Embed Size (px)
Citation preview

INSTRUCTIONS for F-15-075-AApril, 1995
Be sure this information reaches the operator.You can get extra copies through your supplier.
DIGIPULSE AUTOMATICMICROPROCESSOR CONTROL
These INSTRUCTIONS are for experienced operators. If you are not fully familiar with the principles ofoperation and safe practices for electric welding equipment, we urge you to read our booklet, “Precau-tions and Safe Practices for Electric Welding and Cutting,” Form 52-529. Do NOT permit untrainedpersons to install, operate, or maintain this equipment. Do NOT attempt to install or operate this equip-ment until you have read and fully understand these instructions. If you do not fully understand theseinstructions, contact your supplier for further information. Be sure to read the Safety Precautions onpage 3 and 4 before installing or operating this equipment.
DIGIPULSEAUTOMATIC
MICROPROCESSORCONTROL
P/N 31990FOR AUTOMATED MECHANIZED MIG
WELDING
SPECIFICATIONSInput Power Required ....................... 7 Amp., 115 vac, 1ph, 50/60 HzWire Feed Speed Range .................. 20-999 in/min (.5-25.2 m/min)Wire Sizes Preprogrammed ............. 023-in. (.7 mm), .030-in. (.76 mm),
.035-in. (.9 mm), .045-in (1.2 mm)and .063 (1.6 mm)
Wire type (mat.) Preprogrammed .... 1. Carbon Steel, 2. Alternate Steel,3. 4043 Alum., 4. 5356 Alum.5 . Stainless Steel, 6. Silicon Bronze,and 7. thru 10. reserved forcustom applications
Dimensions ....................................... 15.5-in. (394 mm) h,13.0-in. (330 mm) w,8-in. (200 mm) d
Weight ............................................... 20 lbs (9.1 kg)

2
CONTACTS
Specifications ...................................................................................................................................................................... 1Safety Precautions ........................................................................................................................................................... 3/4Features/Benefits ................................................................................................................................................................ 5
I. INSTALLATION............................................................................................................................................................. 5A. Equipment Supplied ................................................................................................................................................. 5B. Required Accessories .............................................................................................................................................. 5C. Optional Accessories ................................................................................................................................................ 6
II. OPERATING INSTRUCTIONS ..................................................................................................................................... 7A. Power Supply Welding Controls ................................................................................................... Refer to F-15-014B. Digipulse Front Panel Control Functions ................................................................................................................. 9C. Inside Panel Controls ............................................................................................................................................. 12
III. SETTING UP PROGRAM PARAMETERS ................................................................................................................. 15A. General Welding Program Data ............................................................................................................................. 15B. Preliminary Power Supply Checks ......................................................................................................................... 15C. Program Control Parameters for Short/Spray Pulse Welding
Process Modes (Includes Hot Start Adjustment Procedures) ................................................................................ 15D. Programming Your Own Pulse Parameters in optional Teach Mode.
Graphs—19) ........................................................................................................................................................... 17E. Custom Program Development Procedures (Includes Customer
Development Chart ................................................................................................................................................ 21
IV. WELDING OPERATIONA. Pulse/Spray/Short Arc Wire Speed Recommendations ......................................................................................... 21B. Welding Sequence for Teach Pulse or Spray or Short Arc Mode .......................................................................... 22
V. TROUBLESHOOTING ................................................................................................................................................ 23
VI. REPLACEMENT PARTS DATA .................................................................................................................................. 27Figure 1 - Digipulse Interconnection Diagram .............................................................................................................. 8Figure 1A, OM-48 J-Governor Carriage Hookup .......................................................................................................... 9Figure 2 - Front Panel Controls ..................................................................................................................................... 9Figure 3 - Inside Panel Controls ................................................................................................................................. 10Figure 4 - Typical Time Parameter Set-up ................................................................................................................. 16Figure 5 - Pulse Wave Description ............................................................................................................................. 18Figure 6 - Teach Set-up On Inside Panel .................................................................................................................... 18Figure 7 - Typical Welding Conditions Sequence Per Schedule ................................................................................ 23Figure 8 - Control Assy. ............................................................................................................................................... 26Figure 9 - Inside Control Panel ................................................................................................................................... 27Figure 10 - Inner Cabinet Components ....................................................................................................................... 27Figure 11 - Optional Plumbing Box ............................................................................................................................. 28Figure 12 - Schematic Diagram - Digipulse Automatic ............................................................................................... 29Figure 13 - Wiring Diagram - Sheet 1 of 2 .................................................................................................................. 30Figure 13A - Wiring Diagram - Sheet 2 of 2 ................................................................................................................ 31
TABLESTable I. - Feed rolls, feed roll kit and outlet guides ....................................................................................................... 6Table II. - Recommended Shielding Gases ................................................................................................................ 15Table III. - Typical “Short Arc” Wire Speed Ranges ..................................................................................................... 21Table IV. - Typical “Spray Arc” Wire Speed Ranges .................................................................................................... 21Table V. - Typical “Pulse Arc” Wire Speed Ranges ..................................................................................................... 21

3

4

5
FEATURES/BENEFITSThe Digipulse Automatic is a unique, state-of-the-art pulsewelding control that combines a microcomputer with in-verter power technology to provide a welder friendly sys-tem for automatic mechanized mig welding operations.Matched with an EH-10A digital welding head, it can bedirectly interfaced with the J- Governor/OM-48 carriageand the mig plumbing box for use in fixture builder appli-cations.
� The control stores four selectable mig welding sched-ules -- Short Arc, Spray Arc, Pulse Arc and optionalTeach Pulse Arc that can save control setup time andimprove productivity. By presetting three of your mostcommon welding requirements --wire type, diameterand wire feed speed, the microcomputer automaticallyprovides the correct arc length (for synergic operation)or arc voltage (for adaptive operation) for a stable weld-ing condition. All you have to do is switch weldmentsand select the appropriate schedule for that particularjob.
� Eight presettable welding condition parameters perschedule in sequence, including, Preflow, Strike, Start,Weld, Crater, Anti-Stick (Burnback), Postflow and WireRetract. Total weld condition presettability means im-proved weld quality and production.
� The control is preprogrammed for six standard mate-rials and five standard wire sizes and the computercalculates all other welding parameters to produceultra-high quality performance and results.
� An optional field installed Teach mode is available andis used to develop a complete set of synergic pulsed-mig parameters for any weldable alloy quickly and eas-ily.
� Operate in the logic mode of your choice, Synergic orAdaptive. In the Synergic logic mode, the arc lengthchanges with tip to work distance while frequency re-mains constant. Conversely, in the Adaptive logicmode, the arc length does not change with tip to workdistance while frequency constantly varies.
� Other standard features include:- Sure Start Interlock...To assure troublefree starts, the
control has an interlock circuit which will not allow wirefeed to initiate unless the power supply contactor isclosed and STRIKE voltage is present.
- Presettable STRIKE Time...Assures safe consistentstarts. If for any reason the Strike Time is exceeded(wire does not feed or misses the work) the control willautomatically shut down and flash the preset STRIKETIME in the VOLTS display window.
- Arc Detector Circuit...Senses that both Welding Volt-age and Amperage are present to facilitate transfer fromStrike to Start condition parameters, and also provide asignal to initiate travel of a carriage or fixture.
- Automatic Controlled Shutdown . To assure that all weld-ing is performed only at the preset parameters, controlwill automatically shutdown in the rare event that eithervoltage or wire feed speed cannot be maintained dur-ing the welding sequence. The control will always se-quence through a controlled shutdown including dy-namic motor brake, anti-stick and postflow. Simulta-neously, the cause is indicated by a flashing VOLTS orIPM display.
- Remote Control Capabilities...To provide easy interfac-ing with fixtures, the control incorporates remote Start/Stop and Wire Inch Capabilities which can be controlledby switches or relays at a central control panel.
- Single or Repeat Timed Weld Capabilities...Becausethe control incorporates a Repeat weld timer, adjust-able up to 999 cycles (16.5 seconds), the Digipulse of-fers more than conventional continuous seam, or SingleTimes welding capabilities. It can also be preset forRepeat Timed skip or stitch welding applications.
- Individual Digital Meters Provide Large 1/2-in. Displayof Voltage And Wire Feed Speed IPM...After the arc isstruck, the meters automatically transfer from preset todisplay of actual VOLTS and IPM for each welding con-dition as the control sequences through the preset weld-ing sequence.
- Arc Hours Readout...This unique feature provides a di-rect measure of productivity by accumulating and dis-playing, upon command, actual welding Arc Hours.
- Automatic Adaptive Anti-Stick or Manual Burnback TimeFeature...A patented adaptive anti-stick circuit automati-cally adjusts the same amount of wire burnback, re-gardless of wire size, speed or voltage. Or, you canmanually preset a Burnback Time to specifically suit aspecialized application.
- Missweld Time...depending on the criticality of the weld,this feature allows you to preset the number of cyclesof arc time that can reasonably be missed during a weld-ing condition and still produce an acceptable weld. Ifmore than the allowable number of arc cycles aremissed, the unit will shutdown/abort and flash the pre-set Missweld Time cycles in the IPM display window.
- Wire Retract Feature...Provides the ability to preset aWire Retract time which will assure that the wire is wellremoved from the work area and not subject to pos-sible postweld bending due to contact with the workpieceor fixture.
- Independent Presettable Cold Wire Inch...To reducedown time for reloading welding wire, the cold wire Inchspeed can be independently adjusted (up to 999 ipm)without affecting any of the other preset welding condi-tions.
- Circuit Protection...Resettable circuit breaker for 115VAC, 50 or 60 HZ input power minimizes down timeand maintenance.
- Unique Diagnostic Set-up/Test Circuit...Provides theability to totally test the control electronics as well asrun it through a complete timed sequence of preset weldconditions without actually welding.
I. INSTALLATION
A. EQUIPMENT SUPPLIEDThe following Digipulse Automatic control;1. Digipulse Automatic Control P/N 31990.
B. EQUIPMENT REQUIRED1. One of the following three-phase Digipulse Inverter-
Type Power Sources:a. Digipulse 450i cvcc for 230/460-volt, 60 Hz service P/N
31120, covered in booklet F-15-014.b. Digipulse 450i cvcc for 575-volt, 60 Hz service P/N
31238, covered in booklets F-15-014 and SupplementF-15-015.

