Embed Size (px)
Citation preview

Expre
ssw
eld
Model : M
ast
erM
IG 3
50
www.askaynak.com.tr
GM
AW
(M
IG/M
AG
) W
eld
ing M
ach
ine
Eczacıbaşı - Lincoln Electric recommend to use “ASKAYNAK” gas metal arc welding wire for obtaining high performance from MasterMIG 350.
USER MANUAL
GMAW (MIG/MAG)Welding Method and Specifications
CO2 Phase

AT - UYGUNLUK BEYANIEU - DECLARATION of CONFORMITYEU - KONFORMITÄTSERKLÄRUNG
Déclaration de Conformité de l'EU
Pazarlama ve Lojistik Müdürü / Marketing and Logistics Manager / Directeur de Marché et Logistiques
Sertaç ÖZEN
18.06.2009Tarih / Date / Datum / Date :
KAYNAK TEKNİĞİ SANAYİ ve TİCARET A.Ş.
Şirket / Firm / Firma / Société
aşağıda modeli belirtilen kaynak makinesinindeclares that the welding machine
erklärt, daß die Bauart der Maschinedéclare que le poste de soudage
® ®EXPRESSWELD MasterMIG 350
aşağıda belirtilen yönergelere uygun olduğunuconforms to the following directives
den folgenden Bestimmungen entsprichtest conformé aux directives suivantes
2004/108/EC, 2006/95/EC
ve yine aşağıda belirtilen normlara uygun olarak tasarlandığını beyan eder.and has been designed in compliance with the following standards
und in Überienstimmung mit den nachstehenden normen hergestellt wurdeet qu'il a été conçu en conformité avec les normes
TS EN 60974-1:2007, TS EN 60974-10:2009
Kaynak Tekniği Sanayi ve Ticaret A.Ş.TOSB Otomotiv Yan Sanayi İhtisas Organize Sanayi Bölgesi
2. Cadde, No: 5, Şekerpınar 41480 Çayırova, Kocaeli - TURKEY

December 2014
Kaynak Tekniği Sanayi ve Ticaret A.Ş.
TOSB Otomotiv Yan Sanayi İhtisas Organize Sanayi Bölgesi
2. Cadde, No: 5, Şekerpınar 41480 Çayırova, KOCAELİ
Phone: (0262) 679 78 00 Fax: (0262) 679 77 00
www.askaynak.com.tr
MANUFACTURER
Manufactured in People's Republic of China by KAYNAK
TEKNİĞİ SANAYİ ve TİCARET A.Ş.
Physical life determined by Ministry of Industry and Trade is 10 years. (This is the period for providing spare parts required for the machine to operate.)
1. General Safety Rules
Electromagnetic Compatibility
2. General Information, Warnings and Operation Conditions
3. Specifications
4. Technical Data
5. Front Panel Controls
6. Back Panel Controls
7. Controls in Wire Feeder Unit
8. Connection Diagram
9. Installation and Operation of Machine
9.1. Mains Supply
9.2. Shielding Gas Connection
9.3. Welding Torch Connection
9.4. Connection Between Power Unit and Wire Feeder Unit
9.5. Installing Welding Wire
10. Functions of Wire Feeder Unit
11. Environment Conditions
12. GMAW (MIG/MAG) Method
13. Expirty of Machine's Physical Life
14. In Terms of Energy ConsumptionEfficient Use of Machine
15. Storage and Transportation
16. Maintenance and Repair
17. Unpacking
18. Troubleshooting Guide
19. Failures in Welding Seams
20. Spare Part List
21. Warning Label
22. Electrical Circuit Diagram
23. Wire Feeder and Power Unit Specifications
1
12
14
16
17
18
19
20
21
22
22
22
22
23
24
26
27
28
28
29
29
30
31
32
34
37
42
43
44
Table of Contents
Expressweld MasterMIG 350

Expressweld MasterMIG 350
"Expressweld"is the registered trademark of Kaynak Tekniği
Sanayi ve Ticaret A.Ş.

Expressweld MasterMIG 350
"MasterMIG"is the registered trademark of Kaynak Tekniği
Sanayi ve Ticaret A.Ş.

Page 1
Expressweld MasterMIG 350
1 General Safety Rules
THIS MACHINE HAS BEEN DESIGNED FOR GMAW (MIG/
MAG). SHALL NOT BE USED FOR ANY OTHER PURPOSE.
READ AND UNDERSTAND THE INSTRUCTIONS CAREFULLY:
WARNING: This symbol indicates that the instructions within the user guide must be
followed to avoid potential serious personal injury, loss of life and damages on machine.
Protect yourself and other people.
Be sure that this machine should only operated by qualified personnel. Be sure that
all installation, operation, maintenance and repair procedures are performed only by
authorized personnel. Be sure to read user guide carefully before operating the
machine. Failure to follow the instructions included in the user guide may cause
serious injury, loss of life and damage on machine. Please read the warnings next to
the symbols stated below. "Kaynak Tekniği Sanayi ve Ticaret A.Ş." is not liable for any
damages due to improper connection, storage conditions and operation procedures.
Be sure to read and understand the user guide before operating the machine. Failure to follow the instructions stated in the user guide may cause serious injury, loss of life and damage on equipment.
Do not weld while you are unattentive, unattentive, tired and sleepless.
Arc welding is a safe application when necessary measures are taken to protect the
welder against potential dangers. If these measures missed or disregarded, there may
be dangers such as electric shock, exposing to high levels of fume and gas, arc
radiation, fire and explode which may cause serious injury or even death.
Note: For detailed information on safety in welding, please read ANSI Z49.1 standard.
Protective Equipments:
Welding operators should wear protective clothing to protect themselves against
burning risk. Welding burns is a frequent risk which may be caused due to splash of
welding sparks on bare skin.
Clothing used while welding may vary based on used welding method but generally it
should provide easy movements and should cover welder's body to protect against
splashes, sparks and arc radiation.

Page 2
Expressweld MasterMIG 350
Flame resistant clothing,
Gaiters,
Aprons,
Leather cuff gloves and capes,
Helmet used under the welding mask.
Noise:
Importance and Cleanliness of Working Environment:
Wool y clothing should be preferred due to its resistance against flame. Synthetic
clothing should not be worn since they will melt when exposed to heat.
Protective clothing should be protected from grease and oil. This kind of materials may
flare and burn uncontrolledly in an environment with oxygen.
Shirtsleeves and trouser hems should not be folded. Since sparks and melted metals
may enter into these folds. Trousers should be kept outside the work shoes and should
not be inserted into it. Otherwise melted metals and sparks may enter into shoe.
Other protective clothing used in dangerous situations are stated below:
To protect hands against burns, cuts and scratches, gloves made from flame resistant materials such as leather must be used. In addition, to provide some insulation against electric shock, care should be taken that the gloves made from flame resistant material are in good condition and dry.
To protect ears against sparks and melted metals and to prevent hearing impairment
due to noise of arc welder, ear protectors should be used. When the noise in working
environment is reached to a level that disturbing the ears and causing headache,
auditory problem may occur. In such a condition immediately use your ear protectors.
Hearing impairment may not be noticed until tested and then it may be too late for
treatment.
The tidiness and cleanliness of working environment is important as the maintenance of
welder. Even the level of potential damage rises up to number of people in the
environment. Although warnings related to machine are read and necessary measures
are taken, any of the personnel tripping over a cable may cause electric shock, contact to
hot metal or falling risk for himself, you and other people.

Page 3
Expressweld MasterMIG 350
Primary voltage shock (e.g. 230-460 V)
Secondary voltage shock (e.g. 20-100 V)
ELECTRIC SHOCK can kill.
All equipment, cables, hoses and gas cylinders should be kept away from busy places
such as doors, aisles and stairs. Care should be taken for the tidiness of the
environment and when welding is completed working environment should be cleaned.
By this way, both work safety and working efficiency will increase. Besides, other
workers near the welding area may step into weld pool by mistake, therefore safety
guards should be placed around the welding area during welding.
Electric shock danger is the most serious risk that operator may encounter frequently.
Contacting electrically hot parts may cause injuries, death or falling down due to electric
shock and sudden reflex. While machine is operating, do not touch to the electrode,
ground connection or live work piece connected to the machine. Insulate yourself
against electrode, grounding connection or work piece. Immediately after plugging out
the power cable, do not touch metal ends of power cable, there may be electric shock
danger.
Electric shock risk related to welding machine divides into two categories:
Primary electric shock is very dangerous since it is much higher than welding voltage.
When the power to the machine is open, you can encounter with primary electric shock
while your body is in contact with ground or touching a live point within the machine.
Please note that turning off the ON/OFF switch located on the machine do not cut off the
electric. To cut off the electric to the machine it is necessary to disconnect the supply
cable from connection point or to shut down the fuse of incoming electric.
Never remove side covers of the machine and in case of failure have an authorized
technician to inspect and repair it.
Be sure to ground the machine and work piece.
While installing the machine and making ground connection, follow general electric
rules, all local laws and regulations and instructions of the manufacturer company.
Do not use uninsulated cables and pliers, replace with the new ones. Never dip the
electrode in water for cooling.

