Embed Size (px)
Citation preview
1
FABRIC SUPPLIERQUALITY & PROCESS GUIDE
Updated Date: 5-20-2015
2
TABLE OF CONTENT
INTRODUCTION..................................................................................................................................................4
PHASE I NEW MILL ON-BOARD
A. Mill Evaluation Form.…………………………………………………………………………………….. 5
B. Color and Bulk Quality Approval Submit Channel…………………………………….……… 6
Eddie Bauer Contact List…………………………..…………………………………………….. 7
PHASE II FABRIC DEVELOPMENT
A. Fabric Development Sample/Fabric Detail Sheet…………………..……………………….. 8
Fabric Type – Woven Classification.……………………….……………………………. 9
Fabric Type – Knit Classification…………………………..…………………………….. 10
Fabric Finishes/Dye Methods……………………………………………..……………… 11
Fabric Detail Sheet…………………………………………………………………………….. 12
PHASE III FABRIC PRE-PRODUCTION
A. Global Salesman Sample (GSS) Process………………………………………………………….. 13
B. Pattern Work Instruction……………………………………………………………………………….13
C. Color Instruction to Mills/Vendors……………………………………….…………………………..13
Lab Dip Request Form………………………………………………….……………………….. 18
Lab Dip Submission Form………………………..………………………………….………… 19
Sweater Marl Lab Dip Submission Form………………………………………………… 20
PHASE IV FABRIC PRODUCTION
A. Bulk Color (Solid) Approval & Chasing Process……………………………………………….. 21
B. Shade Band Approval Process for Non-Wash Program…………………………………….. 21
C. Shade Band Approval Process for Wash Program……………………………………………..21
D. Bulk Fabric Submission Form……………………..…………………………………………………..22
E. Quality Assurance and Testing Requirement……………………………………………………23
F. New Reporting/Dispositioning Process from BVOS…………………..………………………23

3
G. Bulk Fabric Inspection……………………………………………………….…………………………..24
H. Inspection Policy………………………………………………………………………………………… 25
I. Requirement on PFD/RFD/PFP Fabric……………………….……………………………………31
Requirement on Denim Fabrics………………………………………………………………………31
J. Blanket Procedure for Denim & Fabric with Garment Wet-Process……………………32
K. Packing and Storage Instruction………………………………………………………….………… 36
Acknowledgement Receipt of Eddie Bauer Fabric Supplier Quality & Process Guide………..…………37

4
Introduction
NOTE TO ALL RECIPIENTS: THE INFORMATION CONTAINED IN THIS GUIDE IS THE
CONFIDENTIAL AND PROPRIETARY INFORMATION OF EDDIE BAUER LLC AND ITS
AFFILIATES (“EDDIE BAUER”). BY USING THIS GUIDE YOU AGREE TO MAINTAIN AS
CONFIDENTIAL ALL INFORMATION IN THIS GUIDE, AND ONLY SHARE THIS INFORMATION
WITH THOSE OF YOUR EMPLOYEES AND VENDORS WHO ARE PROVIDING SERVICES TO
EDDIE BAUER AND WHO AGREE TO MAINTAIN THIS INFORMATION AS CONFIDENTIAL.
Fabric quality, appearance, and color are vital aspects of Eddie Bauer (EB) Product. Due to the wide
range of products and materials used, we have stringent processes and specific forms for fabric
suppliers and /or vertical vendors to follow. This Fabric Supplier Quality & Process Guide is a
document prepared specifically for our fabric suppliers; you will find the information needed to
ensure products fulfill Eddie Bauer’s requirement.
The most current documents and forms are located in Eddie Bauer’s on-line Global Sourcing Vendor
Compliance Manual (VCM). Because our fabric suppliers have no access right to browse Eddie Bauer’s
VCM, we will email the announcement to our suppliers if there is any update to the content,
documents and the current forms in the Fabric Supplier Quality & Process Guide.
As a responsible corporate entity, Eddie Bauer expects its suppliers to take responsibility for impact of
their operations on employees, communities and the environment. Suppliers committed to corporate
responsibility also agree to abide by our labor and human rights standards, set out in our Workplace
Factory Code of Conduct.
Eddie Bauer products must be produced under safe, fair, legal and humane working conditions
throughout the supply chain.
Eddie Bauer expects its suppliers, including mills, wash plants, printers, dyeing, finishing factories,
and inspection agencies to meet all local laws and regulations. Laws and regulations include
environmental laws, all health and safety laws and laws of governing the treatment of employees,
including minimum wage amounts, overtime pay and limits on overtime work, the employment of
minors, and the providing of employee benefits. In addition, Eddie Bauer requires that all fabric
suppliers providing materials for Eddie Bauer products comply with its Workplace Factory Code of
Conduct, a copy of which is attached to this guide. All products must meet all legal requirements of
the destination countries. For restricted chemicals, suppliers are required to follow the restricted
substance list (RSL) released by the American Apparel & Footwear Association. RSL is designed to
meet the highest standard across all countries; more information can be obtained from its official
website at www.wewear.org/industry-resources/restricted-substances-list/.
5
PHASE I NEW MILL ON-BOARD
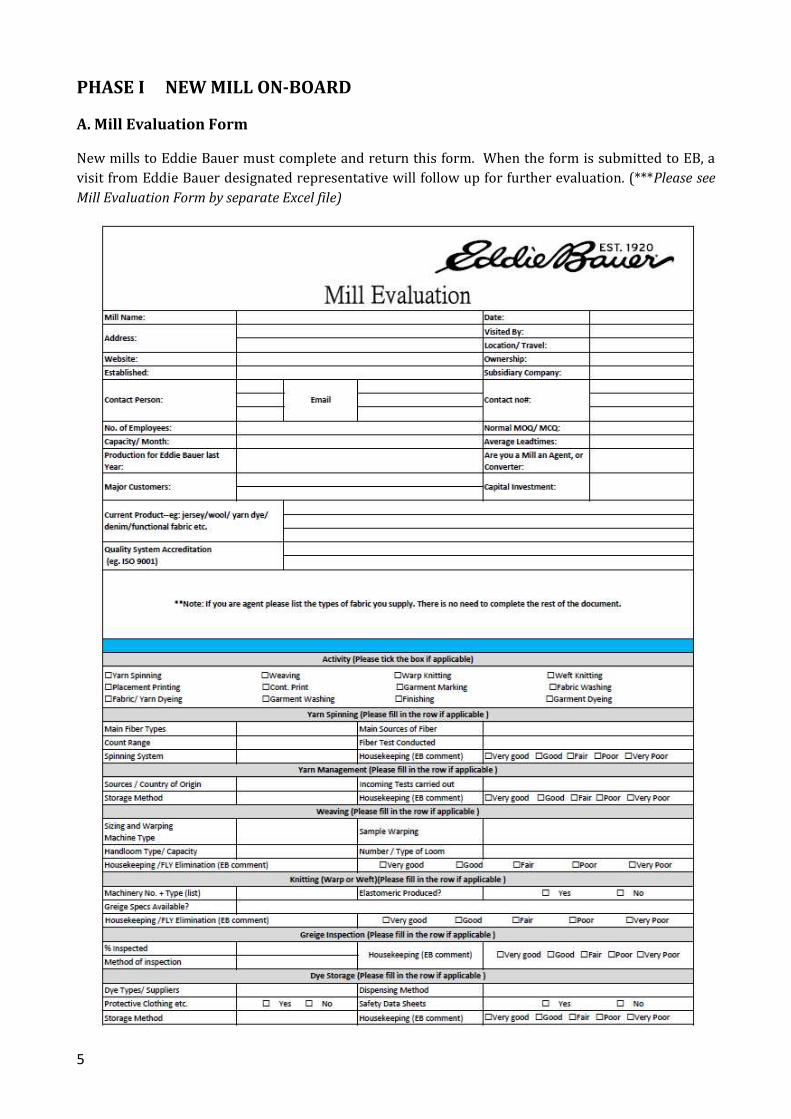
A. Mill Evaluation Form
New mills to Eddie Bauer must complete and return this form. When the form is submitted to EB, a
visit from Eddie Bauer designated representative will follow up for further evaluation. (***Please see
Mill Evaluation Form by separate Excel file)

6
B. Color and Bulk Quality Approval Submit Channel
This document is prepared for fabric suppliers and /or vertical vendors. The purpose of this
document is to advise where submissions need to be sent, and also help fabric suppliers and /or
vertical vendors to follow the correct process and send items for approval correctly. (***Please refer
to Eddie Bauer contact list which shows the designated representative of each team, it will be
distributed to the fabric suppliers and /or vertical vendors if there’s any updated from time to time.)

