Embed Size (px)
Citation preview

Fall 2016 Internship
Work Report
Hawker Pacific Aerospace (Lufthansa Technik)
Prepared for
The University of Texas at Dallas
By
Manish K Dharmadhikari
M.S. Systems Engineering and Management

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
1 | P a g e
Contents
Table of Figures ............................................................................................................................................ 1
List of abbreviations ..................................................................................................................................... 2
Introduction ................................................................................................................................................... 3
1. Activity Description .............................................................................................................................. 4
1.1 Bushings Best Practice .................................................................................................................. 5
1.2 6S Workshop in Final Assembly Department ............................................................................. 13
1.3 Kanban Project ............................................................................................................................ 15
1.4 Marshalling Project ..................................................................................................................... 16
2.0 Analysis Section .................................................................................................................................... 17
2.1 Bushings Best Practice ...................................................................................................................... 17
2.2 6S Workshop final assembly............................................................................................................. 18
2.3 Kanban Project .................................................................................................................................. 18
2.4 Marshalling Project ........................................................................................................................... 18
Appendix 1: Process Flow: .......................................................................................................................... 19
Appendix 2: Hypothesis testing .................................................................................................................. 20
Appendix 3: Template for Value Stream Mapping – Data Collection ......................................................... 21
Table of Figures
Figure 1: Hawker Pacific Aerospace ............................................................................................................ 3
Figure 2: Value Stream Map - Bright CAD .................................................................................................. 7
Figure 3: Value Stream map - Cadmium Plating .......................................................................................... 8
Figure 4: Legend for Value Stream Map ...................................................................................................... 9
Figure 5: Kaizen Flashes ............................................................................................................................. 10

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
2 | P a g e
List of abbreviations
MRO – Maintenance, Repair and Overhaul
FAA – Federal Aviation Administration
EASA – European Aviation Safety Agency
AOG – Aircraft on Ground
TAT – Turnaround time
LEG – Landing Gear
SPC – Small Parts Cell
OEM –Original Equipment Manufacturer
CNC – Computer Numerical Controlled
CAD – Cadmium Plating
MRP/ERP – Material Requirement Planning/ Enterprise Requirement Planning
CT – Cycle Time
CO – Changeover Time
RTR – Router
KPI – Key Performance Indicator
%C&A – Percent Complete and Accurate
6S – Sort, Set in order, Shine, Standardize, Sustain, and Safety (lean management concept)
CMM – Component Maintenance Manual
P/N – Part Number
October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
3 | P a g e
Introduction
For more than half a century, Hawker Pacific Aerospace has been a leading independent
international maintenance, repair and overhaul (MRO) provider. Hawker Pacific Aerospace is
specialized in the maintenance of landing gears and associated hydraulic components. Since
2002, Hawker Pacific Aerospace has been a 100% owned subsidiary of the Lufthansa Technik
AG.
At its headquarters located near the Burbank Airport in California, Hawker Pacific Aerospace
employs a workforce of approximately 350 employees. Hawker Pacific Aerospace offers at its
207,000 square foot facility FAA- and EASA-certified services for all major commercial and
regional aircraft types. The company has its own Aircraft on Ground (AOG) team available to
support customers 24/7. Over 21,000 spare part numbers are available at any time, either
individually or in complete sets.
Figure 1: Hawker Pacific Aerospace

