Embed Size (px)
Citation preview
Experimental and Computational Studies on Cryogenic Turboexpander
A Thesis Submitted for Award of the Degree of
Doctor of Philosophy
Subrata Kumar Ghosh
Mechanical Engineering Department
National Institute of Technology Rourkela 769008
Dedicated to
PARENTS
NATIONAL INSTITUTE OF TECHNOLOGY ROURKELA, INDIA
Ranjit Kr Sahoo Sunil Kr Sarangi Professor Director Mechanical Engg. Department NIT Rourkela NIT Rourkela Date: July 29, 2008
This is to certify that the thesis entitled “Experimental and computational studies
on Cryogenic Turboexpander”, being submitted by Shri Subrata Kumar Ghosh, is
a record of bona fide research carried out by him at Mechanical Engineering
department, National Institute of Technology, Rourkela, under our guidance and
supervision. The work incorporated in this thesis has not been, to the best of our
knowledge, submitted to any other university or institute for the award of any
degree or diploma.
(Ranjit Kr Sahoo) (Sunil Kr Sarangi)
CERTIFICATE
iv
Acknowledgement
I am extremely fortunate to be involved in an exciting and challenging research project
like development of a high speed cryogenic turboexpander. It has enriched my life, giving me an
opportunity to look at the horizon of technology with a wide view and to come in contact with
people endowed with many superior qualities.
I would like to express my deep sense of gratitude and respect to my supervisors Prof.
S.K.Sarangi and Prof. R.K.Sahoo for their excellent guidance, suggestions and constructive
criticism. I feel proud that I am one their doctoral students. The charming personality of Prof.
Sarangi has been unified perfectly with knowledge that creates a permanent impression in my
mind. I consider myself extremely lucky to be able to work under the guidance of such a dynamic
personality. Whenever I faced any problem – academic or otherwise, I ran to him, and he was
always there, with his reassuring smile, to bail me out. I and my family members also remember
the affectionate love and kind support extended by Madam Sarangi during our stay at Kharagpur
and Rourkela.
I also feel lucky to get Prof. R.K.Sahoo as one of my supervisors. His invaluable academic
and family support and creative suggestions helped me a lot to complete the project successfully.
I record my deepest gratitude to Madam Sahoo for family support all the times during our stay at
Rourkela.
I take this opportunity to express my heartfelt gratitude to the members of my doctoral
scrutiny committee – Prof. B. K. Nanda (HOD), Prof. A. K. Shatpaty of Mechanical Engineering
Department, Prof. R. K. Singh of Chemical Engineering Department for thoughtful advice and
useful discussions. I am thankful to my other teachers at the Mechanical Engineering Department
for constant encouragement and support in pursuing the PhD work.
I am indebted to the Cryogenic Division of Bhabha Atomic Research Centre (BARC), Mr.
Tilok Singh and his Team for sharing their vast experience on turbine. I must confess – had he
not made arrangements for the experiments of our turbine in BARC, I would not be in a position
to write these words now.
I take this opportunity to express my heartfelt gratitude to all the staff members of
Mechanical Engineering Department, NIT Rourkela for their valuable suggestions and timely
support. I am deeply indebted to one of the project team members Mr. Biswanath Mukherjee for
his cooperation and skilled technical support to complete the task in time. I record my
appreciation for the help extended by Dr. Nagam Seshaiah during my research work.
“A friend in need is a friend indeed” – I have got a first hand proof of this proverb
through the generosity of my friends and associates at NIT. Mr. Pradip Kumar Roy and Mr Suhrit

v
Mula, my good friends have been by my side all my life at NIT. I shall really miss the interesting
and intellectually motivating company of my friends and colleagues.
I am really grateful to my loving parents for their perseverance, encouragement with
support of all kinds and their unconditional affection. With a smile on their faces but anxiety in
their minds, they stood by my side in times of need. Their presence itself came as a soothing
solace. I thank my stars to have such wonderful parents. My beloved wife had to undergo the
rigours of my agony and ecstasy during the period of my research work. Sometimes she had to
manage difficult and demanding situations all alone. I am sorry for this but feel proud of her.
This thesis is a fruit of the fathomless love and affection of all the people around me –
my wife, parents, in-laws, grandparents, uncle and aunty, brother, my supervisors and my
colleagues and friends. If there is anything in this work that is of value – the credit goes entirely
to them.
(July 29, 2008) (Subrata Kumar Ghosh)
vi
Abstract
The expansion turbine constitutes the most critical component of a large number of
cryogenic process plants – air separation units, helium and hydrogen liquefiers, and low
temperature refrigerators. A medium or large cryogenic system needs many components,
compressor, heat exchanger, expansion turbine, instrumentation, vacuum vessel etc. At present
most of these process plants operate at medium or low pressure due to its inherent advantages.
A basic component which is essential for these processes is the turboexpander. The theory of
small turboexpanders and their design method are not fully standardised. Although several
companies around the world manufacture and sell turboexpanders, the technology is not
available in open literature. To address to this problem, a modest attempt has been made at NIT,
Rourkela to understand, standardise and document the design, fabrication and testing procedure
of cryogenic turboexpanders. The research programme has two major objectives –
⇒ A clear understanding of the thermodynamic scenario though modelling, that will help
in determination of blade profile, and prediction of its performance for a given speed
and size.
⇒ To build and record in open literature a complete turbine system.
The work presented here can be broadly classified into seven parts. The first part is the
genesis that builds up the problem and gives a comprehensive review of turboexpander
literature. A detailed review of the development process, as well as all relevant technical issues,
have been carried out and will be presented in the thesis.
A streamlined design procedure, based on published works, has been developed and
documented for all the components. Full details of the design process, from conception of the
basic topology to production drawings are presented. A detailed procedure has also been given to
determine the three-dimensional contours of the blades with a view to obtaining highest
performance while satisfying manufacturing constraints.
A cryogenic turboexpander is a precision equipment. Because it operates at high speed
with clearances of 10 to 40 μm in the bearings, the rotor should be properly balanced. This
demands micron scale manufacturing tolerance on the shaft and also on the impellers. Special
attention has been paid to the material selection, tolerance analysis, fabrication and assembly of
the turboexpander.
An experimental set up has been built to study the performance of the turbine. The thesis
presents the construction of the test rig, including the air / nitrogen handling system, gas bearing
system, and instrumentation for measurement of temperature, pressure, rotational speed and
vibration. Vibration and speed have been measured with a laser vibrometer. The prototype
turbine has been successfully operated above 200,000 r/min.

vii
The performance of a turbine system is expressed as a function of mass flow rate,
pressure ratio and rotational speed. Based on the method suggested by Whitfield and Baines, a
one-dimensional meanline procedure for estimating various losses and prediction of off design
performance of an expansion turbine has been carried out.
viii
Contents
Certificate iii
Acknowledgements iv Abstract vi
Contents viii
Nomenclature xi
List of Figures xv
List of Tables xx
1. Introduction
1.1. Role of Expansion Turbines in Cryogenic Processes 1
1.2. Anatomy of an Expansion Turbine 2
1.3. Objectives of the Present Investigation 4
1.4. Organization of the Thesis 5
2. Literature Review
2.1. A Historical Perspective 6
2.2. Design of of Turboexpander 9
2.3. Assessment of Blade Profile 19
2.4. Development of prototype Turboexpander 20
2.5. Experimental Performance Study 25
2.6. Off-Design Performance of Turboexpander 27
3. Design of Turboexpander
3.1. Fluid Parameters and layout of components 31
3.2. Design of Turbine Wheel 33
3.3. Design of Diffuser 37
3.4. Design of Nozzle 42
3.5. Design of Brake Compressor 46
3.6. Design of shaft 51
3.7. Design of Vaneless Space 53
3.8. Selection of Bearings 53
3.9. Supporting Structures 55
ix
4. Determination of Blade Profile
4.1. Introduction to Blade Profile 62
4.2. Assumptions 64
4.3. Input and Output Variables 65
4.4. Governing Equations 66
4.5. Results and Discussion 74
5. Development of Prototype Turboexpander
5.1. Materials for the Turbine System 84
5.2. Analysis of Design Tolerance 86
5.3. Fabrication of Turboexpander 96
5.4. Balancing of the Rotor 97
5.5. Sequence of Assembly 99
5.6. Precautions during Assembly and suggested Change 101
6. Experimental Performance Study 6.1. Turboexpander Test Rig 102
6.2. Selection of Equipment 103
6.3. Instrumentation 104
6.4. Measurement of Efficiency 106
6.5. Experiment on Turboexpander with Aerostatic Bearings 107
6.6. Experiment on Turboexpander with Complete Aerodynamic Bearings 110
6.7. Results and Discussion 113
7. Off Design Performance of Turboexpander 7.1 Introduction to Performance Analysis 119
7.2 Loss Mechanisms in a Turboexpander 120
7.3 Summary of Governing Equations 124
7.4 Input and Output Variables 127
7.5 Mathematical Model of Components 130
7.6 Solution of Governing Equations 140
7.7 Results and Discussion 145
8. Epilogue 8.1 Concluding Remarks 155
8.2 Scope for Future Work 156

x
References 158
Appendices
A. Production Drawings of Turboexpander
B. Fabricated Parts of Turboexpander
Curriculum Vitae
xi
Nomenclature
A = cross sectional area normal to flow direction (m2)
b = height (nozzle, wheel blade) (m)
C = chord length (m)
Cr
= absolute velocity of fluid stream (m/s)
C0 = spouting velocity (m/s)
PC = specific heat at constant pressure (J/kg K)
sC = velocity of sound (m/s)
1C = integrating constant (dimensionless)
2C = integrating constant (dimensionless)
D = diameter (wheel, brake compressor) (m)
d = diameter (shaft) (m)
DS = design speed rpm
E = Young’s modulus (N/m2)
f = vibration frequency (Hz)
h = enthalpy (J/kg)
I = rothalpy (J/kg)
1k = Pressure recovery factor (dimensionless)
2k = Temperature and Density recovery factor (dimensionless)
eK = free parameter (dimensionless)
hK = free parameter (dimensionless)
IK = meridional velocity ratio (dimensionless)
l = shaft length (m)
L = length (m)
LL = lower limit of tolerance (m)
xii
M = Mach number (dimensionless)
m = total number of difficulty factors (dimensionless)
m = polytropic index (dimensionless)
NM = Molecular weight of N2 kg/kmol
m& = mass flow rate (kg/s)
N = rotational speed (r/min)
n = total number of dimensions in a loop (dimensionless)
sn = specific speed (dimensionless)
sd = specific diameter (dimensionless)
P = power output of the turbine (W)
p = pressure (N/m2)
Q = volumetric flow rate (m3/s)
R = Gas constant of the working fluid (J/kg.K)
R = difficulty index for each tolerance (dimensionless)
r = radius (m)
r = radial coordinate (dimensionless)
Re = machine Reynolds number (dimensionless)
S = tangential vane spacing (m)
s = entropy (J/kg.K)
s = meridional streamlength (m)
T = temperature (K)
t = blade thickness (m)
t = central streamlength (m)
t = tolerance (m)
Ur
= rotor surface velocity (in tangential direction) (m/s)
UL = upper limit of tolerance (m)
Wr
= velocity of fluid stream relative to blade surface (m/s)
w = width (m)

xiii
W = highest value of a dimension (m)
w = lower value of a dimension (m)
x = dimension in a dimension loop (m)
yw = dimension function (m)
Z = number of vanes (dimensionless)
z = axial coordinate (dimensionless)
Greek symbols α = absolute velocity angle (radian)
αt = throat angle (radian)
α0 = inlet flow angle (radian)
β = relative velocity angle (radian)
γ = specific heat ratio (dimensionless)
μ = dynamic viscosity (pa.s)
ρ = density (kg/m3)
ω = rotational speed (rad/s)
θ = tangential coordinate (dimensionless)
ξ = Inlet turbine wheel diameter to exit tip diameter ratio (dimensionless)
λ = Hub diameter to tip diameter ratio (dimensionless)
ε = axial clearance (m)
δ = angle between meridional velocity & axial co-ordinate (radian)
η = isentropic efficiency (dimensionless)
stT −η = total-to-static efficiency (dimensionless)
TT −η = total-to-total efficiency (dimensionless)
Subscripts
0 = stagnation condition
in = inlet to the nozzles
1 = exit from the nozzles
2 = inlet to the turbine wheel
xiv
3 = exit from the turbine wheel
ex = discharge from the diffuser
4 = inlet to brake compressor
5 = exit to brake compressor
D = diffuser
ad = adiabatic
m = meridional direction
n = nozzle
r = radial direction
s = isentropic
hub = hub of turbine wheel at exit
tip = tip of turbine wheel at exit
mean = average of tip and hub
ss = Stainless Steel (SS-304)
t = throat
tr = turbine
w = relative
θ = tangential direction
vs = vaneless space
rel = relative
Cl = clearance loss
DF = disk friction loss
I = incidence loss
P = passage loss
R = rotor overall loss
TE = trailing edge loss
xv
List of Figures
Page No. Chapter 1 1.1 Steady flow cryogenic refrigeration cycles with and without active expansion devices 2 1.2 Schematic of an expansion turbine assembly; the basic components 3
Chapter 2 2.1 ss dn diagram for radial inflow turbines with 0
2 90=β 11
Chapter 3 3.1 Longitudinal section of the expansion turbine displaying the layout of the components 32 3.2 State points of turboexpander 33 3.3 Inlet and exit velocity triangles of the turbine wheel 36
3.4 Diffuser nomenclatures 38
3.5 Performance diagram for diffusers 38 3.6 Velocity diagrams for expansion turbine 41 3.7 Major dimensions of the nozzle and nozzle vane 43 3.8 Cascade notation 45 3.9 Inlet and exit velocity triangles of the brake compressor 48 3.10 Flow chart for calculation of state properties and dimension of cryogenic
turboexpander 61
Chapter 4 4.1 Illustration of flows in radial axial impeller 63 4.2 Coordinate system 63 4.3 Flow chart of the computer program for calculation of blade profile using
Hasselgruber’s method 73
4.4 Variation of radial co-ordinate of turbine wheel with the variation of hk 75 4.5 Variation of radial co-ordinate of turbine wheel with the variation of ek 75 4.6 Variation of radial co-ordinate of turbine wheel with the variation of 3δ 76
xvi
4.7 Variation of axial co-ordinate of turbine wheel with the variation of hk 76 4.8 Variation of axial co-ordinate of turbine wheel with the variation of ek 76 4.9 Variation of axial co-ordinate of turbine wheel with the variation of 3δ 77 4.10 Variation of angular co-ordinate of turbine wheel with the variation of hk 77 4.11 Variation of angular co-ordinate of turbine wheel with the variation of ek 77 4.12 Variation of angular co-ordinate of turbine wheel with the variation of 3δ 78 4.13 Variation of characteristic angle in the turbine wheel with the variation of hk 78 4.14 Variation of characteristic angle in the turbine wheel with the variation of ek 78 4.15 Variation of characteristic angle in the turbine wheel with the variation of 3δ 79 4.16 Variation of flow angle in the turbine wheel with the variation of hk 79 4.17 Variation of flow angle in the turbine wheel with the variation of ek 79 4.18 Variation of flow angle in the turbine wheel with the variation of 3δ 80 4.19 Variation of relative acceleration in the turbine wheel with the variation of hk 80 4.20 Variation of relative acceleration in the turbine wheel with the variation of ek 80 4.21 Variation of relative acceleration in the turbine wheel with the variation of 3δ 81
4.22 Pressure and temperature distribution along the meridional streamline of the turbine wheel 83 4.23 Density, absolute velocity and relative velocity distribution along the meridional
streamline of the turbine wheel 83
Chapter 5 5.1 Dimensional chains for length tolerance analysis of thrust bearing clearance,
wheel-shroud clearance and brake compressor clearance 91
5.2 Dimensional chains for radial tolerance analysis of journal bearing and shaft clearances 95
5.3 Schematic showing the planes for balancing the prototype rotor 98 5.4 Photograph of a balanced rotor 98 5.5 Photograph of the assembled turboexpander 100
xvii
Chapter 6 6.1 Schematic of the experimental set up to test a turboexpander with
aerostatic bearings 103 6.2 Schematic of the experimental set up to test a turboexpander with
aerodynamic bearings 103
6.3 Schematic diagram of laser vibrometer for the measurement of speed 106
6.4 Experimental set up for study of turboexpander with aerodynamic journal bearings and aerostatic thrust bearings 108
6.5 Turbine rotational speed at pressure 1.2 bar with aerodynamic journal bearings and aerostatic thrust bearings 108
6.6 Turbine rotational speed at pressure 1.6 bar with aerodynamic journal bearings
and aerostatic thrust bearings 109 6.7 Turbine rotational speed at pressure 2.0 bar with aerodynamic journal bearings
and aerostatic thrust bearings 109
6.8 Turbine rotational speed at pressure 2.4 bar with aerodynamic journal bearings and aerostatic thrust bearings 109
6.9 Aerodynamic spiral groove thrust bearing 110 6.10 Experimental set up at BARC 110 6.11 Experimental set up with aerodynamic bearing 110 6.12 Closer view of turboexpander 112 6.13 A second view of experimental set up 112 6.14 Turbine rotational speed at pressure 1.8 bar with complete aerodynamic bearings 115 6.15 Turbine rotational speed at pressure 2.2 bar with complete aerodynamic bearings 115 6.16 Turbine rotational speed at pressure 2.6 bar with complete aerodynamic bearings 115 6.17 Turbine rotational speed at pressure 3.0 bar with complete aerodynamic bearings 116 6.18 Turbine rotational speed at pressure 3.4 bar with complete aerodynamic bearings 116 6.19 Turbine rotational speed at pressure 3.8 bar with complete aerodynamic bearings 116 6.20 Turbine rotational speed at pressure 4.2 bar with complete aerodynamic bearings 117 6.21 Turbine rotational speed at pressure 4.6 bar with complete aerodynamic bearings 117 6.22 Turbine rotational speed at pressure 5.0 bar with complete aerodynamic bearings 117 6.23 Variation of efficiency with pressure ratio at room temperature 118 6.24 Variation of dimensionless mass flow rate with pressure ratio at room temperature 118
xviii
Chapter 7 7.1 Components of the expansion turbine along the fluid flow path 120 7.2 General turbine inlet and outlet velocity triangle 126 7.3 Flow chart for computation of off-design performance of an expansion turbine
by using mean line method 144 7.4 Variation of dimensionless mass flow rate with pressure ratio and rotational speed 147 7.5 Variation of efficiency with pressure ratio and rotational speed 147 7.6 Variation of different turboexpander loss coefficient with pressure ratio 147 7.7 Variation of different turboexpander loss with pressure ratio 148 7.8 Variation of different turbine wheel loss coefficient with pressure ratio 148 7.9 Variation of Mach number at different basic units of turboexpander with
pressure ratio 148 7.10 Variation of nozzle loss coefficient with pressure ratio and rotational speed 149 7.11 Variation of vaneless space loss coefficient with pressure ratio and rotational speed 149 7.12 Variation of turbine wheel loss coefficient with pressure ratio and rotational speed 149 7.13 Variation of diffuser loss coefficient with pressure ratio and rotational speed 150 7.14 Variation of nozzle loss with pressure ratio and rotational speed 150 7.15 Variation of vaneless space loss with pressure ratio and rotational speed 150 7.16 Variation of turbine wheel loss with pressure ratio and rotational speed 151 7.17 Variation of diffuser loss with pressure ratio and rotational speed 151 7.18 Variation of turbine wheel incidence loss coefficient with pressure ratio and
rotational speed 151 7.19 Variation of turbine wheel passage loss coefficient with pressure ratio and
rotational speed 152 7.20 Variation of turbine wheel clearance loss coefficient with pressure ratio and
rotational speed 152 7.21 Variation of turbine wheel trailing edge loss coefficient with pressure ratio and
rotational speed 152 7.22 Variation of turbine wheel disk friction loss coefficient with pressure ratio and
rotational speed 153
7.23 Variation of nozzle exit Mach number with pressure ratio and rotational speed 153 7.24 Variation of turbine wheel inlet Mach number with pressure ratio and
rotational speed 153

xix
7.25 Variation of turbine wheel exit Mach number with pressure ratio and rotational speed 154
7.26 Variation of diffuser exit Mach number with pressure ratio and rotational speed 154
xx
List of Tables
Page No.
Chapter 3 3.1 Basic input parameters for the cryogenic expansion turbine system 32 3.2 Thermodynamic states at inlet and exit of prototype turbine 35 3.3 Thermodynamic properties at state point 3 40
Chapter 4 4.1 Input data for blade profile analysis of expansion turbine 65 4.2 Output variables in meanline analysis of expansion turbine performance 66 4.3 Turbine blade profile co-ordinates of mean streamsurface 81 4.4 Turbine blade profile co-ordinates of pressure and suction surfaces 82
Chapter 5 5.1 Elements of dimension loop controlling the clearance between the thrust
bearing and the collar 90 5.2 Distribution of tolerance in the thrust collar loop 91
5.3 Limiting dimensions of components in the thrust bearing loop 92 5.4 Elements of dimension loop controlling the clearance between the wheel and
the shroud 92
5.5 Distribution of tolerance in the wheel clearance loop 93
5.6 Limiting dimensions of components in the wheel clearance loop 93 5.7 Elements of dimension loop controlling the clearance between the compressor
wheel and the Lock Nut 94 5.8 Distribution of tolerance in the compressor wheel and the Lock Nut 94 5.9 Limiting dimensions of components in the compressor wheel and the Lock Nut 94 5.10 Elements of dimension loop controlling the clearance between the shaft and pads 95
5.11 Distribution of tolerance in the shaft and pads 96 5.12 Limiting dimensions of components in the shaft and pads 96
xxi
Chapter 6 6.1 Test results on turboexpander with aerostatic thrust bearings and
aerodynamic journal bearings 108 6.2 Experimental results at BARC 111 6.3 Test results on turboexpander with complete aerodynamic bearings 113 6.4 Property evaluation from ALLPROPS 114 6.5 Dimensionless performance parameters 114
Chapter 7 7.1 Input data for meanline analysis of expansion turbine performance 127 7.2 Output variables in meanline analysis of expansion turbine performance 129
Chapter 1
Introduction
Chapter I
INTRODUCTION
1.1 Role of expansion turbines in cryogenic processes
Though nature has provided an abundant supply of gaseous raw materials in the
atmosphere (oxygen, nitrogen) and beneath the earth’s crust (natural gas, helium), we need to
harness and store them for meaningful use. In fact, the volume of consumption of these basic
materials is considered to be an index of technological advancement of a society. For large-scale
storage, transportation and for low temperature applications liquefaction of the gases is
necessary. The only viable source of oxygen, nitrogen and argon is the atmosphere. For
producing atmospheric gases like oxygen, nitrogen and argon in large scale, low temperature
distillation provides the most economical route. In addition, many industrially important physical
processes – from superconducting magnets and SQUID magnetometers to treatment of cutting
tools and preservation of blood cells, require extreme low temperature. The low temperature
required for liquefaction of common gases can be obtained by several processes. While air
separation plants, helium and hydrogen liquefiers based on the high pressure Linde and Heylandt
cycles were common during the first half of the 20th century, cryogenic process plants in recent
years are almost exclusively based on the low-pressure cycles. They use an expansion turbine to
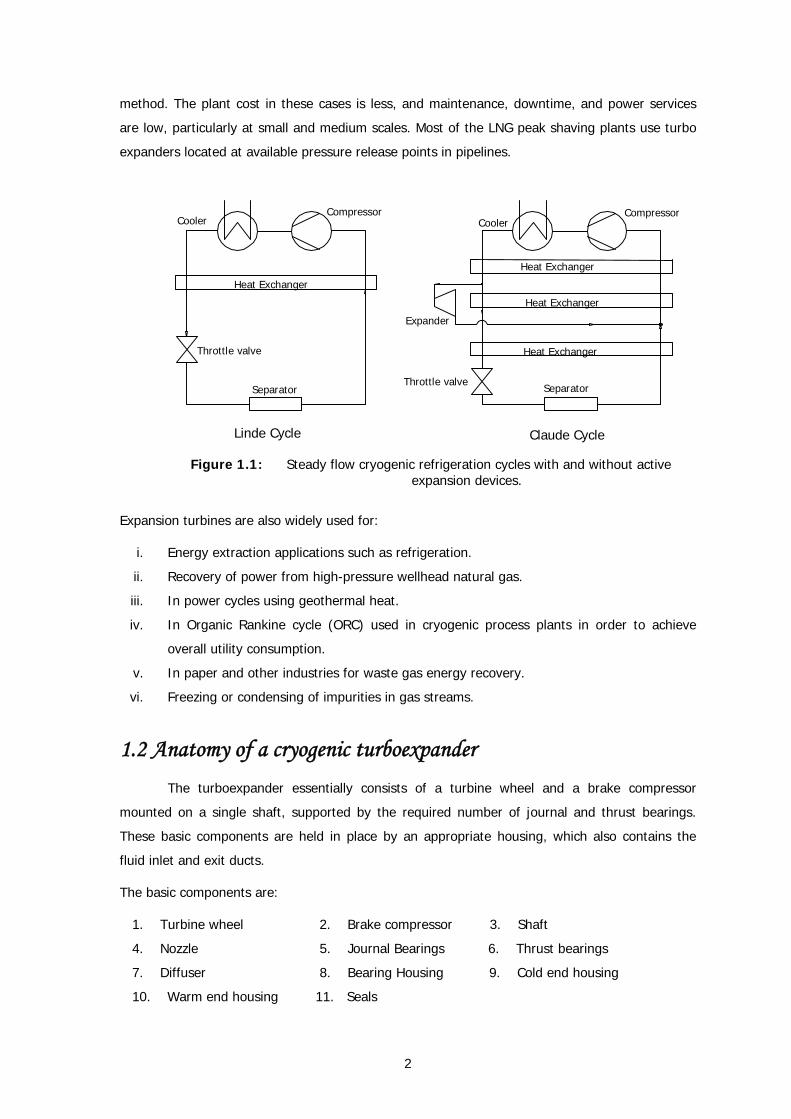
generate refrigeration. The steady flow cycles, with and without an active expansion device, have
been illustrated in Fig. 1.1. Compared to the high and medium pressure systems, turbine based
plants have the advantage of high thermodynamic efficiency, high reliability and easier
integration with other systems. The expansion turbine is the heart of a modern cryogenic
refrigeration or separation system. Cryogenic process plants may also use reciprocating
expanders in place of turbines. But with the improvement of reliability and efficiency of small
turbines, the use of reciprocating expanders has largely been discontinued.
In addition to their role in producing liquid cryogens, turboexpanders provide
refrigeration in a variety of other applications, such as generating refrigeration to provide air
conditioning in aeroplanes. In petrochemical industries, expansion turbine is used for the
separation of propane and heavier hydrocarbons from natural gas streams. It generates the low
temperature necessary for the recovery of ethane and does it with less expense than any other
2
method. The plant cost in these cases is less, and maintenance, downtime, and power services
are low, particularly at small and medium scales. Most of the LNG peak shaving plants use turbo
expanders located at available pressure release points in pipelines.
Heat Exchanger
Heat Exchanger
Heat Exchanger
Heat Exchanger
Cooler Cooler
Throttle valve
Throttle valve
Compressor Compressor
Separator Separator
Expander
Linde Cycle Claude Cycle
Figure 1.1: Steady flow cryogenic refrigeration cycles with and without active expansion devices.
Expansion turbines are also widely used for:
i. Energy extraction applications such as refrigeration.
ii. Recovery of power from high-pressure wellhead natural gas.
iii. In power cycles using geothermal heat.
iv. In Organic Rankine cycle (ORC) used in cryogenic process plants in order to achieve
overall utility consumption.
v. In paper and other industries for waste gas energy recovery.
vi. Freezing or condensing of impurities in gas streams.
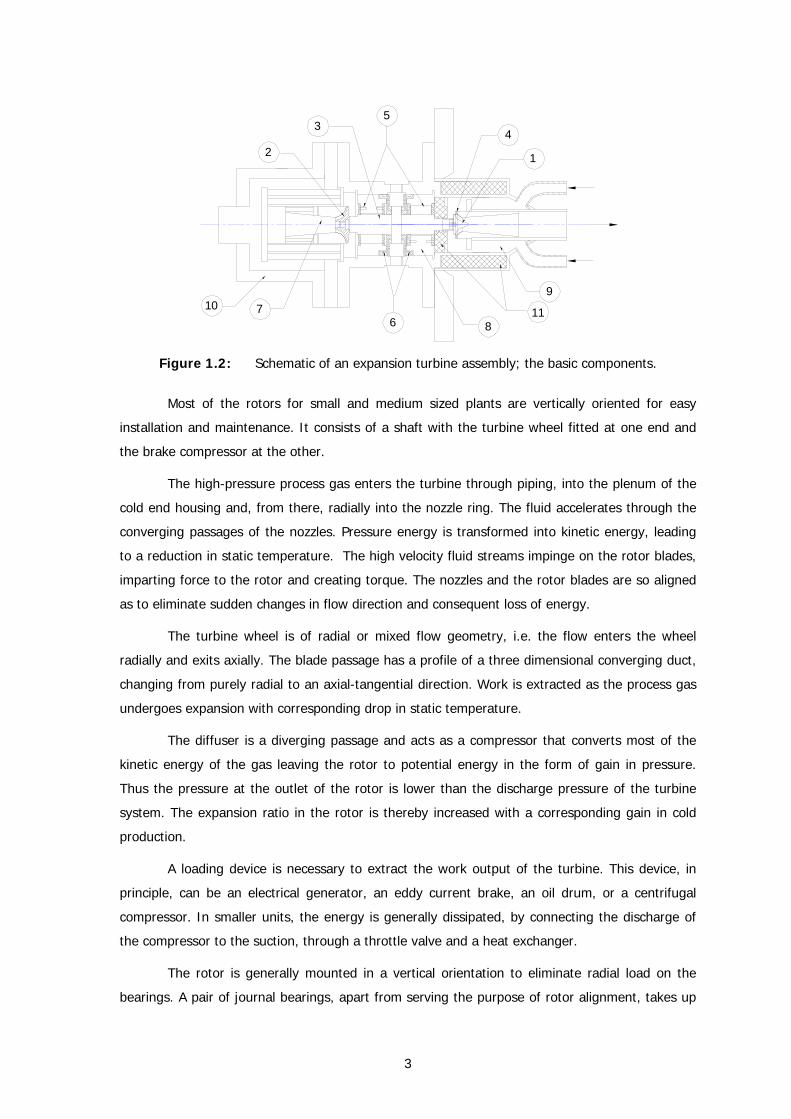
1.2 Anatomy of a cryogenic turboexpander
The turboexpander essentially consists of a turbine wheel and a brake compressor
mounted on a single shaft, supported by the required number of journal and thrust bearings.
These basic components are held in place by an appropriate housing, which also contains the
fluid inlet and exit ducts.
The basic components are:
1. Turbine wheel 2. Brake compressor 3. Shaft
4. Nozzle 5. Journal Bearings 6. Thrust bearings
7. Diffuser 8. Bearing Housing 9. Cold end housing
10. Warm end housing 11. Seals
3
10 78
11
9
4
5
6
3
2 1
Figure 1.2: Schematic of an expansion turbine assembly; the basic components.
Most of the rotors for small and medium sized plants are vertically oriented for easy
installation and maintenance. It consists of a shaft with the turbine wheel fitted at one end and
the brake compressor at the other.
The high-pressure process gas enters the turbine through piping, into the plenum of the
cold end housing and, from there, radially into the nozzle ring. The fluid accelerates through the
converging passages of the nozzles. Pressure energy is transformed into kinetic energy, leading
to a reduction in static temperature. The high velocity fluid streams impinge on the rotor blades,
imparting force to the rotor and creating torque. The nozzles and the rotor blades are so aligned
as to eliminate sudden changes in flow direction and consequent loss of energy.
The turbine wheel is of radial or mixed flow geometry, i.e. the flow enters the wheel
radially and exits axially. The blade passage has a profile of a three dimensional converging duct,
changing from purely radial to an axial-tangential direction. Work is extracted as the process gas
undergoes expansion with corresponding drop in static temperature.
The diffuser is a diverging passage and acts as a compressor that converts most of the
kinetic energy of the gas leaving the rotor to potential energy in the form of gain in pressure.
Thus the pressure at the outlet of the rotor is lower than the discharge pressure of the turbine
system. The expansion ratio in the rotor is thereby increased with a corresponding gain in cold
production.
A loading device is necessary to extract the work output of the turbine. This device, in
principle, can be an electrical generator, an eddy current brake, an oil drum, or a centrifugal
compressor. In smaller units, the energy is generally dissipated, by connecting the discharge of
the compressor to the suction, through a throttle valve and a heat exchanger.
The rotor is generally mounted in a vertical orientation to eliminate radial load on the
bearings. A pair of journal bearings, apart from serving the purpose of rotor alignment, takes up

4
the load due to residual imbalance. For horizontally oriented rotors, the journal bearings are
assigned with the additional duty of supporting the rotor weight. The shaft collar, along with the
thrust plates, form a pair of thrust bearings that take up the load due to the difference of
pressure between the turbine and the compressor ends. The thrust bearings in a vertically
oriented rotor additionally support the rotor weight.
The supporting structures mainly consist of the cold and the warm end housings with an
intermediate thermal isolation section. They support the static parts of the turbine assembly, such
as the bearings, the inlet and exit ducts and the speed and vibration probes. The cold end
housing is insulated to preserve the cold produced by the turbine.
1.3 Objectives of the present investigation Industrial gas manufactures in the technologically advanced countries have switched over
from the high-pressure Linde and medium pressure reciprocating engine based claude systems to
the modern, expansion turbine based, low pressure cycles several decades ago. Thus in modern
cryogenic plants a turboexpander is one of the most vital components- be it an air separation
plant or a small reverse Brayton cryocooler. Industrially advanced countries have already
perfected this technology and attained commercial success. However this technology has largely
remained proprietary in nature and is not available in open literature. To upgrade the technology
in air separation plants, as well as in helium and hydrogen liquefiers, it is necessary to develop an
indigenous technology for cryogenic turboexpanders.
For the development of turboexpander system this project has been initiated. The
objectives include: (i) building a knowledge base on cryogenic turboexpanders covering a range
of working fluids, pressure ratio and flow rate; (ii) construction of an experimental prototype and
study of its performance, and generation of specifications for indigenous development. The
development of the turbine involves several intricate technologies. Among the major components
of the system are: turbine wheel, braking device, gas bearings and pressure sealing. Each aspect
of the system has its own specific problems that have been specially addressed to.
For the experimental studies, a turboexpander system has been built with the following
specifications which are compatible with the compressor facility available in our laboratory:
Working fluid : Air/ Nitrogen
Turbine inlet temperature : 120 K
Turbine inlet pressure : 0.60 MPa
Discharge pressure : 0.15 MPa
Throughput : 67.5 nm3/hr
5
This thesis constitutes a portion of overall project on the study of cryogenic turboexpander
technology. The primary objectives of this investigation are:
• A comprehensive review of turboexpander literature
• Design and fabrication of basic units for the prototype turboexpander and
• Experimental and theoretical performance study of the turboexpander
1.4 Organization of the thesis
The thesis has been divided into eight chapters with one appendix. The first chapter
presents a brief introduction to expansion turbines and their application in cryogenic process
plants. The need for an indigenous development programme has been highlighted along with the
aim of the present investigation. Chapter–II presents an extensive survey of available literature
on various aspects of cryogenic turbine development. Starting with a comprehensive historical
profile, the chapter presents a brief outline of various technological issues related to design,
fabrication and testing.
The Chapter–III enunciates a systematic design procedure, based on published works
that has been developed and documented for all the components. The formal methodology has
been used to design a prototype turbine unit for fabrication and study. The specifications of this
system are based on the available air compressor. Full details of the design process, from
conception of the basic topology to preparation of production drawings and solid models have
been presented. In Chapter–IV, a parametric study has been carried out to determine the
optimum blade profile for given specifications. In Chapter–V attention has been paid to material
selection, tolerance analysis, fabrication and assembly of the turboexpander.
Chapter – VI describes the experimental set up to study the performance of the turbine.
This chapter presents the construction of the test rig including the air / nitrogen handling system,
bearing gas system, and instrumentation for measurement of temperature, pressure, rotational
speed and vibration. Experimental results for the prototype expander have also been included in
this chapter.
Prediction of performance under off-design conditions is an essential part of the design
process. The performance of a turbine system is expressed as a function of mass flow rate,
pressure ratio and rotational speed. Based on the available procedure, a one-dimensional
meanline analysis for estimating various losses and predicting the off design performance of an
expansion turbine has been discussed in Chapter–VII. Finally Chapter–VIII is confined to some
concluding remarks and for outlining the scope of future work.

