Embed Size (px)
Citation preview

TECNOLOGÍA DE PERFORACIÓN PARA EL HOMBRE EN LA PLATAFORMA
By William J. Murchison
First Printing 1978© copyright 1982 Murchison Drilling Schools
Revised/reprinted; 1984, 1987, 1990, 1991. 1992, 1994, 1997,1998,2001, 2002, 2003, 2004,
MURCHISON DRILLING SCHOOLS, INC.P. O. BOX 14577
ALBUQUERQUE, NEW MEXICO 87191PHONE:505-293-6271 FAX:505-298-5294

MurchisDn Drilling SchoDI
PERFORACIÓN operaciones tecnología y bien CONTROL escolar objetivos: Para proporcionar información para la planificación de operaciones de campo; y métodos y técnicas para analizar y resolver problemas operativos de perforación. PROPÓSITO: Para equipar mejor el hombre de campo con información sobre tecnología de las operaciones de perforación para que cómodamente pueda pone un lápiz a una operación antes por formando el trabajo. MÉTODOS: Conferencia. la tarea, práctica del simulador, taller, pruebas, discusión en clase y feed back.
BUEN FANGO PRÁCTICAS
1. Pregunte sólo por las propiedades del lodo que realmente necesita.2. retrasar la conversión (barro-para arriba) tan largo como sea posible.3. mejorar el lodo agujero superior con tratamientos químicos menores.
4. ver que equipo del aparejo puede realizar el programa de lodo.5. en el campo de perforación de desarrollo, volver a evaluar sistemáticamente las propiedades del
lodo.6. uso de aditivos de lodo que son compatibles con el sistema base.
7. Piense en circulación perdida antes de tratarla.8. utilice equipos de control de sólidos sabiamente y asegúrese de separador primario (zaranda) hace
su trabajo.9. Recuerde cuánto material barro cuesta cuando manejo en la superficie.
10. Añada agua antes o debajo de la pantalla de la coctelera, no en él.11. utilizar el agua sabiamente.
12. seguir las buenas prácticas mediante la realización del bien.13. Siga el método de tendencia en el tratamiento de lodo o analizar problemas.

PROBLEM AREAS IN DRILLING OPERATIONS & WELL CONTROL:
1. Basic Rig Math. Not being comfortable with the numbers and therefore,
failing to put a pencil to the operations.
2. Lack of concern for pre-planning and lack of scope.
3. Not using the basic drilling parameters such as strokes, pressure, torque,
drag, and mud to monitor drilling trends on a regular minute by minute basis.
4 Not relating surface indications to what is taking place down hole.
5 Not understanding the U-tube principle, and how it is related to DP and
annulus.
6 Not understanding Pump Pressure and Pump Stroke relationship
7 Not understanding effect of Additive Pressure Principle.
S Start-up procedures when arriving at Initial Circulating Pressure (ICP)
without either causing lost circulation or allowing a 2nd kick.
9, Not really keyed-in on how to monitor a trip in or a trip out10. Getting drill pipe pressure with a float in the string.
11. Arriving at Final Circulating Pressure (FCP) without flow or losses.
12. Expansion of gas.
13. How to maintain constant bottom hole pressure when gas is percolating
during shut down periods.
14. Stripping techniques and considerations.
15. Casing and cementing pre-plan and execution.
16. Gas at choke and quick changes in pressure.
17. Lost circulation and all implications which include cement plugs and kicks.
18. Concern for Safety.
19. The "Shift Concept" where work is put off 50 that it can be done by relief.
20. General misunderstanding of constant bottom hole pressure method.
21. Lack of understanding of mud and how it influences operation.
22. Making truck drivers out of our drillers because of poor foundations, and lack
of rig discipline on what we should expect the drillers to do, and in some
cases not enough flexibility in policy to allow the driller to 'think'.
23. Lack of consern about BOPE and testing.
24. Inability to 'side step', almost daily, obstacles in order to reach objectives
without getting weighted down with details.
25. Inability to develop team concept between operator and contractor.
26. The fear of being the "scape goat" will lead to indecision, and therefore lack of
progress, even to the point of a "cover-up".
27. Not understanding the drilling program, and what the operator's and contrac
tor's obliga tions are.
28. Poor communications up and down and between colleagues.
29. Incorrect reporting of facts, and consequently bad recommendations and
decision
30. Lack of concern for training.
..... --~ ~_T-:;- "_.'""; ..---J ~ ... ~
-~~~-~?~,.'

I HA VB MET TIffi ENEMy ....
AND TIlEY IS
US!
WHO IS TO BLAME? MOnIER
CAUSES OF BLOWOUTS NATURE US
1 NOT MAKING SURE HOLE IS TAKIN'G TIIE PROPER AMOUNT OF MUD. 0 100%
2 LOST CIRCULATION AND NOT STARTING FLUID IN ANNULUS(CAS CAP.). 2 98%
3 TOO LOW MUD WEIGHT. 2 98%
4 NOT ENOUGH CASJ:NG SET. 2 98%
5 MECHANICAL FAILURES. 0 100%6 DRU.LING INTO. ABNORMALLY PRESSURE PERMEABLE ZONE. 10 90%7 FAILURE TO DETECf KICK. 0 100%
Murchison Drilling Schools, Inc.
Table of Contents
lfI..'rfRODUCI'lON •.•.••.•.•....•..•............•...••....•...••....•..•.••...••.... 1
I.
n.
m.
IV.
V.
VI.
VII.
vm.
IX.
X.
~XI.
XII.
KEYS 10 COMMUNICATIONS .....•................••............................... 1
'I'R.EN'1:>S I .. • _ .. .. .. .. .. .. .. .. • • .. .. .. .. • .. .. • .. .. • .. .. .. .. .. .. .. .. .. .. • • • .. .. .. .. • .. .. • .. .. .. .. .. .. .. .. .. .. , ..
1
THE COMMUNICATIONS NECESSARY BEFORE SPUD 'IO PREVENT PROBLEMS ..•.•••.•...••• 3
COMMUNICATION NECESSARY TO PREVENT OR MINIMIZE DRILLn\lG PROBLEMS .•••••••••• 5
COMMUNICATIONS NECESSARY TO PREVENT ASSOCIATED PROBLEMS FROM DEVELOPING BECAUSE OF IMPROPER FIRST ACTION ON A HOLE STABILITY PROBLEM. . . . . . . • . •• . •. . •••• 9
COMMUNICATIONS NECESSARY TO CONTINUE DRILLIN:G OPERATIONS WInLE· EITI-IERSOLVING OR LIV1NG WITH PROBLEM. ...•..•.•....•...••....................•....•.. 11
THE DIFFERENCE BETWEEN VERBAL AND WRITI'EN COMMUNICATIONS. .....•.•.•..•••.• 12
COMMUNICATIONS NECESSARY TO ENABLE A DRILLING FOREMAN TO DIAGNOSE AND SOLVEA DRII..l.mG PROBLEld. . . . . . . . . •. . . . . . . . . •. . . . . . •. . •. . . . . . . . . . . . . . . . •. . . . . . . • . . . . •• 12
HOW TO COMMUNICATE A PROBLEM 10 THE OFF1CE AND FIRST ACTION. ......•..•..••. 12
COMMUNICATIONS NECESSARY TO ENABLE A DRILLING SUPERINTENDENT TO GET A GENERAL-QUICK EVALUATION OF A PROBLEM. 12
COMMUNICATIONS NECESSARY TO ENABLE A DRILLING SUPERINTENDENT TO HELP A DRILLING FOREMAN EVALUATE SPECIFlC DRILLING PROBLEMS. ......•...............•. 12
SUPERVISING BY THE TREND METHOD 10 PREVENT HOLE PROBLEMS, 10 DIAGNOSE HOLE PROBLEMS, AND TO SOLVE HOLE PROBLEMS . . . . .. . . . .. •. . . . . . . . . . . . . . . . . . . . . . . . •.. .. 16

