-
National Workshop on Boiler Corrosion, 11-121h April, 1995, NhML
Jamshedpur, INDIA
FIRESIDE CORROSION AND EROSIONPROBLEMS IN COAL BASED POWER
PLANT
A.S. KHANNACorrosion Science & Engineering
Indian Institute of Technology, Bombay - 400 076
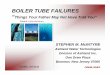
Abstract
High temperature corrosion problems in coalloil basedpower
plants are discussed. The main corrosion problems inpower plants
are the waterlsteam side corrosion of the innerwall tubes of the
boiler and the oxidation/sulphidation and hotcorrosion of outer
walls of hoiler tubes. The former is wellunderstood and can he
controlled by controlling the chemistryof the feed water, the
fireside corrosion is, however, leastunderstood and is a function
of several variables, both operat-ing and material. These are
discussed in detail with some of thedata from the failure of plants
as a result of fireside corrosionand erosion.
Introduction
High-temperature corrosion playsan important role in the
selection ofmaterials for construction of industrialequipments. The
principal modes ofhigh-temperature corrosion, frequentlyresponsible
for component failure are:oxidation. sulphidation,
nitridation,carburization, hot corrosion and flyasherosion.
Oxidation most often partici-pates in the high-temperature
corrosionprocess, regardless of the predominantmode of corrosion.
In fact, alloys oftenrely upon oxidation reaction to developa
protective oxide scale to resist varioushigh-temperature corrosion.
Environ-ment plays an important role in all typesof corrosion
attacks. The environmentsin coal/oil based power plants
containseveral corrosive species which mayresult in "oxidizing"
(very high oxygenactivity) or "reducing" (very low oxygen
C-I
activity due to combustion under stoichio-metric or
sub-stoichiometric conditions)atmosphere. The reducing atmosphere
isgenerally more corrosive for corrosionmodes, such as
sulphidation, and ash/saltdeposit corrosion. Moreover, the
fuelcontaminants can form ash/sal deposits onmetal surfaces during
high-temperatureexposure which play significant role in
thecorrosion process. For example, sulphurfrom the fuel and NaCl
from the ingestedair may react during combustion to formsalt vapou
r, suc h a s Na2SO4 which at lowertemperatures, deposits on the
metalsurfaces, resulting in accelerated corro-sion, caused by the
chemical reaction be-tween the protective oxide scale and thesalt
deposit, leading to the breakdown ofthe scale. Such a corrosion
processoccurring in the presence of salt deposits istermed as "Hot
Corrosion". Thepresence of large particles of quartz, FeS2or Al203
in the flyash causes yet another
^h^ nI Ili IV 1111 ,I i 91 I^ 6 fll ^i i i : i I Qil
-
A.S. KHANNA
problem known as "Flyash Erosion".Fireside oxidation/hot
corrosionand flyasherosion are the major problems
incoalfiredboilers. Boiler statistics1'1 for coal-basedpower plants
indicate that flyash erosionaccounts for about 28% of waterwall
tub-ing failures and about 22% of superheaterand reheater failures;
fireside corrosioncauses0.5 and 1% of failures, respectively,in
these areas. Problems with boiler pres-sure parts account for an
equivalent avail-ability loss of around 7.5% (waterwall
andeconomizer tubes: 4% and superheater/reheatertubes: 2.2%).
However, thedeter-mination of the availability loss, due to
thecauses mentioned above, is currently diffi-cult because boiler
tube damage and fail-ure occur essentially in all regions of
theboiler. Waterwall s suffer fai l ures from bothfireside
corrosion and flyash erosion, asdosuperheaters and reheaters, where
aseconomizers usually suffer only erosionfailures because of their
position in theboiler. The objectives of this paper are toassess
the importance, as related toavailability, of boiler tube failues
due tocorrosion and to discuss the causes andmechanisms thereof.
Attempts have alsobeen made to examine the limitations ofthe
current preventive and controltechnologies, and to provide
direction fortheir improvement, more efficientimplementation , or
development of newtechnologies.
