Embed Size (px)
Citation preview

This content has been downloaded from IOPscience. Please scroll down to see the full text.
Download details:
IP Address: 132.203.227.63
This content was downloaded on 02/07/2014 at 19:59
Please note that terms and conditions apply.
Fast prototyping of injection molded polymer microfluidic chips
View the table of contents for this issue, or go to the journal homepage for more
2010 J. Micromech. Microeng. 20 015020
(http://iopscience.iop.org/0960-1317/20/1/015020)
Home Search Collections Journals About Contact us My IOPscience

IOP PUBLISHING JOURNAL OF MICROMECHANICS AND MICROENGINEERING
J. Micromech. Microeng. 20 (2010) 015020 (8pp) doi:10.1088/0960-1317/20/1/015020
Fast prototyping of injection moldedpolymer microfluidic chipsThomas Steen Hansen, David Selmeczi and Niels B Larsen
Department of Micro- and Nanotechnology, Technical University of Denmark, DTU Nanotech,Frederiksborgvej 399, 4000 Roskilde, Denmark
E-mail: [email protected]
Received 15 September 2009, in final form 4 November 2009Published 2 December 2009Online at stacks.iop.org/JMM/20/015020
AbstractWe present fast prototyping of injection molding tools by the definition of microfluidicstructures in a light-curable epoxy (SU-8) directly on planar nickel mold inserts. Optimizedprototype mold structures could withstand injection molding of more than 300 replicas incyclic olefin copolymer (COC) without any signs of failure or release. The key parameters toavoid mold failure are maximum adhesion strength of the epoxy to the nickel insert andminimum interfacial energy of the epoxy pattern to the molded polymer. Optimal molding ofmicrostructures with vertical sidewalls was found for nickel inserts pre-coated by silicon oxidebefore applying the structured epoxy, followed by coating of the epoxy by a fluorocarbon layerprior to injection molding. Further improvements in the mold stability were observed afterhomogeneous coating of the patterned epoxy by a second reflowed layer of epoxy, likely dueto the resulting reduction in sidewall steepness. We employed the latter method for injectionmolding bondable polymer microfluidic chips with integrated conducting polymer electrodearrays that permitted the culture and on-chip analysis of cell spreading by impedancespectroscopy.
(Some figures in this article are in colour only in the electronic version)
1. Introduction
Fast prototyping is essential to research and development ofpolymer micro- and nanotechnology. This is particularly sofor technologies addressing large volume fabrication wherefinal production tools may be extremely costly and/or timeconsuming to produce. Here, we target development of astable procedure for fast prototyping of microstructured moldsfor injection molding.
A wide range of fast prototyping methods havebeen reported, both direct-write techniques such as laserablation [1–3] and replication-based approaches includingsoft lithography [4, 5], hot embossing [6–8], and injectionmolding [9, 10]. Laser ablation is a direct-write technologyfor the fabrication of surface microstructures in pre-shapedpolymer objects. The method is very fast for the fabricationof small numbers of samples, and the pattern design can bechanged within minutes using software control of the scanninglaser. This is a great advantage over replication-based methodsthat all rely on a relatively expensive (lithographic) masterfabrication process. Main disadvantages of laser ablation
are its relatively poor resolution in fast processing (20–100 μm based on the laser type), the limited range of suitablepolymers, a largely Gaussian-shaped channel profile of thenarrowest attainable channel widths and significant changesin surface chemistry of the ablated channel compared to thepristine polymer. The channel surface roughness is also hard tocontrol and typically not optically flat which may profoundlyaffect the systems to be analyzed [3]. Finally, laser ablationis also comparatively slow for fabrication of large numbers ofitems.
Soft lithography is popular for fast prototyping of micro-and nanostructures where mechanical rigidity is not essential.Whitesides and co-workers [4] introduced the methodologythat typically uses a liquid polydimethylsiloxane (PDMS)pre-polymer, which is cross-linked over a lithographicallydefined master structure to form a solid (flexible) replicathat can be used as a microfluidic component. The methodis simple and fast, and the transparent silicone offers easyoptical visualization, as well as facile oxygen-plasma-assistedbonding to glass and other PDMS parts. Drawbacks are thedifficulty and cost in production upscaling, slow curing, the
0960-1317/10/015020+08$30.00 1 © 2010 IOP Publishing Ltd Printed in the UK

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
Nickel shim
SU-8
Nickel shim
SiOx (FOx12) SiOx (FOx12)
SU-8
Slip layer CFx
Slip layer CFx
Nickel shim
SU-8
(A) Adhesion promoter + SU-8(B) FOx12 + SU-8
(C) FOx12+SU-8+CFx(D) FOx12+SU-8+SU-8+CFx
SiOx (FOx12) orAdhesion promoter
2nd layer of SU-8Injection moldedpolymer replica
Injection moldedpolymer replica
Injection moldedpolymer replica
Figure 1. The four methods investigated for making SU-8 mold inserts for injection molding. In samples A and B, the nickel shim is coatedwith an adhesion promoter and SiOx , respectively, before applying the SU-8 structure. In sample C, a slip layer of CFx is added to reducethe interfacial energy of the epoxy pattern to the molded polymer. In sample D, a second layer of SU-8 is applied to remove steep sidewallsthat cause friction when releasing the polymer replica.
inherent mechanical flexibility of the PDMS and the instabilityof the surface chemistry of modified PDMS due to slowleakage of non-crosslinked silicone, thus often limiting theuse of PDMS to prototype devices.