7

8
PHASE II FABRIC DEVELOPMENT
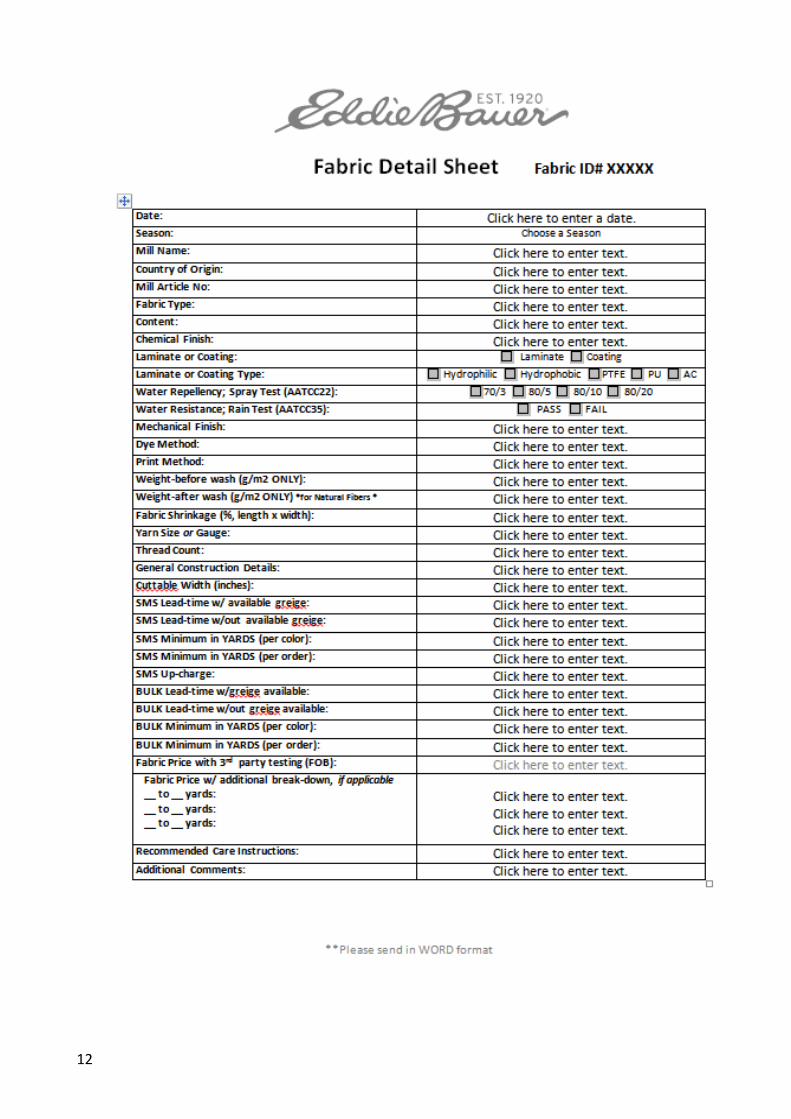
A. Fabric Development Sample/Fabric Detail Sheet
In the development stage, all fabric development samples must be submitted together with Eddie
Bauer Fabric Detail Sheet (FDS). (***Please see the specific FDS Form by separate Word file)
If a fabric is sent in without a fully completed FDS, IT WILL NOT BE REVIEWED. All fabrics for
development must have internal/external test results supplied.
In our efforts to capture as much information as we can about our fabrics we will be choosing, pleasefill out our FDS’ according to the instructions below:
Mill Name:Please provide any Greige Mills that are applicable,example: Mill Name (Greige Mill Name).
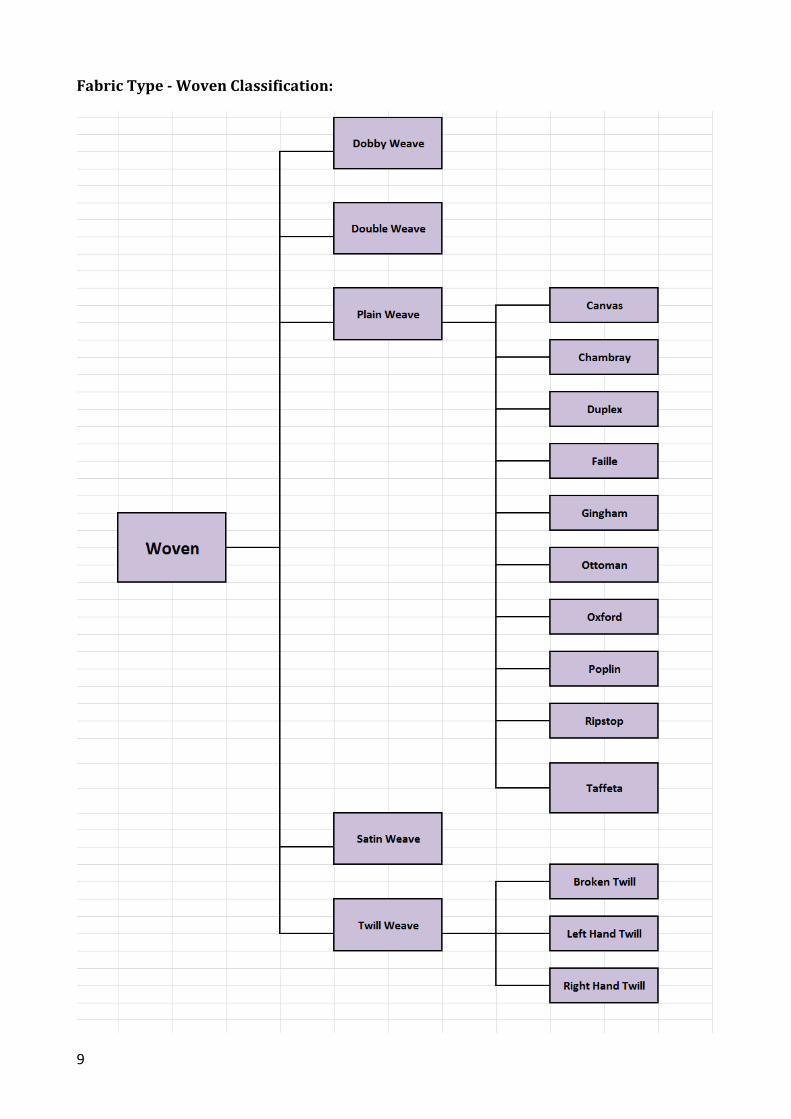
Fabric Type:
Please provide the Fabric Type to the most in-depthclassification, example: Woven, Plain Weave, andRipstop. Please refer to the classification charts on nextpage for further reference.
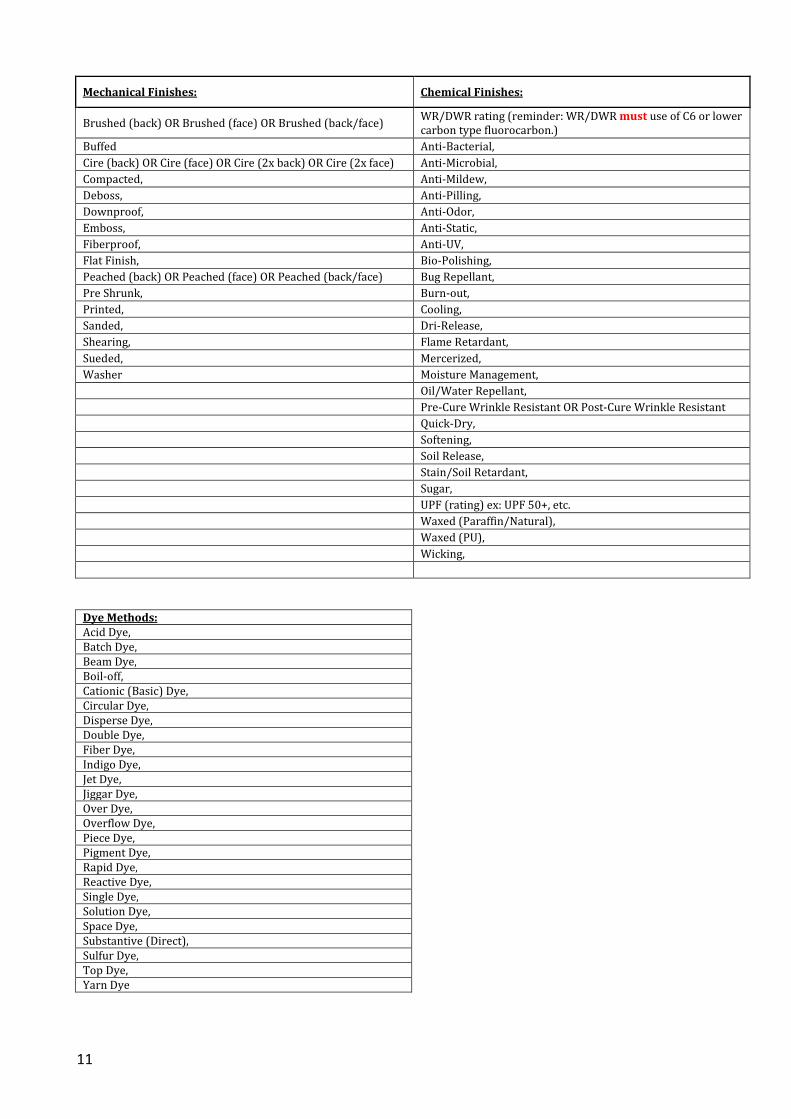
Chemical Finish: Please see “Finishes” listed on the next page.
Mechanical Finish: Please see “Finishes” listed on the next page.
Yarn Size or Gauge: Please include Warp x Weft OR Wales x Cords.
General ConstructionDetails:
Please include any additional information that may notbe included in Yarn Size/Gauge and/or Thread Count.
Dye Methods: Please see “Dye Methods” listed on the next page.Fabric Price W/Additional break-down,if applicable:If the fabric is priced inincrements, pleaseinclude
The increments in yards and the price that is associatedwith that increment
Additional Comments: Please call out if any comment/quality concern whichrelated to this fabric
*If any fabric does not fit into the attachments that we have provided, please let us knowhow we will need to classify and/or document the methods being used.
9
Fabric Type - Woven Classification:

10
Fabric Type - Knit Classification:
11
Mechanical Finishes: Chemical Finishes:
Brushed (back) OR Brushed (face) OR Brushed (back/face)WR/DWR rating (reminder: WR/DWR must use of C6 or lowercarbon type fluorocarbon.)
Buffed Anti-Bacterial,
Cire (back) OR Cire (face) OR Cire (2x back) OR Cire (2x face) Anti-Microbial,
Compacted, Anti-Mildew,
Deboss, Anti-Pilling,
Downproof, Anti-Odor,
Emboss, Anti-Static,
Fiberproof, Anti-UV,
Flat Finish, Bio-Polishing,
Peached (back) OR Peached (face) OR Peached (back/face) Bug Repellant,
Pre Shrunk, Burn-out,
Printed, Cooling,
Sanded, Dri-Release,
Shearing, Flame Retardant,
Sueded, Mercerized,
Washer Moisture Management,
Oil/Water Repellant,
Pre-Cure Wrinkle Resistant OR Post-Cure Wrinkle Resistant
Quick-Dry,
Softening,
Soil Release,
Stain/Soil Retardant,
Sugar,
UPF (rating) ex: UPF 50+, etc.
Waxed (Paraffin/Natural),
Waxed (PU),
Wicking,
Dye Methods:Acid Dye,Batch Dye,Beam Dye,Boil-off,Cationic (Basic) Dye,Circular Dye,Disperse Dye,Double Dye,Fiber Dye,Indigo Dye,Jet Dye,Jiggar Dye,Over Dye,Overflow Dye,Piece Dye,Pigment Dye,Rapid Dye,Reactive Dye,Single Dye,Solution Dye,Space Dye,Substantive (Direct),Sulfur Dye,Top Dye,Yarn Dye
12
13
PHASE III FABRIC PRE-PRODUCTION
A. Global Salesman Sample (GSS) Process
All fabrics that are finalized in our development season are to be used in Global Salesman Samples
(GSS). Unless you have previously received approval from the Materials Team that there will be a
charge for failing to meet a minimum order size, fabric suppliers shall not include any upcharges for
salesman samples to our factories for under minimum orders. For minimum order size approval,
please discuss with the Material Team to insure that fabric is of bulk quality so that EB can use the
leftover fabric in bulk.
We will require the mill to have Greige on hand for our bulk needs after Salesman Samples. The
Sourcing Team will provide Greige Projections 3x per the season to insure that the mills have our
required needs.
B. Pattern Work Instruction
Fabric suppliers and /or vertical vendors are required to follow pattern work process which applies to
print strike offs, yarn dye handlooms/knitdowns, embroidery development, etc. The below points
contain important information and instructions to which mills and/or vertical vendors must strictly
adhere:
EBUS Materials Team is responsible for the development & tracking of all pattern worksubmits with the fabric suppliers and /or vertical vendors.
Fabric suppliers and /or vertical vendors must send all pattern work bulk submits toEBUS Materials Team for approval.
EBUS Materials Team will advise comments via TradeStone Software (TSS) or email from ourTrackVia database to fabric suppliers and /or vertical vendors.
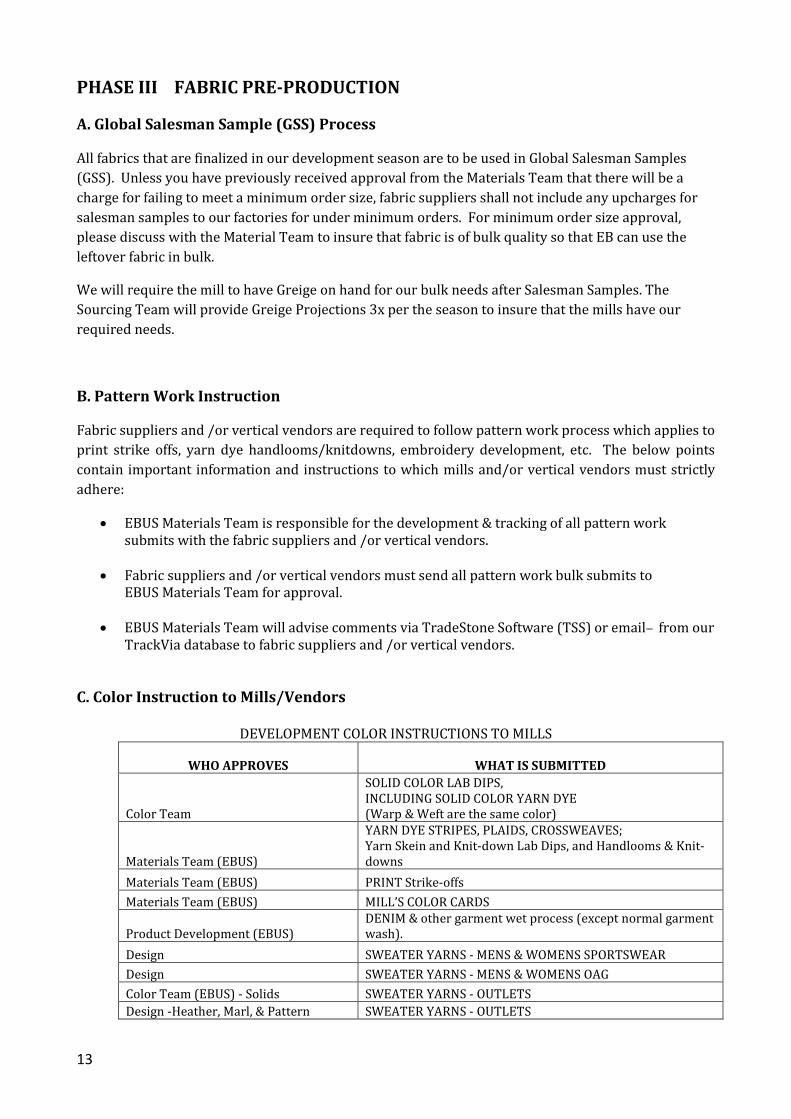
C. Color Instruction to Mills/Vendors
DEVELOPMENT COLOR INSTRUCTIONS TO MILLS
WHO APPROVES WHAT IS SUBMITTED
Color Team
SOLID COLOR LAB DIPS,INCLUDING SOLID COLOR YARN DYE(Warp & Weft are the same color)
Materials Team (EBUS)
YARN DYE STRIPES, PLAIDS, CROSSWEAVES;Yarn Skein and Knit-down Lab Dips, and Handlooms & Knit-downs
Materials Team (EBUS) PRINT Strike-offs
Materials Team (EBUS) MILL’S COLOR CARDS
Product Development (EBUS)DENIM & other garment wet process (except normal garmentwash).
Design SWEATER YARNS - MENS & WOMENS SPORTSWEAR
Design SWEATER YARNS - MENS & WOMENS OAG
Color Team (EBUS) - Solids SWEATER YARNS - OUTLETS
Design -Heather, Marl, & Pattern SWEATER YARNS - OUTLETS
14
The Eddie Bauer Asia (EBA) Color Team is responsible for solid color lab dips approval for AsiaSuppliers (*Western Hemisphere suppliers should send to Eddie Bauer LLC (EBUS) Color Team). TheEBUS Materials Team will work directly with the mills to approve color for pattern works (prints, yarndye stripes and plaids, denims, multi-color yarn-dyes (including cross-dyes), and for colors purchasedoff of the mills’ color cards.
SOLID COLOR LAB DIP INSTRUCTIONS
LAB DIP SCHEDULE:Please order color standards immediately upon receiving lab dip instructions from TradeStoneSoftware (TSS) or EBUS.
We expect the 1st lab dip submits to exit your mill within 14 working days of obtaining thecolor standard.
Resubmits are expected to exit your mill 7 days from receiving comments for the previoussubmit.
Once our production team confirms the vendor/factory for the style, mill should proactivelyinform EBA the latest date of lab dip approval.
If there’s any delay of bulk shipment due to the late of lab dip submits, the fabric suppliers and/or vertical vendors have to take the whole responsibility to bear the air flight cost.
LAB DIP APPROVAL GOAL:It is our expectation that you will submit lab dips that should be able to be approved by the 1st or 2nd
round of submits.
REPEAT / CARRYOVER COLORS: If you have an approved lab dip for the same color in the same fabric, but it is over 24 months
old, please provide a new dip. If you have an approved lab dip for the same color in the same fabric, but it is within 24
months old, please advise the most recent lab dip approval date with associated style, andseason. We will advise if we are able to accept the previous approval.
COLOR APPROVAL:1.) Light Sources:
a. The primary light source is D65.i. Match the lab dips to the standard in D65.
b. The secondary light source is CWF (Cool White Fluorescent)i. Please only check for lab dip color stability in CWF.
ii. Many color standards flare, therefore, do not attempt to match to the standardin CWF, nor check for metamerization. We are only concerned with the labdip’s color stability between different light sources. This may mean onlyvisually evaluating for stability in CWF without the standard in the light box.
c. The tertiary light source is IncA (Incandescent A).i. Please also check that the lab dip has not changed hue in IncA.
2.) Tolerances:Please note: EB only considers the primarily light source (D65) when approving lab dips andbulk production lots. In rare cases, EB may also consider spectrophotometer results given thebelow tolerances.
15
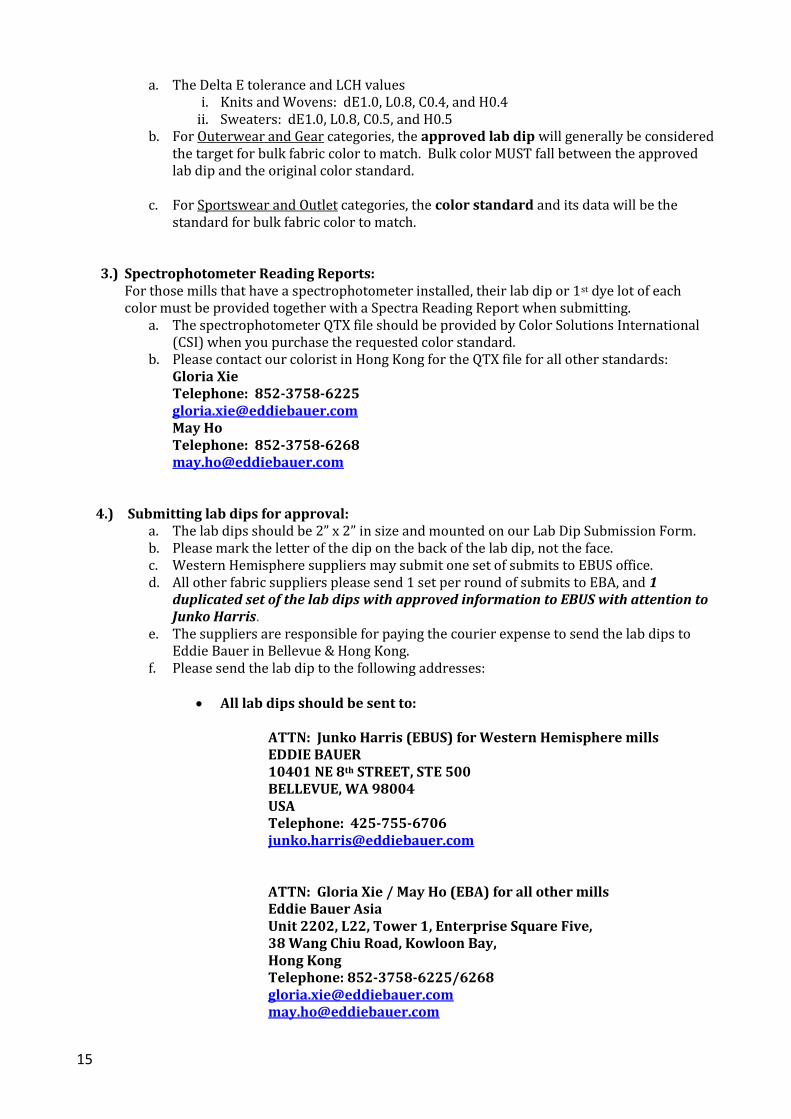
a. The Delta E tolerance and LCH valuesi. Knits and Wovens: dE1.0, L0.8, C0.4, and H0.4
ii. Sweaters: dE1.0, L0.8, C0.5, and H0.5b. For Outerwear and Gear categories, the approved lab dip will generally be considered
the target for bulk fabric color to match. Bulk color MUST fall between the approvedlab dip and the original color standard.
c. For Sportswear and Outlet categories, the color standard and its data will be thestandard for bulk fabric color to match.
3.) Spectrophotometer Reading Reports:For those mills that have a spectrophotometer installed, their lab dip or 1st dye lot of eachcolor must be provided together with a Spectra Reading Report when submitting.
a. The spectrophotometer QTX file should be provided by Color Solutions International(CSI) when you purchase the requested color standard.
b. Please contact our colorist in Hong Kong for the QTX file for all other standards:Gloria XieTelephone: [email protected] HoTelephone: [email protected]
4.) Submitting lab dips for approval:a. The lab dips should be 2” x 2” in size and mounted on our Lab Dip Submission Form.b. Please mark the letter of the dip on the back of the lab dip, not the face.c. Western Hemisphere suppliers may submit one set of submits to EBUS office.d. All other fabric suppliers please send 1 set per round of submits to EBA, and 1
duplicated set of the lab dips with approved information to EBUS with attention toJunko Harris.
e. The suppliers are responsible for paying the courier expense to send the lab dips toEddie Bauer in Bellevue & Hong Kong.
f. Please send the lab dip to the following addresses:
All lab dips should be sent to:
ATTN: Junko Harris (EBUS) for Western Hemisphere millsEDDIE BAUER10401 NE 8th STREET, STE 500BELLEVUE, WA 98004USATelephone: [email protected]
ATTN: Gloria Xie / May Ho (EBA) for all other millsEddie Bauer AsiaUnit 2202, L22, Tower 1, Enterprise Square Five,38 Wang Chiu Road, Kowloon Bay,Hong KongTelephone: 852-3758-6225/[email protected]@eddiebauer.com
16
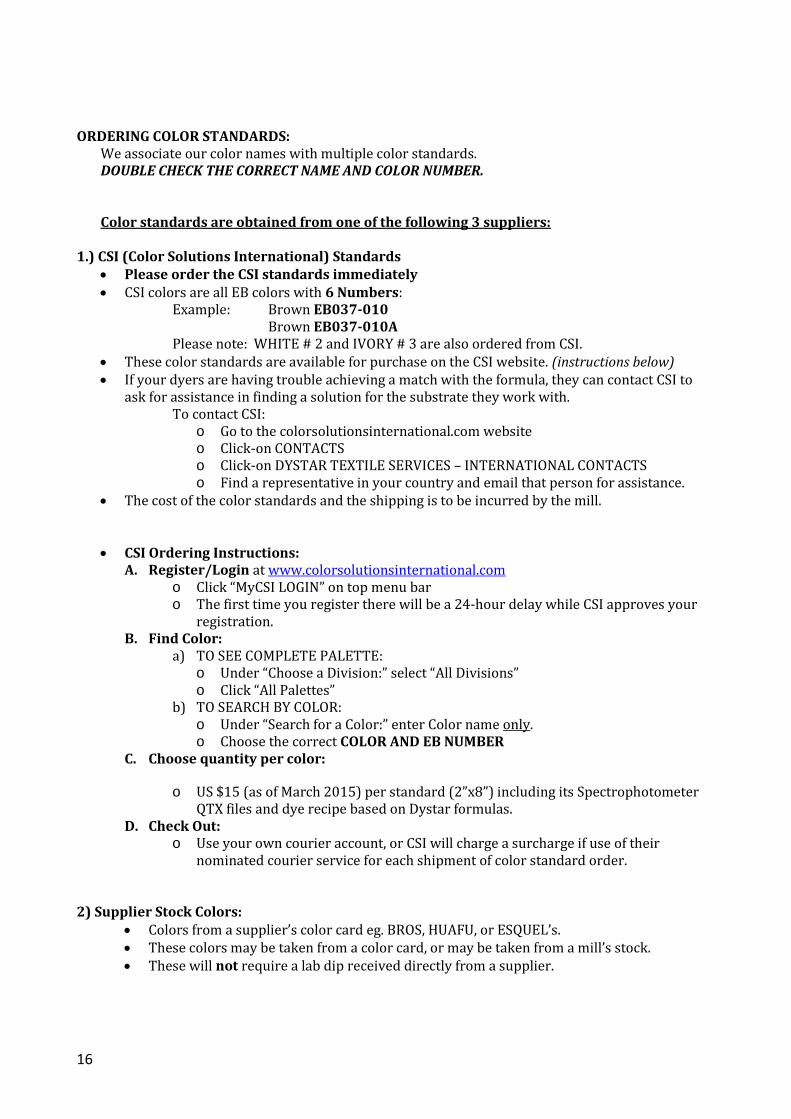
ORDERING COLOR STANDARDS:We associate our color names with multiple color standards.DOUBLE CHECK THE CORRECT NAME AND COLOR NUMBER.
Color standards are obtained from one of the following 3 suppliers:
1.) CSI (Color Solutions International) Standards Please order the CSI standards immediately CSI colors are all EB colors with 6 Numbers:
Example: Brown EB037-010Brown EB037-010A
Please note: WHITE # 2 and IVORY # 3 are also ordered from CSI. These color standards are available for purchase on the CSI website. (instructions below) If your dyers are having trouble achieving a match with the formula, they can contact CSI to
ask for assistance in finding a solution for the substrate they work with.To contact CSI:
o Go to the colorsolutionsinternational.com websiteo Click-on CONTACTSo Click-on DYSTAR TEXTILE SERVICES – INTERNATIONAL CONTACTSo Find a representative in your country and email that person for assistance.
The cost of the color standards and the shipping is to be incurred by the mill.
CSI Ordering Instructions:A. Register/Login at www.colorsolutionsinternational.com
o Click “MyCSI LOGIN” on top menu baro The first time you register there will be a 24-hour delay while CSI approves your
registration.B. Find Color:
a) TO SEE COMPLETE PALETTE:o Under “Choose a Division:” select “All Divisions”o Click “All Palettes”
b) TO SEARCH BY COLOR:o Under “Search for a Color:” enter Color name only.o Choose the correct COLOR AND EB NUMBER
C. Choose quantity per color:
o US $15 (as of March 2015) per standard (2”x8”) including its SpectrophotometerQTX files and dye recipe based on Dystar formulas.
D. Check Out:o Use your own courier account, or CSI will charge a surcharge if use of their
nominated courier service for each shipment of color standard order.
2) Supplier Stock Colors: Colors from a supplier’s color card eg. BROS, HUAFU, or ESQUEL’s. These colors may be taken from a color card, or may be taken from a mill’s stock. These will not require a lab dip received directly from a supplier.

