Embed Size (px)
Citation preview
Manufacturing Execution Real-time Lean Information Network 1 May 30, 2013 11:00 am to 11:30 am
Factory of the Future Shop Floor to Top Floor Information - in Real-Time
Presentation available at www.memex.ca/factory-of-the-future

Manufacturing Execution Real-time Lean Information Network
Introductions
Webinar Team:
David McPhail President & CEO, Memex Automation Dave Edstrom President and Chairman, MTConnect Institute David Rourke Manufacturing Consultant, Ellipse Solutions LLC Gil Garcia Director, Manufacturing Industries for Microsoft John Rattray VP, Memex Automation
2

Manufacturing Execution Real-time Lean Information Network
Agenda
3
• “The Factory of the Future” (What / Why / How / When)
• Significance of the MTConnect standards and how it will drive the Factory of the Future. • The benefits of ERP and MES integration.
• ERP and the global vision for a Factory of the Future. • Demonstration: MES & ERP OEE / Machine Monitoring in Real-Time
– Dynamics AX to MES, OEE Dashboard – MTConnect, Focas, OPC & other protocols
• Summary – Wrap Up
11:00
11:30
Manufacturing Execution Real-time Lean Information Network
Factory Of the Future – WHAT is it?
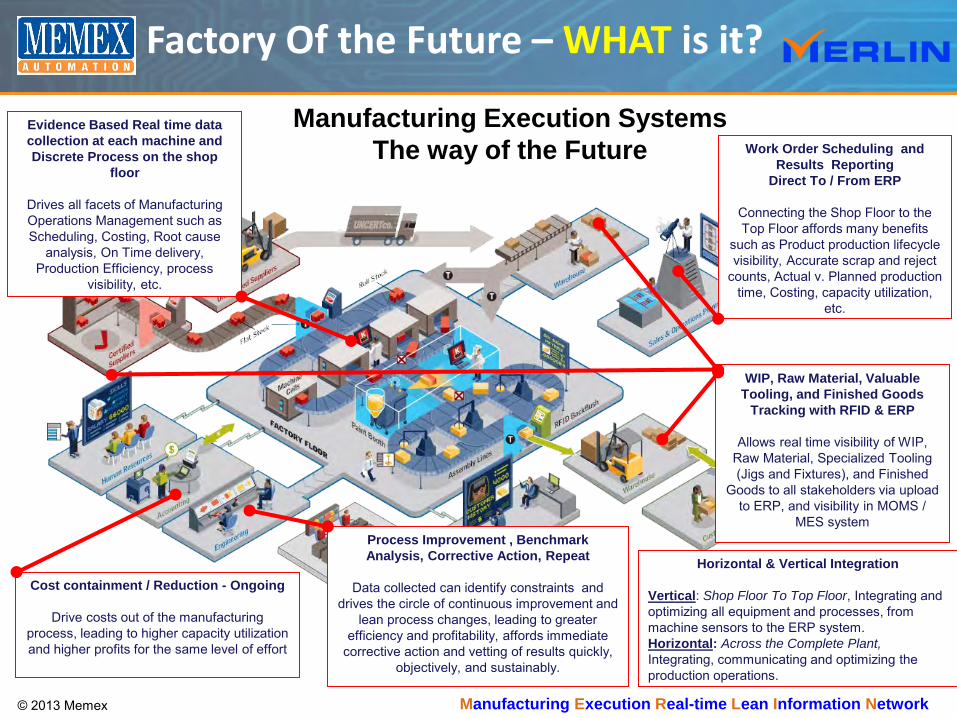
Manufacturing Execution Systems The way of the Future Work Order Scheduling and
Results Reporting Direct To / From ERP
Connecting the Shop Floor to the Top Floor affords many benefits
such as Product production lifecycle visibility, Accurate scrap and reject
counts, Actual v. Planned production time, Costing, capacity utilization,
etc.
Evidence Based Real time data collection at each machine and Discrete Process on the shop
floor
Drives all facets of Manufacturing Operations Management such as Scheduling, Costing, Root cause
analysis, On Time delivery, Production Efficiency, process
visibility, etc.
Process Improvement , Benchmark Analysis, Corrective Action, Repeat
Data collected can identify constraints and
drives the circle of continuous improvement and lean process changes, leading to greater
efficiency and profitability, affords immediate corrective action and vetting of results quickly,
objectively, and sustainably.
Cost containment / Reduction - Ongoing
Drive costs out of the manufacturing process, leading to higher capacity utilization and higher profits for the same level of effort
WIP, Raw Material, Valuable Tooling, and Finished Goods
Tracking with RFID & ERP
Allows real time visibility of WIP, Raw Material, Specialized Tooling (Jigs and Fixtures), and Finished
Goods to all stakeholders via upload to ERP, and visibility in MOMS /
MES system
Horizontal & Vertical Integration
Vertical: Shop Floor To Top Floor, Integrating and optimizing all equipment and processes, from machine sensors to the ERP system. Horizontal: Across the Complete Plant, Integrating, communicating and optimizing the production operations.
© 2013 Memex
Manufacturing Execution Real-time Lean Information Network
• Increase throughput through collaboration and “Evidence Based Data” collection and review, feeding a culture of continuous improvement.
• Increase awareness and visibility of equipment and personnel, leading to increased utilization of these important assets.
• Increase Income From Operations (IFO) sustainably and objectively, for the short, medium and long term, 20% to 60%.
• To develop AND maintain a leadership role in Manufacturing, adopting cutting edge technology and best practices to stay ahead of the curve, whatever the challenge(s). 5
Factory Of the Future – WHY do it?