Thermoplastic polymers molded into targeted shapesare the commercially preferred materials for large-scale fabrication of polymer micro- and nanostructures.Commonly used materials include polystyrene, poly(methylmethacrylate), polycarbonate and increasingly, cyclic olefincopolymer (COC). Hot embossing is a facile method forproducing high-resolution surface structures in pre-shapedthermoplastic objects. The method employs a resilient reliefstructure being embossed into a thermoplastic polymer object.Both the relief structure and polymer object are initially attemperatures above the glass transition temperature (Tg) (ormelting temperature, Tm) of the polymer, followed by coolingof both parts while remaining in contact. Hot embossing canbe performed using relatively inexpensive hot press equipmentto form high aspect ratio micro- and nanostructures and canbe applied to all thermoplastic materials. The disadvantagesare long process times due to repeated heating and cooling,complex and expensive equipment for process automation, andthe need for pre-shaped polymer objects, e.g. from injectionmolding or extrusion.
1.1. Fast prototyping of injection-molded microsystems
Injection molding is currently the commercial process ofchoice for polymer shaping and is likely to remain so. Themethod uses a cold mold presenting a resilient relief structureonto which a hot polymer at a temperature much above Tg
(or Tm) is injected at high pressure. The process can behighly automated to produce macroscopic 3D shape and micro-or nanoscopic surface structures in a single process and inlarge numbers [11]. Disadvantages include large capitalinvestment in automated injection molding equipment and,important to design development, large costs involved in thefabrication of new structured molds able to withstand the
high stresses occurring in the molding process. Fast andinexpensive methods for mold fabrication, that will allowautomated production of small production series, are thereforein great demand.
Here, we demonstrate that injection molding on patternedphotocurable epoxy (SU-8 photoresist) is a viable method forfabricating fast prototypes of polymer microfluidic devicesin sufficient numbers for applications in cell biology. Thenormal procedure for producing mold inserts for injectionmolding is metallization (usually electroplating of nickel) ontoa master structure, either defined by photolithography in aphotosensitive polymer or etched into silicon-based materials[12]. The drawback is that the metallization and subsequentcutting of the insert are time consuming, costly and not widelyavailable with the required micro- and nanometer scale detail.Using photocurable epoxy reduces the fabrication time to a fewhours. A similar approach has been investigated previously.Edwards et al produced 8–22 replicas using SU-8 epoxy onsilica wafers as inserts [9]. Yu et al performed injectionmolding on SU-8 on silicon wafers, but could only obtain a fewreplicas [12]. In both reports, the brittle silica or silicon wafermold substrates fractured after a small number of injectionmolding cycles.
We circumvent substrate fragility by patterning SU-8 ontoa robust nickel mold insert, in the shape of a shim, henceavoiding problems with the high pressure during polymerinjection and high shear during de-molding. Several typesof coatings on the nickel shim and on the SU-8 layer havebeen investigated, as summarized in figure 1, to optimizeperformance and lifetime of the mold inserts based on analysisof the failure mechanism. The optimized procedure allowedthe automated fabrication of more than 100 polymer replicas ofthe microfluidics part of a cell analysis chip in a single day. Weshow that the fabricated polymer chips can be used to seed,culture and analyze the spreading of mouse 3T3 fibroblastcells.
2

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
2. Experimental details
2.1. Mold microstructure fabrication
Mold inserts were based on planar nickel shims (DVD Norden,Sakskøbing, Denmark) produced by electroplating nickel ontooptically flat float glass to a thickness of 300 μm. Theperimeter of the resulting shims was further tooled to adiameter of 85 mm by laser milling (Covi Gravure, Herlev,Denmark) to match the mold of the injection molder. Theshims were washed in acetone, isopropanol, ethanol andultrapure water (resistivity > 18.2 M� cm−1), and finallydried in a stream of nitrogen before use.
