Embed Size (px)
Citation preview

R E V I EW
Exploiting physical vapor deposition for morphological controlin semi-crystalline polymer films
Yucheng Wang1 | Hyuncheol Jeong1 | Mithun Chowdhury1 | Craig B. Arnold2,3 |
Rodney D. Priestley1,3
1Department of Chemical and Biological
Engineering, Princeton University, Princeton,
New Jersey
2Department of Mechanical and Aerospace
Engineering, Princeton University, Princeton,
New Jersey
3Princeton Institute for the Science and
Technology of Materials, Princeton University,
Princeton, New Jersey
Correspondence
Rodney D. Priestley, Princeton Institute for the
Science and Technology of Materials,
Princeton University, Princeton, NJ 08544.
Email: [email protected]
Funding information
Kwanjeong Educational Foundation in South
Korea; Division of Materials Research (DMR),
Materials Research Science and Engineering
Center, Grant/Award Number: 1420541;
National Science Foundation (NSF)
Research in semi-crystalline polymer thin films has seen significant growth due to their fascinat-
ing thermal, mechanical, and electronic properties. In all applications, acquiring precise control
over the film morphology atop various substrates or in the free-standing film geometry is key to
advancing product performance. This article reviews the crystallization of polymer thin films
processed via physical vapor deposition (PVD). Classical PVD techniques are briefly reviewed,
highlighting their working principles as well as successes and challenges to achieving morpho-
logical control of polymer films. Subsequently, the recent development of a unique PVD tech-
nique termed Matrix Assisted Pulsed Laser Evaporation (MAPLE) is highlighted. The non-
destructive technology overcomes the major drawback of polymer degradation by classical
PVD. Recent advances highlighting how MAPLE can be exploited to control polymer film mor-
phology in ways not achievable by other methods are presented. Challenges and future scope
of PVD for polymer film deposition concludes the review.
KEYWORDS
confinement, interfacial interactions, matrix assisted pulsed laser evaporation (MAPLE),
physical vapor deposition (PVD), polymer crystallization, thin films
1 | INTRODUCTION
Polymer crystallization, especially in thin film geometry, is an impor-
tant topic attracting intensive research efforts to unveil its complex
nature. The studies are of tremendous importance for functional
polymers, which enable a broad range of applications such as
solar cells,[1–4] transistors,[5–8] non-volatile memories,[9,10] and
sensors.[11–13] Among all the applications, film morphology, arising
from the complex semi-crystalline nature of polymers, critically deter-
mines performance.[8,14–17] For example, it is generally accepted that
a higher extent of crystallinity in the active layer of semiconducting
polymer thin films can enhance device efficiency[8,14,15,18] and a lon-
ger lateral dimension of defect-free crystalline lamellae can reduce gas
permeability through polymer thin films.[11] Despite its significance,
ways to drive polymer thin film crystallization into a desired morphol-
ogy has not been fully understood or mastered, especially since the
process is known to deviate from bulk crystallization. During the
process of melt-crystallization, the mutually entangled polymer chains
are driven by both thermodynamic and kinetic factors into different
metastable states comprising both crystalline and amorphous
regions.[19] It is strongly influenced by crystallization temperature,[20]
molar mass,[21] and additives in the bulk composition.[22] In contrast,
in thin films, additional processing parameters such as geometric
confinement,[23–25] polymer/substrate interactions,[26–28] and sample
history of non-equilibrated films[29] can further influence crystalliza-
tion, thus impacting the resulting film morphology. Furthermore, the
method in which a thin film is processed, including solution proces-
sing, physical or chemical vapor deposition (CVD), and melt-
crystallization can profoundly impact the film morphology. In this
review article, we highlight recent advances in controlling the film
morphology of semi-crystalline polymers produced by physical vapor
deposition (PVD). We focus on elucidating general processing-struc-
ture-property relationships of films formed by this approach. Com-
pared to the more commonly used solution processing techniques,
that is, spin casting and solution casting, substrate temperature andYucheng Wang and Hyuncheol Jeong contributed equally to this study.
Received: 30 April 2018 Accepted: 12 July 2018
DOI: 10.1002/pcr2.10021
Polymer Crystallization. 2018;e10021. wileyonlinelibrary.com/journal/pcr2 © 2018 Wiley Periodicals, Inc. 1 of 13https://doi.org/10.1002/pcr2.10021

deposition rate can be precisely manipulated during PVD to drive the
semi-crystalline morphology of thin films.[30–33] It allows for simulta-
neous film growth and crystallization, as recently advocated.[34] Fur-
thermore, PVD approaches are amenable for co-depositing polymers
that are insoluble in a common solvent or designing multilayered films
composing chemically similar or dissimilar polymers.[35,36]
The critical roles of geometric confinement, polymer/substrate
interactions, and crystallization temperature have been reported for
polymer thin film crystallization.[30,37,38] To set the context for the
continued need of advancements in top-down PVD, Box 1 provides a
brief summary of selected studies exploiting solution-based proces-
sing methods to manipulate morphology in semi-crystalline polymer
films. Challenges still remain to fully understand and control the crys-
tallization mechanism of polymer thin films. For example, many stud-
ies have discovered that the orientation of crystalline lamellae atop
attractive substrates would preferentially transition to flat-on as film
thickness was decreased.[39–41] Researchers have proposed different
models to explain such experimental observations.[41,42] Nevertheless,
understanding how parameters such as polymer/substrate interfacial
energy affect the crystallization process, for example, crystal orienta-
tion, still remains a subject of intense debate.[38] Part of the reason
arise from the difficulty to tune processing parameters in a systematic
manner during the fabrication of polymer thin films. In other words, to
better understand how processing affect morphology, it would be
useful to exploit a film fabrication technique that has the ability to
precisely tune the crystallization conditions at a slow film growth rate.
For instance, one potential approach is to characterize the nanoscale
crystalline morphology of thin films in a layer-by-layer manner, which
would be accessible as a result of top-down film deposition. Such a
distinctive approach can be challenging for most processing
techniques.
It is, therefore, critical to explore various approaches to proces-
sing semi-crystalline polymer thin films. To date, the most fre-
quently reported film production techniques are solution processes
such as drop casting, spin casting,[43] and Langmuir-Blodgett deposi-
tion.[44] In contrast, dry processes such as vapor deposition, includ-
ing PVD[30] and CVD,[45,46] can provide new perspectives by
altering the processing route to which a thin film is achieved. With-
out incorporating chemical reactions, PVD is a viable way of explor-
ing the processing-structure-property relationships of crystalline
thin films by precisely tuning growth rate, crystallization tempera-
ture, and interfacial interactions at distinct stages of film formation.
The major drawback of PVD that limits the ability to undertake sys-
tematic studies of polymer thin film has been the prospects of
polymer degradation during processing due to the high energy
input into the target material.[47] Despite this challenge, there are
many examples in which PVD has been successfully applied to con-
trol the semi-crystalline morphology of polymer films. Furthermore,
a recently developed PVD technique termed matrix assisted pulsed
laser evaporation (MAPLE) has offered a substantial opportunity to
bring deeper insights into the field by diminishing material
degradation.[31]
The scope of the present article will be specific to the crystalliza-
tion of polymer thin films via PVD. We start with a description of clas-
sical PVD techniques, including a discussion on the uniqueness and
challenges for each technique in the context of polymer thin film fab-
rication. Next, we summarize previous studies related to vapor depos-
ited semi-crystalline films, highlighting how PVD was applied to
manipulate film morphology by varying key parameters such as sub-
strate temperature and substrate type. We then highlight recent
advances in the field by the utilization of MAPLE, with particular
emphasis on work from our group demonstrating, for instance, the
ability to control crystal lamellar thickness and extent of crystallinity.
Moreover, it has immense potential in the application of polymeric
semiconducting devices.[48–51] Future opportunities are discussed at
the end of the review.
2 | PVD TECHNIQUES
In this section, we briefly discuss several classical PVD techniques:
sputtering, thermal evaporation, and pulsed laser deposition (PLD).
We describe the mechanism of film formation and the uniqueness/
challenges of each process. Finally, we briefly highlight how each
approach has been exploited to deposit semi-crystalline polymer thin
films.
2.1 | Sputtering
A typical polymer sputtering process requires a vacuum chamber
coupled to a radio frequency generator.[56,57] A target polymer and a
substrate are placed on the cathode and the anode, respectively. In
most cases, deposition is initiated by the creation of energetic parti-
cles in a chemically inert gas via an ionization process. These particles
subsequently bombard the solid target with high kinetic energy,
thereby ejecting molecules from the target which lead to film forma-
tion atop the adjacent substrate.[57,58] Sputtering is, therefore, a dry
process that circumvents the use of solvent. It also supports the fine
control of deposition rate.[59] Nonetheless, the transfer of kinetic
energy from the particles to the target molecules can result in chemi-
cal degradation by random polymer chain cleavage.[60,61] This imposes
a big constraint to morphological control and characterization of poly-
mer thin film properties.[62] So far, the employment of sputtering has
frequently been used to acquire thin film coatings of fluoropolymers,
such as poly(tetrafluoroethylene) (PTFE), for enhancing water-repel-
lent[63,64] or gas separation properties[65] where polymer degradation
can be tolerated.