Page 4
Expressweld MasterMIG 350
WELDING ARC and ARC RAYS can burn.
Never simultaneously touch electrically "hot" parts of electrode holders connected to
two separate welders, because voltage between the two can be the total of the open
circuit voltage of both welders.
When working above floor level, use a safety belt to protect yourself from a fall should
you get a shock.
In semi-automatic or automatic welding, welding wire, electrode reel, welding head,
nozzle or torch are also electrically “hot”.
Always be sure the work cable makes a good electrical connection with the metal being
welded. The connection should be as close as possible to the area being welded.
While the welder is electrically hot, do not insert your hand or any other object inside it.
Use a shield with proper filter and cover plates to protect your eyes from sparks and the
rays of the arc when welding or observing open arc welding. Skin should be protected by
clothing made from flame resistance material. Protect other nearby personnel with
suitable, non-flammable screening and/or warn them not to watch welding arc nor
expose themselves to the arc rays or to hot spatter or metal.
When eyes are exposed to UV rays even for a short time, also called as “Getting
Welder's Flash”, it may cause burns in your eyes. Getting Welder's Flash may not be
noticed after hours of exposing, but it is too irritating as well as may cause transient
blindness. Normally getting welder's flash is a temporary situation, but exposing eyes to
UV rays for a long time and frequently may cause permanent damage on eyes. As a
protection measure besides not to watch arc rays, also using welding goggles having
proper filter is necessary.
As a rule, welding should start with a dark colored protective filter then should continue
with a lighter colored filter sufficient to see the area being welded providing that not to fall
under the minimum level. Welding masks protect head, face, ears and neck against
electric shock risk, heat, sparks and fire.

Page 5
Expressweld MasterMIG 350
GASES and FUMES can be dangerous.
When welding with electrodes which require special ventilation such as stainless or hard
facing or on lead or cadmium plated steel and other metals or coatings which produce
highly toxic fumes, keep exposure as low as possible and keep the exposure level under
“Minimum Limit Values” using local exhaust or mechanical ventilation. In confined
spaces or in some circumstances, a respirator may be required even outdoors.
Additional precautions are also required when welding on galvanized steel.
Do not weld in locations near chlorinated hydrocarbon vapors coming from degreasing,
cleaning or spraying operations. The heat and rays of the arc can react with solvent
vapors to form a highly toxic gas, and other irritating products.
Welding may cause fumes and gases that are injurious to health. Always enough
ventilation should be used or fumes and gases should be exhausted from breathing
place.
Generally in welding applications; temporary effects for short time can be seen such as
face and skin burning, dizziness, nausea and fever based on exposure period and
amount of fume. Long time fume exposure may cause iron loading and dysfunctions in
lungs. Bronchitis and pulmonary fibrosis are primary effects occurred.
Some electrodes may include alloys that entail special ventilation. Label of these
products that entails special ventilation should not be ignored and “Product Safety
Information Form” reports should be read carefully. When welding on this kind of
materials it may be necessary to use gas mask.
Keeping your head out of fume clouds is the easiest way for protection against toxic
fumes and gases.
Avoid breathing these fumes and gases, air circulation or mechanical ventilation
equipments should be used and if the ventilation is not enough gas mask should be
used.

Page 6
WELDING and CUTTING SPARKS can cause fire or explosion.
Expressweld MasterMIG 350
Where compressed gases are to be used at the job site, special precautions should be
used to prevent hazardous situations.
Do not heat, cut or weld tanks, drums or containers until the proper steps have been
taken to insure that such procedures will not cause flammable or toxic vapors from
substances inside. Tanks, drums or containers can cause an explosion even though
they have been cleaned. For information, read “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping That Have Held
Hazardous Substances”, AWS F4.1 from American Welding Society.
Connect work cable to the piece being welded as close as possible. Work cables
connected to the building framework or other locations away from the welding area
increase the possibility of the welding current passing through lifting chains, crane
cables or other alternate circuits. This can create fire hazards or overheat lifting chains
or cables until they fail.
Keep away fire hazards from welding area and have a fire extinguisher readily available.
Remember that welding sparks and hot materials from welding operation can easily go
through small cracks and openings to adjacent areas. Until ensuring that precautions
are used to fully clean flammable and toxic gases, never weld any tanks, drums,
containers or material. Never operate welder in places that flammable gases, vapors or
liquid fuels exist.
Always keep in mind the fire risk due to high temperatures in arc welding. Welding arc
temperature may increase up to 5000 C°, but generally this temperature is not the only
fire reason. Fire risk may be occurred due to sparks or melted metals splashed around.
These metals may splash up to ten meters away. Therefore keep inflammable materials
away from welding area. Also make sure that your work piece do not contact with any
material that may flare when heated. Material, that may flare with contact are divided into
three categories as liquids (fuel, oil, paint, thinner etc.), solids (wood, cartoon, paper
etc.) and gases (acetylene, hydrogen etc.).
Inspect the welding area. If there are systems operating with fuel or hydraulic oil and if
you cannot move welding area or system, place fire-resistant protecting screen between
them. If you are welding above floor level or on stairway, make sure there is no
flammable or explosive material below. Also please remember that slag and sparks may
splash on people around.

Expressweld MasterMIG 350
Page 7
FIRE DANGER may cause accidents.
Special precautions should be used when welding in dusty environment. Dust particles
may burn and may cause sudden fire or explosion. If you don't have information about
the inflammableness and fugacity of the dust in the environment, do not start welding or
cutting until it is inspected and approved by expert and authorized person.
Before starting to the welding procedure, please check if there is any flammable or self-
ignition under heat coating on the surface of your work piece.
When you have a break in welding process, please make sure that the electrode holder
do not contact to the ground or work piece.
If you are welding within ten meters to the place where flammable materials located,
have a observor near you. This observer should watch where the sparks and splashes
go and should access easily to the fire extinguishers when necessary. After welding
process, please check if there is any fume around for half an hour with the observer.
As in other emergency situations, first rule is not to panic in situations where welding
accidents happen. According to the size of the fire, to warn the others activate the fire
alarm, inform fire station, shut down the plasma cutting machine and leave the building
from fire exits as soon as possible.
To prevent the risk for every kind of arc glare and fire, never leave the welding torch on
welding desk or any surface in contact with work clamp.
Never refuel near to the welding arc or if there is any engine operating in the surrounding
area. Stop the engine and allow it to cool before refueling to prevent spilled fuel from
vaporizing on contact with hot engine parts and igniting. While refilling the tank, do not
spill fuel around.

Expressweld MasterMIG 350
Page 8
Cylinders should be kept away from areas where they may be struck or
subjected to physical damage.
Cylinders should be located to a safe distance from arc welding or cutting
operations and any other source of heat, sparks or flame.
CYLINDER may explode if damaged.
MOVING PARTS may hurt your hands.
Use only compressed gas cylinders containing the correct shielding gas for the process
used and properly operating regulators designed for the gas and pressure used. All
hoses, fittings, etc. should be suitable for the welding application and maintained in good
condition with a proper installation.
Always keep cylinders in an upright position securely chained to an undercarriage or
fixed support.
Carefully choose the locations of the cylinders:
Never allow the electrode, electrode holder or any other electrically “hot” parts to touch a
cylinder.
Keep your head and face away from the cylinder valve outlet when opening the cylinder
valve.
Valve protection caps should always be in place and hand tight except when the cylinder
is in use or connected for use (including the transportation of the cylinder).
Always keep all safety guards, coverings and equipments in place and maintain in good
condition. Always keep your hands, hair, clothing and tools away from V-belt, gears, fans
and all other moving parts when starting, operating or repairing the equipment.
In some cases, it may be necessary to remove safety guards to perform required
maintenance. Remove the guards only when necessary and replace them when the
maintenance requiring their removal is complete. Always use the greatest care when
working near moving parts.
Never put your hands near to the cooling fan while it is operating.
To prevent accidentally starting gasoline engines while turning the engine or welding
generator during maintenance work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.

