Embed Size (px)
Citation preview

362 International Journal of Civil Engineerng. Vol. 8, No. 4, December 2010
1. Introduction
Many investigations have been done todevelop suitable fast set and high early strengthcements for fast construction works. Nowadays,the necessity for accelerating construction worksand applications such as repair of airways andhighways have provided a basis for productionand use of fast set and high early strengthcements [1]. In recent decades, fast set and highearly strength cements have gained more andmore importance as important special inorganicbinders. In many developed countries such asUSA, Germany, Italy, and Japan, the industrialproduction and application of these cements havebeen increased.
Fast setting and quick hardening cementscould be produced by one or a combination of thefollowing methods:
1) Modifying the mineral phase compositionof Portland cement and increasing itsfineness.
2) Adding special admixtures to Portlandcements.
3) Producing ternary-component mixtures of
Portland cements, alumina cements, andcalcium sulfates.
4) Producing cements of specific mineralphase compositions.
Various quick binders are now being obtainedby clinkerizing mixtures of minerals or industrialby-products, followed by grinding of the clinkerobtained and then adding suitable additives suchas anhydrite [1-5]. Different types of clinkers areknown for fast set cements such as; clinkers richin C12A7 phase, with mineral phase compositionof C2S-C12A7-C3A-C4AF, which have beenproduced since 1976 with the name of PromptVicat in Italy and some other countries [5],clinkers containing calcium-aluminosulfateC4A3 and -C2S produced since 1990 in somecountries [3], and clinkers containing fluorinatedderivatives of C12A7 with mineral composition ofC3S-C11A7CaF2-C2S-C4AF that are known on theUSA market since 1970 as regulated set cements[6-9].
The Japanese quick binder called Jet cement(regulated set cement of U.S.) has introducednew standards due to its rapid hardening. Thesecements exhibit a compressive strength of nearly4 MPa at early ages that ordinary Portlandcement just shows final setting. Such an earlystrength enables the prefabricated factories toopen molds soon after short time periods [7].
Calcium fluoroaluminate-containing cementswere first introduced in the USA. Intensive
� S
Fast Set and High Early Strength Cement from Limestone,Natural Pozzolan, and Fluorite
E. Najafi Kani1 and A. Allahverdi1,*
Received: November 2009, Accepted: March 2010
Abstarct: Fast set and high early strength cements containing calcium fluoroaluminate phase (C11A7CaF2) are usuallyproduced by sintering a proportioned raw mix from calcareous and argillaceous components as the main rawmaterials, at reduced temperatures about 1330 °C. In this work, the possibility of utilizing natural pozzolan as theargillaceous component in the cement raw mix and in order to decrease the sintering temperature of fast set and highearly strength cement clinker containing C11A7CaF2 phase has been investigated. The results reveal that the sinteringtemperature can be reduced to temperatures as low as 1270 °C by utilizing a suitable natural pozzolan and improvingthe mix burnability. The experimental results confirm the possibility of achieving final setting times as low as 10 minand 3-day compressive strengths as high as 57 MPa.
Keywords: Fast set cement, High early strength cement, Compressive strength, Natural pozzolan
* Corresponding Author: [email protected]
1 Cement Research Center, School of ChemicalEngineering, Iran University of Science andTechnology, Narmak 16846-13114, Tehran, Iran.
363E. Najafi Kani and A. Allahverdi
investigations done by Japanese researchersfinally led to the production of these cements atindustrial scale from 1971 [7]. In 1972,Uchikawa and Uchida [10] investigated thehydration of C11A7CaF2 (11CaO•7Al2O3•CaF2)phase with different additives for interpretationof the mechanism of setting and hardening ofregulated set cement. In 1973, Uchikawa andTsukiyama [9] investigated two types of Jetcements to clarify the effect of different methodsof set regulation on the physical properties of Jetcement paste and mortars. In 1974, Uchikawa [8]invented a process for manufacturing modifiedrapid hardening Portland cement with a clinkerthat mainly consists of calcium fluoroaluminate.In 1999, Costa [4] investigated a particular quick-setting Portland cement clinker containingcalcium fluoroaluminate mixed with lime. In2003, Costa [11] invented quick-setting cementmade from a clinker containing calciumfluoroaluminate to which sodium aluminate,lime, and optionally sodium bicarbonate wereadded.
Nowadays, the production and utilization ofJet cement in Japan is quite usual and everyday itgains more and more confidence. During theyears 1984 to 1987 that production of all Portlandcements shows an average annual reduction ofapproximately two million tones, the productionof Jet cement was increased by nearly 2% [7].
Clinkers with a mineral phase composition ofC3S-C11A7CaF2-C2S-C4AF are usually producedfrom a proportioned raw mix prepared from acalcareous material, e.g. limestone or lime-marl,an argillaceous or a mixture of argillaceousmaterials, e.g. clay, kaolinite-clay, bauxite, and afluoride-containing mineral, e.g. fluorite. Thetemperature reported in the literature for sinteringsuch a raw mix is 1330 °C [4, 8, 11] that is quitelower than the sintering temperature for ordinaryPortland cement. An important advantage of thiscement compared to ordinary Portland cement istherefore a lower sintering temperature resultingin significant energy conservation in the sinteringprocess. The need for energy conservation couldeconomically be accomplished by promoting theclinker formation reactions at relatively lowertemperatures. The use of alternative rawmaterials in cement industry, in order to improve
the reactivity of the raw mix is therefore expectedto attract more attention in the future. Theeffectiveness of the use of partially calcined oramorphous alternative raw materials inproduction of Portland cement at the expense oflower rates of energy consumption has been wellstudied and practicized [12-16]. It ishypothesized that the sintering temperature of thefast set and high early strength cement canprobably be still reduced by application ofpartially calcined or amorphous alternative rawmaterials. In such a case, there will be tworeasons for an effectively lower sinteringtemperature compared to Portland cement. One isthe mineralizing effect of fluoride-containingmineral and the other relatively higher chemicalreactivity of the raw mix [17, 18]. In this work,the possibility of utilizing natural pozzolan as theargillaceous component in the cement raw mixand in order to decrease the sintering temperaturehas been investigated.