',
Murchison Drilling Schools, Inc.
INTRODUcnON
This book addresses all phases of a drilling operation which include the planning, the implementing of the program to prevent drilling problems, and the post appraising of the operation. It is focused at all levels of drilling supervision, from the driller to the manager. This book has been written to use as the main text for the Operations Drilling Technology and Well Control course taught in Murchison DriHing"Schools. In addition, the author hopes that the book will serve as a reference for the man on the rig. The material in the text is arranged by subject for easy reference. Problems and practices under each subject, however, are discussed by hole intervals, simply because the depth and hole interval have such an overall influence on the solution and approach. For example, if the topic is lost drcula tion, the solution and approach are dictated by hole intervals. Lost circulation in top hole, with only a short string of casing set, is a completely different problem than lost circulation below a deep casing string. The list of possible alternate solutions is different If we treat alllost circulation as one problem, the cure will be very costly and unsuccessful.
Transferring drilling technology to the man on the rig in a way that the technology is made simple and usable is not an easy task. The job is easier, however, when the man on the rig can relate to the technology being discussed. To accomplish this job in the book, case histories by hole interval are used to introduce the practice or solution to the drilling problems. The book is dedicated to the men on the rig who are the co-develop ers of all drilling technology that has evolved over the last half century. Without the rig man's contribution all of our teclmology would still be theoretical.
COMMUNICATIONS
The key to successful drilling operations is communications. A Supervisor's job becomes one of giving instruc tions, receiving questions, answering questions, asking questions and keeping the flow of information or communications moving effectively at all times. Failure to communicate at all levels of supervision leads to drilling problems that cost millions of dollars.
I. KEYSTO COMMUNICATIONS
A drilling problem is anything that interfered with carrying out a successful drilling program, The drilling problem can be loss of hole stability, such as lost circula tion, shale heaving, hole cleaning, stuck pipe, well control, etc., but many times the problem is people and,
more specifically, communications between people. Most drilling problems can be either prevented or solved by being more effective at the art of communications. Communications is really just a question and answer session to interchange knowledge between people to get work done in an effective way and, if work isn't done correctly, to find out why.
The one thing in common about most successful drilling operations is that they make sure drilling plans are well understood by the people carrying out the work. Drilling plans should be clearly written operational steps. Good well trend monitoring habits make proper diagnosis of problems more correct and this leads to proper reporting and solving of the problems.
II. TRENDS
The only way a hole has of communicating with a driller is by the drilling trends. Drilling people should record drilling trends so that the changing drilling parameters are properly diagnosed to prevent problems. Remember the trend of numbers in most cases is more important than the actual numbers,
If a problem does develop, a rig supervisor should be able to analyze the trends and implement the proper operational plan to correct the problem. The basic drilling trends are pressure & stroke, torque, drag, tripping, mud, U-tube, rate of penetration & well control.
A. Pressure and StrokesChanges in pressure and stroke trends indicate that the hydraulic system has been altered. The trends that alter the hydraulic system are:
1. Drill string washouts and twist-efts2. Hole squeezing or bridging with formation3. Hole bridging with drilled cuttings or cuttings
that heave or slough4. Changes in lithology if drilling with diamond
bit5. Formation kick6. Porosity gas cutting which causes mud heading
or surging7. Leaking water valve in pump suction or active
mud system8. Lost circulation9. Plugged nozzle
10. Plugged choke (if on choke)11. Mud treatment with friction reducer12, Aeration from mixing mud in suction tank (or
other reasons)13. Pump mechanical problems14. Balling of drilling assembly
\'Ti':.;:r~":-;~:'(;"0:i>;:o:~-:'t0ii,:C:~~
\ ~;\." \ Introduction - 1!~. 7.,\ .;;."
,I i\ '!OuS 1,:',:::---
\:~
L .- '

