Embed Size (px)
Citation preview


EXPERIMENTAL MATERIALS AND METHODS
3.1 introduction 3.2 Pilot Study 3.3 Materials
3.3.1 Sewing Machine
3.3.2 Sewing Thread
3.4 Methods 3.4.1 Details of the Finishing Treatment
3.4.1.1 Scouring 3.4.1.2 Mercerising
3.4.1.3 Bleaching 3.4.1.4 Dyeing
3.5 Basic Physical Tests for the Selected Samples 3.5.1 Yarn Count (Weight Per Unit Length)
3.5.1.1 Indirect System
3.5.2 Crimp of Yarn in Fabric
3.5.2.1 Measurement of Crimp Percentage
-The Manura Crimp Tester
3.5.3 Fabric Thickness
3.5.4 Fabric Count
3.5.6 Cloth Cover Factor
3.5.7 Fabric Weight: (Weight Per Unit Area)
3.5.8 Fabric Stiffness (Bending)
3.6 Fabrication Of The Instrument
3.6.1 Sample Mounting Disc and its Assembly
3.6.2 Reflector and Bulb Holding Arrangement
3.6.3 Determining Fabric Drape
3.6.3.1 Preparation of Samples
3.6.3.2 Test Procedures
3.6.4 Method Of Calculating Drape Coefficient
3.6.4.1 Paper Cut-Weigh Method
3.6.4.2 Graphical Method
3.6.4.3 Drape Distance Ratio
3.6.4.4 Subjective Analysis of Fabric Drape

3.7 bsurement Of The Low Strssr Mechanical Properties By Kawabata Evaluatlon System - Fabric (Kes-F)
3.7.1 Tensile Property
3.7.1 -1 Linearity of the Stress-Strain Curve (LT %)
3.7.1 -2 Tensile Resilience (RT) 3.7.1.3 Elongation (EM %)
3.7.2 Bending Property
3.7.2.1 Bending Rigidity (B)
3.7.2.2 Hysteresis of Bending (2HB) 3.7.2.3 Bending Recovery (RB)
3.7.3 Shear Property
3.7.3.1 Shear Rigidity (G) 3.7.3.2 Hysteresis of Shear Force (2HG) 3.7.3.3 Hysteresis of Shear Force (2HG5) 3.7.3.4 Residual Shear Angle (RS)
3.7.4 Surface Property
3.7.4.1 Coefficient of Surface Friction (MIU)
3.7.4.2 Mean Deviation of Coefficient of Friction (MMD)
3.7.4.3 Surface Roughness (SMD)
3.7.5 Compression Property
3.7.5.1 Linearity of the Compression Curve (LC)
3.7.5.2 Work of Compression (WC)
3.7.5.3 Compressibility (EMC) 3.7.5.4 Compressional Resilience (RC)
3.8 Applkatlon Of Seams 3.8.1 Seam Direction
3.8.1 .I Horizontal Seam
3.8.1.2 Vertical Seam
3.8.1.3 Radial Seam
3.8.2 Seam Allowance
3.8.3 Stitch Density

EXPERIMENTAL MATERIALS AND METHODS
3.1 INTRODUCTION
Fabric drape is a very important low-stress wchanical property that
determines many of the practical qualities of clothing. When a fabric is draped,
certain parts of it form curves in more than one direction. This property enables
a fabric to model into a desirable shape or to produce a smooth, flowing form by
its own weight. This unique characteristic provides a sense of fullness and
graceful appearance. Thus, the investigation of fabric drape in correlation to
physical property had been initiated.
3.2 PILOT STUDY
As an initial process of research, it was felt necessary to conduct a
garment industry survey. In order to identify the common materials used for
shirting, suiting, and dress material and also about sewing particulars.
Secondly, to identify the tailoring particular that included sewing machine-
particulars, such as the make and common attachments available, type of
sewing thread used, various stitch tension in common use, type of seams, and
seam allowance. Thirdly, home maker survey was conducted in order to identify
the type of materials used for various garments.
To conduct these surveys, three questionnaire was prepared with due
Consideration to include all particulars regarding to proceed for the further study.
The questionnaire is given in the Appendix. These surveys were conducted in
Pondicheny. Samples were randomly selected. Sample size was fixed as 50