Page 9
For electrically powered equipment.
WELDED HOT material may cause burns.
ELECTRIC and MAGNETIC fields may be hazardous on human health.
Compliance with CE NORMS, SAFETY USAGE.
Expressweld MasterMIG 350
Turn off input power using the disconnect switch at the fuse box before working
on the equipment. Install equipment in accordance with local codes in force.
GROUNDING: Power cables should be connected to a well grounded plug for
your safety and proper operation of the equipment.
Periodically inspect the conditions of electrode cables, supply cables and cables
connected to the equipment. If you notice any improper situation, immediately
replace damaged parts with the new ones. To prevent the risk for every kind of
arc glare and fire, never leave the electrode holder on welding desk or any
surface in contact with work clamp.
High amounts of heat may be produced from welding process. Hot surfaces and material
may cause serious burns. While touching or moving this kind of material, always wear
gloves.
Electric current flowing through any conductor causes electromagnetic fields. This
electromagnetic field may interfere with devices such as pacemaker. Welders having a
pacemaker shall consult their physician before operating this equipment. Exposure to
electric and magnetic fields may have other health effects which are not known yet (For
detailed information, refer to Page 12).
This machine has been manufactured as per “European Instructions”.
This machine is suitable for welding in environments where there is high electric shock
risk.

Page 10
EXTRA SAFETY MEASURES:
Semi-automatic DC constant voltage welders,
DC manual arc welders,
AC welders with reduced voltage control.
PRECAUTIONS FOR OTHERS IN THE WORKING ENVIRONMENT:
Expressweld MasterMIG 350
In some situations applying safety measures may be difficult, but even so follow the
mentioned rules. Keep your gloves dry, if getting wet is unavoidable then have an extra
pair of gloves near you. Stand on a plywood, plastic mat or similar dry and insulating
material. Insulate your body from welding piece.
If welding must be performed under electrically hazardous conditions such as in damp
locations or while wearing wet clothing, on metal structures such as floors, gratings or
scaffolds, when in cramped positions such as sitting, kneeling or lying, if there is a high
risk of unavoidable or accidental contact with the workpiece or ground, prefer to use the
following equipment:
Conditions of electrode holder and cables are so important. Plastic or fiber insulating
material on holder prevents contact to electrically hot" places. Before starting the "
welder, always check the condition of the holder. Replace the old and worn ones, never
attempt to repair. Perform same checks for the cables, since the cost will be high to
replace cables, repair by using tubw with high insulation or similar. Always check the
insulations before every time you start the welder.
If you feel an electric shock, always remember that this is a warning. In such case
before continue to work, check your machine, working routines and working
environment against electric shock. If there is an abnormal situation, never continue
welding without using the necessary precaution. If you cannot determine the source of
problem, have an expert and authorized person to check it.
Cleanliness and tidiness of working environment is extremely important for your safety
as well as other people in the environment. While other welders working or people
walking around the welding area may step onto your weld puddle by mistake or may
cause you and others to fall down by tripping over cables and electric shock risk. Also
welding sparks may cause burn danger by splashing on other people around.
Surrounding welding area with fire resistant screens reduces potential risks.
Also warn other people in the working environment for the use of work safety
equipments. Especially when they have to be in welding area, warn them to use fire and
flame resistant work safety clothing, welding goggles, welding mask, insulated work
shoes and gloves. Keep away any people who do not follow the instructions.

Page 11
INFORMATION ON RESIDUAL RISKS:
Expressweld MasterMIG 350
When working above floor level, use related warning signs to prevent splashing of
melted metals and welding sparks on people under working area.
Electromagnetic fields may be hazardous for pacemakers.
Make the necessary warnings and use warning signs for other people working or
passing around who are not related to welding work. Inform them that they have to
contact with their doctors before working in a welding environment.
In welding environments there is high electric shock risk. Other people may encounter
electric shock risk by tripping over cables while working. Do not use uninsulated welding
cables, route cables through insulated, plastic channels if available.
Expressweld MasterMIG 350 welder has been designed and manufactured in
compliance with safety rules required by TS EN 60974-1 standard. To eliminate the
safety risks all necessary precautions have been taken, precautions that need to be
taken by operators and users and all rules to be followed have been stated in the user
manual. It is not possible to eliminate the risks in cases that necessary care is not taken
or safety measures are not used. These risks may cause slight injuries but at the same
time fire and explosion risks may be fatal for more than one people. It is the user's
responsibility to assure the safety of environment where the welding operation is
performed, in cases that precautions are not used or lacking, work must be stopped
immediately and authorized people should be informed.

Page 12
ELECTROMAGNETIC COMPATIBILITYELECTROMAGNETIC fields may be hazardous.
Expressweld MasterMIG 350
After turning on the power unit, you should wait approximately for 5-10 seconds for electrical stability of the machine and then
start to welding procedure.
Designed according to TS EN 60974-1.EMU Class of machine according to TS EN 55011 is Group 2 Class A.
For detailed information refer to TS EN 60974-10.
While welding do not turn on/off the power switch. This situation may cause voltage fluctuations in mains as well as shorten the
economic life of the machine.
Welding machine has been designed according to related norms and rules. In addition, it
may cause safety problem for the devices affected from electromagnetic waves since it
may produce interfering electromagnetic waves for telecommunication devices
(telephone, radio, television) and safety equipments. To prevent and eliminate the effect
of these electromagnetic waves (interferences) produced by the machine, please read
below explanations carefully.
Welding machine has been intended to use in industrial fields. In case of using in living
spaces, to eliminate potential effects of electromagnetic waves it is necessary to use
specific precautions. User should certainly install and operate the machine as per the
instructions included in the user guide. In case any electromagnetic interference is
detected, user should take necessary precautions for this. If necessary, Kaynak Tekniği
Sanayi ve Ticaret A.Ş. will help to the user in this matter. No modifications should be
made on the machine without the written consent of Kaynak Tekniği Sanayi ve Ticaret
A.Ş.
Before the installation of the welding machine, user should check if there is any device in
the working area that may be affected due to electromagnetic waves. Some of these
devices are stated below:
1 - Lead wires, control cables and phone cables near the working area and machine,
2 - Radio and/or television receivers and transmitters, telecommunication devices,
3 - Computers or computer controlled devices,
4 - Safety and control equipments for industrial processes,
5 - Personal medical devices such as pacemakers and hearing aids,
Electromagnetic fields may interfere with some pacemakers. Therefore welders having
pacemakers should contact with their physicians before welding process.
6 - Calibration and measuring devices.

Page 13
Expressweld MasterMIG 350
Electromagnetic resistance of the equipments located and working in working area
should be checked. User must be sure that other surrounding devices will operate in
harmony with the machine. To achieve this extra protection measures may be necessary.
To reduce the effect and exposure level of electromagnetic waves produced by the
machine, below warnings should certainly taken into account:
1 - Mains supply connection should be performed as explained in the user manual. If
electromagnetic interference occurs, it may be necessary to take some precautions
like filtering the electric main.
2 - Lead wires (electrode and work cables) should be as short as possible and should be
routed together. Never wrap these cables around your body and stand between the
cables and pay attention that the cables are not on the grounded surfaces.
3 - Work cable should be connected to the piece being welded as close as possible.
4 - While welding operation, keep the power unit in a place as far as possible.
5 - Insulation of cables within the working area may reduce the electromagnetic
interference. This situation may be necessary for some special applications.
6 - To reduce electromagnetic interference and increase work safety, ground the work
piece if possible. User should check if this grounding may cause problem for himself
and for the machine.
7 - Ideal measurements of the working area should be determined based on the
construction of this area and other factors included.
8 - To achieve respectively harmonic current emissions and voltage fluctuations and
flicker limits according to TS EN 61000-3-12 and TS EN 61000-3-11 standards,
recommended mains supply's minimum short circuit power should be 1.0 MVA and
maximum impedance should be 0.41 Ω.