© 2013 Memex
Manufacturing Execution Real-time Lean Information Network
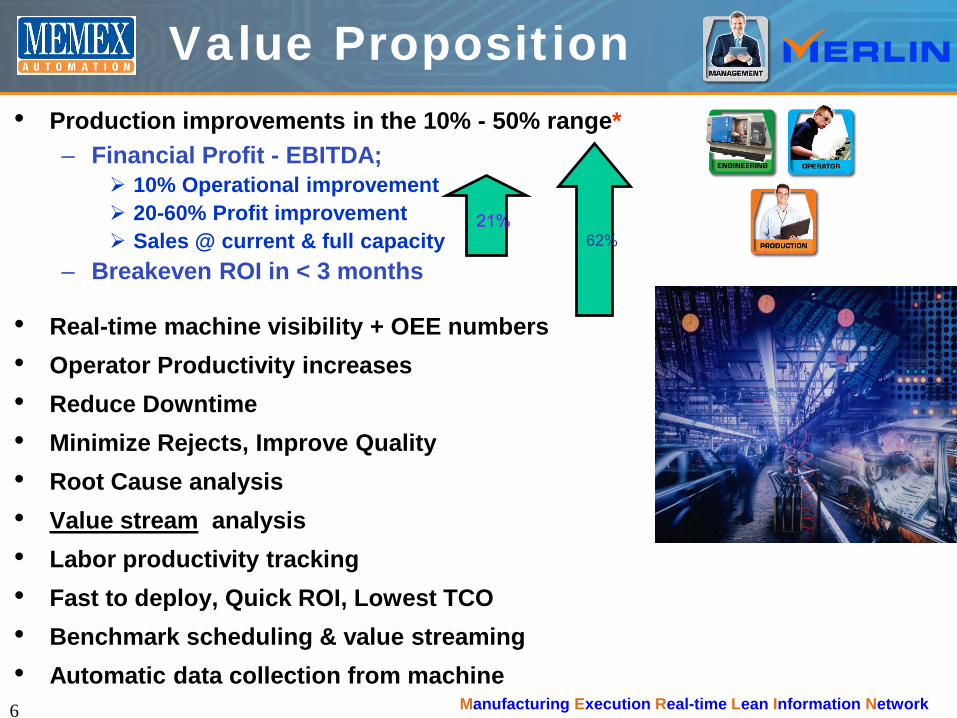
Value Proposition • Production improvements in the 10% - 50% range*
– Financial Profit - EBITDA; 10% Operational improvement 20-60% Profit improvement Sales @ current & full capacity
– Breakeven ROI in < 3 months
• Real-time machine visibility + OEE numbers • Operator Productivity increases • Reduce Downtime • Minimize Rejects, Improve Quality • Root Cause analysis • Value stream analysis • Labor productivity tracking • Fast to deploy, Quick ROI, Lowest TCO • Benchmark scheduling & value streaming • Automatic data collection from machine
6
21% 62%
Manufacturing Execution Real-time Lean Information Network
• Involve and empower the Operator by giving them the tools to be part of the solution, instead of simply pointing out there is a problem.
• Initiate and sustain a culture of teamwork as it relates to continuous improvement by delegating resources, setting achievable goals, and vetting progress regularly, adjusting goals upwards over time.
• Adopt technology that connects the top floor ERP system to the shop floor asset(s) (equipment and personnel) bi-directionally, affording unparalleled visibility and transparency of shop floor processes.
7
Factory Of the Future – HOW?
ERP
SHOP FLOOR
© 2013 Memex
Manufacturing Execution Real-time Lean Information Network
• With a 10% - 50% Sustainable increase in capacity utilization, which translates into a significant increase in IFO, companies who adopt the philosophy of the Factory of the Future experience investment returns usually measured in months.
• Utilizing a proven solution, and with management setting the course for systemic cultural change, the risk of project failure is virtually eliminated.
• The time is now….. Money is being left on the table (locked / lost in the past) each day that the “Factory of the Future” remains a concept, not a reality.
8
Factory Of the Future – WHEN?
© 2013 Memex
Manufacturing Execution Real-time Lean Information Network
Topic