17
3) All Other Color Standards (not from CSI, nor suppliers): These standards are for colors that were established prior to changing to CSI as our main
color standard supplier. The color team will mail you these standards shortly after the lab dip initiated. These colors are numbered as follows (These numbers are not real; they are just for
example):
Color name followed by 3 or 4 numbers:Example: Brown EB2-115
Brown EB025
Color name followed by 3 letters starting with E or A:Example: Brown EBA164
Brown EBM245Brown EBW166Brown EBO253Brown AKM1149Brown AKW5113
Lab Dip Chasing
Mills and Vertical Vendors must provide status of all lab dips they are supplying for EB product. The
below points contain important information and instructions to which mills and/or vertical vendors
must strictly adhere:-
1. Fabric mill to submit 1st lab dip should not more than 14 working days from receipt of thecolor standard.
2. EB Color Team to provide comments on all lab dips within 2 working days from receipt
3. EB Color Team to send comments via TradeStone System (TSS) or email to the fabric mills.
4. All lab dip resubmits are due within 7 working days from the date the fabric mill receivescomments from EB Color Team.
5. EBA Color Team is responsible for chasing and tracking the mill submits and to ensureapproval of ALL lab dips before the deadline.
6. Carry Over Lab Dipa. ALL approved lab dips are valid for 24 months from the date of their approval.b. Lab dips older than 24 months need to be resubmitted to EB Color Team for approval.c. EBUS shall initiate any resubmits for lab dips older than 24 months.