Chapter 2
Literature Review
Chapter II
LITERATURE REVIEW
One of the main components of most cryogenic plants is the expansion turbine or the
turboexpander. Since the turboexpander plays the role of the main cold generator, its properties
– reliability and working efficiency, to a great extent, affect the cost effectiveness parameters of
the entire cryogenic plant.
Due to their extensive practical applications, the turboexpander has attracted the
attention of a large number of researchers over the years. Investigations involving applied as well
as fundamental research, experimental as well as theoretical studies, have been reported in
literature.
Fundamentals operating principles, design and construction procedures have been
discussed in well known textbooks on cryogenic engineering and turbomachinery [1–14]. The
books [1, 3, 4] provides an excellent introduction to the field of cryogenic engineering and
contain a valuable database on the turboexpander. The book by Devydov [5] contains lucid
description of the fundamentals of calculation and design procedure of small sized high speed
radial cryogenic turboexpander. The book by Bloch and Soares [6] is an up to date overview of
turboexpander and the processes where these machines are used in a modern, cost conscious
process plant environment. The detailed loss calculations and methods of performance analysis
are described by Whitfield and Baines [13, 14].
Journals such as Cryogenics and Turbomachinery and major conference proceedings such
as Advances in Cryogenic Engineering and proceedings of the International Cryogenic Engineering
Conference devote a sizable portion of their contents to research findings on turboexpander
technology.
2.1 History of development
The concept that an expansion turbine might be used in a cycle for the liquefaction of
gases was first introduced by Lord Rayleigh in a letter to “Nature” dated June 28, 1898 [15]. He
suggested the use of a turbine instead of a piston expander for the liquefaction of air. Rayleigh
emphasized that the most important function of the turbine would be the refrigeration produced
7
rather than the power recovered. In 1898, a British engineer named Edgar C. Thrupp patented a
simple liquefying machine using an expansion turbine [16]. Thrupp’s expander was a double-flow
device with cold air entering the centre and dividing into two oppositely flowing streams. At
about the same time, Joseph E. Johnson in USA patented an apparatus for liquefying gases. His
expander was a De Laval or single stage impulse turbine. Other early patents include expansion
turbines by Davis (1922). In 1934, a report was published on the first successful commercial
application for cryogenic expansion turbine at the Linde works in Germany [15]. The single stage
axial flow machine was used in a low pressure air liquefaction and separation cycle. It was
replaced two years later by an inward radial flow impulse turbine.
The earliest published description of a low temperature turboexpander was by Kapitza in
1939, in which he describes a turbine attaining 83% efficiency. It had an 8 cm Monel wheel with
straight blades and operated at 40,000 rpm [17]. In USA in 1942, under the sponsorship of the
National Defence Research Committee a turboexpander was developed which operated without
trouble for periods aggregating 2,500 hrs and attained an efficiency of more than 80% [17].
During Second World War the Germans used impulse type turboexpander in their oxygen plants
[18].
Work on the small gas bearing turboexpander commenced in the early fifties by Sixsmith
at Reading University on a machine for a small air liquefaction plant [19]. In 1958, the United
Kingdom Atomic Energy Authority developed a radial inward flow turbine for a nitrogen
production plant [20]. During 1958 to 1961 Stratos Division of Fairchild Aircraft Co. built blower
loaded turboexpanders, mostly for air separation service [18]. Voth et. al developed a high speed
turbine expander as a part of a cold moderator refrigerator for the Argonne National Laboratory
(ANL) [21]. The first commercial turbine using helium was operated in 1964 in a refrigerator that
produced 73 W at 3 K for the Rutherford helium bubble chamber [19].
A high speed turboalternator was developed by General Electric Company, New York in
1968, which ran on a practical gas bearing system capable of operating at cryogenic temperature
with low loss [22–23]. National Bureau of Standards at Boulder, Colorado [24] developed a
turbine of shaft diameter of 8 mm. The turbine operated at a speed of 600,000 rpm at 30 K inlet
temperature. In 1974, Sulzer Brothers, Switzerland developed a turboexpander for cryogenic
plants with self acting gas bearings [25]. In 1981, Cryostar, Switzerland started a development
program together with a magnetic bearing manufacturer to develop a cryogenic turboexpander
incorporating active magnetic bearing in both radial and axial direction [26]. In 1984, the
prototype turboexpander of medium size underwent extensive experimental testing in a nitrogen
liquefier. Izumi et. al [27] at Hitachi, Ltd., Japan developed a micro turboexpander for a small
helium refrigerator based on Claude cycle. The turboexpander consisted of a radial inward flow
reaction turbine and a centrifugal brake fan on the lower and upper ends of a shaft supported by
self acting gas bearings. The diameter of the turbine wheel was 6mm and the shaft diameter was
8
4 mm. The rotational speeds of the 1st and 2nd stage turboexpander were 816,000 and 519,000
rpm respectively.
A simple method sufficient for the design of a high efficiency expansion turbine is
outlined by Kun et. al [28–30]. A study was initiated in 1979 to survey operating plants and
generate the cost factors relating to turbine by Kun & Sentz [29]. Sixsmith et. al. [31] in
collaboration with Goddard Space Flight Centre of NASA, developed miniature turbines for
Brayton Cycle cryocoolers. They have developed of a turbine, 1.5 mm in diameter rotating at a
speed of approximately one million rpm [32].
Yang et. al [33] developed a two stage miniature expansion turbine made for an 1.5 L/hr
helium liquefier at the Cryogenic Engineering Laboratory of the Chinese Academy of Sciences.
The turbines rotated at more than 500,000 rpm. The design of a small, high speed turboexpander
was taken up by the National Bureau of Standards (NBS) USA. The first expander operated at
600,000 rpm in externally pressurized gas bearings [34]. The turboexpander developed by Kate
et. al [35] was with variable flow capacity mechanism (an adjustable turbine), which had the
capacity of controlling the refrigerating power by using the variable nozzle vane height.
A wet type helium turboexpander with expected adiabatic efficiency of 70% was
developed by the Naka Fusion Research Centre affiliated to the Japan Atomic Energy Institute
[36–37]. The turboexpander consists of a 40 mm shaft, 59 mm impeller diameter and self acting
gas journal and thrust bearings [36]. Ino et. al [38–39] developed a high expansion ratio radial
inflow turbine for a helium liquefier of 100 L/hr capacity for use with a 70 MW superconductive
generator.
Davydenkov et. al [40] developed a new turboexpander with foil bearings for a cryogenic
helium plants in Moscow, Russia. The maximum rotational speed of the rotor was 240,000 rpm
with the shaft diameter of 16 mm. The turboexpander third stage was designed and
manufactured in 1991, for the gas expansion machine regime, by “Cryogenmash” [41]. Each
stage of the turboexpander design was similar, differing from each other by dimensions only
produced by “Heliummash” [41].
The ACD company incorporated gas lubricated hydrodynamic foil bearings into a TC–3000
turboexpander [42]. Detailed specifications of the different modules of turboexpander developed
by the company have been given in tabular format in Reference [43]. Several Cryogenic
Industries has been involved with this technology for many years including Mafi-Trench.
Agahi et. al. [44–45] have explained the design process of the turboexpander utilizing
modern technology, such as Computational Fluid Dynamic software, Computer Numerical Control
Technology and Holographic Techniques to further improve an already impressive turboexpander
efficiency performance. Improvements in analytical techniques, bearing technology and design
features have made turboexpanders to be designed and operated at more favourable conditions
9
such as higher rotational speeds. A Sulzer dry turboexpander, Creare wet turboexpander and IHI
centrifugal cold compressor were installed and operated for about 8000 hrs in the Fermi National
Accelerator Laboratory, USA [46]. This Accelerator Division/Cryogenics department is responsible
for the maintenance and operation of both the Central Helium Liquefier (CHL) and the system of
24 satellite refrigerators which provide 4.5 K refrigeration to the magnets of the Tevatron
Synchrotron. Theses expanders have achieved 70% efficiency and are well integrated with the
existing system.
Sixsmith et. al. [47] at Creare Inc., USA developed a small wet turbine for a helium
liquefier set up at the particle accelerator of Fermi National laboratory. The expander shaft was
supported in pressurized gas bearings and had a 4.76 mm turbine rotor at the cold end and a
12.7 mm brake compressor at the warm end. The expander had a design speed of 384,000 rpm
and a design cooling capacity of 444 Watts. Xiong et. al. [48] at the institute of cryogenic
Engineering, China developed a cryogenic turboexpander with a rotor of 103 mm long and
weighing 0.9 N, which had a working speed up to 230,000 rpm. The turboexpander was
experimented with two types of gas lubricated foil journal bearings. The L’Air liquid company of
France has been manufacturing cryogenic expansion turbines for 30 years and more than 350
turboexpanders are operating worldwide, installed on both industrial plants and research
institutes [49, 50]. These turbines are characterized by the use of hydrostatic gas bearings,
providing unique reliability with a measured Mean Time between failures of 45,000 hours. Atlas
Copco [51] has manufactured turboexpanders with active magnetic bearings as an alternative to
conventional oil bearing system for many applications.
India has been lagging behind the rest of the world in this field of research and
development. Still, significant progress has been made during the past two decades. In CMERI
Durgapur, Jadeja et. al [52–54] developed an inward flow radial turbine supported on gas
bearings for cryogenic plants. The device gave stable rotation at about 40,000 rpm. The
programme was, however, discontinued before any significant progress could be achieved.
Another programme at IIT Kharagpur developed a turboexpander unit by using aerostatic thrust
and journal bearings which had a working speed up to 80,000 rpm. The detailed summary of
technical features of the cryogenic turboexpander developed in various laboratories has been
given in the PhD dissertation of Ghosh [55]. Recently Cryogenic Technology Division, BARC
developed Helium refrigerator capable of producing 1 kW at 20K temperature.
2.2 Design of turboexpander The process of designing turbomachines is very seldom straightforward. The final design
is usually the result of several engineering disciplines: fluid dynamics, stress analysis, mechanical
vibration, tribology, controls, mechanical design and fabrication. The process design parameters
which specify a selection are the flow rate, gas compositions, inlet pressure, inlet temperature
10
and outlet pressure [56]. This section on design and development of turboexpander intends to
explore the basic components of a turboexpander.
Turbine wheel During the past two decades, performance chart has become commonly accepted mode
of presenting characteristics of turbomachines [57]. Several characteristic values are used for
defining significant performance criteria of turbomachines, such as turbine velocity ratio0C
U ,
pressure ratio, flow coefficient factor and specific speed [58]. Balje has presented a simplified
method for computing the efficiency of radial turbomachines and for calculating their
characteristics [59]. Similarity considerations offer a convenient and practical method to recognize
major characteristics of turbomachinery. Similarity principles state that two parameters are
adequate to determine major dimensions as well as the inlet and exit velocity triangles of the
turbine wheel. The specific speed and the specific diameter completely define dynamic similarity.
The physical meaning of the parameter pair ss dn , is that, fixed values of specific speed sn and
specific diameter sd define that combination of operating parameters which permit similar flow
conditions to exist in geometrically similar turbomachines [8].
Specific speed and specific diameter The concept of specific speed was first introduced for classifying hydraulic machines.
Balje [58] introduced this parameter in design of gas turbines and compressors. Values of specific
speed and specific diameter may be selected for getting the highest possible polytropic efficiency
and to complete the optimum geometry [56]. Specific speed is a useful single parameter
description of the design point of a compressible flow rotodynamic machine [60]. A design chart
that has been used for a wide variety of turbomachinery has been given by Balje [8, 58, 61]. The
diagram helps in computing the maximum obtainable efficiency and the optimum design
geometry in terms of specific speed and specific diameter for constant Reynolds number and
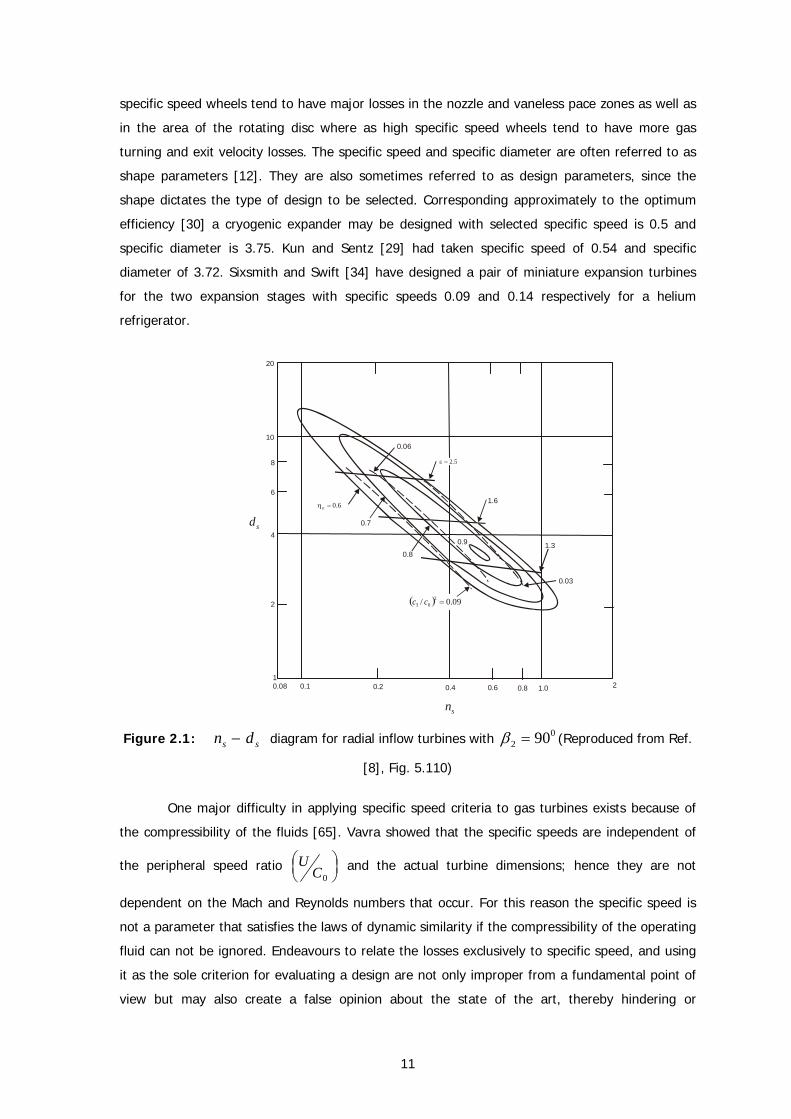
Laval number [8]. A, ss dn − diagram for radial inflow turbines of the mixed flow type, with a
rotor blade angle of 90° is reproduced in Fig 2.1.
A major advantage of Balje’s representation is that the efficiency is shown as a function
of parameters which are of immediate concern to the designer viz. angular speed and rotor
diameter. The ss dn − diagram given by Balje [8] has been obtained for a specific heat ratio
γ = 1.41. If the working fluid has a different value of γ (e.g. 1.67 for helium) the chart has to
be modified. Macchi [62] has shown that this effect is negligible for small pressure ratios, but
becomes significant at higher values.
According to Rohlik [63], for radial flow geometry, maximum static and total efficiencies
occur at specific speed values of 0.58 and 0.93.In reference [8] total to static efficiencies are
plotted for specific speeds ranging between 0.46 and 0.63. Luybli and Filippi [64] state that low
11
specific speed wheels tend to have major losses in the nozzle and vaneless pace zones as well as
in the area of the rotating disc where as high specific speed wheels tend to have more gas
turning and exit velocity losses. The specific speed and specific diameter are often referred to as
shape parameters [12]. They are also sometimes referred to as design parameters, since the
shape dictates the type of design to be selected. Corresponding approximately to the optimum
efficiency [30] a cryogenic expander may be designed with selected specific speed is 0.5 and
specific diameter is 3.75. Kun and Sentz [29] had taken specific speed of 0.54 and specific
diameter of 3.72. Sixsmith and Swift [34] have designed a pair of miniature expansion turbines
for the two expansion stages with specific speeds 0.09 and 0.14 respectively for a helium
refrigerator.
1.6
1.3
0.03
0.9
0.8
0.7
0.06
20
10
8
4
2
1
6
0.08 0.1 0.2 0.4 0.6 0.8 1.0 2
5.2=ε
6.0=stη
sn
sd
( ) 09.0/ 203 =cc
Figure 2.1: ss dn − diagram for radial inflow turbines with 02 90=β (Reproduced from Ref.
[8], Fig. 5.110)
One major difficulty in applying specific speed criteria to gas turbines exists because of
the compressibility of the fluids [65]. Vavra showed that the specific speeds are independent of
the peripheral speed ratio ⎟⎠⎞⎜
⎝⎛
0CU and the actual turbine dimensions; hence they are not
dependent on the Mach and Reynolds numbers that occur. For this reason the specific speed is
not a parameter that satisfies the laws of dynamic similarity if the compressibility of the operating
fluid can not be ignored. Endeavours to relate the losses exclusively to specific speed, and using
it as the sole criterion for evaluating a design are not only improper from a fundamental point of
view but may also create a false opinion about the state of the art, thereby hindering or
12
preventing research work that establishes sound design criteria. Vabra [65] has suggested
improvement of these charts by incorporating new data obtained through experiments. He has
shown that optimum turbine performance can be expected at values of specific speed between
0.6 and 0.7 and the operating range for radial turbines may lie between specific speed values of
0.4 to 1.2.
Parameters The ratio of exit tip to rotor inlet diameter should be limited to a maximum value of 0.7
to avoid excessive shroud curvature. Similarly, the exit hub to the tip diameter ratio should have
a minimum value of 0.4 to avoid excessive hub blade blockage and loss [63, 60]. Kun and Sentz
[29] have taken 68.0=ε . Balje [59] has taken the ratio of exit meridian diameter to inlet
diameter of a radial impeller as 0.625. The inlet blade height to inlet blade diameter of the
turbine wheel would lie between values of 0.02 to 0.6 [60]. The detailed design parameters for a
90° inward radial flow turbine is shown in Table 2.2 of the PhD dissertation of Ghosh [55].
The peripheral component of absolute velocity at the inlet of turbine wheel is mainly
dependent upon the nozzle angle. The peripheral component of absolute velocity at the exit of
turbine wheel is a function of the exit blade angle and the peripheral speed at the outlet [59].
Balje [59] shows that the desirable ratio of meridional component of absolute velocity at the inlet
and exit of the turbine wheel is a function of the flow factor and Mach number. He has taken the
value of the ratio of meridional components of absolute velocity at exit and inlet for a radial
turbine as 1.0. Whitfield [66] has shown that for any given incidence angle, the absolute flow
angle can be selected to minimize the absolute Mach number. The general view is that the
optimum incidence angle is a function of the number of blades and lies between -20° and -30°.
The absolute flow angle can then be selected to minimize the inlet Mach number, or alternatively
derived through the specification of the isentropic velocity ratio ⎟⎠⎞⎜
⎝⎛
0CU , as 0.7. The absolute flow
angle is usually selected to lie between 70° and 80°.
Number of blades Assuming a simplified blade loading distribution, Balje [8] has derived an equation for the
minimum rotor blade number as a function of specific speed. Denton [67] has given guidance on
the choice of number of blades. By using his theory it can be ensured that the flow does not
stagnate on the pressure surface. He suggests that a number of 12 blades is typical for cryogenic
turbine wheels. Wallace [68] has given some useful information on best number of blades to
avoid excessive frictional loss on the one hand and excessive variation of flow conditions between
adjacent blades on the other.
Rohlik [63] recommends a procedure to estimate the required number of blades
considering the criterion of flow separation in the rotor passage. In his formula, the number of
blades is chosen so as to inhibit boundary layer growth in the flow passage. Sixsmith [24] used
13
twelve complete blades and twelve partial blades in his turbine designed for medium size helium
liquefiers. The blade number is calculated from the value of slip factor [52]. The number of
blades must be so adjusted that the blade width and thickness can be manufactured with the
available machine tools.
Nozzle
A set of static nozzles must be provided around the turbine wheel to generate the
required inlet velocity and swirl. The flow is subsonic, the absolute Mach number being around
0.95. Filippi [64] has derived the effect of nozzle geometry on stage efficiency by a comparative
discussion of three nozzle styles: fixed nozzles, adjustable nozzles with a centre pivot and
adjustable nozzles with a trailing edge pivot. At design point operation, fixed nozzles yield the
best overall efficiency. Nozzles should be located at the optimal radial location from the wheel to
minimize vaneless space loss and the effect of nozzle wakes on impeller performance. Fixed
nozzle shapes can be optimized by rounding the noses of nozzle vanes and are directionally
oriented for minimal incidence angle loss.
The throat of the nozzle has an important influence on turbine performance and must be
sized to pass the required mass flow rate at design conditions. Converging–diverging nozzles,
giving supersonic flow are not generally recommended for radial turbines [13]. The exit flow
angle and exit velocity from nozzle are determined by the angular momentum required at rotor
inlet and by the continuity equation. The throat velocity should be similar to the stator exit
velocity and this determines the throat area by continuity [67]. Turbine nozzles designed for
subsonic and slightly supersonic flow are drilled and reamed for straight holes inclined at proper
nozzle outlet angle [69]. In small turbines, there is little space for drilling holes; therefore two
dimensional passages of appropriate geometry are milled on a nozzle ring. The nozzle inlet is
rounded off to reduce frictional losses.
Kato et. al. [35] have developed a large helium turboexpander with variable capacity by
varying nozzle throat and the flow angle of gas entering the turbine blade by rotating the nozzle
vanes around pivot pins. Ino et. al. [38] have derived a conformal transformation method to
amend the nozzle setting angle using air as a medium under normal and high temperature
conditions.
Mafi Trench Corporation [70] has invented a nozzle design that withstands full expander
inlet pressure and can be adjusted to control admission over a range of approximately 0 to 125%
of the design mass flow rate. The variable area nozzles act as a flow control device that provides
high efficiency over a wide range of flow [44].
Thomas [71] used the inlet nozzle of adjustable type. In this design the nozzle area is
adjusted by widening the flow passages. The efficiency of a well designed nozzle ring should be
about 95% while the overall efficiency of the turbine may be about 80% [24].
14
Vaneless space The space between the nozzle and the rotor, known as the vaneless space, has an
important role on turbine design. In the annular space between the nozzles and the rotor, the gas
flows with constant angular momentum, i.e., it is a free vortex flow. Consequently the velocity at
the mid point of the nozzle outlets should be less than the velocity at the rotor inlets in the ratio
of the two radii [24]. Watanabe et. al. [72] empirically determined the value of an interspace
parameter for the maximum efficiency. Whitfield and Baines [13] have concluded from others’
observations that the design of vaneless space is a compromise between fluid friction and nozzle-
rotor interaction.
Diffuser
The design of the exhaust diffuser is a difficult task, because the velocity field at the inlet
of the diffuser (discharge from the wheel) is hardly known. The diffuser acts as a compressor,
converting most of the kinetic energy in the gas leaving the rotor to potential energy in the form
of pressure rise. The expansion ratio in the rotor is thereby increased with a corresponding gain
in efficiency.
The efficiency of a diffuser may be defined as the fraction of the inlet kinetic energy that
gets converted to gain in static pressure. The Reynolds number based on the inlet diameter
normally remains around 105. The efficiency of a conical diffuser with regular inlet conditions is
about 90% and is obtained for a semi cone angle of around 5° to 6°. According to Shepherd, the
optimum semi cone angle lies in the range of 3°-5° [24]. A higher cone angle leads to a shorter
diffuser and hence lower frictional loss, but enhances the chance of flow separation. Whitefield
and Baines [13] and Balje [8] have given design charts showing the pressure recovery factor
against geometrical parameters of the diffuser.
Ino et. al. [38] have given the following recommendation for an effective design of the
diffuser: Half cone angle : 5° - 6° Aspect ratio : 1.4 – 3.3.
The inner radius is chosen to be 5% greater than the impeller tip radius and the exit radius of the
diffuser is chosen to be about 40% greater than the impeller tip radius [73], this proportion being
roughly representative of what is acceptable in a small aero turbine application.
It has further been suggested that the exit diameter of the diffuser may be obtained by
setting the exhaust velocity around 10–20 m/s. 30 to 40 percent of the residual energy, which
contains 4 to 5 percent of the total energy, can generally be recovered by a well designed
downstream diffuser [74]. Kun and Sentz [29] have described the gross dimensions of the
diffuser starting from the eye geometry, the remaining space envelope and the diffuser discharge
piping.
15
Shaft The force acting on the turbine shaft due to the revolution of its mass center and around
its geometrical center constitutes the major inertia force. A restoring force equivalent to a spring
force for small displacements, and viscous forces between the gas and the shaft surface, [75] act
as spring and damper to the rotating system. The film stiffness depends on the relative position
of the shaft with respect to the bearing and is symmetrical with the center-to-center vector.
Winterbone [76] has suggested that the diameter of the shaft be made the same as the
diameter of the turbine wheel, thus eliminating the need for a heavily loaded thrust bearing.
Shaft speed is limited by the first critical speed in bending [31, 70]. This limitation for a given
diameter determines the shaft length, and the overhang distance into the cold end, which
strongly affects the conductive heat leak penalty to the cold end. In practice, particularly in small
and medium size turbines, the bending critical speeds are for above the operating speeds. On the
other hand, rigid body vibrations lead to resonance at lower speeds, the frequencies being
determined by bearing stiffness and rotor inertia. Thomas [71] stated that the shaft and impellers
should be properly balanced. They used a dynamically balanced shaft of 3 mg imbalance on a
radius of 20 mm.
Brake compressor
The power developed in the expanders may be absorbed by a geared generator, oil
pump, viscous oil brake or blower wheel [77]. Where relatively large amounts of power are
involved, the generator provides the most effective means of recovery. Induction motors running
at slightly above their synchronous speed have been successfully used for this service. This does
not permit speed variation which may be desirable during plant start up or part load operation.
A popular loading device at lower power levels is the centrifugal compressor [2]. Because
of its simplicity and ease of control the centrifugal compressor is ideally suited for the loading of
small turbines. It has the additional advantage that it can operate at high speeds. For small
turbines whose work output exceeds the capacity of a centrifugal gas compressor, an electrical or
oil brake may be used. The electrical device may be an eddy current brake or permanent magnet
alternator, the latter having the advantage that heat is generated in an external load.
The power generated by the turbine is absorbed by means of a centrifugal blower which
acts as a brake [24, 47, 76, 78]. The helium gas in the brake circuit is circulated by the blower
through a water cooled heat exchanger and a throttle valve. The throttle valve is used to adjust
the load on the blower and the corresponding speed of the shaft. The blower is over-designed so
that when the throttle is fully open the shaft speed is less than the optimum value. The heat
exchanger removes the heat energy equivalent of the shaft work generated by the turbine from
the system. Thus the turbine removes heat from the process gas and transfers it to the cooling
water.
16
Design of brake compressors has not been discussed to any depth in open literature.
Jekat [69] has designed the load absorber as a single stage radially vaned compressor directly
coupled to the turbine by means of a floating shaft. The compression ratio ranges between 1.2
and 2.5 depending upon the speed.
The turboexpander brake assembly is designed in the form of a centrifugal wheel of
diameter 11.5 mm with a control valve at the inlet which provides for variation in rotor speed
within 20% [79]. The heat of friction is removed by the flow of lubricant through the static gas
bearings thereby ensuring constant temperature of the parts supporting the rotor. Most authors
[29] have followed the same guidelines for designing their compressors as for the turbine wheels.
Bearings Aerostatic thrust bearings
Decades of experience with cryogenic turboexpanders of various designs have shown
that the gas bearing is ideally suited for supporting the rotors of these machines. Kun, Amman
and Scofield [80] describe the development of a cryogenic expansion turbine supported on gas
bearings at the Linde division of the Union Carbide Corporation, USA during the mid and late
1960’s. They used aerostatic bearings to support the shaft.
L’Air Liquide of France began its developmental efforts on cryogenic turboexpander from
the late 1960’s [81]. Gas lubricated journal and thrust bearings were designed to support the
high-speed rotor. This bearing system assured an unlimited life to the rotating system, due to
total elimination of contact between the parts in relative motion.
In recent times, Thomas [71] has reported the development of a helium turbine with flow
rate of 190 g/s, working within the pressure limits of 15 and 4.5 bar. Both the journal as well as
the thrust bearings used process gas for external pressurisation. The journal bearings with L/D
ratio of 1.5 were designed for a shaft of diameter 25.4 mm. The bearing clearance was kept
within 20 and 25 μm. The bearing stiffness was measured to be 1.75 N/μm.
Sponsored by the Agency of Industrial Science and Technology of MITI, Japan, in early
1990’s, Ino, Machida and co-workers [38, 39] developed an expander for a liquefier capable of
liquefying helium at a rate of 100 lt/hr. The turbine was expected to run at 2,30,000 r/min. A
shaft-bearing system comprising of a pair of tilting pad journal bearings and a reliable externally
pressurised thrust bearing was developed. Annular collar thrust bearings with multi-feeding holes
were also developed to support the large thrust load resulting from the high expansion ratio of
the turbine.
Kun et. al. [75] have presented the development of a gas lubricated thrust bearing for
cryogenic expansion turbines. Kun et. al. [80] also describes results associated with the
development of gas bearing supported cryogenic turbines.
17
A high speed expansion turbine has been built by using aerostatic bearings as part of a
cold refrigerator for the Argonne National Laboratory (ANL) [21]. It is imperative that the turbine
receives a supply of bearing gas at all times during shaft rotation. The turbine, therefore, has
been supplied with a separate emergency supply for continuous operation.
Tilting pad journal bearings Sulzer Brothers, Switzerland [82] were the first company to sell cryogenic turboexpanders
supported on aerodynamic journal and thrust bearings. They initiated their development program
in the 1950’s. Early designs involved oil lubricated bearings. Later, the radial oil bearings were
replaced by a special type of self-acting tilting pad gas bearings invented by Hanny and Trepp
[15]. Their journal bearings [25] have three self-acting tilting pads. In this design, a converging
film forms between the pads and the shaft and generates the required pressure for supporting
the radial load. A fraction of the bearing gas from each converging film is fed to the back of the
pad, thus forming a film between the pad and the housing. The pad floats on this film of gas.
This tilting pad bearing is characterised by the absence of pivots in any form.
Sixsmith and his team at Creare Inc, USA developed a miniature tilting pad gas bearing
for use in very small cryogenic turboexpanders [34, 83]. They developed bearings with shaft
diameters down to about 3 mm and rotational speeds up to one million r/min, which were
suitable for refrigeration rates down to about 10 W.
The Japanese researchers joined the race for developing micro turbine technology by
using both the conventional tilting pad journal bearings as well as a grooved self acting bearing
giving successful operation up to 8,50,000 r/min [27]. The tests with tilting pad bearings did not
show any sign of shaft whirl. Vibration levels were always less than 3 microns.
Ino, Machida and co-workers [38, 39] developed an expansion turbine for a helium
liquefier with design speed of 2,30,000 r/min. The bearing system comprised of a pair of tilting
pad journal bearings and a reliable externally pressurised thrust bearing. The tilting pad journal
bearings were very stable and the shaft could be run up to the design speed without
encountering any problem. They used hardened Martensitic stainless steel (JIS SUS 440C) for the
shaft and a ceramic material for the tilting pads to prevent the seizure of the bearings during
start-stop cycles. The bearings could survive 200 start stop cycles without any problem.
Gas lubricated tilting pad journal bearings were also used to support the rotor of a large
helium turboexpander developed by the Japan Atomic Energy Research Institute and the Kobe
Steel Limited [35]. Agahi, Ershaghi and Lin [44] reported the development of a variant of
conventional tilting pad bearings – the flexible pad or flexure pivot bearing for supporting
cryogenic turboexpanders meant for hydrogen and helium liquefiers.
The Japan Atomic Energy Research Institute (JAERI) [36] has developed a turboexpander
consists of self acting tilting pad journal bearings for use on an experimental fusion reactor in
18
collaboration with Kobe Steel Ltd. Mafi Trench Corporation [70] designed and manufactured all its
own tilting pad journal bearings made of brass with a Babbitt lining. A detailed mathematical
analysis has been given in the PhD dissertation of Chakraborty [84] for tilting pad journal
bearings.
Seals
Proper sealing of process gas, especially in a small turboexpander, is a very important
factor in improving machine performance. For lightweight, high speed turbomachinery,
requirements are somewhat different from heavy stationary steam turbines [57]. The most
common sealing systems are labyrinth type, floating carbon rings, and dynamic dry face seals.
Due to extreme cold temperature, commercial dry face seal materials are not suitable for helium
and hydrogen expanders and a special design is needed. On the other hand, floating carbon rings
increase the shaft overhang and therefore limit the rotational speed. Considering the above, Agai
et. al. [44] have suggested the expander shaft seal to be a close noncontacting conical labyrinth
seal and the operating clearances to be of the order of 0.02 mm to 0.05 mm.
Effective shaft sealing is extremely important in turboexpanders since the power
expended on the refrigerant generally makes it quite valuable. Simple labyrinths can be used with
relatively good results where the differential pressure across the seal is low. More elaborate seals
are required where relatively high differential pressures must be handled. In larger machines,
static type oil seals have been used for these applications in which the oil pressure is controlled
by and balanced against the refrigerant pressure [77].
A major potential source of heat leak between the warm and the cold ends is due to the
flow of gas along the shaft. To minimize this leakage, the shaft extension from the lower bearing
to the turbine rotor is surrounded by a labyrinth seal [47]. It is essential that any flow of gas,
either upward or downward through this seal should be reduced to a minimum. An upward flow
will carry refrigeration out and a downward flow will carry heat in. In either case, there will be a
loss of efficiency. To minimize this loss a special buffer seal is provided.
Simple labyrinths running against carbon sleeves are employed as shaft seals. The
clearances used are in the magnitude of twice the bearing clearances. Serrations on the labyrinth
tips reduce the additional bearing load in case of rubbing [69]. Martin [69] first presented a
formula for the computation of the rate of flow through a labyrinth packing. The rapidly growing
size of turbomachinery market makes the investigation of relatively small losses worth while. In
this regard Geza Vermes [85] described a more accurate calculation procedure of leakage
through labyrinth seal.
The seal is exposed to the system pressure on one side and is ported to a regulated
supply of warm helium on the other side. Since pressure at the system side of the seal varies
depending on inlet conditions, Fuerest [46] have suggested the pressure at the other side must