Dave Edstrom President and Chairman, MTConnect Institute phone: 703-728-8885 email: [email protected]
9
Significance of the MTConnect standards and how it will drive the
Factory of the Future.
Manufacturing Execution Real-time Lean Information Network
Significance
10
“MTConnect will be more important in the 21st century than the CNC was in the 20th century.” John Byrd, former president of Association Manufacturing Technology, www.amtonline.org
www.MTConnect.org
Manufacturing Execution Real-time Lean Information Network
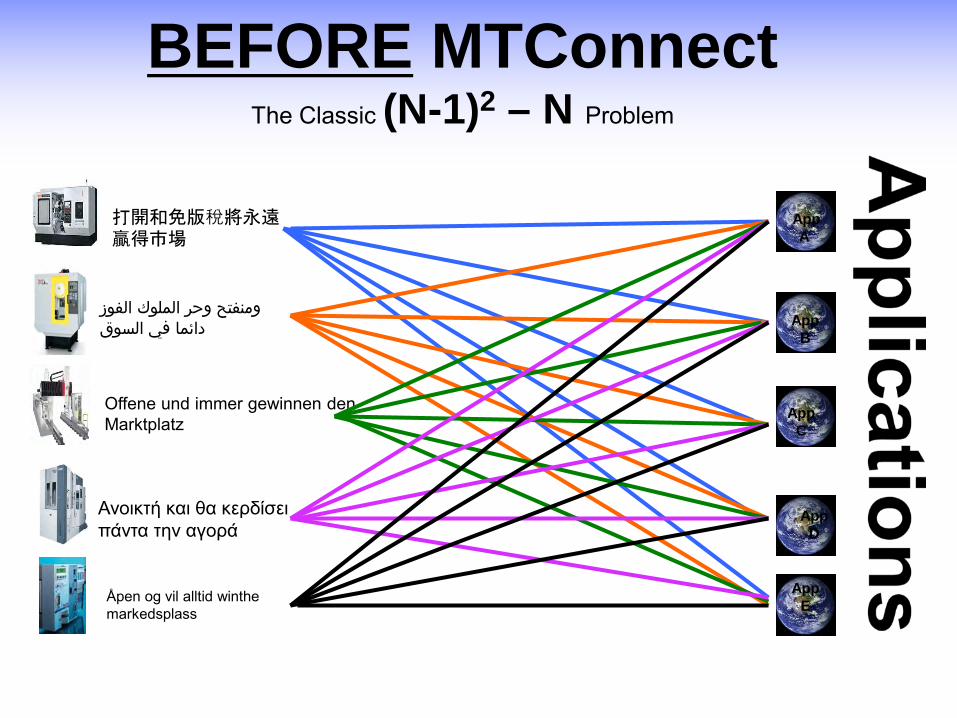
BEFORE MTConnect The Classic (N-1)2 – N Problem
打開和免版稅將永遠贏得市場
الفوز الملوك وحر ومنفتحالسوق في دائما
Offene und immer gewinnen den Marktplatz
Ανοικτή και θα κερδίσει πάντα την αγορά
Åpen og vil alltid winthe markedsplass
App A
App B
App D
App E
App C
Manufacturing Execution Real-time Lean Information Network
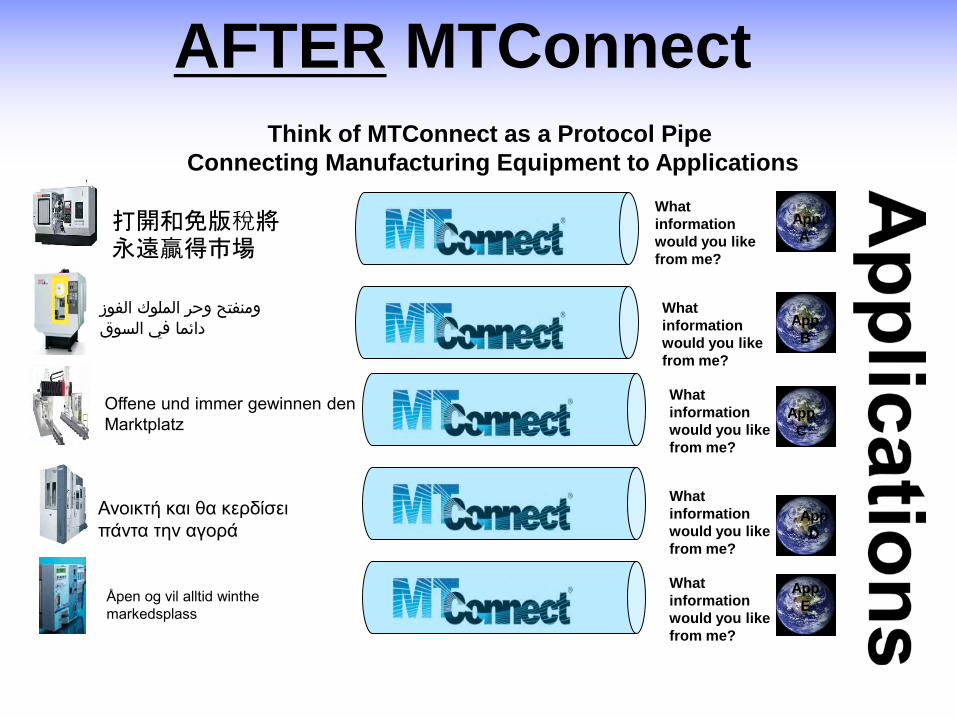
AFTER MTConnect Think of MTConnect as a Protocol Pipe
Connecting Manufacturing Equipment to Applications
打開和免版稅將永遠贏得市場
الفوز الملوك وحر ومنفتحالسوق في دائما
Offene und immer gewinnen den Marktplatz
Ανοικτή και θα κερδίσει πάντα την αγορά
Åpen og vil alltid winthe markedsplass
What information would you like from me?
What information would you like from me?
What information would you like from me?
What information would you like from me?
What information would you like from me?
App A
App B
App D
App E
App C
Manufacturing Execution Real-time Lean Information Network 13
MTConnect White Papers
Download from: www.MTConnect.org
Manufacturing Execution Real-time Lean Information Network 14
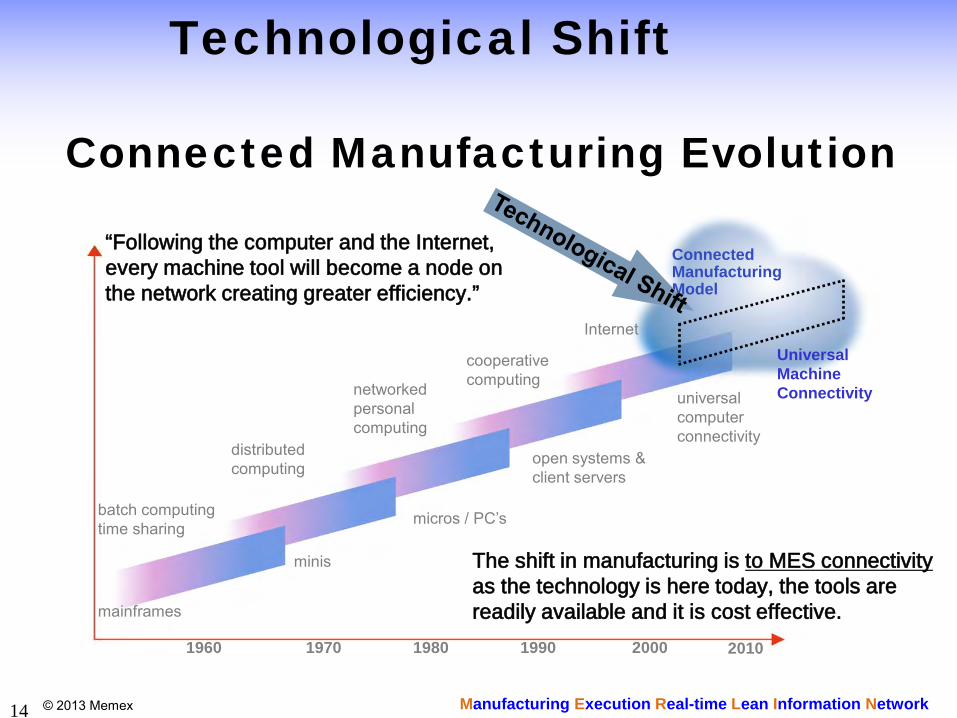
mainframes
1960
batch computing time sharing
minis
distributed computing
networked personal computing
micros / PC’s
open systems & client servers
cooperative computing
universal computer connectivity
Connected Manufacturing Model
2000 1980 1990 1970
Connected Manufacturing Evolution
2010
Technological Shift
Internet Universal Machine Connectivity
“Following the computer and the Internet, every machine tool will become a node on the network creating greater efficiency.”