18
Lab Dip Request FormPlease order color standards immediately upon receiving lab dip instructions from TradeStone Software (TSS) or EBUS on below format:-
19
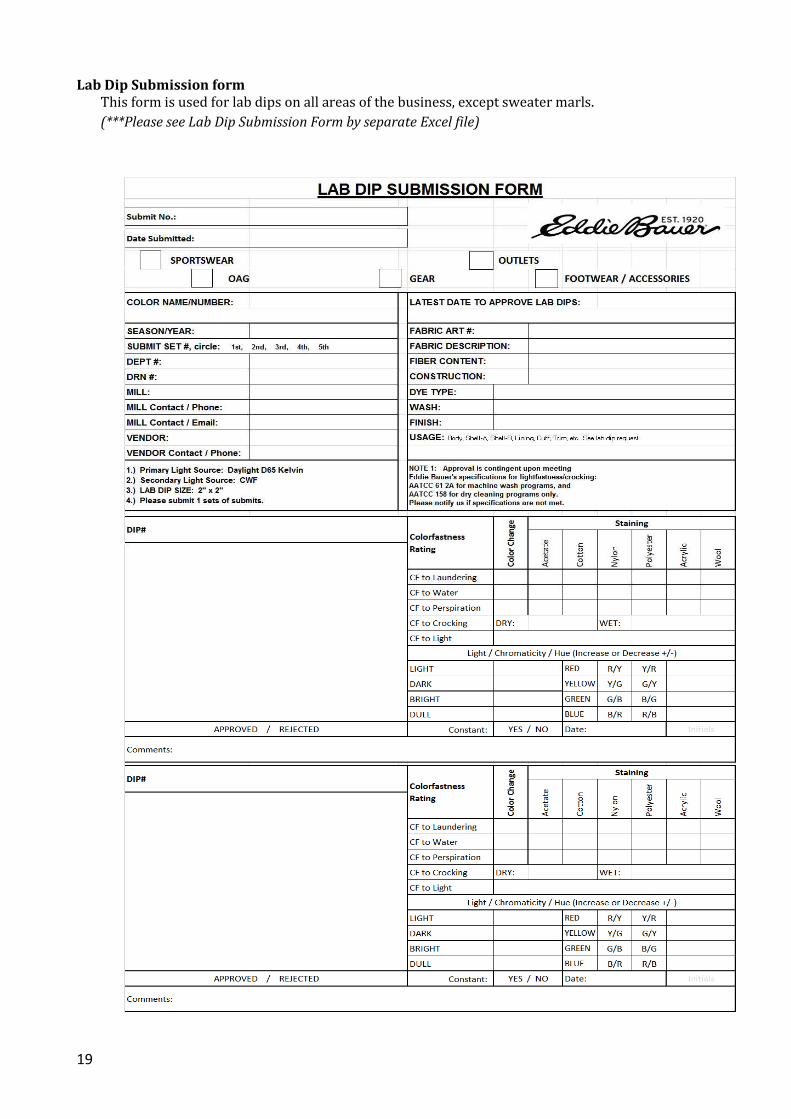
Lab Dip Submission formThis form is used for lab dips on all areas of the business, except sweater marls.
(***Please see Lab Dip Submission Form by separate Excel file)
20
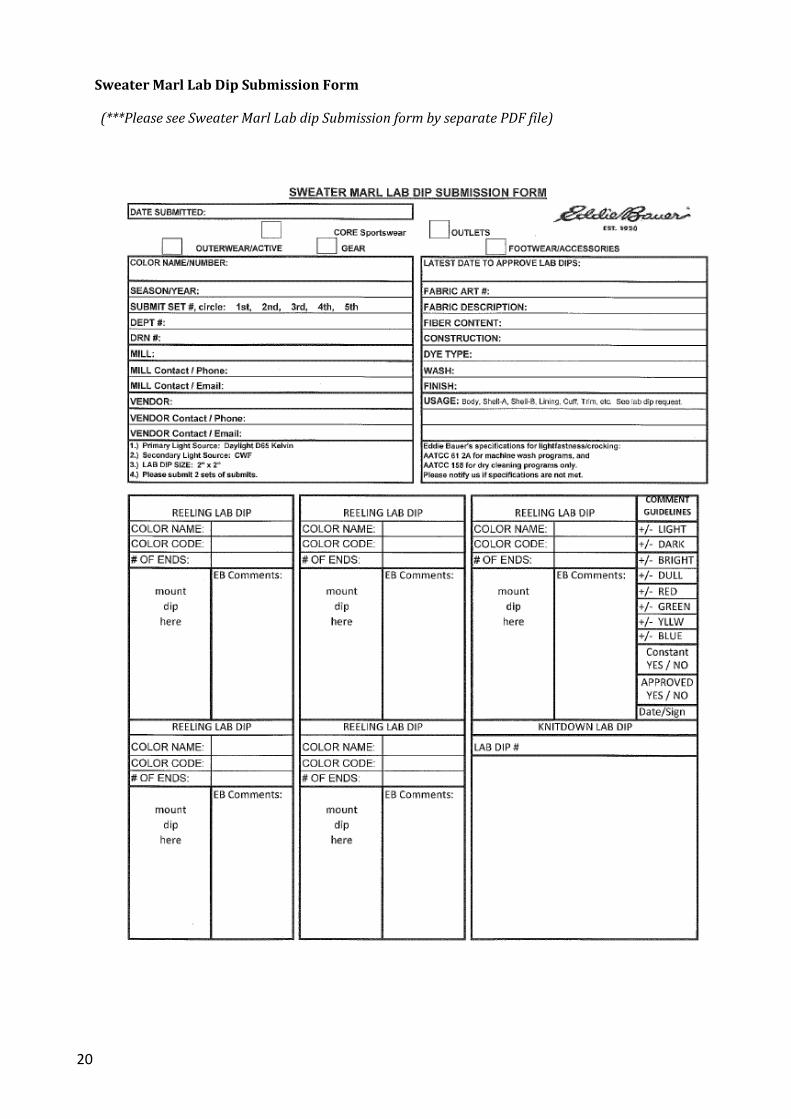
Sweater Marl Lab Dip Submission Form
(***Please see Sweater Marl Lab dip Submission form by separate PDF file)
21
PHASE IV FABRIC PRODUCTION
A. Bulk Color (Solid) Approval & Chasing Process
The below points contain important information and instructions regarding submission process
which fabric suppliers and /or vertical vendors must strictly adhere.
EBA Color Team (Western Hemisphere suppliers will be sent EBUS Color Team) is responsibleto chase and track the mill’s bulk color submission on schedule and approve the 1st dye lot 3weeks before the Fabric X-mill date.
Exception: In some cases, EB Color Team will request that a fabric mill submit ALLSUBSEQUENT DYE LOTS for approval prior to bulk fabric shipment – not just the 1st dye lot.
It is the mill’s responsibility to ensure the subsequent dye lots meet the approved dye lot.
EB Color Team will send approval comments thru TradeStone System (TSS) or email within 48hours upon receipt of submission.
Any fabric resubmits will be sent by fabric suppliers to EB Color Team within 7 days fromreceiving comments for the rejected submission.
B. Shade Band Approval Process for Non-Wash Program
Fabric suppliers submit bulk shade band to Vendor for approval prior to fabric shipment.
Exception: In some cases, EB Color Team will request that a fabric mill submit shade bands forALL SUBSEQUENT DYE LOTS for approval prior to bulk fabric shipment.
Accurate information is required for ALL shade lot submits. Required information: Lot #,Quantity, Fabric X-mill date and Garment Delivery date.
Please note: EBA DOES NOT ALLOW OR ACCEPT vendors to use shading/special markers forbulk garment production. Any affected fabric should be replaced immediately and withoutdelay.
C. Shade Band Approval Process for Wash Program
All washed shade bands should be sent to EBUS Product Developer for approval.