Corrosion Problems in Coal/Oil BasedPower Plants
A fossil-fired steam power plant isillustrated in Fig. 1. Three
fl uid flow loopscirculate through the system:
fuel-air,water-steam, and condenser cooling. Inthe fuel-air loop,
the fossil fuel is burnt inair and transfers its heat to a series
of heat
exchangers. In the water-steam loop, cleanfeedwater is converted
into superheatedsteam in a boiler, which expands through aseries of
turbines, converting its heat intomechanical energy. In the
condenser-cooling loop, cold water is passed throughthe condenser
and can be recirculated oris exhausted back to the source of
thecooling water. Each fluid loop possessesits unique corrosion
problems.
The fossil fuel is burnt in a very largechamber constructed of
water walls(consisting of vertical or spiral tubes weldedtogether
in a web), where the feedwater isheated. In subcritical boilers,
the saturatedsteam is superheated in tubular heatexchangers. In
supercritcal boilers, theliquid becomes superheated vapour with-out
undergoing a phase change. The boilerfluid may become acidic or
caustic,depending on the presence of corrosiondeposits and flow
interruptions. Underacidic conditions, the steel boiler tubesmay be
hydrogen embrittled; undercaustic conditions, the tubes may
becaustic gouged.
The corrosion in a steam boiler maybe represented by the
equation:
3Fe(s) + 4H20(1 or g) = Fe3 04 + 4H2(g).
From the corrosion point of view , a boileris nothing but a thin
film of magnetic ironoxide supported by steel . This oxide
filmiscontinuously damaged and repairedduring boileroperation ,
with simultaneousproduction of hydrogen . The superheaterand
reheater tubes suffer from steamoxidation of the inner surfaces and
hotcorrosion of the outer surfaces . The fire-side corrosion is a
typical problem. Incoal-fired boilers , it exhibits a maximumrate
at 700 to 750C, where the corrodent is
C-2
-
AS. KHANNA
a liquid, and decreases to a minimum athigher temperatures. Fig.
2 shows the mainparts of a boiler susceptible to hotcorrosion
problems. There are essentiallythree distinct high-temperature
corrosionproblems in coal- fired boilers :
Water-solubleNa+K(Wt.%)
Corrosiveness
0.50.5-1.01.0
LowMediumHigh
a. Fireside Corrosion of Superheater/Reheater and
Waterwalls,
b. Flyash Erosion of Waterwalls andSuperheater/Reheaters,
c. Steamside Oxidation in the Super-heater/Reheaters.
Causes and Mechanisms of High-Temperature Corrosion
When coal particles are introduced intothe flame, the moisture
and the volatilespecies are driven off, the fixed carbon inthe
individual particles begins to burn.The contained mineral matter
may bemelted or vaporized, and is largelyoxidized. The
sulphur-containingcompounds in the coal (such as FeS) areconverted
to oxides such as Fe2O3, K2O,Na2O, SO2 and SO3. The
relativeproportions of SO2 and SO3 in the flamedepend on the
available oxygen and thetemperature. SO2 is
thermodynamicallyfavoured at higher temperatures (>70('C);the
formation of SO3 can be catalyzed bycertain metal oxides, so that
the proportionof SO3 in flue gas may increase down-stream of the
burners. Thus the gaseousspecies released, as the coal passes
throughthe flame, contain potential corrodents suchas sulphur,
vapour ofalkalimetal salts, andchlorine compounds (mostly HCI).
Thequality of coal used is very important.Raask^2J has proposed a
simple three-category ranking of the corrosiveness ofcoals based on
the sum of the percent-ages of water-soluble sodium andpotassium in
the coal:
A correlation has been found betweenthe corrosion rate of
superheater/reheatertubes and the chlorine content of
thecoal[3).Chlorine (more than 0.2 wt %) has beenfound to promote
the release of both Naand K into the flame , and acts as a
strongcatalyst for the molten trisulphate attack.There is also
evidence that HCI formed inthe flame can destroy the Fe2O3 layer on
asteel surface, thereby exposing it toadditonal oxidative
attack[41.