"r'" ", " , ~: "" "r~\
Murchison Drllllng Schools, Inc.
G. Rate of Penetration TrendRate of penetration trends indicate:
1. The need for hole sweeps during fast drilling formations and/or control drilling
2. Caprocks or well control transition zones3. Uthology changes and type formation4. The need for mud property changes (solids,
plastic viscosity and yield values.5. Change in overbalance (formation vs. hydro-
static pressure)6. Potential kick- zone ,(use with d'exponent)7. Dull bit and/or economical time to pull bit8. Wrong bit for formation (or proper bit selec
tion)9. Potential casing seat (or poor selection)
10. Improper weight and/or RPM on bit for hy draulics being used. This is usually found out by a drill-off test.
11. Porosity and sometimes permeability (if mud solids or high permeability can have negative influence on ROP)
12. Bit balling in sticky formations (and this is influenced by hydraulic horsepower at bit and weight on bit)
13. The need for control drilling particularly when related to gas cut mud or gumbo
H. Well Control TrendsWell control trends indicate:
1. To the driller and/or drilling supervisor that apotential or actual kick is possible or is taking place
2. Amount of under balance of the mud (usually in a shale transition zone either using shale densities, d'exponents or logging information)
3. The need for mud weight adjustments from flowline tests while drilling or bottoms-up after hips
4. The possibIlity of kick if lost circulation trend is not controlled carefully
5. Transition zones6. Swabbing (and / or surge)7. The need for closer surveillance (drilling and
tripping)8. The need for controlling ROP9. The need for special drilling practices and
contingencies (H:;, etc.)10. The need to calculate kick tolerances and
re-evaluate casing seat selection
III. THE COMMUNICATIONS NECESSARY BEFORE SPUD TO PREVENT PROBLEMS
Pre-spud meetings are very necessary for successful drilling operations because the lines of cornmunica-
tions are opened. There are two mistakes being made concerning pre-spud meetings. One mistake is that they are ill-prepared and really become only a kiss-and-promise meeting. Lack of support from management (drilling superintendent or higher) is the chief cause of this complacent attitude. The second mistake is that only one meeting is normally scheduled, and too many things are discussed with parties who have no business at the meeting. One meeting should be attended by only drilling contrac tor and operator staff. A second meeting would be attended by service company personnel, contractor & operator personnel.
A. Pre-spud Meeting ONE ~ Operator & ContractorStaffThis meeting is very important for opening the communications between the two parties. The following points should be discussed:
1. The Supervisory Lines of Communications - When operating practices of either party are being violated, what are the lines of communi cation necessary to prevent the rig people from becoming cross-threaded? When rig problems require contingency plans, what are the neces sary lines of communication? Do operating representatives give orders to drillers, bypass ing the toolpusher?
2. Review of the drilling contract - The key points outlining the responsibilities of each party should be discussed. Is the Operators Policy Manual part of drilling contract, and if yes is a copy available for rig people?
3. Review of the drilling program - TIle program should be reviewed, with special emphasis on anticipated problem zones and how to preventthe problems. The contractor shouJd be toldwhat drilling trends must be kept up with on a minute-by-minute basis to prevent and diag nose problems. TIle contractor drillers have to know what the first action will be in case of a problem, i.e., in case of lost circulation the first action is to start fluid in annulus to prevent secondary problems of kicks and stuck pipe.
4. Rules &. regulations should be reviewedpertinent to MMS or other commissions
5. Contractor and Operator policies should be reviewed - If the drilling program requires any deviation from policies, this is the time to discuss the differences. Make sure the rig drillers know what these policies are.
6. Personnel qualifications for the Operator & Contractor should be reviewed by each drill ing superintendent. Many times, requirements for technical or operational back-up can beevaluated, 8!.1.d.Jhi&-, ld head off serious
..... , •.- "I' ._., r-: ", I" I . II' ,.: Ih_'"1,,, ','""n
1 h"~ L 1 J UI 100S~
'
1(
;', ..\ ~ _,.,
Introduction - 3
4 - Introduction
Murchison Drilling Schools, Inc.
drilling problems, such as those described in Section IV. Contractor and opera tor people that attend training programs are generally better motivated and keyed-up.
7. The Operator should specify the manner inwhich the lADe report is to be filled out -This book should accurately reflect the drilling operation and people who performed the work. Hole trends should be spotlighted on the tour sheet for all drillers to see.
S. Blowout Prevention Drills ~BOP drills should be thoroughly discussed. Such things as who initiates the drills, and which type of drills, should be discussed. These drills should have heart & meat in them. Toolpusher & Operator Representatives should be involved together.
9. Blowout Preventer Testing - Contractor & Operator policies should be studied closely. Who should witness the tests on BOPE and accumulators should be specified by the drill ing superintendents at the meeting. These tests should comply with Government regulations & Operator/Contractor policies.
10. How the well is closed-In when a kick is detected. - Again, operator & contractor poli cies may vary, and this should be resolved by the drilling superintendent. Will a soft closure or a modified soft closure be used? Is the BOP system lined up to comply with the method of closing the well in?
11. Morning Reports - Operators & Contractors differ in what they want reported on the morning report, and this should be clarified. Post appraisal is a very important part of problem prevention and solution, and rigpeople must provide the information for the analysis. Both field men & drilling engineers benefit from good communication about the drilling operation & problems regarding carry ing out the drilling program. The dialogue can stand in this pre-spud meeting by explaining what information is required & the format for reporting it. The IAOC book & report turned in to the offices should reflect the same infor mation.
12. Work Schedules - Operators & contractors sbould stagger shift change days to make certain the continuity of the operation is maintained. Toolpushers should summarize important hole problems from the lADC book to make certain the driller returning from days OFF is informed of potential problems.
13. Tour Change - Many problems and unsafe drilling practices develop at tour change. Operator and contractor drilling superinten-
dents should agree to having either the toolpu sher or drilling foreman on the floor at tour change to assure the proper communications between the key people has transpired. Re member that written operational plans are easier to pass on to the next driller.
14. Equipment Check and Rig-up - Almost every one agrees that nothing is gained by spudding before the rig is completely rigged-up. Safe drilling operations result from good organization, and good organization starts with a good rig-up. Equipment limitations should be stud ied closely, and whatever action is necessary before spud should be taken. Solids control, trip tanks, diverter BOP Systems and monitor ing devices should be studied closely because of their importance in problem prevention in top hole.
15. Drill String Design and Operating Practices - Operators and contractors should agree on operating practices related to the drill string. The operating practices would include: design, MOP, corrosion control, mud mixing practices, tripping practices and pipe inspection. Corrosive environments (02-H~~) should be given special attention. Mixing mud away from pump suction should be coordinated to help eliminate drill string corrosion (and other drilling problems).
16. Land Owner Covenants - Many times the operator & land owner agree to many special considerations concerning the traffic into and off of locations and these should be clearly outlined. An example might be not bringing guns on to the land (or location).
17. Drug Enforcement Policies - Most operators comply with contractor drug enforcement policies and this should be reviewed before Spud.
18. HzS Contingencies (or other Special Problems)- The policies, people, safety equipment, etc.,should be reviewed. Safety people need to have the cooperation of contractor and operator people.
19. Hydraulics Program " Hydraulics requires special consideration because it is the part of the drilling program that may need modifying with agreement between contractor and opera tor management (engineering & operational staff). The mud & hydraulics program should be closely coordinated, with the influencing factors being hole stability, bit cleaning, hole cleaning, and lost circulation. The hydraulics program should be written for the rig pumps to be used and, if a rig change takes place after
1
the program is prepared, the necessary chang es should be made. The use of hole sweeps should be a part of the program with the driller indicating when sweeps are needed.
B. Pre-spud Meeting 1WO - A second prespud meet ing should be held with the service company repre sentatives invited. These meetings can be a series of private meetings (rather than one single all encompassing meeting). The following points should be discussed:1. The Drilling Program - The general drilling
program should be reviewed and, again, special emphasis placed on potentia] problem zones. Thepart of the drilling program that pertains to each service company should be reviewed with that company.
2. The Mud Program - The mud program is the key to optimization & should be reviewed in detail with the mud company representative (or consultant mud engineer). An operator shouldspecify which tests are to be run and the mud property ranges required to assure hole stability. Operators should specify that the mud represen tative keep an up-to-date mud trend chart with mud properties, drilling parameters, and hole conditions recorded.
3. Casing & Cement Program - The casing program should be discussed with the geologist and mud loggers making sure to point out how critical a particular casing seat is and how the casing point will be selected. Cement programs should be discussed with the cement service company representative, with special emphasis given to cementing production & problem zones.
4. Directional Program - If the well is to be deviated, this program should be reviewed carefully, with special emphasis on kick off point, building and dropping rate, bottom-hole assemblies, mud, surveys, and tripping practices. In fact, all oper ating practices should be reviewed because of the potential hazards of deviated wells. The direc bmw program should be discussed with direc tional driller, logging company, and mud compa ny.
S. Mud logging, electric logging, & testing These programs should be well coordinated in advance with allowance for contingencies in case of loss of hole stability. High angle holes need special planning with logging and testing companies.
IV. COMMUNICATION NECESSARYTO PREVENTOR
MINIMIZE ORIUING PROBLEMS
All successful drilling operations have one thing in common, and that is good communications between rig and operational office personnel. Operator and Contractor personnel are communicating openly on all levels and are working toward a common objec tive, which is carrying out the drilling program. The keys to preventing or minimizing drilling problems are: Good well plans; good supervision; good opera tional practices; good well trend monitoring habits, and; correct first action when a problem develops, to prevent associated problems. TIUs should be based on written operational plans, proper diagnosis of problem and proper reporting of the problem.
A. Good Well Plans. A drilling engineer must be a good communicator if he is to plan & implement a drilling program. The general steps in planning a well are:1. Post appraisal of control well data
a. Data gathering. All offset well informationhas some use. Emphasis should be givento logs, bit records, mud recaps and trend charts, daily reports, and problem case histories.
b. Data evaluation, All data should be evalu ated for its effect on hole stability and cost. Computer programs are useful in the evaluation.
c. Arranging data in order of importance.Give priority to hole stability. Mud, hydraulics, bit selection, & weight/RPM will follow probably in this order in how theyaffect hole stability & cost.
2. Program planning3. Program implementing.4. Reviewing results. (Post Appraising). Field
people should record accurate data when drilling a well so that future wells can be planned from the recap & post appraisal. Better information is needed on: mud, hydraulics, bits (more grading comments) & problems. (If a good solution to a problem is developed in a specific area, this should be recorded in the field man's recap.)
B. Good Supervision A drilling superintendent must know the drilling foreman. Otherwise, he won't know the wellsite supervisor's strong and weak points. By knowing the rig site supervisor, the drilling superintendent can give technical or opera tional back-up, depending on the weakness. Rig and office supervisors must communicate on the same level, or costly goof-ups will develop. A proper chain-of-command will help communications be tween the rig and the office and will help avoidcostly mix-ues: ,:,:r,e~\r¥ng, elps to keep rig personnel
\ .~~'{":'~:I;"··N',:'-l~"'~~"·'.·:'~" ~'il '<'~::\~~\,, \" ". . CPT
\ iJ j,J.: ()'1 I \ \ I '/.Oor)~ I.' ,.'
t~~~.·._~_~..:.\..
Introduction - 5
6 - Introduction
.·.{I.t
"
Murchison Drilling Schools, Inc.
keyed-up, and keyed-up supervisors tend to plan ahead of the bit to stay out of trouble. A good supervisor will make use of offset logs, offset bit records, offset mud records, current rate of penetra tion plots and mud logging data. Most surprises can be eliminated if proper offset data are available and are properly used.
• Run in the hole with a bit and drilling assembly tothe top of the bridge plug:
• Pressure-up to 700 psi and, if it holds, release the pressure & drill the bridge plug.
• RIH & continue drilling ahead to 11,000 ft.
MW above 8.33 ppg I"The following case histories are typical examples of how poor communications between office and field personnel led to serious well problems.
Example 1: The following case history is an example of the office supervisor assuming the man on the rig
plug 1137 it , Hole in casing
Bridge plug
understood equivalent mud weights, and how additive pressures are used to obtain a certainmud weight equivalent. The lack of communicationsturned a routine problem into a lost hole fiasco. The example well developed lost circulation & since the13-3/8" intermediate casing was set through a
4500 ft.
MW 11.00 ppg ::
10,700 it ~,
I
133/8"
present depth
dogleg a hole in the casing was diagnosed & foundat 1137 ft.
~,.......r .- .-f
I
At the time of the problem, drilling operations were progressing at 10,700 feet, with the 9-5/8" casing pro grammed to be set at 11,000 feet. An 11 ppg mud was being used when the hole in the casing developed. A bridge plug was used to find the hole and to isolate the lower zone while squeezing the casing. After setting the
11,000 ft 1 ,,
Fig 1-1
95/8"casing depth
bridge plug, the 11 ppg mud was displaced with water. Over a period of one week, the hole in the casing was squeezed with 20,000 sacks of cement. At 5:30 p.m" after a week of squeezing, the drilling foreman called in to the office and reported the casing hole had been successfullysqueezed. The drilling superintendent asked the drilling foreman to stand by while he checked with drilling engineering about the future program for the well.
Drilling engineering gave this simple program:
• Test the squeeze to an equivalent of 11 ppg mud• If the squeeze stands up, drill the bridge plug, &
finish drilling the 12-1/4" hole to 11,000 ft.• POH & run 9-5/8" casing as programmed
The order was communicated to the rig verbatim by the drilling superintendent as it was received from driUing engineering. The drilling-foreman gave the following verbal order to the toolpusher:• The office wants us to test the squeeze to an equiva
lent of 11 ppg mud.• We have water in the casing above the hole in the
casing. An 11 ppg mud equivalent would be about700 psi on the casing.
The toolpusher followed the drilling foreman's verbal order and was in the process of pressuring up when the squeeze broke down. Conflicting reports prevented the drilling superintendent from finding out what the pressure was when the squeeze broke down. But, on analysis, the 700 psi was equivalent to about 20.3 ppg, An 11 ppg mud equivalent would have been 156 psi on top of water. Needless to say, the squeeze broke down, and the casing was in such bad condition that a joint (or joints) parted and caused the well to be abandoned after spending 1.75 million dollars.
How could this order have been communicated to the rig? Whom do you blame for this fiasco? The order should have been given in this manner:
• RlH to the top of the bridge plug.• Displace the water out with 11 ppg mud,• Observe the well.• If no losses are observed, drill the bridge plug, and
run in the hole carefully.• Drill to 11,000 ft, & prepare to run 9-5/8" casing as
programmed .
The order should have been communicated to the rig assuggested above, and the office personnel are to be

blamed for assuming the rig man understood the technology related to additive pressure.
Example 2: The following case history took place very recently on a well in the Bay Area below New Orleans. The circumstances are very similar to example one and again involves a hole-in-casing. The hole was isolated with a bridge plug and squeezed over several days. The order was received at the rig to test the squeeze at 9100 feet to an equivalent mud weight of 18.5 ppg. To squeeze, a 16.5 .ppg mud was being used.
The man on the rig did not understand the arithmetic involved to arrive at an 18.5 ppg equivalent mud weight with 16.5 ppg mud in the hole, and told the toolpusher and service company pump operator to apply 1500 psi on top of the 16.5 mud column. This is equivalent to about 19.7 ppg. The correct pressure to give 18.5 ppg would have been 946 psi. The squeeze broke down at1230 psi (equivalent to 19.1 ppg) and, at last report, wasstill not squeezed off. The mud bill was in excess of three million dollars. Who is to be blamed for this fiasco? Again, the man in the office must make sure the field man understands the program.
3. Many times field personnel have too much false pride to ask for clarification of an order, and this causes many aggravated drilling problems.
4. Many drilling foremen and toolpushers are socross-threaded that adequate communications don'ttake place before an operation is performed.
5. Many drilling foremen are not receptive to sugges tions, and this false pride leads to poor communica tions.
Example 3:In a recent history an order from the office partially helped solve one problem, but the cure led to two other problems. The drilling foreman called his afternoon report into the office, and reported tight hole the last three connections while drilling 17 1/2N hole with a 9.0 ppg mud. Without any questions asked, the drilling superintendent ordered the man on the rig to increase his mud wt three points to 9.3 ppg.
'MW - 9.0 ppg
16.5 ppg
Fig. 1.2
Mud above bridge plug
-: 9100 it;: Hole in casing
\
Mud below bridge plug
Yp - 1.0 lb/IOO it
~ Cuttings
High ROP
The order resulted in partially clearing up the tight hole problem, because the tight hole was due to poor hole cleaning, and the increased mud weight gave a little more viscosity and buoyancy. However, the increased mud weight and additional solids caused the rate of penetration to slow down. The proposed 8 day drilling program .in this section of hole was now increased to 15
Summary of Ex. 1 & 2: The lack of proper communications in the preceding example can be summarized as follows:1. The drilling superintendent did not know the
technical competence of the man on the rig and made bad assumptions in communicating the orders.
2. Too many times engineering personnel assume that field operational personnel understand drilling technology, & therefore fail to communicate on the same level as the man on the rig.
days. This section of hole was through a 10 day shale,which means that casing needs to be cemented before 10 days. The additional 5 days allowed the 10 day shale to take on water and heave, which resulted in sticking the casing off bottom. The overall drilling program suffered from this point on. 'What are the questions the drilling superintendent should have asked the drilling foreman, and what are the questions the drilling foreman should have asked the toolpusher and driller? When drilling fast hole, with unweighted mud, hole cleaning should always be suspected when tight hole develops, and the line of
Introduction - 7