19
be adjusted to maintain zero differential pressure across the seal. Mafi Trench Corporation [70]
used a spring loaded Teflon lip seal for sealing in cryogenic turboexpanders. Elastomeric ‘O’ rings
are used for sealing warm process casing and warm internal parts. Baranov et. al [41] and Voth
et. al. [21] have also used labyrinth seals on the shaft to reduce the leakage of gas.
2.3 Determination of blade profile Blade geometry
A method of computing blade profiles has been worked out by Hasselgruber [86], which
has been employed by Kun & Sentz [29] and by Balje [8, 87]. A complete aerodynamic analysis
of the flow path and structural analysis have been described by Bruce [88] for designing
turbomachinery rotor blade geometry. The rotor blade geometry is comprises of a series of three
dimensional streamlines which are determined from a series of mean line distributions and are
used to form the rotor blade surface. The profile distribution consists of radial and axial co-
ordinates that connect the inlet radii to the exit radii.
Wallace et. al. [89] describe a technique for designing mixed flow compressors which is
similar to that used by Wallace and Pasha for mixed flow turbines. Casey [90] used a new
computational method which used Bernstein Bezier polynomial patches to define the geometrical
shape of the flow channels.
The outside dimensions of the rotor and the casing as well as the blade angles are
determined from one dimensional design calculation [91, 92]. Strinning [93] has described a
computer program using straight forward design for completely specifying the shape of impellers
and guide vanes. A computer aided design method (CAD) has also been developed by Krain [94]
for radially ending and backswept centrifugal impellers by taking care of computational,
manufacturing, as well as aerodynamic aspects.
Parameters The complete design of a turbomachinery rotor requires aerodynamic analysis of the flow
path and structural analysis of the rotor including the blades and the hub. A typical rotor design
procedure follows the pattern of specifying blade and hub geometry, performing aerodynamic
and structural analysis, and iterating on geometry until acceptable aerodynamic and structural
criteria are achieved. This requires the geometry generation to focus not only on blade shape but
also on hub geometry.
In order to develop such a design system, it is critical that the rotor geometry generation
procedure be clearly understood. Rotor blade geometry end points are defined as the inlet and
exit radii, blade angles, and thickness. The rotor blade shape is determined by optimizing the
rotor blade distribution for aerodynamic performance and structural criteria are used to determine
20
the hub geometry. Rotor design procedures focus on generating geometry for both three
dimensional flow path analysis and structural analysis [88].
In seeking to find the most suitable geometry of radial turboexpander with the highest
possible efficiency, attention must be given to feasibility of constructing of the turboexpander.
Watanabe et. al. [72] have examined effects of dimensional parameters of impellers on
performance of the turbine. Similarly, Leyarovski et. al. [95] have done the optimization of
parameters for a low temperature radial centripetal turboexpander to determine the parameters
at which it would operate best.
Balje [87] has given a brief description of parameters influencing the curvature of the
flow path in the meridional and peripheral planes and consequently the boundary layer growth
and separation behavior of the flow path. He has followed a typical pressure balanced flow path
for optimization of the blade profile.
2.4 Development of prototype turboexpander Material selection Impellers
Aluminum is the ideal material for turbine impellers or blades because of its excellent low
temperature properties, high strength to weight ratio and adaptability to various fabrication
techniques. This material has been widely used in expanders either in cast form or machined
from forgings. Cast aluminum impellers for radial turbines may be safely operated at tip speeds of
200 to a maximum of about 300 metres per second, depending on the design [77]. Expander and
compressor wheels are usually constructed of high strength aluminum alloy. Low density and
relatively high strength aluminum alloys are ideally suited to these wheels as they operate at
moderate temperature with relatively clean gas. The low density alloy permits reducing the
weight of the wheels which is desirable to avoid critical speed problems [70] and centrifugal
stresses.
The turbine and compressor wheels can be produced by a variety of manufacturing
techniques. Aluminum alloys are used universally as the material, the major requirements for the
duty being high strength and low weight [2]. Clarke [19] has used aluminum alloy brake wheels
for his turboexpander. Akhtar [71] used the impeller as a precision investment casting of C-355-
T6 material.
The turbine rotor is made of high strength aluminium alloy. A rotor integral with the shaft
would be simpler, but it was found difficult to end mill the rotor channels in high tensile titanium
alloy [24]. With tip speeds up to 500 m/sec, titanium compressor wheels machined out of solid
forgings are standard industry practice [96]. Duralumin is ideal material for use in the rotor disk,
it has a high strength to weight ratio and is adaptable to various vibrating techniques.
21
Shaft The turbine rotor is mounted on an extension of the shaft, which overhangs into the cold
region. The material of the shaft is 410 stainless steel or K-monel. stainless steel 410 was chosen
because of its desirable combination of low thermal conductivity and high tensile strength [76]. In
designing the shaft bearing system, prevention of contact damage between the journal and
bearing at start up is very important. Shaft hardness and bearing material selection are therefore
important considerations. The experimental machine used hardening heat treated martensitic
stainless steel for the shaft and ceramic for the bearing [38]. The 18/8 stainless steel is also
frequently used as a shaft material since its low thermal conductivity is advantageous in limiting
heat flow into the cold region of the machine. It is necessary to treat the surface to improve its
bearing properties [2]. The particular shaft used is made of titanium to reduce heat leak [97].
The shaft is made from nitridied steel and hardened to 600 Bn on the bearing surfaces [71].
Bearings Prevention of contact damage between the journal and the bearing at start up is very
important. No flaws should be found in the contact surface of the bearing and the shaft. Ino et.
al. [38] found no flaws on the heat treated surface of the journal combined with the ceramic
tilting pads after 200 start/stop cycles and then it was confirmed that the combination of shaft
and ceramic bearing provides significant improvement in their contact damage.
Bearings are of nickel silver, used largely for ease of accurate machining and
compatibility with respect to its coefficient of contraction in cooling [19]. Halford et. al. [20] used
lead bronze for air bearings. The bearings made from SAE64 leaded bronze. This material is
selected for its anti friction properties which reduces scoring during initial testing [71].
Nozzle One of the disadvantages of the radial inward flow path is the tendency of foreign
particles to accumulate in the space between the nozzles and the wheel, causing surface damage
by erosion. In severe cases, the trailing edges of the nozzles have been completely worn away.
The use of stainless steel nozzles reduces the rate of deterioration but the only satisfactory cure
is the prevention of particle entry by filtration [2]. Swearingen [18] has suggested that the nozzle
must be of special material to withstand this erosion in order to have reasonable life. Cryogenic
turboexpanders, however, are essentially free of this problem because of the clean fluid that they
use.
Thomas [71] manufactured the nozzle from type 310 stainless steel. Fixed nozzles are of
nickel silver, used largely for ease of accurate machining and compatibility with respect to its
coefficient of contraction in cooling [19].
22
Housing In the choice of materials for the main body of the turbine, there was no difficulty with
chemical compatibility and the choice was based on strength and fatigue properties on the one
hand and adequate thermal properties of conductivity and expansion on the other [20].
Since it was necessary to keep the thermal conductivity to a minimum, the next step was
to decide on the actual body material. Normal design methods can reduce the cross sectional
area available for conduction to the absolute minimum, and a correlation of literature data on
thermal conductivity in the important temperature range shows a most significant difference in
characteristics between the aluminum alloys and pure metals on the one hand and stainless steel
on the other. The greatest potential source of heat conduction is through that portion of the body
which connects the low temperature end to the ambient temperature end. It was decided to bolt
this part to the outside of the cold box in a position providing ready accessibility. With a compact
design, the temperature gradient at the working conditions is quite steep, and stainless steel was
felt to be the most suitable material.
Materials with sufficient ductility at low temperature encountered have been selected. 18-
8 stainless steel is used for the rotating elements and the bearing housings. The various turbine
housings are of cast aluminum bronze. The thermal expansion coefficients of 18-8 stainless steel
and the selected grade of aluminum bronze are nearly the same. This makes for stability of fits
and alignment [69].
The main body of the turbines, which was originally constructed of brass and nickel
silver, has changed to of 18/8 stainless steel for manufacturing [19]. Similarly Thomas [71] used
the inlet housing as a weldment of 304 stainless steel. Stainless steel has the disadvantage of
cost and weight, so the casings at the warm end of the machine can advantageously be of
aluminum. In fact, medium sized turbines have been constructed using aluminum castings
throughout at a small penalty on efficiency [2]. The material of the turbine casing is the same 9%
Nickel steel as the rotor shaft so as not to allow a gap between the impeller and casing by
thermal contraction [37]. Housing of small turboexpander systems used in helium liquefiers is
almost universally made of stainless steel.
Seal Many different materials have been used for making turboexpander seals. Commercially
available cryogenic seals are used but not relied upon. The best commercially available cryogenic
reusable seals are made of rings of PTEE coated metals [19].
Labyrinth type seals are utilized between the expander and compressor wheels and the
oil or gas lubricated bearings. Shaft seals are labyrinth type to minimize seal gas leakage. The
design incorporates a replaceable stainless steel rotating labyrinth running adjacent to a fiber
reinforced phenolic seal cartridge [70]. The turbine rotor housing originally contained a carbon
23
labyrinth seal from the downstream side of the turbine, a device which was later found to be
redundant as the best seal is the closest fitting sleeve which is possible [20].
Labyrinth packing and an adjustable throttle are used for eliminating leaks between the
rotor support (hot) and cold zones [79]. While Voth et. al. [21] have reported the use of stainless
steel in their labyrinth seals, Sixsmith has recommended nickel silver to reduce heat conduction
[47].
Fabrication
As rotational speed is increased, wheel size is reduced. In small turboexpanders,
problems are related to miniaturization, Reynolds number effects, heat transfer, seals, bearing
and critical speed. When the wheel size is small, it is questionable whether the wheel can be
produced economically with the required accuracy necessary to reduce losses.
In a high speed expander, brazing of the wheel is not acceptable because of high tip
speeds. Wheel casting patterns are very expensive and very difficult to make, particularly for
small wheels when the surface of blade has an arbitrary shape that requires close tolerances
[45].
Interactive graphics assisted tool selection software has produced satisfactory geometries
for design specifications of turbine wheels. This computer program is intended for straight line
element blading and features optimal flank milling. A 5-axes CNC milling machine may be
employed to obtain the required profiles with close tolerances [45].
Thomas [71] used investment casting of C-355-T6 aluminium alloy to construct a
turboexpander at CCI Cryogenics, USA. Colyer [22] has produced impulse wheels and nozzles
from titanium by the three methods: a) direct milling of the wheel and the nozzles by tracing
from an enlarged pattern, b) electro-discharge machining, and c) diffusion bonding of photo-
etched laminations.
During the early years of cryogenic turbine development, when CNC machines were not
available, special purpose machines were used to fabricate turbine wheels. Brimingham et. al.
[76] constructed a specially designed pantograph for the purpose of machining the turbine rotor.
The designer has to choose a convenient balance between the needs of aerodynamic
performance, stress and vibration resistance [98]. A fixed radius fillet is usually the easiest to
machine, especially when the radius is the same as that of the tool, ideally suited to machining
the blade. Precision of manufacture is essential. Before assembly, the flatness and the run out of
the shaft disk have to be measured and they should not exceed 0.003 mm [25].
Balancing Only a few authors have described the balancing requirements of a cryogenic
turboexpander. Beasly and Halford [20] have suggested that shaft eccentricity equal to one tenth
24
of the radial bearing clearance is acceptable. Turbine rotors made by Mafi Trench Corporation,
USA are dynamically balanced to the specifications of ISO G 2.5 on precision electronic balancing
machines. Schimd [25] has recommended a maximum unbalance of 20 mg.cm for a rotor
weighing 300 g. Clarke [19] recommends acceptable unbalance of 0.75 mg.cm for the rotor of
BOC helium turbine. High speed dynamic balancing machines are available in international market
for balancing small rotors. The requirements of balancing can be reduced by choice of
homogenous material and precision fabrication of the cylindrical components with appropriate
tolerance on cylindricity.
Assembly
A prime requirement of expansion turbine design is the facility for easy replacement of
parts. The most popular structural arrangement is a modular system which has been followed by
most workers [19, 34, 47]. In this arrangement, the turbine assembly is constructed of an inner
module and an outer casing. The inner module consists of the rotating parts and the bearings.
The outer casing consists of the turbine housing, the flanges, the piping and sensor interfaces. In
case of a failure, the bearings and the rotor can be taken out and replaced without disturbing the
connections to the rest of the plant.
Small high speed turbines are generally designed with a vertical rotor. This eliminates
radial load on the journal bearings which have low load carrying capacity. The rotors being small
and light in weight, the thrust bearings can easily absorb both pressure and gravity loads. In
larger rotors, the operating speed is low, making it possible to use robust antifrictrion journal
bearings with significant load carrying capacity. Simultaneously, the increased rotor weight may
not be absorbed easily by the thrust bearings. Therefore larger turbines are better designed in a
horizontal configuration. In critical applications, vertical operation also helps in reducing the
convective heat leak in the gas space separating the warm and the cold ends of the machine
[47].
The expander was designed [47] to be flanged mounted on the top cover of a stand with
the shaft axis operating in a vertical position. Vertical operation is important to reduce convective
heat leaks in the gas spaces separating the warm and cold end of the machine. The inlet and
exhaust connections to the expander are made by means of bolted flanges incorporating static
seals. By using flange connections, the possibility of introducing contaminants (due to solder
fluxes or welding slag) can be eliminated. It also provides a quick and easy means of installing
and removing the turboexpander.
The turbine rotor, the shaft and brake impeller are manufactured as an integral piece
from high tensile strength titanium alloy. The journal bearing and lower side of the thrust bearing
are fabricated from a number of pieces which are silver soldered together to form an integral
assembly. This unit is machined to size after soldering. The assembly incorporates pneumatic
25
phase shift stabilizers against shaft whirl. The upper side of the thrust bearing is built into the
brake circuit assembly. Its function is to limit the axial play of the shaft and, if needed, to support
an upward thrust load [34].
2.5 Experimental performance study
The testing of turboexpanders depends, by necessity, on certain measurements to obtain
a quantitative evaluation of performance e.g. efficiency and power. The accurate measurement of
temperatures, flow rate, and pressures is significant in determining turbine efficiency. When
power measurement is needed, the flow rate becomes as critical as temperature [54, 99]. There
are various methods of indicating turbine performance. The isentropic and polytropic efficiencies
are very common in literature. Bearing gas consumption does not directly affect the turbine
performance but does reduce the overall efficiency of the cycle by about 20% [97]. For
performance measurements the turbine is usually equipped with conventional instrumentation to
measure turbine inlet and exit flow conditions and rotational speed [100].
Temperature measurement
Thermocouples are the preferred type of instrument for measurement of temperature
because of the simplicity of operation. They can attain a high levels of accuracy particularly while
measuring differences in temperature. They are also suitable for remote reading. Thermocouples
are usually robust and relatively inexpensive [54]. Kato et. al. [35] used Pt-Co resistance
thermometers with proven accuracy of less than 0.1K in the range from 20 to 300K. Futral &
Wasserbauer [101] measured the inlet stagnation temperature with a setup consisting of three
thermocouples. Germanium resistance thermometers have been used by Kato et. al. [37] at the
inlet and outlet piping.
Flow measurement
Flow rate measurement accuracies are just as important as those of temperature
measurement. When energy balance is required, the flow rate of the fluid is measured by an
orifice plate placed upstream of the turbine inlet and away from the flow disturbances (elbows,
bend etc.) [54].
Futral & Wasserbauer [101] measured flow rate with a sharp edged orifice that was
installed according to the ASME test code. Kato et. al. [37] has also used an orifice flow meter to
determine the mass flow rate. A venturi nozzle at upstream of the compressor has been used by
Came [73] to measure mass flow.

26
Pressure measurement The following instruments are used to measure pressures at different points in a turbine test
set up.
• Bourdon tube gauges
• Liquid manometers
• Pitot tubes
• Pressure transducers
Differential pressures and sub-atmospheric pressures are measured by manometers with a
fluid that is chemically stable. Mercury taps are used to prevent the manometric fluid from
entering process piping. Errors in these instruments are around 0.25% [54].
Two total pressure probes were also used by Futral and Wasserbauer [101] to determine the
turbine total pressure ratio. The turbine developed by Benisek [100] was instrumented with static
pressure taps to measure surface pressures around the circumference of the rotor inlet, as well
as in the meridional direction along the shroud contour from inlet to exit.
Speed measurement
During the early years of turbine development, speed was measured with and electronic
counter actuated by a magnetic pulse generator or a toothed gear attached to the shaft. But the
method of speed measurement was found to be inaccurate; so non-contacting type optical
probes are used by placing a strobolight on the shaft. The speed is recorded on a digital counter
[54]. A six tooth sprocket mounted on one end of the high speed coupling was used in
conjunction with a magnetic pickup and electronic tachometer to record speed [101].
To provide shaft stability and speed signal, a small proximity probe is located between
the brake rotor and the upper bearing. The clearance between the probe and the shaft is about
0.1 mm. An electronic circuit which is sensitive to small changes in capacitance provides a signal
which is approximately proportional to small displacements of the shaft towards or away from the
probe. The signal is displayed on the screen of an oscilloscope. Radial displacements from the
position of equilibrium down to about 0.2 micron can be observed [47]. To provide a speed
signal, a sharp spike is generated each time the flat passes the probe. An oscilloscope with a
calibrated sweep provides a display of both shaft stability and shaft speed [37, 46].
The speed of rotation is measured by a capacitance probe located over a flat on the
shaft. The signal is amplified and fed into a frequency meter for visual display. The turbine
normally operates at 240,000 rpm but can safely run at 300,000 rpm to accommodate changes in
refrigeration load [21]. A notched shaft and an eddy current probe were used to measure the
rotational speed of the rotor and to provide information relating the instantaneous blade position
to the laser measurement position [100].
27
The data on temperature, pressure, and flow rate were automatically observed and
recorded by pen recorders and the micro computer data acquisition system which can
immediately convert the voltage signals to physical quantities [35, 36].
Efficiency of turboexpander
Isentropic efficiency is generally used for representing temperature changes across a
cryogenic turbine. For preliminary design purposes it is necessary to assume the efficiency of
turbine. Denton [67] at Cambridge University assumed a turbine efficiency of 0.7 for a
turboexpander designed as an undergraduate project. Kanoglu [102] established a suitable model
for the assessment of cryogenic turbine performance. He studied the isentropic, hydraulic and
exergetic efficiencies and compared them with the output from a throttled valve. Gao et. al [103]
provide an optimized design method based on genetic algorithm to approximately choose the
main parameters that have significant effect on performance during the design process.
2.6 Off-design performance of turboexpander Meanline method
In order to achieve high efficiency of cryogenic turboexpanders, it is very important
during the design process to appropriately choose the main parameters that determine its
performance. A number of methods for representing the losses in radial gas turbines for
predicting off-design performance of a turboexpander are reviewed. It is shown that reasonable
predictions of the turbine performance may be made using one dimensional theory [104].
A meanline loss system is described that is capable of predicting the efficiency of radial
turbine stages at both on- and off-design conditions. The system is based on the well known
approach introduced by NASA in the 1960s [105]. Meanline, or one-dimensional, methods are
routinely used for the design and analysis of radial turbines. They are very fast to compute and
require only a small amount of geometric information. For these reasons they are extremely
useful in the initial stages of a design, and can be used to investigate very quickly a number of
different design options before any details of the blade geometry have been fixed. The principal
disadvantage of meanline methods is that some means of estimating the loss or efficiency of
individual components of the turbine must be available if realistic estimates of performance are to
be made.
A performance prediction program based on a one-dimensional analysis of expansion
turbines has been developed, on the basis of which a method of selecting similarity criteria to
deal with model tests on air and helium turbines is presented [106]. The method of performance
estimation based on the one dimensional flow theory for a wide range of nozzle angles of variable
geometry radial inflow turbine is presented. In this method it is assumed that turbine
performance at the design point and geometry of the components are given [107].
28
A modified report has been made for a radial inflow turbine to enhance the design code
capabilities consistent with those of a companion off-design code [108]. Liu et. al. [103] provide a
new type of optimization method which is based on the genetic algorithm.
Losses in turboexpander
Low specific speed wheels tend to have major losses in the nozzle and vaneless space
zones as well as in the rotating disc. High specific speed wheels tend to have more gas turning
and exit velocity losses. Analysis of the individual losses in a specific machine involves the effect
of Reynolds number, surface finish, density ratio, Mach number, clearance ratios and geometric
effects [64].
The physical size of the machine influences its efficiency since fluid friction losses
decrease with increasing Reynolds number. In addition, relative leakage losses can be reduced
for larger machines since clearance can usually be held to a smaller percentage of working
dimensions. Likewise, blade thickness losses and other imperfections incidental to manufacturing
become less critical for larger machines [77].
Balje [8] has considered the following losses in order to determine optimum geometry:
• Nozzle blade row boundary layers,
• Rotor passage boundary layers
• Rotor blade tip clearance
• Disc windage (on the back surface of the rotor)
• Kinetic energy loss at exit
The major sources of exergy loss may be divided into three groups, depending on their
variation with flow rate: losses due to nozzle end wall friction, and due to cylinder friction
between the shroud and the rotor, tip leakage, and heat in-leak [24]. A study was conducted by
Khalil et. al. to determine these losses experimentally and theoretically in radial inflow turbine
nozzles [109]. Experimental results were obtained for the flow at the inlet and exit of a full scale
radial turbine stator annulus. These experimental results were used to develop a better
theoretical model for loss prediction in the stator annulus.
Nozzle Loss Wasserbauer and Glassman [110] found from experiments that the ratio of total
stagnation pressures between the nozzle exit and inlet remains fairly constant, between 0.98 and
0.99, over a wide range of operating parameters. Hence they recommend the nozzle loss
coefficient to be defined in terms of stagnation pressure ratio across the nozzle.
The nozzle loss is minimum when the nozzle inlet Mach number is between 0.7 and 0.9
[111]. If the inlet angle of the relative velocity ( 1β ) is between 80° and 90°, there is no or
29
negligible inlet loss in the wheel. For all practical purposes a well designed nozzle segment may
be expected to have a loss coefficient of the order of 0.1 [104].
Rotor passage loss Accurate estimation of rotor passage loss is difficult. The viscous loss in a channel is
assumed to be proportional to the average kinetic energy in the channel, the average kinetic
energy being the average of kinetic energies entering and leaving the rotor[101]. Again the rotor
passage loss is modified by Wasserbauer and Glassman [110] to give a better correlation with
experimental data. Bridle and Boulter [104] used stagnation pressure loss to determine a
coefficient for the passage loss.
Rotor incidence loss One of the major losses that occur in radial inflow turbines is the impeller incidence loss
due to the variation between the impeller blade angle and relative inlet velocity at the impeller
tip. This incidence loss is due to the turbine speed being incorrect for the given process
conditions. Since the turbine speed is determined by the loading device, it is important to match
the loader to the turbine so that equilibrium operation occurs at optimum speed. It is generally
well known that the optimum velocity triangle at the wheel tip does not occur at zero incidence
but approaches the velocity triangle as determined by using the slip fator concept of centrifugal
compressor. Optimum incidence angle for a 90° impeller is approximately -20° [64, 66].
Whitfield [66] has shown that for an optimum incidence angle the absolute flow angle
can be selected to minimize the absolute Mach number. The minimum Mach number condition
should lead to the minimization of the stator losses. As this condition also leads to the minimum
relative Mach number, it should also be the condition for minimum rotor losses. The absolute flow
angle is usually selected to lie between 70° and 80°.
For calculating incidence loss at the rotor inlet, it is assumed that the loss is equivalent to
the kinetic energy of the velocity component normal to the blade at the rotor inlet [101]. The
combination of high wheel speed and low stator velocity will result in severe incidence losses and
a corresponding decrease in work in high speed and high pressure ratio range of operation. At
high speeds the radial machine shows a far greater increase in incidence loss.
Several loss models [8, 87, 110] have been proposed to describe incidence loss. Benson
[104] has shown that the incidence loss models proposed by Balje [8], Futral and Wasserbauer
[101], and Wallace [68] give almost identical results.
The incidence loss models proposed by NASA workers [101, 110] are widely used. Baines
[105] has, however, criticized these models on the ground that the physical reason behind the
concept of slip at the exit of a centrifugal impeller is different from that at the inlet of a radial
inflow turbine. In the former case, the secondary flow and its subsequent mixing with the main
stream are the primary causes of the slip, while in the case of the radial turbine, blade loading