2. Experimental
2.1. Raw Materials
Suitable raw materials including limestone,fluorite, and natural pozzolan were prepared atfirst. Natural pozzolan, used in this work, waspumice obtained from Taftan mountain, locatedat the south east of Iran. The obtained pozzolanwas firstly characterized for its chemical andmineralogical compositions and also itspozzolanic activity. The results of chemical
0
20
40
60
80
100
120
140
160
4 11 18 25 32 39 46 53 60 67
2 Theta angel (Degree)
Cou
nts
B
A
H A
A: AnorthiteH: HornblendeB: Biotite
AH
AA
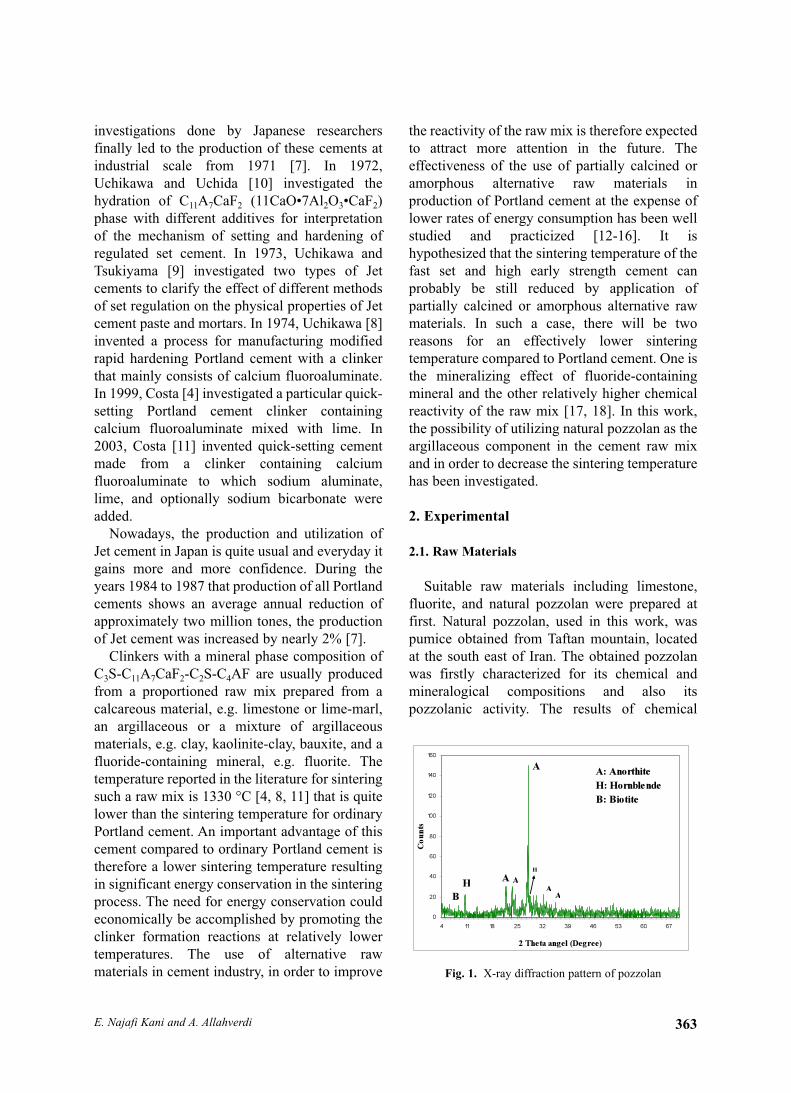
Fig. 1. X-ray diffraction pattern of pozzolan
364 International Journal of Civil Engineerng. Vol. 8, No. 4, December 2010
analysis determined according to ASTM standardC311 is shown in table 1. As seen, this naturalpozzolan is a relatively highly siliceous materialand according to ASTM standard C618, it couldchemically be considered as a relatively goodnatural pozzolan. Figure 1 shows the X-raydiffraction pattern of Taftan pozzolan. Thecrystalline mineral phases present in Taftanpozzolan therefore include:
Feldspar (Anorthite with empirical formula; Na0.05Ca0.95Al1.95Si2.05O8),
Amphibole (Hornblende with empirical formula; Ca2Mg4Al0.75Fe3+ 0.25(Si7AlO22)(OH)2),
Mica (Biotite with empirical formula; KMg2.5Fe2+ 0.5AlSi3O10(OH)1.75F0.25).
The pozzolanic activity of Taftan pozzolan wasalso evaluated by determining its strengthactivity index with Portland cement at 7 and 28days (ASTM C311). The obtained results were83.2 and 86.8 percent of control respectively for7 and 28 days that show a relatively goodpozzolanic activity in accordance with ASTMstandard C618. A mix was designed according tocalculations based on reaction stoichiometry. Theselected raw materials were then mixedproportionally and the mix was ground andhomogenized in a laboratory ball mill to afineness of 12 per cent by weight on 90 m sieve,
i.e. the usual norm for Portland cement raw mix.Chemical compositions of raw materials and rawmix proportion are shown in table 1.