Murchison Drilling Schools, Inc.
questioning to diagnose and evaluate the problem should be:1. What trend changes have been observed (torque,
drag, pressure and stroke, etc.)?2. How often have pills been circulated, and what was
the weight & yield value of pills?3. What has been recovered over shaker when pills
come around? Does the drag & torque reduce after the hole sweep?
4. Have different circulation rates Gower and higher)been tried to improve hole cleaning?
5. How long is mud circulated before each connectionand before trips.
6. Is BHA causing the hole cleaning problem (hole enlargement)?
7. Can the present mud (or water) be used to casing point if more hole sweeps are used?
8. Is there a need to mud-up and, if so, is there a need to POH to shoe, or can mud-up be done while drilling? Note: If pits are cleaned completely, it probably would be better to do it at the shoe or out of the hole.
9. Is the hydraulic program causing hole enlargement and, consequently, a hole cleaning problem?
C. Good Operational Habits
Good drilling practices are too numerous to address in this section, but a few are worth noting.1. Good mud and mud mixing habits would
include how to mix a tourly treatment, when to mix a tourly treatment, which tank to mix into (mixing into the suction tank should be discour aged), monitoring the diagnostic mud trends, and treating mud trends before and after mixing mud.
2. Good tripping practices would include the trip plan and trip monitoring. The trip plan would include: the mechanical considerations, and; the metal displacement consideration. Monitoring of a trip should be done using the trend technique and making sure hole takes the correct amount of mud based on calculated metal displacement. Bad tripping practices cause five major drilling problems: (1) kicks off bottom/ (2) lost circula tion, (3) shale problems, (4) stuck pipe & (5) drill string failure. An operator will be money ahead to pay for a well trained person to supervise trips or require drilling supervisors to.
3. Good hole making practices. A driller must be informed of his responsibility concerning hole making, and this would include such things as: finding the best weight & RPM to drill with, using drill-off tests: using hole sweeps to unload the hole as necessary, and; monitoring of all the
8 ~ Introduction
drilling parameters (such as ROP, torque/ drag, pressure & strokes, etc.), A successful hole is one that is drilled as planned, evaluated, and one that can be cased off , if necessary.
4. Good hydraulic practices. Optimum hydraulics is the proper balance of the hydraulic elements that will adequately clean the bit and bore hole with minimum horsepower. The balance of the hydraulic elements is influenced by: hole stability (erosion), lost circulation/ bit cleaning, and; hole cleaning. Mud and hydraulic elements must be balanced to give hole stability, as well as an optimum rate of penetration. Four key supervi sors must be in close communication to achieve this balance. The supervisors are: the drilling foreman, the tool pusher, the mud engineer/ and the driller. All four supervisors must be looking below the rotary table to maintain hole stability and at the same time maximize the rate of penetration. The variables to control are:
a) fiowrate 30-50 gpm/inb) Percent pressure at bit 50-65%c) Hydraulic horsepower @ bit 2.5 - 5.0 HH/
JN2d) Jet velocity 350-450 Ff /Sec.
5. Good pipe handling and connection making practices. Many optimization programs fail because of string washouts and bit damage, and both can be caused by bad connection practices. Differential sticking also can resuJt from poor connection making practices. Lost circulation, related to surge, is a problem in weighted mud. Drillers need to be cautioned about these prob lems and should be closely supervised.
6. Good monitoring of drilling parameter habits.To avoid a brush fire operation, rig crews must monitor drilling parameters to prevent problems. These trends were covered in Section II of this chapter.
Murchison Drilling Schools, Inc.
J....
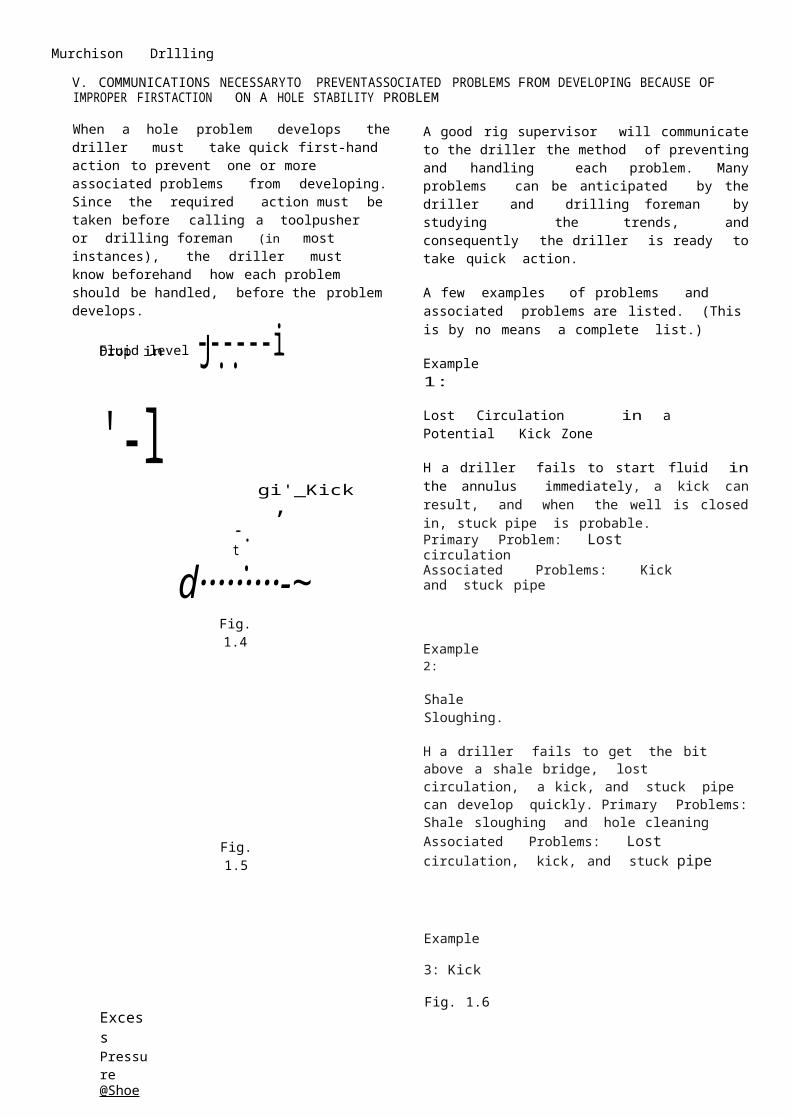
V. COMMUNICATIONS NECESSARYTO PREVENTASSOCIATED PROBLEMS FROM DEVELOPING BECAUSE OF IMPROPER FIRSTACTION ON A HOLE STABILITY PROBLEM
When a hole problem develops the driller must take quick first-hand action to prevent one or more associated problems from developing. Since the required action must be taken before calling a toolpusher or drilling foreman (in most instances), the driller must know beforehand how each problem should be handled, before the problem develops.
Drop in ------iFluid level '-l
gi'_Kick,
•. t.
d·········-~Fig. 1.4
Fig. 1.5
A good rig supervisor will communicate to the driller the method of preventing and handling each problem. Many problems can be anticipated by the driller and drilling foreman by studying the trends, and consequently the driller is ready to take quick action.
A few examples of problems and associated problems are listed. (This is by no means a complete list.)
Example 1:
Lost Circulation in a Potential Kick Zone
H a driller fails to start fluid in the annulus immediately, a kick can result, and when the well is closed in, stuck pipe is probable.Primary Problem: Lost circulationAssociated Problems: Kick and stuck pipe
Example 2:
Shale Sloughing.
H a driller fails to get the bit above a shale bridge, lost circulation, a kick, and stuck pipe can develop quickly. Primary Problems: Shale sloughing and hole cleaning Associated Problems: Lost circulation, kick, and stuck pipe
Example 3:
Kick
ExcessPressure@Shoe
Fig. 1.6
If a driller fails to catch a kick quickly enough or fails to close in the kick properly, lost circulation, stuck pipe, and underground blowouts are a possibility.Primary problem: KickAssociated Problems: Lost circulation, stuck pipe, and an underground blowout
Murchison Drllling Schools, Inc.
10 - Introduction
Example 4:
Shallow Kick. If a driller fails to divert a shallow kick and tries to close in the kick, lost circulation and < blowout around the shoe will develop.Primary Problem: Shallow kickAssociated Problems: Lost circulation & a blowout around the shoe (to the surface)
Dropindp pressure ---+
W.O. missed
Led to twist-off
Example 5:
String Washout If a driller fails to catch the washout, a twist off will develop and, possibly, stuck pipe.Primary problem: String washoutAssociated Problems: Twist off & stuck pipe (and ruined diamond bit)
Fig. 1.8
Example 6:
Cuttings Creating Differential Pressure
Hole Cleaning. If a driller fails to unload the cuttings he is drilling, a lost circulation & stuck pipe problem could. develop. Also, a slow Rap would result from the increased differential pressure.Primary Problem: Hole cleaningAssociated Problems: Slow Rap, lost circulation, and stuck pipe
Fig. 1.9
Example 7:
Dogleg and Potential Keyseat
Fig. 1.10
i Tensile Force
J,
Hole Deviation (dogleg), If a driller creates a dogleg with improper drilling parameters, many problems can develop, such as, key seated stuck pipe, tripping prob lems, over hole exposure leading to poor general hole stability, holes in the casing, and associated well control problems and completion problems.Primary Problem: Hole deviation (dogleg)Associated Problems: Stuck pipe, tripping problem, over hole exposure, hole instability, well control associated with hole in casing and completion problems.