for each survey, i.e., 50 garment industry, 50 tailors and 50 homemakers who
came to the tailor shop for stitching of garments. They were interviewed to
collect information regarding purchase of materials for various garments.
3.3 MATERIALS
Based on the survey results, five fabrics were selected for the present
study of Fabric Drape - two suiting materials, two shirting materials and one
dress material. The particulars of the selected materials are as follows: Suiting
materials -(a) 100% cotton, twill weave, (b) Polyester-cotton 67133 blend, plain
weave. Shirting - (a) Polyester- cotton 67/33 blend, plain weave, (b) 100 %
Polyester. plain weave, Dress Material - 100% cotton, plain weave. Tables 3.1,
3.2 give the structural details of the study fabrics.
3.3.1 Sewing Machine
'Singer' brand sewing machine was the commonly used sewing
machine. Next comes the 'Merit' which cost less and easy to available to all. An
ordinary sewing machine without any extra attachments was used for the
present study. It had 12 levels of stitch adjustments and the machine was
electrically operated.
3.3.2 Sewlng Thread
Sewing thread commonly used was identified and found that 100%
cotton and spun polyester thread were used for most of the sewing purpose.
The common ticket number of these threads used was of 80. For the study,

Table 3.1
Details of the fabrlc Samples used for tWe Study
Sample
1
2
3
Polyester Plain
Plain
TYPe
Cotton
Cotton
Polyester/cotton
Blend (%I
100
100
67/33
Type of Weave
Twill
Plain
Plain

Table 3.2
Structural Details of the fabrk.
Sample
1
2
3
4
5
Yam count
Warp
2/40'
30'
2/30'
30'
30'
Fabric count
Weft
2/40'
30'
2/30'
30'
30'
Warp
166
76
65
64
76
Weft
72
68
48
41
66

these two thread were selected to study the effect of sewing threads on Fabric
drape.
3.4 METHODS
3.4.1 betslls Of The Finishing Treatment
Loom state cotton dress material was taken and given the following
treatment in the laboratory. Fig 3.1 shows the details of the finishing treatment
applied.
3.4.1 .I Scouring
100 grams of cotton fabric were boiled for three hours in 3000 millilitres
of water containing sodium hydroxide (20gram), soda ash (30 grams) and soap
(20 millilitres) and then washed and dried.
3.4.1.2 Mercerising
100 grams of sample was immersed in 10000 millilitres of 22 percent
sodium hydroxide solution for 30 minutes. The fabric was thoroughly washed
with running water and then with distilled water. Then it was dried.
3.4.1.3 Bleaching
Hypochlorite bleaching bath was prepared. It contained 2.5 litres of
chlorine. The fabric was soaked in the bath for 45 minutes at room temperature
and then rinsed in the tiydrogen peroxide. The peroxide treatment was carried
out at 90°C for one hour after which the fabric was washed and dried.

Gray Fabric
v Scouring
* Mercerization
w
Bleaching
7
Dyeing
Fig. 3.1 Finishing Treatment for Cotton Fabric

3.4.1.4 Dyeing
Two types of dyes were selected to dye cotton fabric, the selection of the
dye was done based on the simplicity of the method of dyeing, as dyeing was
done in the laboratory. Based on the criteria direct and vat dyes were selected
to dye the selected fabric sample [96].
Dired Dyeing
The dye was pasted with anionic wetting agent or with cold water and
then small amount of soda ash was added. Hot boiling water was then poured
on the paste slowly with constant stirring to bring the dye into solution. 5-20%
common salt and 1-3% soda ash were added as dye-bath assistants. This
liquor was slowly to its boiling point. The dye bath was drained. The fabric was
given w ld wash and then immersed in soap solution at 60'-70°C. The dyeing
sequence is present in Fig.3.2
Vat Dyeing
The vat dye was first converted into water soluble form by using reducing
agent (sodium hydrosulphite) in a strong alkaline medium created by sodium
hydroxide. It was loaded in the jigger. The bath was raised to required
temperature by indirect steam heating. After the bath temperature decreased
the fabric was washed with cold and hot water. This was followed by oxidation
by oxidizing agent and a thorough soaping with 2 g I I each of detergent and
soda ash at 70-80°c. The dyeing process is presented in the Fig 3.3.

kyr' Desizing
* Soaking
4 Hot, Cold Washing
I * Scouring
4 Hot, Cold Washing
Sodium Hypo Chlorite Bleaching * Hydrogen Peroxi e Bleaching P
Hot, Cold Washing
4 Scouring (N utralizing) f Hot, Cold ashing 1 Loading (in Jigger)
4 Dyeing (Mini urn 90 c) F Soar
Dye 'xing P Cold Washing
4 Unloading
Fig. 3.2 Cldh Preparation for Direct dyeing