2.2. Raw Mix Sintering
For sintering the prepared raw mix, it wasnecessary to shape the mix into pills of propersize. The mix was therefore moistened by addingenough water (16% by weight). Then 40 g of themoist powder was poured into a cylindrical moldand pressed at a pressure of 4 MPa to shape it intoa circular pill of 40 mm in diameter and 10 mmin thickness.
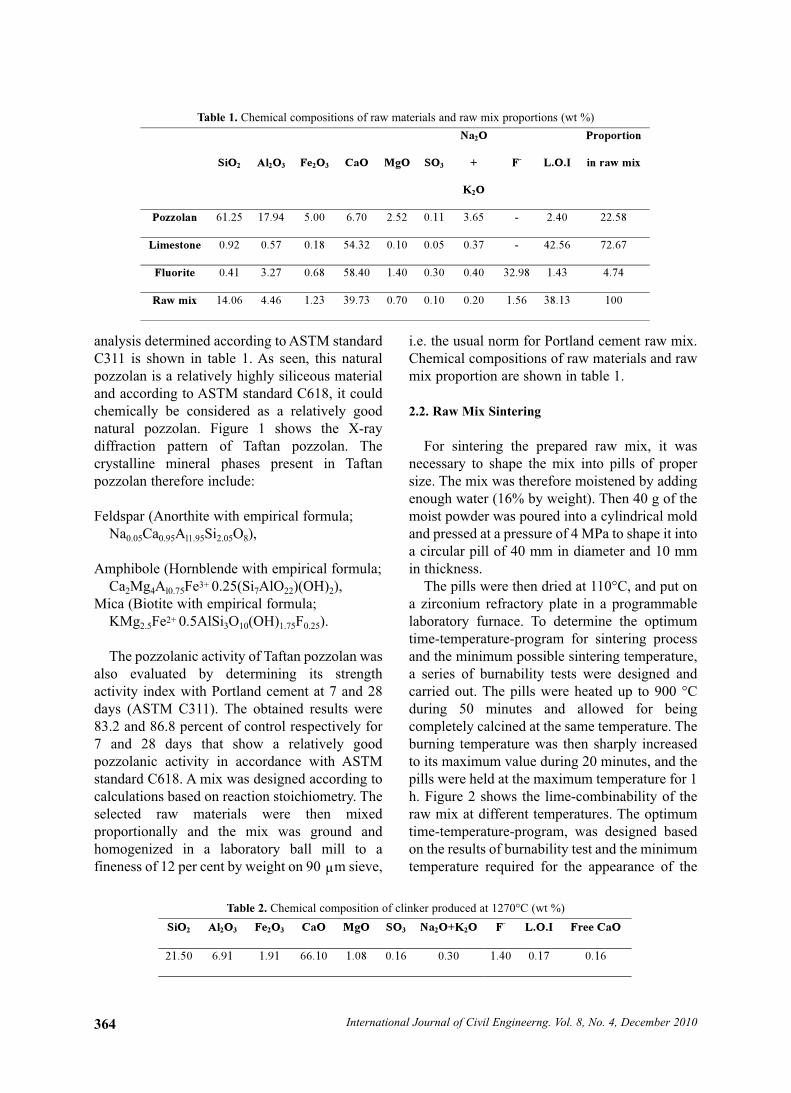
The pills were then dried at 110°C, and put ona zirconium refractory plate in a programmablelaboratory furnace. To determine the optimumtime-temperature-program for sintering processand the minimum possible sintering temperature,a series of burnability tests were designed andcarried out. The pills were heated up to 900 °Cduring 50 minutes and allowed for beingcompletely calcined at the same temperature. Theburning temperature was then sharply increasedto its maximum value during 20 minutes, and thepills were held at the maximum temperature for 1h. Figure 2 shows the lime-combinability of theraw mix at different temperatures. The optimumtime-temperature-program, was designed basedon the results of burnability test and the minimumtemperature required for the appearance of theµ
Proportion
in raw mix L.O.I F-
Na2O
+
K2O
SO3MgOCaOFe2O3Al2O3SiO2
22.582.40-3.650.112.526.705.0017.9461.25Pozzolan
72.6742.56-0.370.050.1054.320.180.570.92Limestone
4.741.4332.980.400.301.4058.400.683.270.41Fluorite
10038.131.560.200.100.7039.731.234.4614.06Raw mix
Table 1. Chemical compositions of raw materials and raw mix proportions (wt %)
Free CaOL.O.I F-Na2O+K2OSO3MgOCaOFe2O3Al2O3SiO2
0.160.171.400.300.161.0866.101.916.9121.50
Table 2. Chemical composition of clinker produced at 1270°C (wt %)
365E. Najafi Kani and A. Allahverdi
mineral phase C11A7CaF2. Figure 3 shows thedesigned time-temperature-program for sinteringprocess of the raw mix.
The pills were then burned according to theoptimum program and for a total sintering time ofnearly 3 h. After sintering, the produced clinkerwas cooled at ambient temperature. Chemicalcomposition of the produced clinker is shown intable 2.
2.3. Preparation of Fast Set and Very High Early
Strength Cement
Calcium sulfate is an important constituent infast set and high early strength cementscontaining C11A7CaF2 mineral phase. Thepresence of calcium sulfate is necessary becauseof its participation and its role in hydrationmechanism resulting in fast setting and quickhardening behaviors. Natural gypsum wasprepared as the source of calcium sulfaterequired. Chemical composition of the naturalgypsum is shown in table 3. Part of the preparednatural gypsum was burned at 950°C for one hourto produce anhydrite.