2.2 | Thermal evaporation
Thermal evaporation deviates from sputtering in that the energy input
into the target polymer is in the form of heat. The thermal energy
evaporates the molecules in vacuum. Subsequently, film formation
proceeds by the transfer of evaporated molecules that condense atop
the substrate. In a typical thermal evaporation process, the substrate
temperature is held below the polymer melting temperature to control
the degree of supercooling during deposition. Analogous to sputter-
ing, thermal evaporation is a dry process so that the dissolution of
polymer is not required. With the control of film thickness spanning
from a monolayer to several microns by varying deposition time, this
2 of 13 WANG ET AL.

technique has been applied to deposit crystalline polymers such as
polyethylene (PE),[66] poly (vinylidene fluoride) (PVDF),[30] and
π-conjugated polymers.[67–69] The flexibility of substrate type has
enabled the decoration of thin films atop structured substrates such
as graphite, polymers, and carbon nanotube (CNT).[70,71] These advan-
tages render thermal evaporation as one of the most widely used pro-
cessing methods for making small molecular weight thin films,
including organic molecules that were found to exhibit exceptional
properties.[72,73] However, material degradation is commonly reported
when polymers are used as the target due to the required high energy
input.[30,66,74,75] The scission of polymer chains may occur by random
degradation or a depolymerization mechanism, producing low-
molecular weight fragments that are undesirable for producing a uni-
form film structure.[47] Despite these challenges, new literature is
emerging in which in situ polymerization is incorporated into thermal
evaporation processes to make polymer films[76,77] or the creation of
low-energy polymer glasses.[78]
2.3 | Pulsed laser deposition
Pulsed laser deposition is a dry process that utilizes laser pulses at suf-
ficiently high energy density to ablate a solid polymer target. Upon
absorption of photons, macromolecules at the target surface rapidly
vaporize, creating a plume composed of polymer that is ejected
toward the substrate.[79,80] The most frequently used laser sources
include ultraviolet (UV),[81] infrared (IR),[82] F2,[83] and CO2.
[84] By
sequentially ablating chemically similar materials, PLD can be readily
implemented to design multilayered film structures that are challeng-
ing for solution processing techniques.[35] Unfortunately, material deg-
radation by thermal dissociation and photochemical reactions are
commonly observed with direct laser ablation,[47,85] making PLD
unsuitable for applications that require preservation of bulk chemis-
try.[86] Consequently, polymers should be kept at low molecular
weight for PLD.[31,87] In order to minimize the destruction of poly-
mers, careful selection of the laser source and the corresponding
wavelength should also be considered. For instance, when an ArF
laser (λ = 193 nm) was used, the deposition of low-molecular weight
(Mw = 1400) polyethylene glycol (PEG) revealed structure modifica-
tion, as identified by Fourier transform infrared spectroscopy.[86]
However, no clear observation of chemical modification was found
when the authors switched to a free-electron laser (FEL) with λ = 2.9
or 3.4 μm, wavelengths that are in resonance with specific bond vibra-
tions of PEG.[88,89]
BOX 1
CONFINED CYSTALLIZATION OF SOLUTION PROCESSED
POLYMER FILMS
Polymer thin film crystallization atop substrates can be markedly
different from the bulk process. In thin films, geometric confine-
ment and polymer/substrate interactions can play critical roles.
This Box briefly highlights the basic concepts of how confinement/
interfaces can influence polymer thin film crystallization. Confine-
ment can be utilized to suppress heterogeneous nucleation of poly-
mer crystals to allow for the attainment of homogeneous
nucleation. Massa and co-authors created impurity-free
poly(ethylene oxide) (PEO) droplets atop a thin layer of polystyrene
by dewetting.[23] They successfully achieved and characterized
homogeneous nucleation at large supercooling of micron-sized
droplets, as shown in Figure B1A. Homogeneous nucleation was
observed to occur randomly for equal-sized droplets because the
energy barrier to nucleation is only an intrinsic function of PEO
itself.[23] The nucleation kinetics was determined by the volume of
the droplet, as a faster ratewas found for larger droplets.[24]
Interactions at the polymer/substrate interface can influence
the film morphology by changing the crystal orientation.[27] Hu
and co-workers applied two substrates, that is, highly oriented
pyrolytic graphite (HOPG) and amorphous carbon-coated mica,
to spin coat poly(di-n-hexylsilane) (PDHS) films.[53,54] Ultrathin
films of PDHS revealed edge-on lamellae atop HOPG as a result
of epitaxial crystal growth at the interface of highly ordered sub-
strates, while flat-on lamellae were found atop substrates coated
by amorphous carbon.[27,53] Mareau and Prud'homme also
observed flat-on lamellae for ultrathin poly(ε-caprolactone) (PCL)
films atop silicon wafers and carbon-coated substrates, as illus-
trated in Figure B1B.[39] Additionally, they found a nonlinear
reduction of the crystal growth rate as film thickness decreased,
as the reduction was more pronounced for films thinner than the
lamellar thickness. They attributed this suppression of crystalliza-
tion kinetics to a slower diffusion of polymer chains to the growth
front, imposed by both size confinement and polymer/substrate
interactions.[39] Napolitano and Wübbenhorst applied dielectric
spectroscopy for spin coated poly(3-hydroxybutyrate) atop alu-
minum coated glass slides.[28] They claimed that the slowing
down of the crystallization kinetics was related to a reduced
mobility layer, that is, irreversibly adsorbed layer, at the interface
between polymer and substrate.[28]
Besides the effect of geometric confinement and polymer/
substrate interactions, crystallization temperature also influ-
ences the crystallization processes and morphology as it deter-
mines chain dynamics. Grozev et al. examined the
crystallization of mono-lamellar PEO crystals in spin coated
poly-2-vinylpyridine-poly(ethylene oxide) films atop silicon
wafers. After performing melt-crystallization for the films in a
temperature range between 45�C and 57�C, they identified
that the crystal structure of PEO changed with temperature, as
can be compared in Figure B1C. Both lamellar thickness and
width of the side branches increased with increasing
crystallization temperature.[52] Similarly, Jeon and co-author
observed a morphological transition for low-density polyethyl-
ene thin films atop silicon wafers when the crystallization tem-
perature changed from 90�C to 115�C.[55] As a summary,
confinement, polymer/substrate interactions, and crystalliza-
tion temperature are critical factors in determining the final
film morphology of semi-crystalline polymers.
WANG ET AL. 3 of 13

3 | CRYSTALLIZATION OF POLYMER THINFILMS BY PVD
Here, we discuss priori work that has employed PVD approaches to
probe or control the crystallization of polymer films deposited atop
various substrates. By controlling processing parameters such as sub-
strate temperature and substrate type, the change in crystal form,
extent of crystallinity, or chain orientation has been achieved for
model polymers such as PTFE, PVDF, and PE.
Owing to the slow film growth rate of PVD processes, the crystal-
lization of molecules take place at the substrate.[30,90] Therefore, one
major advantage of PVD is that it can effectively tune the degree of
supercooling by simply altering the substrate temperature during film
growth. This key parameter enables tunability toward desired poly-
morphism and crystallinity. For example, the ferroelectric polymer,
PVDF is known to adopt distinct crystalline forms based on the
method of processing.[91,92] PVDF crystalline forms are not perma-
nent, as they can be interconverted by applying external heating, elec-
tric field, or pressure.[93] Takeno and co-workers produced PVDF
films exhibiting α and β forms atop silicon wafers by thermal evapora-
tion at 25�C and −190�C, respectively.[94] Without the need of extra
treatment, the β form showed piezoelectricity because of the in situ
supercooled crystallization condition provided.[95] The γ form of PVDF
was also made using a substrate temperature of 125�C and a much
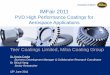
slower deposition rate compared to the previous conditions. The
authors further proposed a phase diagram where they claimed the
crystal form to be a function of deposition rate and temperature, as
illustrated in Figure 1.[96] To enhance the control of dipole orientation
for exhibiting piezoelectricity, thermal evaporation can also be
equipped with an electric field or an ionization process.[97,98] The pro-
longed time scale of film growth by PVD facilitates the control of
chain reorientation under certain conditions, thus allowing for the
achievement of strong piezoelectricity in a single step that would
commonly require a multi-step process by other means.
Substrate temperature is also known to strongly influence the
extent of crystallinity of vapor deposited polymer films. Norton
et al. investigated PTFE films atop glass substrates deposited at different
temperatures by PLDwith a KrF excimer laser. By studying the x-ray dif-
fraction (XRD) pattern, they reported the crystalline fraction scaled with
substrate temperature from 200�C to 350�C, while the film remained
amorphous below 200�C.[99,100] Jeong and co-authors also discovered
increasing crystallinity of vapor deposited PE crystals with increasing
temperatures in the range from −2�C to 100�C.[34] Such trend has been
related to higher chain mobility enabled at elevated substrate tempera-
tures for chain disentanglement and reorganization.[34,100]
FIGURE B1 A, Optical microscopy image of a small section of the sample (1000 μm wide) obtained at a crystallization temperature of -2.6�C.Amorphous droplets appear dark and semi-crystalline droplets appear white under nearly crossed polarizers. The plot shows the fraction ofcrystallized droplets as a function of temperature upon cooling (0.4�C/min) for homogeneous nucleation. Adapted with permission.[24] Copyright
2004, the American Physical Society. B, Tapping mode atomic force microscopy (AFM) height images of PCL films crystallized at roomtemperature on carbon-coated substrates at film thicknesses of (1) 15 and (2) 6 nm. Adapted with permission.[39] Copyright 2005, AmericanChemical Society. C, Typical optical micrographs of crystals in a 40 nm thick film grown at (1) 48�C and (2) 52�C. The average growth rate of thediagonals from center to tip is about 2.9 μm/min for (1) and 0.9 μm/min for (2), respectively. The size of the images is 65 by 65 μm2. Adapted withpermission.[54] Copyright 2008, Springer Nature
FIGURE 1 Phase diagram and molecular orientation in poly
(vinylidene fluoride) (PVDF) thin films as a function of the depositionrate and the substrate temperature. α, β, and γ denote the crystalforms in PVDF. The symbols ? and k refer to the molecularorientation perpendicular and parallel to the substrate, respectively.Adapted with permission from Ref.[30]. Copyright 1994, Elsevier
4 of 13 WANG ET AL.