6
c. Digipulse 450i cvcc for 50 Hz. service P/N 31690, cov-ered in booklets F-15-014 and Supplement F-15-039.
2. EH-10A Digital Welding Head (20-999 IPM). The weldinghead is composed of three basic units; a wire feed motor-tachometer unit, a gear reduction unit, and the accessorysupport assembly. This control is only usable with an EH-10A Digital Welding Head, and either of two versions (fol-lowing) are available for use.a. Two Roll Drive EH-10A Head - P/N 600416. This head
provides wire feed speeds from 20-999 IPM using a40:1 gear reduction ratio, and a two-roll accessory sup-port wire drive. The motor-tachometer power and con-trol leads are provided by a pair of 52 inch long cablesconnected to a 5-pin amphenol. For further informationrefer to booklet L12-873.
b. Four Roll Drive EH-10A Head - P/N 600417. This headis the same as P/N 600416, except that it incorporatesa four-roll accessory support wire drive assembly. Forfurther information, refer to booklets F-12-873 and F-12-821.
NOTE: If the motor direction is to be changed, interchangethe blue and grey wires on the reversing relay termi-nals R-9 and R-7 respectively.
3. Feed Rolls. The 2-Roll Drive comes equipped with a pres-sure roll but NOT a feed roll. Select the proper feed rollfrom Table 1 for the wire size and type to be used. To con-vert the 2-Roll to 4-Roll Drive; order optional 4-Roll DriveAccessory Support, P/N 600216, and the appropriate kitlisted in Table 1.
b. ST-21M Water-Cooled Mechanized Torch (for currentsup to 600 amps.) P/N 690509, or--
c. MT-500M Air-Cooled Torch (for currents up to 500 amps)P/N 17705.
5. Power Supply Control Cable (J1) Assembly. One of thefollowing control cables is required to connect the Digi-pulse Control to the power supply as shown on Intercon-nection Diagram Fig. 1. Each assembly consists of a 19-conductor cable with a 19-pin amphenol plug on each end:30-ft. long assembly, P/N 30780,60-ft. long assembly, P/N 30781.
6. Torch Voltage Pickup Lead (J6) Assy. (3-pin, 1/c), P/N680847. Required to connect the control to the power lugon the torch (or the accessory support) to provide a posi-tive arc voltage feedback to the control for reliable arc start-ing and arc stability.
7. Gas Regulation. Shielding gas regulator/flowmeter andfitted hose to bring gas from flowmeter to a plumbing boxor connection block.R-5007 Regulator/Flowmeter, P/N 998124.Heavy-Duty Gas Hose, P/N 19416 (12-1/2-ft.), or P/N19415 (25- ft.).Gas Hose Coupling, for connecting additional 5/8 - 18(R.H.) hoses together, P/N 11N17.
8. Water Cooling Requirements. When using a water cooledtorch (ST-12 and ST-21M), the following are required tosupply and drain the cooling water:Water Hose, 12-1/2 ft. P/N 40V76--or,Water Hose, 25-ft., P/N 406196.Water (In/Out) Adaptor (Connects 5/8 - 18 (L.H.) hose to1/4 NPT), P/N 11N16.Water Hose Coupling (Connect 5/8 - 18 hose together), P/N 11N18.
C. OPTIONAL ACCESSORIES1. Digipulse Automatic Teach Kit, P/N 35636. This field-
installed kit adds pulse-teach functions that allow the op-erator to set pulse height (PH), - width (PW), - frequency(PF) and - background current (PB) to a unique pulse-weldcondition. One complete set of “teach” pulse functions canbe developed and stored (in Material Codes 11 thru 15) foreach of the following weld conditions; Strike, Start, Weldand Crater of any weldable alloy. The kit’s installation in-structions are covered in booklet F-15-232, and the oper-ating instructions are covered in this booklet.
2. Digital D.C. Ammeter Kit, P/N 679111. This kit permitsdirect visual indication of welding current up to 999 ampsd.c., and is available as a field installed option. The kit isdesigned for easy bolt-on/plug-in installation and consistsof an LED Display P/C Board (P/N 675284), and AmmeterControl P/C Board (P/N 675334), and assorted mountinghardware--for installation refer to booklet F-14-220.
3. Plumbing Box Control Cable (J5) Assembly; 4-1/2-ft.long, P/N 948273, or 25-ft P/N 678037. This cable pro-vides connections to energize solenoid valves for gasshielding and water cooling (if connected) during thepreflow, welding, and postflow cycles. It also provides aninterlock to a pressure switch in the water line which willshutdown the control if the supply to a water-cooled torchis inadequate. The assembly is a 6-conductor cable with a6-pin amphenol to self-lead wire connections.
Table 1
Wire/Size Two Roll Drive Four Roll Drive Outletin. (mm) Feed Roll Feed Roll Kit* Guide
Soft.030 (.8) 2075304 (U) 999320 (U) 29N13**.035 (.9) 2075304 (U) 999321 (U) 29N13**3/64 (1.2) 2075301 (U)† 999322 (U) 29N13**1/16 (1.6) 2075298 (U) 999323 (U) 29N13**
Hard.023 (.6) 17998 (V) — 999745 (c).030 (.8) 2075300 (V) 999325 (V) 993860 (a).035 (.9) 2075303 (V) 999326 (V) 993860 (a).045 (1.2) 2075302 (V) 999327 (V) 39N15 (b).052 (1.4) 2075330 (V) 999328 (V) 39N15 (b).063,1/16(1.6) 2075299 (V) 999329 (V) 39N15 (b)
Cored Hard.035 (.9) 19761 (Serr.) - 993860 (a).045 (1.2) 19761 (Serr.) 999330 (Serr.) 39N15 (b).052 (1.4) 2075261 (Serr.) 999331 (Serr.) 39N15 (b).063,1/16(1.6) 2075261 (Serr.) 999332 (Serr.) 39N15 (b)
U = U-groove, V = V-groove, Serr. = serrated(a) Includes replaceable sleeve (995651).(b) Includes replaceable sleeve (995692).“(c) Requires guide bushing 17997.* Includes a center wire guide and 2 upper and 2 lower feed rolls.** Requires outlet guide as follows: For .030/.035 wire use 993902, For 3/64 wire use
05N57, For 1/16 wire use 12N57.† Recommended U-Groove Pressure Roll 2075346 be used.
4. Welding Torch. A mechanized mig welding torch havinga rated capacity suitable for the welding application, suchas ESAB:a. St-12 Water-Cooled Torch (for currents up to 700
amps) P/N 46V59, or--

7
4. Motor-Tachometer Extension Cable (J2) Assembly, P/N 996808. This assembly allows you to extend the weld-ing head location using a 25-ft., 6-conductor cable (1-con-ductor not used) with a 5-pin amphenol plug (which con-nects to the control's J2 receptacle) and a 5-pin amphenolreceptacle (which connects to the EH-10's plug).
5. Remote Control Cable (J3) Assembly; 25-ft. long, P/N30499. This assembly allows you to connect remote con-trol functions (as shown on Fig. 1) such as Up/Down cold-wire Inching, Welding Start-Stop, Weld Abort Output sig-nal (to shutdown a carriage or fixture drive mechanism),Weld Current Detector signal (to initiate a carriage or fix-ture drive mechanism), and a Purge/Reset (to “purge” theshielding gas line of the torch, or to “reset” the weldingsequence after an abort shutdown occurs). The cable as-sembly consists of a 25-ft., 12 conductor cable with a 14-pin male amphenol plug on one end and self-lead wireconnections at the other end.
6. Reel/Spindle Support, P/N 634288. This support arm isutilized to mount either wire spools or coils. Will mount toany fixture or to the OM-48 carriage when the requiredsupport adaptor P/N 996498 is used.
7. Spindle Assy., P/N 948259. Mounts to Item 6 above andis used for 12-in. diam. spools.
8. H.D. Spoke-Type Wire Reel, P/N 19V89. Mounts to item6 above and is used for 65 lb. coils.
9. Spool Enclosure Kit, P/N 600240, covers and protects12-in. spools from dust and moisture.
10.Wire Wiper. The wire wiper effectively cleans and lubri-cates the welding wire as it is being fed, thus providingsmoother wire feeding and longer conduit life. A completewiping assembly consists of a Felt Wiper (P/N 598537,Pkg. of 10) and one of the Wiper Holders following:a. Wiper Holder, P/N 598763, screws into the optional wire
straightener.b. Wiper Holder, P/N 598764, screws on to the accessory
support's inlet wire guide.
11.WC-9 Coolant Recirculator, P/N 33540 (F-15-140), isused for water cooled torch operation and is designed tobe “free standing” in a convenient location near the torch.A four-gallon capacity tank provides 1.0 gal/min @ 50 psi,115/230 volts, 50/60 Hertz, 1 phase input. Since the cooleris designed to run continuously during a welding opera-tion, never connect it to a power supply or wire feeder thatuses a solenoid controlled water supply that opens andcloses with each operation of the welding contactor -- thecooling efficiency of the unit will be hampered and the start-ing winding in the pump motor may burn out.
12.Plumbing Box, P/N 677261. The plumbing box assemblycontains the solenoid valves which provide shielding gasand cooling water control. It is also equipped with a pres-sure switch in the water line which (if connected) will shutdown the welding operation when the water supply isinadequate.� The Plumbing Box Control Cable, Item I-C-3is required to connect the control to the Plumbing Box.Refer to Figure 1 for Plumbing Box wiring hook-up.
� As shipped from the factory, the digipulse control is wiredfor air-cooled torch operation and this is provided by aninsulated jumper splice connection between pins J5-E & -F of the control's plumbing Box receptacle J5. When wa-
ter-cooled torch operation is to be used with the plumb-ing box, the jumper splice (between J5-E and -F) mustbe disconnected because these pin locations will beconnected across the water pressure switch in theplumbing box. Also note that pressure switch is factoryconnected for normally- closed (N/C) operation, and mustbe reconnected for normally- open (N/O) operation asshown in Fig. 1.
13.OM-48 Carriage/J-Governor Packages. The OM-48 isavailable in two different speed ranges, P/N 01E52 with a43- 112 IPM travel speed range and P/N 01E54 with a 2 -56 IPM speed range. Both packages include a solid stateJ-Governor for speed control. The Remote Control Cable,Item I-C-5 is required to connect the control to the J-Gov-ernor. Carriage track is not provided with the OM-48 pack-ages but, is available in ten foot (10') lengths under P/N38V16. An optional J-Governor digital travel speed meterP/N 14292 is available as a special customer order. Referto Figure 1-A for OM-48/J-Gov. wiring hook-up.
II. OPERATING INSTRUCTIONS
Never, under any circumstances, operate the power sup-ply with the cover removed. In addition to the safety haz-ard, improper cooling may cause damage to internal com-ponents. Keep side panels closed when unit is energized.Also make sure you are adequately protected before youstart welding - welding helmet, gloves, eye and ear pro-tection should always be worn.
Fig. 1A, OM-48/J-Gov. Carriage Hookup

8
Figure 1 - Interconnection Diagram
NOTES:1. Both output welding cable leads (torch and work) must be a minimum size of No. 4/0 welding cable (nothing smaller), and both leads should be
kept as close to the same length as possible — with neither lead exceeding 50-ft. in length. Also, both cables must be run next to each other andtywrapped every couple of feet to minimize cable reactance.
2. If wire feed runs backwards, reverse motor direction as follows: In the control, disconnect the blue wire (RLY-7) from T1-5 and connect it to T1-6; disconnect orange wire (RLY-9) from T1-6 and connect it to T1-5.
3. As shipped from the factory, the Digipulse control is wired for air-cooled torch operation and this is provided by an insulated jumper spliceconnection between pins J5-E and -F of the control’s plumbing box receptacle J5. When water-cooled torch operation is to be used with theplumbing box, the jumper splice (between J5-E and -F) must be disconnected because these pins will be connected across the waterpressure switch in the plumbing box. Also note that the pressure switch is factory-connected for normally-closed (NC) operation, and mustbe reconnected for normally-open (NO) operation as shown above and in the schematic and detail wiring diagrams.

9
Do not allow metal-to-metal contact between the wirefeeder chassis and a metal surface connected in any wayto a welding ground. With such contact, a poor weldingground connection may create a difference in potentialthat sends part of the welding current through the safetyground wiring in the control cable and wire feeder, re-sulting in burnout of that wiring and/or damage to wirefeeder circuitry. If the safety ground burns out, the opera-tor may be exposed to 115V. shock hazard.
A. POWER SUPPLY WELDING CONTROLSFor detailed information regarding the power supply weldingcontrols, refer to F-15-014.
B. DIGIPULSE FRONT PANEL CONTROL FUNCTIONSFor location of front panel control features, refer to Fig-ure 2 following:
1. Power Switch. Pulling-out the mushroom-style red buttonof this switch turns power on into the control as indicated
1
(Ref)KeyLock
DIGIPULSE AUTOMATICMICROPROCESSOR CONTROL
5b
5a
2 3 47
65c
Fig. 2 Front Panel Controls
by the illuminated display windows. To turn power off, sim-ply push-in red button and the display windows and con-trol will deenergize.
NOTE: Immediately after the control is turned on a num-ber will appear in the IPM window (e.g. 3) andanother number will appear in the VOLTS win-dow, and these numbers will only be displayedfor 1-second. This information identifies the E-Prom “program” used in your control. The num-ber shown in the VOLTS window will be in deci-mal form (e.g.,.1,.2,.3 etc.).
2. Gas Purge/Reset Rocker. A momentary “on” switch, thisrocker provides a dual function when actuated.
a. Prior to starting the welding sequence, it actuatesthe gas solenoid and lets you “purge” the shielding gasline of the torch. At the same time, the IPM and VOLTSwindows will also display the preset times (in cycles)for gas preflow and gas postflow respectively.
b. After starting the welding sequence -- if an abort“shutdown” condition occurs (indicated by flashing digitaldisplay), the Purge/Reset rocker can be actuated andthe control will automatically “reset”.
3. Inch-Up-Down Rocker. This switch is used to “cold inch”the wire, up or down, at a preset speed which is pro-grammed from the inside control panel (see II-C-4).
IMPORTANT: Cold inching is only possible when the weldStart-Stop rocker switch is in its “stop” (oroff) position.
4. Start-Stop Rocker. This two position (no neutral) switchinitiates the welding sequence when placed in its STARTposition; and, depending on the type of welding -- Con-tinuous Seam or Timed, terminates the welding sequencein its STOP position as follows.a. Continuous Seam welding applications. The “stop” sig-
nal does not immediately terminate the welding se-quence, it only terminates the weld condition param-eter. The sequence then transfers to the remaining con-dition parameters (crater fill, burnback, postflow/retract).
b. Single or Repeat “Timed” welding applications. Althoughthe “stop signal” is not normally used for timed-welds,you may wish to prematurely terminate a burn thru orunstable weld condition. When the “stop” is used; allwelding action (including crater-fill) will terminate, ex-cept burnback and postflow/retract.
5. Digital Readout Windows. Three individual 3- digit win-dows labeled AMPS (optional ammeter), IPM and VOLTSare provided to display actual welding current, preset oractual welding parameters (wire feed speed and weldingvoltage) and time parameters as follows:a. AMP Digital Readout. This window is normally blank
unless the optional Ammeter Kit is provided to monitoractual welding current. When installed, the window dis-plays d.c. current (AMPS) in a range from 0-999 am-peres in one amp increments.
b. IPM Digital Readout. This window is primarily used todisplay wire feed sped (IPM) for each of the four “weld-ing conditions” (Strike, Start, Weld, and Crater) duringa typical welding sequence. Depending on the positionof the inside “condition” selector switch functionally de-fined in II-C, the IPM window displays actual and/or pre-set wire feed speed� in a range from 20 to 999 inches-per-minute, in one-inch increments, for each weld con-dition in the program sequence.
� With power turned ON, but not welding, the IPMwindow will “continuously” read the Preset wirespeed setting. When the arc is struck, the IPM win-dow will then continuously read the Actual weldingwire speed as the weld conditions cycle thru thewelding sequence.
In addition to the above, and using the “Condition” and “Time/Wire Dia.-Material” selector controls on the inner panel func-