Fireside Corrosion Problems
The fireside corrosion of various com-ponents of a coal-tired
boilermay be attrib-uted to the following:
1. Reducing (sub-stoichiometric) condi-tions caused by
impingement of in-completely combusted coal particlesand
flames,
2. Accelerated oxidation from overheat-ing, and
3. Molten salt or slag-related attack.
The fireside corrosion is generallylocalized to regions on the
walls near theburners. The thick, hard, external scalesformed often
exhibit cracks which resemblean alligator hide as shown in the
Fig.3.Reducing atmospheric corrosion can re-sult due to direct
reaction of the waterwalltubes with a sub-stoichiometric
gaseousenvironment containing sulphur, or withpartially combusted
char containingFeS,. The reducing conditions have twomain effects
on corrosion. First, they tend
C-3
-
A.S. KHANNA
to lower the melting point of any depos-ited slag, increasing
its ability to dissolvethe normal oxide scales, and second,
thestable gaseous sulphur compounds underthese conditions include
H255-'1, which ismore corrosive than SO2 that predomi-nates under
oxidizing conditions. Fig.4shows the cross-section of a 1.25
Cr-alloywaterwall tube removed from a boilerwhere it was exposed to
"reducing"atmosphere corrosion. The scale is amixture of sulphide
and oxide, whichsuggests that the conditions in thecombustion gas
at the waterwall wereclose to those suggested by the Fe 304/FeS
boundary in the phase stabilitydiagrams shown in Fig.5.
Overheating of the superheater isrelated to the poor design of
the boiler,when slagging problems are experienced.Change in
parameters such as the feed rateof coal to attain the desired
steamtemperature can cause overheating.Overheating of the reheaters
can occurin rapid startup situations, when thecombustion gas
temperature at thereheater reaches its maximum valuebefore full
steam flow through the reheateris achieved. The overheating leads
toaccelerated oxidation of both the firesideand the steamside
surfaces of the tubes toproduce thickened, hard (alligator
hide)scales . Above 570C, a very non-protective scale of wustite
(FeO) can beformed on iron which leads to the onset ofrapid
oxidation.
Mechanism of Molten Salt or Slag-Related Attack
Molten salt or slag-related attack takesseveral forms. Local
disruption of thenormal oxide film on the wall tubes canlead to
either accelerated oxidation, or to
oxidation/sulphidation attack due tosulphur species in the slag.
Alkalisulphates deposited on the waterwallsmay react with SO2 or
SO3 to formpyrosulphates such as K2 S207 & Na2S,07,or possibly
complex alkali-irontrisulphates, the latter compounds beingformed
in thicker deposits after long timesat about 482CC81. The
K2SO4-K2S2O7 sys-tem forms a molten salt mixture at 407Cwhen the
SO3 concentration is 150 ppm.The above mechanism maybe depicted
bythe following sequence of reactions:
K2SO4 + SO4 (or SO) -> K 2S207 (407C,150 ppm SO3)
(K2SO4+K2S2O7) -Molten Salt Mixture,K2S2O7 + 3Fe -a Fe2O3
+K2SO4
By such a mechanism, the pyrosulphatecan react aggressively with
any protectiveiron oxide scales on the tubes, and lead
toaccelerated wastage through fluxing of theoxides and attack of
the substrate metal.The corresponding sodium system canbecome
liquid at 400C with about 2500ppm of SO3. Such high concentrations
ofSO3 is possible in the stagnant regionsbeneath deposits, so a
similar attack byNa2S2O7 may occur when a high-sulfurcoal produces
combustion gases contain-ing high levels of sulphur oxides.
Rei&1has pointed, however, that the levels ofSO3 present at
this location in a boilerburning a typical coal are such that
K2S2O7is unlikely to be found at temperaturesabove about 510C, and
Na2S2O7 only upto about 400C.
Deposit-related molten salt attack ofthe pendant tubes concerns
the develop-ment of conditions beneath a surfacedeposit which are
conducive to theformation of a low melting salt of the type
C-4
-
AS. KHANNA
(Na, K)3 Fe(SO_4)3. Catalytic oxidation ofSO2 in stagnant zones
beneath a layer ofdeposit can lead to nearly equilibriumlevels of
SO3, so that conditions arefavourable forthe formation
oftrisulphatesin deposits up to about 704C. Above thistemperature,
the required SO3 concentra-tions cannot be sustained, and
thetrisulphates become unstable, decompos-ing to the alkali
sulphates which are solid.There is wide acceptance that compoundsof
this type play a critical role in thecorrosion of superheater
tubes.