Grey Cloth
4 Desizing
4 Soaking
v Hot, Cold Washing
I * Scouring
4 Hot, Cold Washing
4 Sodium Hypo Chlorite Bleaching
C Hydrogen Peroxide Bleaching I *
Hot, Cold Washing
Scouring d eutralizing) + Hot, Cold Washing
4 Drying
4 Color Pad (in pad mangle)
(in jigger & colour developing-50-60 C)
Soaping
4 Hot, Cold ,ashing
Unloading Fig 3 3
Cloth Preparation for VAT Dyeing

3.5 BASIC PHYSICAL TESTS FOR THE SELECTED SAMPLES
All the samples were conditioned to the standard atmosphere of 65 & 2%
R.H and 25' C for several days before subjecting to the physical tests [97].
3.5.1 Yarn Count (weight per unit length)
One important dimension is yam diameter assuming that it is circular in
cross section. The thickness or the fineness of the yam is determined in terms
of linear density, the fibre weight per unit length. The count of a yam is a
numerical expression of fineness. There are two systems to calculate: Direct
System & Indirect System.
In the direct yam counting system the yam number or the count is weight
per unit length of the yam. The decitex number is defined as the weight in gram
of ten thousand meters of yam. The direct system has two units: Tex (t),
Decitex (dt) & Denier(d) The tex number is defined as the weight in grams of
one thousand meters of yam.
Tex = Weight in grams / length in meter ~10,000. . (3.1)
The denier is a direct system and is defined as the weight in grams of nine
thousand meters of the material.
Denier =Weight in grams I length in meters x 9000. - (3.2)

3.5.1.1 Indirect System
The cotton count system: This is for short staple length cotton spinners.
The definition of the cotton count is the number of hanks each of 840 yards in
length that weigh one pound in weight. For yam, it is conventional to measure
out a lea (a length of yards) and weigh this in grain. Tfk grain is a division of a
pound. There are 7000 grains in one pound. Approximately 20 yards of roving
and 10 yards of sliver are considered to be sufficient. This is then converted to
cotton count using the following formula:
Cotton count = length in yards1 weight in grams x 7000 1 840 - (3.3)
The worsted count system (New): This is another indirect system, very
similar to the cotton count system, but the unit of length is different. The worsted
count is defined as the number of hanks of 560 yards in length that weigh one
pound in weight [97].
The Metric System (Nm): It uses metric rather than imperial units and
has been defined as the number of kilometer meter length that weigh one
kilogram.
Yam counts have to be related to cover factor to produce fabrics. In
1884, Thomas Ashenhurst, put forward tables of yam diameters and sets. His
conclusions provided the setting formulae from which the maximum sets for
cotton, linen, worsted and woollen yams could be calculated. This formula
served very well for simpler weaves but was not accurate with the weaves with
longer fiorrts. His wo* was thorough and he provided tables of yam diameters
for cotton, linen, worsted and woollen yams so that warp and weft sets for

Table 3.3
Yam Count
~ S . N O . I Name of the System 1 Weight lunlt 1 Length 1 unlt -1 ( I. lndlrect System I 1 1. I Cotton-English 1 I lb / Hankof840 yards I
2.
3.
4.
Cotton-French
5.
6.
7.
/ 2. I Jute, Hemp I I lb 1 14,400 yards 1
Cotton-Metric
Spun silk
% Kg
II. Direct System
Linen
Worsted
W d e n (American cut)
1.
Hank of 1000 meters
1 Kg
I lb
0.05 gms Silk, Nylon
Hank of 1000 meters
Hank of 840 yards
1 lb
I lb
I lb
450 meters
I
Lea of 300 yards
Hank of 560 yards
Cut of 300 yards
I gm
I gm
3.
4.
1000 meters
9000 meters
Tex
Denier

various weaves could be quickly calculated from them by merely multiplying
them with the weave value of the weave to be used (lable3.3)
Yam count was determined on the 'Spinlab' a Digital Balance as per
1S:3442-1966. an average of twenty measurements represented this parameter
in tex.(mglm). The yam count in the !ex system is the weight in grams of one
kilometer of yam.
3.5.2 Crimp of Yam In Fabrlc
When warp and weft yams interlace in fabric they follow a wavy or
corrugated path. Crimp percentage is a measure of the waviness in yams.
Crimp- percentage crimp is defined as the mean difference between the
straightened length and the distance between the ends of the thread while in
the cloth, expressed as a percentage.
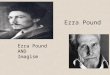
3.5.2.1 Measurement of Crimp percentage -The Manura Crimp Tester
It is specially designed to facilitate the measurement of very small
differences in the crimp of yam taken from continuous filament fabrics. By
means of this instrument, determination of crimp can be made within an
accuracy of less than 0.1 percent. The instrument is mounted on a rigid casting
and is precision-built to eliminate errors due to vibration, backlash,etc. A
pivoted grip A, in Fig 3.4 is tensioned by a spiral spring, the tension indicates
the tension necessary to bring the arm to its zero position. The grip C is
mounted on a carriage carried by rail D in such a way that it can be set at any