l
VI. COMMUNICATIONS NECESSARY TO CONT1NUE DRILLING OPERATIONS WHILE EITHERSOLVING OR LIVING WITH PROBLEM.
Many times we can live with a drilling problem in order to prevent lost time operations, by changing operating practices such as: pipe movement, connection practices,rate-of-penetration, tripping practices, and well control practices, If the above practices do not solve the problems, possibly either a change in mud properties (or composition) or a change in hydraulics, accompanied by either weighted or unweighted hole sweeps, might make it possible to continue drilling operations. A high percentage of the drilling problems are either caused (or con trolled) by:
• a sensitive hydrostatic balance or• a restricted annulus (normally associated with hole
cleaning)
This being the case, the following practices must be reviewed closely to avoid a serious lost time opera tion.
Living With the ProblemA. Operating Practices.
1. Connections. Many drilling problems start or take place on connections (differential sticking, lost circulation, damage to drill string, damage to bit, kicks associated with loss of ECD, etc.). Many of these can be prevented.a. Have driller leave pump on while picking
up.b. Have driller pick up 10 to 15 feet above
rotary table and cut pwnp off before lowering pipe to break-out point. If drag is noted on pick-up, extra pumping and pipe working should be done.
c. Keep pipe moving during connection and exercise good pipe handling and make-up practices.
d. Have pipe moving when pump is en gaged. This will help prevent differential sticking and lost circulation.
e. Pressure-up complete joint before lowering pipe below rotary table.
f. Put the bit on bottom gently and, if fill isnoted on connection, other drilling practices will have to be examined.
2. Trips. Five major drilling problems are caused by poor tripping practices. Basically, a trip plan addresses the problem of surge and swabbing and should cover. pulling-out-of-hole and running-in-hole. Monitoring by a key supervi-
sor should be done with a hip tank, using the trend method. .
3. ROP Many problems that are associated with mass volume of cuttings, such as gas-cut mud and gumbo, can be minimized or prevented by controlling rate-of-penetration.
4. Parameters to Monitor. A complete list of parameters that pertain to particular problems is given in this chapter and throughout thebook. Trend Method forces the driller and foreman to look below the rotary table to evaluate what is causing the trend change and the proper diagnosis to prevent or solve a hole problem.
B. Mud PracticesMany mud engineers treat the mud and fail to treat the hole. Mud trends, when closely associated with hole trends, will help to pinpoint the problem and, in many instances, the problem can be either pre vented or quickly solved without major mud adjust ments. Complete mud tests are essential. A rig supervisor should specify:
1. Mud properties to test.2. Drilling trends to be recorded on the mud
trend chart.3. That the mud engineer know which hole trend
he is treating when making major mud adjustments.
C. Hydraulics Practices.When drilling very near balance, between a kick and a lost circulation condition, hydraulics can be fine-tuned to prevent both. the kick and loss prob lems. Many hole cleaning problems are associated with over pumping a hole, causing hole erosion and, consequently, poor hole cleaning.
Turbulent flow can be prevented by either a hydrau lic or a mud approach, and the best solution is when a balance has been achieved by trial and error. The rig site supervisor should understand the close relationship between mud and hydraulics. He should consider the:
1. Relationship of surface pressure, flowrate, and hydraulic horsepower
2. Relationship of mud yield value and hydraulics
D. Drill String Design Consideration.Many problems are closely associated with drill string design, such as stuck pipe, hole cleaning, deviation, twist-offs, rate-of-penetration, tripping, bit performance, corrosion, and general hole stability. Many drillers have not been told what their margin-of-overpull is in case tight hole is encountered, andthis lack of CO~Y.illS;Atj.QJ.\S leads to expensive
f~';:;"~:":~*"~:G:: '!:i~\ lntroduction
- 11
'
t~
~:-~ ~~~ ~,=~
Murchison Drllling Schools, Inc.
12 - Introduction
fishing jobs. Rig site supervisors should examine closely:
1. Drill collar design and should avoid over orunder design.
2. Stabilization and stiffness factors.3. Drill pipe design and margin-of-overpull.4. Handling practices to avoid down hole failures.5. Corrosion practices, with special emphasis on
eliminating the source of oxygen.
VII. THE DIFFERENCE BETWEENVERBAL AND WRITTENCOMMUNICATiONS.
Written operational plans are much safer because the muscle of your ann will not allow your brain and tongue to play tricks on you. Many drilling foremen give verbal orders that they do not under stand. The same orders will not go down on paper until the man writing them understands the orders. In other words, some of these half-baked ideas must be shoved back into the oven for further cooking. Verbal orders are very good for preventing prob lems, and written orders are much better for solving problems. A complete rig supervisor can do both.
VIII. COMMUNICATIONS NECESSARY TO ENABLE A DRILLING FOREMAN TO DIAGNOSE AND SOLVE A DRILLING PROBLEM.
When a drilling problem does develop, there are many questions a drilling foreman should ask a toolpusher and driller. The general questions are:
A. What trend changes took place that led to the problem?
B. What had been done since the problem developed?C. What is the present situation?D. What recommendations can be made?E. What materials/tools are needed in order to help
solve the problem?F. Is the well secure (in case of well control or lost
circulation problem)?
IX. HOW TO COMMUNICATE A PROBLEM TO THE OFFICE AND FIRSTACTION.
A. Make sure first action prevents other associated problems from developing.
B. Analyze trends and related facts leading up to problem.
C. Develop general plan to solve problem (1st and 2nd recommendations),
D. Report problem & recommendations to solve problem. Ask for permission- to carry out plan.
E. Develop detailed operational plan to solve problem,
F. Monitor plan carefully and alter plan as necessary, based on latest facts. DO not forget that, if good operational practices are not carried out, other associated problems can easily develop.
X. COMMUNICATIONS NECESSARY TO ENABLE A DRILUNG SUPERINTENDENTTO GET A GENERAL-QUICK EVALUATION OF A PROBLEM.
The following general questions will help the drilling superintendent to get a quick grasp of the facts concerning a drilling problem. Investigative questioning will also have a positive influence on the rig foreman, causing him to take a closer look at the problem before calling it in.
A. What is the present situation on the well? B. What led to the problem?C. What plans have been made to solve the problem? D. What alternate solution is planned, just in case?E. What materials are needed?F. What service company help is needed?G. Is any technical or operational back-up needed?
XI. COMMUNICATIONS NECESSARY TO ENABLE A DRILLING SUPERINTENDENT TO HELP A DRILLING FOREMAN EVALUATE SPECIFIC DRILLING PROBLEMS.
Many times a rig supervisor is so close to the job. that he may have a hard time seeing the forest for' the trees, so a drilling superintendent should ask detailed questions about specific problems to help in the evaluation process. Once a specific problem has been isolated, the cure is easier to implement. Poor diagnosis, however, leads rig people to ask for the wrong cure and, even though it may help a situa tion indirectly, it is a more expensive approach. One example of this would be a drilling foreman telling the mud engineer to lower the water loss after a shale sloughed on bottom immediately after drilling it. The water loss has nothing to do with the basic problem but indirectly will help, because water loss additives build viscosity, and the viscosity increase helps solve the problem by unloading the shale. The cure in this case, however, could have a detrimental effect on drilling operations, and even worse prob lems might develop as drilling progresses.
Detailed Questions for Specific Drilling Problems
A. Stuck Pipe. If the problem is stuck pipe, the following questions should be asked:
1. Is the pipe stuck near bottom?2. What led to the problem?