10
1
2
3 5a 5b
6
4
Figure 3 - Inside Panel Controls
tionally defined in II-C, this window can also display the fol-lowing programmed times:
- PREFLOW. Shielding gas time from 0 to 999 cycles (16.5sec.) in one cycle increments (60 cycles per second).
- START TIME. Start time duration is factory preset at 6cycles, and can be increased up to 999 cycles, in one cycleincrements.
- WELD TIME. Weld condition duration for “timed-welding”(must be set to zero for Continuous-Seam Welding), from1 to 999 cycles, in one cycle increments.
- CRATER TIME. Crater fill duration, from 1 to 999 cycles, inone cycle increments.
- MISSWELD TIME. Presets the number of cycles of arctime that can reasonably be missed (from 1 to 999 cycles)during the WELD condition and still produce an accept-able weld. If the number of missed cycles match the pre-set cycles, the unit will abort. Since the number of missedcycles to be preset is based upon many variables, the re-quired setting for a given application obviously involvedgood judgment and technique. As an example, to set up acritical 45 cycle spot weld, you might want to preset nomore than 5 cycles of missweld arc time. Be careful not tomake the missweld time to short, otherwise nuisance abortswill occur. If this feature is not desired, preset the time forzero cycles.
- INCH. Cold wire inch sped from 50 to 999 inches-per-minute, in one inch increments.
- a code number indicates a type of MATERIAL which isprogrammed for various welding wire applications, as fol-lows: code #1 indicates Carbon Steel, #2 is Alternate Steel,#3 is 4043 Aluminum, #4 is 5356 Aluminum, #5 is 308 Stain-less, #6 is Silicon Bronze. (Additional Material code num-bers 7 thru 10, are reserved for custom applications.)
- if provided, Ph indicates PULSE HEIGHT which is displayedas a “reference voltage” setting, from 0.1 to 10 (in 0.1 voltincrements), that controls or establishes the amplitude ofthe pulse peak (in teach option only).
- if provided, Pb indicates PULSE BACKGROUND which isdisplayed as a “reference current” setting, from 15 to 100(in one ampere increments), that establishes the approxi-mate background current in pulse applications (in teachoption only).
c. Volts Digital Readout. In a typical weld sequence, withpower “on” but not welding, this window will selectivelydisplay an arbitrary number (100) that represents a pro-grammed arc length in the “synergic” mode*, or a com-puted arc voltage in the “adaptive” mode* for each ofthe four “welding conditions” (Strike, Start, Weld, andCrater). When the arc is struck, the VOLTS window willcontinuously display actual welding voltage in a rangefrom 12 to 50 vdc in one-tenth (0.1) volt increments.
* In the “synergic” mode , the control will automati-cally select and display an appropriate “arc length”integer for a given wire type, size, feed rate and gasshielding. An arbitrary number, represented by theinteger 100, is the normalized value for all applica-tions programmed in the control, and this figure willbe displayed in the VOLTS window during setup (notwelding). This value (set @ 100) can be readjusted,within a range from 0 to 200, to fine-tune the oper-ating arc length of the selected welding condition.By reducing the number below 100 (minimum 0),you will reduce the arc length. Conversely, by in-creasing this value above 100 (maximum 200) youcan increase the arc length. After the arc is struck,the number will be replaced by the actual weldingarc voltage.
The Digipulse can also operate in the adaptive mode,where the arc is continuously monitored by a closedloop feedback circuit and the machine modulates
7

11
its output to maintain a given voltage forpreprogrammed data. In the adaptive mode, a com-puted arc voltage (unique to your preprogrammedwelding selection) will be displayed in the VOLTSwindow before welding. Once the arc is struck, thecontrol will measure the actual welding voltage andchange the output of the power supply to maintainthe precalculated voltage setting. In this manner,the power supply automatically compensates forvariations in stickout or weld joint geometry. Fur-ther, all of the precalculated arc voltages pro-grammed in the control can be readjusted +/- 10volts to “fine-tune” the welding arc.
In addition to the above, and using the inside “Condition” and“Time/Wire Dia.-Material” selector controls (functionally de-fined in II-C), this window can also display the following pro-grammed times.
- POSTFLOW. Controls time for gas postflow after the arcextinguishes form 0 to 999 cycles.
- STRIKE TIME. Preset time period allowed, for the wire tocome down and hit the plate during the Strike Condition. Ifthe wire does not strike the plate within the allowed timeperiod, the control will automatically shutdown, and flashthe “strike time” in the VOLTS display window. Simulta-neously, it also provides an abort output signal to stop car-riage or fixture travel. Time range is factory preset for aminimum of 20 cycles� and can be increased in one cycleincrements.
� The strike time setting is dependent upon the “strikeIPM setting”. The lower the speed, the longer the striketime needs to be, otherwise nuisance shutdowns willoccur.
- BURNBACK TIME. Manually adjustable burnback time pe-riod which when preset will over-ride the automatic adap-tive anti-stick feature. This time period can be set in onecycle increments. When set to “zero”, the Automatic Adap-tive Anti-Stick feature will be operational.
- REPEAT TIME (or Pause Time). Time period preset be-tween timed- welds from 1 to 999 cycles, in one cycle in-crements.
- RETRACT TIME. After the postflow cycle, the wire feedmotor will reverse for automatic wire retract for a presettime period. A setting of 10 to 30 cycles is recommendedto prevent excessive withdrawal of the wire into the con-tact tip. If a normal stop is desired, preset this time for zerocycles.
- ARC HOURS. Selectable display (record) of accumulativewelding time in one tenth of an hour increments. After 99.9hours it will automatically return to zero.
- a pair of numbers represent WIRE DIA. sizes which areprogrammed for selection as follows: #23 represents .023''dia., and #30 is .030'' dia.; #35 is .035'' dia., #45 is .045''dia. hard (3/64'' dia. soft) and #63 is .063'' (1/16'') dia.
- if provided, Pw indicates PULSE WIDTH which is displayedas a “reference time” setting, from 1.0 to 10 (in one-tenthmillisecond increments), that measures or establishes thewidth of pulse duration (in teach option only).
- if provided, Pf indicates PULSE FREQUENCY which is dis-
played as a “frequency (Hertz) reference” setting, from 25to 909* pulse cycles per second, that establishes the ap-proximate pulse frequency required for the wire feed speedset on the control (in teach option only).
* Please note that the maximum Pulse Frequency is de-pendent on the “pulse width” - the narrower the width,the higher the maximum frequency; and the wider thewidth, the lower the maximum frequency.
6. Welding Condition (LED) Lights. These lights are labeledSTART, WELD, and CRATER, and they energize individu-ally as the welding program sequences through each ofthese weld conditions. Prior to the Start, and after the Cra-ter Conditions, none of these lights will be “on”.
7. Reset Circuit Breaker. A seven (7) ampere circuit breakerprovides protection to the 115 volt control circuit and thewire feed motor. If an overload occurs, the breaker will tripand suspend all operation. To restore service, simply de-press the breaker button on the front panel.
C. INSIDE PANEL CONTROLSFor location of inside panel controls, see. Fig. 3.1. Short (arc), Spray (arc), Pulse, optional Teach Mode
Schedule Selector. This four-position rotary switch allowsyou to select the welding process mode you wish to use--non-pulsed mig Short or Spray Arc, or Pulsed mig sprayarc, and/or Teach mode (with teach option only) for “self-developed” Synergic Pulsed mig spray arc applications.
In the Short, Spray, or Pulse schedule modes, the opera-tor must code the control to select any one of the“preprogrammed” welding wire “Materials” and wire “Di-ameters”, and then set the desired wire feed speed (IPM)for each of the four weld conditions (Strike, Start, Weld,and Crater) required for the weldment--the control auto-matically provides the computed arc voltage parametersto produce the necessary output for the process/conditionsselected.
The optional Teach schedule mode is used in conjunctionwith the Teach Pulse Parameter switch (item C-7), and itallows the operator to develop and store one complete setof customized “pulsed-mig” parameters. These parametersinclude a wire feed speed (ipm) and a Pulse Frequency(PF) setting for each of the four weld conditions (Strike,Start, Weld, and Crater) needed. The remaining teach pa-rameters that must be programmed include a Pulse Back-ground (PB) a Pulse Height (PH) and a Pulse Width (PW),and these parameters are common to all four conditions.The set-up procedure for using the “teach mode” is morefully described in Section III-D of this booklet.
2. Condition Selector. This six-position rotary switch is usedto select two sets of parameters, Welding and Timing foreach of the available welding schedules (Short Arc, SprayArc, Pulse, or Teach).
a. Welding Parameters. The selector's primary function,when used with the appropriate Inc./Dec. toggle, allowsyou to preset and display (see II-B-5-b & c) the wirefeed speed (IPM) and computed arc voltage (VOLTS)“weld” parameters for its first-four positions labeled --