The shift in manufacturing is to MES connectivity as the technology is here today, the tools are readily available and it is cost effective.
© 2013 Memex
The Benefits of ERP and MES Integration
David Rourke Manufacturing Consultant
phone: 303-526-5460 email: [email protected]
ERP MES Integration
Reliable and accurate shop floor information
Reduces lead time and manufacturing costs
Increases production throughput and product quality
Supports Business management and decision support
The Information Foundation for the Factory of the Future
16
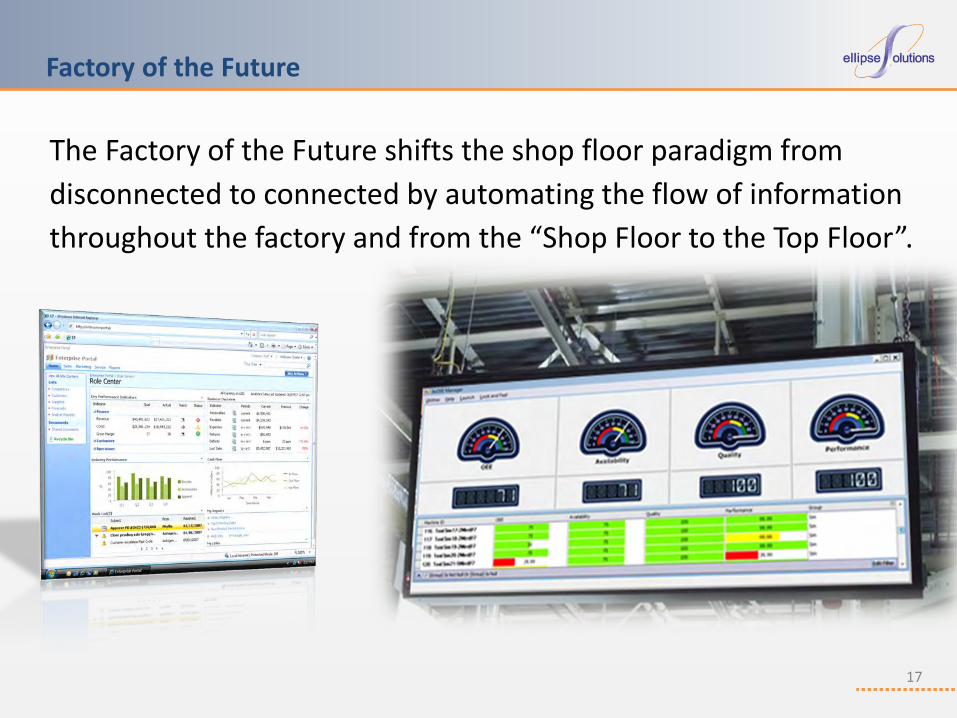
Factory of the Future
The Factory of the Future shifts the shop floor paradigm from disconnected to connected by automating the flow of information throughout the factory and from the “Shop Floor to the Top Floor”.
17
Factory of the Future
Central Focus: Empowered and equipped employees, supported by information from an integrated ERP and MES System.
18
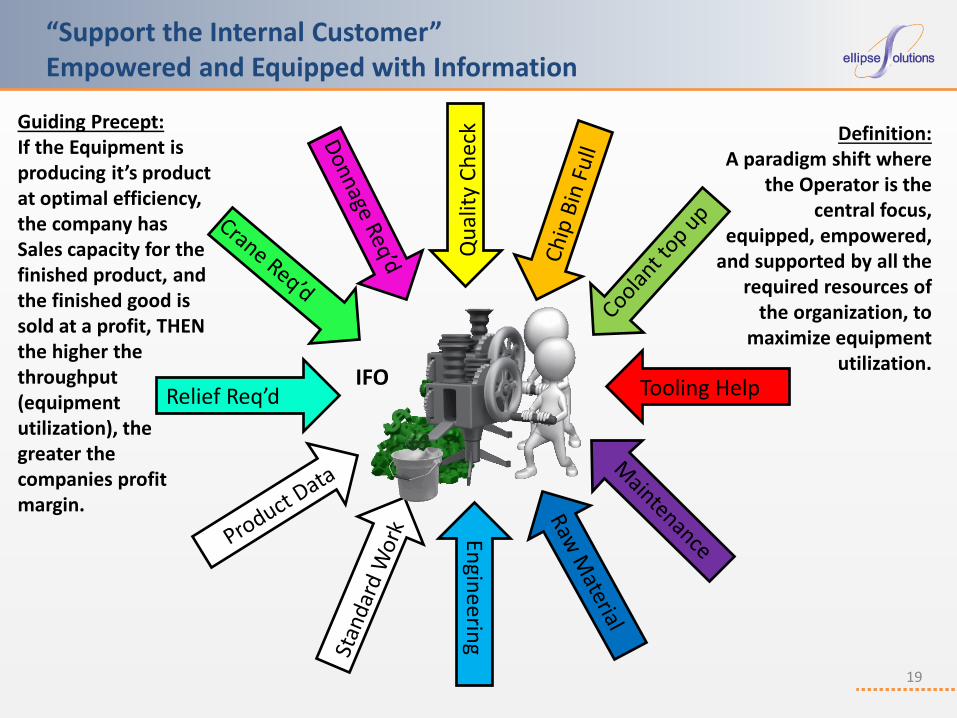
“Support the Internal Customer” Empowered and Equipped with Information
19
Qua
lity
Chec
k
Tooling Help
Engineering
Relief Req’d IFO
Guiding Precept: If the Equipment is producing it’s product at optimal efficiency, the company has Sales capacity for the finished product, and the finished good is sold at a profit, THEN the higher the throughput (equipment utilization), the greater the companies profit margin.
Definition: A paradigm shift where
the Operator is the central focus,
equipped, empowered, and supported by all the
required resources of the organization, to
maximize equipment utilization.