Crimp Tester
Fig 3.5

one of a number of fixed distances from grip A. The upper face of each grip is
of transparent plastic on which is engraved a fine line so that the ends of the
length of yam under test can be accurately located in the grips. The rail D
carrying the grip C can be moved horizontally through a distance of 25mm by 41.
means of the micrometer E that is graduated to 0.01 mm.
The micrometer is set to zero and the grip C, is at a convenient position
on rail D. Knob B is set to give the appropriate tension for the yam to be tested.
A thread is removed from a strip of fabric whose length is the same as the
selected distance between the grips; care was taken to avoid loss of twist. The
thread is inserted into the grips so that its ends coincide with the datum lines.
The distance between the grips was increased by turning the micrometer until
the grip A reaches its zero position, indicated by the extinction of an indicator
light. The increase in the length of the thread due to the removal of crimp is
indicated directly on the micrometer.
I - P Crimp% = -XI 00 P
Where 'I' length of the yam after removal of crimp
'p' cloth length of the yam.
3.5.3 Fabrk Thickness
Thickness of the fabric is determined by using the 'MERCER' Thlcknem
Gauge IS: 2w:1954.
Weight was used for pressure on the specimen. Both the pointer on the
counter were brought to zero. The sample was kept on the anvil. The pressure
57

Thickness Gauge
Fig 3.6

foot was released. The reading was noted and the mean of ten reading was
reported as the thickness of the fabric taken at 35 gf I cm2 at different areas on
the fabrics was expressed in millimeter Fig 3.5.
3.5.4 Fabric Count
In woven fabric the warp yams (lengthwise yam), are commonly referred to
as 'ends and the number of warp threads per inch are called "ends/inch'! The
threads of weft (breadthwise yams) are called 'picks'.
Pick glass was used to determine fabric count (one inch counting glass).
At ten different places counting was taken and the mean of the ten readings
was considered. The region near the selvedges were avoided because of the
spacing of the threads is often a little different near the selvedge than in the
body of the cloth.
3.5.6 Cloth Cwer Factor
The cover factor is defined as the area covered by yam when compared
with the total area covered by the fabric. It is the order of threads interlacing
(Weave). The values allow the fabrics technologists to develop fabrics and
acquire knowledge of the most suitable cover factors related to specific
requirements. An awareness of the cloth geometry theories makes it possible to
engineer fabrics theoretically rather than by trial and error techniques.
Cloth cover factor illustrates the fabric dimensions (Fabric Count and
Yarn Count). These are inter-related more particularly in plain weave.

Ends I inch and picks I inch were determined and these are the yam
numbers of the warp and weft respectively. Then warp and weft cover factors
were calculated using the formula
K, = Endsfinch
Counts
K, = Pickslinch
Counts
Where K1 = warp cover factor
KS = weft cover factor
From these the cloth cover factor
3.5.7 Fabric Weight: (weight per unlt area)
The fabric specimens were conditioned in the standard atmosphere.
Five specimens of 1" x 1" were cut from different part of the fabric. First
each specimen was weighed in the balance individually. Then the combined
weight of the fwe specimens was taken. From the average of the weight of
fabric per square inch was calculated.

3.5.8 Fabrlc Stiffness (Bendlng)
Cantilever Bending Tester - The horizontal platform of the instruments
is supported by two side piece made of plastic. These side pieces have index
line engraved at a standard angle of deflection. Attached to the instrument is a
mirror, which enables the operator to view both index lines from convenient
position. The scale of the instrument is graduated in centimeters of bending
length and it also serves as the template for cutting the specimens to size.
To carry out the test, the specimen was cut in size with the aid of the
template and then both the template and the specimen were transferred to the
platform with the fabric underneath. Both were slowly pushed forward. The strip
of the fabric was allowed to droop over the edge of the platform with the
movement of the template i.e. the scale and the fabric was continued to move
until the tip of the specimen was viewed in the mirror, which cuts both the index
lines. The bending length was immediately read from the scale mark opposite
to zero line engraved on the side of the platform Fig3.6.
Each specimen was tested four times at each end and again with the
fabric strip tumed over. Mean values for the bending length in warp and weft
direction was calculated.
B = w x c 9 . 8 1 ~ 10" UN.m
Where
B = Bending rigidity
W =Weight of the fabric in gl rn2
C = Bending length in mm.