12
b. Access the WIRE DIA/MATERIAL mode (down posi-tion) to select one of the welding conditionspreprogrammed into the control, as follows:
To select the type of wire MATERIAL, actuate the INCposition of the Inc/Dec switch below the IPM window(while holding the Wire Dia/Mat'l key down) until thedesired code number for your “material selection” ap-pears in the IPM window, and these material codes fol-low: #1 is carbon steel, #2 is alternate steel, #3 is 4043aluminum, #4 is 5356 aluminum, #5 is 308 stainless,#6 is silicon bronze. (Additional Material codes 7 thru10, are reserved for custom applications.)
Now select the Wire DIA. size to be used, by actuat-ing the INC position of the Inc/Dec switch below theVOLTS window (while holding the Wire Dia/Mat'l keydown) until the desired pair of numbers for your “wiresize selection” appears in the VOLTS window, and thesewire diameter numbers follow: #23 is .023" dia., #30 is.030" dia., #35 is .035" dia., #45 is .045" dia. hard(3/64" dia. soft), and #63 is .063" (1/16" dia.).
NOTE: Accessing the WIRE DIA/MAT'L selector key “dur-ing an actual weld,” allows you to check the fac-tory- preset numbers that determine the qualityof starts (hot, cold, etc.) for your preset weldingcondition. These numbers are preset to provideoptimum starting characteristics required formost welding applications. This is a diagnostictool available to the experienced operator or ser-viceman and need not be activated during a nor-mal operation unless you are experiencing weldstarting problems, or weld condition (speed and/or voltage) aborting problems. It must also benoted that only the speed (IPM) condition can bechecked when a unit is operating in the “syner-gic mode” (the VOLTS window will always dis-played the number “100” and cannot be adjusted;however, in the “adaptive mode” both speed andvoltage conditions can be checked and adjusted.The factory-set “starting condition” is repre-sented by numbers that are displayed, on com-mand, in the digital IPM and VOLTS windows. Forgood welds and starts, these numbers shouldbe in a range from 105 to 115 (with 110 being thenorm) in the IPM window (synergic and adaptivemode), and from 90 to 100 (with 95 being thenorm) in the VOLTS window (adaptive modeonly). If your weld starts are not acceptable,please refer Section III-C-10-b for a simple ad-justment procedure that will enhance good start-ing.
4. Synergic-Adaptive-Inch Preset/Arc Hours Selector. Thisswitch provides three essential functions; depending onthe toggle-positions selected as follows:a. The “toggle-down” location is a momentary on position
for checking or presetting a cold-wire INCH parameter(50-999 ipm), or to monitor and reset the accumulatedARC HOURS (welding) time. These features are onlyfunctional when the control is in its non-welding mode.To check or monitor this data, you must place the Con-
STRIKE, START, WELD, and CRATER. The fifth posi-tion of this selector has “no” label, but is the requiredposition used for presetting the Missweld and RetractTime features. The sixth position of this selector, labeledRUN, is the normal operating setting used after the con-trol is fully programmed and ready for use. The IPMand VOLTS � parameters, for each of the following “weld-ing” conditions, are preset or adjusted using the INC./DEC. toggle located directly below their respective digitalwindow displays.
- STRIKE. This condition sets the desired approachspeed of the wire before striking the workpiece, anddisplays the computed voltage� needed to controlthe short-circuit current for arc initiation.
- START. This condition can be used to set an ap-propriate wire speed and display the computedvoltage� parameter to create a “hot-start” to helpstabilize the arc (for its preset time) prior to the weldcycle.
- WELD. This condition sets the desired wire speedand displays the computed arc voltage� used dur-ing the actual weld cycle.
- CRATER. This condition allows you to set a higheror lower weld speed and/or displayed computedarc voltage� (for a preset time period), dependingon the welding condition needed, to regulate theweld termination size or crater-fill appearance atthe end of the weld.
� In all Process modes (Short, Spray, or Pulse)except Teach, the microprocessor “automati-cally” provides the correct arc voltage (in theadaptive mode) or arc length/frequency (in syn-ergic mode) for each welding combination -- foradditional information regarding the Adaptiveversus Synergic modes of operation, refer toSection II-C-4.
b. Time Parameters. The secondary function of this se-lector is to setup the “Time” parameters, located withinthe charts adjacent to each of the weld conditions. These“times” are preset by using the Times/Wire Dia.-Mate-rial selector (following).
3. Times-Wire Dia./Material Selector. This two-position, mo-mentary “on”, toggle must be actuated in order to preset orchange the following parameters, or welding setups:
a. Access the “Time” Functions. This position actuatesthe “timed-parameters” for the sequences shown in thechart beneath each digital display window. These se-quences are preselected by positioning the Condi-tion Selector to the pair of time-parameters to beprogrammed from its Strike, Start, Weld, and Cratersettings. To check or observe the time settings, actu-ate the TIMES (up) position; and to set or change thesettings, simultaneously operate the INC./DEC. toggleswitch directly below the parameter (chart) being set --the time setting in cycles will appear in its digital dis-play. The timed- parameters which can be programmedin each display window are shown in Fig. 3, and werepreviously described in Section II-B-5- b (IPM window)and Section II-B-5-c (VOLTS window).

13
dition selector switch in its RUN setting and toggle-downthe Inch Preset/A.H. function--the data will be displayedin the IPM and VOLTS windows respectively. To set or“zero” the data, place the Condition selector in its RUNsetting & actuate the Inch Preset/A.H. position whilesimultaneously operating the Inc./Dec. switch below thefunction being adjusted--this data will be displayed inthe appropriate IPM and/or VOLTS window.
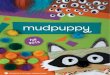
b. The “toggle-center” location is a maintained ON posi-tion for operating the control in the ADAPTIVE* logicmode. The Adaptive logic utilizes a closed loop feed-back system that continuously modifies the output tomaintain a constant arc voltage. The “adaptive opera-tion” works as follows:Pulse Arc Welding: Adaptive welding is a synergic re-lationship programmed into the weld control which willcalculate and display the proper arc voltage for a givenwire feed speed and material setting (see graph). Asthe wire feed speed increases the control will automati-cally increase the pulse frequency to maintain the arcvoltage set in the control VOLTS window. Changes intip to work will not affect arc length.
Spray Arc and Short Arc: In this mode the machinewill control the power supply to maintain the arc voltageset-up in the volts window of the control. Changes in tipto work will not change arc length. The voltage can bepreset before welding and changed during welding toobtain a stable welding condition based on the wire feedspeed used. If the wire feed speed is changed then theprogram will calculate the new voltage necessary tomaintain a stable arc.
c. The “toggle-up” location is a maintained ON positionfor operating the control in the SYNERGIC* logic mode.The Synergic program logic provides the weld processmodes with fixed operating parameters that followpreprogrammed relationships. The “synergic operation”works as follows:
voltage is set-up by the weld control program andchanges in tip to work will effect arc length. The voltagecan be read during welding and increased accordinglyto obtain a stable welding condition based on the wirefeed speed used. If the wire feed speed is changed,the program will calculate the new voltage necessaryto maintain a stable arc.
* Please note that either type of logic (adaptive or syn-ergic) can be used in the “preprogrammed” materialcodes; however, only the synergic logic can be usedin the optional “Teach” process mode.
5. Inc/Dec Toggle Switches. These two control toggles areused to preset or change the individual welding “Condi-tion” parameters required for the selected “Process” mode(Short, Spray, Pulse, and Teach). The switches are springloaded, center-return toggles which must be operated (Incor Dec) to actuate their indicated functions as follows:
Pulse Arc Welding: Synergic welding is a relationshipof pulse frequency and wire feed speed (see graph)programmed into the weld control. As the wire feedspeed increases the control will automatically increasethe pulse frequency to maintain stable weld perfor-mance. Changes in welding current (heat) can be com-pleted by increasing or decreasing the IPM switch with-out readjusting voltage. Changes in tip to work will af-fect arc length.
Spray Arc and Short Arc: In this mode the machinewill operate like a conventional welder where an arc
a. “IPM-TIME” Increase/Decrease Control. This toggleswitch is used to set and/or vary wire feed speed (IPM)for the required “weld conditions” (Strike, Start, Weld &Crater), and also the following: Material-type, Preflow(time), Start Time, Weld Time, Crater Time, MissweldTime and Inch Preset (ipm), and Pulse Height (PH) andPulse Background (PB) in the optional teach mode. Bysetting and/or operating the appropriate Control Selec-tors (see C-2 and -3 above), each parameter settingwill be displayed in the digital window directly abovethis toggle.
b. “VOLTS-TIME” Increase/Decrease Control. Thistoggle switch is used to set and/or vary the arc voltage*(VOLTS), for the required “weld condition” (Strike, Start,Weld & Crater), and also the following: Wire Diameter,Postflow (time), Strike Time, Burnback Time, RepeatTime, Retract Time and to “zero” (dec.) the Arc Houraccumulation, and Pulse Width (PW) and Pulse Fre-quency (PF) in the teach mode. By setting and/or oper-ating the appropriate Control Selector (see C- 2 and -3,above), each parameter setting will be displayed in thedigital window directly above this toggle.
* Please note that the term VOLTAGE denotes “arc voltage”(in the adaptive mode) and/or “arc length” (in the synergicmode) and is the computed value that has beenprecalculated for each of the combinations programmedinto the control. And further, any of these “computed volt-ages” can be altered (+/- 5 volts in the adaptive mode; and+/- 50 numerals from its midrange value of 100 in the syn-ergic mode) to fine tune each welding condition (Strike,Start, Weld, & Crater).
Arc
Volts
Wire Feed (ipm)Frequency Changes
with Tip to Work Distance
Arc Length Will Not Changewith Tip to Work Distance
Arc Length Will Changewith Tip to Work Distance
Frequency Does NotChange
with Tip to Work DistanceWire Feed (ipm)
Puls
e Fr
eque
ncy
orAr
c Vo
lts(S
pray
/Sho
rt)

14
However, when a condition (e.g.: the Strike Condition) isaltered, the computed value is altered for all otherprecalculated wire size/type combinations available in thatcondition--the computed values for the remaining condi-tions (Start, Weld, Crater) are not affected unless they alsoare altered. Therefore, when you plan to use a new com-bination (a different wire size and/or type), it is sug-gested that the control be “reset” to provide the correctcomputed value for the new program combination as fol-lows:
Adaptive Mode. To reset the computed arc voltage valuefor a given wire size and type, make sure the control'sPower switch is “on” and the unit is not in a welding mode,then decrease the arc voltage key until the number in theVOLTS window stops. This number is 5 volts below thecomputed or midrange value. To establish the computedvalue, add 5 (volts) to the displayed number using the in-crease (INC) portion of the Volts Inc./Dec. key.
Synergic Mode. Resetting the computed value in thismode is much simpler--remember that the computed ormidrange value is the arbitrary numeral 100 (this numberrepresents a precalculated “arc length/frequency” basedon the wire feed speed of the programmed wire size andtype). Therefore, if the number appearing in the VOLTSdisplay window is any numeral between 50 and 150 (otherthan 100) simply use the appropriate Inc./Dec. key to re-set the condition to the numeral 100.
6. Amp Test-Weld Switch. This two-position toggle switchprovides the following functions:
a. The WELD position is the normal and required settingfor all schedule welding operations.
b. The AMP TEST position is only used to provide a con-venient way of “test-sequencing” all of the program pa-rameters to either diagnose a problem, or to demon-strate the control without actually striking a welding arc.The test can be set up with the control operated in anyof its preprogrammed schedule modes (Short, Spray orPulse) that have a complete set of actual welding pa-rameters preset, except for the “Missweld” time whichmust be set to “zero”--otherwise an abort will occur.
With this accomplished, make sure that the welding wireis clear of the workpiece/weldment and then open upthe accessory support (on the welding head) to releasepressure on the wire feed roll. Now place the Start-Stoprocker switch (on the front panel) to its START position,and the control will sequence thru the programmedPreflow-time and enter the Strike condition--Remem-ber that open-circuit or welding voltage is presenton the welding wire during the test sequence.
Make sure that the Strike Time is set long enough togive you ample time to operate the “Amp” test toggle (asetting of 200 cycles is recommended for the Striketime).
During the Strike condition; you must actuate the “Amps”toggle to its TEST position, to simulate closure of thearc/current detection circuitry that verifies the arc has
initiated. This action automatically allows you to enterthe timed Start condition, and the subsequent Weld,Crater, etc., conditions to evaluate and/or demonstratethe welding sequence.
7. Teach Pulse Parameter Selector PH, PW, PB, PF (in“teach” kit only). This momentary two-position switch isonly operative when the process (Short/Spray/Pulse/Teach)control selector is placed in the Teach mode position (seeItem II-C-1). When the Teach Parameter switch is actu-ated, it allows you to program one complete set of cus-tomized (self-developed) pulsed- spray arc mig param-eters. The subsequent teach parameter settings for PulseHeight (PH) and Pulse Background (PB) are displayed inthe IPM window (and described in Section II-B-5-b); andPulse width (PW) and Pulse Frequency (PF) are displayedin the VOLTS window (previously described in Section II-B-5-C). Please note that a Pulse Frequency (PF) param-eter must be programmed for each wire feed speed (ipm)setting selected for use in each of the four welding condi-tions (Strike, Start, Weld, and Crater). The remaining teachparameters PH, PB, and PW are common to all four weldconditions, and therefore only need to be programmed once(for example, in the Strike mode). The set-up procedurefor the “teach mode” is fully covered in Section III-D.
III. SETTING UP PROGRAM PARAMETERS
A. GENERAL WELDING PROGRAM DATAFour sets of welding (schedule) mode parameters can be pre-set in the Digipulse control: one each for the standard SHORTarc, standard SPRAY arc and one for the PULSE (spray) arcschedule modes using any one of the “preprogrammed” wirematerial/diameters parameters; and one for the optional Teach(pulse) schedule mode, which incorporates the customer's“self- developed” pulsed welding parameters.
Because of the distinct differences between the“preprogrammed” welding parameters (for the Short/Spray/Pulse schedule modes) and the “self- developed” welding pa-rameters (for the pulsed Teach schedule mode), the specific“set-up procedures” for Short/Spray/Pulse control parametersare covered in Section C, and the optional Teach control pa-rameters in Section D following.
Since proper gas shielding is extremely important in conven-tional and pulsed welding applications, we have also provideda list of recommended shielding gases (Table II-following) sug-gested for use with the wire material preprogrammed in thiscontrol--however, you may find other combinations that areequally successful.
B. PRELIMINARY POWER SUPPLY CHECKSBefore programming the control, make sure that thepower supply is properly set-up as follows:
- Check the rear panel of the power supply to make surethat only the “Digipulse control cable” is connected. Theremaining “stick control receptacle/cable” must be dis-connected.
- Depending on the welding process mode programmed onthe control, set the power supply INDUCTOR control potas follows:

15
a. Set the STRIKE “wire feed speed” (IPM) by operatingthe “left” Inc./Dec. toggle until the desired setting ap-pears in the IPM display window. Notice that this pa-rameter setting will start at zero and immediately jumpto 20 and then rapidly increase (1 ipm at a time) untilthe desired setting is reached. If you overshoot theplanned setting, simply “bump” the DEC position of theleft toggle to obtain the exact IPM setting.
b. As mentioned previously, after the welding condition initems 4 and 5-a (above) have been preset, the micro-computer automatically sets a preprogrammed arc volt-age (in the adaptive mode) or arc length/frequency (inthe synergic mode) for the STRIKE condition will bedisplayed in the VOLTS window. If this precalculatedvalue� (voltage or frequency) does not provide a stablecondition it can be fine-tuned by using the “right” Inc./Dec. toggle switch--as described in Section II-C-5-b.
� If the existing welding condition is altered (fine tuned),it is suggested that each time a new wire size/type isused that you reset the control to set up the originalcomputed (mid-range) arc voltage/frequency values asdescribed in Section II-C-5-b.
c. Leave the rotary selector in the “STRIKE” position toset the PREFLOW and POSTFLOW “time” parameters(as shown in Fig. 4). Actuate the “Times-Wire Dia./Mat.”toggle switch to its TIMES (cycle) position, and observethat the existing numbers shown in the IPM and VOLTSwindows will change--the new parameters being the pairof “time” functions in the chart(s) adjacent to the se-lected condition (in this case, the pre- and postflow data).
To reset or change these “Time” parameters (see Fig. 4);actuate and hold the TIMES toggle position, while simulta-neously operating the appropriate INC./DEC. toggle switchbelow each of the time parameters being set. The presettime intervals will be displayed in their respective IPM andVOLTS digital windows.
6. Reposition the rotary Condition selector to the START po-sition and program the following:a. Set the START “wire feed speed” (IPM) using the same
procedure outlined in III-C-5-a.b. The subsequent “arc voltage” or “arc length/frequency”
for the START condition will be set as outlined in III-C-5-b.
Table IIRecommended Shielding Gas
Wire Material Welding Arc ModeCode # Type Short Arc Spray Arc Pulse Arc1 Carbon Steel CO2/C25 C-5/C- 8 C- 52 Alternate Stl. C-25 Stargon/C-8 Stargon/C-53 4043 Aluminum - Argon Argon4 5356 Aluminum - Argon Argon5 308 Stainless A1025 1%/2%O2 Pulse SS6 Silicon Bronze - Argon Argon7*8*9*10** These codes are reserved for custom applications.
Figure 4, Typical Time Parameter Set Up
For SHORT ARC mode, set Inductance @ 12 O'clock po-sition and adjust for best performance when welding.
For PULSE and SPRAY ARC and TEACH modes set In-ductance @ MINIMUM.
C. PROGRAM CONTROL PARAMETERS FOR SHORT/SPRAY/PULSE WELDING PROCESS MODES
The following procedures represent a typical example of howto set up one of the many “preprogrammed” welding materialconditions available in this control, and that these procedurescan be used in each schedule mode--Short, Spray, and Pulse.The only difference(s) between each “schedule mode” will,or may, be the Wire Material and/or Wire Diameter used, theIPM wire feed speed setting for each weld condition (Strike,Start, Weld and Crater), the pair of Time parameters for eachweld condition, and the shielding gas used--the control auto-matically provides the required arc voltage for each weld con-dition, and even this parameter (voltage) can be fine-tunedas described following.
1. Pull the POWER switch button to its “out” position to ener-gize the control for programming.
2. On the inside panel, set the SHORT-SPRAY-PULSE modeselector switch to the “process” you wish to preset.
3. Make sure the inside Amp Test toggled switch is in its WELDposition.
4. Select the type of Wire Material and Wire Diameter to beused as follows. Depress and hold the WIRE DIA./MATE-RIAL toggle switch in its “down” position and simultaneouslypreset each of the following:
a. Operate (increase or decrease) the “left” Inc./Dec. toggleswitch (beneath the IPM window) until the desired MA-TERIAL numeral (1-carbon steel, 2-alternate steel, 3-4043 aluminum, 4-5356 aluminum, 5-stainless steel,6-silicon bronze) appears in the IPM display window.
b. Now, operate (increase or decrease) the “right” Inc./Dec. toggle switch until the desired WIRE DIA. numeral(#23 for .023", #30 for .030" dia., #35 for .035" dia., #45for .045" dia., or #63 for .063" dia.) appears in the VOLTSdisplay window.
5. Place the rotary Condition selector to the STRIKE positionand program the following:

16
c. Leave the rotary selector in the START position and setthe START TIME and STRIKE TIME parameters usingthe procedures outlined in III-C-5-c.
7. Reposition the rotary Condition selector to the WELD po-sition and program the following:a. Set the WELD “wire feed speed” (IPM) using the same
procedure outlined in III-C-5-a.“b. The subsequent “arc voltage” or “arc length/frequency”
for the WELD condition will be set as outlined in III-C-5-b.
c. Leave the rotary selector in the WELD position and setthe WELD TIME and BURNBACK TIME parametersusing the procedures outlined in III-C-5-c, and also thefollowing:(1) “WELD TIME” setting requirements for:
(a) Continuous Seam Welding--set time to“zero”.
(b) Single Time Weld without carriage travel (cus-tomer must deenergize the arc detection outputsignal)--set time from 1 up to 999 cycles.
(c) Single Time Weld with carriage travel (the ArcDetector Circuit provides a signal to initiate travelof a carriage, or fixture)--set time from 1 up to999 cycles.
(d) Repeat Timed Weld (same as c) except that theelapsed time between welds is preset in the RE-PEAT TIME PARAMETERS.
(2) “BURNBACK TIME” setting requirements:(a) If automatic adaptive anti-stick is desired--set
time to “zero”.(b) If manual burnback (anti-stick) is needed--set
time required from 1 cycle on up.
8. Reposition the rotary Condition selector to the CRATERposition and program the following:a. Set the CRATER “wire feed speed” (IPM) using the same
procedures outlined in III-C-5-a.b. The subsequent “arc voltage” or “arc length/frequency”
for the CRATER condition will be set as outlined in III-C-5-b.“
c. Leave the rotary selector in the CRATER position andset the CRATER TIME� and REPEAT TIME�� param-eters using the procedures outlined in III-C-5-c.
� If the Weld and Crater conditions are both “Timed”;simply preset the appropriate time desired for eachcondition - 1 up to 999 cycles for Weld, and 1 up to 999cycles for Crater.
If the Weld condition is a Continuous Seam weld, theCRATER condition can either be “Timed” or skippedcompletely. If Crater Fill is desired; enter from 1 to 999cycle in the Crater Time parameter. If Crater fill is notdesired; simply enter “zero” in the Crater Time param-eter, and this sequence will be skipped after the STOPswitch terminates the Weld condition sequence.
��Repeat Time--if repeat “timed weld” are not used, setthis time to “zero”. If repeat welds are desired, thecycles set will control the elapsed time between the“Timed” weld parameters.
9. Reposition the rotary Condition selector to the “blank” po-sition, and program the following:a. Set the MISSWELD TIME� and RETRACT TIME pa-
rameters using the procedures outlined in III-C-5-c.
� The Missweld time cycle only monitors the WELD Con-dition. If not desired, set Missweld Time to “zero”.
10.Reposition the rotary Condition selector to the RUN posi-tion to perform the following operations:a. To check or preset a cold-wire INCH parameter (50-
999ipm), or to monitor or “zero” the accumulated ARCHOURS (welding) time. (These features are only func-tional in a non-welding mode.) To check or monitorthis data, you must place the Condition Selector switchin its RUN setting and actuating the Inch Preset/ArcHrs. switch position*--the “data” will be displayed in theIPM and VOLTS windows respectively. To set or “zero”the data, place the Condition Selector in its RUN set-ting and actuate the Inch Preset/Arc Hrs. switch posi-tion* while simultaneously operating the Inc/Dec switchbelow the function being adjusted--this data will be dis-played in the appropriate IPM and/or VOLTS window.
* This momentary switch position (Arc Hrs/Inch Preset)is part of the SYNERGIC-ADAPTIVE-ARC HRS/INCHPRESET switch (covered in Section II-C-4). After thecontrol is fully programmed, the operator must set ei-ther the SYNERGIC or ADAPTIVE position to determinethe “program logic” that the control will utilize for theprogrammed schedule sequence.
In the synergic mode, the control selects an appropri-ate arc length, based on weld mode (short, pulse orspray), for a given wire type, size and feed rate. Thepulse frequency in pulse mode remains constant re-gardless of torch manipulation. This pulse logic offersmany advantages to the welder particularly where jointgeometry cause rapid changes in torch stickout result-ing in unstable puddle conditions.
In the adaptive mode, the control varies the frequencyduring pulse welding to maintain a constant arc volt-age regardless of changes in torch stickout or angle.This logic is very useful where joint geometry is clean.
b. The RUN position is the “normal operating setting” usedwhen the control is fully programmed and ready to beweld- tested, and if necessary readjusted. If your weldstarts are not acceptable, refer to the following “Hot Start”adjustment procedures that will enhance starting.
Hot Start Adjustment ProceduresAs mentioned earlier in the italicized “Note” following SectionII-C-3-b, the control is preset at the factory to provide the op-timum starting characteristic for most welding conditions. How-ever, due to factors such as inaccurate parameters (for a givenwire type and size), welding technique, shielding gas, or wirefeed speed, you may have to readjust the factory-set startingcharacteristics to provide the best arc starts possible. To dothis, it is necessary to readjust the factory-set calibrations toprovide a hot start characteristic in which the initial startingvoltage (open- circuit voltage) will be slightly higher than ac-

