Embed Size (px)
Citation preview

Research ArticleExperimental Gasification of Biomass in an Updraft Gasifierwith External Recirculation of Pyrolysis Gases
Adi Surjosatyo Fajri Vidian and Yulianto Sulistyo Nugroho
Department of Mechanical Engineering Faculty of Engineering Universitas Indonesia UI Campus Depok 16242 Indonesia
Correspondence should be addressed to Adi Surjosatyo adisurenguiacid
Received 30 September 2013 Accepted 5 December 2013 Published 23 January 2014
Academic Editor Constantine D Rakopoulos
Copyright copy 2014 Adi Surjosatyo et al This is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Theupdraft gasifier is a simple type of reactor for the gasification of biomass that is easy to operate andhas high conversion efficiencyalthough it produces high levels of tar This study attempts to observe the performance of a modified updraft gasifier A modifiedupdraft gasifier that recirculates the pyrolysis gases from drying zone back to the combustion zone and gas outlet at reduction zonewas used In this study the level of pyrolysis gases that returned to the combustion zone was varied and as well as measurementsof gas composition lower heating value and tar content The results showed that an increase in the amount of pyrolysis gases thatreturned to the combustion zone resulted in a decrease in the amount of tar produced An increase in the amount of recirculatedgases tended to increase the concentrations of H
2and CH
4and reduce the concentration of CO with the primary (gasification)
air flow held constant Increasing the primary air flow tended to increase the amount of CO and decrease the amount of H2 The
maximum of lower heating value was 49MJm3
1 Introduction
The development of industry around the world has resultedin an enormous demand for energy that will continue to riseHowever the supply and the availability of energy from fossilfuels will decrease Biomass is an environmentally sustainablealternative energy source that is widely available around theworld [1] Using biomass sources such as wood rice husksand bagasse which have the highest energy content togetherwith the highest-efficiency conversion methods would add asignificant amount of energy The use of biomass for biofuelshas reached approximately 9ndash14 of the total of energydemand worldwide [2]
Gasification is an ecoefficient and sustainable thermo-chemical conversion method [3] that creates low levels ofpollution [4]
Various forms of gasifiers have been developed to meetcriteria of being easy to operate being highly efficientand producing relatively low amounts of tar The two mostpopular types of fixed-bed reactors used are the updraftgasifier and the downdraft gasifierThe updraft gasifier is easyto operate and has quite high conversion efficiency but this
type produces high levels of tar as high as 02 kgm3 [5]because the pyrolysis gases containing high levels of tar areextracted directly from the reactorThis increases the load onthe gas cleaning system and the level of carcinogenic wasteproduced [1]
Modifying the reactor is one common method used toreduce the level of tar produced from the gasification Thegasifier could be modified with recirculaton of pyrolysis gasand modification of gas outlet [6]
This study presents a study of a modified updraft gasifierwith recirculaton of the pyrolysis gases back to the combus-tion zone and the gas outlet at the reduction zoneThe effectson combustible gas composition the LHV and the tar contentof the producer gas were investigated
2 Material and Methods
The fuel used was woody biomass that was cut into pieces of003m wide and 003m long and had a moisture content of1024 The proximate and ultimate analyses of this fuel areshown in Table 1
Hindawi Publishing CorporationJournal of CombustionVolume 2014 Article ID 832989 6 pageshttpdxdoiorg1011552014832989
2 Journal of Combustion
Flow meter
ValveVacuum pump
U tube manometer
Valve
U tube manometer
Orifice plate
Orifice plate
Data acquisitionsystem (DAQ)
Computer unit
Thermocouple
Impinger bottle with solvent
Ash window
Fuel window
Char window
Burner
Blower
Gas outlet at reduction zone
Valve
Valve
Orifice plate
U tube manometer
U tube manometer
Orifice plate
Sample bag
Electric heater
Blower
Primary air gasification
Motive flow(air ejector)
EjectorCombustion
zone
Reduction zone
Drying zone Recirculation
pipe
Ice and saltbath (minus20
∘C)
Water bath (20∘C)
V
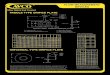
Figure 1 Experimental Setup
Table 1 Proximate and ultimate analyses [7]
Proximate and ultimate analysesUnit Value
Proximate analysisMoisture (adb) 1024Ash 271Volatile 7180Fixed carbon 1525
Ultimate analysisCarbon 4333Hydrogen 511Nitrogen Not detectedSulfur Not detectedOxygen 3861
Calorific value kJkg 17025Density kgm3 640
The gasification process included a gasification reactorwith a diameter of 022m and a length of 063m andconstructed of stainless steel (SUS 304 [7]) as shown inFigure 1 Type-K thermocouples were placed at the bottomof the reactor wall to measure the temperature inside thecombustion zone reactor Two air supplies were used inthis process the primary air and the motive flow (ejectorair) The primary air for combustion was supplied using ablower and the motive flow for driving pyrolysis gas was
supplied by a ring blower The flow rates of the primaryair the motive flow and the recirculated gas were measuredusing orifice plate flow meters The producer gas outletfrom the reactor was at a height of 013m above the grate(at reduction zone) Recirculation pipes with a diameter of005m running from the top (drying zone) to the bottomof the reactor (the combustion zone) were constructed fromstainless steel and equipped with control valves to managethe recirculation flow The pyrolysis gas was driven to thecombustion zone by the motive flow (air ejector) in therecirculation pipesThe recirculation pipes were heated usingan electric heater to a temperature of 623∘K to prevent tarcondensation [8] The tar content in the producer gases wasmeasured using six impinger bottles five of which were filledwith a solvent (isopropanol) and one which was empty asin [7 9 10] Approximately 000005m3 (50mL) of solventwas used to fill each of the five bottles Subsequently thesolvent containing the tar was vaporised at a temperature of380∘K [11 12]The tar that was not vaporised wasmeasured todetermine the mass of the tar (kgm3) The gas compositionwas taken using sample tight bags then it was analyzed usinggas chromatography with thermal conductivity detector(TCD)
The ejector was a constant-mixing-area type and theconvergence nozzle had the following dimensions thediameters of the inlet and outlet air were 0025m and00075m respectively and the nozzle exit position (NXP)was minus003m before the entrance of mixing chamber[13]
Journal of Combustion 3
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air ofRecirculation gas
primary air of
0
001
002
003
004
005
006
000052 0001 00014 00014
Tar (
kgm
3)
Flow rate of motive flow of ejector (m3s)
of 00011m3s
000083 m3sof 00014m3s
000083 m3s
of 00021m3s
000083 m3sof 00021m3s
0001m3s
Figure 2 Tar content versus motive flow ejector
The lower heating value (LHV) of producer gas was cal-culated using calorific value of moles fraction of combustiblegas (CO H
2 CH4) [14]
LHV (kJm3) = 119910CO sdot 12621 + 119910H2
sdot 10779 + 119910CH4
sdot 35874
(1)
where 119910119894values are volume fractions of main combustible gas
in the producer gasThe mass of tar was calculated based on differences of
mass impinger bottle containing tar and empty impingerbottle
Gravimetric tar (kgm3) =mass of bottle containing tar (kg) minusmass of empty bottle (kg)flow rate of tar sampling (m3s) times time of tar sampling (s)
(2)
To begin the tests approximately 05 kg of fuel was placedin the reactor and burned until the temperature reached themaximum of 473∘K Next approximately 6 kg of additionalfuel was placed into the reactor until the reactor was nearlyfull After 900 seconds of operation the combustible gaseswere obtainedThe primary air gasification (primary air flow)was varied of 000083m3s and 0001m3s The motive flowof ejector (air ejector) was varied of 000052m3s 0001m3sand 00014m3s The experiment was carried out at constantprimary air gasification and the air ejector was increasedthen the air ejector was held constant and the primary air wasincreasedThe gas composition was taken for the sampling atthe temperature of combustion zone was stable Tar sampleswere taken at the temperature of the combustion zone wasstable while the flow rate of gas sampling was set at 33 times10minus5m3s and the sampling time was about 240 seconds foreach experiment
3 Results and Discussion31 Tar Content Figure 2 shows the effect of the flow rateof the recirculated pyrolysis gases on the amount of tar