Fast set and high early strength cementsamples were designed and produced byintergrinding the produced clinker with anhydrite
or a mixture of anhydrite and gypsum to a Blainespecific surface area of nearly 5500 cm2/g usinga laboratory ball mill. The amount of calciumsulfate added was adjusted to control a weight-ratio of Al2O3/SO3 in cement in the range 0.6-1.8that is reported to be optimum [8].
The prepared cements were then characterizedand studied by X-ray diffractometry (XRD,Philips Expert System, CuK -radiation and Ni-filter) and scanning electron microscopy (SEM,Philips XL30) techniques and measuring theirsetting times and early age-compressive strength.The initial and final setting times of the systemswere measured by using Vicat needle inaccordance to ASTM C191-82 and with aconstant water/cement ratio of 0.3. The requiredwater for a constant consistency was measured inaccordance with ASTM C187-86. Early agecompressive strengths were measured usingmortar cube specimens of the size 50×50×50 mmin accordance with ASTM C109. The specimenswere all prepared with constant water/cementratio of 0.485 and sand/cement ratio of 2.75:1.The molds were opened after keeping them for 2h in an atmosphere of more than 95% relativehumidity at 24°C. The specimens were thencured in water at 24°C for measuring theircompressive strength.
3. Results and Discussion
As seen in figure 2, the free-lime content of theraw mix can easily be reduced to quite low valuesafter burning for one hour at temperatures in the
Total L.O.ISO3CaOSiO2+R2O3
99.621.144.831.81.9
Table 3. Chemical composition of natural gypsum (wt %)
3.8
1.56
0.34 0.25 0.19 0.16 0.140
0.5
1
1.5
2
2.5
3
3.5
4
1000 1100 1170 1200 1250 1270 1300
Max. Burning Temperature (˚C)
Free
-CaO
(wt%
)
Fig. 2. Free-lime content of the raw mix at differentmaximum burning temperatures (burning time; 1h)
0
300
600
900
1200
0 30 60 90 120 150 180
Time (min)
T (˚
C)
1 hr
1 hr
Fig. 3. Time-temperature-program for sintering process ofraw mix
366 International Journal of Civil Engineerng. Vol. 8, No. 4, December 2010
range of 1100°C to 1300°C. This shows that themix has a good burnability compared to Portlandcement raw mix that requires sintering at quitehigher temperatures. Such good burnability isdue to both the mineralizing effect of calciumfluoride and the relatively high reactivity of theutilized natural pozzolan as the argillaceouscomponent of the raw mix [12-20].
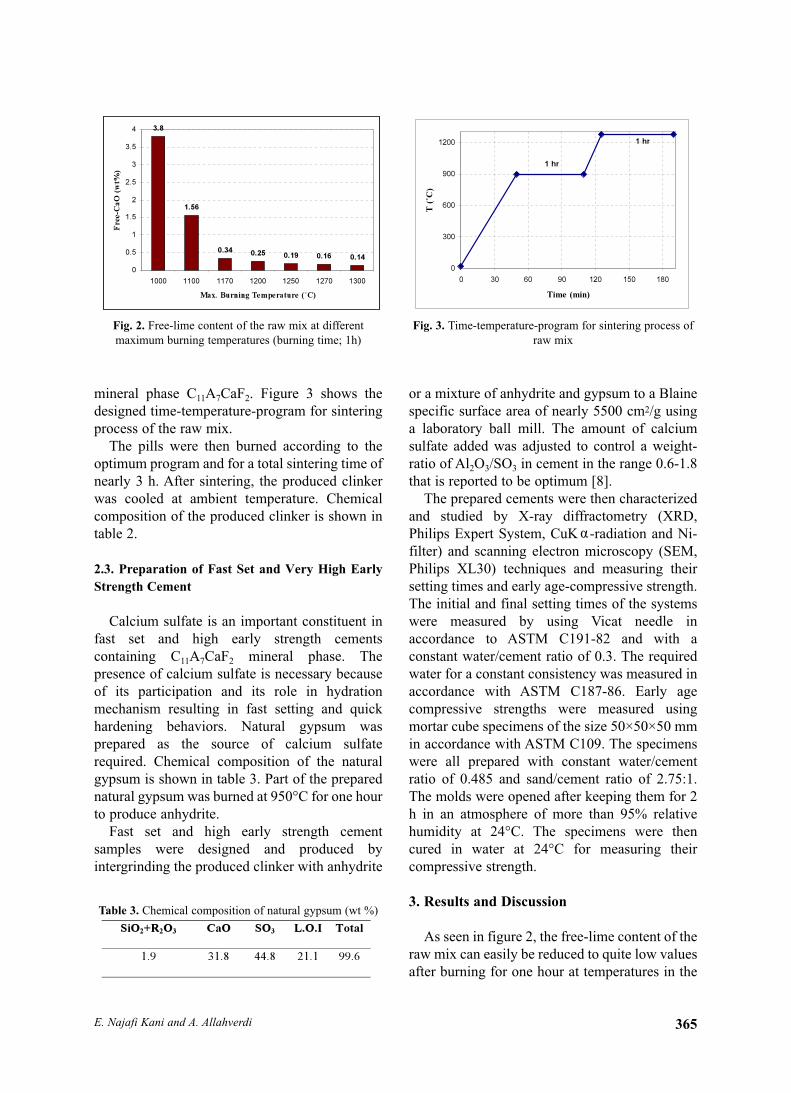
As seen, at temperatures higher than 1100°C,free-lime is less than 1%, which seems to besuitable. However, investigations done by X-raydiffraction revealed that burning at maximumheating temperatures lower than 1270°C does notresult in the formation of the desired phasecomposition. Figure 4 presents X-ray diffraction
pattern of the clinker sample prepared by heatingat the maximum temperature of 1200°C for 1hour. As seen, the phase composition comprisingof C3A, C2S and C3S does not include the phaseC11A7CaF2.