Relief structures were produced in UV-light curable SU-82025 or SU-8 2150 epoxy (Microchem, Newton, MA). TheSU-8 2025 was spin coated onto the nickel shim at 3000 rpmfor 30 s, and then soft-baked for 6 min on a hotplate rampingfrom 65◦ to 90◦ within the first 2 min, and left to cool toroom temperature. The SU-8 layer was exposed at 365 nmthrough a chrome mask with the targeted pattern at a dose of140 mJ cm−2 (Karl Suss MA4 mask aligner, Garching,Germany) and post-baked for 4 min on a hotplate, againramping from 65 ◦C to 90 ◦C within the first 2 min. SU-82150 was processed similarly, except that the ramped soft-bakefrom 65 ◦C to 90 ◦C proceeded for 16 min before reducing thesetpoint to 65 ◦C and removing the sample after an additional4 min (hot plate at 73 ◦C). After cooling to room temperature,the SU-8 2150 was exposed through a mask at a dose of240 mJ cm−2 and post-baked using the same procedure asSU-8 2025 for a total of 6 min. The SU-8 post- and prebakewere deliberately conducted to achieve a high solvent contentduring exposure and development as this has been reported toyield better adhesion of the SU-8 to its substrate [13].
After cooling to room temperature, the SU-8 wasdeveloped in a SU-8 Dev-600 developer (Microchem), rinsedwith fresh developer, washed with isopropanol and dried ina nitrogen stream. The thickness of the final SU-8 2025structures was 45 μm, as measured by profilometry (AmbiosTechnology XP-2, Santa Cruz, CA) using a stylus force of1 mg. The developed SU-8 2150 structures were furtherprocessed to reduce sidewall steepness by applying a secondlayer of SU-8 (SU-8 2015 diluted with SU-8 thinner in a ratioof 3:2) using spin coating at 500 rpm for 5 s. The coated filmwas left at room temperature for 5 min to flow, soft baked at50 ◦C for 1 min, flood-exposed at a dose of 80 mJ cm−2 andfinally hard baked at 165 ◦C for 30 min. The thickness of theresulting SU-8 structures was 240–250 μm.
2.2. Adhesion promoting and adhesion reducing coatings
Silicon oxide layers were produced from thin films of FOx12(Dow Corning, Midland, MI), a hydrogen silsesquioxane resinthat can be oxidized into silicon oxide (SiOx) [14]. Siliconoxide coatings resulted from spin coating of FOx12 onto theshim at 3000 rpm for 30 s followed by baking at 500 ◦C for3 h in air. The Omnicoat adhesion promoter (Microchem) wasapplied by spin coating at 3000 rpm for 30 s. The shim wasbaked in a vertical laminar air flow oven at 200 ◦C for 2 minon an aluminum block to ensure fast heating. Fluorocarbon
layers were deposited from a CHF3 plasma (Plasmatherm 740,Unaxis, St Petersburg, FL). Deposition proceeded at 100 mTorrCHF3, flow rate of 30 sccm and 50 W plasma power for 4 minto a layer thickness of approximately 40 nm. The advancingwater contact angle on the resulting coatings was 105◦ ± 2◦
(Dataphysics OCA 15+, Filderstadt, Germany). Metal films of80% Au / 20% Pd were deposited by sputter coating (BalzersSCD 004, Balzers, Lichtenstein) at 60 mA for 180 s.
2.3. Injection molding
Injection molding was performed on an industrial injectionmolder (Engel Victory 80/45 Tech with ERC 13/1-F robot,Schwertberg, Austria). A TOPAS 8007 cyclic olefincopolymer (TOPAS Advanced Polymers, Frankfurt-Hochst,Germany) with a Tg of ∼80 ◦C was used for all injectionmoldings, except for the fabrication of cell analysis devicesemploying TOPAS 5013 (Tg ∼ 134 ◦C). TOPAS 8007 melt at250 ◦C was injected at ∼400 bars at a speed of 10.5 mm s−1
(Ø18 mm barrel). The insert was heated to 70 ◦C beforepolymer injection and then cooled for 2 min to ∼40 ◦C beforethe replica was removed. TOPAS 5013 melt at 280 ◦C wasinjected at ∼400 bars at a rate of 10.5 mm s−1. The insertwas heated to 120 ◦C before injection and left to cool to∼50 ◦C before replica pick-up. The cycling of the temperatureis routinely used with our molding setup to achieve goodmicroscale replication (high temperature) and easy releasefrom the insert (low temperature), but temperature cyclingis not an essential component of the fast prototyping methods.
Cross-sectional analysis of the surface features ininjection-molded replicas was performed by using the replicaas die for casting of a PDMS replica. PDMS casts resultedfrom thorough mixing of Sylgard 184 (Dow Corning, Midland,MI) prepolymer and curing agent in a weight ratio of 10:1,degassing, pouring of the PDMS onto the replica surface andcuring at 60 ◦C for 12 h. After release, the PDMS cast was cutthrough the targeted surface feature by a scalpel and viewededge-on by optical microscopy.