produced At recirculated pyrolysis gas flow rates of 0001100014 and 00021m3s generated with ejector motiveflow rates of 000052m3s 0001m3s and 00014m3srespectively the resulting tar concentrations wereapproximately 0051 00414 and 00243 kgm3 respectivelyindicating a reduction in the tar content At a motive flowrate of 00014m3s the primary air flow rate was increasedto 0001m3s and the tar concentration was reduced to00161 kgm3 This reduction in the amount of tar resultedfrom the cracking (reactions (8)) and reforming (reactions(9) and reactions (10)) process of tar into combustible gases(H2and CO) at a temperature of approximately 923ndash973∘K
[15 16] Figure 5 shows the temperature in the combustionzone for every operating condition above 1073∘K for whichcracking and reforming tar is possible The cracking andreforming of the tar will contribute more to H
2(reactions
(8) and (9)) production when the primary air flow rate isconstant and the motive flow of the ejector is varied Whenthe primary gasification was increased there was a tendencytowards an increased contribution of tar reforming to COproduction (reactions (10)) as an effect of the increase
4 Journal of Combustion
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
CO
of 00011m3s
000083 m3s of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
Figure 3 Gas concentration versus motive flow ejector
of combustion reaction (reaction (7)) as shown inFigure 3
32 Gas Compositionzz Figure 3 shows the concentrationsof the gases resulting from the recirculation of the pyrolysisgases back to the combustion zone
Increasing the recirculation of the pyrolysis gas from00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s caused the concen-tration of H
2to increase from 1074 to 1746 and the
concentration of CH4to increase from 262 to 37
however the concentration of CO decreased from 1725 to1329 This upward trend was caused by the water vapour(H2O) present in pyrolysis gases reacting with the C and
the CO at high temperatures (above 1073∘K) to produce H2
(reactions (3)) and (reactions (4)) According to Kumar et al(2009) thewater gas reaction should increase at temperaturesbetween 1023∘K and 1073∘K [17] The reaction of tar cracking(reactions (8)) and steam reforming of the tar (reactions (9))at temperatures of approximately 923∘K to 973∘K [15 16]would contribute to an increase in H
2 The decrease in the
CO concentration due to a decrease in the dominance ofthe boudouard reaction (reactions (5)) caused a temperaturereduction The increase in the CH
4level was caused by an
increase in themethanisation reaction (reactions (6)) becausethe pressure increased in the gasifier as an effect of thepressure of the ejector According to Kaupp and Gross (1981)[18] and Donaj et al (2011) [19] an increase in the pressureinside the reactor increases the concentration of CH
4
When the recirculation flow rate was at a maximum of00021m3s and the primary air flow rate was increased to
0001m3s the concentration of CO increased from 1329to 20 but the concentrations of H
2and CH
4decreased
from 1746 to 1368 and from 37 to 269 respectivelyBecause the increase in the primary air flow rate increasesthe combustion reaction (reactions (7)) and the temperatureinside the reactor this contributed to a reduction in thereaction that produces H
2(reaction (3)) and (reaction (4))
and an increase in the boudauard reaction (reaction (5))[20] and dry reforming of the tar (reaction (10)) Thedecrease in H
2contributed to a reduction in CH
4(reaction
(6)) The increased temperature inside the reactor (Figure 5)contributed to the decrease in the CH
4concentration [20 21]
Consider gasification tar cracking and tar reformingreaction as follows
C +H2O 997888rarr CO +H
2 (3)
CO +H2O 997888rarr CO
2+H2 (4)
C + CO2997888rarr 2 CO (5)
C +H2997888rarr CH
4 (6)
C +O2997888rarr CO
2 (7)
C119909H119910997888rarr 119899C + (119909
2
)H2
(8)
C119909H119910+ 119898H
2O 997888rarr 119899CO + (
119898 + 119910
2
)H2
(9)
C119909H119910+ 119898CO
2997888rarr (
119909
2
)H2+ 2119898CO (10)
Journal of Combustion 5
Recirculation gas of
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
4
41
42
43
44
45
46
47
48
49
5
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
COLHV
of 00011m3s
000083 m3s
of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
LHV
(MJm
3)
Figure 4 Lower heating values of gases versus motive flow ejector
Recirculation gas
primary air of Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
0
200
400
600
800
1000
1200
1400
000052 0001 00014 00014
of 00011m3s
000083 m3sof 00014m3s
000083 m3sof 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
Tem
pera
ture
(∘K)
Figure 5 Combustion zone temperature versus motive flow ejector
33 The Lower Heating Value of the Producer Gas Figure 4shows the effect of the flow of the pyrolysis gases in thecombustion zone on the lower heating value of the gas
When the pyrolysis gas recirculation rate was increasedfrom 00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s the lower heatingvalue of the gas increased from 43MJm3 to 47MJm3This increase resulted from a significant increase in the
concentration of H2and a moderate decrease in the con-
centration of CO Furthermore there was an increase in theconcentration of CH
4 which has a greater heating value than
that of the other gases When the primary air flow rate wasincreased to 0001m3s and the pyrolysis gas recirculationrate was held constant at 00021m3s the lower heatingvalue increased from 47MJm3 to 49MJm3 because of thesignificant increase in the concentration of CO
6 Journal of Combustion
34 Combustion Zone Temperature Figure 5 shows the vari-ation in the maximum temperature in the combustionzone with the ejector flow rate When the pyrolysis gasrecirculation was increased from 00011m3s to a maxi-mum of 00021m3s at a constant primary air flow rate of000083m3s the maximum temperature in the combustionzone decreased from 1273∘K to 1148∘K because the endother-mic reaction that produces H
2(reactions (3)) became more
dominant The lower pyrolysis gas temperature led to a needfor more heat to increase its temperature causing a decreasein the temperature of the bed [17] The temperature insidereactor was constant at over 1148∘K so that the cracking andsteam reforming of the tar were continuous
When the primary air flow rate was increased to0001m3s and the pyrolysis gas recirculation was held con-stant at 00021m3s the temperature in the combustion zoneincreased from 1148∘K to 1273∘K because the increase in theflow rate of the primary air contributed to an increase in theexothermic combustion reaction (reaction (7))
4 Conclusions
The recirculation of pyrolysis gases from the top of gasifier(drying zone) to the combustion zone and gas outlet fromreduction zone in a modified updraft gasifier in this studyresulted in maximum lower heating value of 49MJm3Increasing the flow of the pyrolysis gases to the combustionzone tended to reduce the amount of tar produced Theconcentration of H
2tended to increase and the concentration
of CO decreased with increasing motive flow rate andconstant primary gasification air Increasing flow rate of theprimary gasification air tended to increase the amount of COand decrease the amount of H
2produced
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] E G Pereiraa J N da Silvaa J L de Oliveirab and CS Machadoa ldquoSustainable energy a review of gasificationtechnologiesrdquo Renewable and Sustainable Energy Reviews vol16 pp 4753ndash4762 2012
[2] K K Gupta A Rehman and R M Sarviya ldquoBio-fuels forthe gas turbine a reviewrdquo Renewable and Sustainable EnergyReviews vol 14 no 9 pp 2946ndash2955 2010
[3] A K Sharma ldquoModeling and simulation of a downdraftbiomass gasifier 1 Model development and validationrdquo EnergyConversion andManagement vol 52 no 2 pp 1386ndash1396 2011
[4] A F Kirkels and G P J Verbong ldquoBiomass gasificationstill promising A 30-year global overviewrdquo Renewable andSustainable Energy Reviews vol 15 no 1 pp 471ndash481 2011
[5] P Stahlberg M Lappi E Kurkela P Simell P Oesch and MNieminen Sampling of Contaminants from Product Gases ofBiomass Gasifiers vol 5 of VTT Technical Research Centre ofFinland Espoo 1998
[6] A Surjosatyo F Vidian and Y S Nugroho ldquoA review ongasifier modification for tar reduction in biomass gasificationrdquoAn International Journal of Jurnal Mekanikal no 31 pp 62ndash772010
[7] A Surjosatyo F Vidian and Y S Nugroho ldquoPerformancegasification perbatch rubber wood in conventional updraftgasifierrdquo Journal of Engineering and Applied Sciences vol 7 no8 pp 494ndash500 2012
[8] P Gilbert C Ryu V Sharifi and J Swithenbank ldquoTar reductionin pyrolysis vapours from biomass over a hot char bedrdquoBioresource Technology vol 100 no 23 pp 6045ndash6051 2009
[9] J P A -NeeftH AM Knoef G J Buffinga et al ldquoGuideline forsampling and analysis of tar and particles in biomass producergasesrdquo Energy Project ERK6-CT1999-20002 (Tar Protocol)2002
[10] C Brage and K Sjostrom An Outline of RampDWork Supportingthe Tar Guideline Department of Chemical Engineering andTechnology Chemical Technology Royal Institute of Technol-ogy (KTH) 2002
[11] Y Ueki T Torigoe O Hirofumi Y Ryo J H Kihedu and INaruse ldquoGasification characteristics of woody biomass in thepacked bed reactorrdquo in Proceedings of the Combustion Institutevol 33 pp 1795ndash1800 2011