Deposits on the superheater tubes areusually found to be tightly
bonded to thetubes at the room temperature. They typi-cally consist
of three distinct layersH"'l:
i. A hard, brittle and porous outer layer,which is the bulk of
the deposit and hasa composition similar to the boilerflyash.
ii. A white intermediate layer. When thislayer has a chalky
consistency, corro-sion is found to be mild or non-existent.When it
is fused and semi-glossy,corrosion is found to be severe.Compounds
identified in this layerinclude complex alkali sulphates, landthe
alkali-iron trisulphates.
iii. A black, glossy inner layer, composedprimarily of oxides
and sulphides ofiron.
The typical appearance of a corrodedsuperheater tube is
illustrated In Fig.6. Tilethickened, non-protective scale
formedbeneath such deposits comprises of mi xedlayers of iron
oxides and sulphides as isevident from Fig.7.
Fireside Erosion Problems
Light erosion damage is usually main-
fested by polishing of the affected surface.The eroded area is
often quite clean andfree of deposits. Thinned and flattenedareas
result from more severe erosion.Erosion tends to be localized to
particularareas of the boiler, and to part icular parts ofa given
tube bank . Fig.8 shows the typicalappearance of flyash erosion
damage onall economizer tube.
The factors in coal which contribute tofireside erosion problems
are largeparticles of dense minerals such as quartz,or FeS2, and
those mineral constituentswhich may be converted during combus-tion
to hard/abrasive compounds such asalumina and silica based
oxides.
System variables (such as flyashparticle velocity and the angle
of impinge-ment), and operating variables (whichdefine the size,
shape, hardness andnumber density of the flyash particles), arevery
important. The rate of erosion loss isusually found to be
proportional to:
Q the impact velocity raised to a powerbetween 2 and 4, and
0 the number of individual impacts bythe flue gas.
Erosion damage is, therefore , a poten-tial problem at any point
on the fireside ofthe boiler where the ash -laden flue gascontacts
boiler tubes or internal supportstructures at velocities and with
particleloadings above some minimum values.Flyash erosion of
waterwall tubes isgenerally encountered in the areas aroundthe top
of the rear wall of the furnace,where the flue gas is turned to
flow throughthe rear pass. Erosion results largely fromturbulence
created by the change in flowdirection, and by flow around pendant
tubebundles.
C-5
-
A.S. KHANNA
t 1 t Rn.lwl i ---f T' '
r ^^^r rrs F. r .^t.a,r S^ am.o,r.^sprec^D.,a,D.
InO^. ,ray t
Fig. I : The schematic of a coal-fired power plant
.LPF.... f .r[I, .
CCL ECII("N
F II
,1. :NL I At ;PF ".(.t'4 .'
FurUJAL [ wAl . 'I,R[5
wunST ON EIDE WALLS
Fig. 2 : The schematic of a coal-fired boiler showingthe main
parts susceptible to hot corrosion
''if,41ATER:
^^'.urrIMF a'tnr,
r1FAr11
--(-- n nr.nr.E :,nu , r) Nn17SI0N
C-6
-
AS. KHANNA
Other type of erosion in the regions ofthe waterwalls occurs
from ash or slagentrained by wall blowers, or possibly bydirect
impingement of the flames.
The erosion is rarely the cause of thetube fai lures in outlet
superheater/reheatertubes. Erosion can occur in these areaswhen the
gas velocity is locally increasedabove the design level (I
5-20m/s). Block-age of the normal gas flow path by slag orash
deposits can result in channeling of theflue gas through the tube
banks, with rapidthinning of the tubes.