30
and Coriolis acceleration are the major factors. It has been further suggested that the optimum
incidence angle has to be taken at the best efficiency point, and in the absence of any
experimental data, the best efficiency point may be taken where the blade to jet velocity ratio is
0.7.
Rotor clearance loss Turbine wheel clearance along the contour surface between the spinning wheel and the
stationary shroud allows a portion of the gas to slip through without delivering energy to the
wheel. This loss is known as clearance loss. Blade clearance is important because, even with very
small operating clearances, leakage losses in a miniature turbine can be a significant part of the
total flow. Wheel efficiency is based on total to total pressures and temperature differences
between inlet and exit; and the overall efficiency is based on net electrical output with all losses
included. The overall efficiency drops as the blade clearance is increased because the amount of
flow from the tip of the nozzle bypassing the wheel may be between 5 to 10 percent of the total
nozzle flow [22].
Rohlik [63] and Watanbe et. al. [72] has also arrived at a similar conclusion from their
experiences. They found that the radial clearance at the turbine exit is more serious than the
axial clearance. Ino et. al. [38] have observed that in small, high pressure ratio cryogenic
turbines, efficiency loss is considerable if the axial clearance ratio exceeds the value of 0.3. Kato
et. al. [36] have identified clearance losses to be the most prominent source of inefficiency in
large helium turboexpanders. They have suggested the use of shrouded rotors and labyrinth seals
to reduce clearance losses and improve overall efficiency.
Chapter 3
Design of Turboexpander
Chapter III
DESIGN OF TURBOEXPANDER
In this chapter the process of design of the experimental turboexpander and associated
units for cryogenic process have been analysed. The whole system consists of the turbine wheel,
nozzles, diffuser, shaft, brake compressor, journal and thrust bearings and the appropriate
housing. The design procedure of the cryogenic turboexpander depends on working fluid, flow
rate, inlet conditions and expansion ratio. The procedure created in this chapter allows any
arbitrary combination of fluid species, inlet conditions and expansion ratio, since the fluid
properties are adequately taken care in the relevant equations. The computational process is
illustrated with examples. The present design procedure is more systematic and lucid than
available in open literature [55]. The design methodology of the turboexpander system consists
of the following units, which are described in the subsequent sections.
• Fluid parameters and layout of the components,
• Design of turbine wheel,
• Design of diffuser and nozzle ,
• Design of brake compressor,
• Shaft design,
• Selection of bearings,
• Design of supporting structure
3.1 Fluid parameters and layout of components The fluid specifications have been dictated by the requirements of a small refrigerator
producing less than 1 KW of refrigeration. A turbine efficiency of 75% has been assumed
following the experience of the workers [20, 33, 67, 69]. The inlet temperature has been
specified rather arbitrarily, chosen in such a way that even with ideal (isentropic) expansion, the
exit state should not fall in the two-phase region. The basic input parameters for the system are
given in Table 3.1.
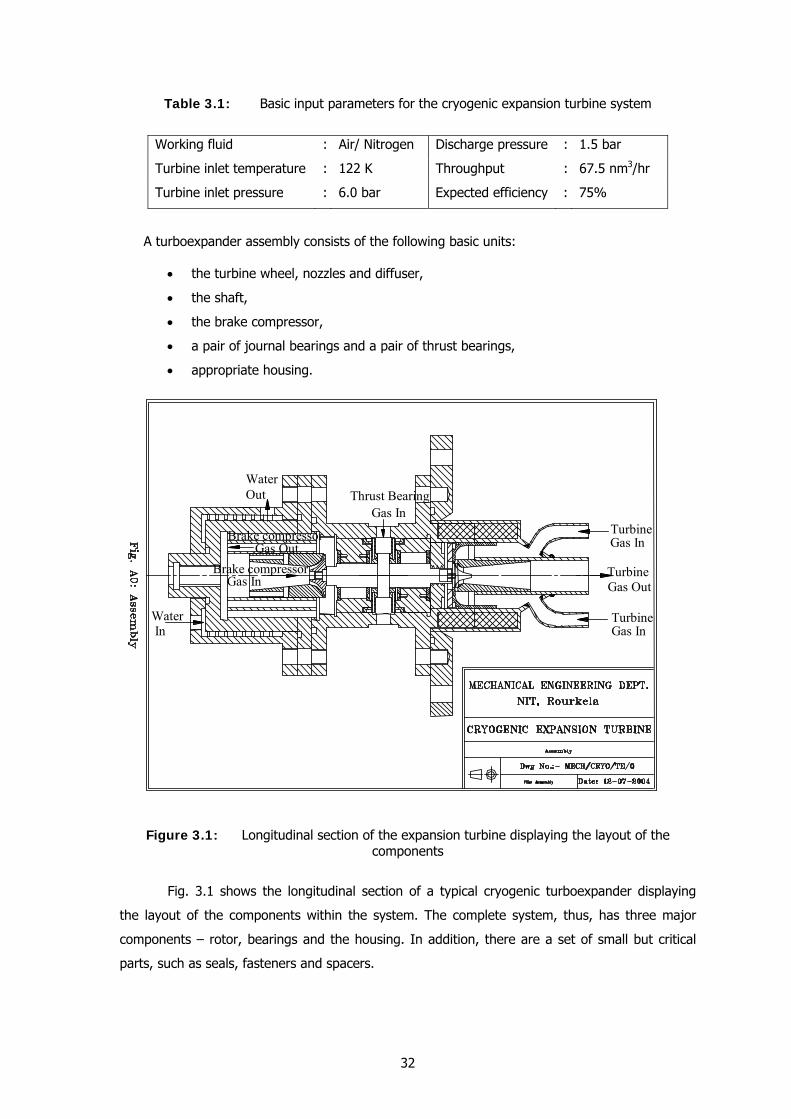
32
Table 3.1: Basic input parameters for the cryogenic expansion turbine system
Working fluid : Air/ Nitrogen Discharge pressure : 1.5 bar
Turbine inlet temperature : 122 K Throughput : 67.5 nm3/hr
Turbine inlet pressure : 6.0 bar Expected efficiency : 75%
A turboexpander assembly consists of the following basic units:
• the turbine wheel, nozzles and diffuser,
• the shaft,
• the brake compressor,
• a pair of journal bearings and a pair of thrust bearings,
• appropriate housing.
Figure 3.1: Longitudinal section of the expansion turbine displaying the layout of the components
Fig. 3.1 shows the longitudinal section of a typical cryogenic turboexpander displaying
the layout of the components within the system. The complete system, thus, has three major
components – rotor, bearings and the housing. In addition, there are a set of small but critical
parts, such as seals, fasteners and spacers.
Brake compressor Gas In
Brake compressor Gas Out
Thrust Bearing Gas In
Turbine Gas In
Turbine Gas In
Turbine Gas Out
Water In
Water Out
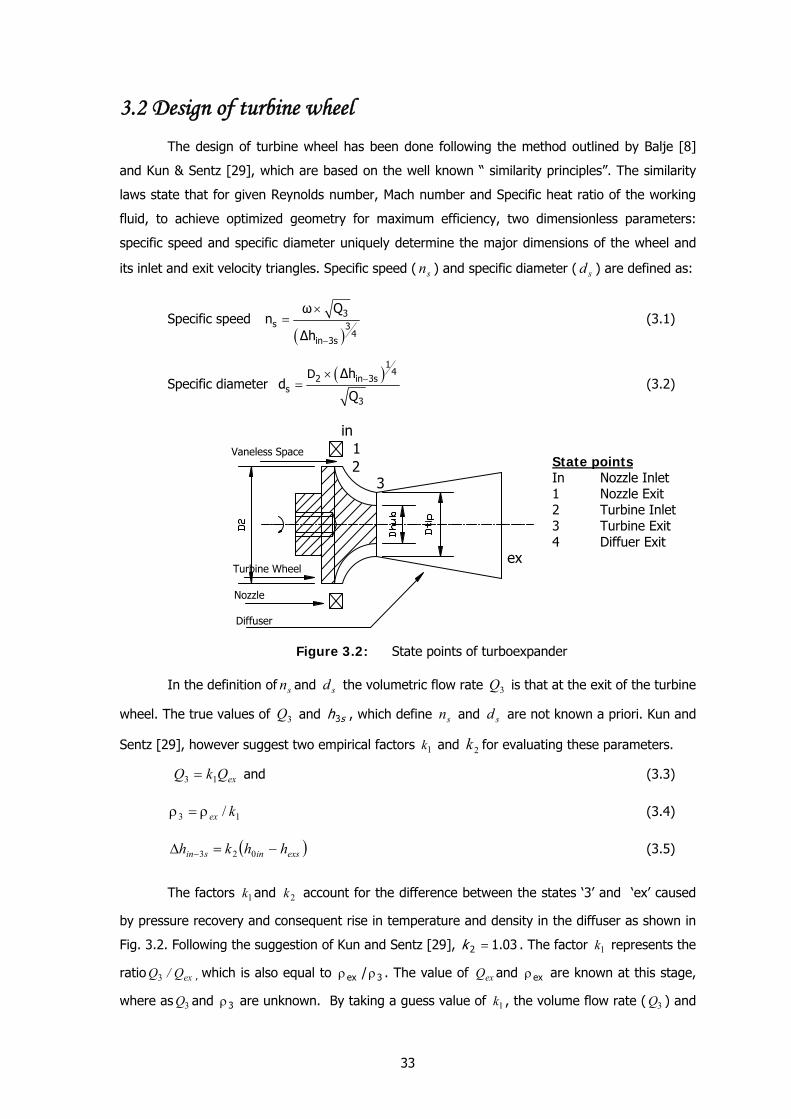
33
3.2 Design of turbine wheel The design of turbine wheel has been done following the method outlined by Balje [8]
and Kun & Sentz [29], which are based on the well known “ similarity principles”. The similarity
laws state that for given Reynolds number, Mach number and Specific heat ratio of the working
fluid, to achieve optimized geometry for maximum efficiency, two dimensionless parameters:
specific speed and specific diameter uniquely determine the major dimensions of the wheel and
its inlet and exit velocity triangles. Specific speed ( sn ) and specific diameter ( sd ) are defined as:
Specific speed ( )−
×= 3
s 34
in 3s
ω Qn
Δh (3.1)
Specific diameter ( )−×
=
14
2 in 3ss
3
D Δhd
Q (3.2)
Figure 3.2: State points of turboexpander
In the definition of sn and sd the volumetric flow rate 3Q is that at the exit of the turbine
wheel. The true values of 3Q and sh3 , which define sn and sd are not known a priori. Kun and
Sentz [29], however suggest two empirical factors 1k and 2k for evaluating these parameters.
exQkQ 13 = and (3.3)
13 / kexρ=ρ (3.4)
( )exsinsin hhkh −=Δ − 023 (3.5)
The factors 1k and 2k account for the difference between the states ‘3’ and ‘ex’ caused
by pressure recovery and consequent rise in temperature and density in the diffuser as shown in
Fig. 3.2. Following the suggestion of Kun and Sentz [29], 03.12 =k . The factor 1k represents the
ratio exQ/Q3 , which is also equal to 3ex /ρρ . The value of exQ and exρ are known at this stage,
where as 3Q and 3ρ are unknown. By taking a guess value of 1k , the volume flow rate ( 3Q ) and
Turbine Wheel
Diffuser
Nozzle
Vaneless Space 1in
23
ex
State points In Nozzle Inlet 1 Nozzle Exit 2 Turbine Inlet 3 Turbine Exit 4 Diffuer Exit

34
the density ( 3ρ ) at the exit condition of the turbine wheel can be calculated from equations (3.3)
and (3.4) respectively. If the guess value is correct, then 3Q and 3ρ should give a turbine exit
velocity 3C that satisfies the velocity triangle as described in equation (3.13); otherwise the
iteration process is repeated with a new guess value of 1k . The value of 3Q determines turbine
exit velocity uniquely. The thermodynamic relations for reversible isentropic flow in the diffuser
are,
exhh 003 =
exss =3 and 2
23
033C
hh −=
Using the property tables, the value of 3ρ can be estimated from 3s and 3h . When the
difference between the calculated and initial values of 3ρ is within the prescribed limit, the
iteration is converged. Since the change in entropy in the diffuser is small compared to the total
entropy change, assumption of isentropic flow will lead to very little error. The estimation 1k
does not deviate appreciably, if the expansion of fluid from ‘in’ to ‘ex’ is non-isentropic. With this
assumption, the value of 1k is estimated to be 1.11, starting with the initial guess value of 1.02.
A flow chart for determining the value of 1k is described in the Fig. 3.10.
For estimating the thermodynamic properties at different states along the flow passage,
the software package ALLPROPS 4.2 available from the University of Idaho, Moscow [112] is
used. Table 3.2 represents the thermodynamic states at the inlet of the nozzle and the exit of the
diffuser according to input specifications. The exit state have two different columns, one is
isentropic expansion and other is with isentropic efficiency of 75%. At the inlet state all the
properties refer to the total or stagnation condition where as at the exit state the properties are
in static condition.
Using data from table 3.2,
33
.
1097.386.5
1026.23 −−
×=×
=ρ
=ex
trex
mQ m3/s
27.511.186.5
13 ==
ρ=ρkex kg/m3 (3.6)
313 1042.4 −×== exQkQ m3/s
( ) 39861107.3803.1 3,,023 =××=−=Δ − sexinsin hhkh J/kg
From Balje [8] the peak efficiency of a radial inflow turbine corresponds to the values of:
54.0=sn and 4.3=sd (3.7)
Substituting these values in equations (3.1) and (3.2) respectively, yields Rotational speed 22910=ω rad/s = 2,18,775 r/min,
Wheel diameter mmD 0.162 = . (3.8)
35
Power produced ( ) ( ) KW9.0hhηmhhmP exs0inex0in =−=−= &&
Tip speed 28.1832/22 =ω= DU m/s
Spouting velocity 20.278h2C exsin0 =Δ= − m/s and (3.9)
Velocity ratio 66.00
2 =CU
Table 3.2: Thermodynamic states at inlet and exit of prototype turbine
Inlet
(State In)
Ideal (isentropic)
exit state (ex,s)
Actual exit state (ex)
(η =75%)
Pressure (bar) 6.00 1.50 1.50
Temperature (K) 122 81.72 89.93
Density (kg/m3) 17.78 6.55 5.86
Enthalpy (kJ/kg) 119.14 80.44 90.11
Entropy (kJ/kg.K) 5.339 5.339 5.452
According to Whitfield and Baines [13], the velocity ratio 0
2C
U in a radial inflow turbine
generally remains within 0.66 and 0.70. The ratio of exit tip diameter to inlet diameter should be
limited to a maximum value of 0.70 [9, 63] to avoid excessive shroud curvature. Corresponding
to the peak efficiency point [8]:
676.0DD2tip ==ξ (3.10)
8.10=tipD mm
Balje prescribes (Fig.3.5 of [8]) values for the hub ratio tiphub D/D=λ against sn and
sd for axial flow turbines, but makes no specific recommendation for radial flow machines. In
axial flow and large radial flow turbines, a small hub ratio would lead to large blade height, with
associated machining difficulties and vibration problems. But in a small radial flow machine, a
lower hub ratio can be adopted without any serious difficulty and with the benefit of a larger
cross section and lower fluid velocity. According to Reference [63], the exit hub to tip diameter
ratio should maintained above a value of 0.4 to avoid excessive hub blade blockage and energy
loss. Kun and Sentz [29] have taken a hub ratio of 0.35 citing mechanical considerations.
425./ ==λ tiphub DD (3.11)
6.4=hubD mm
There are different approaches for choosing the number of blades, the most common
method is based on the concept of ‘slip’, as applied to centrifugal compressors [12, 52, 63].
Denton [67] has given same guidance on the choice of number of blades by ensuring that the

36
flow is not stagnant on the pressure surface. For small turbines, the hub circumference at exit
and diameter of milling cutters available determine the number of blades. In this design the
number of blades (Ztr) are chosen to be 10, and the thickness of the blades to be 0.6 mm
throughout.
From geometrical considerations:
( ) ( )mean
hubtiptrtrhubtip
DDtZDDA
β
−−−
π=
sin2422
3 (3.12)
where
trZ = number of blades,
trt = thickness of the blades, and
β = exit blade angle
Now by writing equation (3.12) in the form 3Q results:
( ) ( )⎥⎥⎦
⎤
⎢⎢⎣
⎡
β
−−−
π==
mean
hubtiptrtrhubtip
DDtZDDCCAQ
sin2422
3333 (3.13)(a)
( ) ( )3
2233 24
WDDtZ
DDCQ hubtiptrtrhubtip ×
−−−
π= (3.13)(b)
2U
2C 2W
θθ
3C 3W
3U
Direction of rotation
Zr
β
(a) Inlet velocity triangle in the r-θ plane (b) Exit velocity triangle in the θ -z plane.
Figure 3.3: Inlet and exit velocity triangles of the turbine wheel
From the velocity triangle in Fig. 3.3
( )hubtipmeanmean DD
CUC
+==
ωβ 3
,3
3 4tan (3.14)
For a given value of 3Q as given by equation (3.6), equations (3.13) and (3.14) are solved
simultaneously for exhaust velocity 3C and mean relative velocity angle meanβ , giving:

37
°==
=
6.45/1.90
/2.88
3
3
mean
mean
smCsmU
β (3.15)
In summary, the major dimensions for our prototype turbine have been computed as follows:
Rotational speed: N = 22910 rad/s = 218,775 r/min
Wheel diameter: 2D = 16.0 mm
Eye tip diameter: tipD = 10.8 mm (3.16)
Eye hub diameter: hubD = 4.6 mm
Number of blades: trZ = 10
Thickness of blades trt = 0.6 mm
The axial length of the turbine wheel and the blade profiles are discussed in chapter IV.
3.3 Design of diffuser
For design purposes, the diffuser can be seen as an assembly of three separate sections
operating in series – a converging section or shroud, a short parallel section and finally the
diverging section. The converging portion of the diffuser acts as a casing to the turbine. The
straight portion of the diffuser helps in reducing the non-uniformity of flow, and in the diverging
section, the pressure recovery takes place.
The geometrical specifications of the diffuser have chosen somewhat arbitrarily. Diameter
of diffuser inlet is equal to diameter of the turbine inlet. Diameter of throat of diffuser is
depending on the shroud clearance. The recommended clearance is 2% of the exit radius, which
is approximately 0.2 mm for wheel. The differential contraction between the wheel and the
diffuser at low temperature usually acts to enhance this clearance. The profile of the convergent
section has been obtained by offsetting the turbine tip profile by o.2 mm radially. For diameter of
diffuser exhaust, Balje [8] suggested exit velocity of the diffuser should be maintained near about
20 m/s with a half cone angle of 5.50. Again by following Ino et. al [38] the best suited diffusing
angle ⎟⎟⎠
⎞⎜⎜⎝
⎛∗
= −
lengthdiameter2
tan 1 is 5 to 6 degree which minimizes the loss in pressure recovery and
the aspect ratio ⎟⎠⎞
⎜⎝⎛=diameterlength
of 1.4 to 3.3.
With the above recommended suggestions, the dimensions are selected as,
Diameter of diffuser inlet, inDD = 16.5 mm.
Diameter of throat of diffuser, thDD = 11.0 mm.
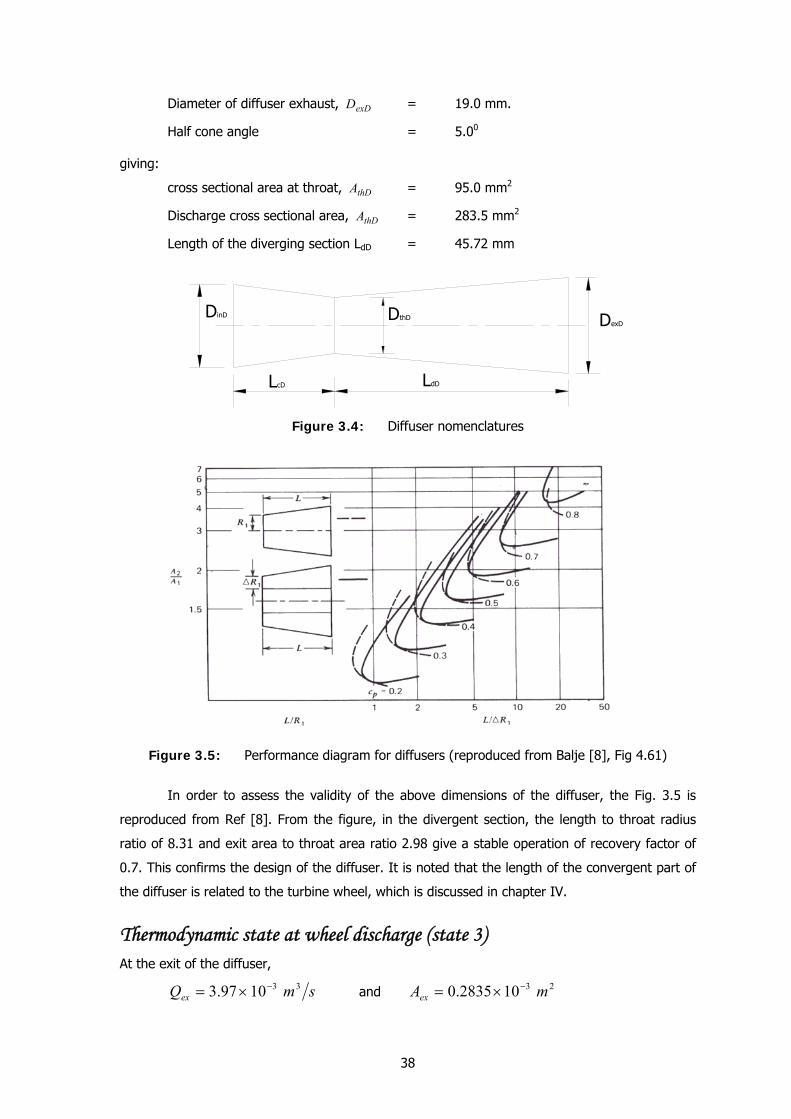
38
Diameter of diffuser exhaust, exDD = 19.0 mm.
Half cone angle = 5.00
giving:
cross sectional area at throat, thDA = 95.0 mm2
Discharge cross sectional area, thDA = 283.5 mm2
Length of the diverging section LdD = 45.72 mm
LcD LdD
DthD DexDDinD
Figure 3.4: Diffuser nomenclatures
Figure 3.5: Performance diagram for diffusers (reproduced from Balje [8], Fig 4.61)
In order to assess the validity of the above dimensions of the diffuser, the Fig. 3.5 is
reproduced from Ref [8]. From the figure, in the divergent section, the length to throat radius
ratio of 8.31 and exit area to throat area ratio 2.98 give a stable operation of recovery factor of
0.7. This confirms the design of the diffuser. It is noted that the length of the convergent part of
the diffuser is related to the turbine wheel, which is discussed in chapter IV.
Thermodynamic state at wheel discharge (state 3) At the exit of the diffuser,
smQex331097.3 −×= and 23102835.0 mAex
−×=
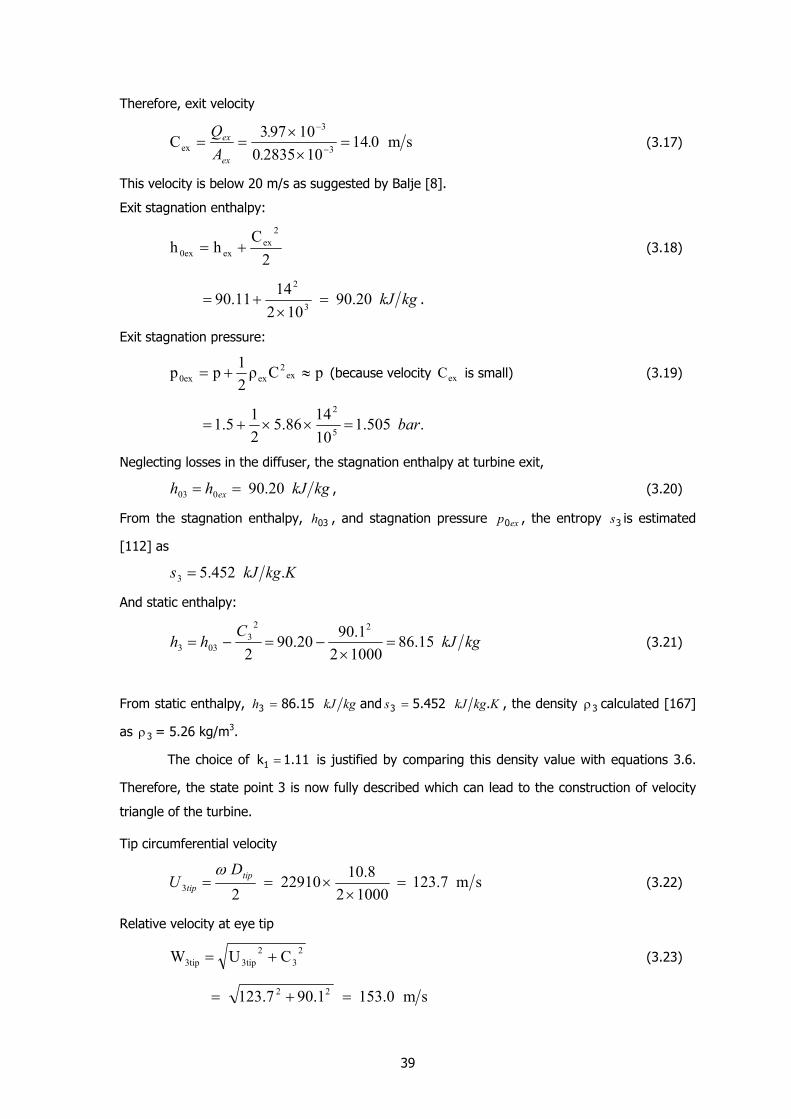
39
Therefore, exit velocity
sm0141028350
10973C 3
3
ex ...
AQ
ex
ex =××
== −
−
(3.17)
This velocity is below 20 m/s as suggested by Balje [8].
Exit stagnation enthalpy:
2C
hh2
exex0ex += (3.18)
kgkJ20.90102
1411.90 3
2
=×
+= .
Exit stagnation pressure:
pCρ21pp ex
2ex0ex ≈+= (because velocity exC is small) (3.19)
.505.1101486.5
215.1 5
2
bar=××+=
Neglecting losses in the diffuser, the stagnation enthalpy at turbine exit,
kgkJhh ex 20.90003 == , (3.20)
From the stagnation enthalpy, 03h , and stagnation pressure exp0 , the entropy 3s is estimated
[112] as
KkgkJs .452.53 =
And static enthalpy:
kgkJC
hh 15.86100021.9020.90
2
223
033 =×
−=−= (3.21)
From static enthalpy, kgkJh 15.863 = and KkgkJs .452.53 = , the density 3ρ calculated [167]
as 3ρ = 5.26 kg/m3.
The choice of =1k 1.11 is justified by comparing this density value with equations 3.6.
Therefore, the state point 3 is now fully described which can lead to the construction of velocity
triangle of the turbine.
Tip circumferential velocity
sm7.12310002
8.102291023 =
××== tip
tip
DU
ω (3.22)
Relative velocity at eye tip
23
23tip3tip CUW += (3.23)
sm153.090.1123.7 22 =+=

40
Highest Mach No
10.83184.4153.0
CW
s3
3tip <== (3.24)
o1
3
313tip 36.0
7123190tantanβ === −−
..
WC
tip
(3.25)
Where 3C s is the velocity of sound for the corresponding state point as shown in Table 3.3.
Similar figures for the eye hub at exit is estimated as
sm7.523 =hubU
sm104.4W3hub = , and
o3hub 59.7β = .
The velocity triangles at the hub, the tip and the mean radius of the eye have been shown in Fig.
3.6. It may be noted that there are two components of velocity, 2U and 2W acting on the turbine
wheel.
Table 3.3: Thermodynamic properties at state point 3
Stagnation value Static value
Velocity (m/s)
Pressure (bar)
Enthalpy (kJ/kg)
Entropy (kJ/kg.K)
Temperature (K)
Density (kg/m3)
Velocity of sound (m/s)
Viscosity (Pa.s)
0
1.505
90.20
5.452
90.02
5.89
188.87
6.13 x 10-6
90.1
1.29
86.15
5.452
85.96
5.26
184.4
5.90 x 10-6
Thermodynamic state at wheel inlet (state 2) For computing the thermodynamic properties at wheel inlet (state 2), the efficiency of the
expansion process till state 2 is assumed. Although in high-pressure ratio (∼ 10) expansion, the
nozzle efficiency nη strongly depends on the design [38], Sixsmith [24] has observed that the
nozzle efficiency needs to be between 0.9 and 0.95. Following Kun and Sentz [29], nozzle
efficiency =nη 0.93 is assumed. Another important parameter is the ratio of inlet to exit
meridional velocities 32 mm CC . Balje [87] suggests values between 1.0 to 1.25 for this
parameter. Following Kun and Sentz [29], this ratio is assumed to be 1.0, leading to
sm90.1CCC 3m3m2 === . (3.26)
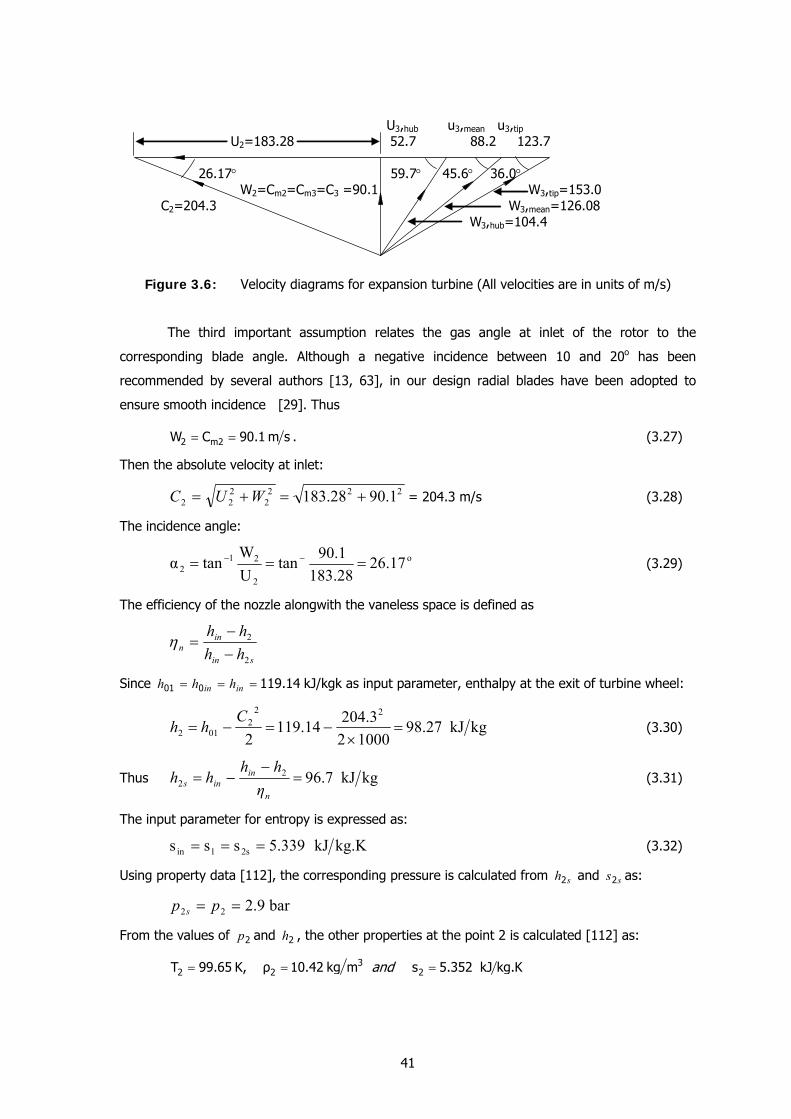
41
U3,hub u3,mean u3,tip U2=183.28 52.7 88.2 123.7 26.17° 59.7° 45.6° 36.0° W2=Cm2=Cm3=C3 =90.1 W3,tip=153.0 C2=204.3 W3,mean=126.08 W3,hub=104.4
Figure 3.6: Velocity diagrams for expansion turbine (All velocities are in units of m/s)
The third important assumption relates the gas angle at inlet of the rotor to the
corresponding blade angle. Although a negative incidence between 10 and 20o has been
recommended by several authors [13, 63], in our design radial blades have been adopted to
ensure smooth incidence [29]. Thus
= =2 m2W C 90.1 m s . (3.27)
Then the absolute velocity at inlet:
2222
222 1.9028.183 +=+= WUC = 204.3 m/s (3.28)
The incidence angle:
o
2
212 17.26
28.1831.90tan
UW
tanα === −− (3.29)
The efficiency of the nozzle alongwith the vaneless space is defined as
sin
inn hh
hh
2
2
−−
=η
Since 14.119001 === inin hhh kJ/kgk as input parameter, enthalpy at the exit of turbine wheel:
kgkJ98.2710002
204.3119.142
222
012 =×
−=−=C
hh (3.30)
Thus kgkJ96.722 =
−−=
n
inins η
hhhh (3.31)
The input parameter for entropy is expressed as:
kg.KkJ5.339sss 2s1in === (3.32)
Using property data [112], the corresponding pressure is calculated from sh2 and ss2 as:
bar2.922 == pp s
From the values of 2p and 2h , the other properties at the point 2 is calculated [112] as:
= = =32 2 2T 99.65 K, ρ 10.42 kg m s 5.352 kJ kg.Kand

