Embed Size (px)
Citation preview
Failure Effect Mode Analysis
ByRajeevKishore
Uros
Great question; a confusion in estimation
How a raw egg bounce?
Tacoma Bridge Collapse
Gondola FMEA
Introduction to FMEA• To introduce new products or
manufacturing processes successfully in a cost-effective manner, resources should be allocated up-front to prevent problems.
• Fixing the problem after a product is manufactured is more expensive than it is to prevent them.
Benefits of FMEA• Reduce the number of engineering changes• Reduce product development time• Lower start-up cost, and reduces warranty• Greater customer satisfaction• Increased cooperation and teamwork
between various functions• A well-documented project history and
information database
Do you know?
“Failure Modes...” is a misnomer — some sources now call FMEA by another name: “Fault Hazard Analysis.”
Reliability• Failures are expensive• System flakiness is a major source of user
frustration- 25% in survey have seen peers kicking their computers
- 2% claim to have hit the person next to them in their frustration
Failures are not very well understood
No Publicly available data on failures on real
systems
WHY?
Different types of FMEA• Design (DFMEA): technique used
primarily by a Design Responsible Engineer/Team as a means to assure potential failure modes, causes and effects have been addressed for design related characteristics
• Process (PFMEA): technique used primarily by a Manufacturing Engineer/Team as a means to assure potential failure modes, causes and effects have been addressed for process related characteristics
The Pre-work
Process or Prepared By ____________Product Name _____ Page ________of ________Person Responsible __________________ FMEA Date (Orig.) _______ Revised _______
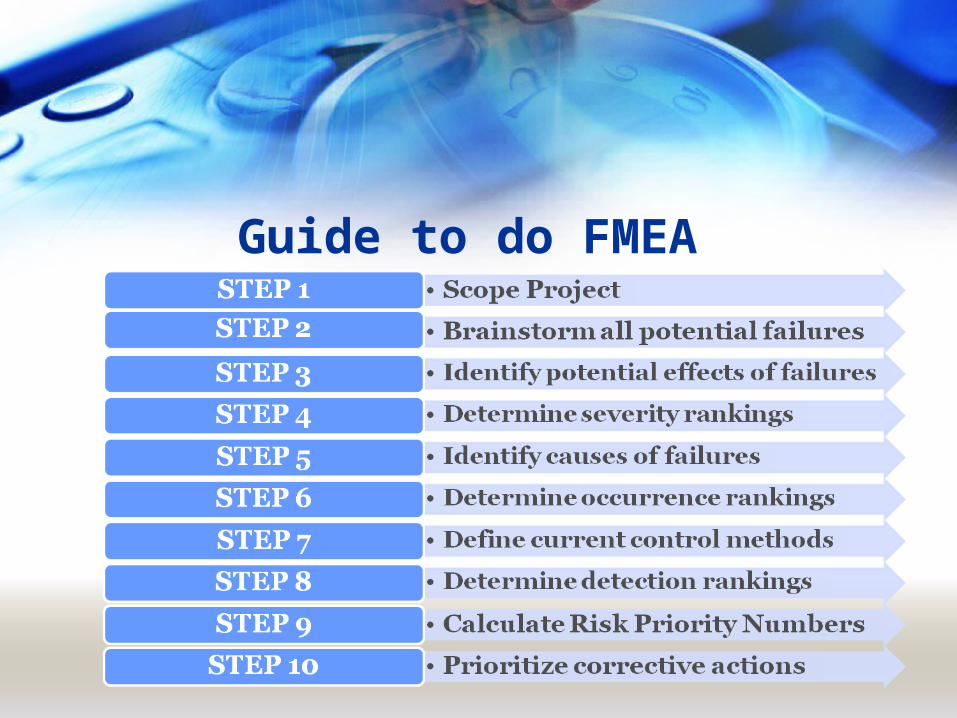
Guide to do FMEA

FMEA Worksheet
Function
Failure mode
Failure effect
S Failure Cause
O Current Control
D RPN
Rec. Actions
S O D RPN
1.
2.
Terms and Definitions• Fault• Failure• Function/Process• Examples –
1. Pencil Sharpener 2. Oil changing process

Def. Cont…
Failure Mode• The way failure occurs• Can cause a failure mode in another
item• Identify and list possible failure modes• Examples –
1. Frequently breaking the graphite2. Wrong type of oil or No oil added
Def. Cont…
Failure Effect• Immediate consequence of a
failure• Effects can range from very small
to major disasters.• Examples –
1. Improper writing2. Engine wear or Engine Failure
Def. Cont…
Severity (SEV)• Worst consequence of a failure• How is it determined?• Standard scale from 1 (no danger)
to 10 (very severe)• Prioritize the failures modes and
their effects
Def. Cont…
Failure Cause• Design weakness - How the failure
could occur?• Listed in technical terms and are
documented• Examples –
1. Improper mixture of Graphite and Clay 2. Misread oil chart or Hurrying
Def. Cont…
Occurrence (O)• Probability of the cause occurring• Look for similar products or
processes• Probability number scale from 1
(not likely) to 10 (inevitable)• Detailed development section of
FMEA Process
Def. Cont…
Current Controls• Current controls that prevent the
failure cause (before causing effects)
• Examples – 1. improve quality of graphite 2. No control or engine light
Def. Cont…
Detection (D)• Assessment of the likelihood that
the current controls will detect failure cause or failure, before it reaches the customer.