Flyash Properties
can cause the tube failure in 10,000-50,000hrs., which is in
good agreement withpractical experiences (usual design veloci-ties
are 15-20 m/s). Kratina^121 has pro-posed an erosion prediction
method basedon "Coal Erosiveness Factor (CEF) whichis determined as
follows:
CEF= 8.25/HHV x (% ash) x a, (% erodents),,
where 8.25 is a constant related to unit heatinput, HHV is fuel
heat value (in B ThU)and a, is the erosion index of the
erodentspresent. The erosion index is determinedas follows:
Raask1"I developed the concept of an"Erosive Index" for coals
relating the ero-sivity to the quartz content of the flyash,which
he has defined as:
Erosion by flyashINDEX(I) =
----------------------------------
Erosion by equal weight of100 m quartz particles.
The value of I was found to range from0.2 to 0.4. From
experimental results, ero-sion rate of mild steel by 100 m
quartzgrains is given as:
a.(% erodents)=a,(%quartz) + a2(%S'02)+ a3(% A12O3) + a4(%
Fe2O).
Interpretation of CEF value for tube bankvelocities in the range
of 16 to 21 m/s areas follows :CEF Predicted ErosionValue0 - 0.5 No
erosion problem0.5-1.0 Mild to persistent erosion1.0-1.5 Serious to
very serious erosion1.5-more Severe erosion
Control of Hot Corrosion/ErosionProblems in Coal-Fired
Boilers
W =9.5x10-10xW xU2.5m
where W = weight of the metal eroded,Wm = weight of impacting
particles (Kg),U= velocity of the particles (m/sec).
The corresponding expression for erosionby flyash is:
W =9.5x 10"xIx W xU2.5m
Using these calculations, one can saythat at velocities around
35 m/s, erosion
The complete el i rnination of oxidationand hot
corrosion/erosion problemsencountered in coal-fired boilers is
notpossible considering the complexity of theenvironments and the
mechanismsinvolved. However, with proper selectionof contruction
materials and design ofcomponents, modification of
operatingconditions, use of good quality coals, andapplications of
various heat-resistantcoatings, the problems can be
effectivelychecked to a great extent.
C-7
-
A.S. KHANNA
Fig. 3 : The thick, hard scale on waterwall tubesshowing the
cracks which resemble an alligator hide
Fig. 4 : Cross- section of the corroded face of a waterwall tube
subjected to a"reducing" atmosphere . X-ray maps show that the
inner scale contain iron and
chromium from the alloy, and sulphur.
C-8
-
I I I . i I i t[ I I
A.S. KHANNA
From the discussion in precedingsections, it is clear that
waterwalls, super-heater/reheater and economizer tubes ofthe boiler
suffer from the severe attacks ofsteam oxidation of the inner
surfaces, andfireside hot corrosion/flyash erosion ofthe outer
surfaces. To combat theseproblems mainly two types of strategiesare
adopted: (i) Modifications inOperation Parameters, (ii) Use
ofCorrosion/Erosion-Resistant Materialsand/or Coatings.
The waterside corrosion problems inboilers can be controlled
mainly by form-ing a good magnetite coating on the nor-mally used
steel walls of the boiler and itsmaintenance. The appied coating
shouldbe least permeable to water, because wateris the species
responsible for the continu-ous damage of the thin magnetite
filmformed on the steel during the operation.Purity of feed water
is also an importantfactor from the corrosion point of view.Hence,
the chemistry of feed water shouldbe monitored and efforts be made
to re-duce the quantity of dissolved gases andsalts in it.
Fireside Corrosion"Reducing" condi-tions near the water walls
can be counteredby adjusting the air and fuel distributionto
burners to promote better mixing of airand fuel and more uniform
combustionconditions. Air blanketing, that is, intro-ducing flow of
air along the walls throughopenings in the membrane
betweenwaterwall tubes, can also be effective.Fireside hot corosion
of superheaters andrepeaters can be checked by reducing thelevels
of the chemical species in the coal.This is done by blending of
coal types andcoal washing which improve thestoichiometric balance
of the coal and airflow to each burner. Standard coal washing
C-9
can remove approximately one-half thesulphur and alkali metal
content of thecoal. Blending a known corrosive coalwith another
also helps to produce a lesscorrosive ash.