42
Corresponding to these thermodynamic conditions:
velocity of sound 85.1962 =sC m/s,
specific heat 140.1=pC kJ/kgK and
viscosity pa.s1088.6 62
−×=μ
From continuity equation, the blade height at entrance to the wheel is computed as:
222
.
2 )( mtrtr
tr
CtZDm
bρπ −
= ( ) mm1.9042.106.01016
101026.23 63
×××−×××
=−
πmm56.0=
(3.33)
3.4 Design of the nozzle
An important forcing mechanism leading to fatigue of the wheel is the nozzle excitation
frequency. As the wheel blades pass under the jets emanating from the stationary nozzles, there
is periodic excitation of the wheel. This periodic excitation is proportional to the speed and the
number of nozzle blades [30]. The number of nozzle blades is normally dictated by mechanical
design consideration, particularly to ensure that nozzle discharge does not excite some natural
frequency of the impeller [29].
The purpose of the nozzle cascade is to assure that the flow should be incident on the
wheel at correct angle to avoid incidence loss. Kun and Sentz [29] selected the nozzle cascade
height somewhat smaller than the tip width in order to leave some margin for expansion in the
annular space around the wheel and to accommodate axial misalignment. This recommendation,
although conforming to common design practice, is too restrictive in case of small turbines. Fig.
3.7 shows a schematic of the nozzle ring bringing out the major dimensions of the passages and
the vanes. The design of the blading system offered no real problem as long as the pressure ratio
across the turbine is not more than critical pressure ratio and as long as the temperature drop
efficiency demanded does not exceed about 80% [57].
Thermodynamic state at the throat and vaneless space: The proposed system uses convergent types of nozzles giving subsonic flow at nozzle
exit. Referring to Fig. 3.7 the nozzle throat circle diameter is the outer boundary of the vaneless
space while the wheel diameter is the inner circle. If tD is nozzle throat circle diameter and
mtC the meridional component of the nozzle throat velocity, the mass balance equation yields,
tttt
mt DbDmC
ρπρπ ×××××
==−
5.0101026.23 63
1
& (3.34)
Where 1b is the height of the passage, assumed to be 0.5 mm. The velocity at exit of the throat
consists of two components, mtC and tCθ . The meridional component is perpendicular to the
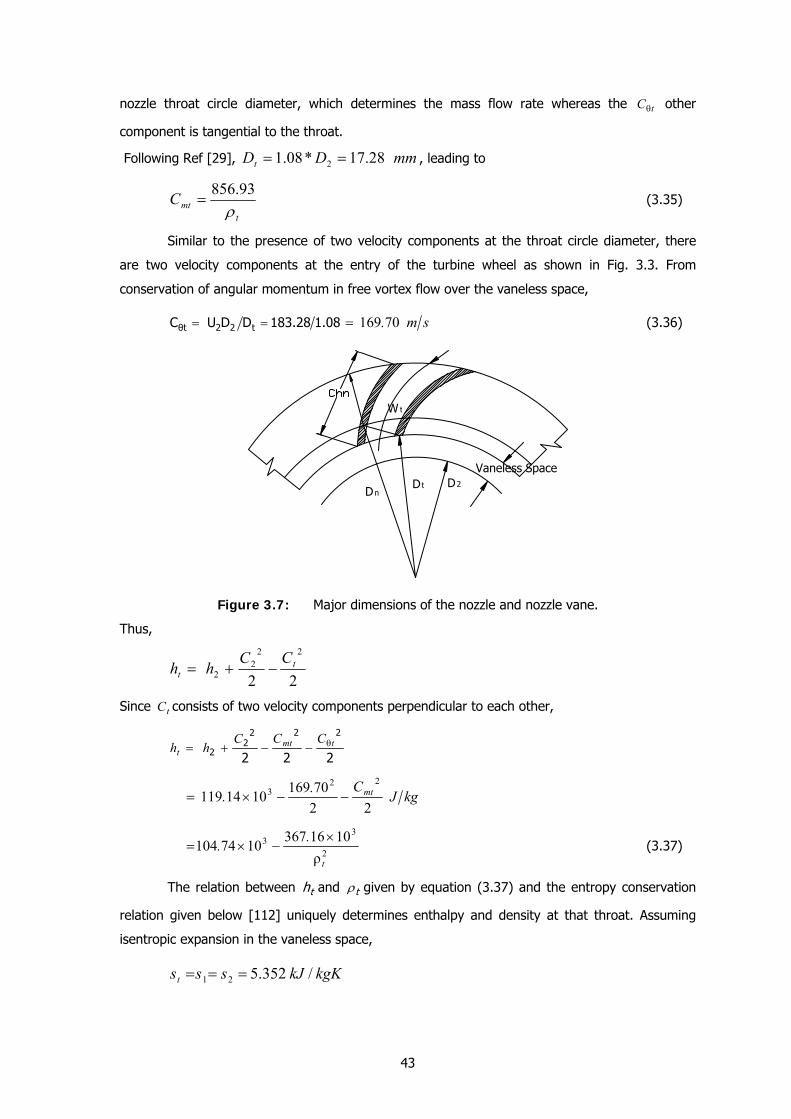
43
nozzle throat circle diameter, which determines the mass flow rate whereas the tCθ other
component is tangential to the throat.
Following Ref [29], mmDDt 28.17*08.1 2 == , leading to
t
mtCρ
93.856= (3.35)
Similar to the presence of two velocity components at the throat circle diameter, there
are two velocity components at the entry of the turbine wheel as shown in Fig. 3.3. From
conservation of angular momentum in free vortex flow over the vaneless space,
= =θt 2 2 tC U D D 183.28 1.08 sm.70169= (3.36)
Figure 3.7: Major dimensions of the nozzle and nozzle vane.
Thus,
22
222
2t
tCC
hh −+=
Since tC consists of two velocity components perpendicular to each other,
222
2222
2tmt
tCCC
hh θ−−+=
kgJC.. mt
22701691014119
223 −−×=
2
33
ρ10163671074104
t
.. ×−×= (3.37)
The relation between th and tρ given by equation (3.37) and the entropy conservation
relation given below [112] uniquely determines enthalpy and density at that throat. Assuming
isentropic expansion in the vaneless space,
kgKkJssst /352.521 ===
W t
D2
Vaneless SpaceDt
Dn

44
Solving the above equations,
kgKJht /93.101= and 3/45.11 mkgt =ρ
Using Ref. [112], the other properties at that throat are found to be
;5.103;30.3 KTbarp tt == and 58.200=stC m/s
And the velocities are obtained from equations (3.35) and (3.36) as
;/84.74;/47.185 smCsmC mtt == and smC t /7.169=θ , and
Mach number: = =t t stM C C 0.92
This leads to subsonic operation with no loss energy on account of aerodynamic shocks.
Sizing of the nozzle vanes To compute the dimensions of the throat, Kun & Sentz [29] used the conservation of
momentum & continuity of flow to get the correct throat angle for finite trailing edge thickness.
Aerodynamically, it is desirable to make the trailing edge as thin as mechanical design
consideration will allow.
Using the Continuity Equation and the density at the throat, the throat width wt and the
throat angle tα are calculated as follows.
For 3..
1026.23 −×== mmtr kg/s and tbb =1
ρ
−× ×= = =
× × ×
& 3 623.26 10 101.46 mm
15 0.5 11.45 185.47tr
tn t t t
mw
Z b C (3.38)
o
t
mtt C
C8.23tan 1 =⎟⎟
⎠
⎞⎜⎜⎝
⎛= −
θ
α (3.39)
It may be noted that throat inlet angle is different form the turbine blade inlet angle and the
discrepancy is due to the drifting of fluid in the vaneless space.
The initial guess value of tD is checked from the conservation of angular momentum
over the vaneless space,
28.1722 ==t
t CDUDθ
mm (3.40)
which is matched to the initial value of 17.28 mm.
The blade pitch length, np is estimated as,
mmZDp ntn 62.3==π .
tα is the angle between the perpendicular to the throat width tw and the tangent to the throat
circle diameter. From Fig. 3.7, the diameter of the cascade discharge (the inner diameter of the
nozzle ring) is calculated as,
tttttn CosDwwDD α222 −+= = 26.82 mm. (3.41)

45
where tα is angle between tD and tw .
Figure 3.8: Cascade notation
In cascade theory, blade loading and cascade solidity are defined as:
0cotcot ααδ −=Δ
= tmn
u
CV
u
SChn
n =σ
From cascade notation, 2
cotcot ut
δλα −= ∞ and 2
cotcot 0uδλα += ∞
The separation limit, in an approximate way, is expressed by a minimum required solidity.
Its value is found from the aerodynamic load coefficient zψ defined as the ratio of actual
tangential force to ideal tangential force, also known as Zweifel number. The optimum value for
the aerodynamic load coefficient is about 0.9. Thus the chord length of nozzle can be found from
the equation of solidity and expressed as
( )
szsz
ttn
u
SusCh
λδλψ
δλψ
ααα
sin2
cot1
2sin
sincotcot22
20
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ ++
×=
−=
∞
(3.42)
Where
S = tangential vane spacing = nn ZDπ = 4.95 mm.
∞λ = cascade angle or mean vector angle = ⎟⎠
⎞⎜⎝
⎛ +−
2cotcot
cot 01 αα t
sλ = stagger angle = mαλ +∞
Following Balje [8], 0α is taken as °78
Figure 4.28 [8], gives mα as a function of ( )tααλ −=Δ 0 for various values of ∞λ , yields mα =
-4°, leading to:
75.2=uδ , °∞ =λ 2.34 , °= 2.28sλ and 58.6=nCh mm
αt
α 0
C mn
λ∞λs
V inV∞ V1
ΔVu
46
3.5 Design of brake compressor
The shaft power generated by a turbine must be transferred to a braking device mounted
on the shaft. For relatively large amounts of power, an electrical generator [37, 77] is mostly
used as the braking device. A brake compressor is the most common choice for small
turboexpanders. The power generated by the turbine is used to drive a centrifugal compressor
which acts as a brake. In small turbine systems the energy is dissipated through a valve or orifice
in the brake circuit. The throttle valve is used to reduce the flow of gas through the compressor,
this reduces the load and consequently, there is a corresponding increase in speed. The
compressor should be over designed so that with the throttle fully open the turbine speed is less
than the designed value [76]. Thus, the turbine speed may be increased up to the designed value
by suitable adjustment of the throttle. Here a mixed flow centrifugal compressor is chosen which
uses same design principle as the turbine wheel. The efficiency of a brake compressor used as a
loading device does not influence the overall efficiency of the process plant [69].
Design inputs and basic dimensions The design inputs to the brake compressor are the following:
Process gas Air/ Nitrogen
Power to be dissipated (P) 0.9 kW (neglecting bearing friction losses)
Angular speed (ω) 22910.0 rad/s (2,18,775 r/min)
Inlet total pressure (p04) 1.12 bar
Inlet total temperature (T04) 300 K (ambient temperature)
Expected efficiency (ηb) 60 % [67]
To determine the compressor discharge pressure and flow rate, an estimate of the static
thermodynamic properties at the inlet (State 4) is needed.
11
204
211
−⎟⎠⎞
⎜⎝⎛ −+=
γγρρ
M
04
0494.0RTMp N= 18.1
30083142811200094.0
=×
××= kg/m3 (3.43)
for 044 94.0 ρρ =
Power dissipated b
sb hmP
η0Δ
=&
where sh0Δ is the total head across the isentropic compressor.
Also 4Q being the volume flow rate, the expression for power gives,
KWhQhm
b
s
b
sb 9.00440
.
=Δ
=Δ
ηρ
η
Substituting 60.0=bη and 18.14 =ρ kg/m3, the resultant expression is
47
9.45604 =Δ shQ Wm3/kg (3.44)
Ref. [8] gives the ns – ds diagram for a single stage centrifugal compressor. From this
diagram, the operating point is chosen in order to achieve proper velocity triangles within the
constraints of available power and rotational speed. Under these operating conditions,
,95.1=sn 9.2=sd (3.45)
sn and sd being defined as :
Specific speed
434
ss h
Qn
Δ=
ω
Specific diameter
4
415
QhD
d ss
Δ=
shΔ is the ideal static head across the compressor and 5D is the diameter of the impeller.
Balje [8] has pointed out that mixed flow geometry is necessary to obtain the highest efficiency
at these values of sn and sd . The design optimization is not required because the energy is
eventually dissipated. Thus a lower value of sn is chosen for radial blading.
Assuming zero swirl at inlet, [9],
WattUmP bsf 90025 == &φσ (3.47)
where, =φ power input factor 021.= [9]
sfσ = slip factor 78.05
5 ==UCθ [9]
5θC = Tangential component of the absolute velocity at exit
5U = peripheral speed at exit = 25Dω
Solving the equations (3.45) – (3.47) simultaneously with approximate value of 4ρ , we get:
m/s6.3122
kg/s0116.0
KJ/kg19.12/sm0098.0
,mm30.27
55
44
.
34
5
==
==
=Δ=
=
DU
Qm
hQ
D
b
s
ωρ
(3.48)
Substituting the value of 4Q in equation (3.44),
kgKJh s /10.410 =Δ
(3.46)
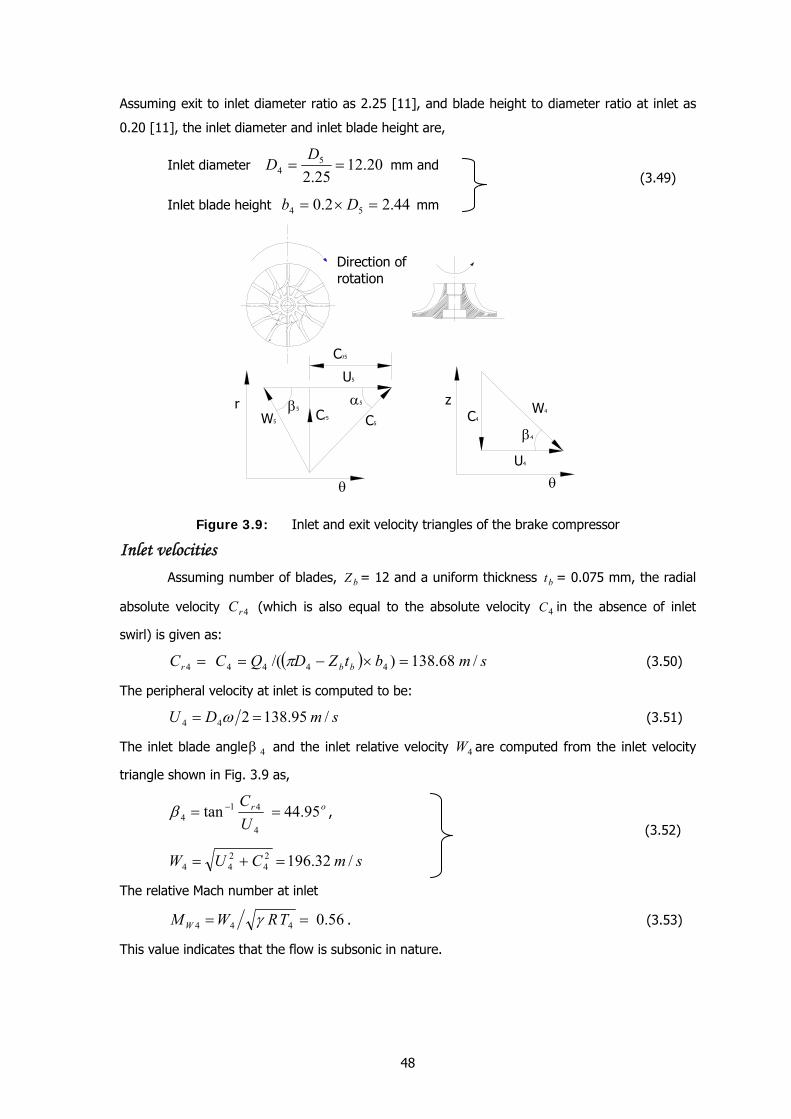
48
Assuming exit to inlet diameter ratio as 2.25 [11], and blade height to diameter ratio at inlet as
0.20 [11], the inlet diameter and inlet blade height are,
Inlet diameter 20.1225.25
4 ==D
D mm and
Inlet blade height 44.22.0 54 =×= Db mm
Direction of rotation
Cθ5
β4
β5α5
W5Cr5 C5
U5
r
θ θ
W4C4
U4
z
Figure 3.9: Inlet and exit velocity triangles of the brake compressor
Inlet velocities Assuming number of blades, bZ = 12 and a uniform thickness bt = 0.075 mm, the radial
absolute velocity 4rC (which is also equal to the absolute velocity 4C in the absence of inlet
swirl) is given as:
( ) smbtZDQCC bbr /68.138)/( 44444 =×−== π (3.50)
The peripheral velocity at inlet is computed to be:
smDU /95.138244 == ω (3.51)
The inlet blade angle 4β and the inlet relative velocity 4W are computed from the inlet velocity
triangle shown in Fig. 3.9 as,
or
UC
95.44tan4
414 == −β ,
smCUW /32.19624
244 =+=
The relative Mach number at inlet
56.0444 == TRWMW γ . (3.53)
This value indicates that the flow is subsonic in nature.
(3.49)
(3.52)

49
Number of blades Unlike the turbine wheel, the output of the brake compressor is eventually dissipated in a
valve, particularly in small machines. Therefore, it is not necessary to have efficient blade
geometry in the impeller. There are several empirical relations for determining the optimum
number of blades. Well known among them are [11]:
Eck: 1
5
45 )1(sin5.8 −−=
DD
zb β
Pfleirderer: ⎟⎠
⎞⎜⎝
⎛ +⎟⎟⎠
⎞⎜⎜⎝
⎛−+
=2
sin5.6 54
45
54 ββDDDD
zb
Stepanoff: 531 β=bz with 5β given in degrees.
The formulas give 17, 16 and 18 blades respectively for the impeller. A choice of number of
blades of 12 and thickness of 0.75 mm are justified from the present design point of view.
Thermodynamic variables at inlet and exit Static temperature at inlet:
KCC
TTp
76.2902
24
044 =−= (3.55)
Inlet static pressure:
004.11
04
4044 =⎟⎟
⎠
⎞⎜⎜⎝
⎛=
−γγ
TT
pp bar, (3.56)
γ being the specific heat ratio 1.41. The density at inlet is calculated as
16.14
44 ==
RTp
ρ kg/m3 (3.57)
This is close to the assumed value of 1.18 kg/m3.
The rise in stagnation temperature through the compressor can be obtained from the
power expended and the mass flow rate through the compressor. Thus
7.3741041*0116.0
9003000405 =+=+=pbCm
PTT&
K (3.58)
The exit stagnation temperature for an isentropic compressor with isentropic efficiency, 6.0=ηb
is estimated as,
82.3440405 =+=pb
bs Cm
PTT
&
ηK (3.59)
The corresponding stagnation pressure is found to be:
(3.54)
50
82.11
04
050405 =⎟⎟
⎠
⎞⎜⎜⎝
⎛=
−γγ
TTpp s bar (3.60)
Exit velocities The absolute exit velocity:
( ) smhhC ss /55.2622 5055 =−= (3.61)
Using the value of 0.82 for the slip factor, the tangential velocity:
smUC /85.24382.0 55 ==θ
smCCCr /3.9725
255 =−= θ
The exit blade angle:
θ
β − ⎛ ⎞= =⎜ ⎟⎜ ⎟−⎝ ⎠
1 55
5 5tan 54.74orC
U C
and the absolute exit angle :
or
CC
75.21tan5
515 =⎟⎟
⎠
⎞⎜⎜⎝
⎛= −
θ
α
The relative velocity at exit:
smecCW r /15.119cos 555 == β (3.64)
Exit temperature KCh
TTp
adst 71.311045 =Δ
+=
and exit pressure: barTT
pp 28.11
04
5045 =⎟⎟
⎠
⎞⎜⎜⎝
⎛=
−γγ
Density at exit: 3
5
55 /38.1 mkg
RTp
==ρ
The required blade height at exit:
( ) 5555
rbb
b
CtZDm
bρ−π
=&
= 1.12 mm (3.66)
3.6 Design of shaft
Because the strength of most materials improves at low temperature, the general
perception among engineers and scientists is that stress considerations are unimportant in case
of cryogenic turbines. In reality, cryogenic turbines, because of the moderate to high-pressure
ratio and low flow rates operate at high rotational speeds, leading to significant centrifugal
stresses in the shaft. The shaft transmits the torque produced by the turbine to the brake
(3.62)
(3.63)
(3.65)
51
compressor. Torsional shear stress is not dominant due to the high rotational speed and small
power transmission. Also the turboexpander is vertically oriented and bending load is neglected
due to the absence of any radial load. Important considerations in the design of the shaft are:
• number and size of components linked with the shaft,
• tangential speed on bearing surfaces,
• stress at the root of the collar,
• critical speed in shaft bending mode,
• heat conduction between the warm and the cold ends and
• overall compactness of the system.
The major dimensions of the shaft include:
• diameter of the shaft,
• diameter of the collar and
• length of the shaft
Sixsmith and Swift [113] suggest that shafts should be designed on the basis of safe
critical speed and checked for heat conduction. In our approach, however, the dimensions have
been chosen based on data from comparable installations by other workers and these data have
been verified for maximum stress, critical speed and heat conduction. Ino et. al [38] have
chosen a shaft diameter of 16 mm for their helium turbine rotating at 2,30,000 r/min, while
Yang et al [33] have chosen 18 mm for their air turbine rotating at 180,000 r/min. A shaft of
diameter 16 mm and length 88.1 mm with a thrust collar of diameter 30 mm has been selected in
the present case. Detailed drawing of the shaft is given in Fig. A3.
Kun and Sentz [29] have suggested that it is necessary to perform detailed stress
analysis when the operating surface speed of the turbine or compressor wheel exceeds about
50% of the critical speed at which the material starts yielding in a simple disk of same diameter
rotating at the same speed.
The peripheral speed on the shaft surface is computed to be:
ω= = =2 22910.0 * 0.016 2 183.28surfV d m/s. (3.67)
and that on the tip of the collar is 343.65 m/s.
A preliminary calculation considering the collar as a solid disk gives [114]
σ ρ= = × × =2 21 18000 343.65 314.92
3 3ss surfV MPa (3.68)
This value is more than recommended design stress of 230 MPa for stainless steel SS 304
[1], justifying the need for other material. Hence K-Monel-500 for the shaft material is chosen
having design stress of 790 Mpa. By using K-Monel-500 as a shaft material the possibility of
yielding of the shaft is very less.
52
Shaft speed is generally limited by the first critical speed in bending. This limitation for a
given diameter determines the shaft length. The overhang distance into the cold end, strongly
affects the conductive heat leak penalty to the cold end [31].
The first bending critical speed for a uniform shaft is given by the formula [113]
( )ρEldf 29.0= Hz (3.69)
where d is the diameter of the shaft, l is the length, E is the Young’s modulus and ρ is the
density of the material. Considering the shaft to be a K-Monel-500 cylinder of diameter 16.0 mm
and length 88.1 mm, the bending critical speed is
×⎛ ⎞= = =⎜ ⎟⎝ ⎠
10
2
0.016 18 100.9 8544 Hz 5,12,640
84400.0881f r/min
This is well above the operating speed of 2,18,775 r/min.
The gas lubricated bearings of a cryogenic turbine need to be maintained at room
temperature to get the necessary viscosity. This requires a strong temperature gradient over the
shaft overhang between the lower journal bearing and the turbine wheel. The rate of heat flow
can be reduced by (a) using material of lower thermal conductivity (b) reducing the shaft
diameter below the lower journal bearing and (c) by using a hollow shaft in that section.
The principal features of the shaft
A collar alongwith the thrust plates anchored to the housing, acts as a pair of thrust
bearings.
A step at the top end of the shaft provides a seat for the brake compressor [Fig. A3].
A step at the bottom end of the shaft, providing a seat for the turbine wheel.
A hollow section at the bottom end of the shaft to reduce the heat transfer rate from
the warm to the cold end.
3.7 Design of vaneless space The discharge air at the nozzle exit reaches the impeller after passing through vaneless
space. As this space is located just adjacent to the impeller, its configuration seems to influence
the condition of inflow to the impeller. Watanabe [72] pointed out that too small a radial
clearance causes reduction in efficiencies and at large radial clearances performance
characteristics of turbine are less influenced by the clearances, and in addition, that an optimum
radial clearance ought to exist. Irregularities of nozzle discharge flow to the impeller entry can be
reduced at larger clearance obtaining the maximum efficiency. But the friction losses within the
vaneless space will increase at large clearance giving less efficiency. Thus, inflow irregularities
and friction losses should be taken into consideration in order to estimate the optimum radial
53
clearance between nozzle vanes and the impellers. By following the reference [72] the flow path
length of fluid is expressed as follows
α
εsin
S rvs =
where,
=rε radial clearance between the nozzle and turbine impeller
=α flow angle at nozzle exit
3.8 Selection of bearings
Successful development of a turboexpander strongly depends on the performance of the
bearings and their protection systems. In this system gas-lubricated bearings, the aerostatic
thrust bearings and the aerodynamic tilting pad journal bearings are employed. The main
advantages of these bearings are high stability to self-excitation, external dynamic load and fewer
constraints on fabrication, albeit at the cost of some process gas consumption [115]. The radial
load arises primarily due to rotor imbalance and is taken up by a pair of aerodynamic journal
bearing. Apart from imbalance load, the journal bearings ensure shaft alignment. Thrust bearing
supports the thrust load comprises of the rotor weight and the difference of force due to pressure
between the turbine and the compressor ends.
(i) Aerostatic thrust bearing Aerostatic thrust bearings have come up as a reliable solution for supporting high-speed
rotors, especially for cases where the use of oil bearings is discouraged. This is particularly true
for cryogenic turboexpander where use of oil is avoided due to the possibility of seepage and
contamination of the process gas. On the other hand, aerostatic thrust bearing, owing to their
high load carrying capacity and reliability have remained largely unchanged. Although in most
cases the thrust load is unidirectional, that’s why a double thrust bearing is always provided as a
stop in case of accidental thrust reversal. The shaft is vertically oriented and runs at high speed.
By following the procedure of Chakraborty [84], the double thrust bearing has been
designed assuming an eccentricity ratio of 0.1, supply pressure of 6.0 bar and discharged
pressure of 1.5 bar. Based on the relevant data from literature, the following parameters have
been computed.
Feed hole or orifice diameter d0 = 0.4 mm
Outer radius of bearing rt1 = 15 mm
Inner radius of the bearing rt2 = 8.5 mm
Feed hole pitch circle rt0 = 11.75 mm
Number of feed orifices nh = 8
Bearing clearance hbg = 12 μm
54
The bearing outer diameter is kept equal to that of the shaft collar. The shaft diameter
determines the inner diameter of the bearing with a radial clearance of 1mm between the shaft
and the thrust plates. The feed hole pitch circle diameter is chosen from the consideration of
equal inward and outward flow of bearing gas. Available drill bit sizes influence the choice of feed
hole diameter. The diameters of the orifices in the upper and the lower thrust plates are
computed to match the load capacity while keeping the gas flow at the minimum.
A pair of thrust plates and the shaft collar form the double thrust bearing. Apart from the
feed hole or orifice larger holes on the outer side on the bearing are provided for connecting the
high pressure gas line. One O-ring is used to ensure the entry of high pressure in the outer large
holes.
(ii) Pivot-less tilting pad gas journal bearing
A pivot-less tilting pad bearing consists of three pads floating around the journal, within
the pad housing, surrounded by gas films on all sides. The three pads and the shaft form the
journal bearing system is shown in Fig. A6. Each pad basically consists of a front face that forms
the bearing surface, a back face, a network of three holes. High pressure from the bearing
surface is communicated to the back face of the pad through the holes. This generates a
pressure profile at the back face. The forces coming into picture are the aerodynamic load on the
pad, the frictional force on the bearing surface and the force due to pressure distribution at the
pad back face. The normal forces developed in the bearing clearance and at the back face, along
with the frictional force due to rotor motion, determine the equilibrium pad tilt. This type of tilting
pad bearings is specially suited for supporting small rotors.
By following the procedure of Chakraborty [84] the tilting pad bearing has been designed
with the basic input parameters like bearing gas, ambient conditions, rotor geometry and
rotational speed. The mean radial clearance is kept quite large, keeping in view of the machining
difficulties. This clearance is however much less than the radial clearance provided between the
turbine and its diffuser as well as that between the brake compressor and its casing, to prevent
rubbing at high speeds. The designed clearance of 10μm between the pad back face and housing
is also achievable. The pad length is decided from consideration of available axial space; which is
taken as L/D =1. A 3-pad geometry with a span of 120° for each pad is chosen. The bleed and
connecting holes should be large, to communicate the pressure generated at the bearing
clearance to the back face of the pad without any significant pressure drop; too large a hole
would starve the bearing. It has been chosen a diameter of 1.75 mm for the bleed holes and 1.3
mm for the connecting holes. Care has been taken for rotor eccentricity such that a pad
equilibrium solution is possible.
55
3.9 Supporting structure Bearing housing
The bearing housing is the central component providing support to the two journal
bearings and the two thrust bearings. It is one of the most intricate components in the whole
assembly, not because of any requirement of high precision, but due to the sheer number and
variety of features. In other words, the bearing housing element provides both a structural
stability and thermal isolation between the warm end and cold end of the machine. The main
features of the housing design can be listed as follows:
A groove is provided to accommodate the two tilting pad journal bearings and two thrust
bearings.
A radial hole is drilled in the center of the shaft collar for accommodating the high
pressure supply lines and the low pressure exhaust lines to and from the thrust bearings
and for the proximity probe assembly.
Two lock nuts are provided, one in turbine side and another on compressor side to set all
the bearings and insulator inside the housing.
Flanges are provided at the top and bottom end of the housing to attach the warm end
casing and cold end casing.
An important function of the bearing housing is to provide thermal isolation between the
warm and the cold ends. The wall thickness is reduced wherever possible to meet this
objective.
Apart from the bearings, the housing also supports the labyrinth seal, speed and
vibrations sensors. Detailed drawings of the bearing housing are given in Figs in Appendix.
The Cap Base
The cap base between the two thrust plates is one of the most vital components of the
turbine. The cap base acting as thrust spacer has a two-fold function. It acts as distance pieces,
adjusting the clearances between parts and fixing tolerances where appropriate. They also make
way for the exhaust gas leaving the thrust bearings to flow to the outside. The thickness of this
spacer exceeds that of the shaft collar by the required amount of clearance. Through a radial hole
machined on its groove, this cap base also allows the exhaust bearing gas from the inner edges
of the thrust bearings to flow out. It also connects to proximity sensor to measure the rotational
speed.
Seal Heat inleak may occur from any of these sources.
• The environment