[12] E Kurkela P Stahlberg P Simell and J Leppalahti ldquoUpdraftgasification of peat and biomassrdquo Biomass vol 19 no 1-2 pp37ndash46 1989
[13] F Vidian A Surjosatyo and Y S Nugroho ldquoCFD analysis ofexternal recirculation flow at updraft gasifier using ejectorrdquo inAIP Confrences Proceedings vol 1440 pp 936ndash941 2011
[14] M Seggiani S Vitolo M Puccini and A Bellini ldquoCogasifica-tion of sewage sludge in an updraft gasifierrdquo Fuel vol 93 pp486ndash491 2012
[15] T Damartzis and A Zabaniotou ldquoThermochemical conversionof biomass to second generation biofuels through integratedprocess design-A reviewrdquo Renewable and Sustainable EnergyReviews vol 15 no 1 pp 366ndash378 2011
[16] J Sulc J Stojdl M Richter et al ldquoBiomass waste gasificationmdashcan be the two stage process suitable for tar reduction andpowergenerationrdquo Waste Management vol 32 no 4 pp 692ndash7002012
[17] A Kumar D D Jones and M A Hanna ldquoThermochemicalbiomass gasification a review of the current status of thetechnologyrdquo Energies vol 2 no 3 pp 556ndash581 2009
[18] A Kaupp and J R Gross ldquoState of the art for small (2ndash50 kW)gas producer engine systemrdquo Final Report to USDA ForestService Contract No 53-39R-0-141 1981
[19] P Donaj M R Izadpanah W Yang and W Blasiak ldquoEffect ofpressure drop due to grate-bed resistance on the performance ofa downdraft gasifierrdquo Energy and Fuels vol 25 no 11 pp 5366ndash5377 2011
[20] H Kitzler C Pfeifer andH Hofbauer ldquoPressurized gasificationof woody biomass-Variation of parameterrdquo Fuel ProcessingTechnology vol 92 no 5 pp 908ndash914 2011
[21] L E Taba M F Irfan W A M Wan Daud and M HChakrabarti ldquoThe effect of temperature on various parametersin coal biomass and CO-gasification a reviewrdquo Renewable andSustainable Energy Reviews vol 16 pp 5584ndash5596 2012
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

2 Journal of Combustion
Flow meter
ValveVacuum pump
U tube manometer
Valve
U tube manometer
Orifice plate
Orifice plate
Data acquisitionsystem (DAQ)
Computer unit
Thermocouple
Impinger bottle with solvent
Ash window
Fuel window
Char window
Burner
Blower
Gas outlet at reduction zone
Valve
Valve
Orifice plate
U tube manometer
U tube manometer
Orifice plate
Sample bag
Electric heater
Blower
Primary air gasification
Motive flow(air ejector)
EjectorCombustion
zone
Reduction zone
Drying zone Recirculation
pipe
Ice and saltbath (minus20
∘C)
Water bath (20∘C)
V
Figure 1 Experimental Setup
Table 1 Proximate and ultimate analyses [7]
Proximate and ultimate analysesUnit Value
Proximate analysisMoisture (adb) 1024Ash 271Volatile 7180Fixed carbon 1525
Ultimate analysisCarbon 4333Hydrogen 511Nitrogen Not detectedSulfur Not detectedOxygen 3861
Calorific value kJkg 17025Density kgm3 640
The gasification process included a gasification reactorwith a diameter of 022m and a length of 063m andconstructed of stainless steel (SUS 304 [7]) as shown inFigure 1 Type-K thermocouples were placed at the bottomof the reactor wall to measure the temperature inside thecombustion zone reactor Two air supplies were used inthis process the primary air and the motive flow (ejectorair) The primary air for combustion was supplied using ablower and the motive flow for driving pyrolysis gas was
supplied by a ring blower The flow rates of the primaryair the motive flow and the recirculated gas were measuredusing orifice plate flow meters The producer gas outletfrom the reactor was at a height of 013m above the grate(at reduction zone) Recirculation pipes with a diameter of005m running from the top (drying zone) to the bottomof the reactor (the combustion zone) were constructed fromstainless steel and equipped with control valves to managethe recirculation flow The pyrolysis gas was driven to thecombustion zone by the motive flow (air ejector) in therecirculation pipesThe recirculation pipes were heated usingan electric heater to a temperature of 623∘K to prevent tarcondensation [8] The tar content in the producer gases wasmeasured using six impinger bottles five of which were filledwith a solvent (isopropanol) and one which was empty asin [7 9 10] Approximately 000005m3 (50mL) of solventwas used to fill each of the five bottles Subsequently thesolvent containing the tar was vaporised at a temperature of380∘K [11 12]The tar that was not vaporised wasmeasured todetermine the mass of the tar (kgm3) The gas compositionwas taken using sample tight bags then it was analyzed usinggas chromatography with thermal conductivity detector(TCD)
The ejector was a constant-mixing-area type and theconvergence nozzle had the following dimensions thediameters of the inlet and outlet air were 0025m and00075m respectively and the nozzle exit position (NXP)was minus003m before the entrance of mixing chamber[13]
Journal of Combustion 3
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air ofRecirculation gas
primary air of
0
001
002
003
004
005
006
000052 0001 00014 00014
Tar (
kgm
3)
Flow rate of motive flow of ejector (m3s)
of 00011m3s
000083 m3sof 00014m3s
000083 m3s
of 00021m3s
000083 m3sof 00021m3s
0001m3s
Figure 2 Tar content versus motive flow ejector
The lower heating value (LHV) of producer gas was cal-culated using calorific value of moles fraction of combustiblegas (CO H
2 CH4) [14]
LHV (kJm3) = 119910CO sdot 12621 + 119910H2
sdot 10779 + 119910CH4
sdot 35874
(1)
where 119910119894values are volume fractions of main combustible gas
in the producer gasThe mass of tar was calculated based on differences of
mass impinger bottle containing tar and empty impingerbottle
Gravimetric tar (kgm3) =mass of bottle containing tar (kg) minusmass of empty bottle (kg)flow rate of tar sampling (m3s) times time of tar sampling (s)
(2)
To begin the tests approximately 05 kg of fuel was placedin the reactor and burned until the temperature reached themaximum of 473∘K Next approximately 6 kg of additionalfuel was placed into the reactor until the reactor was nearlyfull After 900 seconds of operation the combustible gaseswere obtainedThe primary air gasification (primary air flow)was varied of 000083m3s and 0001m3s The motive flowof ejector (air ejector) was varied of 000052m3s 0001m3sand 00014m3s The experiment was carried out at constantprimary air gasification and the air ejector was increasedthen the air ejector was held constant and the primary air wasincreasedThe gas composition was taken for the sampling atthe temperature of combustion zone was stable Tar sampleswere taken at the temperature of the combustion zone wasstable while the flow rate of gas sampling was set at 33 times10minus5m3s and the sampling time was about 240 seconds foreach experiment
3 Results and Discussion31 Tar Content Figure 2 shows the effect of the flow rateof the recirculated pyrolysis gases on the amount of tar
produced At recirculated pyrolysis gas flow rates of 0001100014 and 00021m3s generated with ejector motiveflow rates of 000052m3s 0001m3s and 00014m3srespectively the resulting tar concentrations wereapproximately 0051 00414 and 00243 kgm3 respectivelyindicating a reduction in the tar content At a motive flowrate of 00014m3s the primary air flow rate was increasedto 0001m3s and the tar concentration was reduced to00161 kgm3 This reduction in the amount of tar resultedfrom the cracking (reactions (8)) and reforming (reactions(9) and reactions (10)) process of tar into combustible gases(H2and CO) at a temperature of approximately 923ndash973∘K
[15 16] Figure 5 shows the temperature in the combustionzone for every operating condition above 1073∘K for whichcracking and reforming tar is possible The cracking andreforming of the tar will contribute more to H
2(reactions
(8) and (9)) production when the primary air flow rate isconstant and the motive flow of the ejector is varied Whenthe primary gasification was increased there was a tendencytowards an increased contribution of tar reforming to COproduction (reactions (10)) as an effect of the increase
4 Journal of Combustion
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
CO
of 00011m3s
000083 m3s of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
Figure 3 Gas concentration versus motive flow ejector
of combustion reaction (reaction (7)) as shown inFigure 3
32 Gas Compositionzz Figure 3 shows the concentrationsof the gases resulting from the recirculation of the pyrolysisgases back to the combustion zone
Increasing the recirculation of the pyrolysis gas from00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s caused the concen-tration of H
2to increase from 1074 to 1746 and the
concentration of CH4to increase from 262 to 37
however the concentration of CO decreased from 1725 to1329 This upward trend was caused by the water vapour(H2O) present in pyrolysis gases reacting with the C and
the CO at high temperatures (above 1073∘K) to produce H2
(reactions (3)) and (reactions (4)) According to Kumar et al(2009) thewater gas reaction should increase at temperaturesbetween 1023∘K and 1073∘K [17] The reaction of tar cracking(reactions (8)) and steam reforming of the tar (reactions (9))at temperatures of approximately 923∘K to 973∘K [15 16]would contribute to an increase in H