Another key parameter that can tune the crystalline film morphol-
ogy is the interaction between polymer and substrate. The ease of
depositing polymers by PVD atop various substrates has been
exploited by many researchers to manipulate the molecular orienta-
tion by epitaxial crystallization. The concept of epitaxial growth of a
polymer crystal is often considered as the matching of crystallographic
orientation between the guest polymer and the crystalline sub-
strate.[26,101] Typical substrates used for this purpose are alkali halide
or crystalline polymers.[30,70,74] In 1975, Hattori and co-workers
reported the epitaxial growth of low-molecular weight PE by perform-
ing thermal evaporation atop KCl substrates.[74] At room temperature,
rod-like crystals of PE were formed on the cleaved face of a KCl single
crystal, with the chains preferentially aligned parallel to the substrate.
The crystal structure developed as ellipse-like and disk-like patterns at
substrates temperature of 100�C and 150�C, respectively. At approxi-
mately the same time, the epitaxial growth of thermally evaporated
polymers was also applied to reveal the surface topography of the
crystal underlayers, and further be exploited as a means to tune sur-
face functionality.[70,102,103] Wittmann and Lotz deposited a decorat-
ing layer of PE crystallized atop a solution processed PE single crystal;
the resulting film structure is shown in Figure 2A.[104] The vapor
deposited PE aligned as edge-on lamellae atop the crystal substrate,
with chains parallel to the direction of the growth face, as illustrated in
Figure 2B.[30,104] The crystallization features of the top layer revealed
sectorization of the underlying solution processed PE during crystalli-
zation. It is worth noting that this type of multiple layered film com-
prising the same polymeric material can only be achieved by dry
processes such as vapor deposition. Applying the same concept but
using CNTs as the substrate, Li and co-authors created unique two-
dimensional (2D) patterns of PE crystals termed nanohybrid shish
kebab (NHSK). Figure 3A is a representative transmission electron
microscopy (TEM) micrograph of a PE-coated single-walled carbon
nanotube (SWNT).[71] With a schematic illustration in Figure 3B, the
formation of the 2D structure, where the rod-like PE crystals stack
with their long axes normal to the nanotube, was attributed to a soft
epitaxial mechanism due to the extremely small diameter of the nano-
tubes limiting the strict lattice matching of PE crystal chains.[71,105]
Film morphology after vapor deposition can also be affected by
other parameters including target shape and laser source in the case
of PLD. For instance, Li et al. deposited PTFE films atop silicon wafers
by PLD from two different targets: polished pellets and pressed pow-
der. After ablation by a KrF (λ = 248 nm) excimer laser at a substrate
temperature of 300�C, the film made from the pressed powder was
FIGURE 2 A, Decorated single crystal of a polyethylene fraction. Note that sectorization in four quadrants revealed by the orientation of the
decorating rods. Scale bar: 1 μm. Adapted with permission from Ref. [104]. Copyright 1985, John Wiley and Sons. B, Illustration of epitaxial crystalgrowth of polyethylene on a polyethylene single crystal. Adapted with permission from Ref. [30]. Copyright 1994, Elsevier
FIGURE 3 A, TEM image of PE-decorated SWNTs. Arrows indicate
“nanocentipede-like” 2D nanostructures, which are named 2Dnanohybrid shish kebabs. SWNTs form the central shish and PE rodsform the kebabs. The inset shows a “nanonecklace” formed by PEdecorating on a SWNT loop. Note that PE rods are locallyperpendicular to the SWNT axis. (b) Schematic representation of the2D NHSK. PE chain axes are perpendicular to the PE rod crystals, whilethey are also parallel to the SWNT axis. 2, 3, and 4 show the PE chainorientation on CNTs with different chirality. No matter whether theCNT possesses an armchair (2), a zigzag (3), or a chiral configuration (4),PE chains are always parallel to the CNT axis, suggesting a soft epitaxygrowth mechanism. Both images adapted with permission from Ref.[71]. Copyright 2006, American Chemical Society
FIGURE 4 Schematic of matrix assisted pulsed laser evaporation
(MAPLE)
WANG ET AL. 5 of 13

smoother than the one from polished pellets due to rapid depolymeri-
zation of the polished pellets.[106] Jiang and co-authors utilized XRD
and TEM to characterize the film morphology of PTFE atop glass
slides or carbon-coated copper grids by PLD using a KrF (λ = 248 nm)
laser. At a substrate temperature between 200�C and 450�C, the films
comprised both amorphous and crystalline regions. The crystalline
structure was highly ordered with the long helical molecular chains
oriented parallel to the interface plane with the substrate.[100] A simi-
lar film structure for PTFE atop silicon wafers at a substrate tempera-
ture of 300�C was also observed using a femtosecond pulsed Ti:
Sapphire (λ = 800 nm) laser.[107] Nonetheless, when PTFE films atop
silicon wafers were made by a synchrotron beam (critical wavelength
of 1.5 nm), the chain orientation became perpendicular to the sub-
strate surface at room temperature deposition, compared to parallel
chain orientation of the same films made using a Yttrium Aluminium
Garnet (YAG) laser (λ = 266 nm).[108] Zhang et al. reasoned the differ-
ence to be the result of a different deposition mechanism. Employing
a quadrupole mass spectroscopy, they found saturated fluorocarbons
were ejected from the target by a photochemical reaction mechanism
when a synchrotron beam was used, as opposed to a normal laser
ablation yielding radicals of monomers by thermal unzipping of poly-
mer chains.[108] The larger oligomers from the synchrotron irradiation
were more susceptible to form lamellar structures with the molecular
axes normal to the interface.[108–110]
The current section has discussed the ability of PVD to control
the crystal form, extent of crystallinity, and crystal chain orientation
by exploiting the effects of substrate temperature, substrate type and
other parameters such as target shape and laser source on film mor-
phology. However, many of these approaches are limited toward fully
understanding the processing-structure-property relationships due to
polymer degradation. One way of overcoming such challenge is to
employ newly developed techniques. Recently, a PVD technique
termed MAPLE has been proven to minimize chemical modification of
polymers. The gentler deposition approach sets the stage for studying
polymer thin film crystallization in greater details. In the next section,
we discuss the unique film formation mechanism of MAPLE, followed
by highlighting our work in advancing the field by employing MAPLE
to enhance the understanding of structure-property relationships of
polymer films formed by top-down deposition.
4 | MATRIX ASSISTED PULSED LASEREVAPORATION
Developed nearly two decades ago, MAPLE is a PVD technique that
can effectively minimize polymer damage during deposition.[111] While
it utilizes a laser sources similar to PLD, such as UV excimer
lasers,[86,112] IR lasers,[48,113,114] and FEL lasers,[115] MAPLE uniquely
adapts a sacrificial solvent in the target composition to absorb the
majority of the laser energy. Such design preserves the target polymers
and produces films with identical chemical structure and molecular
weight to the starting material.[86,116] A schematic of MAPLE is illus-
trated in Figure 4. Deposition is initiated by laser ablation on a cryogen-
ically frozen target comprising a dilute polymer solution. Subsequently,
phase explosion occurs at the target surface, releasing a vaporized
plume containing both polymer and solvent into the vacuum. Film for-
mation proceeds by the addition of polymer molecules, as the volatile
solvent gets pumped away.[31] The polymer-friendly technique has
been applied to crystalline polymers such as PEO and PE for systematic
crystallization studies.[34,112,117] Furthermore, it allows for fabricating
electronic and photonic devices with polymers.[48–50] The size of these
polymers range from 3 to 70 kDa. For example, Ge et al. recently
reported a solar-cell performance of over 3% by MAPLE-deposited
poly(3-hexylthiophene):[6,6]-phenyl C61-butyric acid methyl ester using
an Er:YAG laser (λ = 2.94 μm).[51] Yet application wise, the major limita-
tion of MAPLE is the unfavorable surface feature. In many cases,
MAPLE-deposited films have notable surface roughness with a large
size distribution of polymer globules.[114] Molecular dynamics
FIGURE 5 A, Schematic showing the transport of polymer-matrix clusters during MAPLE process. Film fabrication is achieved by the deposition
of concentrated polymer droplets. Adapted with permission from Ref. [34]. Copyright 2018, American Chemical Society. B, AFM height image ofMAPLE-PEO film formed on Si substrate with Tdep = 25�C, featuring the growth of 2-dimensional mono-lamellar crystals (MLC) from nucleatingdroplets marked with N1-N3. The inset schematically shows the structure of PEO crystalline islands. Adapted with permission from Ref. [112].Copyright 2016, American Chemical Society. C, AFM height image of MAPLE-PE formed on Si with Tdep = 75�C, showing the morphology of PEnanocrystals consisting of a single lamella or a few stacked lamellae. The inset schematic shows the structure of the PE nanocrystals. Adaptedwith permission from Ref. [34]. Copyright 2018, American Chemical Society
6 of 13 WANG ET AL.