22
D. Bulk Fabric Submission Form
In the bulk production stage, all fabrics must be submitted on the Eddie Bauer Bulk Fabric Submission
Form to EBA for quality, appearance, color, handfeel & finishing approval prior to shipment.
Production quality of the entire bulk production must meet the quality of the fabric sample submitted
(if it is approved) and the sample must be submitted early enough to execute if any improvement is
needed. (***Please see Bulk Shade Band _Washband Submission Form by separate Excel file)
23
E. Quality Assurance and Testing Requirement
Bulk fabric testing report is valid for 1 calendar year. A new test is required after expiration of the old
report.
Fabric suppliers and /or vertical vendors must be aware that all bulk qualities, colors and tests must
meet EB standards and be approved prior to shipment.
Third party testing is compulsory on Eddie Bauer fabrics, unless the fabric supplier has Eddie Baueraccreditation. Bulk fabric may not be used without an approved test report.
Bureau Veritas is Eddie Bauer’s approved independent laboratory, and no other lab may be used forbulk testing without EB’s express agreement.
Please refer to the following appendices for the detail of testing requirements, including specifications,protocols and policy statements.
1) Eddie Bauer Quality Assurance Apparel Testing for Adults & Children2) Eddie Bauer Testing Specifications3) TS BV Costing updates April 20154) Eddie Bauer Apparel/Trim Test Request Form5) Eddie Bauer Global Sourcing Announcement: Bureau Veritas-Test Request Form - On Line6) Introduction to Bureau Veritas OneSource System
F. New Reporting/Dispositioning Process from BVOS
Fabric suppliers and /or vertical vendors can access production test through an information
management system called Bureau Veritas OneSource (BVOS) which is managed by our nominated
test provider Bureau Veritas.
BVOS system is utilized specifically for reviewing and commenting on “Failed” production test reports.
Comments regarding “Failed” production reports will be given by EBA Materials & Color Team
though BVOS system.
Fabric suppliers and /or vertical vendors will receive an email directly from BVOS
([email protected]) with Eddie Bauer’s comments pertaining to a specific report along
with a link and a passcode. This email will be issued to all recipients listed on the Test Request Form
and can be used to log into BVOS for that particular reviewed report in order to comment back to
Eddie Bauer staff. Once the recipient of the email enters the BVOS site, they will be directed to an
"Order Details" page which shows the report Eddie Bauer has reviewed, the tests conducted at the lab,
as well as any comments listed by Eddie Bauer. Filling out the Test Request Form (TRF) completely
and accurately is even more crucial than before as this information is used when issuing comments
from BVOS.
The PowerPoint presentation of Introduction to Bureau Veritas OneSource System helps to explain the
Product Disposition workflow and how mills/vendors need to interact with BVOS.
24
G. Bulk Fabric Inspection
The following performance criteria shall be evaluated during fabric inspection by fabric suppliers and
/or vertical vendors.
Shipment Rule -
Rolls that fail to meet performance criteria must be pulled from shipment.
Mildew –
Total consignment will be rejected if any roll exhibits mildew at inspection. Processing shall stop
immediately and evidence of mildew documented for claim.
Odors –
Total consignment will be rejected if any roll exhibits objectionable odor at inspection or while laying.
For all resin fabrics, at least one roll shall be checked for odor 24hrs after packing.
Hand Feel –
At the inspection, the hand feel shall be evaluated at beginning, middle and end of each roll. Shipment
shall fail if it does not meet the given approved quality standard.
Weight –The inspectors shall check fabric weight by punching at inspection. Weight must be recorded oninspection report. Weight must fall within ± 5% of agreed standard on fabric detail sheet.
Width –
At the inspection, the fabric width shall be checked for each roll at beginning, middle and end. Thecuttable width must exclude stenter pin marks at selvedge, unprinted, uncoated or untreated surfaceportion of the fabric.
Bare –
No bare will be accepted on any roll. If bare exceeds 10% of the consignment, then total consignmentwill be rejected.
Roll Length –
Roll length must be mentioned in ticket. No shortage will be accepted. Minimum length can be noshorter than 25yards. Roll lengths 25-50 yards not allowed more than 10% to the shipment. If mill hasany technical difficulties in maintaining required length, then mill shall advise EBUS or EBA atdevelopment stage. Only one splice per roll is acceptable and count as 4 point. Fabric mill mustidentify yield of the fabric on packing list or roll ticket as well as fabric weight. Fabric length on ticketmust not exceed weight x yield.Example – If roll weight is 20kg and yield is 5m/kg, then ticket length must not exceed 100m.
25
Pattern repeat size –
Yarn dye or printed repeats must be checked against the approved strike-off or reference sample atbeginning, middle and end of roll. 1% plus or minus will be accepted on repeat size taken number ofrepeats in 50cm from start, middle and end.Example – repeat size -5cm. Total number of repeats -50/5=10 repeats. Number of repeats can beaccepted 10*1% = 0.1 – 9.9 to 10.1.If 10% of the shipment fabric fails, then entire shipment fails.Bowing & Skewing –
At the inspection, Bow and Skew must be checked for inspected rolls. If the roll (s) does not meet the
maximum tolerance specified by Eddie Bauer (see Vendor Compliance Manual for tolerance
standards).
If the total number of yards/meters graded as second quality is more than 10% of the total inspection
quantity for all criteria, the entire shipment fails.
Within the roll shading –
Fabric inspector must check shade variation between side-to-side, side-to-center and end-to-end. 10%
of the roll must be shade checked at start middle and end. Shading must maintain grey scale 4-5.
Below shading will be rejected. No roll shall have shading differential. If any roll has shading issue,
then shipment will be rejected unless mill receives approval by EBA to ship.
Fabric mill shall measure shading by taking five (5) full width fabric cuts from each roll and compare
shading by re-attaching five full width cuts as below.
Full width
A B C D E
Cut and re-stitch
D A C E B
10 % of theBatch
Start
Middle
End
Eddie Bauer follows ASTM D5430 4-Point System for bulk inspection. For detail of requirements,
please refer to “4-Point System”.
H. Inspection Policy
All textile suppliers, garment manufacturers and/or third party inspection service companies mustadhere to the policies and standards in this manual when conducting Eddie Bauer fabric inspection.
26
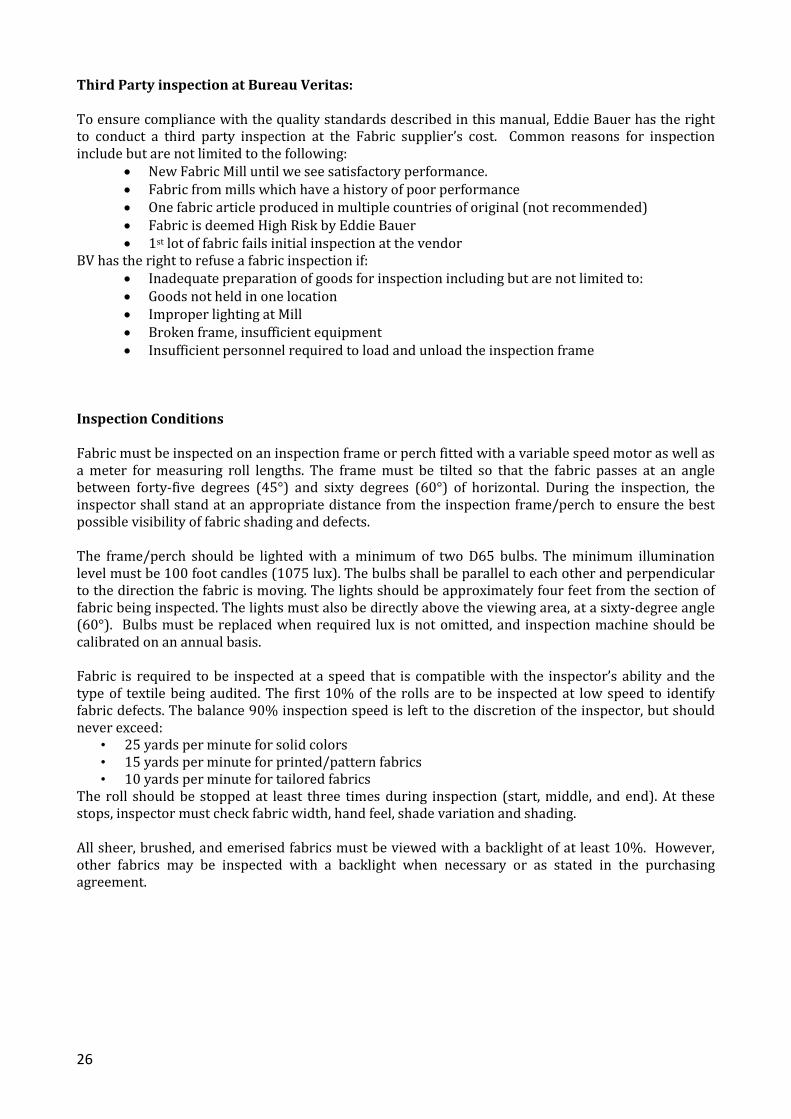
Third Party inspection at Bureau Veritas:
To ensure compliance with the quality standards described in this manual, Eddie Bauer has the rightto conduct a third party inspection at the Fabric supplier’s cost. Common reasons for inspectioninclude but are not limited to the following:
New Fabric Mill until we see satisfactory performance. Fabric from mills which have a history of poor performance One fabric article produced in multiple countries of original (not recommended) Fabric is deemed High Risk by Eddie Bauer 1st lot of fabric fails initial inspection at the vendor
BV has the right to refuse a fabric inspection if: Inadequate preparation of goods for inspection including but are not limited to: Goods not held in one location Improper lighting at Mill Broken frame, insufficient equipment Insufficient personnel required to load and unload the inspection frame
Inspection Conditions
Fabric must be inspected on an inspection frame or perch fitted with a variable speed motor as well asa meter for measuring roll lengths. The frame must be tilted so that the fabric passes at an anglebetween forty-five degrees (45°) and sixty degrees (60°) of horizontal. During the inspection, theinspector shall stand at an appropriate distance from the inspection frame/perch to ensure the bestpossible visibility of fabric shading and defects.
The frame/perch should be lighted with a minimum of two D65 bulbs. The minimum illuminationlevel must be 100 foot candles (1075 lux). The bulbs shall be parallel to each other and perpendicularto the direction the fabric is moving. The lights should be approximately four feet from the section offabric being inspected. The lights must also be directly above the viewing area, at a sixty-degree angle(60°). Bulbs must be replaced when required lux is not omitted, and inspection machine should becalibrated on an annual basis.
Fabric is required to be inspected at a speed that is compatible with the inspector’s ability and thetype of textile being audited. The first 10% of the rolls are to be inspected at low speed to identifyfabric defects. The balance 90% inspection speed is left to the discretion of the inspector, but shouldnever exceed:
• 25 yards per minute for solid colors• 15 yards per minute for printed/pattern fabrics• 10 yards per minute for tailored fabrics
The roll should be stopped at least three times during inspection (start, middle, and end). At thesestops, inspector must check fabric width, hand feel, shade variation and shading.
All sheer, brushed, and emerised fabrics must be viewed with a backlight of at least 10%. However,other fabrics may be inspected with a backlight when necessary or as stated in the purchasingagreement.
27
Fabric Inspection Roll Report (To be supplied by vendor)The Inspector fills in this form during an inspection. This report states the details found on eachinspected roll. After an inspection, a copy of the report is attached to the inspected roll.
Mill Responsibility on inspection 100% inspection all bulk fabric 100% shade check at the beginning of each roll-- a 6-inch full width (head-end ) should be
taken for checking color shading (refer to how to check color shading) 10% shading check at start, middle and end of roll 100% weight check Mark all points at selvedge. Mark face side, nap direction on all rolls at beginning and end.
Vendor Responsibility at Inspection Conduct at least 10% inspection at beginning. If fail, then inspect another 15%. Follow the cut and claim procedure for inspection failures (Detail refer to Page 90) Follow blanket procedure for color assessment and color shade check.
NOTE: Eddie Bauer reserves the right to reject any product for failure to meet specificationsbased on its inspection.
4-Point System
Guideline
Eddie Bauer adopts 4-Point System according to ASTM D5430. This method describes a procedure toestablish a numerical designation for grading of fabrics from a visual inspection. Mills or verticalvendors must follow this standard for the delivery and acceptance of fabrics. All type of fabricswhether grey or finished, knit or woven, is graded by this system. Visible defects are scored inproportion to the size of defect.
The 4-Point System assigns 1, 2, 3 and 4 penalty points according to the size, quality and significanceof the defect. No more than 4 penalty points is assigned for any single defect. Defect can be measuredeither length or width direction, the system remains the same. Only major defects are considered. Nopenalty points are assigned to minor defects.
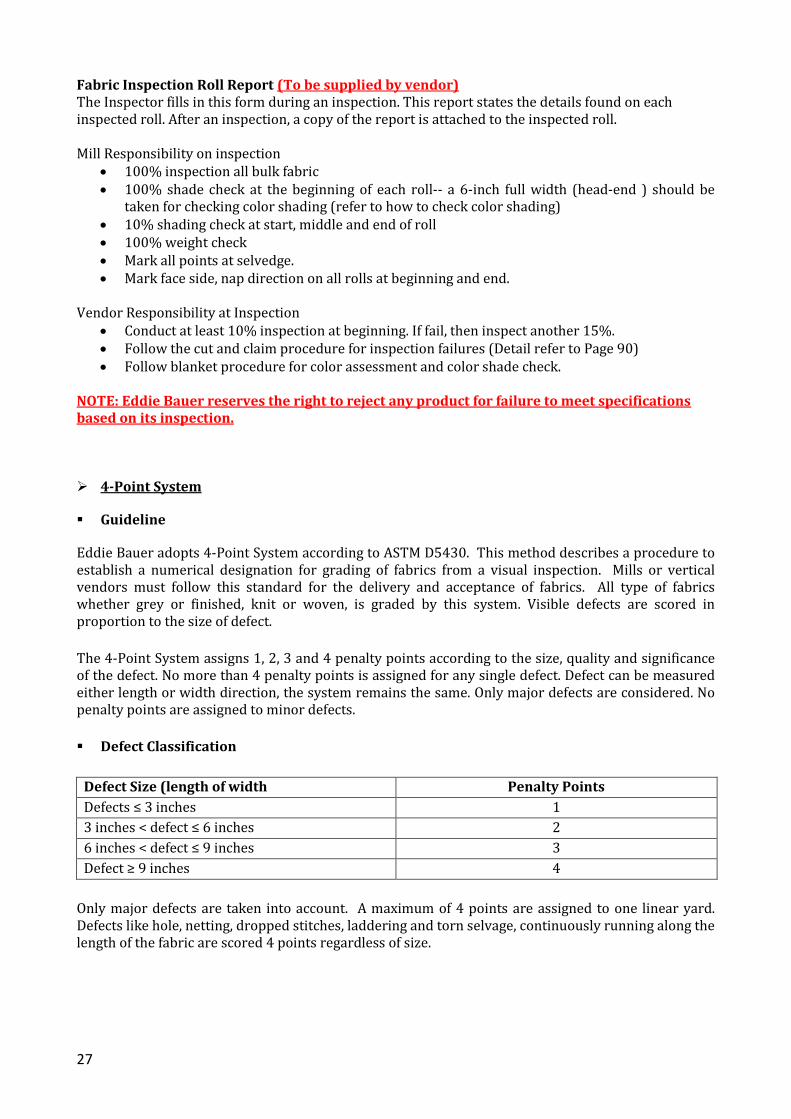
Defect Classification
Defect Size (length of width Penalty Points
Defects ≤ 3 inches 1
3 inches < defect ≤ 6 inches 2
6 inches < defect ≤ 9 inches 3
Defect ≥ 9 inches 4
Only major defects are taken into account. A maximum of 4 points are assigned to one linear yard.Defects like hole, netting, dropped stitches, laddering and torn selvage, continuously running along thelength of the fabric are scored 4 points regardless of size.