17
tual welding voltage (arc voltage) and speed which initially issomewhat lower than the selected wire feed speed desired.
To set-up the control to provide this, do the following:
Program the welding condition you need in the IPM (wire feedspeed) and VOLTS( arc voltage) windows, and fine-tune theseparameters until you have the welding arc desired. Do not atthis point concern yourself with the “arc starts”, this follows.
If after the welding condition is fine-tuned you find that the arcstarts are unsatisfactory, proceed as follows:
(1) During an actual weld, actuate and hold the Wire Dia/Mat'l. key position and observe the numbers displayedin the IPM and VOLTS windows.
Remember that only the speed (IPM) condition canbe checked when a unit is operating in the “synergicmode” (the VOLTS window will always display the num-ber “100” and cannot be adjusted); however, in the“adaptive mode” both speed and voltage conditionscan be checked and adjusted.
(2) For proper starts, the number in the IPM window shouldbe in the range from 105 to 115. If it is not, adjust theInc/Dec toggle (below the IPM window) until the dis-played number reads 110.
(3) Similarly, the number in the VOLTS window should bein the range of 90 to 100. Again, if it is not, adjust theInc/Dec toggle (below the VOLTS window) until thedisplayed number reads 95.
(4) These adjustments to the control should now providegood arc starts to a legitimate welding condition.
(5) A good “rule-of-thumb” to follow whenever you set upa new welding condition and you experience unstablestarts, is to simply check the start characteristic num-bers (while welding) to make sure they are within theranges described in the preceding steps.
If you continue experiencing problems, refer to Troubleshoot-ing procedures.
D. PROGRAMMING YOUR OWN PULSE PARAMETERS INTEACH MODE (with Teach option kit).
The “teach” mode program is designed to allow the operatorto develop and store one set of customized Pulsed mig pa-rameters* for wire types which have not been preprogrammedin this control (for example; titanium, inconel, monel, etc.). Insome instances the preprogrammed carbon steel or stain-less steel parameters may be inadequate, and the “teach”mode can then be used to further refine those particular arccharacteristics.
* You may wish to permanently incorporate your “self-developed” conditions in codes 7 thru 10 which are re-served for custom applications. If so, you can special-order a custom E-PROM, from ESAB, that will include yourteach conditions along with the other preprogrammedapplications. In order to do this, you will have to providethe necessary welding condition development parametersoutlined in Section E following.
The following instructions assume that the operator is famil-iar with “pulse-mig” welding and the effects of pulse variableswith respect to arc performance.
The Pulse Height, Width, and Background parameter settings(derived from the appropriate pulse parameter graphs) needonly be set once, in the STRIKE condition, because they arecommon to all other weld conditions (START, WELD and CRA-TER). The Pulse Frequency parameter setting (also derivedfrom the appropriate graph examples) must be programmedfor each wire feed speed set in the IPM window for each weldcondition (Strike, Start, Weld & Crater). The metal transferand arc characteristics are defined by pulse height (PH), width(PW) and background current (PB). These parameters, shownin Figure 5, must be developed for each wire type, diameter,shielding gas, and stickout. To maintain the proper arc char-acteristics once an appropriate pulse height, width and back-ground have been established, the pulse frequency shouldbe the only parameter requiring readjustment with changesin wire feed speed to maintain a stable arc condition. The“teach” mode operates in the synergic logic “only” (notadaptive), and only one wire feed speed and its respectivepulse frequency setting can be programmed in each weldcondition (Strike, Start, Weld, and Crater). Changes in wirefeed speed will require a manual adjustment to the pulsefrequency to maintain stable metal transfer. Since the op-erator selects pulse parameters at a given point, the controlwill not assume values at other wire feed speeds.
For the inexperienced operator, use the following graphs toassist in pulse parameter set-up. These graphs will provideyou with pulse parameters used in the preprogrammed codes(1-6). To obtain specific arc characteristics these parameterscan be set- up and changed in the teach mode. The followingprocedure will achieve a reasonable starting point for pulsewelding in each “weld condition” (Strike, Start, Weld, and Cra-ter).
1. Pull the POWER switch button, on the front panel, “out” toenergize the control.
2. Make sure the Amp-Test toggle switch (Item 2, Fig. 6) is inWELD position.
3. Set the Process control selector (Item 1, Fig. 6) in itsTEACH position.
Figure 5 - Pulse Wave Description

18
The selected Teach position automatically sets-up the con-trol for Synergic pulse operation (and disables voluntaryselection of synergic/adaptive logic using toggle switch Item3, Fig 6). At the same time, it “enables” the optional PulseParameter program switch (Item 5, Fig. 6) to be operativefor programming the teach-pulse functions described fol-lowing.b. Using the pulse parameter graph(s), shown following
Step D-11, approximate the pulse Height*, Width* (forstep c), and pulse Background* and Frequency (for stepd) settings for the material type and diameter you planto use. Select the appropriate pulse parameter graphwhich corresponds to the material type being used. Forwire types other than those shown, choose the graphthat comes closest to your wire type. For example, forcoppers use the silicon bronze graph parameters as astarting point.
* Please remember that these pulse parameter settings(Height, Background & Width) are only set once, in theSTRIKE condition, and are then common for all remain-ing “Weld” conditions. Only the pulse Frequency andwire feed speed parameter settings need be pro-grammed for each “Weld” condition.
c. Program the Pulse Height (PH) and Pulse Width (PW)parameters, from the material graph legend for the di-ameter wire installed, by “holding” the Pulse Parameterswitch (Item 5, Fig. 6) in its “up” position and the follow-ing:
(1) Set the selected Pulse Height (PH) parameter inthe IPM window using its Inc/Dec switch (Item 7).The number in this window represents pulse heightfrom .1 to 10 volts (in 1/10 volt increments).
(2) Now, set the selected Pulse Width (PW) param-eter in the VOLTS window using its Inc/Dec switch(Item 8). The number in this window representspulse width from 1 to 10 milliseconds (in 1/10 milli-second increments).
d. Program the Pulse Background (PB) and Pulse Fre-quency (PF) parameters, from the material graph leg-end for the diameter wire installed, by “holding” thePulse Parameter switch (Item 5, Fig. 6) in its “down”position and the following:
(1) Set the selected Pulse Background (PB) param-eter in the IPM window using its Inc/Dec switch(Item 7). The number in this window representspulse background current from 15 to 100 amperes(in 1 amp increments).
(2) Now, set the selected Pulse Frequency (PF) pa-rameter in the VOLTS window using its Inc/Decswitch (Item 8). The number in this window repre-sents the approximated pulse frequency derivedfrom the graph for wire feed speed selected (step5a) and is display in Hertz from 25 to 909 pulsecycles/second.
e. Once an acceptable arc condition has been obtainedby further modifying pulse height, pulse width, and pulsebackground, changes in wire feed speed will necessi-tate a manual adjustment to the pulse frequency to main-tain a stable metal transfer.
f. Leave the rotary Condition selector in the “STRIKE” po-sition to set the PREFLOW and POSTFLOW “time” pa-rameters. Actuate the “Times-Wire Dia./Mat.” toggleswitch (Item 6, Fig. 6) to its TIMES (cycle) position, andobserve that the existing numbers shown in the IPMand VOLTS windows will change--the new parametersbeing the pair of “time” functions in the chart(s) adja-cent to the selected condition (in this case, the pre- andpostflow date).
To reset or change these “Time” parameters, actuateand hold the TIMES toggle position, while simulta-neously operating the appropriate INC./DEC. toggle
Figure 6 - Teach Set-Up On Inside Panel
4
6
2
3
8
1
5 7
4. When programming in the teach mode, you do not needto enter a code number for Wire Diameter or Material (asis required for pre-programmed data)--therefore it is notnecessary to actuate the Wire Dia./Mat'l toggle for this data.
IMPORTANT: Please note that all other parameters (onecomplete set) that are programmed (follow-ing) will be retained in memory (except for wiresize and type of material)--therefore, it is sug-gested that you document all wire data anddeveloped parameters relating to a particu-lar teach application for future reference.
5. Place the rotary Weld Condition selector (Item 4, Fig. 6) tothe STRIKE position and program the following:a. Set the STRIKE “wire feed speed” (IPM) by operating
the “left” Inc./Dec. toggle (Item 7, Fig. 6) until the de-sired setting appears in the IPM display window. Noticethat this parameter setting will start at zero and imme-diately jump to 20 and then rapidly increase (1 ipm at atime) until the desired setting is reached.

19
� If the Weld and Crater conditions are both “Timed”;simply preset the appropriate time desired for eachcondition 1 up to 999 cycles for Weld, and 1 up to999 cycles for Crater.
If the Weld condition is a Continuous Seam weld,the CRATER condition can either be “Timed” orskipped completely. If Crater Fill is desired; enterfrom 1 to 999 cycled in the Crater Time parameter. IfCrater fill is not desired; simply enter “zero” in theCrater Time parameter, and this sequence will beskipped after the STOP switch terminates the Weldcondition sequence.
��Repeat Time -- if repeat “timed weld” are not used,set this time to “zero”. If repeat welds are desired,the cycles set will control the elapsed time betweenthe “Timed” weld parameters.
9. Reposition the rotary Condition selector to the “blank” po-sition, and program the following:a. Set the MISSWELD TIME� and RETRACT TIME pa-
rameters using the procedures outlined III-D-5-f.
� The missweld time cycle only monitors the WELD Con-dition. If not desired, set Missweld Time to “zero”.
10.Reposition the rotary Condition selector to the RUN posi-tion to perform the following operations:a. To check or preset a cold-wire INCH parameter (50-
999ipm), or to monitor or “zero” the accumulated ARCHOURS (welding) time. (These features are only func-tional in a non-welding mode.) To check or monitorthis data, you must place the Condition Selector switchin its RUN setting and actuating the Inch Preset/ArcHrs. switch position--the “data” will be displayed in theIPM and VOLTS windows respectively. To set or “zero”the data, place the Condition Selector in its RUN set-ting and actuate the Inch Preset/Arc Hrs. switch posi-tion while simultaneously operating the Inc/Dec switchbelow the function being adjusted--this data will be dis-played in the appropriate IPM and/or VOLTS window.
b. The run position is the “normal operating setting” usedwhen the control is fully programmed and ready to beweld- tested, and if necessary readjusted.
11.The following pulse parameter graphs (previously referredto in Step D-5-b) can be used to approximate the pulseparameters required for Height, Background, Width, andFrequency (in respect to a selected wire feed speed) set-tings for a material type and diameter you plan to use.Select the graph that most closely corresponds to yourweld material requirements
switch below each of the time parameters being set.The preset time intervals will be displayed in their re-spective IPM and VOLTS digital windows.
6. Reposition the rotary Condition selector (Item 4, Fig. 6) tothe START position and program the following:
a. Set the START “wire feed speed” (IPM) using the sameprocedure outlined in III-D-5-a.
b. Now set the selected Pulse Frequency (PF) for the“START” wire feed speed using the same procedureoutlined in III-D-5-d-(2) & D-5-e.--Remember that theremaining pulse parameters (Height, Background &Width) are only set once, in the Strike mode.
c. Leave the rotary selector in the START position and setthe START TIME and STRIKE TIME parameters usingthe procedures outlined in III-D-5-f.
7. Reposition the rotary Condition selector to the WELD po-sition and program the following:a. Set the WELD “wire feed speed” (IPM) using the same
procedure outlined in III-D-5-a.b. Now set the selected Pulse Frequency (PF) for the
“Weld” wire feed speed using the same procedure out-lined in III-D-5-d-(2) & D-5-e. -- Remember that the re-maining pulse parameters (Height, Background &Width) are only set once, in the Strike mode.
c. Leave the rotary selector in the WELD position and setthe WELD TIME and BURNBACK TIME parametersusing the procedures outlined in III-D-5-f, and also thefollowing:(1) “WELD TIME” setting requirements for:
(a) Continuous Seam Welding -- set time to “zero”.(b) Single Time Weld with carriage travel (customer
must deenergize the arc detection output sig-nal) - set time from 1 up to 999 cycles.
(c) Single Time Weld with carriage travel (the ArcDetector Circuit provides a signal to initiate travelof a carriage, or fixture) - set time from 1 up to999 cycles.
(d) Repeat Timed Weld (same as c) except that theelasped time between welds is preset in theREPEAT TIME parameters.
(2) “BURNBACK TIME” setting requirements:(a) If automatic adaptive anti-stick is desired - set
time to “zero”.(b) If manual burnback (anti-stick) is needed - set
time required from 1 cycle on up.
8. Reposition the rotary Condition selector to the CRATERposition and program the following:a. Set the CRATER “wire feed speed” (IPM) using the same
procedures outlined in III-D-5-a.b. Now set the selected Pulse Frequency (PF) for the “Cra-
ter” wire feed speed using the same procedure outlinedin III-D-5-d-(2) & D-5-e.-- Remember that the remain-ing pulse parameters (Height, Background & Width) areonly set once, in the Strike mode.
c. Leave the rotary selector in the CRATER position andset the CRATER TIME� and REPEAT TIME�� param-eters using the procedures outlined in III-D-5-f.