simulation by Leveugle et al. explained the surface roughness to be a
result of the deposition mechanism itself, which involved cluster forma-
tion consisting of polymer chains.[118] In order to improve the film qual-
ity, researchers have managed different ways such as creating
emulsions within the target composition[119] and selecting solvents
which have high absorption of the laser source.[120,121]
5 | CRYSTALLIZATION OF POLYMER THINFILMS BY MAPLE
Our investigation on crystallization of polymers thin films by MAPLE has
been focused on the governing rules of crystallization kinetics occurring
during extremely slow film growth.[34,112,117,122] While MAPLE achieves
concurrent film growth and crystallization similar to other PVD technolo-
gies, it is distinguished in that (1) the polymer is ejected from the target
in the form of a polymer-matrix clusters rather than a gas phase, and
(2) the chemical nature and molecular weight of the target polymer can
be preserved. This results in some unique features in crystal nucleation-
growth mechanism atop the substrate, and more importantly, allows the
manifestation of long-chain effects of the molecules in crystallization,
that is, chain-folding and adsorption to substrate surface. In the following
section we will address our recent work in advancing the understanding
of polymer crystallization in thin film geometry byMAPLE.
5.1 | Crystal nucleation and growth mechanism inMAPLE
In MAPLE processing, film fabrication is achieved by the assembly of
nano-sized to micron-sized polymer droplets rather than individual mole-
cules. During laser ablation of a target matrix, polymer chains trapped in
the matrix are entrained together in the ablation plume.[123] Subsequently,
the polymers deposit as confined droplets atop a substrate, as schemati-
cally shown in Figure 5A.[112,124,125] The diameter of the droplets typically
ranges from tens of nanometers to a few micrometers. Depending on the
substrate temperature and droplet size, the droplets either self-nucleate,
crystallize from a crystal growth front, or remain in the liquid phase.
The distribution of size in deposited polymer droplets plays a critical
role in crystal nucleation due to finite size effects on the rate of nucle-
ation.[24] The nucleation probability is greater in larger liquid droplets.[24]
When polymer droplets are larger than a critical size, they self-nucleate
during deposition, while smaller droplets remain in the liquid state.[19,126]
By short time MAPLE deposition with slow film growth rates, we could
examine the early stage film morphology composed of confined polymer
droplets. Figure 5B shows an atomic force microscopy (AFM) height
image of the morphology of a PEO (Mn = 4600 g/mol, Mw/Mn = 1.1)
film deposited onto a silicon (Si) substrate byMAPLE (MAPLE-PEO).[112]
The substrate temperature during deposition (Tdep) was 25�C, which is
much lower than the melting temperature of the target PEO (Tm ~ 60�C).
The film comprised three distinct structures: nucleating droplets, 2D
dendritic patterns consisting of mono-lamellar crystals, and the sur-
rounding amorphous phase. Figure 5B illustrates three large droplets
denoted N1, N2, and N3, which are nucleating droplets formed by self-
nucleation. Once nucleating droplets form, they render the crystallization
of small droplets into 2D patterns on the surrounding. The resulting
structure is schematically described in the inset of Figure 5B. The liquid
layer is formed by small droplets isolated from any crystalline islands and
is incapable of self-nucleation and epitaxial nucleation from growth
fronts of the crystalline islands.
For strong crystal formers, however, such size-effect on nucleation
may not be evident. Figure 5C shows an AFM height image of nanoscale
polymer crystals formed by the deposition of low-molecular weight PE
(Mn = 3000, Mw/Mn = 1.10) atop Si at Tdep = 75�C (MAPLE-PE), which
FIGURE 6 A, AFM height image magnifying the PE nanocrystals consisting of a single lamella formed by MAPLE deposition at Tdep = 75�C.Adapted with permission from Ref. [34]. Copyright 2018, American Chemical Society. B, Representative height profiles of PE MLCs formed atvarious Tdep. The MLC formed at Tdep = 116�C had a uniform thickness of ~27 nm, which corresponds to the fully extended chain length of thetarget PE (Mn = 3000). Adapted with permission from Ref. [34]. Copyright 2018, American Chemical Society. C, AFM height image showing thePEO film morphology formed on Si with two sequential MAPLE depositions (1st and 2nd MAPLE) at different Tdep; the substrate temperaturewas maintained at 25�C during 1st MAPLE and maintained at 35�C during the following 2nd MAPLE, as schematically described in the inset. D,AFM height profiles of the four PEO MLCs marked with P1-P4 in panel (c). The dashed circle highlights ~3 nm step change in the thickness of thefour MLCs, which was caused by the sudden change in Tdep from 25 to 35�C during deposition
WANG ET AL. 7 of 13

is more than 50�C below the typical melting temperature of the target
PE (Tm ~ 127�C).[34] Most of the isolated PE nuclei were comprised of
~10-nm-thick PE mono-lamellae, as schematically shown in the inset of
Figure 5C, which implied that the nucleation capability of PE was suffi-
cient to form single-lamellar nuclei. As a result, the structural formation
of PE films formed byMAPLE was highly driven by nucleation of individ-
ual droplets, which was in stark contrast to the case of PEO whose self-
nucleation event was only limited tomicron-sized droplets.
5.2 | Control of lamellar thickness and meltingtemperature
The folded-chain structure of polymer crystals has a critical influence on
the metastability as well as the mechanical,[127–130] and electrical prop-
erties of semi-crystalline polymers.[131–134] Therefore, controlling the
lamellar thickness is of significant interest in polymer processing. Since
chain-folding is strongly governed by crystallization temperature,[135,136]
precise tuning of the crystallization temperature (Tc) over a wide range
is desirable to engineer the lamellar thickness in semi-crystalline poly-
mer films. PVD has a significant advantage in that it enables a facile con-
trol of the substrate temperature at which the target material
condensates; this prevents the occurrence of crystallization at untar-
geted temperature on slow cooling from a liquid state. Conventional
PVD techniques, however, were not suitable for systematically studying
the chain-folding behavior due to the fracture of macromolecules during
vaporization. In this sense, the use of MAPLE processing was necessary.
Via MAPLE, a strong correlation between lamellar thickness of
the deposited polymers and Tdep has been identified with two model
polymers, low-molecular weight PE (Mn = 3000, Mw/Mn = 1.10) and
PEO (Mn = 4600 g/mol, Mw/Mn = 1.1). Figure 6A exhibits the AFM
morphology of PE single-lamellar crystals atop silicon wafers, whose
height corresponds to the lamellar thickness. The height profiles of PE
single crystals formed at four different Tdep, that is, 75, 80, 100, and
116�C are compared in Figure 6B. While the crystals formed with
Tdep = 116�C exhibited a fully extended chain length of ~27 nm, the
lamellar thickness clearly decreased as Tdep was lowered.[34]
In addition, by manipulating Tdep during MAPLE, crystals with dif-
ferent lamellar thickness can be formed in one film. Figure 6C shows
an AFM height image of PEO lamellar crystals, grown using the tem-
perature protocol described in the inset of Figure 6C. The deposition
started with Tdep = 25�C (MAPLE 1st), temporarily ceased to raise the
Tdep to 35�C and continued again with Tdep = 35�C (MAPLE 2nd). The
rise of Tdep from 25�C to 35�C led to a ~3 nm step increase in lamellar
thickness of the growing PEO crystals, as shown in Figure 6D that
measures the height profiles along P1-P4 in Figure 6C. Such a sudden
change of Tc while growing different layers of crystals by top-down
approach would not be possible in the case of solution processing and
melt-crystallization, where crystals rapidly grow from a consolidated
liquid phase. By MAPLE, a delicate control of polymer crystallization
could be realizable by extremely slow film growth combined with the
capability of tuning Tc by Tdep.
The control over the film morphology with Tdep during MAPLE
leads to different thermal properties of the deposited polymer films.
Due to the metastability of lamellar crystallites bounded by amor-
phous surfaces, their Tm strongly varies with lamellar thickness, fol-
lowing the Gibbs-Thomson relationship.[41] The strong correlation
between Tdep and Tm in MAPLE-deposited PE films was successfully
verified using flash-calorimetry (flash-DSC) technology.[34] Flash-DSC
can measure heat flow from an infinitesimal amount of a sample
(<1 μg) placed on a flash-DSC chip with ultra-high rates of cooling and
heating.[137–139] By MAPLE, PE was directly deposited onto a flash-
DSC chip as shown in Figure 7A. The temperature of the chip during
deposition (=Tdep) was controlled by a MAPLE substrate heater.
Figure 7B plots the flash-DSC first heating thermograms of
MAPLE-PE samples obtained with various Tdep, where melting peaks
were clearly captured. The manipulation of Tdep over 118�C (−2-116�C)
resulted in a dramatic change in Tm over 20.6�C (105.7-126.3�C). For
reference, Figure 7B also illustrates the melting peaks of the same PE
obtained by melt-crystallization in bulk (~mg) with two cooling rates;
one by 0.5�C/min (dashed line in Figure 7B) and the other by quench-
ing into liquid nitrogen (LN2, dotted line in Figure 7B). Those two
FIGURE 7 A, Optical image that shows the sample stage of a flash-DSC chip after MAPLE PE deposition. The white dashed line marks the region
of the deposited film. B, Plots comparing normalized flash-DSC first heating thermograms of MAPLE-PE formed with various Tdep, ranging from−2 to 116�C. The dotted curve and dashed curve are the normalized heating thermograms of LN2–quenched bulk PE (5.1 mg) and slowly cooledbulk PE (12.7 mg) with a cooling rate of 0.5�C/min, respectively, which were obtained using a conventional DSC (bulk-DSC). C, Plots showing theTm-Tdep relationship of MAPLE-PE (MAPLE, green circles) and the Tm-Tc relationship of melt-crystallized PE. For melt-crystallization, two methodswere used: Isothermal crystallization using flash-DSC (ISO, blue triangles) and non-isothermal crystallization by cooling with various rates usingbulk-DSC (NIC, red squares). The target crystallization temperature in ISO and the peak temperature of the exotherm in NIC were defined as Tc.line 1 was obtained from all MAPLE, NIC, and ISO data ranging from Tdep (or Tc) = 75 to 116�C, while line 2 was obtained from MAPLE-PE dataranging from Tdep = −2 to 75�C. All images are adapted with permission from Ref. [34]. Copyright 2018, American Chemical Society
8 of 13 WANG ET AL.