28
Defect Calculation
Actual individual roll points (penalty points per 100 square yards)
=Total penalty points x 3600 (conversion factor)Average cuttable width x yards inspected
Example:A fabric roll 120 yards long and 46 inch wide contains following defects.
4 defects up to 3 inch length3 defects from 3 to 6 inch length2 defects from 6 to 9 inch length1 defect over 9 inch length1 hole over 1 inch
4 x 13 x 22 x 31 x 41 x 4
4 points6 points6 points4 points4 points
Total defect points 24 pointsPenalty points / sq yards = (24 x 3600)/(120 x 46)
= 15.652 points
Definition:“First Quality” – An individual roll/piece is graded a “First” if actual individual roll points do notexceed requested individual roll points specified below. Similarly, the average shipment points shouldnot exceed requested shipment points for an entire shipment to be considered First Quality.“Second Quality” – A roll/piece is graded a “Second” if the total penalty points per 100 square yardsexceed requested individual roll points.
However, different fabrics have different acceptable levels according to fabric group; mill or vendorshould refer to the following table.
1) WovenFabric Type Individual Roll Shipment
All synthetic 20 points/100 yd2 18 points/100 yd2
CottonBasic denimWoolen punCorduroy / VelvetSynthetic blends
24 points/100 yd2 20 points/100 yd2
Linen / Blends 30 points/100 yd2 28 points/100 yd2
2) KnitFabric Type Individual Roll Shipment
All syntheticWorsted spunWarp knitLace
20 points/100 yd2 18 points/100 yd2
All specialty fabric – Jacquard/DobbySynthetic blendsWoolen spunSpandex stretchFleece/Terry/Inlay
24 points/100 yd2 20 points/100 yd2
Basic knit fabric (combed cotton/cottonblended)Plain jersey/interlock/rib
24 points/100 yd2 20 points/100 yd2
Basic knit fabric (carded cotton) 28 points/100 yd2 24 points/100 yd2

29
Quality Criteria
1) The whole shipment is designated ‘FAIL’ if:a. The penalty points per shipment are over requirement as specified above.b. the failed second quality percentage is over 10% over the total fabric
order.c. The total measured inspected length must match the total ticket length.d. any inspected roll’s design/pattern/construction does not match to the
description on the order or approved color swatch
2) An individual roll may be considered as “First Quality,” but the whole shipment ispending if the roll has any of the following defects (even if no penalty points areassigned):Hand feel Roll does not match the approved sampleOdor and mildew Roll exhibits odor or mildewWeight Out of ± 5%
Two different rolls per colorShade evaluation Roll is outside of grey scale 4-5 against the approved
sample but the total second quality percentage is lessthan 10%.
Roll shade with grey scale 4 but each inspected roll iswithin grey scale 4-5 against the approved sample
3) An individual roll is considered as “Second Quality” if it has the following defects andno penalty points:Shade evaluation Roll is outside of grey scale 4-5 against the approved sampleShade continuity Roll is outside of grey scale 4-5 within one roll
Note: side – center – side, end to endLength Roll measures less than the roll ticketCuttable width Narrow width has no tolerance
Any minus than specified cuttable widthBow/Skew If Bow/Skew is rejected during inspection, then final
decision will be made subject to the bulk fabric test resultPoor selvage Roll exhibits a notice degree of loss or tightness along
either or both selvedges. Ripples, puckers, folds or crease in the fabric body that
prevent the fabric from lying flat when being spread in aconventional manner.
Running defect Includes dye streak, barre, needle line, etc. Defect repeats over 9”/230mm. Defect repeats through more than 10 continuous yards.Note: if roll is less than 50 yards, it must be rejected at morethan 3 continuous yards.
4) An individual roll is considered as “Second Quality” and assigned penalty points whenit has the following defects:Splices Minimum splice length of 30 yards for all fabrics
No roll is accepted containing more than two joined pieces.Full width defect No roll contains more than four full width defects per 100
linear yards

30
5) An individual roll is considered as “Second Quality” if it has the following defects andno penalty points:Shade evaluation Roll is outside of grey scale 4-5 against the approved sampleShade continuity Roll is outside of grey scale 4-5 within one roll
Note: side – center – side, end to endLength Roll measures less than the roll ticketCuttable width Narrow width has no tolerance
Any minus than specified cuttable widthBow/Skew If Bow/Skew is rejected during inspection, then final
decision will be made subject to the bulk fabric test resultPoor selvage Roll exhibits a notice degree of loss or tightness along
either or both selvedges. Ripples, puckers, folds or crease in the fabric body that
prevent the fabric from lying flat when being spread in aconventional manner.
Running defect Includes dye streak, barre, needle line, etc. Defect repeats over 9”/230mm. Defect repeats through more than 10 continuous yards.Note: if roll is less than 50 yards, it must be rejected at morethan 3 continuous yards.
6) An individual roll is considered as “Second Quality” and assigned penalty points whenit has the following defects:Splices Minimum splice length of 30 yards for all fabrics
No roll is accepted containing more than two joined pieces.Full width defect No roll contains more than four full width defects per 100
linear yards
Fabric Quality Issue Guidelines –
The below points contain information and instructions for fabric suppliers and /or vertical vendors
when quality issues are found during inspection. Instructions must be strictly followed.
1. Fabric supplier advises EBA Materials & Color Team of the quality issue by email. Email
should include: Department, Season, DRN, Vendor, Fabric Article No., Color Name, Total Order
Quantity, Type of Defect, % of Defect, % of Shortage, Roll No., and Fabric ex-Mill Date)
2. Fabric supplier must also send EBA Materials & Color Team the following:
a. Any / All Fabric Inspection Reports
b. Defective samples / swatches showing the defect
c. Approved quality swatch that was approved by EBUS
3. Fabric supplier should provide Action Plan (e.g. repair/ refinish/ replenishment lead-time/
discount options)
4. EBA Materials & Color Team will review the quality issue together with Production Team
immediately upon receipt of the samples. A decision shall be made within 3 business days. If
approval/decision can’t be reached, defective samples will be sent to EBQA for final comment
/ decision.

31
5. Fabric supplier must hold fabric shipment until agreement is reached.
6. EBA Materials & Color Team should inform onsite QA and vendor regarding the quality issue
and EB decision. Marginal acceptance quality should be signed by the EBA Materials & Color
Team. One set will be kept in the EBA office.
I. Requirement on PFD/RFD/PFP Fabric
When PFD (Prepared For Dye) / RFD (Ready For Dye) / PFP (Prepared For Print) fabric is requested
from any mill, it must provide the following criteria in advance. (Mill should also maintain each
parameter thoroughly on FULL SCOURED and FULL BLEACHED (NON OBA) fabric. In addition, fabric
should be PROPERLY FINISHED as per Eddie Bauer performance requirements.)
Maintaining the property of GOOD SEWABILITY is another key factor on PFD fabric. Howeversewability lubricant must be able to quickly and easily wash off during garment dye pretreatmentprocess in order to maintain proper/level/even dye absorption.
I. Requirement of Woven Fabric PFD
a) Whiteness Index Acceptable Tolerance in accordance with CIE LAB Equations. (SpeculaIncluded and should use Standard Swatch for each measurement. Should not match againstpreviously Saved data of Standard Swatch)
a. 68-70 in D65/10 as Primary Illuminant.b. 66-68 in CWF as Secondary Illuminant.
b) pH Level tolerance must be between 6.5 – 7.0c) Water Absorbency Level should follow test method AATCC 79-1995, Water Drop Method.d) Residual Starch using iodide solution shall follow TWEGA scale.
II. Requirement of Knitted Fabric PFD
a) Whiteness Index Acceptable Tolerance in accordance with CIE LAB Equations. (SpeculaIncluded and should use Standard Swatch for each measurement. Should not match againstpreviously Saved data of Standard Swatch)
a. 68-70 in D65/10 as Primary Illuminant.b. 66-68 in CWF as Secondary Illuminant.
b) PH Level tolerance must be between 6.5 – 7.0c) Water Absorbency Level should follow test method AATCC 79-1995, Water Drop Method.
J. Requirement on Denim Fabrics
Mill must do 100% roll blanket and assess the shade range to ship the fabric. Mill must internallyreject if does not fit to the shade range. Mill must provide pre-shipment yardage and two blankets tovendor washed and non-washed or as directed by EB Vendor. Mill must test according to EB standardto get approval from EBA Materials & Color Team and obtain written approval from vendor to proceedwith shipment.

32
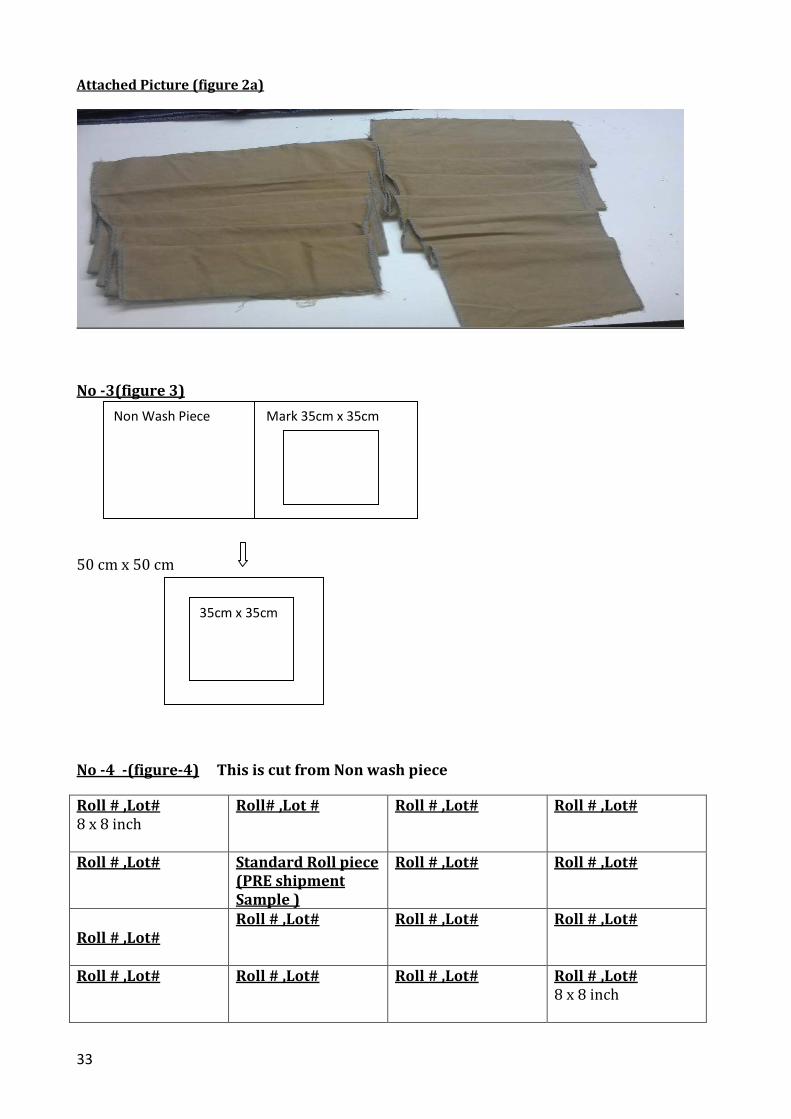
K. Blanket Procedure for Denim & Fabric With Garment Wet-Process,
To cut 10% of each consignment Start /Middle /End full width during at fabric inspection
Cut Full width ½ yard fabric from 100% roll.
Check Shading full width fabric
According to the widthwise shading in the roll, group shading level A,B,C..( figure 2a)
Keep one roll from each shading group & cut rest to check shrinkage 50cm x 50cm. (
Applicable for Wash garments only )
Mark 35cm x 35 cm in the 50 x 50 pcs (Applicable for wash garments only.)
Cut 8 x 8 inch fabric bottom part of balance yard. (Applicable for wash garments only.)
Each 8 x8 inch clearly Mark roll #, Lot # in each piece. (Applicable for wash garments only.)
Washing 10% inspected roll in full width cut, Shade group full width fabric, fabric mats,
shrinkage at one time (Applicable for wash garments)
1. Full width fabric attach together Start /Middle ,End from 10% inspection.(figure 1)
2. Full width fabric from shading groups.(figure 2 + figure 2 a)
3. Shrinkage pillow cases.(figure 3)
4. Shade Matt .(figure 4)
No -1 (figure 1)
No-2(figure 2)
18”
Full Width
9” -Start”
9”” Middle
9”” End
Shading Group A
Roll #, Lot #
Shading Group B
Roll #, Lot #
18”
33
Attached Picture (figure 2a)
No -3(figure 3)
50 cm x 50 cm
No -4 -(figure-4) This is cut from Non wash piece
Roll # ,Lot#8 x 8 inch
Roll# ,Lot # Roll # ,Lot# Roll # ,Lot#
Roll # ,Lot# Standard Roll piece(PRE shipmentSample )
Roll # ,Lot# Roll # ,Lot#
Roll # ,Lot#Roll # ,Lot# Roll # ,Lot# Roll # ,Lot#
Roll # ,Lot# Roll # ,Lot# Roll # ,Lot# Roll # ,Lot#8 x 8 inch
Non Wash Piece Mark 35cm x 35cm
35cm x 35cm