20
5356 Aluminum Pulse Paramaters
Puls
e Fr
eque
ncy
Wire Feed Speed (ipm)
4043 Aluminum Pulse Paramaters
Carbon Steel Pulse Paramaters Stainless Steel Pulse Paramaters
Wire Feed Speed (ipm)
Puls
e Fr
eque
ncy
Wire Feed Speed (ipm)
Puls
e Fr
eque
ncy
Wire Feed Speed (ipm)
Puls
e Fr
eque
ncy
Puls
e Fr
eque
ncy
Silicon Bronze Pulse Paramaters
Wire Feed Speed (ipm)

21
E. CUSTOM PROGRAM DEVELOPMENT PROCEDURESESAB can supply custom Synergic and Adaptive programs to be placed in Material Codes 7 thru 10 if the proper data is supplied(see Chart below). Once acceptable arc stability and weld performance has been established using the pulse parameter keys onthe “teach” option, record the pulse height, width and background settings you have programmed. Then take 5 samples atdifferent wire feed speeds and record the data in the chart below at each wire feed speed tested. You will have to increase thepulse frequency as the wire feed speed increases in order to establish a GOOD welding condition which will also change the arcvoltage. From this information we can program the synergic and adaptive relationships for your custom program. Contact yourESAB Sales Representative for further details and pricing information on this custom service.
Table IV for Typical “Spray Arc” Wire Speed Ranges
Wire Material Wire Diameter & Wire Speed RangesCode # Type .023 .030 .035 .045 .0631 Carbon Steel 800- 525- 425- 275- 170-
999 900 800 550 2752 Alternate Stl. 800- 525- 425- 275- 170-
999 900 800 550 2753 4043 Alum. NP 400- 400- 200- 200-
800 600 500 3004 5356 Alum. NP 450- 450- 300- 250-
750 750 500 4505 308 Stainless 750- 450- 350- 250- 150-
950 650 650 550 3006 Sil. Bronze NP 400- 400- 300- NP
550 550 5007**8**9**10**
NP Not programmed.** These codes are reserved for custom applications.
Table V for Typical “Pulse Arc” Wire Speed Ranges
Wire Material Wire Diameter & Wire Speed RangesCode # Type .023 .030 .035 .045 .0631 Carbon Steel 150- 115- 85- 55- 75-
700 500 700 450 2502 Alternate Stl. 140- 150- 140- 70- 70-
700 500 700 400 2203 4043 Alum. NP 225- 225- 130- 100-
500 500 300 2504 5356 Alum. NP 225- 250- 170- 150-
500 500 500 3005 308 Stainless 150- 100- 100- 60- 55-
700 500 450 450 2606 Sil. Bronze 225- 250- 175- 125- NP
500 500 500 5007**8**9**10**NP Not Programmed.
** These codes are reserved for custom applications.
Custom Program Development
DO NOT Change Once EstablishedWire Average Average Pulse Pulse Pulse Pulse Additional Information
Feed Current Arc Freqency Height Width Bkgrd
(ipm) (Amps) Volts (Hz.) (Ref. Volts) (m sec) (Amps) Wire Type Base Metal Type
1 Wire Diameter Weld Joint Type
2 Shielding Gas Mig Gun Type
3 Tip to Work Weld Position
4 Travel Speed
5
IV. WELDING OPERATION
After the desired parameters have been weld-tested andsatisfactory results achieved, the preset welding conditionsfor the selected process mode can be “locked-in” by secur-ing the front panel door to the cabinet with the key-lock.None of the welding parameters can be altered once thecover is locked.
A. PULSE/SPRAY/SHORT ARC WIRE SPEED RECOM-MENDATIONS
1. GeneralThe listings in the following tables give approximate wirefeed speed ranges (IPM) for the various types of wirediameters and materials which have beenpreprogrammed in these controls.
Table III for Typical “Short Arc” Wire Speed Ranges
Wire Material Wire Diameter & Wire Speed RangeCode # Type .023 .030 .035 .045 .0631 Carbon Steel 175- 180- 130- 130- NP
500 600 600 4502 Alternate Stl. 125- 175- 100- 100- NP
350 350 300 2503 4043 Alum. NP NP NP NP NP
4 5356 Alum. NP NP NP NP NP
5 308 Stainless 250- 100- 75- 50- NP450 400 300 250
6 Sil. Bronze NP NP NP NP NP7**8**9**
10**NP Not programmed.
** These codes are reserved for custom applications.

22
2. Material Code Operating Tips (Where Applicable)
a. Carbon Steel (Code #1) and Alternate Steel (Code #2).The Code #2 parameters are very similar to the Code#1 parameters; however, Code #2 has wider PulseWidths and higher Pulse Background settings. The arccharacteristics will appear to be “softer” than Code #1.Arc penetration could also be slightly less do to thelower pulse peak used. This type arc characteristicmight be used on applications requiring improved beadwetting.
Operation Note: Excessive resistances in the weldingsystem, caused by water cooled torches or excessivelylong welding cables, can produce pulse peak currentsbelow that which is required for stable droplet detach-ment. This condition can be recognized by occasionallarge droplets propelled across the arc. Some short cir-cuiting and spatter could also result. Long arc lengthscan also cause less than optimum performance. The arclength should be kept short for best arc stability andpuddle control. Too short an arc length will produce spat-ter and less than optimum arc stability. If a globular typetransfer occurs, check for high resistance in the weld-ing current.
b. Aluminum 4043 (code #3) and 5356 (code #4). Eachalloy and diameter has been set for best arc perfor-mance and puddle control. The wire feed speed of 40433/64-inch diameter (.045) is limited to 300 ipm at whichpoint the pulses begin to overlap and spray arc results.If higher wire feed speeds are required on this alloy,switch to Code #4 (5356 .045) and adjust the arc volt-age for stable arc performance. This action will extendthe wire feed speed to approximately 600 ipm.
c. 308 Stainless Steel (Code #5). The stainless steel pulseparameters are based on gases (listed below). Thesegases improve the bead wetting of stainless steel ascompared to the 1% and 2% oxygen mixtures. The pro-gram can still be used with the oxygen mixtures but asmall adjustment in arc voltage will be necessary.“1. Linde “Pulse Blend SS2. 2-1/2%-CO2, 1%-H2, Bal. Argon
Operation Note: Arc starting with stainless steel can be in-consistent at times due to the higher resistivity of the alloyand other variables. Sometimes increasing the voltage willimprove starting. A weld technique adjustment might alsohelp. When striking the arc, immediately move out of thepuddle and begin traveling. A hesitation in travel at the startcauses the puddle to build under the arc while the control istrying to adjust for arc voltage. Eliminating the puddle build-up helps the voltage control circuit establish the proper arclength more quickly.
d. Silicon Bronze (Code #6). The welding performanceof silicone bronze alloys currently sold can vary widely.Small differences in chemistry, cleanliness, andfeedability can affect the pulse welding characteristics.To overcome instability problems, be sure wire feed-ing is steady and slack in the liner is minimized. Usetip-to-work distances slightly longer than normal if arcinstability occurs.
B. WELDING SEQUENCE FOR TEACH (option), PULSE,SHORT OR SPRAY ARC PROCESS MODES.
To operate the control do the following--a typical welding se-quence is shown in Fig. 7.1. Pull the Power switch button to its “out” position to energize
the control. (For one second, the IPM and VOLTS will dis-play an identification program number for the MPU printedcircuit board in your control.)
2. Set the inside Process mode selector for the programmedsequence you plan to use Teach, Pulse, Short or Spray.
3. Set the logic you wish to use Synergic or Adaptive. Re-member that the Teach mode automatically uses Synergiclogic, the remaining modes use either.
4. The Amp-Test toggle should be in its WELD position.5. Assuming the welding parameters are all programmed, the
Weld condition selector should be its RUN position.6. Operate the front-panel GAS PURGE switch to “purge” the
shielding gas line of the torch.7. Operate the front-panel cold wire UP/DOWN INCH switch
to position the wire above the workpiece.8. You are now ready to weld in the selected schedule mode.
Place the Start-Stop switch in its START position, and thecontrol will automatically sequence thru Preflow, Strike, Start(also initiates arc detector “carriage drive” signal), and intothe Weld condition programmed.
9. To stop welding, proceed as follows:a. For continuous seamwelds, simply operate the STOP
switch (or a remotely actuated stop button ormicroswitch), and all welding will cease except Crater-Fill, Burnback, Postflow and Retract.
b. For single “Timed” weld setup, the control will automati-cally provide an orderly sequenced shutdown; however,in order to start another weld, you must press the Stopswitch (panel or remote) and then reoperate the Startposition to reinitiate the preset sequence.
c. For repeat “Timed” weld setups, the control will auto-matically continue to cycle through its preset weld “on”and weld “off” sequence, until the control's Stop (or re-mote stop device) is operated.
d. The control can, or will also “shutdown” as a result of thefollowing:(1) Pushing-in the mushroom-head Power button im-
mediately ceases all welding.(2) If preset Strike time or Missweld Time is exceeded,
and/or preset wire feed speed or arc voltage pa-rameters cannot be maintained, the control will“shutdown” and simultaneously indicate the causeby flashing a digital display in the IPM and VOLTSwindow. The control will also provide an abort out-put signal to a carriage or fixture to stop travel.
(a) If the Strike Time parameter was exceeded, itspreset “time- interval” will flash in the VOLTSWINDOW--and you may have to preset a littlemore time.
(b) If the Missweld time cycles was exceeded, itspreset “time” will flash in the IPM window andthe unit will abort/shutdown--make sure that allparameters accurately reflect the welding appli-cation.
(c) If the wire feed speed (IPM) and/or arc voltage(VOLTS) parameters cannot be maintained inany of the welding conditions (Strike, Start, Weld,or Crater), the flashing display will only signalthe original preset “Strike” parameter(s).

23
(3) In order to restart an “abort shutdown”, simply depress theGas Purge/Reset rocker switch to clear the abort, and thenrepress the Start rocker switch to start a new weld.
V. TROUBLESHOOTING
NOTE: If the dedicated Digipulse 450 Power Supply is op-erating improperly, refer to troubleshooting informa-tion located in booklet F-15-014.
Listed below are a number of trouble symptoms,each followed by the checks or action suggested todetermine the cause. Listing of checks and/or ac-tions is in “most probable”order, but is not necessar-ily 100% exhaustive.
Always follow this general rule: Do not replace aprinted circuit (PC) board until you have made allthe preceding checks. Always put the Power switchin “off” position before removing or installing a PCboard. Take great care not to grasp or pull on com-ponents when removing a PC board. If a printed cir-cuit (PC) board is determined to be the problem,check with your ESAB supplier for a trade-in on anew PC board. Supply the distributor with the partnumber of the PC board as well as the serial num-ber of the wire feeder. Do not attempt to repair thePC board yourself. Warranty on a PC board will benull and void if repaired by customer or an unautho-rized repair shop.
A. General1. Check interconnection between control and power supply.2. Energize the power supply and the control.3. Immediately after the control is turned “on”, a number
(e.g.:3) will appear in the IPM readout window and will onlybe displayed for 1-second. This number identifies the cur-rent program (E-Proms) used in your control. When a Pro-gram is changed, the new E-Proms will automatically iden-
tify the new program number being used. If a revision ismade to an existing program a decimal number .1,.2,.3,etc.indicating the numerical revision will also appear in theVOLTS readout window simultaneously.
4. After the one (1) second delay; the preset “Weld” param-eters, corresponding to the position of the “Condition” se-lector switch, will be displayed in the IPM/VOLTS windows.With the switch in its normal “Run” position the STRIKEparameters will initially be displayed.
5. It is also important to set the STRIKE time long enough toprovide adequate time for the current detector to energizebefore the Strike timer times out. If the Strike timer timesout the unit will abort and the preset Strike time param-eters will flash in the VOLTS window.
6. If the control is not functioning properly (or as describedabove); for example, the numbers that appear in one orboth of the display windows are meaningless (all zeros,eights, decimals, etc.), or are completely incorrect in rela-tion to your settings, - the memory must be cleared. Thiscondition might occur after a bad lightning storm, extremelybad power line surges, etc. To clear the memory, do thefollowing:a. Turn “off” the unit's 110-volt Power switch.b. Using one hand, hold both of the Inc./Dec. toggle
switches in their INC position while reapplying 110-voltpower with the other hand.
c. Almost immediately after the Power has been turned“On”, release the Inc./Dec. toggle switches to the neu-tral (spring-return center) position and each of the win-dows should display one zero, indicating a successfulreset or clearing has taken place.
7. You can now enter the desired information as described inthis booklet.“
B. No preset numbers, or meaningless numbers, appearin display windows.
1. Make sure the LED Display board harness/plug is pluggedinto the P5 receptacle on the MPU board.
2. Check that 110 vac is available across terminals T1-1 andT1-3, if present;
WELD TIMER STARTS IF PROGRAMMEDWELD MODE STARTS
WELD PARAMETERS ARE MAINTAINED
START MODE INITIATED
PREFLOW TIMES OUTCONTACTOR ON
ARC DETECTORSTART TIMER BEGINS
MOTOR STARTS ATSTRIKE IPM SETTING
STRIKE TIMER STARTSTIMIMG
START TIMERTIMES OUT
WIRE HITSWORKPIECE
START SW OPERATEDPREFLOW STARTS
PREFLOW
PURGE COLD INCH PRESET
STRIKE START
TIME
WELDMISSWELD
STOP SW OPERATED
WELD TIMER TIMESOUT IF SCHEDULED
MISSWELD TIMEENDS
CRATER ANTI-STICK POSTFLOWRETRACT
CRATER TIME STARTS
CRATER PARAMETERSMAINTAINED
POSTFLOW TIMES OUT
CONTACTOR DROPS OUTANTI-STICK TIMER TIMES OUT
CRATER TIMERTIMES OUT
REPEAT
REPEATTIMERSTOPS &NEWWELDBEGINS
MOTORREVERSESFOR WIRERETRACT
REPEAT TIMERSTARTS IFSET.IF NOT WELDCYCLE IS OVER
AUTOMATIC ORMANUAL ANTI-STICKTIMER STARTS
DYNAMIC BRAKEAPPLIED
POSTFLOW TIMER STARTS
MOTOR STOPS REVERSINGWIRE RETRACT ENDS
MISSWELD TIME STARTSMONITORING
Figure 7 - Typical Welding Conditions Sequence Per Schedule