Page 14
Expressweld MasterMIG 350
2 General Information, Warnings and Operation Conditions
Warning!
Read entire section before installing and starting the machine.
Do not install, operate or repair the welder without reading safety precautions included in
user manual. Keep this user manual and place to an easy accessible place.
After completing the work or if you will discontinue working for a long time, disconnect the
mains supply.
Do not insert any object into the welder. While the welder is operating, especially do not
touch to the moving parts with your fingers.
Do not perform any modification on the machine. This may affect the machine features
and cause change in technical values.
It is forbidden to perform any modifications and adaptations on the machine. Performing
any modifications and adaptations, not only cause losing guarantee rights but also may
endanger the usage safety of the machine and may cause electric shock for the users.
Always ground the welder before operating. Various welders or other electrical devices
should be connected in series if they are using the same grounding line, all machines or
devices should be connected in parallel to each other. Cross sectional area of the
grounding cable of the welder should not be less than the cross sectional area of the cable
in the mains input.
While welding, do not change the position of “Welding Voltage Selection Switch”.
Welder should be used in places with good environment lighting and should not be used
in dark places. Also the plasma cutting machine has been designed to be used indoors
and is not suitable for using under sunlight, rain and snow. Welder cannot be used for pipe
melting works.
Welder has been designed to be used indoors and is not suitable for using under sunlight,
rain and snow.
Misuse or welding machine damages due to user mistake voids the guarantee rights.
Do not step on torch cable and do not keep the folding angle of the cable too narrow.
Accepted ambient temperature while operating is between - 10°C and + 40°C.
Accepted ambient temperature while transporting and storing is between - 20 and +
55.
Allowable relative humidity rate is up to 90% at 20°C and up to 50% at 40°C.

Page 15
Expressweld MasterMIG 350
Heating tests have been performed in ambient temperature and operation cycle has been
determined with simulation at 40°C.
Operate the machine in a well ventilated environment and leave at least 50 cm free space
around it. Do not operate in places higher than 100 m.
To achieve a stabile arc when operating in a windy place, take precaution against wind.
Wind speed should be less than 1m/sec. If the wind speed is higher than this, use
protective screens.
Manufacturer company reserves its right to change specifications without notice.
For long economical life and safety operation, it is useful to take some simple precautions
stated below:
Do not place the machine on a surface with a slope over 15° and do not operate on such
surface.
Machine should always be operated in an environment having clean airflow and there
should be no obstacle that prevents ventilation or stops airflow. Do not cover the machine
while operating with paper, cloth or similar objects.
While welding, make sure that the cover of the wire drive unit is closed.
Dust and dirt may enter into machine. This should be reduced as much as possible. Do
not operate the machine in extremely dusty locations and environments having water,
paint and oil particles and also grinding dusts and abrasive gases in its atmosphere.
This machine has IP21S protection. Keep the machine dry as much as possible and do
not place it on wet ground or in puddles.
Place the machine far away from radio controlled devices. Normal operation of the
machine may interfere with this kind of devices nearby and in such case may cause injury
or failure of the equipment. Please read “Electromagnetic Compatibility” section included
in this manual.
If the frame cover is opened and interfered by people who are not qualified for electrical
equipments, life-threatening danger may occur. In case behaving on the contrary, be
regarded as accepting beforehand all potential negative consequences.

Page 16
Expressweld MasterMIG 350
3 Specifications
Electric Supply Requirement:
Physical life determined by Ministry of Industry and Trade is 10 years.
(This is the period for providing spare parts required for the machine to operate.)
Operation Cycle and Overheating:
MasterMIG 250CT is a compact type gas metal arc (MIG/MAG) welding machine with
combined wire feeder unit and power unit.
Especially suitable for spot welding and high quality welding of mild structural steels and
stainless steels with medium thickness used in metal manufacturing industry.
It enables welding without splashing problem with carbon dioxide (C02) gas.
It has 20 graded (2x10) welding voltage setting. By this way it is possible to precisely set
the welding parameters.
Wire feed speed can be set.
It has slow wire feed (soft start) feature that facilitates arc creating.
It has been equipped with thermal protection circuit against overheating load.
It is air-cooled.
It is safe and user friendly.
It protection class is IP21S.
It has been designed according to IEC 60974-1.
EMU Class of machine according to TS EN 55011 is Group 2 Class A.
Guarantee period is 2 (two) years (excluding torch and cables).Manufacturer company
reserves its right to change specifications without notice.
Operation efficiency is the percentage rate of welder's welding ability at given welding
current for 10 minutes without any brake and without overheating.
Machine is protected against overheating thanks to its thermal protection. Warning lamp
on the front panel lights on when this protection is activated. Lamp turns off when
returned to the safe operation temperature and welding operation can continue.
It has been designed for 380 V ± 10 , 50/60 Hz three-phase mains.%
Deviation ration between phases should not be higher than 5%.
Frequency yield deviation should not be higher than ±1%.

Power Unit Model
Nominal mains voltage
Maximum power consumption (60 )%
Current taken from mains (60 )%
(100 )%
Power factor (cos φ) (60 )%
Output
Welding current (60 )%
(100 )%
Idling voltage range
Welding current setting range
Welding voltage setting range
Welding voltage grade number
Protection class
Radio noise level
Insulation class
Supply cable
Fuse value and type
Ambient operating temperature
Weight (excl. cables)
Dimensions (Width x Height x Depth)
Wire Drive Unit Model
Wire drive speed (u ) rangen
Wire speed setting before welding (for arc start without splashing)
Wire diameters Steel wire (V type reels)
Flux cored wire (V type notched reels)
Aluminum wire (U type reels)
Supply voltage and power of wire drive unit
Maximum supply current
Protection class
Weight (excl. cables)
Dimensions (Width x Height x Depth)
MasterMIG 350
380 V ± 10%, 50/60 Hz, 3 Phases
15.1 kVA
23 A
17.8 A
0.95
75%
350 A, 31.5 V
270 A, 27.5 V
19 - 40 V
60 - 360 A
17 - 32 V
30 (3x10)
IP21S
W
F+H
4 x 4 mm²
3 x 25 A (delayed)
between and - 10°C + 40°C
140 kg
570 x 835 x 960 mm
MasterFeed MF-3
1 - 24 m/min
% 10 - % 100 (u )n
0.8 - 1.0 - 1.2 mm
1.2 mm
1.2 mm
42 V, 90 W
4 A
IP21
18 kg
290 x 440 x 675 mm
4 Technical Data
Page 17
Expressweld MasterMIG 350

5 Front Panel Controls
Page 18
Power indicator
On-Off switchDigital welding voltage indicator
Digital weldingcurrent indicator
Welding wire reel protection cabinet cover
Thermal protection
indicator
rear wheel
front wheel
Work cable connection socket
(high inductance)
Work cable connection socket (low inductance)
Welding voltage precise setting switch
Welding voltage coarse setting switch
Power unit transport lugwheels
torch connector (EURO)
Water inlet and outlet channels for connecting torch cooling water when required
Wire feed speed setting button
Wire feed control without welding button
2/4 trigger selection switch
Gas flow without welding control switch
Wire feeder unit handle
Expressweld MasterMIG 350
WARNING !While welding, changing welding voltage range may cause damage to the machine. Therefore stop welding to change the voltage range.

6 Back Panel Controls
Page 19
Wire feeder fuse (3A)
mains inlet energy cable
Hook for hanging cables
Shielding gas cylinder fixing slot
Wire feeder unit wheels
Power unit transport lug
metal plate for specifications
Welding wire reel protection cabinet
Rack for placing shielding gas cylinder
Shielding gas heater connection socket
rear wheel
Shielding gas (C02) heater fuse (8A)
Control cable connection socket
Wire feeder unit (+) power connection socket
Pin for placing wire feeder unit to
power unit
Wire feeder unit handle
Shielding gas inlet socket
Control cable connection socket
Wire feeder unit (+) power connection socket
Expressweld MasterMIG 350

Page 20
7 Controls in Wire Feeder Unit
Wire
fe
ed
sp
ee
d w
ith
ou
t w
eld
ing
se
ttin
g b
utt
on
Co
ve
r p
rovid
ing
ea
sy
acce
ss t
o in
tern
al p
an
el
bu
rnb
ack p
erio
d s
ett
ing
bu
tto
n
Wire
fe
ed
er
un
it
h
an
dle
Wire
fe
ed
er
ree
l p
ress
forc
ed
se
ttin
g s
pin
dle
Wire
fe
ed
er
en
gin
e
Pin
slo
t fo
r p
lacin
g
wire
fe
ed
er
un
it t
o
po
we
r u
nit
rea
r w
he
els
We
ldin
g w
ire
re
el
co
nn
ectin
g s
ha
ft a
nd
b
rakin
g t
orq
ue
se
ttin
g
We
ldin
g w
ire
re
el p
rote
ctio
n
ca
bin
et
co
ve
r
We
ldin
g w
ire
re
el
pro
tectio
n c
ab
ine
t
We
ldin
g t
orc
h
co
nn
ectio
n s
ocke
t
Wire
in
let
gu
ide
Wire
ou
tle
t g
uid
e
Wire
drive
re
els
(4
un
it)
Expressweld MasterMIG 350
Wa
ter
inle
t a
nd
o
utle
t ch
an
ne
ls fo
r co
nn
ect
ing
to
rch
co
olin
g w
ate
r w
he
n r
eq
uire
d