2.4. Fabrication of cell analysis chips
Cell analysis chips were fabricated using the followingprocedure for the two halves comprising a sealed chip(cf. figure 6): A nickel shim was cleaned and spin coatedwith FOx12 at 3000 rpm for 30 s and baked at 500 ◦C for 3h in air as an adhesion promoter. SU-8 2150 was spin-coatedon top, patterned by photolithography and finally coated bydiluted SU-8 2015, vide supra. The epoxy pattern was used toinjection mold 100 replicas of the targeted microfludic designin TOPAS 5013, termed the microfluidics chip part. The on-chip cell incubation chamber had dimensions of 10.0 mm ×2.0 mm × 0.25 mm, i.e. a volume of 5.0 μl.
The conductive polymer microelectrodes for impedanceanalysis of cell spreading were fabricated on the mating chiphalf, termed the electrodes chip part. An injection moldedplanar ∅50 mm and 2 mm thick TOPAS 5013 disk wasspin coated with the conductive polymer PEDOT as reportedearlier [15, 16]. The PEDOT layer was patterned usingMicroposit 1813 photoresist (Microchem), masked UV light
3

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
exposure in a mask aligner, and oxygen reactive ion etching,according to our previously reported procedure [17, 18].The microfluidics chip part was uniformly coated with a25 μm thick silicone-based adhesive (Adcare 91005,Adhesives Research, Limerick, Ireland). The adhesive wasapplied by removing one of the protective liners and addingthe adhesive side to the microfluidics part, thus covering theentire surface including the channels. A 4 mm thick rubberstamp was then pressed against the sample at 15 bars atroom temperature for 10 s to remove trapped air and ensurehomogenous adhesion. The opposing liner was removed, theelectrodes chip part was applied on top and the chip devicewas bonded at 7.5 bars and 110 ◦C for 3 min. Alignment wasdone by eye with a precision of approximately 100 μm. Thefinal chip was baked at 80 ◦C overnight for degassing.
2.5. Time-lapse microscopy and impedance spectroscopy
3T3 fibroblast cells were cultured in modified DMEMmedium (low NaHCO3 content) with 10% calf serum andpassaged twice a week. Prior to experiments, the cellswere harvested with trypsin, centrifuged and resuspended inculture medium, before injecting 20 μl of cell suspensioninto the microfluidic loading port. The culture mediumhad been pre-incubated at 37 ◦C/5% CO2 for at least 24 hprior to experiment start to minimize bubble formation in thechip chamber. The fluid was covered with 20 μl hexadecanein all wells to prevent evaporation. The sample was placedinside a temperature-controlled chamber with 5% CO2 supplymounted on a time-lapse microscope (Axiovert 35, CarlZeiss, Oberkochen, Germany). Electrical connections tothe impedance spectrometer (IM6, Zahner Elektrik Gmbh,Germany) were made by spring-loaded pins contacting theconducting polymers pads in a set of injection-moldedthrough-holes. Phase-contrast images and impedance spectrawere recorded every 3 min for 48 h of culture.
2.6. Replica quality assessment
The quality of the various mold insert fabrication methods wasevaluated by running a series of injection moldings with eachmold insert and quantifying the quality of selected polymerreplicas, namely numbers 1, 2, 5, 10, 25, 75 and 300. Thesereplica numbers were chosen to detect both immediate andlate pattern failure development in the SU-8 layer. A testpattern was used with lines and circles of dimensions from15 μm to 1000 μm in diameter or width, respectively. Teststructures were present both as protrusions and as depressionsrelative to the surrounding areas. Dark-field microscopy andimage software analysis of the replicas were used to revealfailures in the SU-8 structures. Channel edges appear brightin dark field microscopy, due to scattering or reflection of lightinto a multitude of directions, while planar faces appear dark.Imaging of the replicas was done using an Axiovert S100(Zeiss, Oberkochen, Germany) microscope with a motorizedstage and an Andor iXon camera (Andor Technology, Belfast,Northern Ireland). Each replica was visualized in a matrix of
12 × 10 images that afterward were stitched using a custom-written program in the software package Matlab (Mathworks,Boston, USA).
For further image analysis, ImageJ (National Institutesof Health, Bethesda, MD) was used. The stitched imageswere thresholded at an intensity level where the boundaries ofthe protrusions and depressions were all white, with all otherareas being black. Each surface feature was checked manuallyfor possible thresholding errors. If the white boundary wasfractured due to intensity fluctuations in the image, the missingsegments were filled manually. If the boundary touchedanother feature on the surface (e.g. a marker showing thewidth of the channel), the boundary was manually separatedfrom the other feature by a black curve, tracing the originalboundary of the feature as close as possible. The resultingclosed curve was flood filled with white color. Finally, the areaof the filled surface feature was measured using the particleanalysis processing of ImageJ. The image analysis softwarewas programmed to measure the area of rectangles of nominalwidths 80 and 500 μm, respectively.
