliance Sacks Ltd
-
Plant Design Capacities
5
-
FUTURE PROJECTS
Ammonia DBN Phase 1 completion in Dec 2015 - 1500-->1650 MTPD
Phase 2 completion in 2017 - 1650-->1800 MTPD
Ammonia 2200 MTPD Urea Solution 2200 MTPD Urea Granulation 1200
MTPD UAN 4500 MTPD NA 1500 MTPD DEF 900 MTPD
-
Fatima Fertilizer Safety Statistics-2014
-
Introduction-Synthesis Compressor The purified synthesis gas
after Front End of Ammonia passed through
Dryer and Coldbox containing the proper ratio of hydrogen to
nitrogen for ammonia synthesis is compressed in a turbine driven
centrifugal Synthesis Gas Compressor C-104 having three stages with
extraction and condensing turbine.
Syn Compressor C-104 Manufacturer: Clark / Dresser Rand Syn
Turbine CT-104 Manufacturer: Delaval Stroke CT-104 Speed: 10466 rpm
CT-104 power output: 23907 KW
CT-104
-
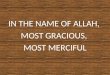
CT
LIC-87
LIC-74
LIC-72
Oil Tank
Oil Breather
AUTO
MAN
MAN
P-122 A
P-122 C
P-122 B
PIC-309
P-122C was not in original design but was added later to
increase
reliability
P-121 A
P-121 B
l
AUTO
145 lit/min
-
Problem Background: C-104 HPC Vibrations History
Year C-104 HPC problem Actions taken
Jan. 2010 High vibration during hot start up / near critical
speed (Trip Limit - 100) Start up sequance was changed.
April 2010 HPC high radial vibration. Bearing pads were replaced
with new due to scoring on NDE
May 2010 High vibration on HPC Non Drive End Bearing,
Thrust bearing pads replaced
March 2011 C-104 HPC high radial vibrations overhauling
May 2013 C-104 HPC high radial vibrations issue Modified oil
seals installed as per OEM in TA-13
-
Operational Problems after Oil seals Replacement in May
2013:
Abnormally high seal oil consumption (One seal oil pump capacity
145 lit/min at 1450 rpm)
Continuous operation of both seal oil and lube oil pumps. No
stand by pump availability. Old seals were sent to vendor shop for
examination and inspection and no
inventory of old design seals at site due to revised design. OEM
demanded over Five Months for Root Cause and design
modification; FFL was left out with no other option either Shut
down the plant due to high potential fire risk till the time OEM
resolves the
problem. Work out the way to sustain plant operations without
compromising process
safety till the time OEM recommend solution.
-
Immediate Risks and Sustainability Challenges:
Explosivity from oil breathers at seal oil controller lower
openings.
Exposure to Gas break through / fire due to single level
transmitter in original
design.
Time lapse of seal oil bottles due to high seal oil
consumption.
Seal oil level control and its dump was on manual mode and
increased risk during load fluctuations.
Potential of Fire in case of seal oil pump failure as no stand
by availability. Significant compromise on operational flexibility
due to unavailability of stand
by pump
-
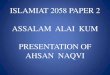
CT
LIC-87
LIC-74
LIC-72
Oil Tank
Oil Breather
AUTO
MAN
MAN
P-122 A
P-122 C
P-122 B
PIC-309
P-122C was not in original design but was added later to
increase
reliability
P-121 A
P-121 B
l
AUTO
145 lit/min
-
Risk Mitigations for Safe Operation:
Engineering Controls:
1. Two additional Level Transmitters were configured to increase
reliability.
2. Seal oil control philosophy revised to put seal oil level
control on auto / cascade.
3. Stand by seal oil pump cut in logic; Normal operating levels
and Tripping limits revised.
4. Additional seal oil pump was procured and installed as a
stand by.
5. Minimum Opening lock on Seal oil controller was placed to
avoid gas breakthrough from breathers.
-
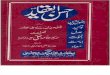
HP
MP C
T LP
LIC-87
LIC-74
LIC-72
Oil Tank
MP Breather
AUTO
MAN
MAN
P-122 A
P-122 C
P-122 B
PIC-309
P-121 A
P-121 B
l
AUTO
180 lit/min
Three LTs with PdI installation
Seal oil dump on cascade mode
Low level trip logic revision
Third seal oil pump installation, cut in logic
revision
Minimum Lock to avoid gas breakthrough from
breathers
-
Risk Mitigations for Safe Operation:
1. Operational Controls: a)New SOP was developed and each
operating staff was trained and
validated (Tag Drills) on new instruction / guidelines with
clarity of authority & empowerment.
2 In case of one seal oil pump fails; a) In case of tripping of
one seal oil pump; unload C-104 from 200 to a
discharge pressure of 120 kg/cm2 to minimize oil depletion in
seal oil bottles to gain response time to normalize conditions as
per available margin.
b)Keep Seal Oil Dump Valve PIC-309 on cascade mode all the time
to avoid any very low or very high pressure conditions.
3. In case of two seal oil pump fails; a)Back end board man to
immediately actuate I-016 (Trip C-104) manually. b)Depressurize
compressor LP and MP casing by actuating I-006
(Methanator Trip) and opening C-104 Suction PV-035 to 100% c)
Depressurize and isolate compressor HP immediately.
-
Risk Mitigations for Safe Operation:
PV-35 suction vent
PV-107 discharge vent
HV-01 and MOV-02 Closure
MOV-003 Closure
-
Success Factors
Multidisciplined TEAM formulation for PHA HAZOP technique to
identify and evaluate Risks Taking Engineering Controls where high
risk area identified. Operating Procedures development and
approvals. Training and Validation of Operators. Tag Drills to
ensure correct response from TEAM.
Condition Monitoring Regimes Delegating TEAM Authority and
Empowerment.
-
Conclusion:
During TA-14 inspection of oil seals, heavy scoring especially
in inner seal ring with abnormally high seal clearance
observed.
In TA-14 Seals replaced with further modified design (reduced
seal clearance). conditions are running fine with only one pump
capable to fulfill the requirements.
-
Key Learnings:
1. Fall back strategy of all modifications / replacements. 2.
Lack of system to review OEM provided solutions.
-
Nourishing soils Enriching lives
Thank you
-
Questions & Answers ?
Managing Risks of Syn Compressor Operation with high Seal Oil
Consumption ContentsFatima Group-OverviewSlide Number 4Plant Design
CapacitiesFUTURE PROJECTSFatima Fertilizer Safety
Statistics-2014Introduction-Synthesis CompressorSlide Number
9Problem Background:C-104 HPC Vibrations HistoryOperational
Problems after Oil seals Replacement in May 2013:Immediate Risks
and Sustainability Challenges:Slide Number 13Risk Mitigations for
Safe Operation:Slide Number 15Risk Mitigations for Safe
Operation:Risk Mitigations for Safe Operation:Success
FactorsConclusion:Key Learnings:Slide Number 21Slide Number 22