Cantilever Bending Tester
Cantilever principle
Shirley stiffness tester
Fig. 3.6

3.6 FABRICATION OF THE INSTRUMENT
The instrument consists of two assemblies: Figure 3.7
a. Sample mountlng disc and its assembl~~
b. Reflector and bulb holding arrangement.
3.6.1 Sample Mountlng Disc and its Assembly
The sample size was taken as 30 cm diameter and the size of the
supporting disc was taken as 18 cm diameter. The supporting disc was fixed
into a platform and it was raised by means of a compressed spring. The spring
was placed in the housing in order to avoid buckling and a metal gulde rod was
also provided to achieve this. The plunger had the disc for the fabrics fixed to it
and it worked inside this housing. For fixing the fabric initially, this plunger was
pressed down, when a key in it moved along the wall of the cylinder in a slot
provided therein with a bend at the bottom against this spring pressure. As
soon as it negotiates the inner tube, the disc was locked in level with the fixed
platform.
The fixed platform consists of two transparent square disc one above the
other. The top disc with center hole of 18cms diameter is provided to mount the
sample on the supporting disc when the latter was in line with the top square
disc. The bottom disc was painted completely in Black except for a 30 cm
diameter circle, which fadl i tes the tracing of shadow of undraped sample.
Above the fixed platform, a box like transparent structure was
constructed. This box had a lid, which can be opened when a sample was

mounted. This lid was a transparent one and when closed it works as a table
and the outline of the draped specimen is drawn on a paper placed on it.
3.62 Refiector and Bulb holding Arrangement
On the case iron plate, a bracket was fixed? This bracket acts as a
support for the reflector as well as for the bulb holding arrangement. On this
bracket the reflector mirror was placed and two aluminum supports are fixed
with the reflector to avoid tilting of reflector and to hold the same firmly.
The Bulb holder was fixed on a cylindrical nut, which gets its motion from
the screw rod. This provision was given in order to get a well-defined shadow
of the draped specimen.
The power supply to the instrument is 220V, 50Hz. A step down
transformer is provided to supply power to a 5A - 12V bulb. A pilot lamp and
toggle switch were provided in order to indicate whether the instrument is
working or not.
3.6.3 Determining Fabrlc Drape
3.6.3.1 Preparation of Sam*
The sample was prepared by cutting the specimen fabric size of 30cm
diameter and providing a center hole of 6mm diameter was provided to facilitate
the fixing of sample in the supporting disc by using a template which was
designed as an accessory for the drape tester [98].
The cut samples were then pressed neatly by using a standard electric
imn at recommended temperature in order to remove the wrinkles from the test

Cusick Drapemeter
Measuring drape Coefficient
L t.- PERSPEX SUPPORT FOR
r e PAPER RING
F A W C SAMPLE
\ SUPPORTING DISC. -
Fig. 3.7
I I I / 1 1
I ,I
L l G U l SOURCE
CONCAVE MIRROR

CUSICK DRAPEMETER

specimen. Then the specimen was conditioned in a standard atmosphere of
80°F and 65% R.H. for twenty-four hours for acclimatizing the material to the
room condition.
3.6.3.2 Test Procedures
The transparent lid of the Drape Tester was opened and the supporting
disc was pressed down to the platform level and locked at that positiin is taken
out by unscrewing the knurled nut. The conditioned specimen was carefully
transferred and placed over the bottom-supporting disc. The fabric was
supported all over its area by the platform and the supporting disc. The top-
supporting disc was then placed over the fabric and was made tight by screwing
on the knurled nut over the threaded stem of the supporting disc. Carefully the
supporting discs was pressed slightly and untwisted in anti-clockwise direction,
the supporting disc unit was released and allowed to raise by means of a
compressed spring. This allows the edges of the fabric to drape freely under its
own weight.
The top lid was then closed and the sheet of paper of size35cm x35cm
was placed over the lid. The light was switched on, the illuminated light source
casts a shadow by vertical parallel light rays of the outline of the draped fabric.
The shadow of the nodes projected was traced and the center of the
outer circle or the center of the supporting disc was marked on the paper. The
tracing of the nodes was made within 30 seconds to avoid the changing in the
draping paltern of the fabric by time lag. Next by unscrewing the knurled nut
and removing the top disc, the bottom-supporting disc was pressed and locked
at the platfonn level.