The SU-8 epoxy has significant green (530 nm)autofluorescence upon excitation by blue light (488 nm).This property was utilized to analyze the failure mechanismin 3D by confocal microscopy (Zeiss LSM 5, Carl Zeiss,Oberkochen, Germany) using excitation by an argon ionlaser at 488 nm and collecting emitted light for wavelengths>515 nm. The resulting image stacks were visualized by thevolume render feature of the Amira software package (VisageImaging, Berlin, Germany).
3. Results and discussion
The objective of this work was to identify the parametersinfluencing the endurance of the micropatterned epoxy,including the surface energy of the epoxy facing thepolymer melt, the chemistry of the substrate and the spatialcharacteristics of the micropattern. The chemistry of thesubstrate affects the adhesion strength of the epoxy to thesubstrate. The adhesion of SU-8 to a range of substratematerials (not including nickel) has been examined byNordstrøm et al for the general use of SU-8 in microfabricationprocesses [19]. They found silicon substrates (with nativesilicon oxide) to have the strongest adhesion to SU-8, followedby aluminum and silicon precoated by Omnicoat.
3.1. SU-8 failure mechanisms
Here, we investigated four kinds of substrates for the specificpurpose of mold fabrication: untreated Ni, O2 plasma-treated Ni, Ni coated by Omnicoat and Ni coated by siliconoxide (SiOx). SU-8 exhibited very poor adhesion to eitheruntreated nickel or oxygen-plasma-treated nickel, causingthe photoresist to be almost completely removed in the firstinjection molding cycle (data not shown). These two substratematerials were not further considered. The substrate coatedwith Omnicoat showed some adhesion, whereas the SiOx-coated nickel shim showed very good adhesion in accordancewith the results of Nordstrøm et al. The difference in failure
4

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
(A)
(B)
Figure 2. Confocal fluorescence microscopy 3D reconstructions ofthe failure mechanisms of SU-8 microstructures. (A) Failure ofSU-8 on nickel coated by an adhesion promoter. The fracture isclean and perpendicular to the surface, showing poor bondingstrength between the epoxy and the substrate. (B) Failure of SU-8on SiOx-coated nickel. The fracture is almost parallel to thesubstrate indicating that the adhesion strength is significantcompared to the cohesive strength of the epoxy.
(A) (B)
(C) (D)
(E) (F )
(G) (H)
Figure 3. Dark field optical micrographs (upper half) and 3Dsketches (lower half) of the first and 75th injection molded replicapresenting protruding (left) or recessed (right) lines. (A and B;corresponding sketches in E and G.) Protruding lines on the replicawill grow larger with increasing damage to the SU-8 layersurrounding a recessed area on the mold insert. (C and D;corresponding sketches in F and H.) Recessed lines on the replicawill become smaller as damage occurs to the protruding SU-8structures on the mold insert. The contrast of the dark fieldmicrographs has been inverted for clarity.
mechanism was very distinct: figure 2 shows 3D confocalmicroscopy reconstructions of the SU-8 on shims coated withOmnicoat or SiOx , respectively. The fracture on the shimwith Omnicoat forms an almost vertical cut in the SU-8structure. In contrast, the SU-8 fracture on the SiOx-coatedshim is running almost parallel to the surface showing that the
(A)
(B)
Figure 4. Development in the areal extent of nominally(A) 500 μm × 4000 μm and (B) 80 μm × 4000 μm rectangularstructures in the replicas during multiple injection molding cycles(see the main text for the analysis procedure). Complete correlationwith the mold insert structures corresponds to 100%. Hollow andsolid marks represent recessed and protruding structures,respectively. ‘Adhesion promoter’ indicates pre-coating byOmnicoat, ‘FOx12’ is pre-coating by SiOx , ‘CFx’ is post-coating bya fluorocarbon, and ‘SU-8 + SU-8’ is post-coating by ahomogeneous SU-8 layer (see the main text).
adhesion strength to the substrate is larger than the cohesivestrength of the epoxy.
3.2. Quantifying the lifetime of SU-8 mold microstructures
The stronger adhesion correlates well with the endurance ofthe SU-8 microstructures on the shim during multiple injectionmolding cycles. We quantified the gradual structure decay forboth protruding lines and recessed lines, with line orientationsparallel or perpendicular to the polymer flow. When the epoxyfails, a protrusion in the replica will increase in area, whereasa replica recess will decrease in area, as shown in figure 3 fora replica after 75 injection molding cycles.