Paradigm Shift (Current v. Future)
20
20
Factory of the Future: - Connected ERP/MES shop floor - Vertically and Horizontally Integrated - Support the internal customer (paradigm shift with demonstrable and sustainable
benefits) - Electronic Traveller (work orders, work instructions) - Real-time monitoring of machines and manual processes - Full shop floor visibility/transparency (all plants and processes) - RFID (Assets / WIP / PM’s)
Factory of the Present: - No Connection between ERP/shop floor - Paper work order driven - Limited real-time data - Minimal timely collaboration between operators
and management
© 2013 Memex
Microsoft in Manufacturing Dynamics Manufacturing
Gilbert Garcia Director, US Dynamics Mfg. Industry Business Solutions, Microsoft [email protected]
Today’s Topic: ERP and the global vision for a Factory of the Future
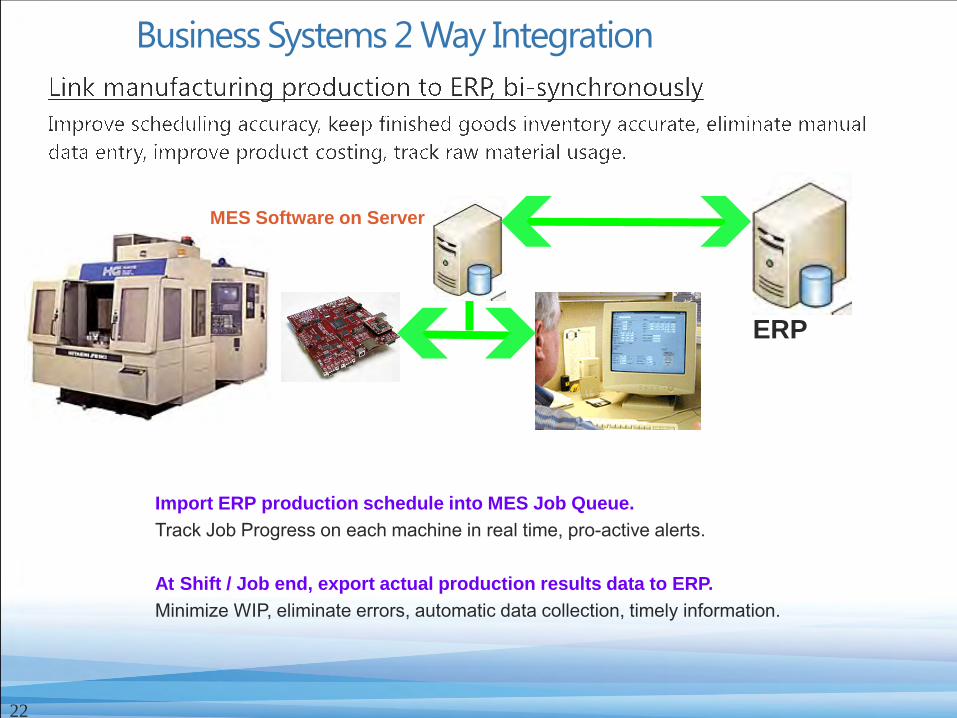
Business Systems 2 Way Integration
22
Import ERP production schedule into MES Job Queue. Track Job Progress on each machine in real time, pro-active alerts. At Shift / Job end, export actual production results data to ERP. Minimize WIP, eliminate errors, automatic data collection, timely information.
ERP
MES Software on Server
Hardware Abstraction Layer
Ax9150 UMI
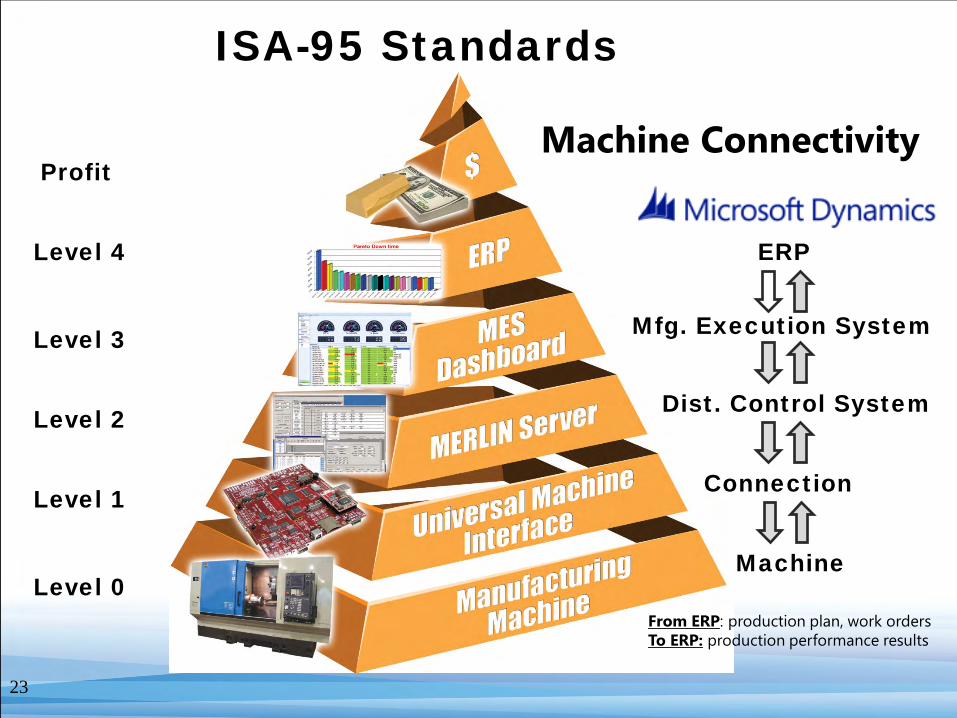
ISA-95 Standards
Profit
Level 4
Level 3
Level 2
Level 1
Level 0
This image cannot currently be displayed.This image cannot currently be displayed.