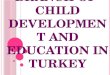
8 Connection Diagram
Page 21
Shie
ldin
g
gas h
ose
main
s inle
t energ
y c
able
Control cable
Wire feeder unit power connection cable
WIR
E
F
EE
DE
R
U
NIT
PO
WE
R
UN
IT
We
ldin
g t
orc
h
cable
Work
cable
Work
pie
ce
TO
RC
H
GA
S R
EG
ULA
TO
R
Expressweld MasterMIG 350
GAS TUBE PROTECTOR
CA
RB
ON
DIO
XID
E
GA
S H
EA
TE
R (
24
V-5
5W
)
Pla
ce a
nd s
ecure
the
shie
ldin
g g
as c
ylin
der
to
the p
latform

Socket" (24 V)
Page 22
9.1 Mains Supply
9.2 Shielding Gas Connection
To connect shielding gas below operations should be done:
9.3 Welding Torch Connection
Connect the welding torch to “Welding Torch Connection Socket” (EURO Socket)
located in front of wire feeder unit.
9 Installation and Operation of Machine
Expressweld MasterMIG 350
Mains supply connection of the machine should be made as per rules and only by
qualified personnel trained with necessary information.
Welding machine has been designed for triphase mains supply, 380 V ± 10 , 50/60 Hz and %
should be protected by 25A delay action fuse. Supply cable should be at least 4 x 4 mm .
Mains supply connection should be grounded.
Before connecting the machine to mains, make sure that the machine is off.
Never perform a mains supply connection and start the machine until there is a
good protective ground connection approved by a qualified electrician. Electric
leakages constitute death risk for human health.
2
Secure the gas cylinder and protect against risks such as rollover.
Remove the safety valve cover of gas cylinder and leave open for a while to clean it from
foreign materials.
Install the gas regulator on gas cylinder.
Connect the gas hose to gas regulator.
Connect the other end of gas hose to “Shielding Gas Inlet Socket" located in the rear of
wire feeder unit.
If necessary, connect the plug of heater to “Shielding Gas Heater
located in the rear of power unit.
When it is not used, close the valve of gas cylinder.

Page 23
9.4 Connection Between Power Unit and Wire Feeder Unit
Expressweld MasterMIG 350
The connection between the power unit and wire feeder unit is performed with “Control
Cable” (combined cable), “Wire Feeder Unit Connection Cable” and “Coolant Hose
Kit”.
Transmission of voltage and control signals from power unit to wire feeder unit is
provided with the connection of “Control Cable Connection Sockets” located in the
rear of these two units, to each other via “Control Cable”.
Welding current circuit made by the connectio“nW oirfe Feeder Unit Power
Connection Sockets” located in the rear of power unit and wire feeder unit, to each
other via “Wire Feeder Unit Connection Cable”.
To provide shielding gas to wire feeder unit and welding torch, it is necessary to connect
“Shielding Gas Hose” to “Shielding Gas Inlet Socket” located in the rear of wire
feeder unit. At the end of gas hose, there is a pipe connection.

Page 24
9.5 Installing Welding Wire
Placing Welding Wire into Protective Cartridge
Installing Welding Wire to Wire Drive Unit
Expressweld MasterMIG 350
According to the procedure stated in “Wire Feeder Unit Functions” section on Page
26, select the welding torch mode by using “2/4 Trigger Selection Switch”.
Place the “Wire Feed Speed Setting Button” located in the front of wire feeder unit to
“O” position.
Make sure that the torch equipment (spiral and nozzle) is suitable for the welding wire
being used and connect the welding torch to “Torch Connection Socket" located in the
front panel of wire feeder unit.
After matching wire drive reels to each other which are suitable for the wire diameter and
wire type being used, connect the reels to wire feeder unit.
- Open the cover of “Welding Wire Reel Protection Cabinet” located in the rear of wire feeder
unit.
- Insert the welding wire reel to “Welding Wire Reel Connecting Rod” as the end of the wire
will be on the lower part of reel.
- If necessary, set the braking (tightening) torque of “Welding Wire Reel Connecting Rod”.
When the reel stops, it shouldn't freely turn around the connection axis.
- Cut the twisted end of the wire by taking out from open part of protector and file the sharp
corners.
- Open the side cover of wire feeder unit.
- Release the “Wire Feed Reel Press Forced Setting Spindle" by loosening.
- Run the welding wire through the “Wire Inlet Guide” of wire feeder unit.
- Install the welding wire to “Wire Outlet Guide” by running through wire drive reels.
- After setting the press force by fixing again the “Wire Feed Reel Press Forced
Setting Spindle”, start the machine with “On/Off Switch” located in the front panel of
power unit.
- Press the "Wire Feed Control Without Welding Button” located in the front panel of
wire feeder unit. During this action, always make sure that the contact nozzle of
welding torch is not in place. You can set the wire feed speed with “Wire Feed Speed
Without Welding Setting Button” located within the wire feeder unit.
- Release “Wire Feed Without Welding Control Button” after the welding wire is
seen and install the contact nozzle and gas nozzle to the welding torch and tighten
properly.

Page 25
Adjusting Press Force of Wire Drive Reel
-
Setting Braking Torque of Welding Wire Reel Connecting Shaft
Type and Selection of Wire Drive Reels
Changing Wire Drive Reels
Expressweld MasterMIG 350
Properly set the press force of reels. If the press force is too low, wire slips on reels; if the
press force is too high, reels crushes the wire or wire jams in. Press force increases
when driver reel press force setting turned clockwise, when turned counter clockwise
press force decreases.
- To prevent welding wire to discharge from the reel, fastener that holds the reel is
equipped with a braking system.
- Braking setting is performed with a spring located in the fastener.
- When springs tightened to the left, braking torque increases, when tightened to the
right, braking torque decreases.
- Wire drive unit is equipped with “V” channeled reels set for Ø 0.8, 1.0 and 1.2 mm
solid welding wire.
- Make sure that the diameter of installed reel is suitable for the diameter of welding
wire being used.
- There is a mark on the side surface of reels indicating the profile of wire drive groove
suitable for the wire diameter to be used. This mark is not seen after the installation.
- For steel and stainless steel welding wires “V” type reels should be used.
- For aluminum wires “U” type reels should be used.
- For flux cored “Notched-V” type reels should be used.
To change the reels:
- Release the press force setting of feeder reels.
- Remove the reel desired to be changed.
- Install the new reel making sure that it fits into its place.
- Fix pressure force setting again.

Page 26
10 Functions of Wire Feeder Unit
Wire drive unit has the following functions:
Welding Torch Operation Modes:
Wire Feeding Speed Setting:
- It is possible to set the wire feeder speed between 1-24m/min.
Test functions:
Soft Start
Approach Speed Setting of Welding Wire End to Workpiece Before Welding:
Burnback Control (0.02 - 0.25 sec):
Expressweld MasterMIG 350
- 2 Trigger Mode (manual): Welding procedure is started by pressing and
holding down the trigger on the welding torch. When trigger released welding
stops.
- 4 Trigger Mode (automatic operation): Welding procedure is started by
pressing once the trigger on the welding torch. When pressed second time,
welding stops.
- Wire Feed Without Welding: With this button, only wire feeder unit is started
without starting power unit and gas solenoid. This feature is used while driving
the welding wire to welding torch.
- Gas Flow Without Welding: With this button, only the gas solenoid may be
turned on and off without starting the power unit. This feature is used for
controlling the gas flow speed and gas connections.
- This feature is used for fixing the approach speed of welding wire to the
workpiece at the time of welding start. Also with this button wire feed speed
without welding can be set. Setting range is between 10% and 100% of wire
feed speed.
- This feature enables proper length for the welding wire exits from the contact
nozzle at the time of welding procedure ends and not sticking to contact nozzle
or workpiece after welding.

11 Environment Conditions
Before starting the machine following procedures should be performed:
Page 27
Expressweld MasterMIG 350
Provide the necessary environment conditions for the welding machine. For example
there shouldn't be any flammable gases and vapors, conducting dusts,
burner/flammable fumes and other factors that may be hazardous for insulation and
mechanical structure of the machine.
Welder has been designed to be used indoors and is not suitable for using under
sunlight, rain and snow.
Welding machine should be located to a place where can be seen at all times.
In case of overheating, fume or flame, smell of insulation burn, extreme shocks or
extreme noise, machine should be turned of, mains supply should be disconnected
and qualified electric technician or “Qualified Technical Service” should be
contacted immediately.
When current circuit is locked or electric voltage is determined on the body,
procedure indicated in the fourth article should be performed.
Also in case of mechanical damage such as machine falls down from a high place,
again procedure indicated in the fourth article.
Extremely damp environment may cause damage to the insulation of the machine
and electric shock danger.
While operating some internal parts of the machine may get heated and temperature
may increase up to 100°C. This is normal and machine is protected against
overheating with “Thermal Protection Circuit”.
Do not allow extremely high temperatures in cable connection points. If connections
overheated, this is the sign that they are not available to continue working. Parts
composing the connection should be checked and damaged ones should be replaced
immediately.