The fractional increases or decreases, respectively, infeature sizes are quantified in figure 4. Analysis resultsobtained for a given line dimension were averaged for thelines oriented parallel or perpendicular to the polymer flowdirection. The Omnicoat-treated shim (‘adhesion promoter +SU-8’ in figure 4) resulted in replicas with significant failure,i.e. deviation from 100% in the graphs, already after twomolding cycles. The 80 μm protrusions are completelyremoved and all other structures are damaged. The SiOx-treated shim (‘FOx12 + SU-8’) caused similar damage patterns
5

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
in the replicas but after a significantly larger number ofmolding cycles, especially for the 500 μm wide features.Baking of the SU-8 before and after light exposure had adramatic impact on the adhesion to all of the substrates:Longer soft-baking times resulted in a strong decrease inadhesion to its substrate. This observation agrees with aprevious report concluding that internal stress of cured SU-8is highly dependent on solvent concentrations during exposureand polymerization [13].
3.3. Chemical and physical adhesion during demolding
The adhesion of polymer to SU-8 was also explored to clarifyif the surface energy of the SU-8 structures affects theirlongevity. Three samples, all made on SiOx-coated shims,were investigated; SU-8 coated with gold/palladium, SU-8 with no coating, and SU-8 coated with a fluorocarbonlayer resulting from plasmapolymerization of CHF3. Theshim coated with gold/palladium transferred almost all ofits gold/palladium coating to the first replica, making itunsuitable for injection molding. The fluorocarbon-coatedSU-8 showed much improved endurance over non-coatedSU-8, in particular for the smaller (80 μm wide) structures(figure 4(B)). Cured SU-8 is known to have substantial internalstress that may easily lead to cracking of its crosslinkedstructure. The higher stability of fluorocarbon-coated SU-8 could be due to reduced intrusion of polymer melt intosuch micro- or nano-cracks covered by a low surface energylayer [20]. Another explanation could be reduced frictionon the fluorocarbon-coated sidewalls of the microstructures.Fluorocarbons, e.g. poly(tetrafluoroethylene) (PTFE), havelower friction coefficients than most other polymers [21]and may as such facilitate release of the replica duringdemolding.
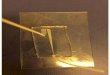
Undercut mold structures are notoriously difficult todemold, and SU-8 may easily form structures with negativelysloped sidewalls after photolithographic processing. Cross-sections of TOPAS 8007 replicas produced on molds of SiOx +SU-8 or SiOx + SU-8 + CFx , respectively, are visualized infigure 5(A and B) by means of cut PDMS (silicone) casts ofreplicas. The replica sidewalls are observed to have a slightlynegative slope that likely causes mechanical interlocking ofthe SU-8 microstructures and the replica during demolding.This hypothesis is supported by the observation of failuresappearing almost exclusively along feature boundaries (datanot shown). We attempted to avoid negatively sloped sidewallsby applying a second layer of SU-8 to the structured SU-8, asdescribed in section 2. Thinned SU-8 was spin-coated on topof the SU-8 microstructures at only 500 rpm for 5 s and thesolvent was left to evaporate at room temperature for 5 min.This procedure allows the thinned SU-8 time to reflow, thussmoothening out the ‘comet tails’ typically resulting from spincoating on a topographically structured surface. The shim wasthen heated to 50 ◦C for 1 min, flood exposed in the maskaligner, hard-baked without prior development and finallycoated by a fluorocarbon layer. The added SU-8 layer has athickness of 2–3 μm far from the test pattern, with increasingthickness in the vicinity of the SU-8 microstructures. The
(A)
(B )
(C )
Figure 5. Cross-sectional profiles of injection-molded channelstructures in TOPAS 8007 are visualized by casting and curingPDMS against the replica surface, followed by cutting andobservation of the PDMS edge on (top part of each micrograph).The replicas resulted from injection molding against (A) SU-8 onpre-coated SiOx , (B) SU-8 on pre-coated SiOx with a post-coatingof CFx and (C) SU-8 on pre-coated SiOx with post-coatings of ahomogeneous SU-8 layer and CFx .
resulting surface topography had gently sloping sidewalls incontrast to the nearly vertical side walls of the underlying SU-8microstructures (see figure 5(C)).
The resulting shim was used as a master for injectionmolding of >300 replicas in TOPAS 8007 without anydetectable failures in the mold pattern. This observationsupports our hypothesis that the major cause of mold failureis high shear stresses at the (nearly) vertical sidewalls of theSU-8 microstructures during demolding. The same shim wasalso used for injection molding 25 replicas in TOPAS 5013(Tg = 134 ◦C compared to Tg = 80 ◦C of TOPAS 8007).Injection molding of TOPAS 5013 used mold temperaturecycling between 120 ◦C (during injection) and 50 ◦C (atdemolding) within minutes. Repeated temperature cyclingwas done without any failures on the epoxy, again suggestingthat the cause of SU-8 failure is not the injection moldingprocess per se but specifically high shear stresses for nearlyvertical sidewall geometries. The obvious disadvantage ofapplying a second, smoothening, SU-8 layer is the lossof detail in sidewall definition. Hence this option is notsuited for applications where exact lateral definition of thechannels and sidewalls is critical. If the application requiresmicrostructures with vertical or near-vertical sidewalls, SU-8 microstructures on SiOx pre-coated nickel and with apost-coating of fluorocarbon will be the preferred layoutfor fast prototyping. Depending on the design details, thelatter option will typically allow for the fabrication of 10–100 polymer chips with microchannels produced within oneworkday.