extreme cooling rates only resulted in 1.8�C difference in Tm, that is,
Tm = 128.2�C with 0.5�C/min and Tm = 126.4�C with LN2 quenching.
This is mainly because a typical melt-crystallization process is limited to
achieve nucleation at a large supercooling. This comparison clearly
highlights the exceptional tunability of Tm by MAPLE.
How Tdep governs the crystallization of PE during MAPLE can be
further clarified by comparing the correlation between Tdep and the
actual crystallization temperature of PE during film formation.
Figure 7C plots the Tdep-Tm relationship of MAPLE-deposited PE and
Tc-Tm relationship of the same PE by melt-crystallization. Traditional
DSC (bulk-DSC) and flash-DSC were used to obtain the melt-
crystallization data. Above 75�C of Tdep or Tc, all three data sets were
reasonably fit to one straight line (line 1 in Figure 7C), indicating that
the crystallization of PE in MAPLE occurred at Tdep (Tdep = Tc). Such lin-
ear relationship between Tc and the corresponding Tm was expected
for polymer crystals formed at a relatively low undercooling (ΔT = Tm� -
Tc), where Tm� is the equilibrium melting temperature.[140–142] In the
Tdep range below 75�C, however, the Tdep-Tm data followed a different
line (line 2 in Figure 7C), at which Tm depression rate was about 3.9
times smaller than the rate on line 1. In this case the PE prematurely
crystallized prior to reaching Tdep (Tc > Tdep), suggesting that the charac-
teristic nucleation induction time in PE droplets (τnucl) is smaller than
the time scale of heat equilibration at the substrate (τheat) in such a low
temperature range. Considering the dominant droplet size of PE in
MAPLE as 1 μm or below in radius, the target PE material is expected
to nucleate prior to thermal equilibration (τnucl < τheat) at a temperature
below ~63�C, which reasonably supports the deviation of Tdep-Tm
below Tdep ~ 75�C.[34] While the crystallization temperature in MAPLE
is also eventually bounded by the nucleation of PE, the non-zero slope
of line 2 suggests that the depositing PE chains are still effectively
cooled prior to nucleation at temperatures where τnucl < τheat.
5.3 | Adsorption of polymers during MAPLE
At the moment of deposition atop a substrate, polymer droplets may
physically adsorb to the surface, thereby impeding crystallization. As
hinted previously, such adsorption would be evident when the
nucleation capability of the deposited polymer droplets is low, that is,
when the droplet is smaller than the critical size for nucleation or Tdep
is higher than the temperature allowed for self-nucleation. While
MAPLE of PE does not show a noticeable evidence of adsorption due
to the strong nature of PE to crystallize, the effect of droplet size and
Tdep on adsorption can be clearly observed in MAPLE-deposited PEO.
PEO films grown atop Si by MAPLE exhibit an adsorbed layer formed
by the deposition of small PEO droplets that failed to nucleate.[112,117]
MAPLE of PEO at a temperature slightly below the bulk melting tem-
perature (~60�C) can form a film that remains in liquid phase across
the deposited area.[112,117]
Adsorption during MAPLE can lead to the loss of the crystallizability
of deposited polymer films. In the case of metals and molecular com-
pounds deposited via PVD, any deposited species would eventually crys-
tallize by forming isolated nuclei or incorporating into any nearby
growing crystals.[143,144] In MAPLE of PEO, however, adsorbed molecules
can stay adsorbed persistently even upon contact with crystal growth
fronts.[112,117] Figure 8A presents the evolution of 2D PEO crystals during
the total 6 hours of MAPLE at Tdep = 25�C atop Si. The deposition was
divided into three distinct 2 hours depositions to capture optical images
of the same region in the intervals. While the 2D crystals formed in the
first MAPLE showed clear evidence of growth during the second MAPLE
interval, no detectable growth of the crystals was observed during the
third deposition. Figure 8B captures the AFM morphology of a PEO film
formed after 6 hours of deposition and the corresponding height profile.
Clearly, the growth front of 2D crystals was surrounded by an adsorbed
layer with nanometer thickness (nanolayer) without a depletion zone. This
suggests that the amorphous PEO in direct contact with the crystalline
face is kinetically stable against crystallization.
The kinetic stability of the adsorbed PEO nanolayer against crys-
tallization can depend highly on deposition temperature. In the above
study, while adsorbed PEO formed at Tdep = 25�C was stable against
crystallization, MAPLE at Tdep = 50�C rendered strong crystal growth
from the nanolayer when the substrate temperature was cooled to
25�C after the deposition.[117] The effect of Tdep on the stability of
nanolayer was investigated by post-deposition aging of the two
MAPLE-PEO samples (Tdep = 25, 50�C) at the same aging temperature
FIGURE 8 A, Optical microscopy images captured with 405 nm-laser showing the growth of 2D crystals after additive PEO deposition atop Si. The same
region of the sample was captured after 1st, 2nd, and 3rd MAPLE deposition, each of which was performed at Tdep = 25�C for 2 hours. B, AFM heightimage showing the morphology of MAPLE PEO film formed after 6 hours of deposition (upper panel) and the corresponding AFM height profile (lowerpanel). Dendritic 2D crystals, a surrounding nanolayer, and an area scraped with a razor blade (Si surface) are depicted. No depletion zone exists between2D crystal growth front and the contacting nanolayer. Both images are adapted with permission from Ref. [117]. Copyright 2016, American Chemical Society
WANG ET AL. 9 of 13

(Tag = 25�C) under N2 environment. In both samples the morphology
of a ~5 nm thick nanolayer, formed by 3 hours of MAPLE deposition,
was monitored during aging. Figure 9A compares the AFM images
when Tdep = 25�C captured before (left panel) and after 27 days of
aging (right panel), which showed no evidence of the growth of 2D
crystals into the nanolayer region. In contrast, when Tdep = 50�C crys-
tallization in the nanolayer during aging at 25�C was observed; see
Figure 9B. Figure 9C exhibits the AFM image of film when Tdep = 50�C and after crystallization during aging. The ~10 nm height of the 2D
crystals (see lower panel of Figure 9C) provides evidence that the
crystallization occurred during aging at 25�C.
The stability of adsorbed PEO against crystallization was correlated
to the degree of attractions between the PEO and the underlying sub-
strate. The degree of adsorption was conjectured by measuring the resid-
ual nanolayer thickness of MAPLE-deposited PEO samples after washing
in toluene. Washing the polymer film in a solvent can uncover loosely
adsorbed chains, therefore a positive correlation is expected between the
degree of adsorption and residual film thickness.[145–147] Before solvent
washing, both Tdep = 25�C and 50�C samples had an ~5-nm thick uniform
nanolayer as a result of MAPLE deposition for 3 hours. Figure 9D shows
a representative AFM profile of a residual nanolayer deposited at Tdep =
25�C after solvent washing. As compared in Figure 9E, there was no
meaningful decrease in the thickness of the nanolayer after washing,
which proved the strong adsorption of PEO to the substrate. In
comparison, the AFM profile of a residual nanolayer deposited at Tdep =
50�C shown in Figure 9F clearly exhibited a noticeable loss of PEO after
washing. Figure 9G compares the average nanolayer thickness before and
after solvent washing, which showed a noticeable decrease from ~5 to
~1 nm. While the origin of how deposition temperature affects the
degree of adsorption is still unclear, the results here imply that the deposi-
tion temperature in PVD can critically affect the conformation (or energy
state) of the deposited polymer chains. Another intriguing fact from the
above results was that the crystallization of long-chain molecules in PVD
can exhibit anomalies compared to other crystalline solids due to their
ability to strongly interact with underlying substrates.