Page 28
12 GMAW (MIG/MAG) Method
Expressweld MasterMIG 350
13 Expirty of Machine's Physical Life
Make sure that the welding machine is installed according to the explanations included
on Page 22.
By considering the desired welding current values, install the work cable to the proper
“Work Cable Connection Socket” located in front of the power unit by using the fitting
screw at the end of work cable.
Note:
Inductance is a mechanism that stabilizes the welding current and used for minimizing
the splashings in the welding seam. It is recommended to use low value inductance
outlet (Ω) for welding current up to 250 amperes and to use high value inductance outlet
(ΩΩ ) for welding current higher than 250 amperes.
Connect the work cable holder to the clean surface of the workpiece to be worked on.
Make sure that the contact between them is as good as possible.
Start the machine by turning the “On/Off Switch” located in the front panel of the power
unit to "I” position. “Power Indicator” will light up.
Welding voltage value is approximately set with “Welding Voltage Coarse Setting
Switch” and precisely set with “Welding Voltage Precise Setting Switch” (Refer to the
table on Page 21). These switches are located in front of the power unit.
Warning!
While welding do not change the welding voltage! This may cause serious damage.
Value of welding current directly depends on the wire feeding speed value. Select the
proper wire feed speed with the "Wire Feed Speed Setting Button” located in front of
MasterFeed MF-3 wire drive unit. Wire drive speed can be set between 1-24 m/min.
You can start welding procedure by following related rules.
When the economical life of the machine expired and cannot operate should not be
disposed as domestic waste and not thrown into waste. Welding machine should be
disposed of as per local regulations.

15 Storage and Transportation
Page 29
Expressweld MasterMIG 350
14 In Terms of Energy ConsumptionEfficient Use of Machine
0.8 - 1.5
1.0 - 2.5
2.5 - 4.0
2 - 5
5 - 10
5 - 8
8 - 12
Part Thickness
(mm)
Welding Current
(A)
Welding Voltage
(V)
Wire Diamete
(mm)
Wire Guide Inner Diameter
(mm)
Gas Flow Speed
(lt/min.)
ø 0.8
ø 0.8
ø 0.8
ø 1.0
ø 1.0
ø 1.2
ø 1.2
ø 1.4
ø 1.4
ø 1.4
ø 1.6
ø 1.6
ø 1.6
ø 1.6
50 - 90
60 - 100
100 - 140
70 - 120
120 - 170
110 - 180
160 - 300
17 - 18
18 - 19
21 - 24
19 - 21
23 - 26
22 - 24
25 - 38
6
7
8
9
10
10
12
Marked ones are short circuit arc (short arc) transfer and others are drop arc (long arc) transfer.
Welding machine is designed and manufactured as to get low energy from mains while
in the On position.
While welding to prevent over energy consumption, current values that are suitable for
the used welding wire diameter should be used and current values higher than adequate
should be avoided.
Welding machine should be stored at confined rooms having temperature between -
20°C and + 55°C and at most 90% relative humidity rate at 20°C.
Room should be free from flammable, conductive dust or other similar items.
Preferably welding machine should be stored in its package.
Transportation inside the facility should be done by using its own frame or as an option a
crane or overhead travelling crane should be used.
In far distance transportations, welding machine should be packaged to be protected
against mechanical damages.
If the welding machine will be kept or not to be used for a long time before operating the
machine, it should be cleaned and placed into its box and should be stored in
environment without damp and dust.

16 Maintenance and Repair
DAILY MAINTENANCE
Expressweld MasterMIG 350
Page 30
Warning!
Proper usage and performing periodical maintenance fully will enable high
performance and are important for long economical life. Maintenance, repair and service
works should only performed by the qualified personnel who had the required
training!
Mains current of the welding machine should be disconnected and power cable
should be unplugged while performing maintenance and service.
- Follow general personal safety and fire safety rules related to the welding
procedures.
- Clean metal splashings from gas nozzle. These may cause weakness in shielding
gas flow that covers molten welding metal.
- Clean the gas nozzle at the end of welding torch against splashing with GMAW spray.
For this procedure you can use our "Focusweld" welding spray. Never attempt to
clean accumulated burrs by hitting the end of torch to a hard surface.
- If you notice any wear and crush on welding wire, check if the press force of wire
drive reels is suitable for the wire diameter and if you notice over pressure, decrease
the press force setting as appropriate.
- If wire drive reels are worn or damaged, you cannot achieve a smooth wire feed.
Frequently check the reels and if there is any wear replace with the new ones.
- Before installing a new welding wire reel, remove the gas nozzle and contact nozzle
and clean the spiral with compressed air. This procedure will prevent the sticking of
the wire.
- Check the welding torch and clean if necessary.
- Make sure that the welding current adjusting knob located in front panel and On/Off
switch located in rear panel are in place and properly operating. If current adjusting
knob is not installed properly and if On/Off switch is not exactly in place and is not
operating smoothly, contact with the service.
- Check if there is vibration, whistle or abnormal smell after starting the machine. If
there is any problem try to find the source of the problem, if there is a problem due to
environment eliminate this factor, if the problem source is the machine do not
interfere and contact with the service after disconnecting from the mains.
- Make sure that the welding current is compatible with set current value. If there is any
difference, perform the necessary adjustment since it will affect the welding
operation.

MONTHLY MAINTENANCE
YEARLY MAINTENANCE
Expressweld MasterMIG 350
17 Unpacking
Page 31
- Make sure that the cooling fan is not damaged and turns normally. If the fan doesn't
operate even after the overheating of the machine, check if the propeller of the fan is
blocked. If the fan is damaged, contact with authorized service.
- Check if the welding connections are loose or overheated. If there is overheating or
loosening, tighten the connections or contact with authorized service.
- Check if the current cable is damaged. If it is damaged, insulate the damaged part by
wrapping with a suitable material or change the cable with the new one.
- By using dry air compressor clean the internal part of the machine to remove
accumulated dusts. To protect small parts, be careful about the air pressure used in
cleaning.
- Check the screws on the machine and if they are loosen, tighten. If there is missing
screw, always install a new one. Replace rusted screws with the new ones.
- Check the conditions of all electric connections and tighten loosed connections when
necessary.
- Measure insulation impedance on main transformer, PCB and body. If the
measurement value is under 1MΩ, this means there is damage. In this case contact
authorized service.
- Check the continuity of the grounding. Do not perform this test on your own, contact
an authorized service.
EXPRESSWELD MasterMIG 350 Gas Metal Arc Welding Machine sold in its original
cartoon box and on a pallet. Do not purchase the machines without packaging. To
unpack the machine, cut the strap connected to the pallet and lift up the box.
Do not dispose of the box and keep it for future transporting and storing.

18 Troubleshooting Guide
There is problem in wire feeder unit, engine operates but wire does not advance properly.
Spiral is dirty. Clean the spiral.
Channels of the drive reels are not compatible with wire type or diameter being used. Grooves
Check the channels of reels and change with the reels suitable for the used wire. Clean the grooves.
Channels of drive reels are worn or grooves are crushed.
Replace worn reels with the new ones.
Welding wire jammed in contact nozzle.
Remove the welding wire from contact nozzle. Replace the contact nozzle if necessary.
Wire feed engine is faulty. Contact with technical service.
Control board (PC-board) is faulty. Contact with technical service.
Control cable (multiple cable) is faulty.
Change the control cable.
Trigger of welding torch is faulty. Replace the trigger of welding torch.
Makineye enerji gelmiyor. Check the power unit and mains supply connection. Turn on the machine if it is closed. If inlet fuse is blown, change the fuse.
REASON SOLUTIONPROBLEM
There is problem in wire feeder unit, engine doesn't operate. When pressed on torchtrigger, wire doesn't
Control board (PC-board) is faulty. Change the control cable.
Control cable (multiple cable) is faulty.
Change the potentiometer.There is open circuit voltage and gas flow, but wire feeding functions doesn't operate. Current setting potentiometer
is faulty.Contact with technical service.
There is no energy in AC contactor coil.
Contact with technical service.
Control board (PC-board) is faulty. Contact with technical service.
There is wire feeding and gas flow, but there is no open circuit voltage.
Supply voltage value is too low (under 350 V).
Check the supply voltage as to be 380 ± % 10 V.
One of the phases is missing in supply voltage.
Check the mains phases.Open circuit voltage is low.
Diode group is faulty. Change the diode group.
There is disconnection in grounding cable.
Check the grounding cable connection.
There is too much oil, dirt and rust on workpiece. The contact between work clamp and workpiece is not good.
Provide good contact between the surfaces by performing necessary cleaning.
There is open circuit voltage and wire feeding function operates. But there is no arc.
Expressweld MasterMIG 350
Page 32
are dirty.
advance.