3.4. Cell culture chip with electrical readout of cell areas
We used the optimized two-layer SU-8 method for theinjection molding of bondable chip components for an all-
6

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
(A)
(B )
Figure 6. Microfluidic chip for cell culture and cell analysis.(A) Drawing of the chip components. The upper microfluidics chippart contains the cell culture chamber and fluidic conduits tointegrated Luer-lock connectors. The lower electrodes chip partholds interdigitated microelectrode arrays in conducting polymer forimpedance spectroscopy. (B) Photo of the bonded device duringculture of cells in culture medium on the left-hand side of themicrofluidics system. Electrical contact to each pair ofmicroelectrode arrays is achieved through a set of Luer-lock wells.
polymer cell culture chip. The chip incorporated interdigitatedmicroelectrode arrays in conducting polymer thin film formonitoring cell spreading and cell proliferation. Themicrofluidic system was designed with a cell culture chamberconnected to an inlet and an outlet liquid port. Anadditional liquid port connected by a microfluidic channelto the inlet facilitated metabolite exchange in the culturechamber by metabolite diffusion, without liquid flow in thechamber that may affect sensitive cells. The microfluidicsystem was produced in doublet to allow for parallel cultureof cells exposed to specific substances and cells culturedunder equal conditions without the given substance, asreference. SU-8 microstructures corresponding to the targetedmicrofluidic system were created on a mold insert. Theinsert was used in a mold for injection molding of chips withintegrated Luer-lock connectors interfacing to the microfluidicchannels, as illustrated in figure 6(A) (microfluidics chip part).Interdigitated electrode arrays were produced on a flat injection
(A)
(B )
Figure 7. (A) Impedance spectroscopy of 3T3 cells during the first30 h of culture showing the real part of the impedance at a frequencyof 0.1 Hz (amplitude 20 mV and zero dc voltage). (B) Phase-contrast microscopy of the cells on interdigitated electrodescaptured after 0 h (left) and 30 h (right) of culture, respectively.Impedance spectroscopy and phase-contrast microscopy wereacquired in parallel on the same chip.
molded piece of matching design (figure 6(A), electrodes chippart), followed by thermal adhesive bonding of the two halves.
The bonded chip device was employed for the analysisof 3T3 fibroblasts during culture. Figure 6(B) shows aphotograph of the bonded device after cell loading. Asuspension of 3T3 cells in culture medium was loaded intothe microfluidics system through the Luer-lock ports, followedby the addition of a thin layer of oil to each port to preventevaporation of the medium. This simplified setup was usedhere for initial testing of cell culture in the chamber, whilelater real-world applications of the chip will obviously takeadvantage of the ease of integration with Luer-lock-basedcontinuous flow systems. Impedance spectroscopy usedanother set of Luer-lock ports for electrical contact to theconducting polymer microelectrode arrays, as indicated infigure 6(B). Impedance spectra recorded during the first 30 hof culture show a continuous increase in the real partof the impedance at very low frequency (0.1 Hz), seefigure 7(A). Simultaneous time-lapse microscopy shows thatthe cell spreading is the main activity during the first 6–7 h ofculture, corresponding to the steepest increase in impedance.After spreading, an increasing number of cells start dividingthus leading to a further rise in the surface area covered by cells.This is in good agreement with the slower but still monotonicincrease in impedance at later culture times. Eventually, the
7

J. Micromech. Microeng. 20 (2010) 015020 T S Hansen et al
rate of cell division is expected to decrease and come to a haltwhen a confluent layer of cells has formed. This conditionwill not be reached within the culture times used in theseexperiments. Viability of the 3T3 fibroblasts in the closedculture chamber on conducting polymer microelectrodesmight be compromised. However, their viability appearedhighly similar to that observed in standard open culture flasks,as judged by their morphology (figure 7) and their rates ofspreading, motility and proliferation up to 50 h of culture (datanot shown). The cells did not exhibit noticeable preference orthe opposite for the conducting polymer electrodes comparedto the surrounding TOPAS 5013 that had been exposed tooxygen plasma.