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
4 | P a g e
1. Activity Description
During “fall 2016” internship I worked on some exciting and challenging projects and tasks such as –
I. Bushings Best Practice: The project was set up by senior management with the intention to
standardize the process of bushings fabrication and fix the flaws in the process to achieve goals of
2 days reduction in turnaround time (TAT) and 15% reduction in man hours required per landing
gear (LEG). I was only dedicated resource assigned to this project and I worked on variety of
small projects within this big project.
II. 6S Workshop: I assisted in implementation and training of employees in final assembly
department for 6S (Sort, Set in order, Shine, Standardize, Sustain, Safety) workshop which was
spread over 4 days.
III. Kanban Set-up: The project was initiated with the need to re-organize the Kanban systems in
Small Parts Cells (SPC) and bushings installation departments. The need was realized from
engineering perspective as some small parts and bushings were no longer needed. I re-organized
and printed Kanban cards improving easiness and efficiency to operate with new Kanban cards.
IV. Marshalling of landing gears: Due to insufficient workers/employees in marshalling department, I
was assigned to perform their duties and help them to manage the marshalling process.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
5 | P a g e
1.1 Bushings Best Practice
The bushing best practice is the project specifically intended for the interns to work on. I started by
collecting data for Airbus A-320 fleet type aircrafts. The data was recorded by interpretation of
geometric dimensioning and tolerances from work order sketches about bushings part numbers (P/N),
bushings internal diameters, outer diameters, flange thickness, etc.
The intention of the project was to standardize the bushings dimensions and pre-fabricate the
bushings to save 2 days of turnaround time and reduce man hours per landing gear by 15%. I
performed data analysis in excel using advanced features such as v-lookups and pivot tables to come
up with standardized dimensions for bushings as required by the project.
After calculating the standardized bushings dimensions, I searched for vendors that were approved by
the company and contacted them to get the quotes for the decided bushings to perform ‘make VS buy’
analysis to compare prices and check if the company is producing the bushings at the best price
available in the market.
The project took a different turn when the project owners and managers realized that we have shared
the sketches with the vendors for requesting quotes and that might have led to possible violation of
the contacts that we had with the OEMs (Original Equipment Manufacturers). The project was about
to be on hold and we took steps back to test the assumptions made during the setting up of project
definition sheet.
I performed hypothesis testing (appendix 2) to verify and record all the assumptions made in regards
to the current process for bushings fabrication and overall routes the bushings follow in the company.
After discussion with the team, we decided to perform value stream analysis (figure 2 and 3) to record
the exact current state of the bushings fabrication process starting from engineering planning where
routers are created for the bushings till quality control process where routers are closed.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
6 | P a g e
I discussed with the team to decide which parameters should be recorded for all of the processes
involving bushings. I created a template (appendix 3) to record the process and we started with the
value stream map by performing a walk – go and see – gemba.
After understanding the process as a whole (appendix 1), I started to visit each process step and
record the parameters given below:
Process Name (under consideration), previous process, next process
What information the department (under consideration) receive and through which
information media ex. Paper, electronic, phone, in person?
What information they pass-on and through which information media?
Inventory before and after the process
Number of operators in 1st and 2
nd shift
Working time ( 8 hour)
Cycle time – Time required for the operation/process
Changeover time – To change from one product to other
Batch Size
Number of product variations
Pack Size
Scrap rate
Machine uptime =𝑇𝑖𝑚𝑒 𝑓𝑜𝑟 𝑤ℎ𝑖𝑐ℎ 𝑚𝑎𝑐ℎ𝑖𝑛𝑒 𝑖𝑠 𝑟𝑢𝑛𝑛𝑖𝑛𝑔 (𝑎𝑐𝑡𝑢𝑎𝑙)
𝑇𝑖𝑚𝑒 𝑓𝑜𝑟 𝑤ℎ𝑖𝑐ℎ 𝑚𝑎𝑐ℎ𝑖𝑛𝑒 𝑖𝑠 𝑒𝑥𝑝𝑒𝑐𝑡𝑒𝑑 𝑡𝑜 𝑟𝑢𝑛
Process description
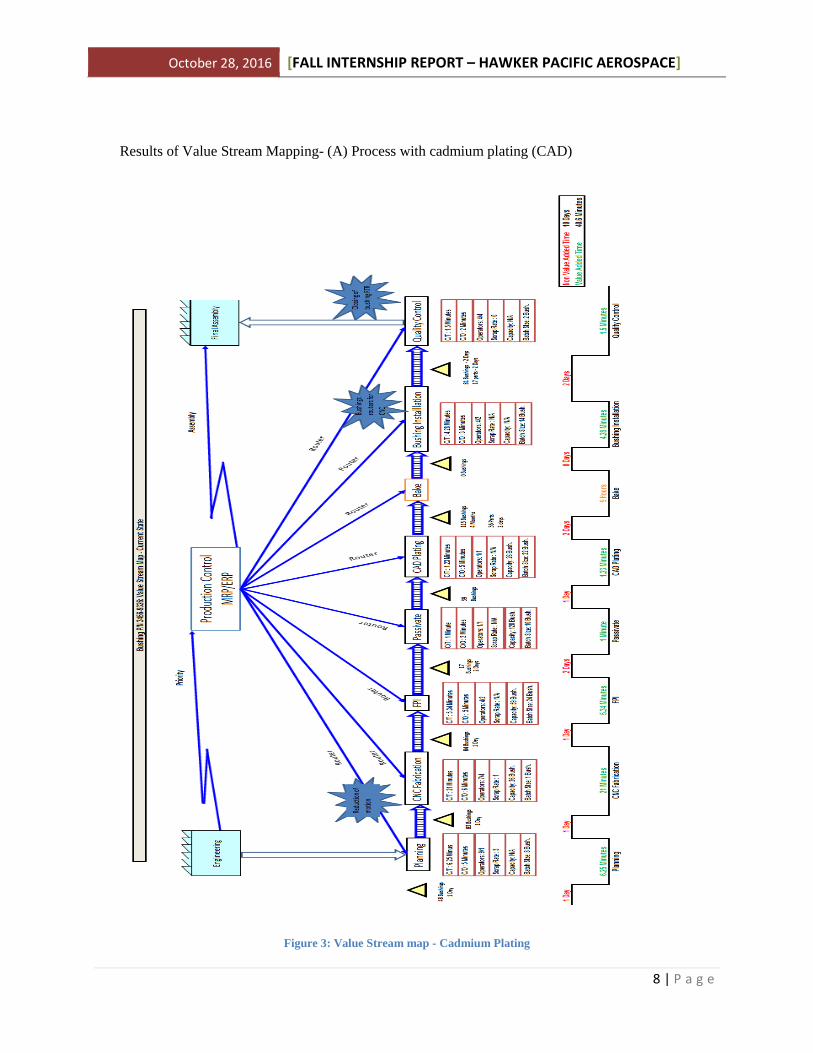
Kaizen-flashes
I also recorded kaizen (improvement for the good) flashes (figure 5) where I observed the need for
improvement. After understanding the process, I presented the outcomes with team and senior
management and we concluded that the current process we have is capable enough to satisfy the