sary
3. What stretch was recorded, and how much overpull was there?
4. If stuck on bottom, is pipe differentially stuck?5. Did it stick when driller engaged pump?6. If differentially stuck, has
a. Oil been spotted, orb. One of the methods to lower overbalance
on bottom been used.7. If mechanically stuck, is the annulus complete
ly packed off (no circulation), or is there re duced circulation but 'high pressure? What size and shape cuttings/sloughing are coming from the well? If there is partial circulation, has a weighted pill (i.e., 18 ppg) been pumped?
8. H key seated, has pipe been worked and jarred downward? Have 1/4 turns been tried to work through key seat?
9. Have previous drags been seen at this depthon trips?
10. Have key seat wipers been run, or has time been spent reaming this section?
11. Is there a dogleg in the hole at the key seatdepth?
12. Is the overpull below the MOP while working stuck pipe (usually 100,000 lbs.)?
13. If freepoint indicator and back-off operations are to take place, can lubricator be rigged up either on tool-joint or on swivel (gooseneck)?
14. Are pups available for fishing so that kelly iskept out of BOPs?
15. If stuck with kelly in, has a mechanical back-offbeen evaluated to get kelly out of BOP's?
16. Have the economics of how long to fish been considered ?
17. Has a fishing plan been developed with dia gram of fish, fishing tools, and fishing string (OD's, ID's, lengths, depth, etc.)?
18. Has the correlation log been checked?19. In what formation is pipe stuck?20. Is mud in good condition?21. H stuck because of dirty hole, what mud yield
value do you have in hole?22. How often has hole been swept?23. Has reducing the pump rate been tried?24. If stuck on trip because of dirty hole, has hole
been kept filled when working with low overbalances (unweighted muds)?
25. Have weighted sweeps been tried to unload dirty hole?
26. Has hole been over exposed, i.e., 25 days in a20 day shale (time for shale to lose its stability)?
27. If stuck with shale sloughing on bottom, what other well control trends have 'been noted?
28. Have connection gas or background gas changes been seen?
29. Has jarring out been tried?30. How close is bottom, and is the kelly clear of
BOPE?31. Other questions specific to area? Has offset well
information been studied?
B. Hole Stability. These questions are covered under either Stuck Pipe, Lost Circulation, Hole Cleaning, or Well Control.
C. Hole Cleaning. If hole problem is due to poor hole cleaning, but pipe isn't stuck:
1. What trend changes have been noted (torque,drag, pressure and stroke, etc.)?
2. How often are pills circulated, and what is the wt & yield value of pill?
3. What has been recovered over shaker when pill comes around?
4. Does the drag and torque reduce after the hole sweep?
5. Have different circulation rates (lower and higher) been tried to improve holecleaning?
6. How long is mud circulated before each connection and before trips?
7. Do you feel BHA is causing the hole cleaning problem (hole enlargement)?
8. Can the present mud (or water) be used tocasing point if more hole sweeps are used?
9. Is mud-up needed and, if so, must the bit be pulled to shoe or can mud-up be done while drilling? Note: If pits need to be cleaned completely, it would probably be better to do it at the shoe or out of the hole.
10. Is the hydraulics program causing hole enlargement and, consequently, a hole cleaning problem?
D. Lost Circulation. If problem is lost circulation, the questions vary depending on the hole interval, i.e., top hole, abnormal pressure or hydrocarbon zone. Completion objectives also influence questions (decisions).
1. Top Hole (No hydrocarbons anticipated) - Total Losses.a) Has water been measured into the annu
lus?b) What is the hydrostatic balance at the shoe
and at T.D.?c) How much mud weight reduction is neces-
r~;'"7,_i::f;~~\-::'~'"'1:;';''~''~";,":; ..::.,~i~;r.'~~?t~»\.~.~.~~ I·· ., .,,' . ""!'V{ i~ C~~:· t.. ~
100S \. Introduction - 13! ').-i .l U 1..
I -,--i.~, t"
,( . .' ; \ ' t f.~:?i:~...-.~. "......_..
14 - Introduction
d) Would it be more economical to makenew mud or water back old mud?
e) How much hole is required to be drilled before running casing?
f) Are returns needed or can it be blinddrilled?
g) If economics favor spotting an LCM pill and trying to reach casing point withpresent mud, find out if trip is necessary or whether nozzles are large enough?
h) If losses have to be stopped before drillingahead or before running casing, find out what materials are on location and what needs to be ordered, i.e., LCM-assorted particle size, Cement, Soft Plugs (gunk), Thixotropic plugs (service co.), gravel (gravel pack).
i) Where is the loss zone?j) Is it a natural fracture?k) Is it a vugular formation?
2. Top Hole (partial returns).a) Has pump been slowed down to mini
mum circulation rate for drilling, (30 gpm/inch)?
b) Has a hole sweep been circulated to unload hole?
c) Has mud weight (solids) increased?d) Can the mud weight be lowered to pro
grammed weight?e) Has water meter trend gone up?f) Have losses been monitored while only
circulating across well head? If losses are drastically reduced, calculate estimated ECD, and lower mud weight by this amount.
g) Would it be better to drill ahead to casing point and do nothing about losses?
3. Abnormal Pressure (Heavy Mud) Zone • Partial Losses.a) Has the driller been instructed to have
fluid going in annulus before total losses develop?
b) What led up to losses?c) How long has the bit been on bottom
since the trip (or any pipe movement)?d) Has the effect of reduced circulating rate
been evaluated? How much reduction in losses was observed?
e) Can mud be mixed fast enough to keep up with losses?
f) When do you feel you will pull to the shoe?
g) Is this a good application of the ECDdrilling technique?
h) How much overbalance is there, and how much can mud weight be reduced?
i) If POH to shoe have plans been made to spot pills on bottom and near shoe?
j) Are plans made to circulate across wellhead while POH? How much losses doyou have while circulating only across the wellhead?
k) Do pump pressure/stroke trends indicate restrictions in annulus (hydraulic system)?
l) Did losses tie into any change in ROP?Where do you feel loss zone is?
m) Did driller spud pipe to unplug bit, etc.?n) What do mud properties look like, i.e.,
yield value, gels, etc.?0) Has a pressurized check on mud weight in
suction tank been run to make sure air or gas (which will compress down the hole and create a gain in mud weight) is not being recirculated back into hole?
p) With present losses, what is the cost per hour for mud?
q) Are plenty of materials on location? Onorder?
r) How long do you anticipate waiting at shoe to let zone heal?
5) Are you going to break circulation on the way in the hole?
t) What is the leak off mud weight at shoe?
4. Abnormal Pressure> Total Losses.a) Does the hole fill up when circulating
across the wellhead only?b) Has the hole been kept full or fluid going
in the annulus?c) What consideration has been given to how
long to stay on bottom or when to pull to the shoe?
d) Have preparations been made for a possible kick related to losses?
e) Have preparations to spot pills on bottomand near shoe?
f) How much time should be allowed at shoe to allow hole to heal?
g) What is leak off mud weight?h) Has driller been instructed to circulate
across wellhead at all times (to prevent kick)?
i) Are sufficient mud and/or cement materials available?
j) Is pipe free? Has drag increased?
k) Has driller been instructed to keep pipe moving at all times to prevent possible differential sticking?
I) Is a hydraulic valve installed on kill side of BOP Manifold so that driller can startfluid in annulus through kill line without sending a roughneck down to open manu al valve?
m) Is a bit float installed or on location?n) Is a separate mixing tank available for
mixing new volume?0) In case bit has to be pulled under heavy
losses and kick conditions, have stripping operations (BOPE, fluid measurement, pressure monitoring) been considered?
p) Has analysis been done as to where the loss zone might be? Such things as offset well records and present drilling parame ters should be used. Temperature or flow surveys can be run on well if situation calls for it.
5. Hydrocarbon and/or Gas Cap Zone-Partial and/or Total Losses. Completion Zonea) Has the hole been kept full by putting
fluid in annulus?b) Was the fluid level allowed to drop in the
annulus?c) AIe you rigged-up to put large amounts
of fluid in annulus?d) AIe there lost circulation materials (on
location) that can be acidized away?e) Is it necessary to get a service company
truck and one of the non-formation dam aging materials to stop losses?
f) Have preparations been made to strip out in case completion operations begin in this zone? Spiral collars cannot be stripped out under pressure. Is there a float or BP valve available?
g) Is there enough mud available to POHsafely?
6. None-completion zone. (Hydrocarbon Zone)a) Has the hole been kept full through annu
lus fill line and, at the same time, has an LCM pill been spotted on bottom?
b) What are the losses while circulating across the wellhead?
c) Have preparations been made to set ce ment plug for lost circulation (not bal anced plug)?
d) Is it safe to POH (either to shoe or all the way) to go in with mixing sub for plug setting?
e) Has the driller been instructed to keeppipe moving?
f) Have the reduced pump rate losses beenchecked?
E. Well ControL1. Not Related to Lost Circulation.
a) What is the present situation?1) SIDPP?2) SICP?3) Well Secure?4) Any Losses?
b) Has the drill pipe pressure been kept con stant to maintain constant BHP during percolation? (Fluid has to be bled off through choke to keep d.p. constant.)
c) Has a kill plan been developed?d) How big a kick was taken, and does the
influx gradient check out to be a hydrocar bon?
e) How much working pressure is available with:1) Consideration of losses at shoe with
bubble in open hole? Leak off mud?2) Consideration for casing burst (&
BOP /WH rating) when bubble is at top?
f) Is the pressure too high to work pipe(more than 1000 psi)?
g) AIe enough materials available to kill well?
h) Is mud in good condition?i) Have surface lines, mud-gas separators,
and flare lines been checked?j) Have pressure(s) been checked with an
accurate pressure gauge?k) Have there been any indications of H2S? If
H~ has been detected, special precautions (and preparations) need to be considered.
1) When will the kill operation begin?m) Have plans been made to put M.W. trip
margin in on second circulation?n) Have any mechanical problems been expe
rienced with the rig? Is a pump unit need ed from service company?
0) Is a pressurized mud balance on locationto make sure mud weight is correct going in and not full of air/gas that cause exces sive down hole mud weights and, conse quently, lost circulation?
p) AIe there spark arrestors or water on exhausts?
2. Well Control Related to Lost Circulation and
"{~: I" t" ~' - .•
t-.--~-,,-,·"P-.-'.
Murchison Drilling Schools, Inc.
16 - Introduction
a) What is the present situation?1) SIDPP? Are pressures erratic?2) SICP?3) Is well secure?
b) Was an accurate DP pressure taken beforebreaking down the well (losses began)?
c) If an accurate DP pressure was taken(unaffected by losses) what mud weight would be needed from TO to shoe to be able to reduce mud weight from casing shoe-to surface to prior mud weight before kick?
d) Was the mud engineer asked to run barite plug pilot tests for settling?
e) Has LCM been tried in kill mud?f) Is the pipe free?g) If necessary to strip out of barite plug, is
there a back pressure float valve in string or a BP sub for a BP valve to land in?
h) Is the stack rigged up to use a cornbina- tion of BOPs for stripping?
i) What is the rate of loss, and how was the rate measured? Circulating? Circulating across WH? Going through choke?
j) What is recommended to stabilize the losses and control the kick?
k) Could the control result in losing bottompart of the hole and possibly the BHA?
1) Are BOPs in good working order (date of last test and what was tested)?
m) What was formation capability from drill- out test?1) Was leak-off reached?2) Was it necessary to squeeze?3) Was retesting done after squeeze?
n) Did ROP trend (or other trends) indicatelosses may be near bottom, or are losses considered to be somewhere other than shoe?
0) Do you need someone to help you?
XII. SUPERVISING BY THE mEND METHOD TO PREVENT HOLE PROBLEMS, TO DIAGNOSE HOLE PROBLEMS, AND TO SOLVE HOLE PROBLEMS
I once had a contractor drilling superintendent tell me that, when he was pushing tools, a stray dog wandered onto the rig. The crews started feeding the dog, and it hung around the rig floor and dog house. He went on to say that, on a number of wells they had a lot of hole problems and, after the dog arrived at the rig, the problems stopped. The dog was considered to be good luck for the rig. But the superintendent went on to saythat, looking back at the situation, what was really happening
was that the drillers started watching the dog and the dog, having very sensitive ears, would detect a motor sound change, a rotary torquing-up, and these trend changes would prompt the drillers to start looking for the problem that was developing. I'm not saying that what we need on the rig is more dogs, but Iam saying we must train drillers to start using trends to diagnose what is taking place below the rotary table. Good down hole drillers become good down hole tool pushers, drilling superinten dents, and drilling managers. The time has passed when we can afford to be conununicating on two different levels. Office and rig personnel must speak and understand the same language.
To bridge this communication gap, people on the rig need to record trends, and people in the office, as well as people on the rig, need to understand what the trends are indicating.
Trends: Drilling people should record drilling trends so that changing drilling parameters are properly diagnosed to prevent problems and, if a problem does develop, a rig supervisor should be able to implement the proper operational plan to correct the problem.
A. Basic Drilling Parameters for the Driller to Monitor and Record
1. Pressurea) Indicates hole restrictions. b) Indicates hole loading up. e) Indicates string washout.d) Indicates well control problem.
2. Strokesa) Indicates hole restrictions.b) Indicates hole loading up. e) Indicates string washout.d) Indicates well control problem.
3 . .1p (Pressure to kick float open)a) Indicates hole loading up.b) Drill Pipe pressure for well control.
4. Torquea) Indicates formation changes. b) Indicates bit locking-up.c) Indicates transition zone (well control flag).
5. Drag (6W)a) Indicates possible transition zone (well
control flag).b) Indicates hole loading up.
Murchison Drilling Schools, Inc.
c) Indicates tight hole.d) Indicates hole stability changes.e) Used in cementing related to reciprocating
of casing (drag trends).f) Used on trips to indicate possible key
seating zone.g) Used to establish normal drag trends. h) Trends related to BRA changes.
B. Well Control Trends1. Flow line temperature2. Trip trends (mud requirement comparison
actual vs. calculated & bottoms-up)3. ROP trends4. Background gas5. Connection gas6. Shale density7. d'exponent8. Size and shape of cuttings (shale shaker)9. Mud (all properties)
10. Pit gain11. flow increase12. Pressure/stroke changes13. Logs (sonic and resistivity)14. Drag15. Torque16. Fill on connection
c. Tripping Trends1. Mud requirement to fill hole while POH. Was
mud weight correct (not watered back) and was pipe slugged? What was weight of slug and how long was it pumped?
2. Mud gained when pipe is Rill.3. Comparison of actual vs. theoretical mud
requirements4. Drag trends (particularly at one depth and
change since previous trip)5. Hole fill and bridges. Give depth and time to
clean out.6. Trip gas7. Lost circulation (induced). Compare metal
displacement.8. Drill string failures related to pipe handling on
trips9. Key-seating
10. Bridges11. Mud weight and condition off bottom
D. Connections1. Fill on connection2. Bottoms-up from connection (well control)3. Bit plugging4. Pump engagement related to Lost Circulation
and Pipe Sticking
5. Pipe handlinga) setting slips.b) bending pipe (rotary /mouse hole)c) use of tongs.
E. MudThe diagnostic trends for the derrickman to checkare: mud weight, funnel viscosity, water loss and chloride. The treating trends for the mud engineer to check are: Pv, Yp, gels, test temperature, chemis try, MET, solids, HPHT, (all properties).
1. Water requirements to maintain mud wt (takenfrom water meter or gauged)
2. Weight-in3. Weight-out4. Viscosities/ gels-in (Pv, Yp, gels)5. Viscosities/gels-out (Fv, Yp, gels)6. MBT7. Solids8. Water loss9. Chemistry (pH, 0, Ca...,..Mg'", COlt HC031
pf, Pm, and possibly others)10. Treatment11. Maintenance cost12. General mud practices13. Hole stability (what mud treatment should be
based on)14. Solids control equipment running time15. Drilling parameters before and after any mud
treatment.
F. Pump1. Weekly volumetric check2. Maintenance cost3. Valve/seat repair (related to corrosion)4. Lost time due to repair5. Pressure and stroke fluctuation
G. ROP1. Cuttings2. Drag3. Torque4. Lost circulation5. Well control6. Gas cut mud control7. Gumbo control8. Incremental cost/ft. on bit during the dulling of
bit (when it starts up the bit has reached its economical limit)
9. Mud weight overbalance10. Solids/Pv11. Bit type12. Bit weight and RPM13. Hydraulics14. ROP (faster/slower)
Introduction - 17