• Different techniques are used by an engineer
• Identify the detection number ‘D’, ranging from 1 (easily detectable) to 10 (cannot detect)
Def. Cont…
Risk Priority No (RPN)• RPN = S * O * D
• Risk that has greatest concern can be identified
• Failures are prioritized according to:- Severity- Occurrence - Detection
• Requires additional planning or action
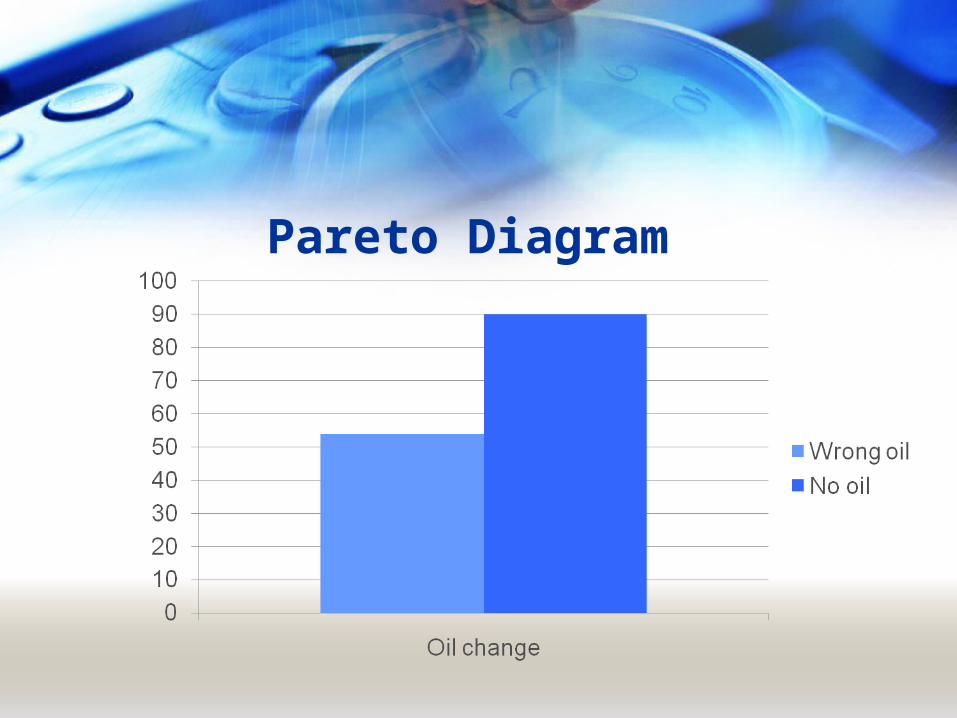
Pareto Diagram
Recommended Actions and Results
• Address potential failures that have a high RPN
• Are any further actions required?• Assign new value for S, O and D,
and calculate new RPN value• Update the FMEA as the design or
process changes
Development Team• Crucial step in FMEA • FMEA is a team function
- Formulate cross functional team
- Understand customer requirements – both internal and external inputs- All team members walk and observe the process- Make notes or observations
Link with continuous improvement
FMEA Timing • FMEA should be updated
whenever:- At the conceptual stage - Changes are made in the design - New regulations are instituted- Customer feedback indicates a problem
Uses of FMEA• Development of methods to design• Test systems to ensure that the
failures are eliminated• Tracking and managing potential
risks• Ensuring that failure will not injure
customer or impact a system• Evaluation of customer reviews on
the problems indicated
TQM Principles•Continuous Improvement Process
•Continued building and prevention of failure on the process
•Employee Involvement and Empowerment
•Employees can feel empowered and involved if they correct an error in a process or part.
•Leadership
•There needs to be a team leader for every group, which is assigned to one part of the process.
TQM Principles•Performance Measurement
•RPN, lower the better
•Supplier Partnership
•If one supplier has bad parts, it directly affects your products, by creating failure in your company.
•End Customer Satisfaction
•Reliability meets customer requirements
Limitations• FMEA is limited by the team
experience• FMEA may only identify and avoid
major failure modes• Multiplication of rankings may
result in rank reversals
FMEA Conclusion• Purpose of FMEA, is the process of
identifying potential failure modes and their associated causes, assigning severity, Occurrence, and Detection ratings, and calculating RPN
• RPNs should be used for continuous improvement activities
Resourceshttp://www.pehwhk.com/Flyers/FAILURE%20MODE%20EFFECT
%20ANALYSIS%20_FMEA_.pdf
http://www.fmeainfocentre.com/handbooks/fmeamanual.pdf
http://www.fmeainfocentre.com/handbooks/umich.pdf.
http://www.aluminiumville.co.uk/images/lightbox/aluminium_process.jpg
www.nitrd.gov/subcommittee/hec/workshop/20060816/Data/HECIWG-FSIO-2006-Data-Failure-Schroeder.pdf
http://www.npd-solutions.com/fmea.html
http://www.sigmazone.com/gondola_lift_fmea.htm
http://www.suppliermanager-online.com/training/corporation/fmea_training.pdf