The corrosion of superheater/reheatertubes can be controlled
also by limiting themaximum temperature of steam generatedto 538C
or, in some cases, 556C. More-over, the tube metal temperature
should bemaintained in a regime where the rate ofcorrosion from
alkali-iron sulphate-typeattack is considerably less than the
maxi-mum possible; this is illustrated in Fig. 9.However, in normal
circumstances free-dom to change the operating conditions isquite
limited; and sometimes the changesare not very effective. Thus the
abovemodifications in operational parametersdo not provide a
long-term solution tocorrosion problems.
Use of More Corrosion ResistantMaterials
Direct replacement of tubes or theapplication of acorrosion
resistant alloy asa coating on the affected tube are twoapproaches.
The former is probably themost satisfactory solution, e.g.,
replacingthe tubes with high chromium alloys, suchas stainless
steels. But it also involves costsseveral times those of the
original tubes.Moreover, such a replacement is not verysatisfactory
for waterwall corrosion, asaustenitic stainless steels are prone to
beattacked by chlorides. Existing lowchromium ferritic steels are
quite satis-factory. Thus a replacement which satis-fies the
waterwall corrosion and for whichthe existing chromium
concentrationis sufficient, an outer Cr-rich alloy isneeded to
combat fireside corrosion. The
" I4Nn l ^^+1111A1111^14^1111lAt11lNB 11AI ^II^IPI^IA^NIIi IPl
^Y
-
A.S. KHANNA
..60,
1 .,o. 1 ..,o,
e .e ^o ro _e
I
1Ie M M .. 1e '. e
i! Po 1l...y
Fig. 5 : Phase stability diagrams at 482C indicating the stable
corrosionproducts as a function of percentage stoichiometric
combustion air
Fig. 6 : Typical cross- sectional appearance of asuperheater
tube which has fireside corrosion
C-10
-
A.S. KHANNA
materials choice is probably betweenthicker-walled carbon steel
tubes and tubeswith a coextruded outer layer of a highchromium
alloy such as AISI310orlncoloy671(50Cr-50Ni). Cladding a tube with
anouter layerof acorrosion-resistant alloy byco-extrusion can
provide a more cost-ef-fectivesolution. Forexarnpie,
co-extrudedtubes of type 310 SS on mild steel can bean economically
viable replacement forbase-loaded units1' . Increased
corrosionresistance can also be achieved through theenrichment of
surface to be protected withelements suchaschromium
oralurninium.The use of surface nitriding has also beenproposed,
based on laboratory results114'.Chromized and aluminized tubes
madeusing pack cementation method are goodoptions for control of
corrosion) 15I.
use of corrosion-resistant alloys for someof the tube rows in
the superheaters andreheaters is recommended . Compositematerials,
where a corrosion resistant alloyis clad over the load-bearing
alloy by co-extrusion , have been found to be costeffective in such
applications . Inconel671(Ni-48Cr) and AISI 310 (Fe-20Ni-25Cr) can
provide superior corrosion re-sistance to the other austenitic
materialsqualified for use in this applicationst161.
Coatings of the type discussed forwaterwall tube protection have
not provedeffective in this case. There is little re-ported
experience with coatings on super-heaters and reheaters in recent
years, eventhough some of the modern coatings (suchas
FeCrAIY-types) may be effective.
Flame-or plasma-spraying is also usedto apply
corrosion-resistant alloys intowaterwall tubes. The alloys used
aretypically based on aluminium, oron chem-istries similar to those
of the corrosion-resistant alloys with high chromiumcontents or
chromium and aluminiumcontents. Plasma coating of AISI 310stainless
steel powder can be effectivelyemployed. To encounter corrosion of
thesuperheaters or reheaters, attachement ofshields to the leading
edges of the tubeaffected, can be an effective measure.Shields are
strips of metal which areattached to the tube by means of
tack-welded straps. The shields must be resis-tant to
high-temperature oxidation, and areusually made from alloys such as
AISI309(25% Cr). It is also desirable that thesuperheater and
reheater tubes that havethe highest metal temperature should
befabricated of stainless steels such as AISI304, 321, 347.