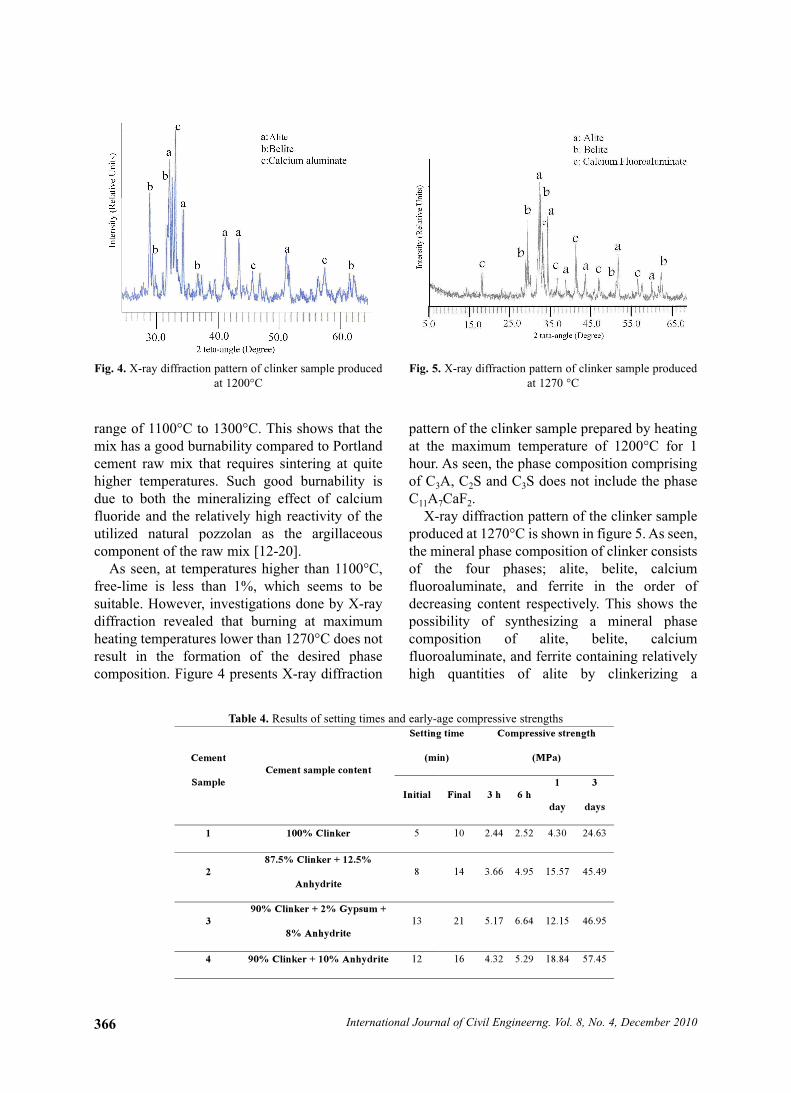
X-ray diffraction pattern of the clinker sampleproduced at 1270°C is shown in figure 5. As seen,the mineral phase composition of clinker consistsof the four phases; alite, belite, calciumfluoroaluminate, and ferrite in the order ofdecreasing content respectively. This shows thepossibility of synthesizing a mineral phasecomposition of alite, belite, calciumfluoroaluminate, and ferrite containing relativelyhigh quantities of alite by clinkerizing a
Fig. 4. X-ray diffraction pattern of clinker sample producedat 1200°C
Fig. 5. X-ray diffraction pattern of clinker sample producedat 1270 °C
Compressive strength
(MPa)
Setting time
(min)Cement sample content
Cement
Sample 3
days
1
day6 h3 hFinal Initial
24.634.30 2.52 2.44105100% Clinker1
45.4915.574.95 3.6614887.5% Clinker + 12.5%
Anhydrite2
46.9512.156.64 5.17211390% Clinker + 2% Gypsum +
8% Anhydrite3
57.4518.845.294.32161290% Clinker + 10% Anhydrite4
Table 4. Results of setting times and early-age compressive strengths
367E. Najafi Kani and A. Allahverdi
proportioned raw mix of limestone, fluorine, andnatural pozzolan at a temperature as low as1270°C.
Results obtained for setting times and early-age compressive strengths, which are comparableto those reported in the literature [7-11], arepresented in table 4. As seen, initial and finalsetting times as low as 5 and 10 minutes could beobtained respectively. Samples containingdifferent amounts and different forms of calciumsulfate exhibit maximum compressive strengthsas high as 5.17, 6.64, 18.84, and 57.45 MPa atdifferent ages of 3 h, 6 h, 1 day, and 3 days. Thehydration kinetics of the phase calciumfluoroaluminate strongly depends on the type andthe amount of calcium sulfate added [8]. Thecompressive strength gain of the prepared cementsamples at early ages therefore significantlyvaries with the amount and the type of calciumsulfate.
At very early ages, e.g. after 3 and 6 h, sampleNo. 3 shows the highest compressive strength,i.e. 5.17 and 6.64 MPa. After 1 day however, this
is sample No. 4 that provides the highest resultsfor compressive strength. The compressivestrength values obtained for sample No. 1 areexceptionally low confirming the necessary roleof calcium sulfate for high early strengthbehavior. As seen, system No. 4 exhibits thehighest 1-day and 3-day compressive strengths,i.e. 18.84 MPa and 57.45 MPa respectively.