In this focused section, we have discussed two model polymers
deposited by MAPLE and their differences in film morphology and the
resulting thermal properties. We first showed that substrate tempera-
ture during MAPLE has a critical impact on crystal lamellar thickness
and melting temperature. Deposition temperature-lamellar thickness-
melting temperature relationships observed in MAPLE of PE agree
well with our conventional understanding of polymer crystallization
from solution or liquid phase. Due to the rapid cooling effect during
the deposition of confined polymer droplets, tuning of lamellar thick-
ness and melting temperature could be achieved over a wide tempera-
ture range. In addition, the extremely slow deposition rate of
polymers allows for the manipulation of substrate temperature during
FIGURE 9 A, AFM height images comparing the film morphology of MAPLE-PEO film made with Tdep = 25�C right after deposition (left panel)
and after 27 days of post-deposition aging at 25�C under N2 environment (right panel). The yellow dashed lines indicate the position of crystalgrowth fronts in as-deposited sample, highlighting that there was no growth of the 2D crystals into the nanolayer region during the 27 days ofaging. B, Optical microscopy images captured with 405 nm-laser showing 2D crystal growth during post-deposition aging at 25�C in a MAPLE-PEO film made at Tdep = 50�C. The film was quickly transferred onto a 25�C temperature stage after MAPLE for aging and optical microscopyobservation. The upper panel was captured right after crystallization in droplet N1 and the lower panel was captured after 1 hour of aging. C,AFM height image (upper panel) showing 2D crystals grown from a nanolayer during post-deposition aging. Left side of the film was scraped witha razor blade. The measured height of the 2D crystals was ~10 nm as depicted in the lower panel. D, AFM height profile of a residual nanolayerafter 20 minutes of toluene washing in MAPLE-PEO film made at Tdep = 25�C. E, Graph comparing nanolayer thickness in MAPLE-PEO film madeat Tdep = 25�C before and after toluene washing. F, AFM height profile of a residual nanolayer in MAPLE-PEO film after 20 min of toluenewashing. The original film was made at Tdep = 50�C. G, Graph comparing nanolayer thickness in MAPLE-PEO film made at Tdep = 50�C beforeand after toluene washing. All images are adapted with permission from Ref. [117]. Copyright 2016, American Chemical Society
10 of 13 WANG ET AL.

deposition, resulting in a non-uniform lamellar thickness of crystals in
the same film. Next, we demonstrated that the deposition tempera-
ture could affect the stability of the adsorbed polymers formed at the
substrate surface. In MAPLE deposition of PEO, the adsorption
strongly affects the nucleation of deposited PEO droplets as well as
the crystal growth kinetics. Interestingly, the stability of adsorbed
layers against crystallization showed a dependence on deposition
temperature. We anticipate structure-property relationships observed
for these two model polymers can be generally applied to other semi-
crystalline polymer systems processed via PVD.
6 | FUTURE WORK
Future directions of using PVD to study polymer crystallization in thin
film geometry are vast. The development of the technique itself
should focus on addressing the limitation of material degradation,
unfavorable surface features, and technical concerns in commercial
scale-up.[148,149] Overcoming these challenges will attract more
research efforts aiming to understand the crystallization of polymer
thin films in greater details, and to expand the use of PVD application
wise. Furthermore, the fundamental studies of polymer film crystalli-
zation should exploit the film formation mechanism of PVD to design
film structures such as multilayered films comprising chemically similar
or dissimilar polymers, films made by co-polymers or polymer blends,
and polymers atop various substrates. By creating different hard or
soft interfaces, the effect of heterointerfaces or confinement on the
crystallization kinetics, and the role of irreversible adsorption on the
film properties can be further explored. This will inspire ways of engi-
neering film morphologies and material properties to meet various
application needs. Last but not least, more parameters can be investi-
gated by utilizing the advantage of additive growth mechanism from
PVD techniques such as MAPLE to monitor how they influence the
film growth at different stages. For example, the film growth rate,
molecular weight of polymers, and side branching.
7 | CONCLUSIONS
In this review, we have discussed the advances in the field of polymer
thin film crystallization by PVD. As a top-down deposition method,
PVD offers a new route aiming to unveil the processing-structure-
property relationships and to control film morphology for various
application needs. The key parameters such as substrate temperature
and substrate type have been addressed by studies using classical
PVD techniques such as thermal evaporation and PLD, as they can
control the crystal form, extent of crystallinity, and polymer chain ori-
entation. Furthermore, we have shown that a more recent PVD tech-
nique known as MAPLE can expand the research topics by
overcoming the limitations caused by polymer degradation. In MAPLE,
polymers are confined within separate droplets. The crystallization of
these droplets atop a substrate has revealed a dependence of crystal
lamellar thickness and melting temperature on the deposition temper-
ature, thereby proving the tunability of film morphology by selection
of MAPLE deposition protocols. By changing the substrate
temperature, or effectively the crystallization temperature, we
showed the tunability of melting temperature by 20.6�C for MAPLE-
deposited PE. Additionally, we proposed different kinetic stability of
MAPLE-deposited PEO films at various deposition temperatures due
to the development of irreversibly adsorbed layers during the deposi-
tion. Despite the distinct film formation mechanism of each PVD tech-
nique described above, we believe ways to control film morphology
and thermal properties by tunable parameters such as substrate tem-
perature and substrate type are generally applicable to other top-
down vapor deposition techniques when polymer degradation is
prevented.
ACKNOWLEDGMENTS
H.J. acknowledges support from Kwanjeong Educational Foundation
in South Korea. C.B.A. and R.D.P. acknowledge the support of the
National Science Foundation (NSF) Materials Research Science and
Engineering Center Program through the Princeton Center for Com-
plex Materials (DMR-1420541). R.D.P. acknowledges the support of
the AFOSR through a PECASE Award (FA9550-15-1-0017).
ORCID
Rodney D. Priestley http://orcid.org/0000-0001-6765-2933
REFERENCES
[1] Y. Liu, J. Zhao, Z. Li, C. Mu, W. Ma, H. Hu, K. Jiang, H. Lin, H. Ade,H. Yan, Nat. Commun. 2014, 5, 5293.
[2] L. Lu, T. Zheng, Q. Wu, A. M. Schneider, D. Zhao, L. Yu, Chem. Rev.2015, 115, 12666.
[3] J. R. Tumbleston, B. A. Collins, L. Yang, A. C. Stuart, E. Gann, W. Ma,W. You, H. Ade, Nat. Photonics 2014, 8, 385.
[4] A. J. Moulé, K. Meerholz, Adv. Funct. Mater. 2009, 19, 3028.[5] R. Noriega, J. Rivnay, K. Vandewal, F. P. Koch, N. Stingelin, P. Smith,
M. F. Toney, A. Salleo, Nat. Mater. 2013, 12, 1038.[6] H. Sirringhaus, Adv. Mater. 2014, 26, 1319.[7] S. Wang, S. Fabiano, S. Himmelberger, S. Puzinas, X. Crispin, A. Salleo,
M. Berggren, Proc. Natl. Acad. Sci. U. S. A. 2015, 112, 10599.[8] S. S. Lee, Y.-L. Loo, Annu. Rev. Chem. Biomol. Eng. 2010, 1, 59.[9] Q.-D. Ling, D.-J. Liaw, C. Zhu, D. S.-H. Chan, E.-T. Kang, K.-G. Neoh,
Prog. Polym. Sci. 2008, 33, 917.[10] Z. Hu, A. M. Jonas, Soft Matter 2010, 6, 21.[11] H. Wang, J. K. Keum, A. Hiltner, E. Baer, B. Freeman, A. Rozanski,
A. Galeski, Science 2009, 323, 757.[12] T. Sharma, S.-S. Je, B. Gill, J. X. Zhang, Sens. Actuators, A 2012,
177, 87.[13] N. Fujitsuka, J. Sakata, Y. Miyachi, K. Mizuno, K. Ohtsuka, Y. Taga,
O. Tabata, Sens. Actuators, A 1998, 66, 237.[14] F. Liu, Y. Gu, J. W. Jung, W. H. Jo, T. P. Russell, J. Polym. Sci. B 2012,
50, 1018.[15] M. Chowdhury, M. T. Sajjad, V. Savikhin, N. Hergué, K. B. Sutija,
S. D. Oosterhout, M. F. Toney, P. Dubois, A. Ruseckas, I. D. Samuel,Phys. Chem. Chem. Phys. 2017, 19, 12441.
[16] G. L. Schulz, S. Ludwigs, Adv. Funct. Mater. 2017, 27, 1603083.[17] N. D. Treat, P.Westacott, N. Stingelin, Annu. Rev. Mater. Res. 2015, 45, 459.[18] W. Ma, C. Yang, X. Gong, K. Lee, A. J. Heeger, Adv. Funct. Mater.
2005, 15, 1617.[19] G. Reiter, Chem. Soc. Rev. 2014, 43, 2055.[20] G. Strobl, Prog. Polym. Sci. 2006, 31, 398.[21] C. Fougnies, M. Dosiere, M. Koch, J. Roovers, Macromolecules 1998,
31, 6266.[22] G. Hauser, J. Schmidtke, G. Strobl, Macromolecules 1998, 31, 6250.[23] M. Massa, J. Carvalho, K. Dalnoki-Veress, Eur. Phys. J. E 2003, 12, 111.
WANG ET AL. 11 of 13

[24] M. V. Massa, K. Dalnoki-Veress, Phys. Rev. Lett. 2004, 92, 255509.[25] G. Reiter, G. Castelein, J.-U. Sommer, A. Röttele, T. Thurn-Albrecht,
Phys. Rev. Lett. 2001, 87, 226101.[26] J. Wittmann, B. Lotz, Prog. Polym. Sci. 1990, 15, 909.[27] Y. Ma, W. Hu, G. Reiter, Macromolecules 2006, 39, 5159.[28] S. Napolitano, M. Wübbenhorst, Macromolecules 2006, 39, 5967.[29] P. Poudel, S. Chandran, S. Majumder, G. Reiter, Macromol. Chemi.
Phys. 2018, 219, 1700315.[30] A. Kubono, N. Okui, Prog. Polym. Sci. 1994, 19, 389.[31] K. B. Shepard, R. D. Priestley,Macromol. Chemi. Phys. 2013, 214, 862.[32] J. V. Barth, G. Costantini, K. Kern, Nature 2005, 437, 671.[33] Z. Bao, A. Dodabalapur, A. J. Lovinger, Appl. Phys. Lett. 1996, 69, 4108.[34] H. Jeong, M. Chowdhury, Y. Wang, M. Sezen-Edmonds, Y.-L. Loo,
R. A. Register, C. B. Arnold, R. D. Priestley,Macromolecules2018,51, 512.[35] H.-U. Krebs, M. Weisheit, J. Faupel, E. Süske, T. Scharf, C. Fuhse,
M. Störmer, K. Sturm, M. Seibt, H. Kijewski, Pulsed Laser Deposition(PLD)--A Versatile Thin Film Technique. in Advances in Solid StatePhysics, Springer, Berlin, Heidelberg, 2003, p. 505.