2 The decrease in the
CO concentration due to a decrease in the dominance ofthe boudouard reaction (reactions (5)) caused a temperaturereduction The increase in the CH
4level was caused by an
increase in themethanisation reaction (reactions (6)) becausethe pressure increased in the gasifier as an effect of thepressure of the ejector According to Kaupp and Gross (1981)[18] and Donaj et al (2011) [19] an increase in the pressureinside the reactor increases the concentration of CH
4
When the recirculation flow rate was at a maximum of00021m3s and the primary air flow rate was increased to
0001m3s the concentration of CO increased from 1329to 20 but the concentrations of H
2and CH
4decreased
from 1746 to 1368 and from 37 to 269 respectivelyBecause the increase in the primary air flow rate increasesthe combustion reaction (reactions (7)) and the temperatureinside the reactor this contributed to a reduction in thereaction that produces H
2(reaction (3)) and (reaction (4))
and an increase in the boudauard reaction (reaction (5))[20] and dry reforming of the tar (reaction (10)) Thedecrease in H
2contributed to a reduction in CH
4(reaction
(6)) The increased temperature inside the reactor (Figure 5)contributed to the decrease in the CH
4concentration [20 21]
Consider gasification tar cracking and tar reformingreaction as follows
C +H2O 997888rarr CO +H
2 (3)
CO +H2O 997888rarr CO
2+H2 (4)
C + CO2997888rarr 2 CO (5)
C +H2997888rarr CH
4 (6)
C +O2997888rarr CO
2 (7)
C119909H119910997888rarr 119899C + (119909
2
)H2
(8)
C119909H119910+ 119898H
2O 997888rarr 119899CO + (
119898 + 119910
2
)H2
(9)
C119909H119910+ 119898CO
2997888rarr (
119909
2
)H2+ 2119898CO (10)
Journal of Combustion 5
Recirculation gas of
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
4
41
42
43
44
45
46
47
48
49
5
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
COLHV
of 00011m3s
000083 m3s
of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
LHV
(MJm
3)
Figure 4 Lower heating values of gases versus motive flow ejector
Recirculation gas
primary air of Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
0
200
400
600
800
1000
1200
1400
000052 0001 00014 00014
of 00011m3s
000083 m3sof 00014m3s
000083 m3sof 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
Tem
pera
ture
(∘K)
Figure 5 Combustion zone temperature versus motive flow ejector
33 The Lower Heating Value of the Producer Gas Figure 4shows the effect of the flow of the pyrolysis gases in thecombustion zone on the lower heating value of the gas
When the pyrolysis gas recirculation rate was increasedfrom 00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s the lower heatingvalue of the gas increased from 43MJm3 to 47MJm3This increase resulted from a significant increase in the
concentration of H2and a moderate decrease in the con-
centration of CO Furthermore there was an increase in theconcentration of CH
4 which has a greater heating value than
that of the other gases When the primary air flow rate wasincreased to 0001m3s and the pyrolysis gas recirculationrate was held constant at 00021m3s the lower heatingvalue increased from 47MJm3 to 49MJm3 because of thesignificant increase in the concentration of CO
6 Journal of Combustion
34 Combustion Zone Temperature Figure 5 shows the vari-ation in the maximum temperature in the combustionzone with the ejector flow rate When the pyrolysis gasrecirculation was increased from 00011m3s to a maxi-mum of 00021m3s at a constant primary air flow rate of000083m3s the maximum temperature in the combustionzone decreased from 1273∘K to 1148∘K because the endother-mic reaction that produces H
2(reactions (3)) became more
dominant The lower pyrolysis gas temperature led to a needfor more heat to increase its temperature causing a decreasein the temperature of the bed [17] The temperature insidereactor was constant at over 1148∘K so that the cracking andsteam reforming of the tar were continuous
When the primary air flow rate was increased to0001m3s and the pyrolysis gas recirculation was held con-stant at 00021m3s the temperature in the combustion zoneincreased from 1148∘K to 1273∘K because the increase in theflow rate of the primary air contributed to an increase in theexothermic combustion reaction (reaction (7))
4 Conclusions
The recirculation of pyrolysis gases from the top of gasifier(drying zone) to the combustion zone and gas outlet fromreduction zone in a modified updraft gasifier in this studyresulted in maximum lower heating value of 49MJm3Increasing the flow of the pyrolysis gases to the combustionzone tended to reduce the amount of tar produced Theconcentration of H
2tended to increase and the concentration
of CO decreased with increasing motive flow rate andconstant primary gasification air Increasing flow rate of theprimary gasification air tended to increase the amount of COand decrease the amount of H
2produced
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] E G Pereiraa J N da Silvaa J L de Oliveirab and CS Machadoa ldquoSustainable energy a review of gasificationtechnologiesrdquo Renewable and Sustainable Energy Reviews vol16 pp 4753ndash4762 2012
[2] K K Gupta A Rehman and R M Sarviya ldquoBio-fuels forthe gas turbine a reviewrdquo Renewable and Sustainable EnergyReviews vol 14 no 9 pp 2946ndash2955 2010
[3] A K Sharma ldquoModeling and simulation of a downdraftbiomass gasifier 1 Model development and validationrdquo EnergyConversion andManagement vol 52 no 2 pp 1386ndash1396 2011
[4] A F Kirkels and G P J Verbong ldquoBiomass gasificationstill promising A 30-year global overviewrdquo Renewable andSustainable Energy Reviews vol 15 no 1 pp 471ndash481 2011
[5] P Stahlberg M Lappi E Kurkela P Simell P Oesch and MNieminen Sampling of Contaminants from Product Gases ofBiomass Gasifiers vol 5 of VTT Technical Research Centre ofFinland Espoo 1998
[6] A Surjosatyo F Vidian and Y S Nugroho ldquoA review ongasifier modification for tar reduction in biomass gasificationrdquoAn International Journal of Jurnal Mekanikal no 31 pp 62ndash772010
[7] A Surjosatyo F Vidian and Y S Nugroho ldquoPerformancegasification perbatch rubber wood in conventional updraftgasifierrdquo Journal of Engineering and Applied Sciences vol 7 no8 pp 494ndash500 2012
[8] P Gilbert C Ryu V Sharifi and J Swithenbank ldquoTar reductionin pyrolysis vapours from biomass over a hot char bedrdquoBioresource Technology vol 100 no 23 pp 6045ndash6051 2009
[9] J P A -NeeftH AM Knoef G J Buffinga et al ldquoGuideline forsampling and analysis of tar and particles in biomass producergasesrdquo Energy Project ERK6-CT1999-20002 (Tar Protocol)2002
[10] C Brage and K Sjostrom An Outline of RampDWork Supportingthe Tar Guideline Department of Chemical Engineering andTechnology Chemical Technology Royal Institute of Technol-ogy (KTH) 2002
[11] Y Ueki T Torigoe O Hirofumi Y Ryo J H Kihedu and INaruse ldquoGasification characteristics of woody biomass in thepacked bed reactorrdquo in Proceedings of the Combustion Institutevol 33 pp 1795ndash1800 2011
[12] E Kurkela P Stahlberg P Simell and J Leppalahti ldquoUpdraftgasification of peat and biomassrdquo Biomass vol 19 no 1-2 pp37ndash46 1989
[13] F Vidian A Surjosatyo and Y S Nugroho ldquoCFD analysis ofexternal recirculation flow at updraft gasifier using ejectorrdquo inAIP Confrences Proceedings vol 1440 pp 936ndash941 2011
[14] M Seggiani S Vitolo M Puccini and A Bellini ldquoCogasifica-tion of sewage sludge in an updraft gasifierrdquo Fuel vol 93 pp486ndash491 2012
[15] T Damartzis and A Zabaniotou ldquoThermochemical conversionof biomass to second generation biofuels through integratedprocess design-A reviewrdquo Renewable and Sustainable EnergyReviews vol 15 no 1 pp 366ndash378 2011
[16] J Sulc J Stojdl M Richter et al ldquoBiomass waste gasificationmdashcan be the two stage process suitable for tar reduction andpowergenerationrdquo Waste Management vol 32 no 4 pp 692ndash7002012
[17] A Kumar D D Jones and M A Hanna ldquoThermochemicalbiomass gasification a review of the current status of thetechnologyrdquo Energies vol 2 no 3 pp 556ndash581 2009
[18] A Kaupp and J R Gross ldquoState of the art for small (2ndash50 kW)gas producer engine systemrdquo Final Report to USDA ForestService Contract No 53-39R-0-141 1981
[19] P Donaj M R Izadpanah W Yang and W Blasiak ldquoEffect ofpressure drop due to grate-bed resistance on the performance ofa downdraft gasifierrdquo Energy and Fuels vol 25 no 11 pp 5366ndash5377 2011
[20] H Kitzler C Pfeifer andH Hofbauer ldquoPressurized gasificationof woody biomass-Variation of parameterrdquo Fuel ProcessingTechnology vol 92 no 5 pp 908ndash914 2011
[21] L E Taba M F Irfan W A M Wan Daud and M HChakrabarti ldquoThe effect of temperature on various parametersin coal biomass and CO-gasification a reviewrdquo Renewable andSustainable Energy Reviews vol 16 pp 5584ndash5596 2012
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

Journal of Combustion 3
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air ofRecirculation gas
primary air of
0
001
002
003
004