Murchison Drllling Schools, Inc.
18 - Introduction
H. Lost circulation K. Pipe Sticking/Stuck Pipe1. Operation when losses start 1. ROP2. Depth 2. Hydrostatic overbalance3. -Formatton 3. Deviation (look for possible doglegs)4. Mud weight 4. Mud solids RPHT water loss (permeable zones)5. Viscosities/gels 5. Drag (normal vs, trend change)6. ROP 6. Torque (normal vs. trend change)7. Visual observation of shaker 7. Pressure/strokes (normal vs. trend change)8. Hole Loading-up (sweeps) 8. Stuck in drill collar?9. Solids increasing 9. Stuck in drill pipe? (are the BOPs open?)
10. Hydraulics 10. Drilling operation when pipe is stuck11. ECD 11. Was lost circulation associate with stuck pipe?12. Overbalance 12. Was well control associated with stuck pipe?13. Loss rate circulating through bit 13. Was pump engagement associated with stuck14. Loss rate when pump slowed down pipe?15. Loss rate when drculating across wellhead 14. Is key-seadng a possibility (trip drag trends)?16. Loss while tripping17. How soon after trip did loss start? L. Hole Stability18. Hole restrictions bridging (pump pressure/- I. How many days has formation been exposed?
stroke) (days since last casing)?19. Pressurized mud balance check in pump sue- 2. How many trips have been made through
tion compared to regular mud balance interval? (The hole will only take so many20. Water to fill hole (low weight muds), and trips.)
corresponding hydrostatic balance 3. What do trip trends indicate?21. Is blind drilling possible? 4. Is hole stability associated with well control?
5. Is hole stability associated with lost circulation?L GeolographfI'otcolPVflFlow RecordenIMWD 6. Is hole stability associated with differential
1. ROP sticking?2. Mud lossl gain trends 1. Is hole stability associated with mechanical3. Torque sticking?4. Depth 8. Is hole stability associated with time sensitive5. Hook load / drag shales? ...._/
6. Flowrate 9. Is hole stability associated. with transition zone7. Trip trends shales?8. Inclination 10. Is hole stability associated with shale cavings?9. Weight on bit (actual) 11. Is shale caving associated with hole enlarge-
10. Temperature at bit ment?11. Gamma ray 12. Is hole enlargement associated with hydraulics12. Resistivity or time sensitive shales?
13. Has hole deaning been evaluated?J. Deviation 14. Does shale that sloughed have a low or high
1. From vertical MBT?2. Direction changes 15. Have there been bridges off bottom and how3. Dogleg severity long does it take to ream bridges?4. Drag/key-seating 16. Have hole fill and hole sweeps been used priorS. Torque to tripping?6. Pipe sticking 17. Have the number, size, and type cuttings7. Casing wear (possible well control problem) changed over the past few days?8. Drill pipe wear 18. Have the basic drilling parameters (pressure,9. Target (controlled) strokes, drag, torque) changed over the last few
10. Weight/RPM program hours?11. BHA program 19. What hole problem is diagnosed?12. Surface location13. Hydraulics M. Hydraulics