The specimen was reversed to assess alternatlve draping with its
otherside on the top. The same procedure mentioned previously was adopted
and the new contour was traced. The light was switched off and the specimen
was removed.
3.6.4 Methods of Calculating Drape Coefficient
The drape co-efficient value was calculated from the outline of the
projected area of the shadow in two ways.
Paper cut weigh method. Graphical method.
3.6.4.1 Paper Cut-Weigh Method
In this method the cutting of the projected area along the contour of the
nodes was weighed. The weight of the supporting area of the paper on the disc
is deducted. The difference is divided by the weight of the uncut annular ring
paper (undraped area of the specimen). The drape coefficient values was
calculated as follows.
Drape co-efficient % = w, - Wda x,oo wa,
W, = Weight of the projected area of the paper.
Wsda = Weight of the supporting disc area of the paper
W,, = Weight of the annular ring paper.

In this method it was assumed that the linear density of the paper is
constant. For the present study an ordinary paper of constant thickness was
chosen.
3.6.4.2 Graphical Method
The shadowed image was traced on a graph paper. The original area
(size) of the fabric was determined by using the formula. The area of the
shadowed portion after the fabric fall was determined approximately by counting
the number of squares in the graph paper.
The ratio of original area to draped area was determined.
Drape coefficient % = - x i00
Where A, = projected area of the paper.
A2 = area of the supporting disc
A3 = area of the annular portion of the paper
3.6.4.3 Drape Distance Ratio
It is an alternative method to determine drape coefficient [lo].

Where
% = Drape distance ratio;
rf = radius of fabric before been draped
rd = radius of disk of drapemeter;
rad = average distance to edge of draped fabric.
3.6.4.4 Subjective Analysis of Fabrlc Drape
Miniature skirts were stitched with the five test specimens by introducing
gathers, pleats- knife pleat and box pleats.
These skirts were judged by 50 housewives and rated in five point
scale - 'excellent, good, normal, poor, very poor'. Points were awarded
according to their judgement. The correlation between the samples was found
and the correlation between the type of gathers and pleats was recorded.
3.7 MEASUREMENT OF THE LOW STRESS MECHANICAL PROPERTIES BY KAWABATA EVALUATION SYSTEM - FABRIC (KES-F)
The KES-F system was used for objective evaluation of the sample
fabrics. Instrument parameter details are given in the Table 3.1. For testing,
high sensitive conditions were used as per the Kawabata's instruction manual,
for each of 5 KES-F test procedures. A sequence was established for testing
each of fabric strain, bending, ,shear and tensile testing. The important area of
the sample preparation was also considered. It was necessary to store the
samples in a flat, unstrained state; conditioned for 24 hours before testing,
Subjected to minimum handling. The 200mm x 200mm specimen was prepared

FB-L SURFACE FRICTION L ROUGHNESS
Fig. 3.9
Kawabata Evaluation System Fabric

by unraveling threads from a sample cut to approximately 210mm x2lOmm, in
order to minimize the strain at the sample edges during specimen preparation.
Based on the recommendation of the research workers-Mahar (991; Ly
and Denby [100][101] four samples were tested on each instrument for each
fabric to be evaluated.
Measurements have been made for each samples in both warp and weft
directions for tensile, bending, shear and surface properties Figure 3.9. Four
measurements per sample in each thread direction for bending, shear and
surface properties were made. The various properties tested are given in the
subsequent heads.
3.7.1 Tensile Property
A 20 cm X 5 cm sample was cramped and extension was applied along
the 5 cm direction up to a maximum load 500 N I m. Rate of tensile strain was -
1 .OO X 10 'I s. This was a type of biaxial extension called strip biaxial extension.
This deformation mode was much easier to use than simple uniaxial extension
for theoretical property prediction. This simplicity was important for further fabric
design and for controlling the fabric hand. There are three parameters express-
ing this nonlinear property in the warp direction, and another set of three was
necessary for the weft direction. For hand value derivation, these two directional
values are averaged.

3.7.1 .I Llnearity of the Strsss-Straln Cuwe (LT %)
Linearity of the stress-strain curve is defined by (WT I WL) XI W where
WL is the tensile energy when load extension curve is linear fmm zero strain to
EMT and WT is the curve obtained during recovery.
3.7.1.2 Tensile Resilience (RT)
Tensile resilience is measured by load-extension curve.
3.7.1.3 Elongatlon (EM %)
This is a maximum strain at a tensile load of 50 gf I cm. The suffixes 1
and 2 indicate the values obtained in warp and weft direct respectively. The
deformation mode is the extension under the restricted strain in the transverse
direction. This is a type of biaxial deformation. The ratio EMT21 EMTI indicates,
that strip biaxial test is needed in having an idea about the appearance of the
fabric as a garment.
3.7.2 Bending Property
Pure bending was applied to a fabric 1 cm in length with a constant rate
of curvature, 5.0 X 10 -3 m" 1 s. The stiffness (slope) and hysteresis were
measured.
3.7.2.1 Bending Rigidity (B)
In the KES-F system, the fabric sample was bent to a maximum
cunrature of 0.25 mm -'; the bending rigidity was taken as the average slope of
the part of the bending curve between 0.05 mm " and 0.15 mm '' curvature.