[36] H. Usui, Preparation of Polymer Thin Films by Physical Vapor Deposi-tion. Functional Polymer Films, Wiley-VCH Verlag GmbH & Co.KGaA; Weinheim., Vol. 2 2011, p. 287.
[37] J. M. Carr, D. S. Langhe, M. T. Ponting, A. Hiltner, E. Baer, J. Mater.Res. 2012, 27, 1326.
[38] Y.-X. Liu, E.-Q. Chen, Coord. Chem. Rev. 2010, 254, 1011.[39] V. H. Mareau, R. E. Prud'Homme, Macromolecules 2005, 38, 398.[40] Y. Liang, M. Zheng, K. H. Park, H. S. Lee, Polymer 2008, 49, 1961.[41] Y. Wang, S. Ge, M. Rafailovich, J. Sokolov, Y. Zou, H. Ade, J. Lüning,
A. Lustiger, G. Maron, Macromolecules 2004, 37, 3319.[42] Y. Wang, C.-M. Chan, K.-M. Ng, L. Li,Macromolecules 2008, 41, 2548.[43] C. Frank, V. Rao, M. Despotopoulou, R. Pease, W. Hinsberg,
R. Miller, J. Rabolt, Science 1996, 273, 912.[44] A. V. Bune, V. M. Fridkin, S. Ducharme, L. M. Blinov, S. P. Palto,
A. V. Sorokin, S. Yudin, A. Zlatkin, Nature 1998, 391, 874.[45] R. Sreenivasan, K. K. Gleason, Chem. Vap. Deposition 2009, 15, 77.[46] M. E. Alf, A. Asatekin, M. C. Barr, S. H. Baxamusa, H. Chelawat,
G. Ozaydin-Ince, C. D. Petruczok, R. Sreenivasan, W. E. Tenhaeff,N. J. Trujillo, Adv. Mater. 2010, 22, 1993.
[47] K. P. Gritsenko, A. M. Krasovsky, Chem. Rev. 2003, 103, 3607.[48] A. Li, B. X. Dong, P. F. Green, MRS Commun. 2015, 5, 593.[49] B. X. Dong, M. Smith, J. Strzalka, H. Li, A. J. McNeil, G. E. Stein,
P. F. Green, J. Polym. Sci. B 2018, 56, 652.[50] A. D. Stiff-Roberts, W. Ge, Appl. Phys. Rev. 2017, 4, 041303.[51] W. Ge, N. K. Li, R. D. McCormick, E. Lichtenberg, Y. G. Yingling,
A. D. Stiff-Roberts, ACS Appl. Mater. Interfaces 2016, 8, 19494.[52] N. Grozev, I. Botiz, G. Reiter, Eur. Phys. J. E 2008, 27, 63.[53] Z. Hu, F. Zhang, B. Du, H. Huang, T. He, Langmuir 2003, 19, 9013.[54] Z. Hu, H. Huang, F. Zhang, B. Du, T. He, Langmuir 2004, 20, 3271.[55] K. Jeon, R. Krishnamoorti, Macromolecules 2008, 41, 7131.[56] H. Biederman, Vacuum 2000, 59, 594.[57] S. Rossnagel, J. Vac. Sci. Technol. A 2003, 21, S74.[58] R. M. Papaléo, Nucl. Instrum. Methods Phys. Res., Sect. B 1997, 131, 121.[59] P. Kelly, R. Arnell, Vacuum 2000, 56, 159.[60] D. Morrison, T. Robertson, Thin Solid Films 1973, 15, 87.[61] I. Kholodkov, H. Biederman, D. Slaví, A. Choukourov, M. Trchova,
Vacuum 2003, 70, 505.[62] M. White, Thin Solid Films 1973, 18, 157.[63] H. Biederman, M. Zeuner, J. Zalman, P. Bílková, D. Slavínská,
V. Stelmasuk, A. Boldyreva, Thin Solid Films 2001, 392, 208.[64] J. P. Youngblood, T. J. McCarthy, Macromolecules 1999, 32, 6800.[65] J. A. Franco, S. E. Kentish, J. M. Perera, G. W. Stevens, Ind. Eng.
Chem. Res. 2011, 50, 4011.[66] P. Luff, M. White, Thin Solid Films 1970, 6, 175.[67] M. Komakine, T. Namikawa, Y. Yamazaki, Macromol. Rapid Commun.
1986, 7, 139.[68] T. Yamamoto, T. Kanbara, C. Mori, Synth. Met. 1990, 38, 399.[69] T. Yamamoto, C. Mori, H. Wakayama, Z.-h. Zhou, T. Maruyama,
R. Ohki, T. Kanbara, Chem. Lett. 1991, 20, 1483.[70] J. C. Wittmann, B. Lotz, Macromol. Rapid Commun. 1982, 3, 733.[71] L. Li, Y. Yang, G. Yang, X. Chen, B. S. Hsiao, B. Chu, J. E. Spanier,
C. Y. Li, Nano Lett. 2006, 6, 1007.[72] S. R. Forrest, Nature 2004, 428, 911.
[73] S. F. Swallen, K. L. Kearns, M. K. Mapes, Y. S. Kim, R. J. McMahon,M. D. Ediger, T. Wu, L. Yu, S. Satija, Science 2007, 315, 353.
[74] Y. Hattori, M. Ashida, T. Watanabe, Nippon Kagaku Kaishi 1975, 3, 496.[75] M. Ashida, Y. Ueda, T. Watanabe, J. Polym. Sci. B 1978, 16, 179.[76] A. Choukourov, I. Gordeev, O. Polonskyi, A. Artemenko,
L. Hanyková, I. Krakovský, O. Kylián, D. Slavínská, H. Biederman,Plasma Processes Polym. 2010, 7, 445.
[77] S. Madkou, I. Melnichu, A. Choukourov, I. Krakovsky, H. Biederman,A. Schönhals, J. Phys. Chem. B 2016, 120, 3954.
[78] H. Yoon, Y. P. Koh, S. L. Simon, G. B. McKenna, Macromolecules2017, 50, 4562.
[79] R. Eason, Pulsed Laser Deposition of Thin Films: Applications-LedGrowth of Functional Materials, John Wiley & Sons, Hoboken, NewJersey, 2007.
[80] R. K. Singh, J. Narayan, Phys. Rev. B 1990, 41, 8843.[81] J. Heitz, E. Arenholz, J. Dickinson, Appl. Phys. A: Mater. Sci. Process.
1999, 69, S467.[82] S. Johnson, K. Schriver, R. Haglund Jr., D. Bubb, J. Appl. Phys. 2009,
105, 024901.[83] Y. Ueno, T. Fujii, F. Kannari, Appl. Phys. Lett. 1994, 65, 1370.[84] M. Inayoshi, M. Hori, T. Goto, M. Hiramatsu, M. Nawata, S. Hattori,
J. Vac. Sci. Technol. A 1996, 14, 1981.[85] R. Srinivasan, Science 1986, 234, 559.[86] D. Bubb, B. Ringeisen, J. Callahan, M. Galicia, A. Vertes, J. Horwitz,
R. McGill, E. Houser, P. Wu, A. Pique, Appl. Phys. A 2001, 73, 121.[87] D. Chrisey, A. Pique, R. McGill, J. Horwitz, B. Ringeisen, D. Bubb,
P. Wu, Chem. Rev. 2003, 103, 553.[88] D. M. Bubb, J. Horwitz, J. Callahan, R. McGill, E. Houser, D. Chrisey,
M. Papantonakis, R. Haglund Jr., M. Galicia, A. Vertes, J. Vac. Sci.Technol. A 2001, 19, 2698.
[89] D. M. Bubb, M. Papantonakis, B. Toftmann, J. Horwitz, R. McGill,D. Chrisey, R. Haglund Jr., J. Appl. Phys. 2002, 91, 9809.
[90] K. Tanaka, N. Okui, T. Sakai, Thin Solid Films 1991, 196, 137.[91] H. Kawai, Jpn. J. Appl. Phys. 1969, 8, 975.[92] P. Ueberschlag, Sens. Rev. 2001, 21, 118.[93] G. Sessler, J. Acoust. Soc. Am. 1981, 70, 1596.[94] A. Takeno, N. Okui, T. Kitoh, M. Muraoka, S. Umemoto, T. Sakai,
Thin Solid Films 1991, 202, 205.[95] C. Hsu, P. Geil, J. Appl. Phys. 1984, 56, 2404.[96] A. Takeno, N. Okui, T. Kitoh, M. Muraoka, S. Umemoto, T. Sakai,
Thin Solid Films 1991, 202, 213.[97] A. Kubono, T. Kitoh, K. Kajikawa, S. Umemoto, H. Takezoe,
A. Fukuda, N. Okui, Jpn. J. Appl. Phys. 1992, 31, L1195.[98] J. Sakata, M. Mochizuki, Thin Solid Films 1990, 188, 123.[99] M. G. Norton, W. Jiang, J. T. Dickinson, K. Hipps, Appl. Surf. Sci.