Knowing that the fineness of the preparedcement samples was taken constant and almostequal to those reported in the literature, thereason for such high 1- and 3-day strengths canbe attributed to probably relatively higher amountof C11A7CaF2 phase in the studied cementsamples. Investigations have shown that this isthe hydration of C11A7CaF2 phase in the presenceof calcium sulfate that effectively improves thestrength behavior of these cements. The weightratio of C11A7CaF2 to calcium sulfate is also quitean important influencing parameter [9].
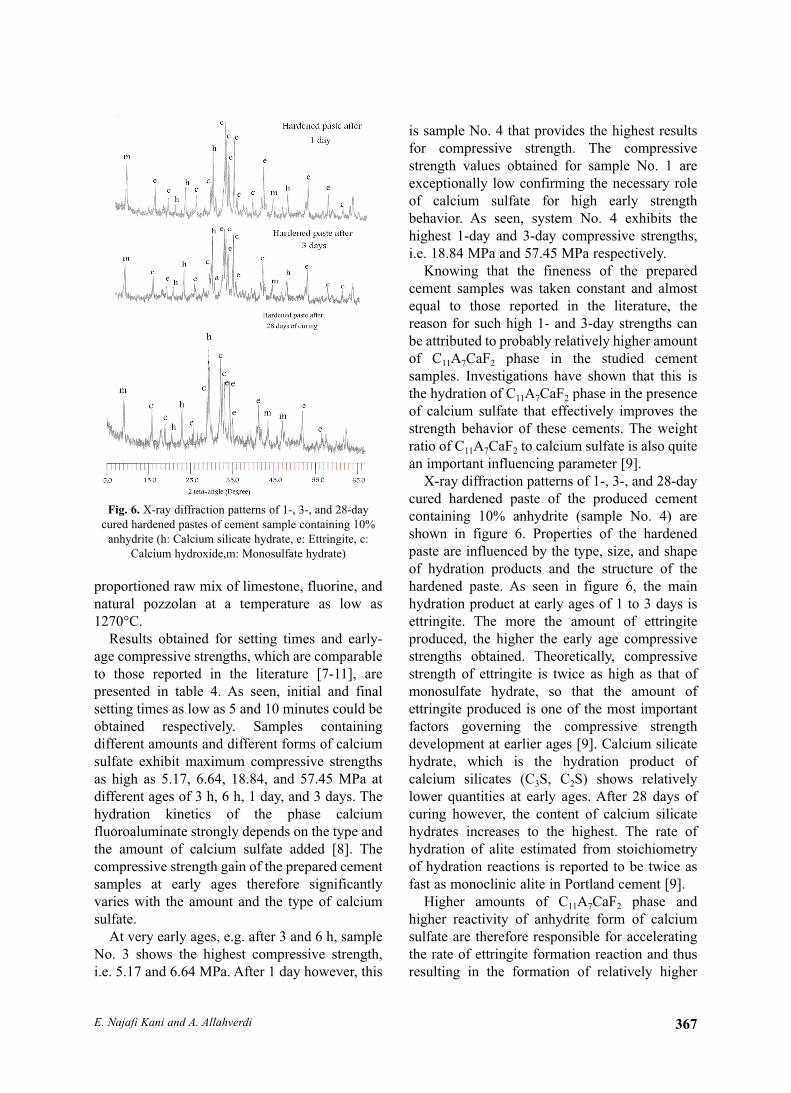
X-ray diffraction patterns of 1-, 3-, and 28-daycured hardened paste of the produced cementcontaining 10% anhydrite (sample No. 4) areshown in figure 6. Properties of the hardenedpaste are influenced by the type, size, and shapeof hydration products and the structure of thehardened paste. As seen in figure 6, the mainhydration product at early ages of 1 to 3 days isettringite. The more the amount of ettringiteproduced, the higher the early age compressivestrengths obtained. Theoretically, compressivestrength of ettringite is twice as high as that ofmonosulfate hydrate, so that the amount ofettringite produced is one of the most importantfactors governing the compressive strengthdevelopment at earlier ages [9]. Calcium silicatehydrate, which is the hydration product ofcalcium silicates (C3S, C2S) shows relativelylower quantities at early ages. After 28 days ofcuring however, the content of calcium silicatehydrates increases to the highest. The rate ofhydration of alite estimated from stoichiometryof hydration reactions is reported to be twice asfast as monoclinic alite in Portland cement [9].