005
006
000052 0001 00014 00014
Tar (
kgm
3)
Flow rate of motive flow of ejector (m3s)
of 00011m3s
000083 m3sof 00014m3s
000083 m3s
of 00021m3s
000083 m3sof 00021m3s
0001m3s
Figure 2 Tar content versus motive flow ejector
The lower heating value (LHV) of producer gas was cal-culated using calorific value of moles fraction of combustiblegas (CO H
2 CH4) [14]
LHV (kJm3) = 119910CO sdot 12621 + 119910H2
sdot 10779 + 119910CH4
sdot 35874
(1)
where 119910119894values are volume fractions of main combustible gas
in the producer gasThe mass of tar was calculated based on differences of
mass impinger bottle containing tar and empty impingerbottle
Gravimetric tar (kgm3) =mass of bottle containing tar (kg) minusmass of empty bottle (kg)flow rate of tar sampling (m3s) times time of tar sampling (s)
(2)
To begin the tests approximately 05 kg of fuel was placedin the reactor and burned until the temperature reached themaximum of 473∘K Next approximately 6 kg of additionalfuel was placed into the reactor until the reactor was nearlyfull After 900 seconds of operation the combustible gaseswere obtainedThe primary air gasification (primary air flow)was varied of 000083m3s and 0001m3s The motive flowof ejector (air ejector) was varied of 000052m3s 0001m3sand 00014m3s The experiment was carried out at constantprimary air gasification and the air ejector was increasedthen the air ejector was held constant and the primary air wasincreasedThe gas composition was taken for the sampling atthe temperature of combustion zone was stable Tar sampleswere taken at the temperature of the combustion zone wasstable while the flow rate of gas sampling was set at 33 times10minus5m3s and the sampling time was about 240 seconds foreach experiment
3 Results and Discussion31 Tar Content Figure 2 shows the effect of the flow rateof the recirculated pyrolysis gases on the amount of tar
produced At recirculated pyrolysis gas flow rates of 0001100014 and 00021m3s generated with ejector motiveflow rates of 000052m3s 0001m3s and 00014m3srespectively the resulting tar concentrations wereapproximately 0051 00414 and 00243 kgm3 respectivelyindicating a reduction in the tar content At a motive flowrate of 00014m3s the primary air flow rate was increasedto 0001m3s and the tar concentration was reduced to00161 kgm3 This reduction in the amount of tar resultedfrom the cracking (reactions (8)) and reforming (reactions(9) and reactions (10)) process of tar into combustible gases(H2and CO) at a temperature of approximately 923ndash973∘K
[15 16] Figure 5 shows the temperature in the combustionzone for every operating condition above 1073∘K for whichcracking and reforming tar is possible The cracking andreforming of the tar will contribute more to H
2(reactions
(8) and (9)) production when the primary air flow rate isconstant and the motive flow of the ejector is varied Whenthe primary gasification was increased there was a tendencytowards an increased contribution of tar reforming to COproduction (reactions (10)) as an effect of the increase
4 Journal of Combustion
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
CO
of 00011m3s
000083 m3s of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
Figure 3 Gas concentration versus motive flow ejector
of combustion reaction (reaction (7)) as shown inFigure 3
32 Gas Compositionzz Figure 3 shows the concentrationsof the gases resulting from the recirculation of the pyrolysisgases back to the combustion zone
Increasing the recirculation of the pyrolysis gas from00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s caused the concen-tration of H
2to increase from 1074 to 1746 and the
concentration of CH4to increase from 262 to 37
however the concentration of CO decreased from 1725 to1329 This upward trend was caused by the water vapour(H2O) present in pyrolysis gases reacting with the C and
the CO at high temperatures (above 1073∘K) to produce H2
(reactions (3)) and (reactions (4)) According to Kumar et al(2009) thewater gas reaction should increase at temperaturesbetween 1023∘K and 1073∘K [17] The reaction of tar cracking(reactions (8)) and steam reforming of the tar (reactions (9))at temperatures of approximately 923∘K to 973∘K [15 16]would contribute to an increase in H
2 The decrease in the
CO concentration due to a decrease in the dominance ofthe boudouard reaction (reactions (5)) caused a temperaturereduction The increase in the CH
4level was caused by an
increase in themethanisation reaction (reactions (6)) becausethe pressure increased in the gasifier as an effect of thepressure of the ejector According to Kaupp and Gross (1981)[18] and Donaj et al (2011) [19] an increase in the pressureinside the reactor increases the concentration of CH
4
When the recirculation flow rate was at a maximum of00021m3s and the primary air flow rate was increased to
0001m3s the concentration of CO increased from 1329to 20 but the concentrations of H
2and CH
4decreased
from 1746 to 1368 and from 37 to 269 respectivelyBecause the increase in the primary air flow rate increasesthe combustion reaction (reactions (7)) and the temperatureinside the reactor this contributed to a reduction in thereaction that produces H
2(reaction (3)) and (reaction (4))
and an increase in the boudauard reaction (reaction (5))[20] and dry reforming of the tar (reaction (10)) Thedecrease in H
2contributed to a reduction in CH
4(reaction
(6)) The increased temperature inside the reactor (Figure 5)contributed to the decrease in the CH
4concentration [20 21]
Consider gasification tar cracking and tar reformingreaction as follows
C +H2O 997888rarr CO +H
2 (3)
CO +H2O 997888rarr CO
2+H2 (4)
C + CO2997888rarr 2 CO (5)
C +H2997888rarr CH
4 (6)
C +O2997888rarr CO
2 (7)
C119909H119910997888rarr 119899C + (119909
2
)H2
(8)
C119909H119910+ 119898H
2O 997888rarr 119899CO + (
119898 + 119910
2
)H2
(9)
C119909H119910+ 119898CO
2997888rarr (
119909
2
)H2+ 2119898CO (10)
Journal of Combustion 5
Recirculation gas of
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
4
41
42
43
44
45
46
47
48
49
5
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
COLHV
of 00011m3s
000083 m3s
of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
LHV
(MJm
3)
Figure 4 Lower heating values of gases versus motive flow ejector
Recirculation gas
primary air of Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
0
200
400
600
800
1000
1200
1400
000052 0001 00014 00014
of 00011m3s
000083 m3sof 00014m3s
000083 m3sof 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
Tem
pera
ture
(∘K)
Figure 5 Combustion zone temperature versus motive flow ejector
33 The Lower Heating Value of the Producer Gas Figure 4shows the effect of the flow of the pyrolysis gases in thecombustion zone on the lower heating value of the gas
When the pyrolysis gas recirculation rate was increasedfrom 00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s the lower heatingvalue of the gas increased from 43MJm3 to 47MJm3This increase resulted from a significant increase in the
concentration of H2and a moderate decrease in the con-
centration of CO Furthermore there was an increase in theconcentration of CH
4 which has a greater heating value than
that of the other gases When the primary air flow rate wasincreased to 0001m3s and the pyrolysis gas recirculationrate was held constant at 00021m3s the lower heatingvalue increased from 47MJm3 to 49MJm3 because of thesignificant increase in the concentration of CO
6 Journal of Combustion
34 Combustion Zone Temperature Figure 5 shows the vari-ation in the maximum temperature in the combustionzone with the ejector flow rate When the pyrolysis gasrecirculation was increased from 00011m3s to a maxi-mum of 00021m3s at a constant primary air flow rate of000083m3s the maximum temperature in the combustionzone decreased from 1273∘K to 1148∘K because the endother-mic reaction that produces H
2(reactions (3)) became more
dominant The lower pyrolysis gas temperature led to a needfor more heat to increase its temperature causing a decreasein the temperature of the bed [17] The temperature insidereactor was constant at over 1148∘K so that the cracking andsteam reforming of the tar were continuous
When the primary air flow rate was increased to0001m3s and the pyrolysis gas recirculation was held con-stant at 00021m3s the temperature in the combustion zoneincreased from 1148∘K to 1273∘K because the increase in theflow rate of the primary air contributed to an increase in theexothermic combustion reaction (reaction (7))
4 Conclusions
The recirculation of pyrolysis gases from the top of gasifier(drying zone) to the combustion zone and gas outlet fromreduction zone in a modified updraft gasifier in this studyresulted in maximum lower heating value of 49MJm3Increasing the flow of the pyrolysis gases to the combustionzone tended to reduce the amount of tar produced Theconcentration of H
2tended to increase and the concentration
of CO decreased with increasing motive flow rate andconstant primary gasification air Increasing flow rate of theprimary gasification air tended to increase the amount of COand decrease the amount of H