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
7 | P a g e
customers and other than the ‘blank bushings’ created in the CNC fabrication department, the creation
of standardized bushings will not help the company to achieve the goals initially set up for the
project.
Results of Value Stream Mapping- (A) Process with bright cadmium plating (bright CAD)
Figure 2: Value Stream Map - Bright CAD
October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
8 | P a g e
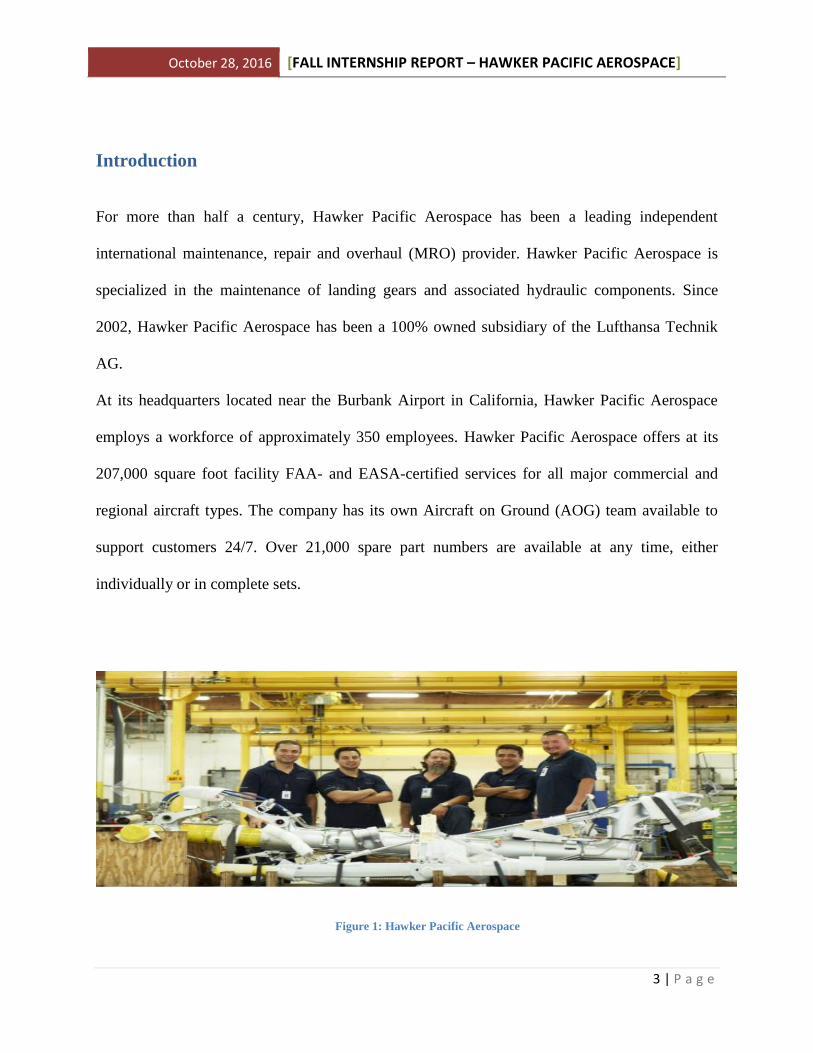
Results of Value Stream Mapping- (A) Process with cadmium plating (CAD)
Figure 3: Value Stream map - Cadmium Plating