,
Murchison Drilling Schools, Inc.
1. .Are the basic elements balanced (fiowrate, percent pressure at bit, ffrI/in.2 jet velodty)?
2. Have the influencing factors been analyzed (bit and hole cleaning, lost circulation, hole stability?
3. Has ROP changed? How does this hole compare with control well?
4. What is the ECD?5. Has a log been run, and does it indicate hole
enlargement?6. Has the shaker been observed for the past
several hours (or days)? Are the cuttings (amount, size, type) the same?
7. What is the mud being used designed to dowith reference to shales and hole stability?
8. Is the mud a shear thinning fluid?9. Does the mud change when it goes from turbu
lence to laminar flow (like an increase in Yp)?10. Is a higher Yp being used to suppress the mud
out of turbulence (smaller size holes)?11. Is mud mixed with a hopper outlet in the
suction tank (aeration)?12. Have pump suctions been checked for leaks or
barite restrictions?13. Have weekly volumetric checks been run on
the pump holding a little back pressure (say500 psi)?
14. Have high flowrates and high jet velocities been considered as a cause of interference with bit cleaning? Is the hole balling because of overbalance and! or nozzles?
15. Has flowrate been optimized before selectingthe bit nozzles?
N. Corrosion1. Are the basic three steps in corrosion control
being followed?a) Good drill string designb) Good maintenance
1) Tool joint maintenance (buildup t.j. at the right time, particularly Grade "E")
2) Coating and reeoating3) Inspections (supervise the inspector)4) Rig practices (proper torque make-up
with proper air setting on make-up cathead)
5) Are good and complete reports being received on drill pipe?
6) Is training constantly going on?c) Corrosion control
1) Corrosion control monitoring and2) Controlling environment with proper
scavengers-inhibitors (mud treatment)
2. Is mud being mixed with hopper outlets in pump suction? Have the effects of oxygen on pump seats and valves been observed?
3. Has a fincher-galvanic probe been run to monitor oxygen in mud at the standpipe?
4. Have corrosion rings been run in kelly saver sub and above DC's? (Compare the difference.)
5. Has the type mud been considered? Some muds have built-in oxygen scavengers (tannates- lignosulfonates) &: do not require ZnS04 andammonium bisulfite.
6. Are trips supervised. to make sure that good bushings, slips, tongs, slip setting practices are being followed?
7. Do the toolpusher and company man have a copy of RP-7G, and are they familiar withpractices discussed in the book?
8. Is the H,5 envirorunent controlled so thathigher grades ("X., "G" and "5") d.p. can beused in drill string design?
9. Are good storage practices being used? (Chemicals used for spraying are designed for both short and long term storage.)
10. Is bent pipe being kept out of the string?11. Have string washouts been caught and mini
mized? (Washouts upset optimized drillingprograms more than anything else.)
12. Has mnsideration been given to using 5-1/2PH connections in the 17-1/2 &: 26" hole intervals? The 5-1/2 FH connection is a better balanced 'IJ compared to 5", XH (7" on compared to 6-3/8). Remember that 5", 19.5 !b/ft. XH, grade "E" has weak tool joints and requires maintenance (build-up) when worn down.
O. Hole Cleaning1. Have the trends been checked on the basic (6)
drilling parameters?a) Pressure/ stroke trends b) Torque trendsc) Drag trendsd) ~ (when using bit float) trends e) ROP trendsf) Mud wt (in-out-water requirements)
2. Has the pipe been trying to stick?3. Have hydraulics been checked? (Remember that
pump maximums are not always best.)4. Ha5 good use been made of hole sweeps?5. Has the mud-viscosity been considered, partic
ularly the Yp?6. Has the hydraulics created hole enlargement,
which many times makes hole cleaning impossible, particularly with water or very lowweight muds.
I, ;:r:~la, .-.--~-
L--g_"'~:'··"
·IYi'.", !
ti
!
Introduction - 19

Murchison Drilling Schools, Inc.
out. been riggedk) H~ and other contingencies mud?
7. Has viscous mud been left in the hole to be 6. Have pipe handling & tripping practices beenused lor tripping when drilling with water? examined?
8. Has the hole been kept completely full (drcu- 7. Has corrosion control (basic three steps) beenlating across WH) when working with low considered?overbalances? 8. Has the driller been informed to measure his
kelly if he does twist off 1P. Operating Practices
1. Are the operating practices clear and in the R. Key-Seatinghands of the drlller? 1. Have the trip drag trends changed?
2. If the operating practices require drills and 2. Is there a dogleg indicated by deviation sur-training, is this being uone? veys? (angle &: direction).
3. Do the operating practices include the follow- 3. Has stabilization &: BHA stiffness changed?ing? 4. Has weight/RPM program changed?a) Pipe moverrent 5. Has the formation drillability changed?b) Pump engagement & connection making 6. Have any key-seat wipers been run? Did they
practices help?c) Mud mixing practices 7. How long does it take to work through d) Tripping practices key seat?e) What to do when losses occur 8. After running casing through key seat,0 How to monitor the well & catch kicks how many days can drilling be done
quickly before wearing a hole in the casing?g) Hydraulic practices & pump efficiency 9. Have mechanical or electronic caliper
checks surveys been programmed to monitorh) Pre-Spud meetings casing wear?i) Pre-drill-out meetings (drilling into abnor- 10. Are hole bridges responsible for kick
ma1 pressure zones) off and key seat.j) Pre-dril1-out drills on the closing-in proce-
dures &: use of hydraulic choke. This S. Water Metershould be done on top of F.e before drill- 1. Has a water meter or other :measuring device
up to monitor water added to
1) MMS regulation compliance 2. Have crews been disciplined to keep up with . ,
4. Axe the objectives of contractor and operator water added to mud?the same? Successful drilling operations require 3. Have the water requirements changed to main-that both parties be moving toward a common tain same mud weight?objective. 4. Did changing shaker screen or improving
5. Is supervision clear {people and responsibility)? desUting equipment change the water require-6. Are chain-of-commend and. communication ment trend?
channels clear? 5. Has an analysis been made from the water7. Are moming meetings required on the rig to requirement trend on the effectiveness of the
discuss the previous and upcoming 24 hours? solids control equipment?6. Ha5 the ROP changed, and how did that affect
Q. Washouts and Twist-oHs the water requirement trend?1. Have the pressure and stroke relationship been
monitored closely? What change has taken T. Peopleplace? 1. What is the turnover rate?
2. Is the washout high (near surface) or low (near a) For roughnecksbit)? b) For drillers
3. Should further circulation be minimized to c} For toolpushersprevent a larger washout, &: should pipe be d) For company menchained out? 2. Did the recent problem develop because
4. Have the drillers been informed about what of personnel changes, turnover, poor their MOP is? communication?
5. Have the basic drilling parameters changed? 3. Is training required (from a good school)?4. Is training followed up by~
20 - Introduction, '

Murchison Drilling Schools, Inc.
a) Defining training objectives before school?b) Asking if training objectives were met?c) Ability to use the training on the rig?d) Observing performance of recently trained
person to see if his job approach and performance have improved?
S. Has the trained person been compensated forhaving and applying better techniques? (Or does he make the same as the untrained per son?)
6. Has the training cut down an the rig's lost timeoperations?
7. Has the percent time on bottom drilling improved? (If it has, define and note basic reasonsor improvements made.)
8. Has training •.•.a) Cut down on twnover?b) Increased turnover?c) Reduced accidents?
9. H turnover has increased, what can be done toreverse the trend?a) Would ranking people and compensating
by rank help keep the good people?(1) job perfonnance(2) attitude(3) test (technical and job knowledge)
b) Would supervisory training help in dealing with people?
c) Would better job screening be helpful?10. Would clear operating policies have eliminated
necessity of corrective action (and possible quitting of person being corrected)?
11. Wou]d clear chain-of-command policy have eliminated recent personnel problem?
12. IS COMMUNICATIONS THE KEY TO PREVENTING AND SOLVING DRILLIN"G PROBLEMS?
Introduction v Zl












![Expo Hospital 2019 - 8th EXHIBITION AND …...EXPO HOSPITAL 2019 [ ] 348 TOTAL Nº Health Institutions in Chile 191 Public Hospitals 83 Private Clinic 38 Clín. Psychiatry, Geriatric](https://img.pdfslide.us/doc/110x75/5f9b5ed8819c25544446e9fc/expo-hospital-2019-8th-exhibition-and-expo-hospital-2019-348-total-n.jpg)