2produced
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] E G Pereiraa J N da Silvaa J L de Oliveirab and CS Machadoa ldquoSustainable energy a review of gasificationtechnologiesrdquo Renewable and Sustainable Energy Reviews vol16 pp 4753ndash4762 2012
[2] K K Gupta A Rehman and R M Sarviya ldquoBio-fuels forthe gas turbine a reviewrdquo Renewable and Sustainable EnergyReviews vol 14 no 9 pp 2946ndash2955 2010
[3] A K Sharma ldquoModeling and simulation of a downdraftbiomass gasifier 1 Model development and validationrdquo EnergyConversion andManagement vol 52 no 2 pp 1386ndash1396 2011
[4] A F Kirkels and G P J Verbong ldquoBiomass gasificationstill promising A 30-year global overviewrdquo Renewable andSustainable Energy Reviews vol 15 no 1 pp 471ndash481 2011
[5] P Stahlberg M Lappi E Kurkela P Simell P Oesch and MNieminen Sampling of Contaminants from Product Gases ofBiomass Gasifiers vol 5 of VTT Technical Research Centre ofFinland Espoo 1998
[6] A Surjosatyo F Vidian and Y S Nugroho ldquoA review ongasifier modification for tar reduction in biomass gasificationrdquoAn International Journal of Jurnal Mekanikal no 31 pp 62ndash772010
[7] A Surjosatyo F Vidian and Y S Nugroho ldquoPerformancegasification perbatch rubber wood in conventional updraftgasifierrdquo Journal of Engineering and Applied Sciences vol 7 no8 pp 494ndash500 2012
[8] P Gilbert C Ryu V Sharifi and J Swithenbank ldquoTar reductionin pyrolysis vapours from biomass over a hot char bedrdquoBioresource Technology vol 100 no 23 pp 6045ndash6051 2009
[9] J P A -NeeftH AM Knoef G J Buffinga et al ldquoGuideline forsampling and analysis of tar and particles in biomass producergasesrdquo Energy Project ERK6-CT1999-20002 (Tar Protocol)2002
[10] C Brage and K Sjostrom An Outline of RampDWork Supportingthe Tar Guideline Department of Chemical Engineering andTechnology Chemical Technology Royal Institute of Technol-ogy (KTH) 2002
[11] Y Ueki T Torigoe O Hirofumi Y Ryo J H Kihedu and INaruse ldquoGasification characteristics of woody biomass in thepacked bed reactorrdquo in Proceedings of the Combustion Institutevol 33 pp 1795ndash1800 2011
[12] E Kurkela P Stahlberg P Simell and J Leppalahti ldquoUpdraftgasification of peat and biomassrdquo Biomass vol 19 no 1-2 pp37ndash46 1989
[13] F Vidian A Surjosatyo and Y S Nugroho ldquoCFD analysis ofexternal recirculation flow at updraft gasifier using ejectorrdquo inAIP Confrences Proceedings vol 1440 pp 936ndash941 2011
[14] M Seggiani S Vitolo M Puccini and A Bellini ldquoCogasifica-tion of sewage sludge in an updraft gasifierrdquo Fuel vol 93 pp486ndash491 2012
[15] T Damartzis and A Zabaniotou ldquoThermochemical conversionof biomass to second generation biofuels through integratedprocess design-A reviewrdquo Renewable and Sustainable EnergyReviews vol 15 no 1 pp 366ndash378 2011
[16] J Sulc J Stojdl M Richter et al ldquoBiomass waste gasificationmdashcan be the two stage process suitable for tar reduction andpowergenerationrdquo Waste Management vol 32 no 4 pp 692ndash7002012
[17] A Kumar D D Jones and M A Hanna ldquoThermochemicalbiomass gasification a review of the current status of thetechnologyrdquo Energies vol 2 no 3 pp 556ndash581 2009
[18] A Kaupp and J R Gross ldquoState of the art for small (2ndash50 kW)gas producer engine systemrdquo Final Report to USDA ForestService Contract No 53-39R-0-141 1981
[19] P Donaj M R Izadpanah W Yang and W Blasiak ldquoEffect ofpressure drop due to grate-bed resistance on the performance ofa downdraft gasifierrdquo Energy and Fuels vol 25 no 11 pp 5366ndash5377 2011
[20] H Kitzler C Pfeifer andH Hofbauer ldquoPressurized gasificationof woody biomass-Variation of parameterrdquo Fuel ProcessingTechnology vol 92 no 5 pp 908ndash914 2011
[21] L E Taba M F Irfan W A M Wan Daud and M HChakrabarti ldquoThe effect of temperature on various parametersin coal biomass and CO-gasification a reviewrdquo Renewable andSustainable Energy Reviews vol 16 pp 5584ndash5596 2012
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

4 Journal of Combustion
Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
CO
of 00011m3s
000083 m3s of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
Figure 3 Gas concentration versus motive flow ejector
of combustion reaction (reaction (7)) as shown inFigure 3
32 Gas Compositionzz Figure 3 shows the concentrationsof the gases resulting from the recirculation of the pyrolysisgases back to the combustion zone
Increasing the recirculation of the pyrolysis gas from00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s caused the concen-tration of H
2to increase from 1074 to 1746 and the
concentration of CH4to increase from 262 to 37
however the concentration of CO decreased from 1725 to1329 This upward trend was caused by the water vapour(H2O) present in pyrolysis gases reacting with the C and
the CO at high temperatures (above 1073∘K) to produce H2
(reactions (3)) and (reactions (4)) According to Kumar et al(2009) thewater gas reaction should increase at temperaturesbetween 1023∘K and 1073∘K [17] The reaction of tar cracking(reactions (8)) and steam reforming of the tar (reactions (9))at temperatures of approximately 923∘K to 973∘K [15 16]would contribute to an increase in H
2 The decrease in the
CO concentration due to a decrease in the dominance ofthe boudouard reaction (reactions (5)) caused a temperaturereduction The increase in the CH
4level was caused by an
increase in themethanisation reaction (reactions (6)) becausethe pressure increased in the gasifier as an effect of thepressure of the ejector According to Kaupp and Gross (1981)[18] and Donaj et al (2011) [19] an increase in the pressureinside the reactor increases the concentration of CH
4
When the recirculation flow rate was at a maximum of00021m3s and the primary air flow rate was increased to
0001m3s the concentration of CO increased from 1329to 20 but the concentrations of H
2and CH
4decreased
from 1746 to 1368 and from 37 to 269 respectivelyBecause the increase in the primary air flow rate increasesthe combustion reaction (reactions (7)) and the temperatureinside the reactor this contributed to a reduction in thereaction that produces H
2(reaction (3)) and (reaction (4))
and an increase in the boudauard reaction (reaction (5))[20] and dry reforming of the tar (reaction (10)) Thedecrease in H
2contributed to a reduction in CH
4(reaction
(6)) The increased temperature inside the reactor (Figure 5)contributed to the decrease in the CH
4concentration [20 21]
Consider gasification tar cracking and tar reformingreaction as follows
C +H2O 997888rarr CO +H
2 (3)
CO +H2O 997888rarr CO
2+H2 (4)
C + CO2997888rarr 2 CO (5)
C +H2997888rarr CH
4 (6)
C +O2997888rarr CO
2 (7)
C119909H119910997888rarr 119899C + (119909
2
)H2
(8)
C119909H119910+ 119898H
2O 997888rarr 119899CO + (
119898 + 119910
2
)H2
(9)
C119909H119910+ 119898CO
2997888rarr (
119909
2
)H2+ 2119898CO (10)
Journal of Combustion 5
Recirculation gas of
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
4
41
42
43
44
45
46
47
48
49
5
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
COLHV
of 00011m3s
000083 m3s
of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
LHV
(MJm
3)
Figure 4 Lower heating values of gases versus motive flow ejector
Recirculation gas
primary air of Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
0
200
400
600
800
1000
1200
1400
000052 0001 00014 00014
of 00011m3s
000083 m3sof 00014m3s
000083 m3sof 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
Tem
pera
ture
(∘K)
Figure 5 Combustion zone temperature versus motive flow ejector
33 The Lower Heating Value of the Producer Gas Figure 4shows the effect of the flow of the pyrolysis gases in thecombustion zone on the lower heating value of the gas
When the pyrolysis gas recirculation rate was increasedfrom 00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s the lower heatingvalue of the gas increased from 43MJm3 to 47MJm3This increase resulted from a significant increase in the
concentration of H2and a moderate decrease in the con-
centration of CO Furthermore there was an increase in theconcentration of CH
4 which has a greater heating value than
that of the other gases When the primary air flow rate wasincreased to 0001m3s and the pyrolysis gas recirculationrate was held constant at 00021m3s the lower heatingvalue increased from 47MJm3 to 49MJm3 because of thesignificant increase in the concentration of CO
6 Journal of Combustion
34 Combustion Zone Temperature Figure 5 shows the vari-ation in the maximum temperature in the combustionzone with the ejector flow rate When the pyrolysis gasrecirculation was increased from 00011m3s to a maxi-mum of 00021m3s at a constant primary air flow rate of000083m3s the maximum temperature in the combustionzone decreased from 1273∘K to 1148∘K because the endother-mic reaction that produces H
2(reactions (3)) became more
dominant The lower pyrolysis gas temperature led to a needfor more heat to increase its temperature causing a decreasein the temperature of the bed [17] The temperature insidereactor was constant at over 1148∘K so that the cracking andsteam reforming of the tar were continuous