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
9 | P a g e
Legend for value stream map
Figure 4: Legend for Value Stream Map
October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
10 | P a g e
Figure 5: Kaizen Flashes
October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
11 | P a g e
The creation of blank bushings were further recorded and it was realized that the process of creation
of blank bushings is not standardized resulting in incorrect charges to customer. The company uses
SAP software for MPR/ERP and when I used SAP to check for the blank bushings data in SAP the
results were surprising. The employees are supposed to clock on to each operation and the total
worked time for all of operations is used to charge the customers. For blank bushings, the employees
were recording time for 1 bushing but were actually fabricating 10-20 bushings and the customers
were charged incorrectly.
The issue for incorrect timings for “issue material” process was the CNC department did not have
enough computers that employees can use to perform the process of “issue material” in SAP. I
suggested a simple fix to the issue by suggesting having copies of routers (RTR) that they use to
clock on to each operation. This way, one employee can clock on to the step of issue material and also
record the time required for the process. The steps are in progress to understand the process of
creating blank bushings and the process will be standardized for more transparency and accurate
costs.
Recommendations made for improvement –
I. The CNC Fabrication should make copies of RTRs so to record the process worked times and
customers can be accurately charged. This resulted in profit of $20/day.
II. To reduce the motion of employees in CNC Fabrication department, I suggested having
shelves next to each operation where incoming parts can be kept to reduce unnecessary
motion of employees. This resulted in cost savings of $30/day.
III. The closing of RTRs was done in quality control leading to 2 days of turnaround time per
part. As the operations performed in Quality Control can also be performed by bushings