4. Conclusion
We have demonstrated that the photocurable epoxy SU-8 canbe used for fabricating mold inserts for injection molding ofmicrostructures in cyclic olefin copolymer, a thermoplasticpolymer increasingly used for microfluidic systems. Withthis method inserts can be produced within a few hours,making it as fast as or faster than machined inserts forsimple channel structures. Importantly, the parallel processof photolithography is much faster for fabricating complexsurface motifs, like arrays of microstructures, than the serialprocess of mechanical milling. Mirror finish surface qualityis also routinely obtained on replicas from SU-8 molds,and sub-micrometer height structures can be produced withnanometer scale reproducibility in height. The latter propertiesare not easily achieved using standard milling machines formold making. The best results for conventional microfluidicstructures with vertical sidewalls were obtained for SU-8microstructures on SiOx-coated nickel shims, after the additionof a low-adhesion layer of plasmapolymerized fluorocarbon.Superior mold durability at the cost of less well-definedstructures was observed if the initial SU-8 pattern was coatedwith a thin second layer of SU-8 that removed steep sidewalls.The use of the latter procedure resulted in molds that werelargely refractory to hundreds of injection molding cycles. Theresulting polymer replicas were found to be perfectly suitablefor direct use in cell culture systems. Repeated thermal cyclingof the mold insert did not cause accelerated degradation ofthe SU-8 microstructures. Based on the similarities of hotembossing and injection molding, and the ability of the moldstructures to withstand thermal cycling, it is likely that thedescribed mold fabrication procedure may also find use forhot embossing applications.
Acknowledgment
The Danish Council for Technology and Innovation isacknowledged for financial support through the InnovationConsortium CEMIK, grant 07-015463.
References
[1] Fiorini G S and Chiu D T 2005 Disposable microfluidicdevices: fabrication, function, and applicationBioTechniques 38 429–46
[2] Klank H, Kutter J P and Geschke O 2002 CO2-lasermicromachining and back-end processing for rapidproduction of PMMA-based microfluidic systems Lab. Chip2 242–6
[3] Malek C K 2006 Laser processing for bio-microfluidicsapplications (part I) Anal. Bioanal. Chem. 385 1351–61
[4] Xia Y and Whitesides G M 1998 Soft lithography Angew.Chem. Int. Ed. Engl. 37 550–75
[5] Quake S R and Scherer A 2000 From micro- tonanofabrication with soft materials Science 290 1536–40
[6] Becker H and Gartner C 2000 Polymer microfabricationmethods for microfluidic analytical applicationsElectrophoresis 21 12–26
[7] Becker H and Heim U 2000 Hot embossing as a method forthe fabrication of polymer high aspect ratio structuresSensors Actuators A 83 130–5
[8] Heckele M and Schomburg W K 2004 Review on micromolding of thermoplastic polymers J. Micromech.Microeng. 14 R1
[9] Edwards T L, Mohanty S K, Edwards R K, Thomas C Land Frazier A B 2002 Rapid micromold tooling for injectionmolding microfluidic components Sens. Mater. 14 167–78
[10] Steigert J et al 2007 Rapid prototyping of microfluidic chips inCOC J. Micromech. Microeng. 17 333
[11] Gadegaard N, Mosler S and Larsen N B 2003 Biomimeticpolymer nanostructures by injection molding Macromol.Mater. Eng. 288 76–83
[12] Yu L, Koh C G, Lee L J, Koelling K W and Madou M J 2002Experimental investigation and numerical simulation ofinjection molding with micro-features Polym. Eng. Sci.42 871–88
[13] Anhoj T A, Jorgensen A M, Zauner D A and Hubner J 2006The effect of soft bake temperature on the polymerization ofSU-8 photoresist J. Micromech. Microeng. 16 1819
[14] Baney R H, Itoh M, Sakakibara A and Suzuki T 1995Silsesquioxanes Chem. Rev. 95 1409–30
[15] Winther-Jensen B, Breiby D W and West K 2005 Baseinhibited oxidative polymerization of3,4-ethylenedioxythiophene with iron(III)tosylate Synth.Met. 152 1–4
[16] Hansen T S, West K, Hassager O and Larsen N B 2007 Directfast patterning of conductive polymers using agarosestamping Adv. Mater. 19 3261–4
[17] Hansen T S, West K, Hassager O and Larsen N B 2007 Anall-polymer micropump based on the conductive polymerpoly(3,4-ethylenedioxythiophene) and a polyurethanechannel system J. Micromech. Microeng. 17 860–6
[18] Hansen T S, Daugaard A E, Hvilsted S and Larsen N B 2009Spatially selective functionalization of conducting polymersby ‘Electroclick’ chemistry Adv. Mater. 21 4483–6
[19] Nordstrom M, Johansson A, Nogueron E S, Clausen B,Calleja M and Boisen A 2005 Investigation of the bondstrength between the photo-sensitive polymer SU-8 andgold Microelectron. Eng. 78–79 152–7
[20] Pranov H, Rasmussen H K, Larsen N B and Gadegaard N2006 On the injection molding of nanostructured polymersurfaces Polym. Eng. Sci. 46 160–71
[21] Biswas S K and Vijayan K 1992 Friction and wear ofPTFE—a review Wear 158 193–211
8