When the primary air flow rate was increased to0001m3s and the pyrolysis gas recirculation was held con-stant at 00021m3s the temperature in the combustion zoneincreased from 1148∘K to 1273∘K because the increase in theflow rate of the primary air contributed to an increase in theexothermic combustion reaction (reaction (7))
4 Conclusions
The recirculation of pyrolysis gases from the top of gasifier(drying zone) to the combustion zone and gas outlet fromreduction zone in a modified updraft gasifier in this studyresulted in maximum lower heating value of 49MJm3Increasing the flow of the pyrolysis gases to the combustionzone tended to reduce the amount of tar produced Theconcentration of H
2tended to increase and the concentration
of CO decreased with increasing motive flow rate andconstant primary gasification air Increasing flow rate of theprimary gasification air tended to increase the amount of COand decrease the amount of H
2produced
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] E G Pereiraa J N da Silvaa J L de Oliveirab and CS Machadoa ldquoSustainable energy a review of gasificationtechnologiesrdquo Renewable and Sustainable Energy Reviews vol16 pp 4753ndash4762 2012
[2] K K Gupta A Rehman and R M Sarviya ldquoBio-fuels forthe gas turbine a reviewrdquo Renewable and Sustainable EnergyReviews vol 14 no 9 pp 2946ndash2955 2010
[3] A K Sharma ldquoModeling and simulation of a downdraftbiomass gasifier 1 Model development and validationrdquo EnergyConversion andManagement vol 52 no 2 pp 1386ndash1396 2011
[4] A F Kirkels and G P J Verbong ldquoBiomass gasificationstill promising A 30-year global overviewrdquo Renewable andSustainable Energy Reviews vol 15 no 1 pp 471ndash481 2011
[5] P Stahlberg M Lappi E Kurkela P Simell P Oesch and MNieminen Sampling of Contaminants from Product Gases ofBiomass Gasifiers vol 5 of VTT Technical Research Centre ofFinland Espoo 1998
[6] A Surjosatyo F Vidian and Y S Nugroho ldquoA review ongasifier modification for tar reduction in biomass gasificationrdquoAn International Journal of Jurnal Mekanikal no 31 pp 62ndash772010
[7] A Surjosatyo F Vidian and Y S Nugroho ldquoPerformancegasification perbatch rubber wood in conventional updraftgasifierrdquo Journal of Engineering and Applied Sciences vol 7 no8 pp 494ndash500 2012
[8] P Gilbert C Ryu V Sharifi and J Swithenbank ldquoTar reductionin pyrolysis vapours from biomass over a hot char bedrdquoBioresource Technology vol 100 no 23 pp 6045ndash6051 2009
[9] J P A -NeeftH AM Knoef G J Buffinga et al ldquoGuideline forsampling and analysis of tar and particles in biomass producergasesrdquo Energy Project ERK6-CT1999-20002 (Tar Protocol)2002
[10] C Brage and K Sjostrom An Outline of RampDWork Supportingthe Tar Guideline Department of Chemical Engineering andTechnology Chemical Technology Royal Institute of Technol-ogy (KTH) 2002
[11] Y Ueki T Torigoe O Hirofumi Y Ryo J H Kihedu and INaruse ldquoGasification characteristics of woody biomass in thepacked bed reactorrdquo in Proceedings of the Combustion Institutevol 33 pp 1795ndash1800 2011
[12] E Kurkela P Stahlberg P Simell and J Leppalahti ldquoUpdraftgasification of peat and biomassrdquo Biomass vol 19 no 1-2 pp37ndash46 1989
[13] F Vidian A Surjosatyo and Y S Nugroho ldquoCFD analysis ofexternal recirculation flow at updraft gasifier using ejectorrdquo inAIP Confrences Proceedings vol 1440 pp 936ndash941 2011
[14] M Seggiani S Vitolo M Puccini and A Bellini ldquoCogasifica-tion of sewage sludge in an updraft gasifierrdquo Fuel vol 93 pp486ndash491 2012
[15] T Damartzis and A Zabaniotou ldquoThermochemical conversionof biomass to second generation biofuels through integratedprocess design-A reviewrdquo Renewable and Sustainable EnergyReviews vol 15 no 1 pp 366ndash378 2011
[16] J Sulc J Stojdl M Richter et al ldquoBiomass waste gasificationmdashcan be the two stage process suitable for tar reduction andpowergenerationrdquo Waste Management vol 32 no 4 pp 692ndash7002012
[17] A Kumar D D Jones and M A Hanna ldquoThermochemicalbiomass gasification a review of the current status of thetechnologyrdquo Energies vol 2 no 3 pp 556ndash581 2009
[18] A Kaupp and J R Gross ldquoState of the art for small (2ndash50 kW)gas producer engine systemrdquo Final Report to USDA ForestService Contract No 53-39R-0-141 1981
[19] P Donaj M R Izadpanah W Yang and W Blasiak ldquoEffect ofpressure drop due to grate-bed resistance on the performance ofa downdraft gasifierrdquo Energy and Fuels vol 25 no 11 pp 5366ndash5377 2011
[20] H Kitzler C Pfeifer andH Hofbauer ldquoPressurized gasificationof woody biomass-Variation of parameterrdquo Fuel ProcessingTechnology vol 92 no 5 pp 908ndash914 2011
[21] L E Taba M F Irfan W A M Wan Daud and M HChakrabarti ldquoThe effect of temperature on various parametersin coal biomass and CO-gasification a reviewrdquo Renewable andSustainable Energy Reviews vol 16 pp 5584ndash5596 2012
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

Journal of Combustion 5
Recirculation gas of
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
Recirculation gas
primary air of
4
41
42
43
44
45
46
47
48
49
5
0
5
10
15
20
25
000052 0001 00014 00014
Gas
com
posit
ion
( v
ol)
COLHV
of 00011m3s
000083 m3s
of 00014m3s
000083 m3s
of 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
H2
CH4
LHV
(MJm
3)
Figure 4 Lower heating values of gases versus motive flow ejector
Recirculation gas
primary air of Recirculation gas
primary air of Recirculation gas
primary air of
Recirculation gas
primary air of
0
200
400
600
800
1000
1200
1400
000052 0001 00014 00014
of 00011m3s
000083 m3sof 00014m3s
000083 m3sof 00021m3s
000083 m3s
of 00021m3s
0001m3s
Flow rate of motive flow of ejector (m3s)
Tem
pera
ture
(∘K)
Figure 5 Combustion zone temperature versus motive flow ejector
33 The Lower Heating Value of the Producer Gas Figure 4shows the effect of the flow of the pyrolysis gases in thecombustion zone on the lower heating value of the gas
When the pyrolysis gas recirculation rate was increasedfrom 00011m3s to a maximum of 00021m3s at a constantprimary air flow rate of 000083m3s the lower heatingvalue of the gas increased from 43MJm3 to 47MJm3This increase resulted from a significant increase in the
concentration of H2and a moderate decrease in the con-
centration of CO Furthermore there was an increase in theconcentration of CH
4 which has a greater heating value than
that of the other gases When the primary air flow rate wasincreased to 0001m3s and the pyrolysis gas recirculationrate was held constant at 00021m3s the lower heatingvalue increased from 47MJm3 to 49MJm3 because of thesignificant increase in the concentration of CO
6 Journal of Combustion
34 Combustion Zone Temperature Figure 5 shows the vari-ation in the maximum temperature in the combustionzone with the ejector flow rate When the pyrolysis gasrecirculation was increased from 00011m3s to a maxi-mum of 00021m3s at a constant primary air flow rate of000083m3s the maximum temperature in the combustionzone decreased from 1273∘K to 1148∘K because the endother-mic reaction that produces H
2(reactions (3)) became more
dominant The lower pyrolysis gas temperature led to a needfor more heat to increase its temperature causing a decreasein the temperature of the bed [17] The temperature insidereactor was constant at over 1148∘K so that the cracking andsteam reforming of the tar were continuous
When the primary air flow rate was increased to0001m3s and the pyrolysis gas recirculation was held con-stant at 00021m3s the temperature in the combustion zoneincreased from 1148∘K to 1273∘K because the increase in theflow rate of the primary air contributed to an increase in theexothermic combustion reaction (reaction (7))
4 Conclusions
The recirculation of pyrolysis gases from the top of gasifier(drying zone) to the combustion zone and gas outlet fromreduction zone in a modified updraft gasifier in this studyresulted in maximum lower heating value of 49MJm3Increasing the flow of the pyrolysis gases to the combustionzone tended to reduce the amount of tar produced Theconcentration of H
2tended to increase and the concentration
of CO decreased with increasing motive flow rate andconstant primary gasification air Increasing flow rate of theprimary gasification air tended to increase the amount of COand decrease the amount of H
2produced
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] E G Pereiraa J N da Silvaa J L de Oliveirab and CS Machadoa ldquoSustainable energy a review of gasificationtechnologiesrdquo Renewable and Sustainable Energy Reviews vol16 pp 4753ndash4762 2012
[2] K K Gupta A Rehman and R M Sarviya ldquoBio-fuels forthe gas turbine a reviewrdquo Renewable and Sustainable EnergyReviews vol 14 no 9 pp 2946ndash2955 2010
[3] A K Sharma ldquoModeling and simulation of a downdraftbiomass gasifier 1 Model development and validationrdquo EnergyConversion andManagement vol 52 no 2 pp 1386ndash1396 2011