Arc is not stable and too much splashing occurs.
Contact nozzle and wire feed reels is not compatible with the used wire.
Check the contact nozzle and wire feed reels, change if necessary.
There is strain in any point of the torch.
Check wire guides and spiral. Clean or replace if necessary. Do not too much bend the torch cable.
One of the phases is missing in supply voltage.
Check the mains phases.
Diode group is faulty. Change the diode group.
There is incompatibility between wire feeding speed and voltage
Check the wire feeding speed and voltage value.
Welding current cannot be set correctly.
Current setting potentiometer is faulty.
Change the potentiometer.
Control board (PC-board) is faulty. Contact with technical service.
There is no shielding gas flow.
Gas hose is not connected or there is disconnection in the hose.
Check the hose and gas connection system. Tighten the connections. Replace the hose if necessary.
Gas hose is crushed or blocked. Check the gas connection hose.
Gas solenoid is faulty. Clean the electronic valve or replace with the new one.
Wire is curled within torch, bended in feed reels or inlet guide.
End of the wire stucked to contact nozzle.
Change the contact nozzle and if necessary change the nozzle.
Inlet guide is too far away from the wire feed reels or guides are blocked.
Check the distance. Perform necessary adjustments. Clean the guides.
Inlet /outlet guides and wire feed reels are not on the same axis.
Perform the necessary changes to have them on the same axis.
Inner diameters of inlet/outlet guides are too wide or too narrow.
Change inlet/outlet guides.
Power indicator lamp doesn't light upon machine start.
Power indicator lamp lights but contactor doesn't operate.
Thermal protection is activated. Leave the machine to cool down.
There is no supply voltage. Check the mains voltage.
On/Off switch is faulty. Change On/Off switch.
Power indicator lamp is faulty. Change the power indicator lamp.
Expressweld MasterMIG 350
Page 33
REASON SOLUTIONPROBLEM
value.

Pore Creation
Possible Reasons:
Solutions:
Insufficient Fusion
Possible Reasons:
19 Failures in Welding Seams
Expressweld MasterMIG 350
Page 34
1. Insufficient gas shielding.
2. Used gas is dirty or gas flow speed is not suitable.
3. Surface of welding wire is dirty.
4. Work piece is dirty.
5. Voltage value is too high.
6. Distance between the nozzle and workpiece (free wire length) is too much.
1. To remove all air within the welding area, increase the gas flow rate. To prevent the
entry of turbulence and air into welding seam, do not set the flow rate to an
extremely high value. Clean splashed burr particles from nozzle. Prevent leakages
in the gas hose. Stop air flows that directly reach to arc (operating fans, open doors,
etc). When welding with C02 gas, to prevent clogging of the regulator due to
freezing use heater or connect several gas cylinders to each other. Decrease the
advancing speed. Decrease the distance between nozzle and workpiece. Until
molten metal become solid, keep the torch at the end of the welding seam.
2. Use a quality gas manufactured for welding. Adjust the gas flow rate.
3. Only use clean and dry welding wire.
4. Remove all oil, grease, rust, paint and dirt from workpiece surface. Use a welding
wire that contains more oxide solvent element.
5. Decrease the voltage value.
6. Shorten the length of free wire (at nozzle outlet).
1. There is coating or excessive oxide layer on the surface in welding area.
2. Heat input is insufficient.
3. Welding puddle is bigger than required.
4. Applied welding technique is wrong or movement given to the torch is not stabile.
5. Seam combination style is wrong.
6. Advancing speed is too high.

Solutions:
Insufficient Penetration
Possible Reasons:
1. Combination preparation is wrong.
2. Applied welding technique is wrong.
3. Heat input is insufficient.
Solutions:
Root Sagging
Possible Reasons:
1. Welding speed is too low.
2. Current is too high when compared to the voltage.
Expressweld MasterMIG 350
Page 35
1. Clean scale and oxide residues from all surfaces in the welding seam area.
2. Increase wire feed speed and arc voltage. Decrease free wire length.
3. To control welding puddle more easily do not perform over oscillatory welding.
Increase the advancing speed.
4. If you perform oscillatory welding, wait a moment at the edges of seam. Enhance
access to root of seam. Route the welding wire to the front of weld puddle. Adjust
torch angle at corner welding.
5. To enable access to seam soul, adjust combination angle properly. To fuse seam
corners, adjust free wire length or prepare (J) or (U) seam.
6. Decrease wire feed speed.
1. To access to the soul of seam, with the condition to provide correct free wire length
and arc characteristics, revise connection shape and connection preparation. Avoid
that the height in the root is extremely high. In butt joint welding, increase root
opening or deepen the groove opened reversely.
2. To achieve maximum penetration, hold the welding wire perpendicular to workpiece.
Route the arc to the front of weld puddle.
3. Current may be too low according to voltage. Increase the wire feeding speed, so the
current. Do not change the free wire length.

Solutions:
1. Increase the advancing speed. Adjust the torch angle.
2. Increase the arc voltage.
Splashing
Possible Reasons:
1. Welding wire short circuits by contacting to work piece.
2. CO is used as shielding gas.2
3. Welding process is performed with global conduction by using argon gas.
Solutions:
Edge Burn
Possible Reasons:
1. Advancing speed is too high.
2. Welding voltage is too high.
3. Welding current is too high.
4. Waiting time is insufficient.
5. Torch angle is wrong.
Solutions:
1. Decrease the advancing speed.
2. Decrease the voltage.
3. Decrease wire feed speed.
4. Wait more in the edges of molten weld puddle.
5. By adjusting the torch angle, enable arc to route the molten metal.
Expressweld MasterMIG 350
Page 36
1. Increase the arc voltage. If you are operating with short circuit conduction, limit the
current increase by increasing the inductance in welding machine.
2. Decrease the arc voltage or “immerse” the arc by increasing the wire feeding speed,
so limit the splashing.
3. By increasing the current, enter into spray conduction mode.

20 Spare Part List
Expressweld MasterMIG 350
Po
wer
Un
it
Page 37

Expressweld MasterMIG 350
Top panel
Control transformer
Contactor
Rear wheel
Gas cylinder support shaft (Left)
Fan
Rear panel
Heater fuse
Fuse holder
Heater socket (Female)
Heater plug (male)
Gas cylinder rest
Cable carriage hook
Welding cable connection socket (Female)
Gas cylinder platform
Cable holder
Control cable socket
Wire feed fuse
Insulator
External insulator
Gas cylinder fastening chain
Mains cable
Right upper side panel
Right lower side panel
Gas cylinder support shaft (Right)
Rear wheel shaft
Shaft connection element
Induction coil
Base metal sheet
Front swivel wheel
Precise voltage setting switch
Coarse voltage setting switch
Front panel
Part Name (Power Unit)
1
2
3
4
5
6
7
8
9
10
-
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
8212435201
8212435808
8220741022
8220507108
8212435403-5
8220789022
8212435804
8220752019
8220752028
8220757757
8220757756
8212435510
8212435420
8220757119
8212435211
8220430104
8220754122
8220752020
8212435218
8220501018
8220129006
8212435231
8212435219
8212435206
8212435403-6
8212435403-4
8212435403-3
8212435403-8
8212435403-1
8220507303
8220780566
8220780569
8212435803-1
Part Code ERP Code
1.24.354.09
1.24.354.10-2
2.07.41.004
2.05.07.108
1.24.354.03-5
2.07.89.022
1.24.354.02
2.07.52.019
2.07.52.028
2.07.57.757
2.07.57.756
1.24.355.10
1.24.354.20
2.07.57.119
1.24.354.11
2.04.30.104
2.07.54.122
2.07.52.020
1.24.352.18
2.05.01.018
2.01.29.006
1.24.352.31
1.24.354.07
1.24.354.04
1.24.354.03-6
1.24.354.03-4
1.24.354.03-3
1.24.354.03-8
1.24.354.03-1
2.05.07.303
2.07.80.566
2.07.80.569
1.24.354.01-1
Page 38