Mfg. Execution System
Dist. Control System
Connection
Machine
ERP
From ERP: production plan, work orders To ERP: production performance results
Machine Connectivity
23
24
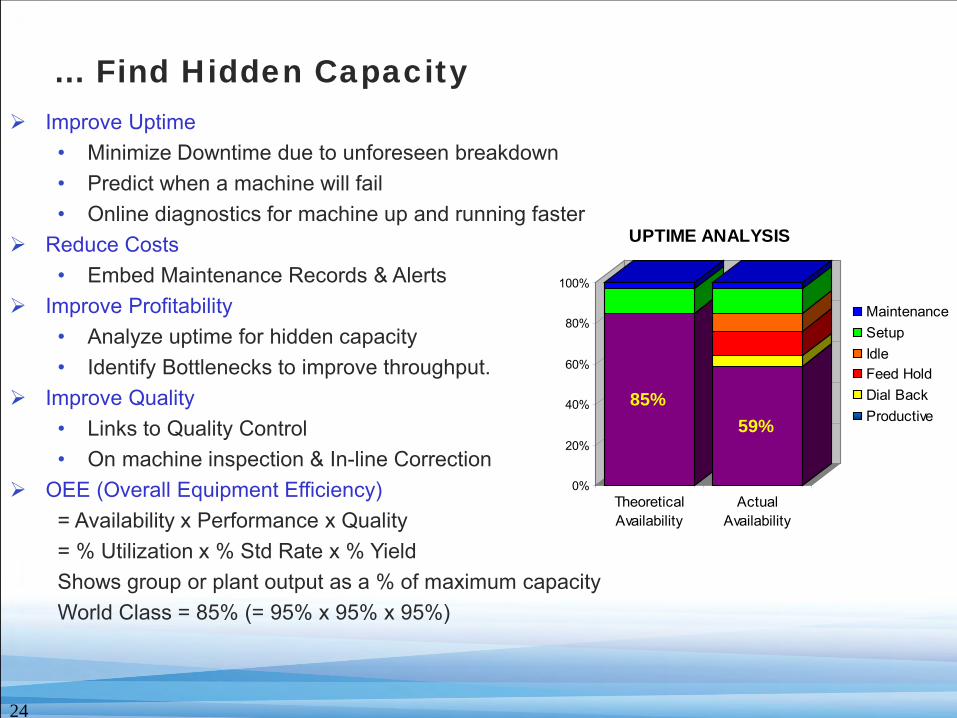
… Find Hidden Capacity Improve Uptime
• Minimize Downtime due to unforeseen breakdown • Predict when a machine will fail • Online diagnostics for machine up and running faster
Reduce Costs • Embed Maintenance Records & Alerts
Improve Profitability • Analyze uptime for hidden capacity • Identify Bottlenecks to improve throughput.
Improve Quality • Links to Quality Control • On machine inspection & In-line Correction
OEE (Overall Equipment Efficiency) = Availability x Performance x Quality = % Utilization x % Std Rate x % Yield Shows group or plant output as a % of maximum capacity World Class = 85% (= 95% x 95% x 95%)
85%59%
0%
20%
40%
60%
80%
100%
TheoreticalAvailability
ActualAvailability
UPTIME ANALYSIS
MaintenanceSetupIdleFeed HoldDial BackProductive
Maximize Utilization
The OEE Industry Standard gives a guideline in order to find ALL potential losses in effectiveness. WHY? An average machine in an average factory runs about 35 to 45% OEE. So it is losing 55 to 65% capacity! While - not running - running at reduced speed - or producing parts out of spec. How come then, that the average management reports numbers way over 80%? It is a matter of definition, What you are not looking for you will not find.
To really reveal the hidden machines in your factory, ALL Losses need to be defined and visualized
www.oeefoundation.org
OEE Definition
25
Manufacturing Execution Real-time Lean Information Network
Topic
John Rattray VP, Memex Automation
26
Demonstration: MES & ERP in Real-Time
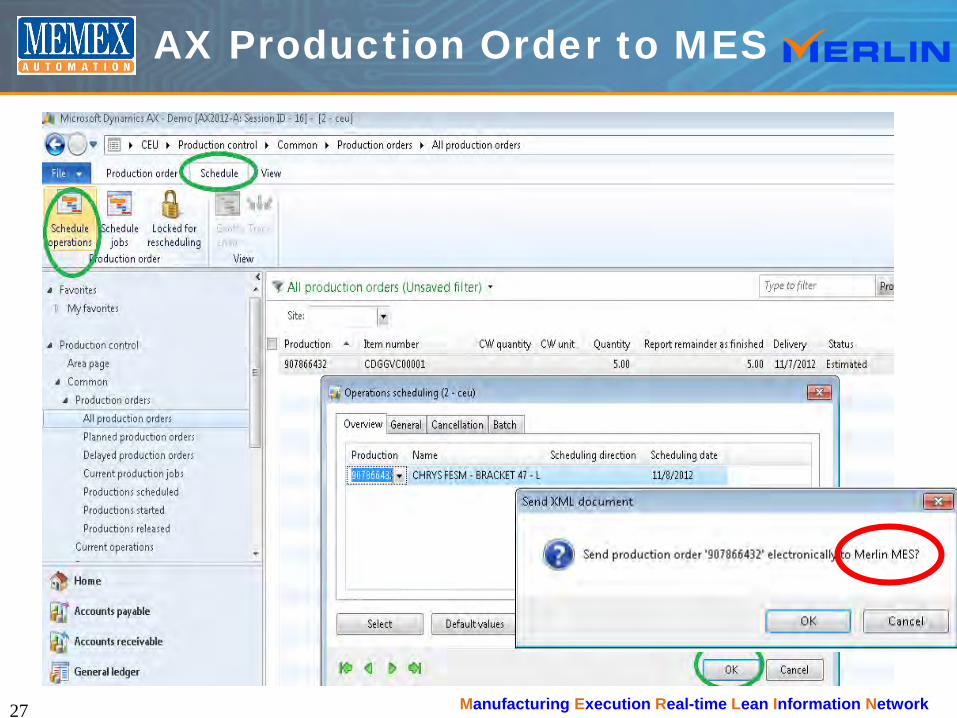
Manufacturing Execution Real-time Lean Information Network 27
AX Production Order to MES
Manufacturing Execution Real-time Lean Information Network
Let’s Take a Look …
28
Shop Floor to Top Floor Dynamics AX to MERLIN … in Real-Time
It’s here now!