1996, 96, 617.[100] W. Jiang, M. G. Norton, L. Tsung, J. T. Dickinson, J. Mater. Res.
1995, 10, 1038.[101] K. Mauritz, E. Baer, A. Hopfinger, J. Polym. Sci.: Macromol. Rev.
1978, 13, 1.[102] G. A. Bassett, D. Blundell, A. Keller, J.Macromol. Sci., Part B1967, 1, 161.[103] D. Losic, J. G. Shapter, J. J. Gooding, J. Solid State Electrochem.
2005, 9, 512.[104] J. Wittmann, B. Lotz, J. Polym. Sci. B 1985, 23, 205.[105] L. Li, B. Li, G. Yang, C. Y. Li, Langmuir 2007, 23, 8522.[106] S. Li, E. Arenholz, J. Heitz, D. Bäuerle, Appl. Surf. Sci. 1998, 125, 17.[107] M. Womack, M. Vendan, P. Molian, Appl. Surf. Sci. 2004, 221, 99.[108] Y. Zhang, T. Katoh, A. Endo, J. Phys. Chem. B 2000, 104, 6212.[109] T. Katoh, Y. Zhang, Appl. Phys. Lett. 1996, 68, 865.[110] Y. Zhang, T. Katoh, A. Endo, J. Electron Spectrosc. Relat. Phenom.
2001, 119, 247.[111] R. A. McGill, R. Chung, D. B. Chrisey, P. C. Dorsey, P. Matthews,
A. Piqué, T. E. Mlsna, J. L. Stepnowski, IEEE Trans. Ultrason. Ferroe-lectr. Freq. Control 1998, 45, 1370.
[112] H. Jeong, K. B. Shepard, G. E. Purdum, Y. Guo, Y.-L. Loo,C. B. Arnold, R. D. Priestley, Macromolecules 2016, 49, 2860.
[113] W. Ge, R. D. McCormick, G. Nyikayaramba, A. D. Stiff-Roberts, Appl.Phys. Lett. 2014, 104, 223901.
[114] A. Piqué, Appl. Phys. A: Mater. Sci. Process. 2011, 105, 517.[115] D. M. Bubb, S. Johnson, B. Collins, R. Haglund Jr., J. Phys. Chem. C
2010, 114, 5611.
12 of 13 WANG ET AL.

[116] B. Toftmann, K. Rodrigo, J. Schou, R. Pedrys, Appl. Surf. Sci. 2005,247, 211.
[117] H. Jeong, S. Napolitano, C. B. Arnold, R. D. Priestley, J. Phys. Chem.Lett. 2016, 8, 229.
[118] E. Leveugle, L. V. Zhigilei, A. Sellinger, J. M. Fitz-Gerald, Appl. Surf.Sci. 2007, 253, 6456.
[119] A. D. Stiff-Roberts, R. D. McCormick, W. Ge, in SPIE LASE,The International Society for Optics and Photonics, San Francisco,California, 2015.
[120] D. Bubb, P. Wu, J. Horwitz, J. Callahan, M. Galicia, A. Vertes, R. McGill,E. Houser, B. Ringeisen, D. Chrisey, J. Appl. Phys. 2002, 91, 2055.
[121] D. Bubb, A. Sezer, J. Gripenburg, B. Collins, E. Brookes, Appl. Surf.Sci. 2007, 253, 6465.
[122] H. Jeong, Study of Polymer Crystallization by Physical Vapor Deposi-tion, Princeton University, Princeton, New Jersey, 2017.
[123] E. Leveugle, L. V. Zhigilei, J. Appl. Phys. 2007, 102, 074914.[124] Y. Guo, A. Morozov, D. Schneider, J. W. Chung, C. Zhang,
M. Waldmann, N. Yao, G. Fytas, C. B. Arnold, R. D. Priestley, Nat.Mater. 2012, 11, 337.
[125] K. B. Shepard, C. B. Arnold, R. D. Priestley, Appl. Phys. Lett. 2013,103, 123105.
[126] D. Blundell, A. Keller, J. Macromol. Sci., Part B 1968, 2, 301.[127] R. Young, Philos. Mag. 1974, 30, 85.[128] A. Galeski, Prog. Polym. Sci. 2003, 28, 1643.[129] C. De Rosa, F. Auriemma, Prog. Polym. Sci. 2006, 31, 145.[130] A. M. Harris, E. C. Lee, J. Appl. Polym. Sci. 2008, 107, 2246.[131] M. Brinkmann, J. Polym. Sci. B 2011, 49, 1218.[132] M. Baghgar, J. A. Labastide, F. Bokel, R. C. Hayward, M. D. Barnes,
J. Phys. Chem. C 2014, 118, 2229.[133] K. Singh, G. Sauve, R. Zhang, T. Kowalewski, R. McCullough,
L. Porter, Appl. Phys. Lett. 2008, 92, 238.[134] R. Zhang, B. Li, M. C. Iovu, M. Jeffries-El, G. Sauvé, J. Cooper, S. Jia,
S. Tristram-Nagle, D. M. Smilgies, D. N. Lambeth, J. Am. Chem. Soc.2006, 128, 3480.
[135] P. Barham, R. Chivers, A. Keller, J. Martinez-Salazar, S. Organ,J. Mater. Sci. 1985, 20, 1625.
[136] L. Lin, A. Argon, J. Mater. Sci. 1994, 29, 294.[137] S. Adamovsky, A. Minakov, C. Schick, Thermochim. Acta 2003, 403, 55.[138] A. A. Minakov, D. A. Mordvintsev, C. Schick, Faraday Discuss. 2005,
128, 261.[139] V. Mathot, M. Pyda, T. Pijpers, G. V. Poel, E. Van de Kerkhof, S. Van
Herwaarden, F. Van Herwaarden, A. Leenaers, Thermochim. Acta2011, 522, 36.
[140] H. Marand, J. Xu, S. Srinivas, Macromolecules 1998, 31, 8219.[141] J. D. Hoffman, J. J. Weeks, J. Res. Natl. Bur. Stand. A 1962, 66, 13.[142] L.-B. W. Lee, R. A. Register, Macromolecules 2005, 38, 1216.[143] F.-J. M. Zu Heringdorf, M. Reuter, R. Tromp, Nature 2001, 412, 517.[144] R. Hwang, J. Schröder, C. Günther, R. Behm, Phys. Rev. Lett. 1991,
67, 3279.[145] O. Guiselin, Europhys. Lett. 1992, 17, 225.[146] S. Napolitano, M. Wübbenhorst, Nat. Commun. 2011, 2, 260.[147] P. Gin, N. Jiang, C. Liang, T. Taniguchi, B. Akgun, S. K. Satija,
M. K. Endoh, T. Koga, Phys. Rev. Lett. 2012, 109, 265501.[148] J. A. Greer, Appl. Phys. A 2011, 105, 661.[149] J. A. Greer, J. Phys. D: Appl. Phys. 2013, 47, 034005.
AUTHORS' BIOGRAPHIES
YUCHENG WANG received his B.S. in Chemical
Engineering from Purdue University in 2015.
He is currently a Ph.D. candidate in the
Department of Chemical and Biological Engi-
neering at Princeton University. His research
interests include MAPLE deposition of poly-
mer thin films to achieve control over film
morphology and properties.
HYUNCHEOL JEONG received his B.S. in Chemical
Engineering from Pohang University of Sci-
ence and Technology (POSTECH) in South
Korea in 2012 and obtained his Ph.D. in
Chemical and Biological Engineering from
Princeton University in 2017. During his Ph.
D., he worked on crystallization of polymer
films by MAPLE, with interest on the phase transition of polymers
under nanoscale confinement and laser processing. Currently, he
works in Intel Corporation.
MITHUN CHOWDHURY is an associate research
scholar in the Department of Chemical and
Biological Engineering at Princeton Univer-
sity. He obtained his Ph.D. in Physics
(Polymer) from the University of Freiburg,
Germany in 2012. He completed brief post-
doctoral stays in Trinity College Dublin, Ire-
land and University of St Andrews, UK. His research interests
include glassy polymers, polymer crystallization, mechano-rheo-
logical, optoelectronic, and responsive properties of polymers, all
with an emphasis on the effect of interfaces.
CRAIG B. ARNOLD is a Professor of Mechanical
and Aerospace Engineering at Princeton Univer-
sity and is the Director of the Princeton Institute
for the Science and Technology of Materials
(PRISM). He earned his Ph.D. from Harvard Uni-
versity, and was an NRC postdoctoral fellow at
the US Naval Research Laboratory. His interests
include laser deposition, printing, and manufacturing methods, mate-
rials processing, optical design, and energy storage/conversion tech-
nologies. He is a fellow of OSA and SPIE.
RODNEY D. PRIESTLEY is an Associate Professor
in the Department of Chemical and Biological
Engineering at Princeton University. He
obtained his Ph.D. in Chemical Engineering
from Northwestern University in 2008. He
completed an NSF/Chateaubriand postdoc-
toral fellowship at Ecole Superieure de Phy-
sique et Chimie Industrielles de la Ville de Paris. His research
interests include polymer glasses, nanoconfined polymer dynam-
ics, polymer thin film and nanoparticle processing, MAPLE,
responsive and sustainable polymers.
How to cite this article: Wang Y, Jeong H, Chowdhury M,
Arnold CB, Priestley RD. Exploiting physical vapor deposition
for morphological control in semi-crystalline polymer films.
Polymer Crystallization. 2018;e10021. https://doi.org/10.
1002/pcr2.10021
WANG ET AL. 13 of 13