56
• Heat generated within the machine
• Heat carried into the machine by the lubricant
Heat entering the cold area does so mainly by conduction along the structural parts of the
machine, but some may enter by convection. The machine is usually supported by the part of its
structure which is at the highest temperature, and the flow paths to the cold end being made as
resistant to heat flow as possible by the use of minimum cross sectional areas consistent with
strength. Materials having low thermal conductivity are used and heat insulating materials are
incorporated wherever possible. Gas seals are used to limit the leakage of process gas along the
shaft or across a fully shrouded wheel. They also provide a means of adjusting the axial forces
acting on the rotor in that they are used to define the areas over which high or low pressure acts.
The most usual form of gas seal is the labyrinth. For a given pressure differential the leakage flow
will be lower than for a plain seal of equal diametrical clearance.
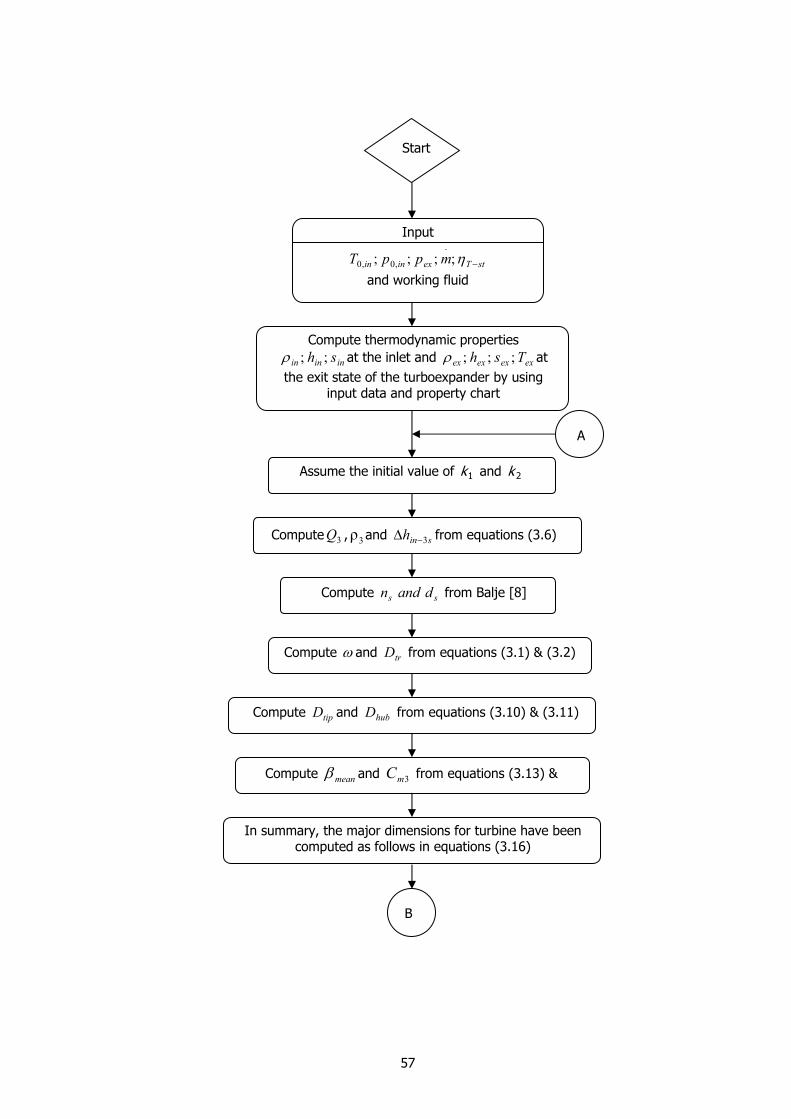
57
Start
Input
stTexinin mppT −η;;;;.
,0,0
and working fluid
A
Assume the initial value of 1k and 2k
Compute 3Q , 3ρ and sinh 3−Δ from equations (3.6)
Compute thermodynamic properties
ininin sh ;;ρ at the inlet and exexexex Tsh ;;;ρ at the exit state of the turboexpander by using
input data and property chart
Compute ss dandn from Balje [8]
Compute ω and trD from equations (3.1) & (3.2)
Compute tipD and hubD from equations (3.10) & (3.11)
Compute meanβ and 3mC from equations (3.13) &
In summary, the major dimensions for turbine have been computed as follows in equations (3.16)
B
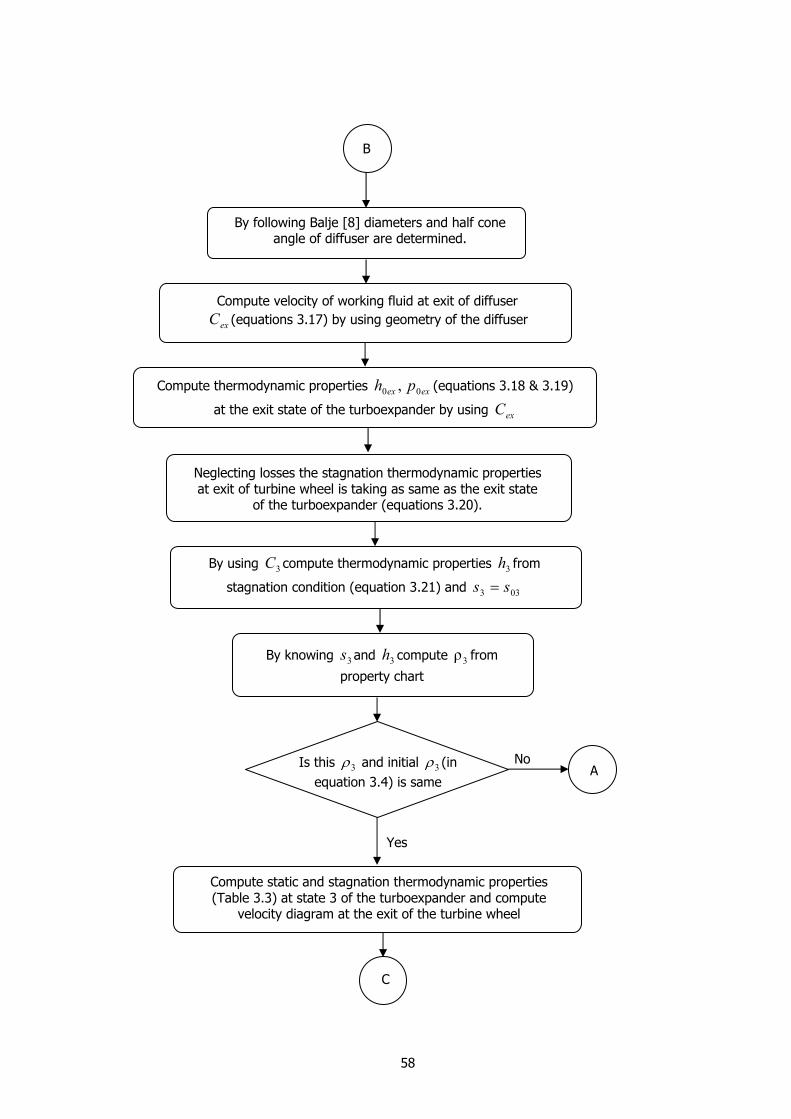
58
Compute thermodynamic properties exex ph 00 , (equations 3.18 & 3.19)
at the exit state of the turboexpander by using exC
By using 3C compute thermodynamic properties 3h from
stagnation condition (equation 3.21) and 033 ss =
Compute velocity of working fluid at exit of diffuser
exC (equations 3.17) by using geometry of the diffuser
By following Balje [8] diameters and half cone angle of diffuser are determined.
B
Neglecting losses the stagnation thermodynamic properties at exit of turbine wheel is taking as same as the exit state
of the turboexpander (equations 3.20).
By knowing 3s and 3h compute 3ρ from
property chart
A Is this 3ρ and initial 3ρ (in
equation 3.4) is same
Yes
No
Compute static and stagnation thermodynamic properties (Table 3.3) at state 3 of the turboexpander and compute
velocity diagram at the exit of the turbine wheel
C
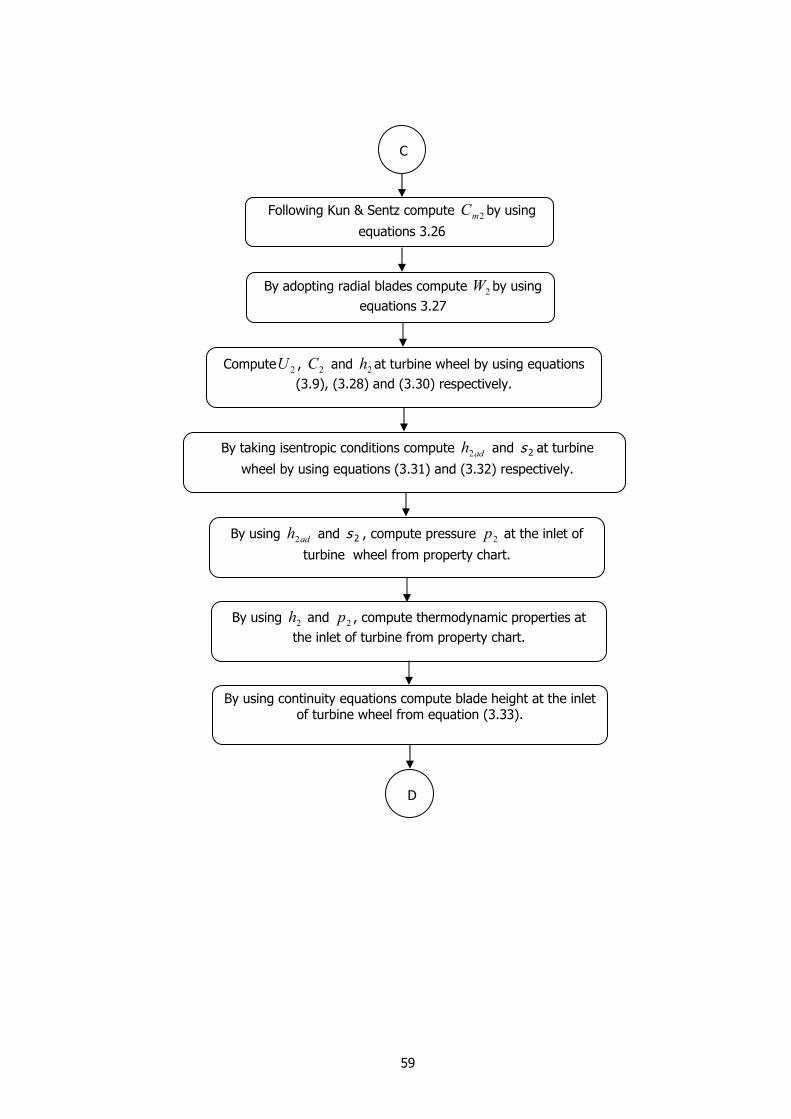
59
Following Kun & Sentz compute 2mC by using
equations 3.26
C
By adopting radial blades compute 2W by using equations 3.27
Compute 2U , 2C and 2h at turbine wheel by using equations (3.9), (3.28) and (3.30) respectively.
By taking isentropic conditions compute adh2 and 2s at turbine
wheel by using equations (3.31) and (3.32) respectively.
By using adh2 and 2s , compute pressure 2p at the inlet of
turbine wheel from property chart.
By using 2h and 2p , compute thermodynamic properties at the inlet of turbine from property chart.
By using continuity equations compute blade height at the inlet of turbine wheel from equation (3.33).
D
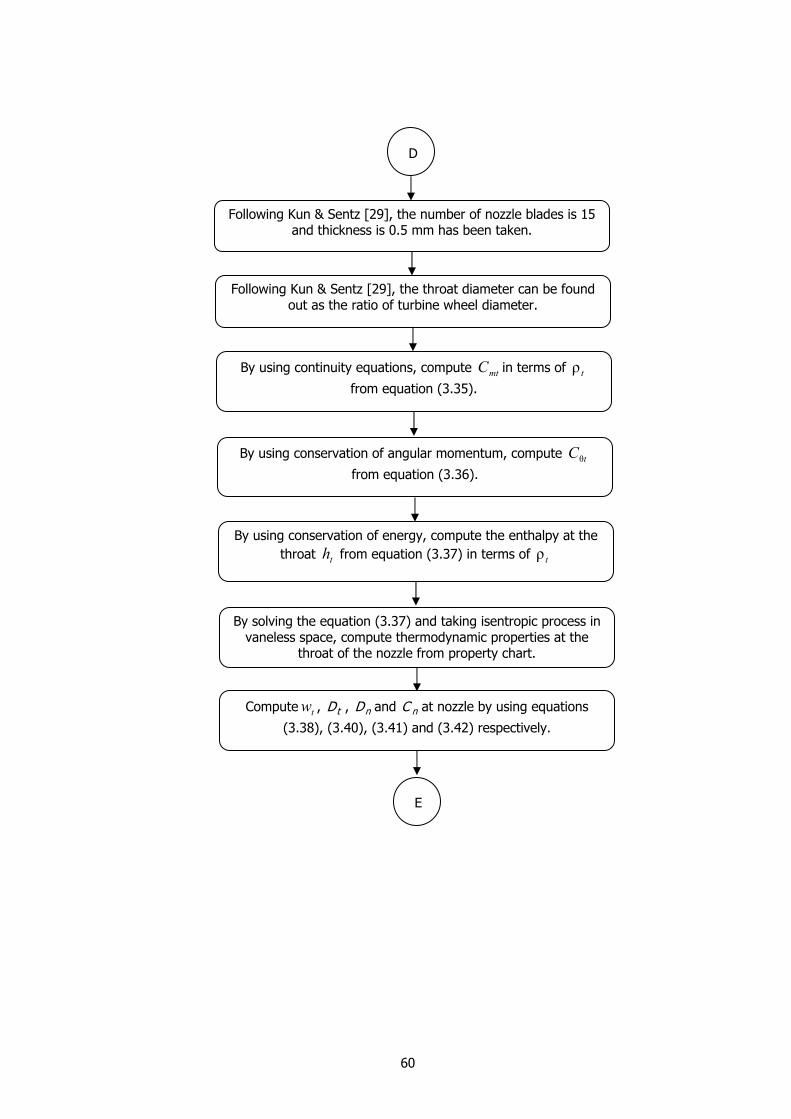
60
D
Following Kun & Sentz [29], the number of nozzle blades is 15 and thickness is 0.5 mm has been taken.
Following Kun & Sentz [29], the throat diameter can be found out as the ratio of turbine wheel diameter.
By using continuity equations, compute mtC in terms of tρ
from equation (3.35).
By using conservation of angular momentum, compute tCθ
from equation (3.36).
By using conservation of energy, compute the enthalpy at the throat th from equation (3.37) in terms of tρ
By solving the equation (3.37) and taking isentropic process in vaneless space, compute thermodynamic properties at the
throat of the nozzle from property chart.
Compute tw , tD , nD and nC at nozzle by using equations
(3.38), (3.40), (3.41) and (3.42) respectively.
E
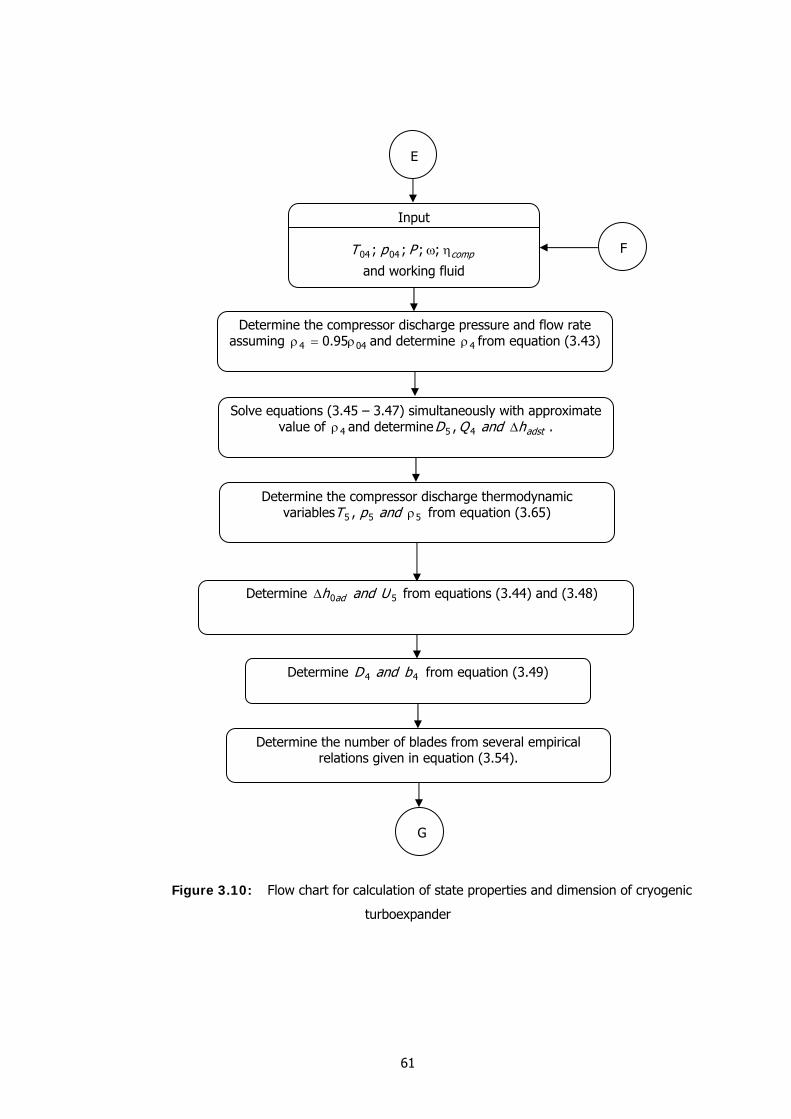
61
Figure 3.10: Flow chart for calculation of state properties and dimension of cryogenic
turboexpander
E
Input
compPpT ηω;;;; 0404
and working fluid
Determine the compressor discharge pressure and flow rate assuming 044 95.0 ρ=ρ and determine 4ρ from equation (3.43)
Solve equations (3.45 – 3.47) simultaneously with approximate value of 4ρ and determine adsthandQD Δ45 , .
Determine the compressor discharge thermodynamic variables 555 , ρandpT from equation (3.65)
F
Determine 50 Uandh adΔ from equations (3.44) and (3.48)
Determine 44 bandD from equation (3.49)
Determine the number of blades from several empirical relations given in equation (3.54).
G
Chapter 4
Determination of Blade Profile
Chapter IV
DETERMINATION OF BLADE PROFILE
4.1 Introduction to blade profile The present chapter is devoted to the design of the blade profile of mixed flow impellers
with radial entry and axial discharge. The computational process aims at defining a blade profile
that maximises the performance. The detailed procedure describes computation of the three-
dimensional contours of the blades and simultaneously determines the velocity, pressure and
temperature profiles in the turbine wheel. The computational procedure suggested by
Hasselgruber [86] and extended by Kun & Sentz [29] has been adopted. The fluid pressure loss
in a turbine blade passage depends on the length and curvature of the flow path. Thus two
parameters eK and hK defined by Hasselgruber [86] control the flow path and its curvature. The
magnitude of the velocity and change in its direction determine the optimum blade profile of the
turbine. For the turbine blade design eK varies between 0.75 and 1 and hK varies between 1
and 20 [87].
In selecting the most suitable combination of parameters eK and hK , the following conditions
are ensured.
• The highest possible value of efficiency
• Uniform and steady operating conditions
• Easy manufacture of the blades
Once appropriate values for these parameters are selected, the rotor contour (tip and
hub streamlines) and the change of the flow angle with flow path coordinate are determined
assuming a pressure balanced flow path. This also means that an arbitrary selection of the rotor
contour and angular change with flow path coordinate is likely to yield a design with potentially
high transverse pressure gradients.
Thus, a complete pressure balance in practical flow path designs will be nearly
impossible. The three dimensional effects can, however, be minimized by keeping the relative
velocity gradient low, i.e., by providing a high blade number in that portion of the flow path
where the suction side and pressure side streamlines begin to diverge, up to the point where the
flow path inclination angle δ approaches 90°.
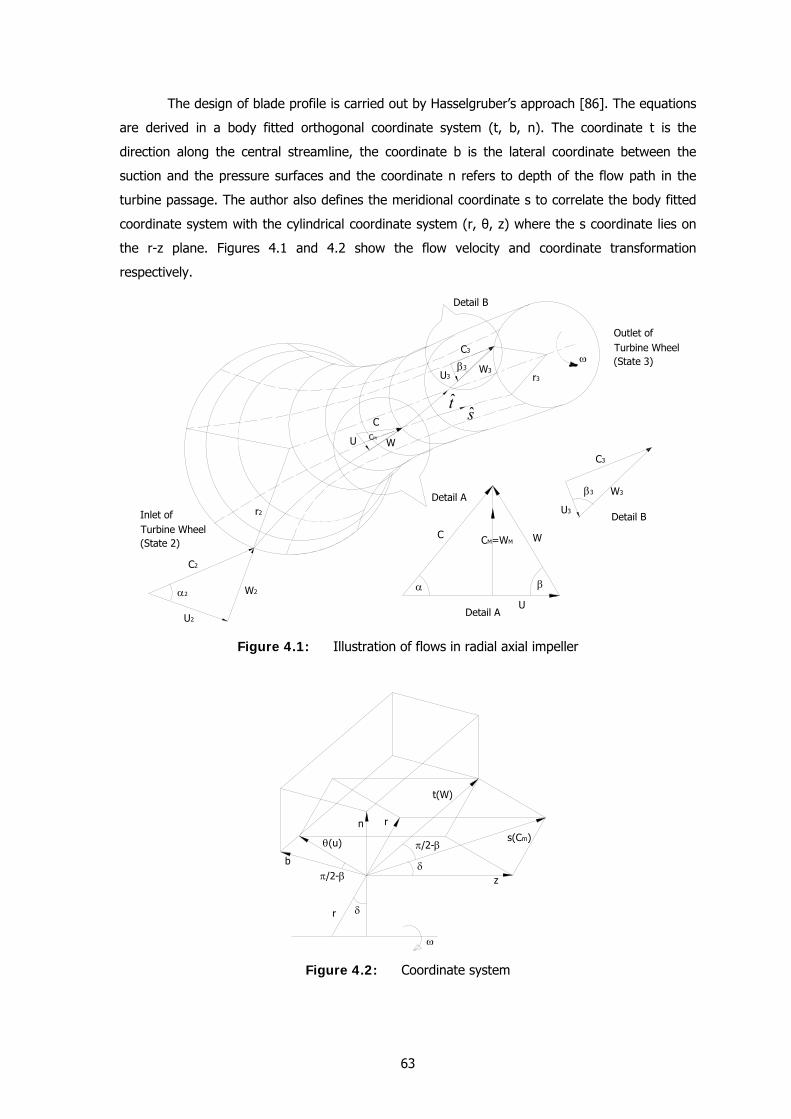
63
The design of blade profile is carried out by Hasselgruber’s approach [86]. The equations
are derived in a body fitted orthogonal coordinate system (t, b, n). The coordinate t is the
direction along the central streamline, the coordinate b is the lateral coordinate between the
suction and the pressure surfaces and the coordinate n refers to depth of the flow path in the
turbine passage. The author also defines the meridional coordinate s to correlate the body fitted
coordinate system with the cylindrical coordinate system (r, θ, z) where the s coordinate lies on
the r-z plane. Figures 4.1 and 4.2 show the flow velocity and coordinate transformation
respectively.
W2
ω
U2
C2
r2
r3W3
C3
C
U
U3
WCM
Detail A
α β
WC CM=WM
Uα2
β3
Inlet of Turbine Wheel (State 2)
Outlet of Turbine Wheel (State 3)
W3
C3
U3
β3
Detail B
Detail B
Detail A
t s
Figure 4.1: Illustration of flows in radial axial impeller
π/2-βδ
ω
r δ
π/2-βθ(u)
r
s(Cm)
z
n
b
t(W)
Figure 4.2: Coordinate system

64
4.2 Assumptions The blade profiles have been worked out using the technique of Hasselgruber [86], which
was also employed by Kun & Sentz [29] and Balje [8, 87]. Hasselgruber’s approach of
computation for the central streamline is based on some key assumptions, such as:
i) Constant acceleration of the relative velocity
The blades of pure radial impellers are so shaped that it always gives a constant
acceleration to the relative velocity. The acceleration of relative velocity W from wheel inlet to exit
follows a power law relation. The substantial derivative under steady state condition results,
11
−=∂∂
= eKtCtWW
DDWτ
(4.1)
where τ refers to the time coordinate and t stands for the distance along the central streamline.
Integrating equation (4.1) and substituting the following boundary conditions,
W = W3, at t = 0, and
W = W2 at t = t2,
the solution can be written as,
( )eK
ttWWWW ⎟⎟⎠
⎞⎜⎜⎝
⎛−+=
2
23
22
23
2 (4.2)
ii) Pressure is constant over the blade channel in the direction normal to the mean relative
streamline, indicating that the hydrostatic pressure has negligible effect. Thus,
0=∂∂np
iii) Relative flow angle at the wheel inlet = 90°.
Both the earlier conditions relate to the width of the channel and shape of the
curve in meridian section. Another equation has to be formed which determine the shape
of the curve in the circumferential direction. The variation of the relative velocity angle β
along the flow path follows the relation:
hK
ssC
st
⎟⎟⎠
⎞⎜⎜⎝
⎛−+=
∂∂
=2
22 1coseccosec ββ (4.3)
where,
232 secsec β−β= CoCoC
iv) Equal meridional velocity at the wheel inlet and at exit:
The meridional velocity ratio: 12
3 ==m
mI CC
k .
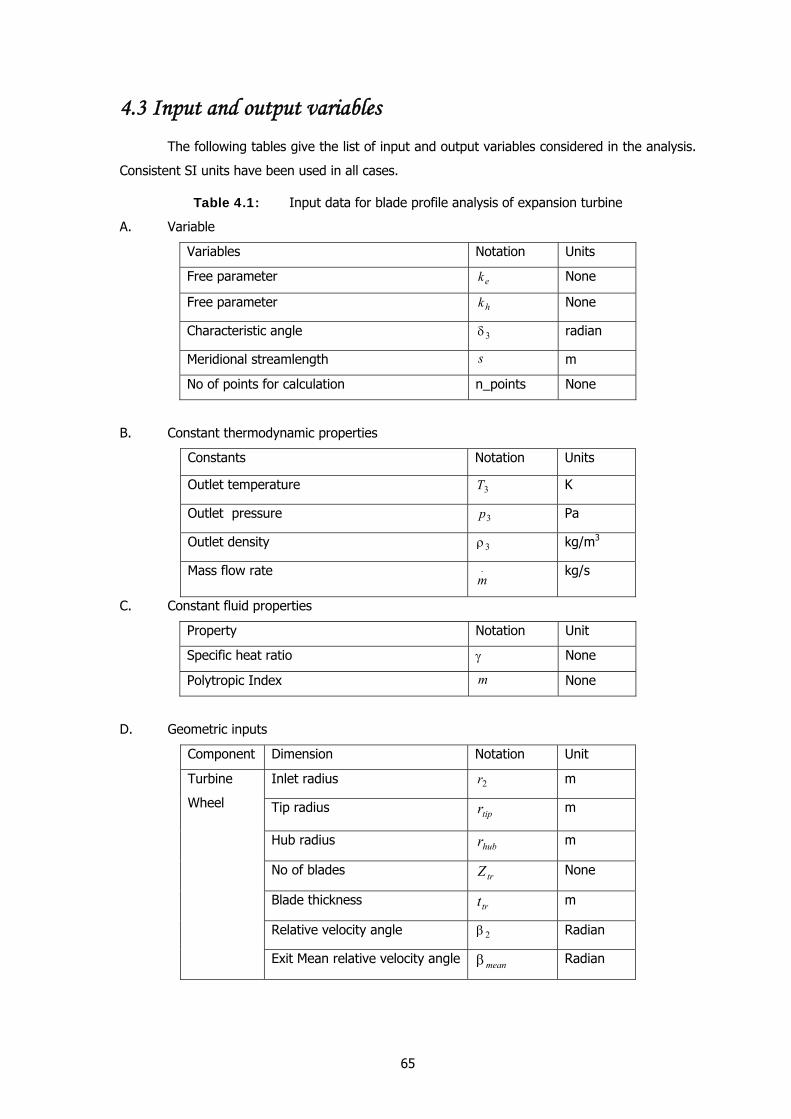
65
4.3 Input and output variables
The following tables give the list of input and output variables considered in the analysis.
Consistent SI units have been used in all cases.
Table 4.1: Input data for blade profile analysis of expansion turbine
A. Variable
Variables Notation Units
Free parameter ek None
Free parameter hk None
Characteristic angle 3δ radian
Meridional streamlength s m
No of points for calculation n_points None
B. Constant thermodynamic properties
Constants Notation Units
Outlet temperature 3T K
Outlet pressure 3p Pa
Outlet density 3ρ kg/m3
Mass flow rate .m
kg/s
C. Constant fluid properties
Property Notation Unit
Specific heat ratio γ None
Polytropic Index m None
D. Geometric inputs
Component Dimension Notation Unit
Inlet radius 2r m
Tip radius tipr m
Hub radius hubr m
No of blades trZ None
Blade thickness trt m
Relative velocity angle 2β Radian
Turbine
Wheel
Exit Mean relative velocity angle meanβ Radian
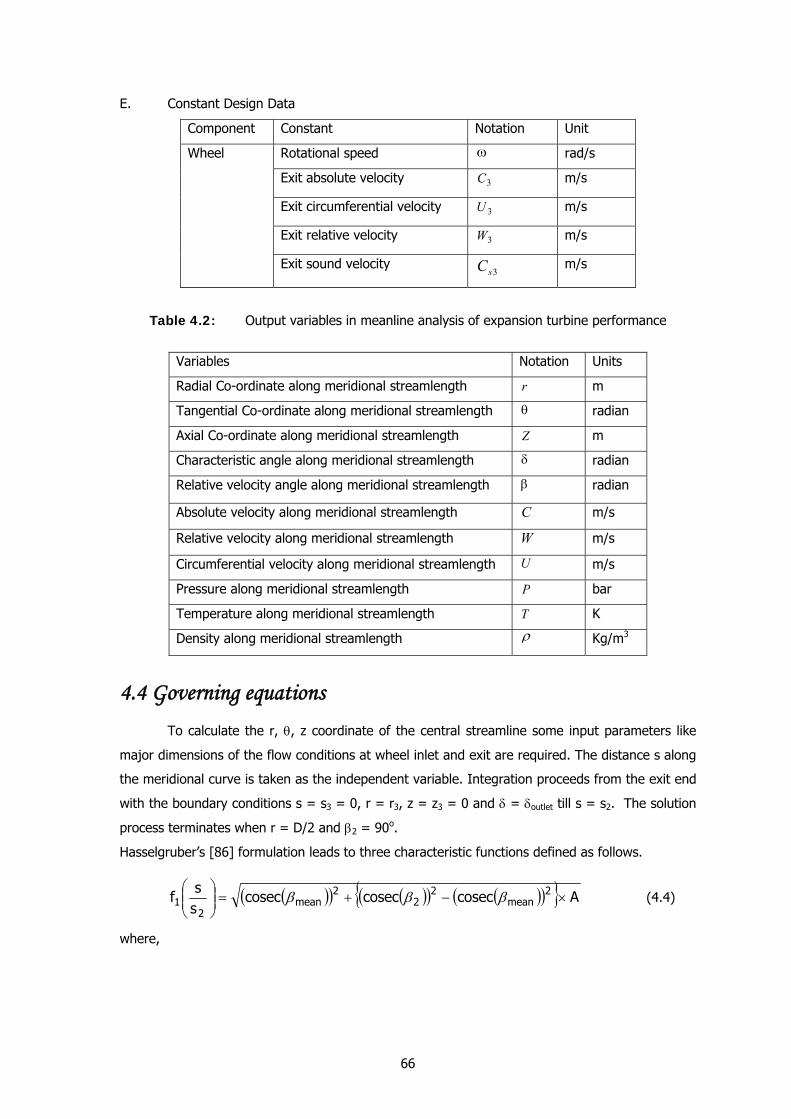
66
E. Constant Design Data
Component Constant Notation Unit
Rotational speed ω rad/s
Exit absolute velocity 3C m/s
Exit circumferential velocity 3U m/s
Exit relative velocity 3W m/s
Wheel
Exit sound velocity 3sC m/s
Table 4.2: Output variables in meanline analysis of expansion turbine performance
Variables Notation Units
Radial Co-ordinate along meridional streamlength r m
Tangential Co-ordinate along meridional streamlength θ radian
Axial Co-ordinate along meridional streamlength Z m
Characteristic angle along meridional streamlength δ radian
Relative velocity angle along meridional streamlength β radian
Absolute velocity along meridional streamlength C m/s
Relative velocity along meridional streamlength W m/s
Circumferential velocity along meridional streamlength U m/s
Pressure along meridional streamlength P bar
Temperature along meridional streamlength T K
Density along meridional streamlength ρ Kg/m3
4.4 Governing equations
To calculate the r, θ, z coordinate of the central streamline some input parameters like
major dimensions of the flow conditions at wheel inlet and exit are required. The distance s along
the meridional curve is taken as the independent variable. Integration proceeds from the exit end
with the boundary conditions s = s3 = 0, r = r3, z = z3 = 0 and δ = δoutlet till s = s2. The solution
process terminates when r = D/2 and β2 = 90o.
Hasselgruber’s [86] formulation leads to three characteristic functions defined as follows.
( )( ) ( )( ) ( )( ){ } Acoseccoseccosecss
f 2mean
22
2mean
21 ×−+=⎟⎟
⎠
⎞⎜⎜⎝
⎛βββ (4.4)
where,

67
( ) ( ) ( ) ( )( )
( ) ( )
eh
kk
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
β+β×
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎟⎟⎠
⎞⎜⎜⎝
⎛−−×β−β+β×+×
=
+
mean2h
22meanh
2
coseccoseck
ss
coseccoseccoseckss
A
1
2 111 (4.5)
( ) ( ) ( ){ }hk
⎟⎟⎠
⎞⎜⎜⎝
⎛×β−β+β
=⎟⎟⎠
⎞⎜⎜⎝
⎛
22mean2
22
ss
-1coseccoseccosecss
f1
(4.6)
⎟⎟⎠
⎞⎜⎜⎝
⎛−×⎟⎟
⎠
⎞⎜⎜⎝
⎛=⎟⎟
⎠
⎞⎜⎜⎝
⎛
2
22
21
23 s
sfssf
ssf 1 (4.7)
The function f1 depicts the variation of the relative acceleration of the fluid from the wheel inlet to
exit. The function f2 gives the relative flow angle along the flow path while function f3 is a
combination of f1 & f2. The radius of curvature of meridional streamline path is expressed in
terms of the three characteristic functions f1, f2 and f3.
( )δ
βcos
r
ss
ftanrr
ss
fss
f
R
2
23
mean
22
21
m ×
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−
×
⎟⎟⎠
⎞⎜⎜⎝
⎛×⎟⎟
⎠
⎞⎜⎜⎝
⎛
=
mean
(4.8)
Where,
( )hubtipmean rrr += 5.0
The angle between meridional velocity component and axial coordinate is derived to be:
∫ ⎟⎟⎠
⎞⎜⎜⎝
⎛=
s
m
dsR0
1δ (4.9)
The coordinates (r, θ, z) of the central streamline are calculated by using the following equations:
∫=s
ds)(sinr0
δ (4.10)
∫⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜
⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛×
⎟⎟⎠
⎞⎜⎜⎝
⎛
=s
0
22
2
22
ds
ssfr
ssf-1
θ (4.11)
∫=s
dsz0
)(cosδ (4.12)
Middle stream-surface is created by joining the points on the hub streamline to the
corresponding points on the tip streamline. The coordinates of hub and tip streamlines are