Higher amounts of C11A7CaF2 phase andhigher reactivity of anhydrite form of calciumsulfate are therefore responsible for acceleratingthe rate of ettringite formation reaction and thusresulting in the formation of relatively higher
Fig. 6. X-ray diffraction patterns of 1-, 3-, and 28-daycured hardened pastes of cement sample containing 10%
anhydrite (h: Calcium silicate hydrate, e: Ettringite, c:Calcium hydroxide,m: Monosulfate hydrate)
368 International Journal of Civil Engineerng. Vol. 8, No. 4, December 2010
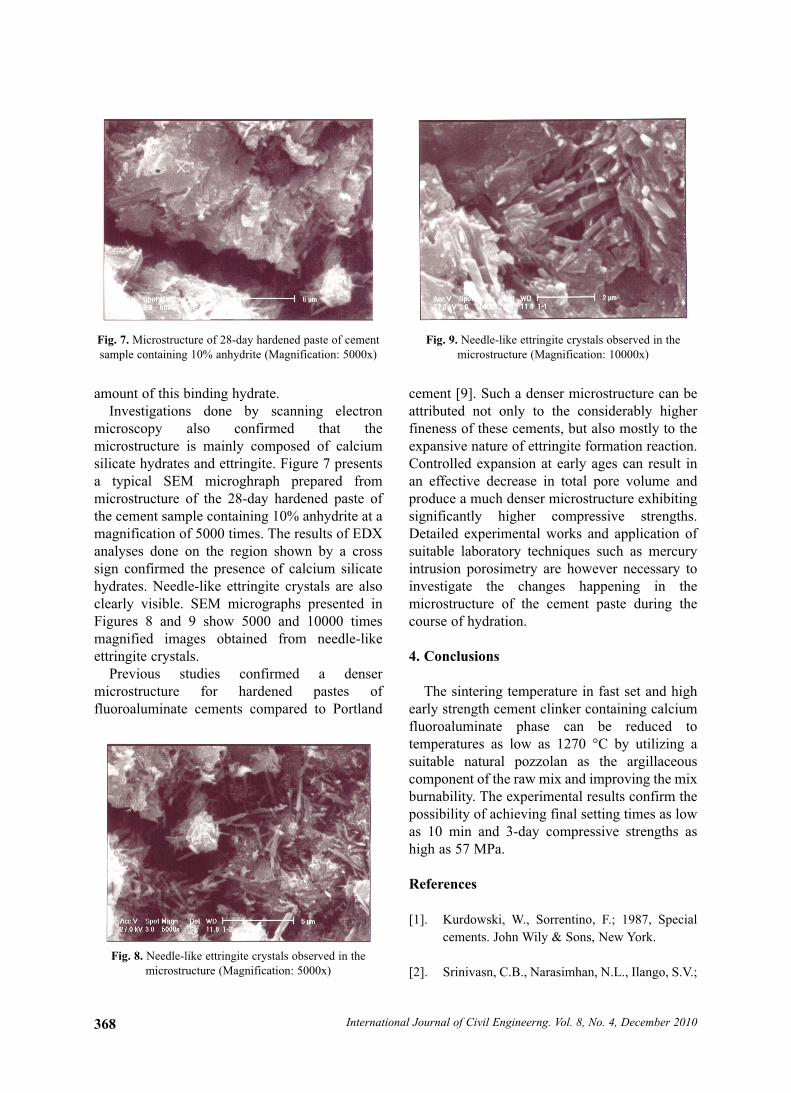
amount of this binding hydrate.Investigations done by scanning electron
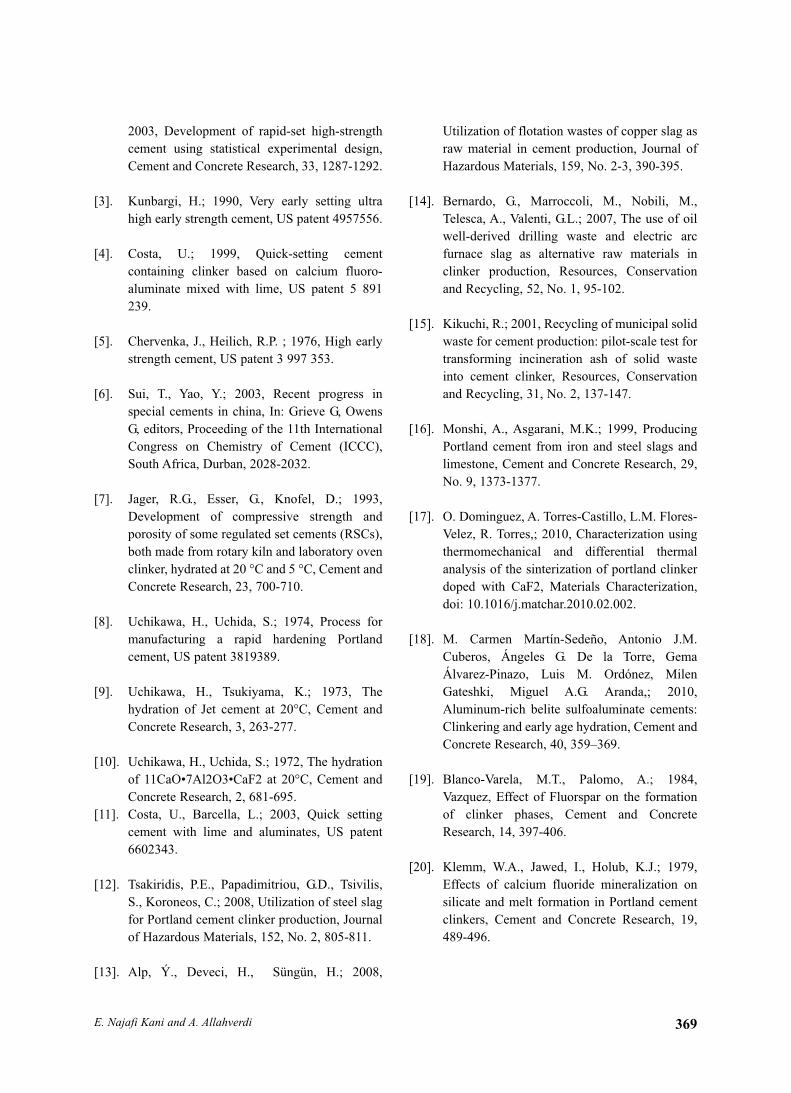
microscopy also confirmed that themicrostructure is mainly composed of calciumsilicate hydrates and ettringite. Figure 7 presentsa typical SEM microghraph prepared frommicrostructure of the 28-day hardened paste ofthe cement sample containing 10% anhydrite at amagnification of 5000 times. The results of EDXanalyses done on the region shown by a crosssign confirmed the presence of calcium silicatehydrates. Needle-like ettringite crystals are alsoclearly visible. SEM micrographs presented inFigures 8 and 9 show 5000 and 10000 timesmagnified images obtained from needle-likeettringite crystals.