Table 3.4
KESF Instrument settlng for Fabrlc Test
Compression
1 ( Area compressed ( 2.00 cm circle I
Rate of compression Maximum Force
Area compressed
High Sensitivity
, Rate of compression Maximum
I F-
Bending
0.02 mm I sec (20 um/S)
50 gWcm (5KPa)
2.0 cm circle
2013 umlsec
10 gflcm (1 Kpa)
Rate of bending
Maximum curvature
0.5 cm "lsec
=2.5 crn
1 mm I sec
Tension on sample 10gfIcm
1 Normal force friction
I I Contact force. roughness
Distance marked
Shear Rate of shearing
i I Maximum shear angle
I I
I Tension on sample
0.41 7 mm I sec P 1 8 (~0.14 rad) 1
Maximum tensile force (50gf lcm
Tensile
1 I sample size (LXW) 5cmx20cm
Sample size
Rate of extension
5cmx20cm
0.1 mm I sec

3.7.2.1 Bendlng Rigfdity (B)
In the KES-F system, the fabric sample was bent to a maximum
curvature of 0.25 mm -I; the bending rigidity was taken as the average slope of
the part of the bending curve between 0.05 rnrn " and 0.15 mrn " curvature.
3.7.2.2 Hysteresis of Bendlng (2HB)
This is nothing but coercive couple taken as a width of the bending
hysteresis curve at curvature of 0.1 mm
3.7.2.3 Bendlng Recovery (RB)
This is measured by determining the unrecovered work in bending and is
represented by
"RB" percentage recoverable work is calculated from the formula given by
collier, 1991. "B" is the average slope of the bending curve at a radius of
curvature of 1.5crn-' to the left and the right "2HB" is the average of the
differences in force value of the bending unbending wives, at a radius of
curvature of 1.0cm" to the right and left.

3.7.3 Shear Property
A rate of shear strain of 8.34 X 1 ~ ~ 1 s (shear deformation 1.46 X 104
degreesls), was applied under a constant extension load I ONIin up to a
maximum shear angle of 8 degrees. The stiffness (slope) and hysteresis were
measured.
3.7.3.1 Shear Rigidity (G)
This is measure of the shearability of the fabrics, which is directly related
to the draping of the fabrics. These values show the tailoring and comfort
aspect of the fabric in garment manufacture.
3.7.3.2 Hysteresis of Shear Force (2HG)
This is a measure of the hysteresis of shear force on the shear
hysteresis curve at 0.ddegree shear.
3.7.3.3 Hysteresis of Shear Force (ZHG5)
This is a measure of the hysteresis of the shear force on the shear
hysteresis curve at 5degree shear.

3.7.3.4 Residual Shear Angle (RS)
This is measured by the following formula given by Kawabata [68].
2HG RS = - x 0.5 (degrees)
G
Where,
2HG = Hysteresis of shear force at 0.5 degree shear (Nlm degree)
G = Shear stiness (Nlm)
This is expressed in terms of degrees. It indicates the recovery of the
fabric from the shearing strain.
3.7.4 Surface Property
Surface geometrical smoothness and frictional smoothness were
measured. The contact surface of the frictional sensors was 10 parallel piano
wires 0.5mrn in diameter, and the surface shape was similar to that of human
fingerprint. A weight was used to apply 0.5N (50 gf) contact force during
measurement. The rough surface of the fingerprint shape was sensitive to
fabric surface roughness. For the geometrical smoothness sensor, a single
wire of the same diameter was used to measure geometry more
accurately. The signals from these sensors pass a frequency filter with a
Second-order high-pass response. The sweep velocity is Immls. When