68
calculated by using channel depth and the angle between meridional velocity component and
axial coordinate.
To represent the ratio of meridional to circumferential velocity, a characteristics factor is defined
as:
33
3 tanβ==λUCm
m (4.13)
The velocities at different points of meridional streamline are
⎟⎟⎠
⎞⎜⎜⎝
⎛×=
213 ssfCW mm (4.14)
⎟⎟⎠
⎞⎜⎜⎝
⎛=β −
22
1sinssfm (4.15)
mean
m rrU
U×
= 3 (4.16)
β−= cosWUCu (4.17)
⎟⎟⎠
⎞⎜⎜⎝
⎛×⎟⎟⎠
⎞⎜⎜⎝
⎛×=
22
213 s
sfssfCC mm (4.18)
)CC(C um22 += (4.19)
Assuming isentropic flow, the density along the fluid flow path is
11
23
23
23
222
33 2)1(1
−
⎟⎟⎠
⎞⎜⎜⎝
⎛ +−−×
γ−×+×ρ=ρ
m
mCWUWU
mmM (4.20)
The channel width and channel depth at each point are determined by using these equations:
tr
trtrtr Z
tZrw
−βπ=
sin2 (4.21)
mtrtr
tr
CwZm
bρβ
=Δsin
.
(4.22)
The r, θ, z coordinates of the hub and tip streamlines are calculated by using the following
equations:
( )
( )δ
δ
cos2b
rr
cos2b
rr
meantip
meanhub
×Δ
+=
×Δ
−= (4.23)
( )
( )δsin2Δb
zz
δsin2Δb
zz
meantip
meanhub
×−=
×+= (4.24)
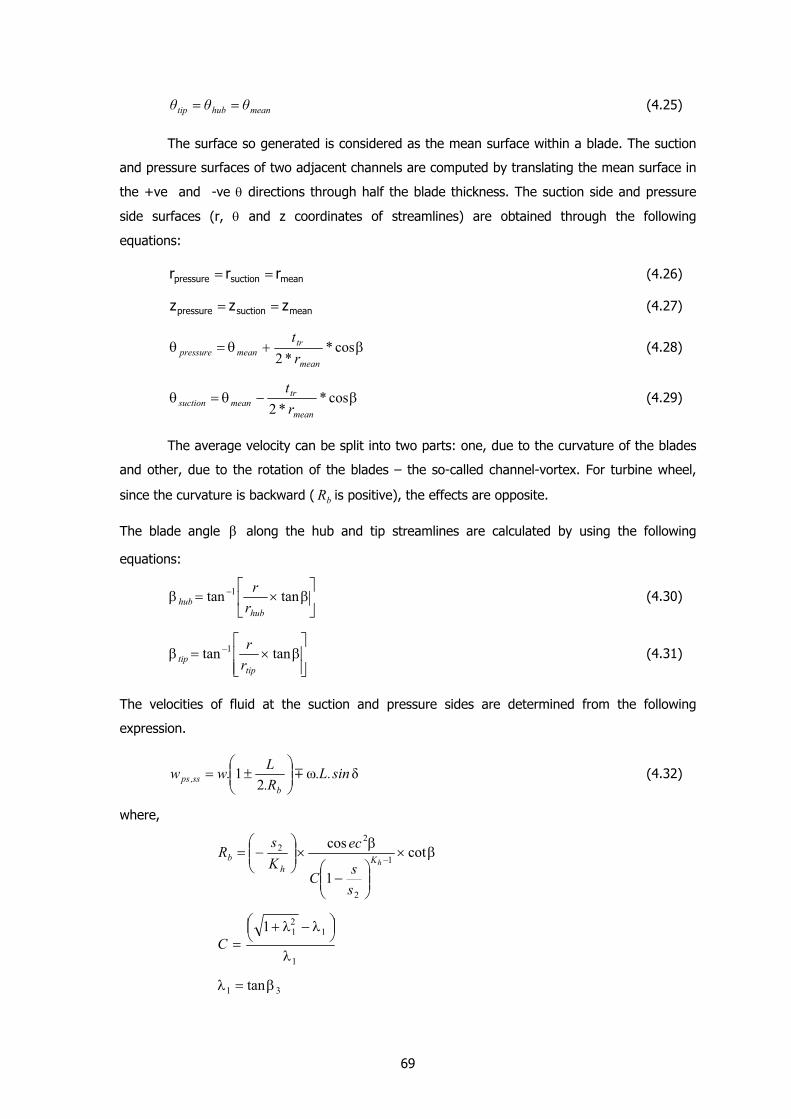
69
meanhubtip θθθ == (4.25)
The surface so generated is considered as the mean surface within a blade. The suction
and pressure surfaces of two adjacent channels are computed by translating the mean surface in
the +ve and -ve θ directions through half the blade thickness. The suction side and pressure
side surfaces (r, θ and z coordinates of streamlines) are obtained through the following
equations:
meansuctionpressure rrr == (4.26)
meansuctionpressure zzz == (4.27)
β+θ=θ cos**2 mean
trmeanpressure r
t (4.28)
β−θ=θ cos**2 mean
trmeansuction r
t (4.29)
The average velocity can be split into two parts: one, due to the curvature of the blades
and other, due to the rotation of the blades – the so-called channel-vortex. For turbine wheel,
since the curvature is backward ( bR is positive), the effects are opposite.
The blade angle β along the hub and tip streamlines are calculated by using the following
equations:
⎥⎦
⎤⎢⎣
⎡β×=β − tantan 1
hubhub r
r (4.30)
⎥⎥⎦
⎤
⎢⎢⎣
⎡β×=β − tantan 1
tiptip r
r (4.31)
The velocities of fluid at the suction and pressure sides are determined from the following
expression.
δω2
1 sin.L.R.L.wwb
ss,ps m⎟⎟⎠
⎞⎜⎜⎝
⎛±= (4.32)
where,
β×
⎟⎟⎠
⎞⎜⎜⎝
⎛−
β×⎟⎟⎠
⎞⎜⎜⎝
⎛−=
−cot
1
cos1
2
22
hKh
b
ssC
ecKs
R
1
1211
λ
⎟⎠⎞⎜
⎝⎛ λ−λ+
=C
31 tanβ=λ
70
The thermodynamic quantities are computed using the following relations:
m
PP ⎟⎟⎠
⎞⎜⎜⎝
⎛ρρ
×=3
3 (4.33)
1
33
−
⎟⎟⎠
⎞⎜⎜⎝
⎛ρρ
×=m
TT (4.34)
The results may be used to compute the net axial thrust by integration of the pressure over the
projected area of the turbine wheel.
32
3
2
3
2 prrpdrFr
raxial π+π= ∫↑ (4.35)
( ) 222
2π prrF shaftaxial ×−=↓ (4.36)
Steps of calculations
• Inputs: major dimensions and the flow conditions at the inlet and exit of the wheel
• Determination of the middle streamline
• Determination of the hub and tip streamlines
• Determination of the suction and pressure side geometries of the blade
The block diagram of the computational process using the above algorithm is shown in Figure
4.3. The results of calculation, shown in Figures 4.4 to 4.23, express the interrelationship
between various process and performance parameters.
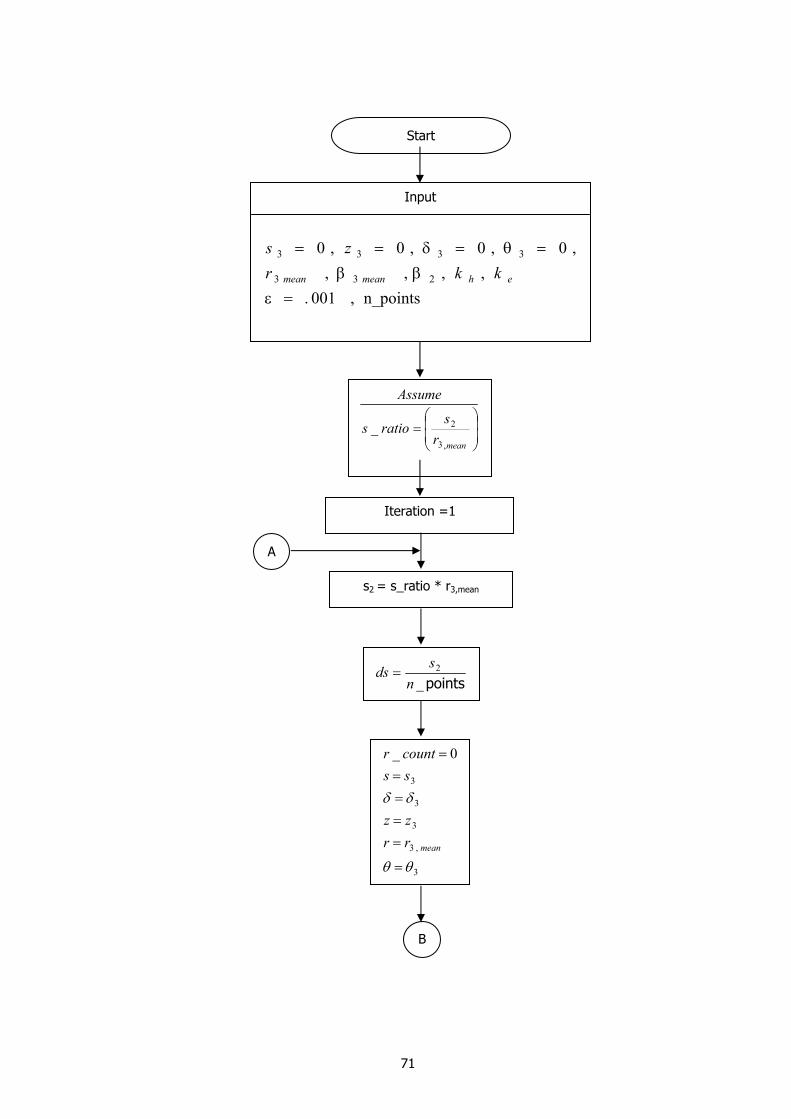
71
Start
⎟⎟⎠
⎞⎜⎜⎝
⎛=
meanrs
ratios
Assume
,3
2_
Iteration =1
s2 = s_ratio * r3,mean
points_2
ns
ds =
3
,3
3
3
3
0_
θθ
δδ
=
====
=
meanrrzz
sscountr
A
Input
n_points,001.,,,,
,0,0,0,0
233
3333
=εββ
=θ=δ==
ehmeanmean kkrzs
B
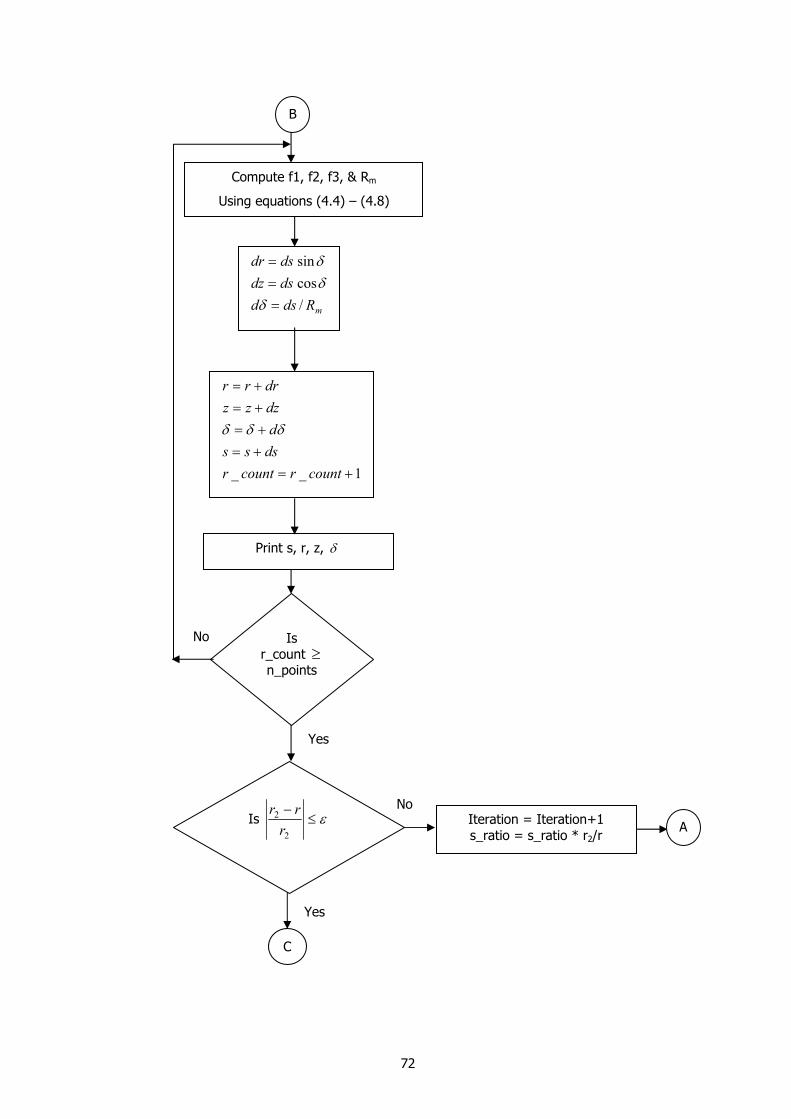
72
Compute f1, f2, f3, & Rm
Using equations (4.4) – (4.8)
mRdsddsdzdsdr
/cossin
===
δδδ
1__ +=+=+=+=+=
countrcountrdsssddzzzdrrr
δδδ
Print s, r, z, δ
Is r_count ≥ n_points
Is ε≤−
2
2
rrr
Iteration = Iteration+1 s_ratio = s_ratio * r2/r
A
C
No
Yes
B
No
Yes
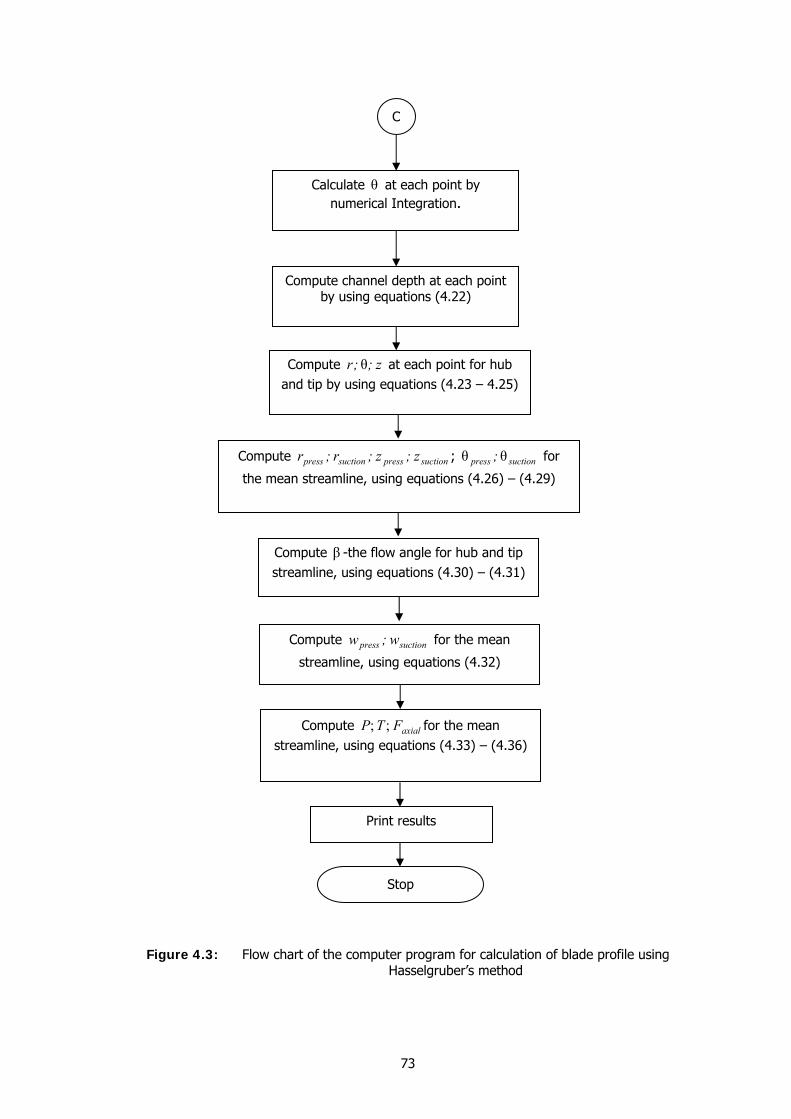
73
Figure 4.3: Flow chart of the computer program for calculation of blade profile using Hasselgruber’s method
Calculate θ at each point by numerical Integration.
Compute channel depth at each point by using equations (4.22)
Compute z;;r θ at each point for hub and tip by using equations (4.23 – 4.25)
C
Compute suctionpresssuctionpress z;z;r;r ; suctionpress ;θθ for
the mean streamline, using equations (4.26) – (4.29)
Print results
Stop
Compute β -the flow angle for hub and tip streamline, using equations (4.30) – (4.31)
Compute suctionpress w;w for the mean
streamline, using equations (4.32)
Compute axialFTP ;; for the mean streamline, using equations (4.33) – (4.36)
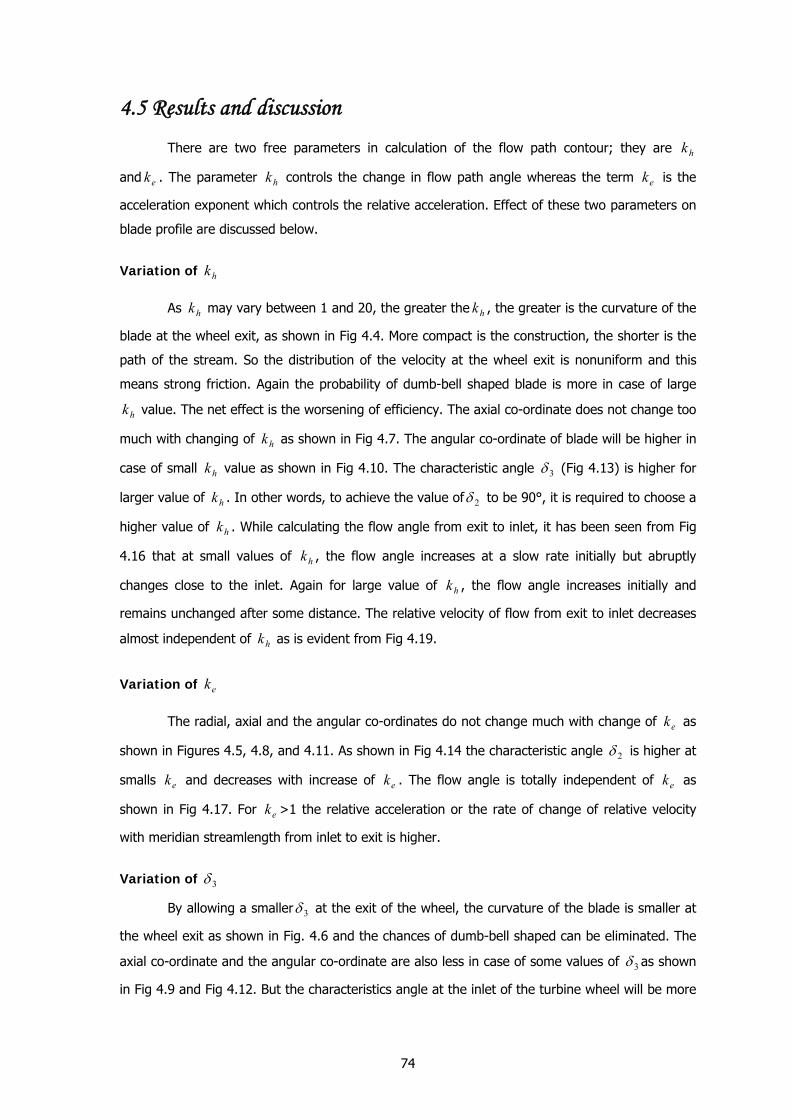
74
4.5 Results and discussion There are two free parameters in calculation of the flow path contour; they are hk
and ek . The parameter hk controls the change in flow path angle whereas the term ek is the
acceleration exponent which controls the relative acceleration. Effect of these two parameters on
blade profile are discussed below.
Variation of hk
As hk may vary between 1 and 20, the greater the hk , the greater is the curvature of the
blade at the wheel exit, as shown in Fig 4.4. More compact is the construction, the shorter is the
path of the stream. So the distribution of the velocity at the wheel exit is nonuniform and this
means strong friction. Again the probability of dumb-bell shaped blade is more in case of large
hk value. The net effect is the worsening of efficiency. The axial co-ordinate does not change too
much with changing of hk as shown in Fig 4.7. The angular co-ordinate of blade will be higher in
case of small hk value as shown in Fig 4.10. The characteristic angle 3δ (Fig 4.13) is higher for
larger value of hk . In other words, to achieve the value of 2δ to be 90°, it is required to choose a
higher value of hk . While calculating the flow angle from exit to inlet, it has been seen from Fig
4.16 that at small values of hk , the flow angle increases at a slow rate initially but abruptly
changes close to the inlet. Again for large value of hk , the flow angle increases initially and
remains unchanged after some distance. The relative velocity of flow from exit to inlet decreases
almost independent of hk as is evident from Fig 4.19.
Variation of ek
The radial, axial and the angular co-ordinates do not change much with change of ek as
shown in Figures 4.5, 4.8, and 4.11. As shown in Fig 4.14 the characteristic angle 2δ is higher at
smalls ek and decreases with increase of ek . The flow angle is totally independent of ek as
shown in Fig 4.17. For ek >1 the relative acceleration or the rate of change of relative velocity
with meridian streamlength from inlet to exit is higher.
Variation of 3δ
By allowing a smaller 3δ at the exit of the wheel, the curvature of the blade is smaller at
the wheel exit as shown in Fig. 4.6 and the chances of dumb-bell shaped can be eliminated. The
axial co-ordinate and the angular co-ordinate are also less in case of some values of 3δ as shown
in Fig 4.9 and Fig 4.12. But the characteristics angle at the inlet of the turbine wheel will be more
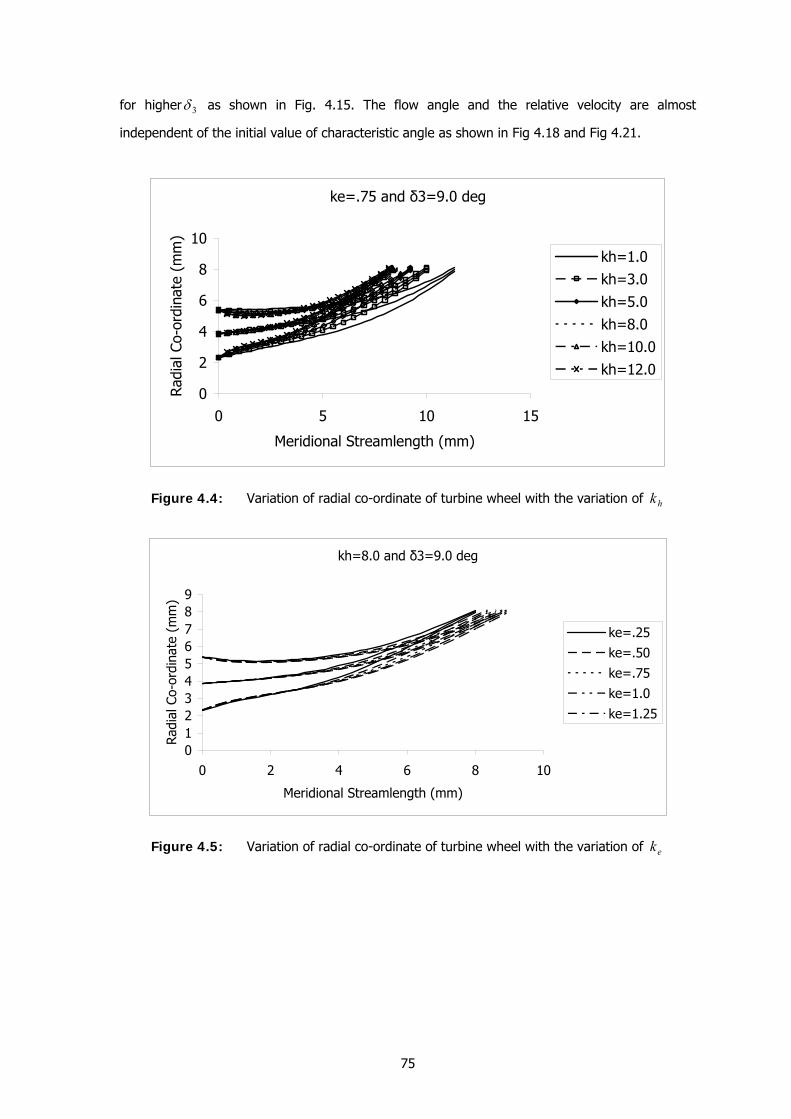
75
for higher 3δ as shown in Fig. 4.15. The flow angle and the relative velocity are almost
independent of the initial value of characteristic angle as shown in Fig 4.18 and Fig 4.21.
ke=.75 and δ3=9.0 deg
0
2
4
6
8
10
0 5 10 15
Meridional Streamlength (mm)
Rad
ial C
o-or
dina
te (
mm
)
kh=1.0kh=3.0kh=5.0kh=8.0kh=10.0kh=12.0
Figure 4.4: Variation of radial co-ordinate of turbine wheel with the variation of hk
kh=8.0 and δ3=9.0 deg
0123456789
0 2 4 6 8 10
Meridional Streamlength (mm)
Rad
ial C
o-or
dina
te (
mm
)
ke=.25ke=.50ke=.75ke=1.0ke=1.25
Figure 4.5: Variation of radial co-ordinate of turbine wheel with the variation of ek
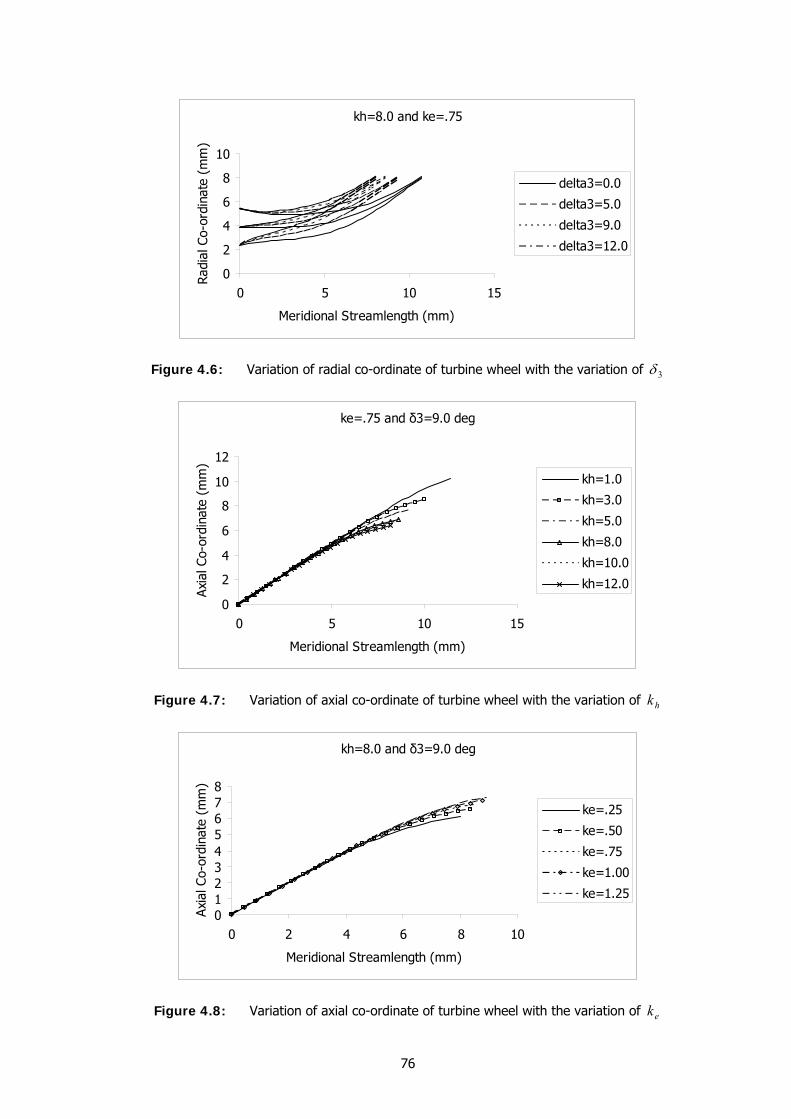
76
kh=8.0 and ke=.75
0
2
4
6
8
10
0 5 10 15
Meridional Streamlength (mm)
Radi
al C
o-or
dina
te (
mm
)delta3=0.0
delta3=5.0
delta3=9.0
delta3=12.0
Figure 4.6: Variation of radial co-ordinate of turbine wheel with the variation of 3δ
ke=.75 and δ3=9.0 deg
0
2
4
6
8
10
12
0 5 10 15
Meridional Streamlength (mm)
Axia
l Co-
ordi
nate
(m
m)
kh=1.0
kh=3.0
kh=5.0
kh=8.0
kh=10.0
kh=12.0
Figure 4.7: Variation of axial co-ordinate of turbine wheel with the variation of hk
kh=8.0 and δ3=9.0 deg
012345678
0 2 4 6 8 10
Meridional Streamlength (mm)
Axia
l Co-
ordi
nate
(m
m)
ke=.25
ke=.50
ke=.75
ke=1.00
ke=1.25
Figure 4.8: Variation of axial co-ordinate of turbine wheel with the variation of ek
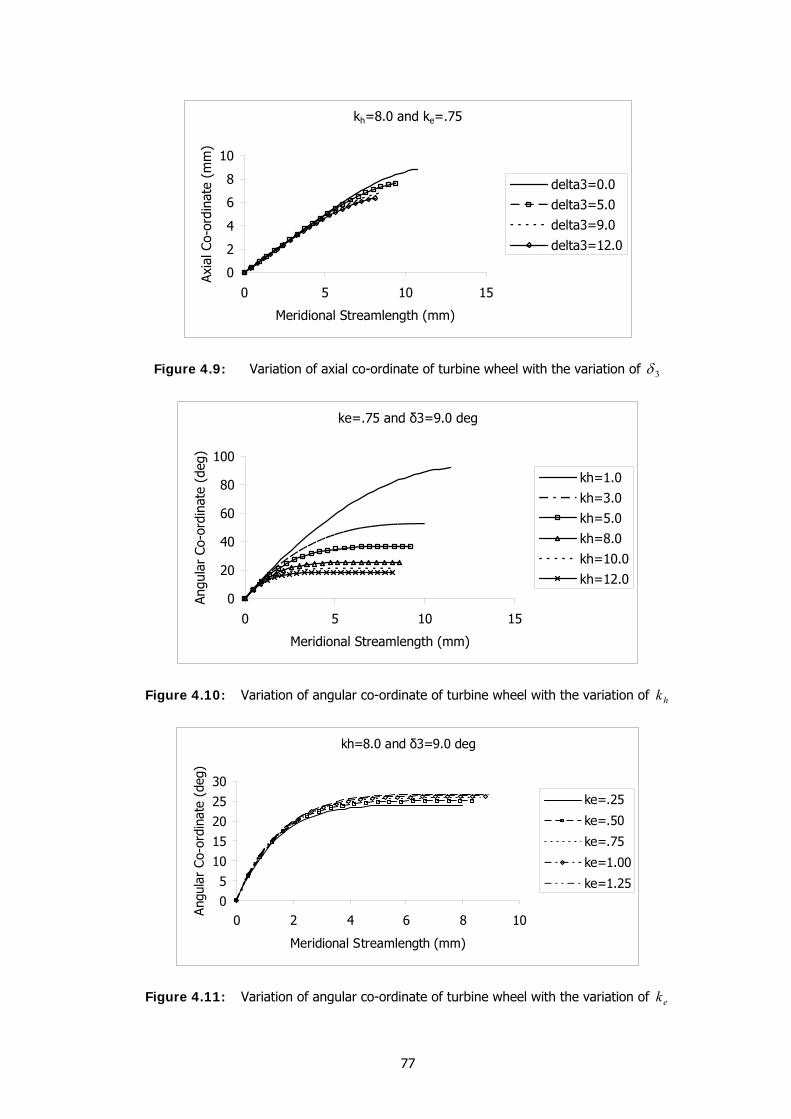
77
kh=8.0 and ke=.75
0
2
4
6
8
10
0 5 10 15
Meridional Streamlength (mm)
Axia
l Co-
ordi
nate
(m
m)
delta3=0.0delta3=5.0delta3=9.0delta3=12.0
Figure 4.9: Variation of axial co-ordinate of turbine wheel with the variation of 3δ
ke=.75 and δ3=9.0 deg
0
20
40
60
80
100
0 5 10 15
Meridional Streamlength (mm)
Angu
lar
Co-o
rdin
ate
(deg
)
kh=1.0kh=3.0kh=5.0kh=8.0kh=10.0kh=12.0
Figure 4.10: Variation of angular co-ordinate of turbine wheel with the variation of hk
kh=8.0 and δ3=9.0 deg
05
1015202530
0 2 4 6 8 10
Meridional Streamlength (mm)
Angu
lar
Co-o
rdin
ate
(deg
)
ke=.25
ke=.50
ke=.75
ke=1.00
ke=1.25
Figure 4.11: Variation of angular co-ordinate of turbine wheel with the variation of ek
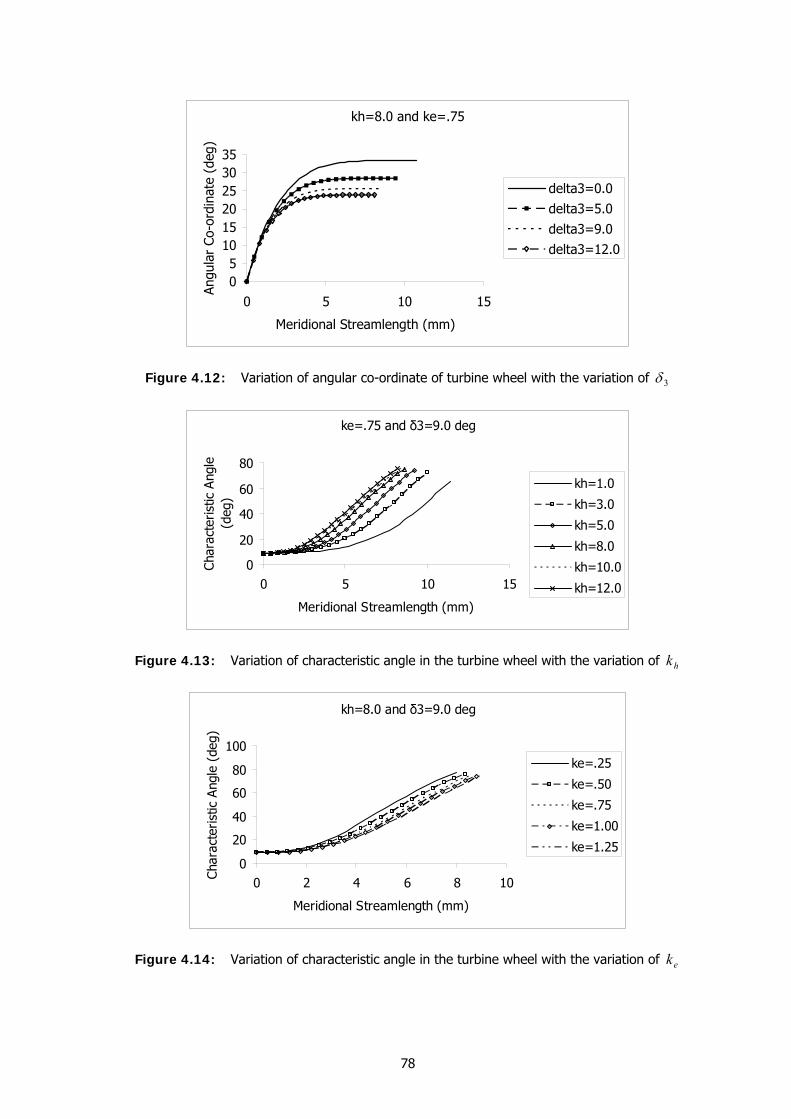
78
kh=8.0 and ke=.75
05
101520253035
0 5 10 15
Meridional Streamlength (mm)
Angu
lar
Co-o
rdin
ate
(deg
)delta3=0.0delta3=5.0delta3=9.0delta3=12.0
Figure 4.12: Variation of angular co-ordinate of turbine wheel with the variation of 3δ
ke=.75 and δ3=9.0 deg
0
20
40
60
80
0 5 10 15
Meridional Streamlength (mm)
Char
acte
ristic
Ang
le
(deg
)
kh=1.0
kh=3.0
kh=5.0
kh=8.0
kh=10.0
kh=12.0
Figure 4.13: Variation of characteristic angle in the turbine wheel with the variation of hk
kh=8.0 and δ3=9.0 deg
0
20
40
60
80
100
0 2 4 6 8 10
Meridional Streamlength (mm)
Char
acte
ristic
Ang
le (
deg)
ke=.25
ke=.50
ke=.75
ke=1.00
ke=1.25
Figure 4.14: Variation of characteristic angle in the turbine wheel with the variation of ek
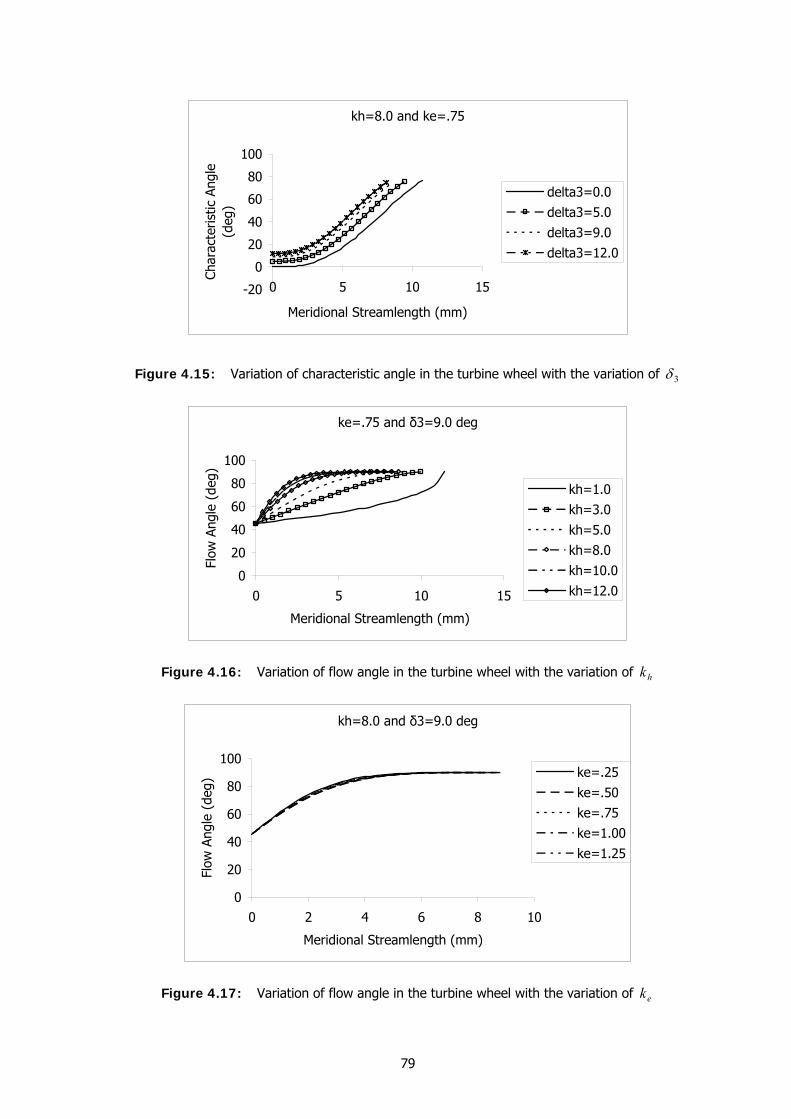
79
kh=8.0 and ke=.75
-20
0
20
40
60
80
100
0 5 10 15
Meridional Streamlength (mm)
Char
acte
ristic
Ang
le
(deg
)
delta3=0.0delta3=5.0delta3=9.0delta3=12.0
Figure 4.15: Variation of characteristic angle in the turbine wheel with the variation of 3δ
ke=.75 and δ3=9.0 deg
0
20
40
60
80
100
0 5 10 15
Meridional Streamlength (mm)
Flow
Ang
le (
deg)
kh=1.0kh=3.0kh=5.0kh=8.0kh=10.0kh=12.0
Figure 4.16: Variation of flow angle in the turbine wheel with the variation of hk
kh=8.0 and δ3=9.0 deg
0
20
40
60
80
100
0 2 4 6 8 10
Meridional Streamlength (mm)
Flow
Ang
le (
deg)
ke=.25ke=.50ke=.75ke=1.00ke=1.25
Figure 4.17: Variation of flow angle in the turbine wheel with the variation of ek
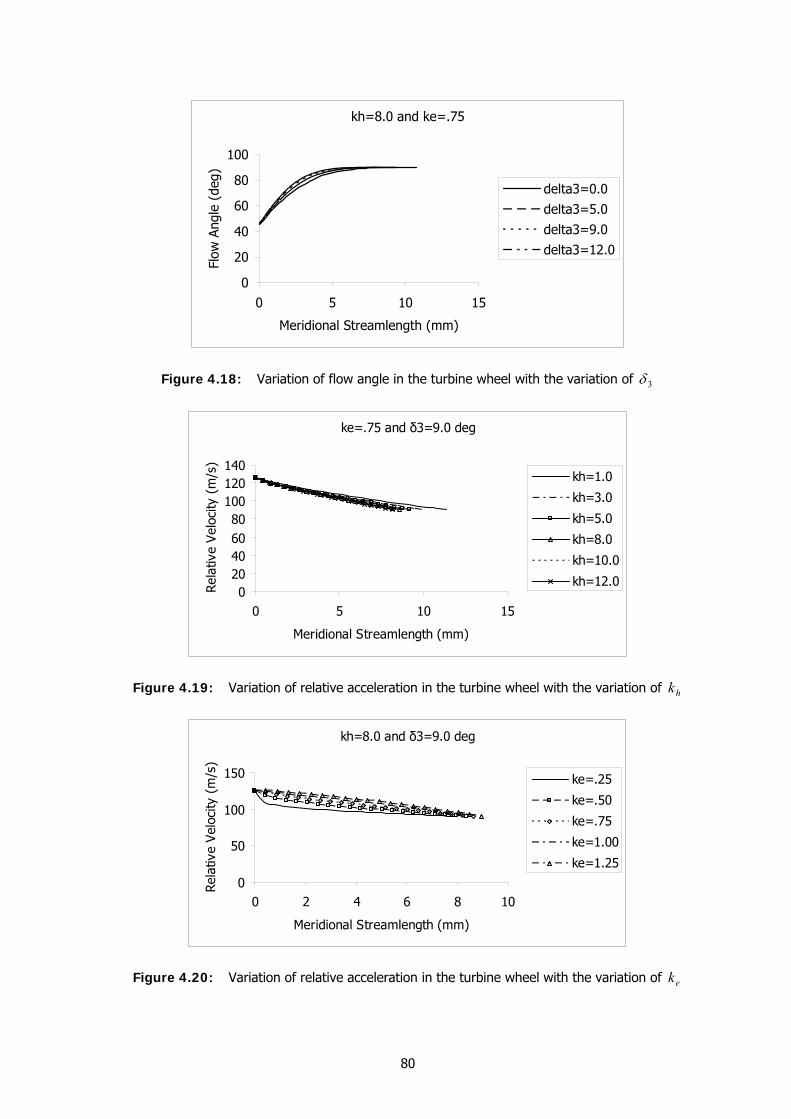
80
kh=8.0 and ke=.75
0
20
40
60
80
100
0 5 10 15
Meridional Streamlength (mm)
Flow
Ang
le (
deg)
delta3=0.0delta3=5.0delta3=9.0delta3=12.0
Figure 4.18: Variation of flow angle in the turbine wheel with the variation of 3δ
ke=.75 and δ3=9.0 deg
020406080
100120140
0 5 10 15
Meridional Streamlength (mm)
Rela
tive
Velo
city
(m
/s)
kh=1.0
kh=3.0
kh=5.0
kh=8.0
kh=10.0
kh=12.0
Figure 4.19: Variation of relative acceleration in the turbine wheel with the variation of hk
kh=8.0 and δ3=9.0 deg
0
50
100
150
0 2 4 6 8 10
Meridional Streamlength (mm)
Rela
tive
Velo
city
(m
/s)
ke=.25
ke=.50
ke=.75
ke=1.00
ke=1.25
Figure 4.20: Variation of relative acceleration in the turbine wheel with the variation of ek
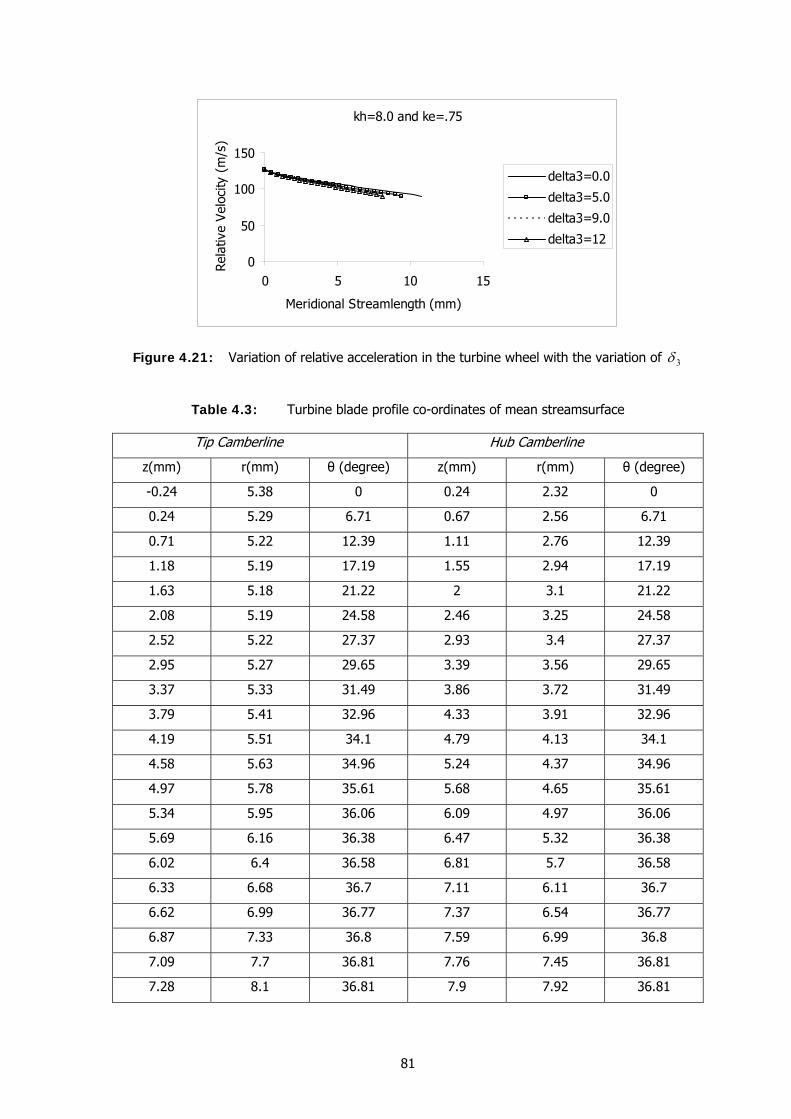
81
kh=8.0 and ke=.75
0
50
100
150
0 5 10 15
Meridional Streamlength (mm)
Rela
tive
Velo
city
(m
/s)
delta3=0.0
delta3=5.0
delta3=9.0
delta3=12
Figure 4.21: Variation of relative acceleration in the turbine wheel with the variation of 3δ
Table 4.3: Turbine blade profile co-ordinates of mean streamsurface Tip Camberline Hub Camberline
z(mm) r(mm) θ (degree) z(mm) r(mm) θ (degree)
-0.24 5.38 0 0.24 2.32 0
0.24 5.29 6.71 0.67 2.56 6.71
0.71 5.22 12.39 1.11 2.76 12.39
1.18 5.19 17.19 1.55 2.94 17.19
1.63 5.18 21.22 2 3.1 21.22
2.08 5.19 24.58 2.46 3.25 24.58
2.52 5.22 27.37 2.93 3.4 27.37
2.95 5.27 29.65 3.39 3.56 29.65
3.37 5.33 31.49 3.86 3.72 31.49
3.79 5.41 32.96 4.33 3.91 32.96
4.19 5.51 34.1 4.79 4.13 34.1
4.58 5.63 34.96 5.24 4.37 34.96
4.97 5.78 35.61 5.68 4.65 35.61
5.34 5.95 36.06 6.09 4.97 36.06
5.69 6.16 36.38 6.47 5.32 36.38
6.02 6.4 36.58 6.81 5.7 36.58
6.33 6.68 36.7 7.11 6.11 36.7
6.62 6.99 36.77 7.37 6.54 36.77
6.87 7.33 36.8 7.59 6.99 36.8
7.09 7.7 36.81 7.76 7.45 36.81
7.28 8.1 36.81 7.9 7.92 36.81
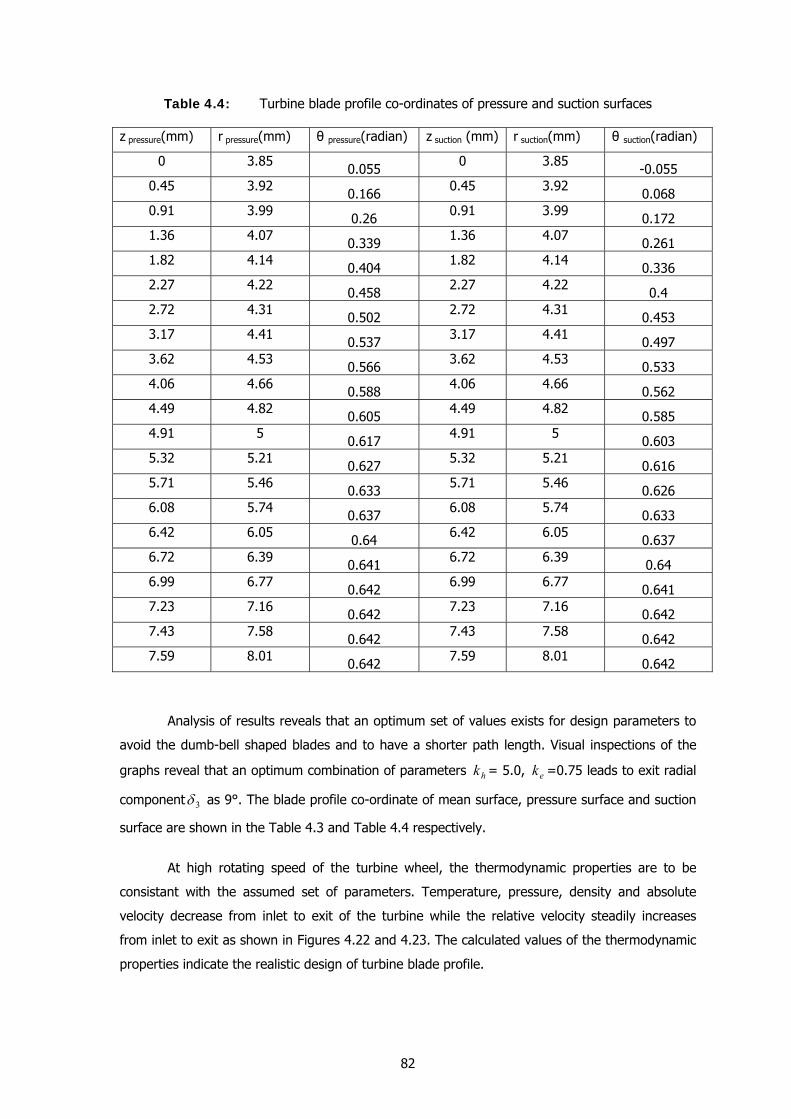
82
Table 4.4: Turbine blade profile co-ordinates of pressure and suction surfaces z pressure(mm) r pressure(mm) θ pressure(radian) z suction (mm) r suction(mm) θ suction(radian)
0 3.85 0.055 0 3.85 -0.055 0.45 3.92 0.166 0.45 3.92 0.068 0.91 3.99 0.26 0.91 3.99 0.172 1.36 4.07 0.339 1.36 4.07 0.261 1.82 4.14 0.404 1.82 4.14 0.336 2.27 4.22 0.458 2.27 4.22 0.4 2.72 4.31 0.502 2.72 4.31 0.453 3.17 4.41 0.537 3.17 4.41 0.497 3.62 4.53 0.566 3.62 4.53 0.533 4.06 4.66 0.588 4.06 4.66 0.562 4.49 4.82 0.605 4.49 4.82 0.585 4.91 5 0.617 4.91 5 0.603 5.32 5.21 0.627 5.32 5.21 0.616 5.71 5.46 0.633 5.71 5.46 0.626 6.08 5.74 0.637 6.08 5.74 0.633 6.42 6.05 0.64 6.42 6.05 0.637 6.72 6.39 0.641 6.72 6.39 0.64 6.99 6.77 0.642 6.99 6.77 0.641 7.23 7.16 0.642 7.23 7.16 0.642 7.43 7.58 0.642 7.43 7.58 0.642 7.59 8.01 0.642 7.59 8.01 0.642
Analysis of results reveals that an optimum set of values exists for design parameters to
avoid the dumb-bell shaped blades and to have a shorter path length. Visual inspections of the
graphs reveal that an optimum combination of parameters hk = 5.0, ek =0.75 leads to exit radial