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
12 | P a g e
installation (process previous to Quality control), I suggested to close the RTRs in bushings
installation saving 2 days of turnaround time/ part.
IV. Suggestion of %Complete & Accurate (%C&A) Key Performance Indicator (KPI)
While I was working on this project, some main parts (10/30) were waiting for the bushings
in bushings installation area, after investigation, I found out the issue that bushings RTRs
were attached to main part RTRs and ideally they should not be attached. Ideally, the
planning department should send the bushings RTRs to CNC fabrication for bushings to be
fabricated and main parts to machining department. By investigating on the issue of parts
waiting for bushings, I suggested having a KPI of %C&A can help track such issues resulting
in fixing on these issue. This saved 2-3 days of turnaround time for each part.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
13 | P a g e
1.2 6S Workshop in Final Assembly Department
After senior management decided to implement the 6S (Sort, Set in order, Shine, Standardize, Sustain,
and Safety) workshop in final assembly area, lean management department had the responsibility to
implement the workshop.
I assisted my colleague/ lean specialist in implementing the workshop. The ‘final assembly’ department
like all other departments had 2 shifts model i.e. 2 shifts of 8 hours per day. We decided to train
employees from each shift for 1 hour about each “S” every day for 4 days and after explaining them about
the “S” we implemented that “S” during the shift. This happened as mentioned below:
I. Day 1 – Sort
Sort involves looking at workspace and categorizing the tools that are used always, most often,
rare and not used at all. We provided them with tags that had parameters as given below:
i. Usage – What the tool is used for
ii. Date Attached – The date on which the tag is attached
iii. Used By – The name of employee who last used the tool
iv. Used on – date on which the tool was last used
These parameters helped us to understand which tools the employees use frequently and which are rarely
used. We also asked the employees to keep the tags on tools and update the tags if they use the tool again.
II. Day 2 – Set in Order/ Straighten
Set in order or straighten focuses on organizing the tools/workspace so that every tool and
equipment has its own spot. We trained the employees and told them what is expected from them.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
14 | P a g e
We walked through the department to organize the tools and made sure every tool and equipment
had a designated spot.
III. Day 3 – Shine/Sweep
Shine/Sweep involves cleaning the tools and work area so that visual inspection can be done to
verify all tools and equipment are in good condition to be used. We trained employees on what is
expected from them and helped them to shine their tools, equipment and department.
We also came across some tools and equipment that were out of calibration, damaged and
contacted respective department to fix the tools and equipment.
IV. Day 4 – Standardize
Standardize involves creating standards that everyone should follow to organize the department
and following standardization also helps to sustain the improvement achieved through 6S.
We labelled the designated spots for tools and equipment, checked for floor markings ex. Work
area is marked in blue, tool boxes/movable supplies marked in black color, hazardous trash/bins
marked with red, etc.
V. Day 5 – Sustain
Sustain involves preparing documents that employees will follow to sustain the improvements
and we collected and recorded the inputs from employees in “6S checklist” that was printed and
put on their visual management board for them as a reference.
The department looked very organized and clean after 6S workshop and significant improvements
were observed after 6S workshop.
The 6th “S” in 6S is ‘Safety’ and all of the employees were told about the personal protective
equipment’s that they should use while working.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
15 | P a g e
1.3 Kanban Project
The Kanban project was initiated to improve the use of standard bushings in small parts cell (SPC) and
bushings’ installation department. The SPRs i.e. standard replacement parts such as bushings have
Kanban set up in SPC and bushings installation department but the issue was with the use of the Kanban
system and the updates that were required to make the Kanban system more efficient for employees.
The information contained on a Kanban card is as below:
I. Part Number – The part number on which the bushing will be installed
II. Aircraft model/ fleet type – The fleet type for which the Kanban card will be used
III. Reorder quantity – The quantity of bushings to be put in Kanban system
IV. Reorder point – The point at which the Kanban system will be filled again
V. Alternative part number – The alternative bushings part number that can be used if the decided
part number is not available.
I created the Kanban cards with all the details mentioned about for E-190, E-145, A-320. A-300, B-757
fleet types for SPC and bushings installation area. The previous Kanban cards that were being used does
not have any alternate part numbers for bushings and introducing the field of ‘alternative part number’
helped the employees to improve the process as alternative parts were available.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
16 | P a g e
1.4 Marshalling Project
The marshalling is a process that stores all the parts and components required for final assembly of
landing gear and the missing parts can be listed to provide inputs to respective departments to have the
parts ready for final assembly.
Parts are received from Quality control and the parts are ready to be installed on landing gears, the
process helps in final assembly of the landing gear and improves the flow of parts in the facility. The
marshaling department has shelves and carts that are shadow boarded – every part from a set of landing
gear has a spot cut in the foam on shelves so that it’s easy for an employee to understand the missing
parts.
I helped the marshalling department to organize the parts for landing gears. The process in marshalling
department is to collect and store parts for each landing gear in designated shelf and collect the routers for
all parts within a landing gear and store it together. I organized the parts for each set of landing gears on
shelves and recorded parts that are missing and coordinated with respective department to get the required
parts to smoothen the process of final assembly to meet the requirement of customers.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
17 | P a g e
2.0 Analysis Section
This section describes how the experiences I had during the projects mentioned in activity description
helped me to learn and evolve as a professional person and how the experiences will help me to excel in
my career.
2.1 Bushings Best Practice
This was the main project I was assigned to and I saw how a project evolves and how it is controlled by
managed with help of reviews and feedbacks with the team. I learned data analysis in excel, make Vs buy
analysis, hypothesis testing, value stream mapping with this project.
During the project, I was required to think critically and use problem solving techniques to come up with
ideas to support implementation of the project. I testified the project goals and found out that the goals
set-up for the project needed to be changes and I created a business case for the project and decided new
goals that the project should have.
My learning experiences will help me to perform and excel in similar project I will work on in future. The
challenges I faced during the projects were to come up with ideas to resolve the issues in the current
system and with suggestions mentioned in section 1.1, I challenged the current system and improved the
company to the best I can.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
18 | P a g e
2.2 6S Workshop final assembly
This project involved a lot of planning and also training employees on 6S method in lean philosophy. I
had to communicate effectively so that employees can understand my thoughts and can improve their
department.
I learned and improved the skills such as team work, attention to detail and training. I faced challenges
regarding personal protective equipment’s and capturing attention of employees but with support from
management and continuous feedbacks, I improved myself which will help me to excel in future projects
that I will do.
2.3 Kanban Project
The Kanban project helped me to learn about “Kanban Concept”, being a professional in lean
management and six sigma philosophies, it will help me to excel in future jobs I will work. It also
involved communicating with teams from bushings installation department and small parts cell which
improved my communication skills and I got acquainted with cultures from different employees.
2.4 Marshalling Project
The project involved attention to detail and understanding of the parts for a set of landing gear. I faced
challenges in regards to understanding of different parts for a set of landing gear but I used CMM
(Component Maintenance Manual) and help from management to understand the parts.
This project helped to improve attention to detail and I will greatly benefit in future with the skills I
developed during this project.

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
19 | P a g e
Appendix 1: Process Flow:

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
20 | P a g e
Appendix 2: Hypothesis testing

October 28, 2016 [FALL INTERNSHIP REPORT – HAWKER PACIFIC AEROSPACE]
21 | P a g e
Appendix 3: Template for Value Stream Mapping – Data Collection