34
1. Shade Matt keep reference for wash plant
2. After get shrinkage measurements then cut piece of after wash fabric 10cm & before
wash fabric 10cm from none wash piece.(Figure 5)
COLOUR CONTINUITY PROCEDURE Wash & Non Wash
Please Note -
Each Shade should mentioned no. of yardage & represent roll #s.
Non wash Garments only attach before wash 10cm x 10 cm fabric pieces
Denim & Garment dye Continuity card is only for shade segregation purpose
Shade
D
Shade
C
Fabric Length
10cm
Fabric
Width
10cm
Shade
B
A/W wash
Garments
B/W
Fabric LengthFabric Length
Fabric Width
Figure (5)
Shade
A
35
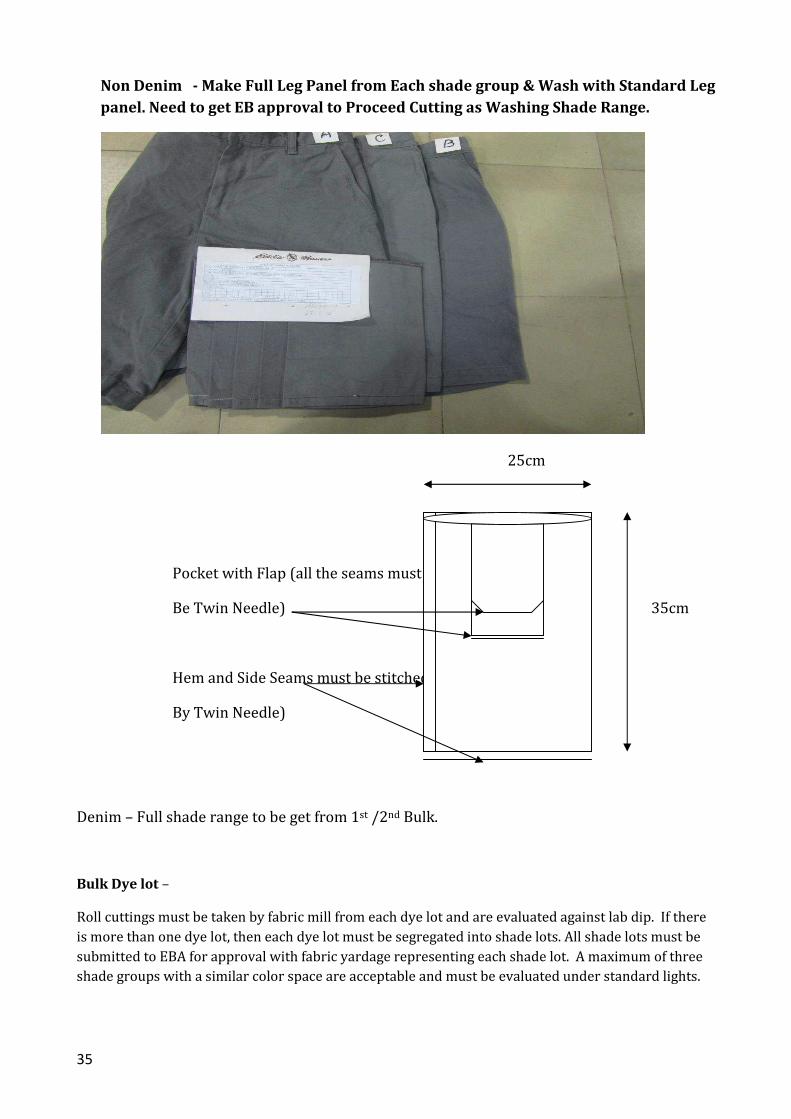
Non Denim - Make Full Leg Panel from Each shade group & Wash with Standard Leg
panel. Need to get EB approval to Proceed Cutting as Washing Shade Range.
25cm
Pocket with Flap (all the seams must
Be Twin Needle) 35cm
35cm
Hem and Side Seams must be stitched
By Twin Needle)
Denim – Full shade range to be get from 1st /2nd Bulk.
Bulk Dye lot –
Roll cuttings must be taken by fabric mill from each dye lot and are evaluated against lab dip. If there
is more than one dye lot, then each dye lot must be segregated into shade lots. All shade lots must be
submitted to EBA for approval with fabric yardage representing each shade lot. A maximum of three
shade groups with a similar color space are acceptable and must be evaluated under standard lights.
36
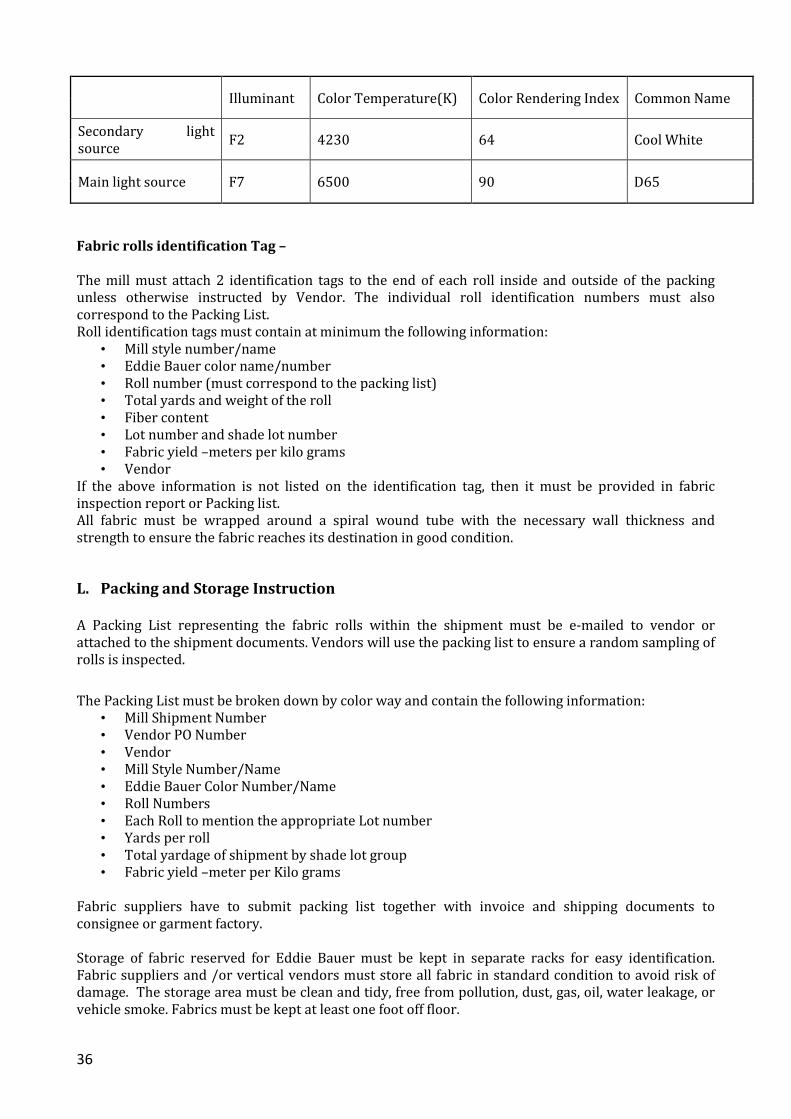
Illuminant Color Temperature(K) Color Rendering Index Common Name
Secondary lightsource
F2 4230 64 Cool White
Main light source F7 6500 90 D65
Fabric rolls identification Tag –
The mill must attach 2 identification tags to the end of each roll inside and outside of the packingunless otherwise instructed by Vendor. The individual roll identification numbers must alsocorrespond to the Packing List.Roll identification tags must contain at minimum the following information:
• Mill style number/name• Eddie Bauer color name/number• Roll number (must correspond to the packing list)• Total yards and weight of the roll• Fiber content• Lot number and shade lot number• Fabric yield –meters per kilo grams• Vendor
If the above information is not listed on the identification tag, then it must be provided in fabricinspection report or Packing list.All fabric must be wrapped around a spiral wound tube with the necessary wall thickness andstrength to ensure the fabric reaches its destination in good condition.
L. Packing and Storage Instruction
A Packing List representing the fabric rolls within the shipment must be e-mailed to vendor orattached to the shipment documents. Vendors will use the packing list to ensure a random sampling ofrolls is inspected.
The Packing List must be broken down by color way and contain the following information:• Mill Shipment Number• Vendor PO Number• Vendor• Mill Style Number/Name• Eddie Bauer Color Number/Name• Roll Numbers• Each Roll to mention the appropriate Lot number• Yards per roll• Total yardage of shipment by shade lot group• Fabric yield –meter per Kilo grams
Fabric suppliers have to submit packing list together with invoice and shipping documents toconsignee or garment factory.
Storage of fabric reserved for Eddie Bauer must be kept in separate racks for easy identification.Fabric suppliers and /or vertical vendors must store all fabric in standard condition to avoid risk ofdamage. The storage area must be clean and tidy, free from pollution, dust, gas, oil, water leakage, orvehicle smoke. Fabrics must be kept at least one foot off floor.
37
Acknowledgement Receipt of
Eddie Bauer Fabric Supplier Quality & Process Guide
Date:
I hereby acknowledge the receipt of the Eddie Bauer Fabric Supplier Quality & Process Guide. I agree
that all information in the Guide is confidential and proprietary information of Eddie Bauer, and I will
maintain it as confidential. I have reviewed and fully understand Eddie Bauer’s processes,
requirements, protocols and policy statements. Any questions should be submitted to Eddie Bauer
designated representative.
Mill/ Vendor Name:
Received/ Noted by:
(Authorized Mill/ Vendor Officer print name)
Signed:
Company Chop





