In boilers operating at 566C steam,
Very little is known regarding the useofadd 1 tives to combat
corrosion in coalfiredboilers. However , Mg-Based additives,such
as, MgO and Mg(OH)2 have beentried in some cases to prevent
corrosionby sulphuric acid condensation in thecold end of the
boiler . Also, Rahmelt17reported that addition of either Mg
orCa-sulphate reduced the corrosion of stain-less steels caused by
K2SO4 . CaO has alsobeen used in some cases.
Flyasla Erosion
Changes in operational parameters,such as washing and blending
of the coalsto lower the specific ash content of thecoal, changing
the fineness of the coal todecrease erosivity of the coal, and
theregular sootblowing to prevent pluggingof loose deposits can
reduce flyash erosionof the boiler components.
The typical coal fineness specificationis 70 percent passing
through 200 mesh.
C-1 1
-
A.S. KHANNA
Fig. 7 : Details of the deposit and scale on afireside corroded
superheater tube
Fig. 8 : Typical appearance of flyash erosion damage on an
economizer tubes
-60Ch,Cm. 11'. aII ev i c SIni
40s
^I
Il C, -h h
zo ^
34 ^vj VI:70Ci : 1001 11 ^(AI i l ^`Cr .1C
4N r^Oe.^^rt C Il)
Fig. 9 : The bell-shaped curves showing theeffect of metal
temperature on corrosion rate
C-12
-
AS. KHANNA
A change in the fineness of the coal to lessthan 0.5 percent
remaining on a 50 meshsieve has been reported to be effective
inreducing erosion ^i81. The effect is possiblydue to adecrease
both in the residence timefor complete combustion and the numberof
impingement ofchar on thewalls. Othermodifications include:
reducing the bulkgas velocity by use of lower excess air
andoperating at reduced load, and control ofthe gas flow across the
boiler section toeliminate localized turbulent region. Toreduce
local high velocities, baffles havebeen used with mixed
resultst'91. The othermeausres to combat wastage due to ero-sion
are the attachernent of shields, andpad-welding. The shields are
essentiallythe same as those used to combat firesidecorrosion of
the superheaters and reheaters.
In general, pad-welding should bediscouraged, since it is one of
the causes ofa large number of repeated failures. Itshould only be
used in an emergencysituation. However, the combined use
ofpad-welding and shielding can be a goodapproach to protect less
accessible areas ofthe tube banks in which erosion damagehas
occurred.
Use of Materials and Coatings
Materials with demonstrated erosionresistancecan be used as
sleeves or shieldsin critical areas, but few instances of
theextensive use of such metallic materialshave been reported.
Pourable refractoriesare sometimes overlaid on componentssuch as
headers which are exposed to anerosive gas flow, but the
experiencesuggests that such coatings must berenewed at every
opportunity. However,embedding of economizer elbows inrefractory
cement has proved effective insome cases.
Conclusions
The following conclusions are drawnon the basis of the above
discussion:
1. Fireside corrosion and flyash erosionare the major problems
for the powerplants using coal which has high sul-phur (> 2.5
wt.%), alkalies(>0.5 wt.%)and chlorine (>0.2% wt.%), or
whichcontains high percentage of erosiveminerals such as quartz in
the ash.
2. Flyash erosion appears to be moresignificant problem than
firesidecorrosion.
3. The problems requiring most attentionare:
i. erosion of back pass superheater/reheater and economizer
tubebundles by flyash, and
ii. corrosion of waterwalls by the lowoxygen, high sulphur
conditions.
4. The problems of fireside corrosion andflyash erosion are
mainly tackled byextensive maintenance; though per-manent and
long-term measures, suchas the use of more corrosion
resistantalloys or cladding for fireside corro-sion, and gas flow
modifications by theuse of screens/baffles for flyash ero-sion,
have also been taken at manyplaces.
5. R & D effort is needed to:
i. incorporate permanent solution tofireside corrosion problems
eitherby the application of proper coat-ing of
waterwall/superheater tubesby a high chromium alloy or by
C-13
-
AS. KHANNA
using co- extruded tubes or tubesof better materials, and
ii. establish correlation from actualfailure analyses.