Previous studies confirmed a densermicrostructure for hardened pastes offluoroaluminate cements compared to Portland
cement [9]. Such a denser microstructure can beattributed not only to the considerably higherfineness of these cements, but also mostly to theexpansive nature of ettringite formation reaction.Controlled expansion at early ages can result inan effective decrease in total pore volume andproduce a much denser microstructure exhibitingsignificantly higher compressive strengths.Detailed experimental works and application ofsuitable laboratory techniques such as mercuryintrusion porosimetry are however necessary toinvestigate the changes happening in themicrostructure of the cement paste during thecourse of hydration.
4. Conclusions
The sintering temperature in fast set and highearly strength cement clinker containing calciumfluoroaluminate phase can be reduced totemperatures as low as 1270 °C by utilizing asuitable natural pozzolan as the argillaceouscomponent of the raw mix and improving the mixburnability. The experimental results confirm thepossibility of achieving final setting times as lowas 10 min and 3-day compressive strengths ashigh as 57 MPa.
References
[1]. Kurdowski, W., Sorrentino, F.; 1987, Specialcements. John Wily & Sons, New York.
[2]. Srinivasn, C.B., Narasimhan, N.L., Ilango, S.V.;
Fig. 7. Microstructure of 28-day hardened paste of cementsample containing 10% anhydrite (Magnification: 5000x)
Fig. 9. Needle-like ettringite crystals observed in themicrostructure (Magnification: 10000x)
Fig. 8. Needle-like ettringite crystals observed in themicrostructure (Magnification: 5000x)
369E. Najafi Kani and A. Allahverdi
2003, Development of rapid-set high-strengthcement using statistical experimental design,Cement and Concrete Research, 33, 1287-1292.
[3]. Kunbargi, H.; 1990, Very early setting ultrahigh early strength cement, US patent 4957556.
[4]. Costa, U.; 1999, Quick-setting cementcontaining clinker based on calcium fluoro-aluminate mixed with lime, US patent 5 891239.
[5]. Chervenka, J., Heilich, R.P. ; 1976, High earlystrength cement, US patent 3 997 353.
[6]. Sui, T., Yao, Y.; 2003, Recent progress inspecial cements in china, In: Grieve G, OwensG, editors, Proceeding of the 11th InternationalCongress on Chemistry of Cement (ICCC),South Africa, Durban, 2028-2032.
[7]. Jager, R.G., Esser, G., Knofel, D.; 1993,Development of compressive strength andporosity of some regulated set cements (RSCs),both made from rotary kiln and laboratory ovenclinker, hydrated at 20 °C and 5 °C, Cement andConcrete Research, 23, 700-710.
[8]. Uchikawa, H., Uchida, S.; 1974, Process formanufacturing a rapid hardening Portlandcement, US patent 3819389.
[9]. Uchikawa, H., Tsukiyama, K.; 1973, Thehydration of Jet cement at 20°C, Cement andConcrete Research, 3, 263-277.
[10]. Uchikawa, H., Uchida, S.; 1972, The hydrationof 11CaO•7Al2O3•CaF2 at 20°C, Cement andConcrete Research, 2, 681-695.
[11]. Costa, U., Barcella, L.; 2003, Quick settingcement with lime and aluminates, US patent6602343.
[12]. Tsakiridis, P.E., Papadimitriou, G.D., Tsivilis,S., Koroneos, C.; 2008, Utilization of steel slagfor Portland cement clinker production, Journalof Hazardous Materials, 152, No. 2, 805-811.
[13]. Alp, Ý., Deveci, H., Süngün, H.; 2008,
Utilization of flotation wastes of copper slag asraw material in cement production, Journal ofHazardous Materials, 159, No. 2-3, 390-395.
[14]. Bernardo, G., Marroccoli, M., Nobili, M.,Telesca, A., Valenti, G.L.; 2007, The use of oilwell-derived drilling waste and electric arcfurnace slag as alternative raw materials inclinker production, Resources, Conservationand Recycling, 52, No. 1, 95-102.
[15]. Kikuchi, R.; 2001, Recycling of municipal solidwaste for cement production: pilot-scale test fortransforming incineration ash of solid wasteinto cement clinker, Resources, Conservationand Recycling, 31, No. 2, 137-147.
[16]. Monshi, A., Asgarani, M.K.; 1999, ProducingPortland cement from iron and steel slags andlimestone, Cement and Concrete Research, 29,No. 9, 1373-1377.
[17]. O. Dominguez, A. Torres-Castillo, L.M. Flores-Velez, R. Torres,; 2010, Characterization usingthermomechanical and differential thermalanalysis of the sinterization of portland clinkerdoped with CaF2, Materials Characterization,doi: 10.1016/j.matchar.2010.02.002.
[18]. M. Carmen Martín-Sedeño, Antonio J.M.Cuberos, Ángeles G. De la Torre, GemaÁlvarez-Pinazo, Luis M. Ordónez, MilenGateshki, Miguel A.G. Aranda,; 2010,Aluminum-rich belite sulfoaluminate cements:Clinkering and early age hydration, Cement andConcrete Research, 40, 359–369.
[19]. Blanco-Varela, M.T., Palomo, A.; 1984,Vazquez, Effect of Fluorspar on the formationof clinker phases, Cement and ConcreteResearch, 14, 397-406.
[20]. Klemm, W.A., Jawed, I., Holub, K.J.; 1979,Effects of calcium fluoride mineralization onsilicate and melt formation in Portland cementclinkers, Cement and Concrete Research, 19,489-496.





