Demo
Manufacturing Execution Real-time Lean Information Network
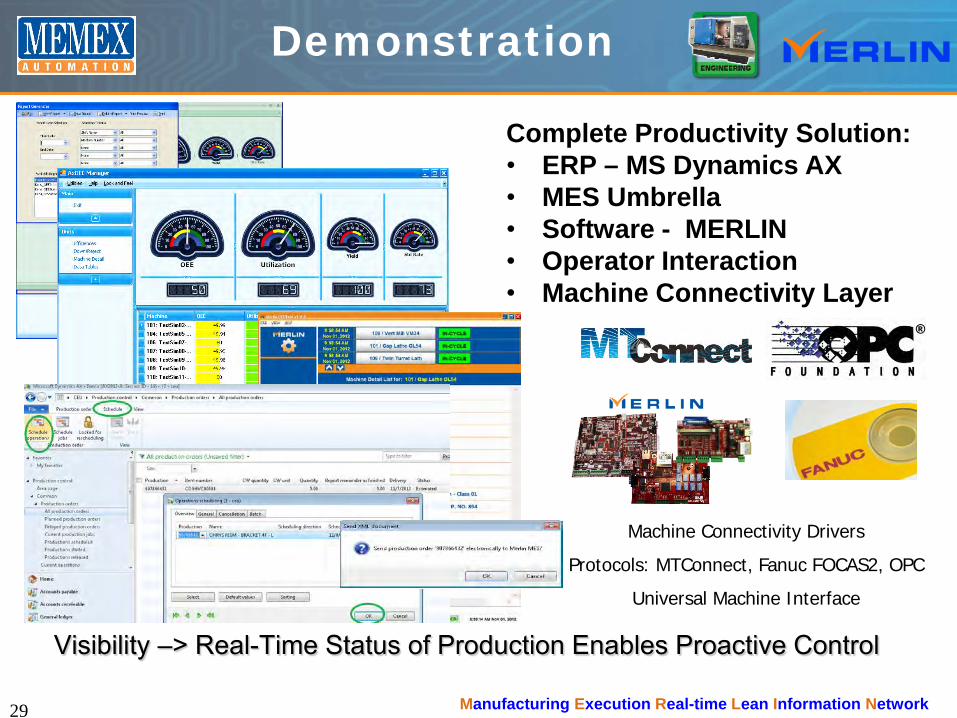
Visibility –> Real-Time Status of Production Enables Proactive Control
29
Demonstration
Machine Connectivity Drivers
Protocols: MTConnect, Fanuc FOCAS2, OPC
Universal Machine Interface
Complete Productivity Solution: • ERP – MS Dynamics AX • MES Umbrella • Software - MERLIN • Operator Interaction • Machine Connectivity Layer
Manufacturing Execution Real-time Lean Information Network 30
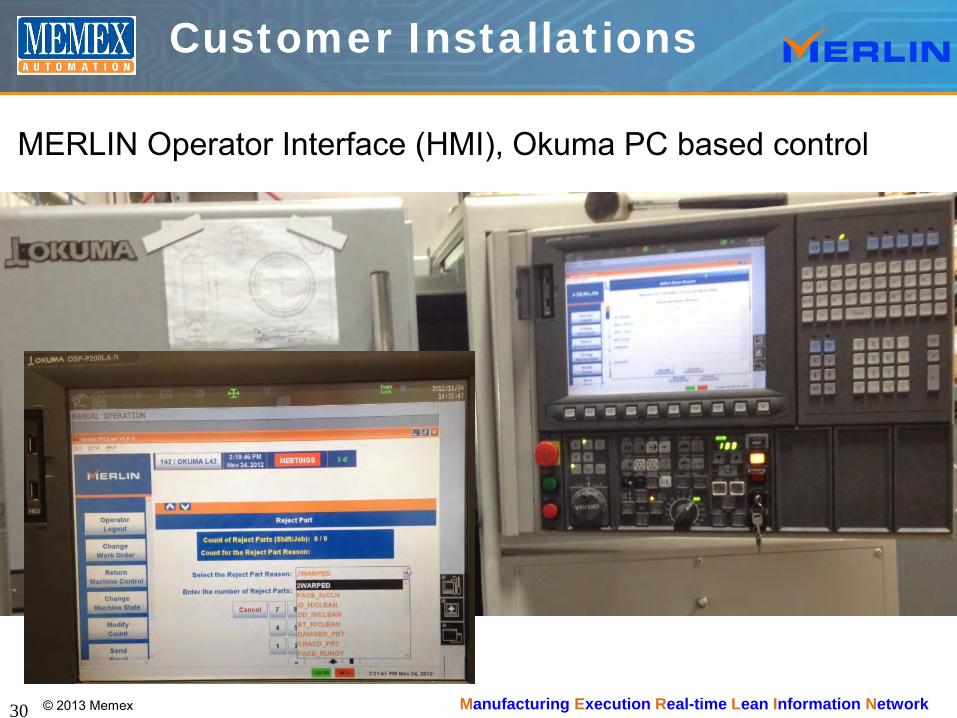
MERLIN Operator Interface (HMI), Okuma PC based control
Customer Installations
© 2013 Memex

Manufacturing Execution Real-time Lean Information Network 31
Machine Description Okuma LB25 with OSP-7000L Control Ax9150 UMI & Mx2000 HMI, ~ 1 hour install
Customer Installations
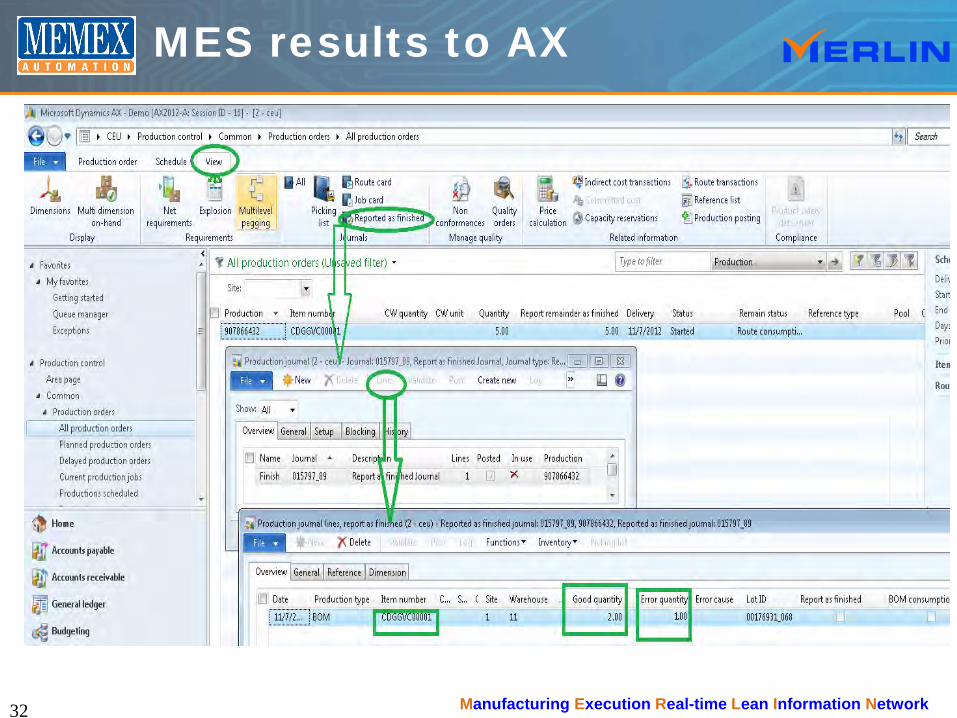
Manufacturing Execution Real-time Lean Information Network 32
MES results to AX
Manufacturing Execution Real-time Lean Information Network
Benefits
33
Reduce Unplanned Downtime Reduce Setup and Changeover Times Better Management of Resource Allocation,
Planning and Scheduling Operator Productivity Increases Efficiency with Automated Data Collection Better Root Cause Analysis Improve Quality, Minimize Rejects Identify Bottlenecks and Constraints Improve On-Time Delivery Manage Operations Pre-emptively & Proactively
(instead of Reactively) by Real-time visibility Measurably Improve Profitability