24
3. Check for (+) 5 volts between terminals T1-12 and T1-10;if voltage is present, replace the MPU board. If voltage isnot present, check the voltage regulator (VR). The voltageregulator is located on the bottom of the control box.
4. Check the input and output voltage of the regulator “VR”as follows:
The input should be approx. 11 volts, as measured acrosscapacitor C4 (between T1-10 and VR-1) located on theVR socket. If voltage is not present check the output oftransformer CTR-1. It should read 10 volts AC from thecenter tap (Grn/Yel) to both of the green windings taps. IfCTR-1 good, but the input to VR is still not present, checkplug P3 per the schematic diagram. If no “opens” or “shorts”are found and input is still missing (to VR)--replace I/Oboard. If input to VR is present, but output is missing--replace VR. If numbers still do not appear in windows--replace I/O and/or MPU boards.
5. If all microprocessor memory is lost, it may be due to low(sagging) line voltage or excessive line voltage drops. Thismay occur if auxiliary equipment (such as carriagedrives(s), drill motor, hot plates, etc.) also derive their 115-volt power from the same power supply as the control. DoNOT connect auxiliary equipment to the 115-volt duplexreceptacle on the power supply. If problem still exists, callfor factory assistance.“
C. Motor does not run.1. Check to make sure all required (and/or optional) acces-
sories are correctly assembled as described in Section I.2. Make sure that plug P2 is securely connected to recep-
tacle P2 on the I/O Board, and then release the clapperarm (pressure roll) on the Accessory Support Assembly.a. Operate the Start Switch (arc voltage must be present)
and the motor shaft/feed roll should turn. If motor doesn'trun, release start switch and;
b. Operate the INCH switch. If the motor “inches”, but willnot operate from the start switch, check the start switchcircuit components--switch, plug, receptacle, etc. Alsocheck that arc voltage pickup lead is sensing.
c. If motor will not turn using either of the above switches,replace the “J” governor board. If motor still does notrun, check if power supply is providing open-circuit volt-age to the control - if o.c.v. is not being supplied, motorwill not run. Check the power supply for trouble.
d. Also check that the +/- 12 vdc are provided from thepower supply on T1-10 and T1-8 respectively.
e. If power supply is O.K., replaced the I/O and MPUboards respectively.
D. Motor runs, but not at right speed.1. Check tachometer assembly mounted on the end of EH-
10 wire feed motor.2. Make sure the tach disc is securely fastened to the motor
shaft and that the strobe markings are not scratched. Checkthat the disc is properly centered in the strobe pickup onthe p.c. board.
3. If all items in step 2 are in order, and motor speed is stillincorrect, replaced MPU board.
4. If motor speed is excessive, but display reads zero or lowspeed, replace tach p.c. board.
E. Arc VOLTS display reads zero after Start switch is op-erated.
1. Check that the 5-pin plug is securely connected to the P3receptacle on the MPU board.
2. If no reading is displayed, check for arc voltage feedbackbetween terminals T1-18 and T1-19 (test points TP1 andTP2, respectively, on I/O board). This voltage signal shouldcorrespond to that shown on the power supply voltmeter.
3. If voltage still reads zero, but power supply indicates apotential, trace the voltage pickup wiring from the powersupply to control. If wiring is correct and problem persist,proceed to step 4.
4. Disconnect the P3 plug from its MPU board socket and,using a meter check for +/-12 volt power supply outputbetween plug pins P3-1 and P3-2 (for +12 v.), and betweenplug pins P3-4 and P3-2 (for -12 v.) respectively. If voltageis present, replace the MPU board.
F. Control Shut Down - either present VOLTS or IPM dis-plays will flash. The control will flash the parameter,VOLTS or IPM, that cannot be maintained.
These symptoms can occur if the preset conditions, IPMor VOLTS, cannot be maintained by the control. The speed(IPM) and voltage (VOLTS) conditions are used to enhancearc starting in the “adaptive mode” of operation. In the “syn-ergic mode” (all units), the voltage condition window willalways display the number 100 and cannot be adjusted;the speed condition, however, can be checked and ad-justed as described following. To help determine which logicmode (adaptive or synergic) the control is set to operatein, or how to change it, please review Sections II-C-5-b.
1. IPM (speed) abort and possible causes:(a) Initial “hot start” parameters incorrectly set. For proper
adjustment, refer to Set-up Procedures following III-C-10-b.
(b)Defective J-governor board.(c) Defective Motor tachometer board.(d)Defective I/O board.(e)Defective MPU board.
Contact ESAB Engineering Services for further assistance.
2. VOLTS (voltage) abort and possible causes:This problem may be located in the wire feeder or the powersource. To determine this, check the wire feeder as fol-lows.(a)Set the wire feeder for synergic operation in the Pulse
welding mode.(b)Strike an arc and while welding, measure the potential
between T1-23 and T1-24. Note that as the arc voltagesetting is increased, the potential between T1-23 andT1-24 also increases, and will range from 0 to 10 vdc. Ifit does not, replace the I/O and/or MPU board. If thepotential is present and responding to the voltagechange setting, continue with step (c) following.
(c) Now measure the control voltage, for the backgroundcurrent, between T1-24 and pin J1-J of the amphenolconnector. This measurement can be taken without strik-ing an arc. The potential will be in a range from 1 to 2.5volts. If it is not, replace the I/O and/or MPU board. Ifthe background potential is present, continue with step(d) following.

25
(d) If both of the preceding conditions (steps a and b) areokay, but the arc is still unsatisfactory, the problem iseither in the interconnecting cable, the welding setup,or in the power source. If possible, substitute a cable orpower supply (known to be good) to check out the pos-sible problem; if these are not available, continue withthe wire feeder “calibration test” in step G following.
G. Erratic arc especially evident in the Pulse mode. Thiscould be caused by insufficient pulse height. To checkthis, make the following “calibration test” of the I/Oboard and power source.
Set the control in the diagnostic mode and the processselector switch to the spray mode. Simultaneously depressthe Wire Dia/Mat'l. key and hold the IPM Inc/Dec key in itsdown position for 2.5 seconds until a zero (0) appears inthe IPM window. (The 2.5 seconds will prevent accidentalzeroing of the Material code.)
Now release both keys. The display windows will changeto show a BACKGROUND current value (from 0 to 100) inthe IPM window, and a PULSE HEIGHT value (from 0.1 to10) in the VOLTS window. These numbers can be changedby their respective INC/DEC switches.
To check the calibration of the I/O board, connect a volt-meter from T1-24 (negative) to T1-23 (positive). Energizethe START switch, and check the measured voltage againstthe number displayed in the VOLTS window -- they shouldboth be the same (for example: for a setting of 8.0, themeasured potential should be 8 vdc.). If the measured po-tential is different, the I/O board should either berecalibrated (by a qualified technician) or the board shouldbe replaced.
Next, check the potential from T1-24 (-) to pin J1- J of theamphenol connector for a display of 40 in the IPM window.The measured reading should be 2 vdc. If it is not, replacethe I/O board. If all of these readings are correct, checkthe power supply by using the “calibration procedure“ de-scribed in Inverter Control Board (ICB) Troubleshooting inthe Power Supply manual F-15-014.
NOTE: Training and Troubleshooting Courses are availablefor maintenance and repair of this and other ESABequipment. For details, contact ESAB Welding & Cut-ting Products, PO Box 100545 Florence, SC 29501-0545; Telephone (803) 664-4487. Attention: Techni-cal Training Coordinator.

26
VI. REPLACEMENT PARTS DATA
1. All replacement parts are keyed on the illustrations which follow. Order replacement parts by number and part name, asshown on illustrations. DO NOT ORDER BY PART NUMBER ALONE.
2. Always state the series or serial number of the machine on which the parts are to be used. The serial number is stamped onthe unit nameplate.
3. Indicate any special shipping instructions.4. Replacement parts may be ordered from your ESAB distributor or from ESAB Welding & Cutting Products, Customer Service
Department, Florence, SC.
DIGIPULSE AUTOMATICMICROPROCESSOR CONTROL
(SW9) START-STOPROCKER SW - 2062270
CABINET LOCK - 950416
(J1) 19 - PIN RECPT. 950762(C20) Capacitor - 950265
(J5) 6-SOCKET RECPT. - 993952
(J3) 14-SOCKET RECPT. - 636665
(J2) 5-SOCKETRECPT. - 996514
(J6) 3-PIN RECPT. 636694
(CB) CIRCUIT BKR. - 950874
(SW7) UP-DN INCHROCKER SW - 2062363
Figure 8 - Digipulse Automatic Control Assy., P/N 31990
(MLS)OPERATOR - 950915CONTACT - 950916BUTTON - 950917
(SW2) PURGE/RESETROCKER SW. - 950295
(VR) VOLTAGE REGULATOR - 950159TRANSISTOR SOCKET - 950158(C4) CAPACITOR - 995544

27
DISPLAY P. C. BD. ASSY -675269
(SW6) SYN. - ADP.I.P./AH.TOGGLE SW. - 951059
(SW8) AMP TEST TOGGLESW - 950229
TOGGLESWS -950087
Figure 9 - Digipulse Automatic - Inside Control Panel
LENS - 677991
(REVRLY) REVERSERELAY - 951089
(CTR1) CONTROL TRANSFORMER - 950088 (Bottom).(CTR2) CONTROL TRANSFORMER - 994303 (Top).
(2) P.C. BD. RECEPTACLES636608
CURR. DETECT P.C.BD. ASSY - 675280
Figure 10 - Digipulse Automatic Inner Cabinet Components
(BR) BRIDGE - 996556
(R1) RESISTOR - 17240003
(T1) TERMINAL BOARD995103
(CTR3) CONTROLTRANSFORMER - 994303
(FN1) FILTER NETWORK- 996918
(FB) FILTER BOARD ASSY. - 31421
OPTIONAL (I/F) INTERFACE P. C. BD. - 31482
OPTIONAL (A/O) ABORT OUTPUT P.C. BD. - 675282
J-GOV. P.C. BDASSY. - 994236
(I/O) INPUT/OUTPUTP.C. BD. ASSY -674994
(MPU) MICROPROCESSORP.C.BD. ASSY. - 18144
(PSS) 4 - POS. PROCESSSCHED. SEL - 678915
KNOB - 950282WASHER - 950291
(SW1) PULSE PARAMETERTEACH SW - 950087 (Part ofoptional Teach Kit - 35636)
(SW3) TIMES-WIRE
(SW4) INC/DEC
(SW5) INC/DEC
(MSS) 6 - POS. ROTARTY SW. - 679914;KNOB - 950282; WASHER - 950291
OPT. DIGITAL D.C. AMMETER KIT - 679111(See F-14-220)

28
Fig. 11 - Optional Plumbing Box - P/N 677261

29
Fig.
12
- Sch
emat
ic D
iagr
am -
Dig
ipul
se A
utom
atic
D-3
1991
(C)

30
Fig.
13
- Wiri
ng D
iagr
am -
Dig
ipul
se A
utom
atic
, She
et 1
of 2
D-3
1992
(C)

31
D-3
1992
(C)
Fig.
13A
- W
iring
Dia
gram
- D
igip
ulse
Aut
omat
ic, S
heet
2 o
f 2

F-15-075-A 4/95 Printed in U.S.A.