References
1. G.C. Thomus, W.H. Clyton and V.Llinares, Jr., "C.E
Availability dataProgram", Proc. of the AmericanPower Conference,
42,86-94 (1980).
2. E. Raask . "Mineral Impurities inCoal Combustion ",
HemispherePublishing Corp. , Washington, D.C.,342-343 ( 1985).
3. "The Control of High TemperatureFireside Corrosion", Second
Edi-tion , Central Electricity GeneratingBoard, London (1977).
4. P. Mayer and A.V. Manolescu, "In-fluence of Hydrogen Chloride
onCorrosion of Boiler Steels in Syn-thetic Flue Gas", Corrosion,
36, 369-373 (1980).
5. I.P. Ivanova and L. A. Svistunova,"Corrosion of 12Kh1 MF
Steel andVarious Corrosion Resistant Coat-ings in a Medium of Flue
Gasesduring combustion of Anthracite",Teploenerge-tika , 18,60-63
(1971).
6. I.P. Ivanova, V.P. Kaminskii andA.G. Belyaeva, "High
TemperatureCorrosion of Waterwall Tubes inSupercritical Boilers
BurningAnthracite Fines", Teploenerge-tika,19, 16-18 (1972).
7. I.P. Ivanova and Yu . L Marshak,"High - Temperature Corrosion
of
Screens During Combustion ofAnthracite Clum",
Teploenerge-tika,22, 15-18 (1975).
8. R.C. Corey, H.A. Grabowski andB.J. Cross, "External Corrosion
ofFurnace Wall Tubes-III. FurtherData on Sulphate Deposits and
Sig-nificance of Iron Sulphide Depos-its", Trans. ASME, 71,
951-963(1949).
9. W.T. Reid, "External Corrosion andDeposits-Boilers and Gas
Turbines",Elsevier, New York, (1971).
10. A.J. Blazewicz and M. Gold, "High-temperature Gas-Side
Corrosion inCoal-Fired Boilers",
11. E. Raask. "Particle Immpaction Ero-sion in Coal-Fired Boiler
Plant",VGB Conf. on Flue Gas Corrosionand Deposits in Thermal
PowerPlants, Essen (1977).
12. P. Kratina and J. McMillan, "FlyashErosion in Utility
Boilers-Predic-tion and Protection", Presented atCanadian
Electrical AssociationConf., Regina, Sask, Oct. (1982).
13.T.Flatley, E.P. Latham and C.W.Morris, "Co- extruded Tubes
ImproveResistance to Fuel Ash Corrosion inU.K. Utility Boilers",
Materials Per-formance, 20, 12-17 (1981).
14. D.J. Lees, "Selection of CorrosionResistant Coatings for
Boiler TubeApplications", Surface Treatmentsfor protection, 10,
174-182 (1978).
15. W.A. McGill and M .J. Weinaum,"Alonized Heat Exchanger
Tubes
C-14
-
A.S. KHANNA
Give Good High Temperature Ser-vice", Materials Performance,
20,16-207 (1978).
16.E.P. Latham, T. Flatley and C.W.Morris, "Comparative
Performanceof Superheated Steam Tube Materi-als in Pulverized
Fuel-Fired PlantEnvironment, in Corrosion Resis-tant Materials for
Coal ConversionSvs'teins"Jed s. D.B. Meadow-croftand and M.I.
Manning),Applied Science, pp.137-156,(1983).
17. A. Rahmel, "Influence of Calciumand Magnesium Sulphates on
the
High-Temperature Oxidation ofAustenitc Chrome-Nickel Steels
inthe Presence of Alkali Sulphates andSO3", in Mechanisms of
Corrosionby Fuel Impurities, Butterworth,London 556-570,
(1903).
18. "Personal Communication', W.P.Apblett, Jr., Foster Wheeler
Devel-opment Corp., 1985.
19. G. Thimot, " Erosion & Abrasion inCoal-Fired Steam
Generators andAuxiliaries". Presented at ASTM/ASME Forum on
Practical ErosionProblems in Fluid System &Machiner , Niagra
Falls, June ( 1979).
C-15
page 1page 2page 3page 4page 5page 6page 7page 8page 9page
10page 11page 12page 13page 14page 15