Productivity Increases of 10-50%
© 2013 Memex

Manufacturing Execution Real-time Lean Information Network
Representative Customers
34 © 2013 Memex
Manufacturing Execution Real-time Lean Information Network
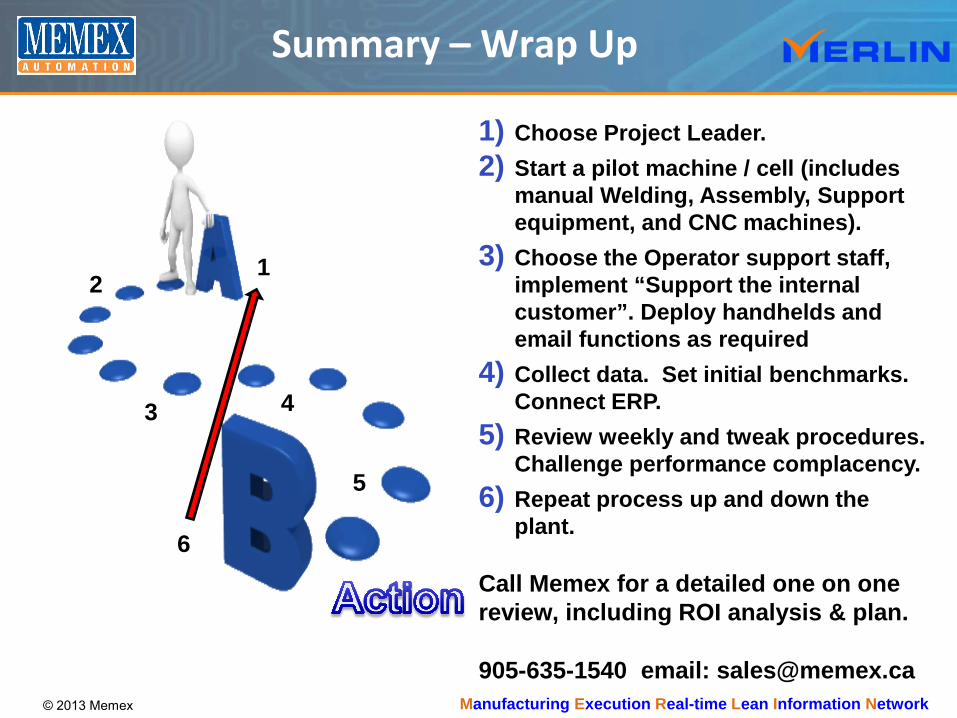
1) Choose Project Leader. 2) Start a pilot machine / cell (includes
manual Welding, Assembly, Support equipment, and CNC machines).
3) Choose the Operator support staff, implement “Support the internal customer”. Deploy handhelds and email functions as required
4) Collect data. Set initial benchmarks. Connect ERP.
5) Review weekly and tweak procedures. Challenge performance complacency.
6) Repeat process up and down the plant.
Call Memex for a detailed one on one review, including ROI analysis & plan.
905-635-1540 email: [email protected]
Summary – Wrap Up
1 2
3 4
5
6
© 2013 Memex

Manufacturing Execution Real-time Lean Information Network
Contacts for Questions and Answers
36
David McPhail phone: 905-635-1536 email: [email protected] David Edstrom phone: 703-728-8885 email: [email protected] David Rourke phone: 303-526-5460 email: [email protected] Gil Garcia phone: 802-258-1226 email: [email protected] John Rattray phone: 905-635-0590 email: [email protected]

Manufacturing Execution Real-time Lean Information Network 37 © 2013 Memex Automation Inc., 3425 Harvester Road, Suite 200, Burlington, Ontario, Canada L7N 3N1 (866) 573-3895
Thank You





