Expressweld MasterMIG 350
On/Off switch
Work cable
LED (Yellow)
LED (Green)
Current indicator
Pulling handle
Handle fitting (Left)
Handle fitting (Right)
Rectifier base
Rectifier bridge
Shunt
Main transformer
Electric terminal
Medium panel
Indicator board
Plastic card base
Filter capacitor board
Left upper side panel
Left lower side panel
Control cable - 1
Control cable - 2
Control cable - 3
Control cable - 4
Control cable - 5
Control cable - 6
Control cable - 7
Control cable socket (The power unit)
Part Name (Power Unit)
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
-
8220780213
8212435245
8220728211
8220728209
8220746553
8212435221
8220131061
8220131062
8212435214
8220737551
8220742009
8212435403-2
8220757059
8212435410-1
8212425005-3
8220791004
8212435810
8212435210
8212435205
8212435232
8212435233
8212435234
8212435235
8212435236
8212435237
8212435238
8220754120
Part Code ERP Code
2.07.80.213
1.24.352.45
2.07.28.211
2.07.28.209
2.07.46.553
1.24.352.21
2.01.31.061
2.01.31.062
1.24.352.14
2.07.37.551
2.07.42.009
1.24.354.03-2
2.07.57.059
1.24.354.10-1
1.24.250.05-3
2.07.91.004
1.24.358.10
1.24.354.08
1.24.354.05
1.24.352.32
1.24.352.33
1.24.352.34
1.24.352.35
1.24.352.36
1.24.352.37
1.24.352.38
2.07.54.120
Page 39

Expressweld MasterMIG 350
Wir
e F
eed
er
Un
it
Page 40

Plastic wire reel protector
Wire reel shaft
Inner medium panel
Rear panel
Handle
Gas solenoid
Gas connector
Control cable socket
Welding current cable connection socket (Female)
Induction coil
Water connection coupling
Current cable
Extension cord
Spiral
Socket gasket
Socket gasket
Right side panel
Rear fixed wheel
Hose
Support shaft housing
Support shaft
Swivel wheel
Base panel
Wire feed speed potentiometer
Wire feed potentiometer button
Front panel
Current connection cable
Switch
Insulating flange (Torch connector)
MIG Torch (MB 36)
Switch
Cable insulator
Wire drive control board
Part Name (MF-3 Wire Feeder Unit)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
8220505301
8220505101
8212406213-1
8212406212-1
8250202808
8220755006
8212406212-2
8220754104
8220757117
8212406212-3
8220757813
8212435801
8212435802
8220802200
8222012521
8220757819
8212406204
8220507313
8220802004
8212406210
8250202005
8220507314
8212406211
8220710043
8220711009
8212406209-1
8212406205
8220780634
8220505015
8222008061
8220780371
8220431108
8212406201
Part Code ERP Code
2.05.05.301
2.05.05.101
1.24.062.13-1
1.24.062.12-1
5.02.02.808
2.07.55.006
1.24.062.12-2
2.07.54.104
2.07.57.117
1.24.062.12-3
2.07.57.813
1.24.358.01
1.24.358.02
2.08.02.200
2.20.12.521
2.07.57.819
1.24.062.04
2.05.07.313
2.08.02.004
1.24.062.10
5.02.02.005
2.05.07.314
1.24.062.11
2.07.10.043
2.07.11.009
1.24.062.09-1
1.24.062.05
2.07.80.634
2.05.05.015-1
2.20.08.061
2.07.80.371
2.04.31.108
1.24.062.01
Expressweld MasterMIG 350
Page 41

Magnet
Wire drive engine
Insulating gasket
Insulating sheet
Torch connection
Wire reel section cover
Potentiometer button
Wire drive reel 0.8 - 1.0 mm (Solid wire)
Wire drive reel 1.0-1.2 mm (Solid wire)
Wire drive reel 1.2-1.6 mm (Solid wire)
Wire drive reel 1.2 mm (Flux cored)
Wire drive reel 1.2 mm (Aluminum wire)
Control cable socket (Power unit)
Kontrol kablosu soketi (Tel sürme ünitesi)
Part Name (MF-3 Wire Feeder Unit)
34
35
36
37
38
39
40
-
-
-
8220751703
8220740312
8220506012
8220506011
8212405006
8212406208
8220711006
8220740314
8220740315
8220740316
8220740317
8220740318
8220754120
8220754130
Part Code ERP Code
2.07.51.703
2.07.40.312
2.05.06.012
2.05.06.011
2.07.57.140
1.24.062.08
2.07.11.006
2.07.40.314
2.07.40.315
2.07.40.316
2.20.09.609
2.20.09.605
2.07.54.120
2.07.54.130
Expressweld MasterMIG 350
21 Warning Label
Page 42
BEFORE STARTING and OPERATING THIS EQUIPMENT READ OPERATION
INSTRUCTIONS. TO INSTALL THE MACHINE IN COMPLY WITH SPECIFICATIONS
DETERMINED IN THE “ELECTROMAGNETIC COMPATIBILITY REGULATION” and FOR
DETAILED INFORMATION ON USAGE LIMITS, ALWAYS REFER TO USER MANUAL.
ELECTRIC SHOCK CAN KILL. THIS EQUIPMENT MUST BE OPENED ONLY BY QUALIFIED
PERSONNEL.

Pa
ko
Şa
lte
rY
ön
Rig
ht
Sid
e
Le
ftS
ide
Rig
ht
Sid
e
Le
ftS
ide
Up
Do
wn
Up
Do
wn
Up
Do
wn
Up
Do
wn
Lo
ca
tio
ns
tn
drd
thth
th1
Layer
2 L
ayer
3 L
ayer
4 L
ayer
5 L
ayer
6 L
ayer
Ma
in E
lec
tric
al
Cir
cu
it C
on
ne
cti
on
Dia
gra
m
V
Ala
rm
A
Ma
ch
ine
Co
ntr
ol
Cir
cu
it C
on
ne
cti
on
Dia
gra
m
Hea
ter
Ele
ctr
on
ic P
ow
er
Ind
ica
tor
Wir
e F
ee
d S
oc
ke
t
Wir
e F
ee
de
r U
nit
Cir
cu
it C
on
ne
cti
on
Dia
gra
m
So
len
oid
To
rch
Sw
itc
hG
as
Co
ntr
ol
Sw
itc
h
K4
K6
Cu
rre
nt
Co
ntr
ol
Sw
itc
h
K5
K2
K3
W1
W2
W3
Slo
w W
ire
Fe
ed
Wir
e F
eed
Sp
eed
w/o
wel
din
g
Bu
rnb
ac
kT
ime EX
PR
ES
SW
EL
DM
aste
rMIG
350
Pacco
Sw
itch
Dir
ecti
on
22 Electrical Circuit Diagram
Expressweld MasterMIG 350
Page 43

Page 44
Expressweld MasterMIG 350
23 Wire Feeder and Power Unit Specifications
Wire Feeder Unit
Power Unit
Made in China
MF-3Model :
TS EN 60974-5, TS EN 60974-10
Serial No. :
X
I2
60 % 100 %
500 A 350 A
IP21
U1 = 42 V I max1 = 4 A
DC 42 V - 90 W
Wire Size
Wire Feed Speed
: 0.8 - 1.6 mm
: 1 - 24 m/dak
1 ~
50 Hz
Kaynak Tekniği Sanayi ve Ticaret A.Ş.TOSB Taysad Org. San. Bölgesi, 2. Cadde, No: 5, 41480 Çayırova, Kocaeli - TURKEY
" EXPRESSWELD "
Made in China
MasterMIG 350Model : Serial Number :
60 A / 17 V ~ 360 A / 32 V
60 % 100 %
350 A 270 A
31.5 V 27.5 VU0 = 19 - 40 V
IP21S cos = 0.95 (350 A) P max1 = 14.4 kW
U1 = 380 V I max1 = 23 A I eff max1 = 17.8 A
Designed and Powered by ASKAYNAK
3 ~
50 Hz
S
3 ~
Kaynak Tekniği Sanayi ve Ticaret A.Ş.TOSB Taysad Organize San. Bölgesi, 2. Cadde, No: 5, Şekerpınar 41480 Çayırova, Kocaeli - TURKEY
" EXPRESSWELD "
TS EN 60974-1, TS EN 60974-10
X
I2
U2

www.askaynak.com.tr
Kaynak Teknigi Sanayi ve Ticaret A.S.TOSB - Taysad Organize Sanayi Bolgesi, 2. Cadde, No: 5, Çayırova
41435 Kocaeli - TURKEYPhone: +(90.262) 679 78 00 Fax: +(90.262) 679 78 26
Manufacturer
December 2011 - CanO