Table 3.5
An Outline of Key Parameter involved in the KESF Test
I / LT / ~inearity 1 none
Parameters
Tensile
I 1 2HG / Hysteresis at 8.7 mrad shear strain 1 Nlm I
Symbols
EM
Bending
Shearing
Characteristic Value
Elongation
WT
RT
B
2HB
G
Compression
/ MMD 1 Mean deviation of MI" / None 1
Unlb
%
Surface
Tensile energy
Resilience
Bending Rigidity
Hysteresis
Shear rigidity 139.6 mrad shear strain
2HG5
LC
Jlm2
YO
UN m
MN mm
Nlm
WC
RC
MIU
Weight - Thickness
Thickness
Hysteresis at 87 mrad shear strain
Linearity
Nlm
None
Compressional energy
Resilience
Coefficient of friction
SMD
W
To
T,
Jlm2
%
None
Geometrical roughness
Weight /Unit area
Thickness at 0.5 gflcm2
Thickness at 50 gf/cm2
Micron
~g l cm '
Mm
Mm

one touched a fabric and sweeped their finger across the fabric surface.
The sweep velocity was normally 5 cmls; that is, the 1 Hz in the
measurement corresponds to about 50 Hz in an actual sweep. A
frequency component higher than about 250 Hz in an actual sweep was
naturally eliminated by the fingerprint surface and the transducer
mechanism. The most sensitive frequency range of human sensation was
50-200 Hz [102], and a filter was used to detect only this range,
eliminating the noise component from surface sensing.
The parameters representing surface properties are MIU, MMD, and
SMD. Which were measured for a 2-cm return sweep.
3.7.4.1 Coefficient of Surface Friction (MIU)
This is a measure of the mean value of coefficient of friction between
fabric surface and metallic piano model surface detector, whose surface is
simulated to the finger surface.
3.7.4.2 Mean Deviation of Coefficient of Friction (MMD)
This is a deviation of the coefficient of friction measured, and has a
significant effect on the handle of the fabric. Higher is the value, poorer the
quality.
3.7.4.3 Sutface Roughness (SMD)
This is measure of the mean deviation of the surface roughness (Mean
deviation of thickness (micron)).

3.7.5 Compression Propetty
A fabric specimen was compressed in the direction of thickness to a
maximum pressure of 5 KNlm2 (50 gflcm "), at a qpstant velocity, 20 p.mls.
The shape of the load thickness was similar to the shape of the tensile property
curve, and the same parameters were used with the identification C (LC) [103].
3.7.5.1 Linearity of the Compression Curve (LC)
The linearity of the compression curve was measured.
3.7.5.2 Work of Compression (WC)
A circular specimen of 2cm2 area of a circle is compressed by two
circular-plates of steel with 2cm2 area. The velocity of compression is 6.66
micronlsec and when the pressure attains 10gf/cm2, the recovery process is
measured by the same velocity. This shows the work done in compressing the
unit area of the fabric.
3.7.5.3 CompressiMiity (EMC)
It is given by the following formula [lo41
Where
To and Tlo are the thickness at 0.5 gflcm2 and l ~ ~ f l c r n * respectively.
This is a non-standard test.

3.7.5.4 Compressional Resilience (RC)
It shows the resilience of the material in compression. It is measured as
a ratio of work of decompression to work of compression expressed as
percentage.
Where,
WCI = Work of decompression (~lm')
WC = Work of compression (~lm')
RC = (%)
It indicates hardness of the material.
3.8 APPLICATION OF SEAMS
The types of seam selected to apply in the test samples were plain seam(Ps) (EW,
and edge-finished seam,)has these were the common seams used in the
garment industry [105].
3.8.1 Seam Direction
Three direction of seam were used to test the effect of seam on drape
coefficient.

Fig 3.10
Plain Seam
Edge Stitched Seam finish

3.8.1.1 Horizontal seam
The seam that is parallel to the width of the fabric otherwise known as
weft direction seam.
3.8.1.2 Vertlcal seam
The seam which is parallel to the lengthwise of the fabric-warp direction
seam.
3.8.1.3 Radlal seam
This seam is along the circular edge of the test specimen,
3.8.2 Seam Allowance
For the present study the common seam allowance was determined from
the pilot study. Seam allowances ranging from 0.5 cm to 2.0 cm (i.e, 0.5, 1 .O,
1.5, and 2.0 cm) were taken as the variables to determine effect of seam
allowance on fabric drape. These seam allowances was applied to horizontal
and vertical direction seam.
For circular seam only 0.5 cm seam width was applied as this type of
seam was given only for finishing the edge in a garment.
3.8.3 SUtch Denslty
Stitch density is the number of stitch per centimeter. 4, 6 and 9 stitches
per centimeter was selected to test the fabrics and termed as Low, Medium and
High respectively as these were the common stich density used for various
garment constructions.























![[3.5 Monster Class] Roving Mauler](https://img.pdfslide.us/doc/110x75/55cf9a9d550346d033a2973a/35-monster-class-roving-mauler.jpg)