[4] A F Kirkels and G P J Verbong ldquoBiomass gasificationstill promising A 30-year global overviewrdquo Renewable andSustainable Energy Reviews vol 15 no 1 pp 471ndash481 2011
[5] P Stahlberg M Lappi E Kurkela P Simell P Oesch and MNieminen Sampling of Contaminants from Product Gases ofBiomass Gasifiers vol 5 of VTT Technical Research Centre ofFinland Espoo 1998
[6] A Surjosatyo F Vidian and Y S Nugroho ldquoA review ongasifier modification for tar reduction in biomass gasificationrdquoAn International Journal of Jurnal Mekanikal no 31 pp 62ndash772010
[7] A Surjosatyo F Vidian and Y S Nugroho ldquoPerformancegasification perbatch rubber wood in conventional updraftgasifierrdquo Journal of Engineering and Applied Sciences vol 7 no8 pp 494ndash500 2012
[8] P Gilbert C Ryu V Sharifi and J Swithenbank ldquoTar reductionin pyrolysis vapours from biomass over a hot char bedrdquoBioresource Technology vol 100 no 23 pp 6045ndash6051 2009
[9] J P A -NeeftH AM Knoef G J Buffinga et al ldquoGuideline forsampling and analysis of tar and particles in biomass producergasesrdquo Energy Project ERK6-CT1999-20002 (Tar Protocol)2002
[10] C Brage and K Sjostrom An Outline of RampDWork Supportingthe Tar Guideline Department of Chemical Engineering andTechnology Chemical Technology Royal Institute of Technol-ogy (KTH) 2002
[11] Y Ueki T Torigoe O Hirofumi Y Ryo J H Kihedu and INaruse ldquoGasification characteristics of woody biomass in thepacked bed reactorrdquo in Proceedings of the Combustion Institutevol 33 pp 1795ndash1800 2011
[12] E Kurkela P Stahlberg P Simell and J Leppalahti ldquoUpdraftgasification of peat and biomassrdquo Biomass vol 19 no 1-2 pp37ndash46 1989
[13] F Vidian A Surjosatyo and Y S Nugroho ldquoCFD analysis ofexternal recirculation flow at updraft gasifier using ejectorrdquo inAIP Confrences Proceedings vol 1440 pp 936ndash941 2011
[14] M Seggiani S Vitolo M Puccini and A Bellini ldquoCogasifica-tion of sewage sludge in an updraft gasifierrdquo Fuel vol 93 pp486ndash491 2012
[15] T Damartzis and A Zabaniotou ldquoThermochemical conversionof biomass to second generation biofuels through integratedprocess design-A reviewrdquo Renewable and Sustainable EnergyReviews vol 15 no 1 pp 366ndash378 2011
[16] J Sulc J Stojdl M Richter et al ldquoBiomass waste gasificationmdashcan be the two stage process suitable for tar reduction andpowergenerationrdquo Waste Management vol 32 no 4 pp 692ndash7002012
[17] A Kumar D D Jones and M A Hanna ldquoThermochemicalbiomass gasification a review of the current status of thetechnologyrdquo Energies vol 2 no 3 pp 556ndash581 2009
[18] A Kaupp and J R Gross ldquoState of the art for small (2ndash50 kW)gas producer engine systemrdquo Final Report to USDA ForestService Contract No 53-39R-0-141 1981
[19] P Donaj M R Izadpanah W Yang and W Blasiak ldquoEffect ofpressure drop due to grate-bed resistance on the performance ofa downdraft gasifierrdquo Energy and Fuels vol 25 no 11 pp 5366ndash5377 2011
[20] H Kitzler C Pfeifer andH Hofbauer ldquoPressurized gasificationof woody biomass-Variation of parameterrdquo Fuel ProcessingTechnology vol 92 no 5 pp 908ndash914 2011
[21] L E Taba M F Irfan W A M Wan Daud and M HChakrabarti ldquoThe effect of temperature on various parametersin coal biomass and CO-gasification a reviewrdquo Renewable andSustainable Energy Reviews vol 16 pp 5584ndash5596 2012
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

6 Journal of Combustion
34 Combustion Zone Temperature Figure 5 shows the vari-ation in the maximum temperature in the combustionzone with the ejector flow rate When the pyrolysis gasrecirculation was increased from 00011m3s to a maxi-mum of 00021m3s at a constant primary air flow rate of000083m3s the maximum temperature in the combustionzone decreased from 1273∘K to 1148∘K because the endother-mic reaction that produces H
2(reactions (3)) became more
dominant The lower pyrolysis gas temperature led to a needfor more heat to increase its temperature causing a decreasein the temperature of the bed [17] The temperature insidereactor was constant at over 1148∘K so that the cracking andsteam reforming of the tar were continuous
When the primary air flow rate was increased to0001m3s and the pyrolysis gas recirculation was held con-stant at 00021m3s the temperature in the combustion zoneincreased from 1148∘K to 1273∘K because the increase in theflow rate of the primary air contributed to an increase in theexothermic combustion reaction (reaction (7))
4 Conclusions
The recirculation of pyrolysis gases from the top of gasifier(drying zone) to the combustion zone and gas outlet fromreduction zone in a modified updraft gasifier in this studyresulted in maximum lower heating value of 49MJm3Increasing the flow of the pyrolysis gases to the combustionzone tended to reduce the amount of tar produced Theconcentration of H
2tended to increase and the concentration
of CO decreased with increasing motive flow rate andconstant primary gasification air Increasing flow rate of theprimary gasification air tended to increase the amount of COand decrease the amount of H
2produced
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] E G Pereiraa J N da Silvaa J L de Oliveirab and CS Machadoa ldquoSustainable energy a review of gasificationtechnologiesrdquo Renewable and Sustainable Energy Reviews vol16 pp 4753ndash4762 2012
[2] K K Gupta A Rehman and R M Sarviya ldquoBio-fuels forthe gas turbine a reviewrdquo Renewable and Sustainable EnergyReviews vol 14 no 9 pp 2946ndash2955 2010
[3] A K Sharma ldquoModeling and simulation of a downdraftbiomass gasifier 1 Model development and validationrdquo EnergyConversion andManagement vol 52 no 2 pp 1386ndash1396 2011
[4] A F Kirkels and G P J Verbong ldquoBiomass gasificationstill promising A 30-year global overviewrdquo Renewable andSustainable Energy Reviews vol 15 no 1 pp 471ndash481 2011
[5] P Stahlberg M Lappi E Kurkela P Simell P Oesch and MNieminen Sampling of Contaminants from Product Gases ofBiomass Gasifiers vol 5 of VTT Technical Research Centre ofFinland Espoo 1998
[6] A Surjosatyo F Vidian and Y S Nugroho ldquoA review ongasifier modification for tar reduction in biomass gasificationrdquoAn International Journal of Jurnal Mekanikal no 31 pp 62ndash772010
[7] A Surjosatyo F Vidian and Y S Nugroho ldquoPerformancegasification perbatch rubber wood in conventional updraftgasifierrdquo Journal of Engineering and Applied Sciences vol 7 no8 pp 494ndash500 2012
[8] P Gilbert C Ryu V Sharifi and J Swithenbank ldquoTar reductionin pyrolysis vapours from biomass over a hot char bedrdquoBioresource Technology vol 100 no 23 pp 6045ndash6051 2009
[9] J P A -NeeftH AM Knoef G J Buffinga et al ldquoGuideline forsampling and analysis of tar and particles in biomass producergasesrdquo Energy Project ERK6-CT1999-20002 (Tar Protocol)2002
[10] C Brage and K Sjostrom An Outline of RampDWork Supportingthe Tar Guideline Department of Chemical Engineering andTechnology Chemical Technology Royal Institute of Technol-ogy (KTH) 2002
[11] Y Ueki T Torigoe O Hirofumi Y Ryo J H Kihedu and INaruse ldquoGasification characteristics of woody biomass in thepacked bed reactorrdquo in Proceedings of the Combustion Institutevol 33 pp 1795ndash1800 2011
[12] E Kurkela P Stahlberg P Simell and J Leppalahti ldquoUpdraftgasification of peat and biomassrdquo Biomass vol 19 no 1-2 pp37ndash46 1989
[13] F Vidian A Surjosatyo and Y S Nugroho ldquoCFD analysis ofexternal recirculation flow at updraft gasifier using ejectorrdquo inAIP Confrences Proceedings vol 1440 pp 936ndash941 2011
[14] M Seggiani S Vitolo M Puccini and A Bellini ldquoCogasifica-tion of sewage sludge in an updraft gasifierrdquo Fuel vol 93 pp486ndash491 2012
[15] T Damartzis and A Zabaniotou ldquoThermochemical conversionof biomass to second generation biofuels through integratedprocess design-A reviewrdquo Renewable and Sustainable EnergyReviews vol 15 no 1 pp 366ndash378 2011
[16] J Sulc J Stojdl M Richter et al ldquoBiomass waste gasificationmdashcan be the two stage process suitable for tar reduction andpowergenerationrdquo Waste Management vol 32 no 4 pp 692ndash7002012
[17] A Kumar D D Jones and M A Hanna ldquoThermochemicalbiomass gasification a review of the current status of thetechnologyrdquo Energies vol 2 no 3 pp 556ndash581 2009
[18] A Kaupp and J R Gross ldquoState of the art for small (2ndash50 kW)gas producer engine systemrdquo Final Report to USDA ForestService Contract No 53-39R-0-141 1981
[19] P Donaj M R Izadpanah W Yang and W Blasiak ldquoEffect ofpressure drop due to grate-bed resistance on the performance ofa downdraft gasifierrdquo Energy and Fuels vol 25 no 11 pp 5366ndash5377 2011
[20] H Kitzler C Pfeifer andH Hofbauer ldquoPressurized gasificationof woody biomass-Variation of parameterrdquo Fuel ProcessingTechnology vol 92 no 5 pp 908ndash914 2011
[21] L E Taba M F Irfan W A M Wan Daud and M HChakrabarti ldquoThe effect of temperature on various parametersin coal biomass and CO-gasification a reviewrdquo Renewable andSustainable Energy Reviews vol 16 pp 5584ndash5596 2012
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014