component 3δ as 9°. The blade profile co-ordinate of mean surface, pressure surface and suction
surface are shown in the Table 4.3 and Table 4.4 respectively.
At high rotating speed of the turbine wheel, the thermodynamic properties are to be
consistant with the assumed set of parameters. Temperature, pressure, density and absolute
velocity decrease from inlet to exit of the turbine while the relative velocity steadily increases
from inlet to exit as shown in Figures 4.22 and 4.23. The calculated values of the thermodynamic
properties indicate the realistic design of turbine blade profile.
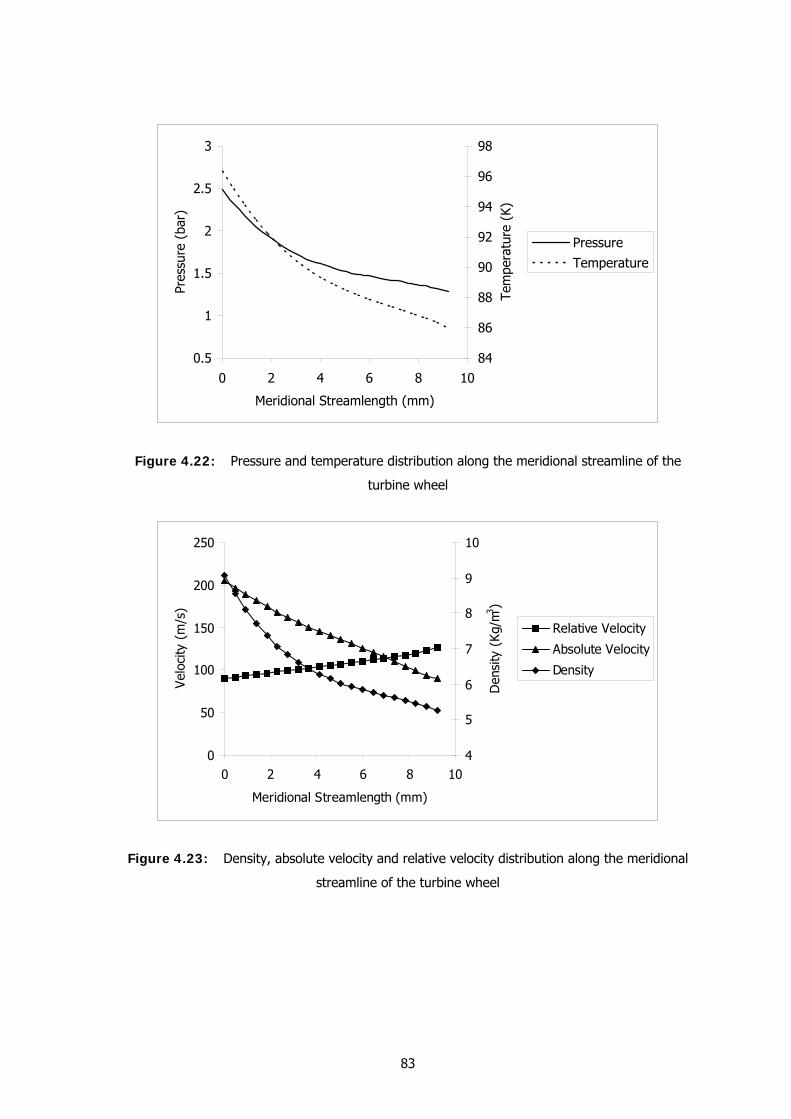
83
0.5
1
1.5
2
2.5
3
0 2 4 6 8 10
Meridional Streamlength (mm)
Pres
sure
(ba
r)
84
86
88
90
92
94
96
98
Tem
pera
ture
(K)
PressureTemperature
Figure 4.22: Pressure and temperature distribution along the meridional streamline of the
turbine wheel
0
50
100
150
200
250
0 2 4 6 8 10
Meridional Streamlength (mm)
Velo
city
(m
/s)
4
5
6
7
8
9
10
Den
sity
(Kg
/m3 )
Relative Velocity
Absolute Velocity
Density
Figure 4.23: Density, absolute velocity and relative velocity distribution along the meridional
streamline of the turbine wheel
Chapter 5
Development of Prototype
Turboexpander
Chapter V
DEVELOPMENT OF PROTOTYPE
TURBOEXPANDER
The work presented in this chapter is aimed at the development of a small high speed
cryogenic turboexpander. A cryogenic turboexpander is a precision equipment. For high speed
and the clearances of 10 to 40 μm in the bearings the rotor should be properly balanced. This
demands micron scale manufacturing tolerance in the shaft and the impeller. The need for
precision excludes the use of casting and forging in fabrication of major components. Metal
cutting, using precision and CNC machine tools, is the most practical means of fabricating a
cryogenic turbine. A review has been done on material selection, tolerance analysis, fabrication
and assembly of the turboexpander.
5.1 Materials for the Turbine System Selection of materials is an important aspect of the design process. Austenitic stainless
steel (SS 304), widely used in cryogenic engineering applications owing to its low thermal
conductivity, high strength, stiffness, toughness and corrosion resistance, is chosen as the
common material for all structural components. Special materials, however, have to be selected
for critical components such as turbine wheel, brake compressor impeller, shaft, bearings, seals
and fasteners. The materials selection process takes into consideration of the following factors:
• yield strength,
• ductility and fatigue strength,
• density,
• thermal conductivity,
• coefficient of thermal expansion,
• machinability and ease of fabrication.
For a rotating solid disc of uniform thickness, the collapse speed is given by the equation [116]:
col
Y
colcollapse R
Nρσ
π3
260
= (5.1)
85
where,
Yσ is the yield strength of the material,
Rcol the disc radius and
colρ the density of disc material.
Material selection and manufacturing of the turbine wheel are critical issues because of
the thin blading, surface finish, and tolerance requirements. Aluminium is the ideal material for
turbine impellers or blades because of its excellent low temperature properties, high strength to
weight ratio and adaptability to various fabricating techniques [77]. Aluminium alloy (IS 64430
WP) with the following composition [117] is usually selected for turbine wheel and compressor
impeller.
Alloying elements %
Cu(Max)
Mg
Si
Fe(Max)
Mn
Cr(Max)
Aluminium
0.10
0.4 to 1.4
0.60 to 1.3
0.60
0.40 to 1.0
0.3
rest
Shafts may be constructed from alloy steel or stainless steel depending upon the
operating temperature [77]. The aluminium alloy chosen for the wheels is unsuitable for the shaft
because of its high thermal conductivity. In the case of very small turbines, when the turbine
wheel needs to be machined integrally on the shaft, titanium alloy is the material of choice. But in
larger units, it is possible to use a low conductivity ferrous alloy for the shaft. Stainless steel SS–
304 has the requisite strength, ductility, low thermal conductivity and good corrosion resistance
for low speed rotors. For high speed rotors, a stronger material such as K-monel-500 (Ni + Cu
alloy) needs to be used. K-monel-500 alloy has the following composition [118].
Alloying elements %
Ni + Co
Cu
Fe
Mn
Si
C
Titanium
63.0
27.0
2.0
1.5
0.5
0.25
0.35 – 0.85
86
To keep parity with the rest of the components, and to eliminate change of clearances
and stresses due to differential thermal expansion the material should be carefully chosen. The
thrust plates are made from phosphor bronze, which has been chosen for its good machinability
and compatibility with stainless steel. To avoid differential contraction, tilting pad journal bearing
pad housing is made of Monel K-500 and the bearing pads are made from high-density metal
impregnated graphite. The material is moderately soft and self-lubricating. It can tolerate rubbing
during start-ups and shutdowns. It is, however, difficult to maintain dimensional accuracy during
machining, and utmost care is required in this work. The end pad plate is made from SS 304.
Effective shaft sealing is extremely important in turboexpanders since the power
expended on the refrigerant generally makes it quite valuable [77]. Simple labyrinths can be used
with relatively good results where the differential pressure across the seal is quite low. Other
materials used in the system include neoprene rubber for the static seals.
5.2 Analysis of Design Tolerance
Tolerance analysis is a valuable tool for improving product quality and reducing
manufacturing cost. Tolerances also greatly influence the selection of production process and
determine the assemblability of the final product. The assignment of tolerances to individual
component dimension is important to ensure that the product is produced economically and
functions properly. The designers may assign relatively tight tolerances to ensure that the
product performs correctly, albeit at a higher manufacturing cost. Relaxing tolerances on each
component, on the other hand, reduces costs, but can result in unacceptable loss of quality and
high scrap rate, leading to customer dissatisfaction. These conflicting goals point out the need for
methods to rationally assign tolerances to products so that customers can be provided with high
quality products at competitive market prices.
The turbine wheel Tolerancing of the wheel must satisfy the following requirements:
i). The clearance between the wheel and diffuser shroud should remain within the
prescribed limits, and
ii). Its surface roughness should be maintained better than the prescribed value.
It may be noted that the aluminium alloy, used for fabrication of the wheel, has a tendency to
flow during machining [119] making it difficult to achieve high precision.
For presenting geometrical tolerances on the dimensions of the wheel, the back face of
the wheel has been chosen as the datum. The flatness of this face has been specified to be
within 5 μm. The tolerances that affect the clearance between the wheel tip and the shroud are:
87
i). squareness of the outer diameter, φ 16.00 mm (Fig. A1), which is designated as t1, and
specified as 5 μm.
ii). the tolerance on the wheel diameter, designated as t2 and is taken as 5 μm, and
iii). the positional tolerance of the counterbore, which takes into account the squareness of
the bore and concentricity with the outer diameter. This tolerance is same as tolerance t3.
It is specified t3 = 5 μm.
The total tolerance build up which reduces the clearance at the worst condition is:
t1 + t2 + t3 < 15 μm.
It can be seen from this exercise that for very small turbines it is difficult to maintain the
required clearance (of the order of 15 μm) within reasonable limits. Such small turbines are built
by machining the wheel integrally with the shaft.
The Nozzle-Diffuser In the nozzle [Fig A4], the important dimensions are:
i). Nozzle inlet diameter
ii). Nozzle slots
iii). Nozzle height
The most important geometrical tolerance on the nozzle dimensions is the tolerance on
the inner diameter. Deviation in inner diameter affects the dimensions of the vaneless space. The
radial movement of the nozzle is arrested by the four slots of nozzle-diffuser. To maintain a tight
tolerance with Cover T-NZ, 15-20 μm tolerances has been provided to the slots diameter.
The surface finish of the nozzle passages is another important geometric parameter.
Because of the high fluid velocities, poor surface finish leads to frictional losses and consequent
drop in overall efficiency. The prescribed surface finish of 0.25 μm is recommended, which is
possible to achieve with hand lapping. Profile tolerance on small nozzle vanes is very difficult to
measure, and hence it has not been specified.
In the diffuser [Fig. A4], the important dimensions are:
i). Shape of the converging profile
ii). Diffuser exit diameter
The geometry of the converging portion of the diffuser determines the clearance between
the wheel and the shroud. To maintain the axial clearances between the turbine wheel and the
shroud, the tolerances have been calculated on the different dimensions in the dimension loop. In
the exit diffuser diameter, 10 μm tolerance has been specified to maintain close fitting with the
cold end housing.
88
The shaft and the bearings
The shaft and the bearings constitute the most critical components of the system. High
dimensional accuracy of these components is necessary not only to maintain required clearances,
but also to avoid balancing problems and rotodynamic instabilities. The shaft should have a
cylindricity and surface roughness below 2μm and 0.2μm respectively. Good cylindricity is an
absolute necessity, because both bearing clearance and rotor stability are adversely affected by
ovality of the shaft [120]. The bearing bore and the shaft diameter, which determine the bearing
clearance, have been designed in H4f4 class. The hole is chosen as the basis of tolerance,
because it is much easier to grind the outer cylindrical surface of a shaft to required size than to
finish the bore of a bearing. To prevent large difference from the designed clearance, the thrust
collar is given a dimensional tolerance of 5μm. This, along with a similar tolerance on thrust plate
spacer, limits the maximum variation of thrust clearance to within 10μm. The thrust bearing faces
must be perpendicular to the datum reference (the journal axis) to within 2μm. A radial clearance
of 10-15 μm with the journal bearing is provided with a tolerance of 5 μm.
The bearing housing
The bearing housing is the central component of the structural system, accommodating
all the precision components. In general, manufacturing tolerance is kept as loose as possible for
a large component like the bearing housing. However, for some of the features, a tight tolerance
is absolutely necessary. The extreme faces of the housing are taken as datum surfaces and
should be straight with a flatness specification of 2 μm, which is not very difficult to achieve
[121]. The datum axis is defined by the inner diameter. Features like thrust plate seat must be
maintained within the set tolerances on flatness and perpendicularity. It has been prescribed
perpendicularity of 3 to 5 μm, which can be achieved by surface grinding [121].
Length tolerance analysis
The dependence of critical clearances in an assembly on manufacturing tolerance of the
components must be analysed to ensure that the clearances remain within acceptable limits.
Although it has not been possible to implement the best practices in tolerancing because of
unavailability of proper facilities, the method described by Fortini [122] has been followed to
carry out such analysis on four critical clearances in the turbine system. They can be described
as:
i). the clearance in the thrust bearings,
ii). clearance between the turbine wheel and the shroud,
iii). clearance between journal bearing and shaft, and
iv). clearance between brake compressor and the lock nut behind it.

89
A dimension loop may consist of a closed set of vectors; one vector represents the
dimension condition and the other vectors represent the dimensions, controlling the dimension
condition. The dimension of one of these components, usually a clearance or an interference, is
called the “dimension condition”. The direction of the vector of dimension condition is always
taken to be positive. The dimension condition is symbolized by wy which is a function of the
independent dimensions ix ( ni −=1 ), the direction of ix being either positive or negative
depending on the nature of their alignment with wy .
Some vectors in a dimension loop have restricted values; their values are predetermined
because the parts may be standard or the dimensions of the parts may be involved in other
dimension loops. In making detailed calculations, the general approach is to assign numerical
values for the magnitudes of all except one dimension vector. The value of the unknown
dimension vector is then obtained by a simple calculation. The general equation for a dimension
loop is
( ) ( ) ( ) 0=−∑−+∑++ xxyw
This equation makes the statement that the sum of all the vectors in a closed loop is
zero. The convention is followed that the positive direction is always the direction of the
dimension condition.
On the basis of worst limit calculation the limit values of dimensions is determined by the
following set of equations
∑=
=−=−n
iitLLULwW
1
∑∑+
=
−
=
+−−=n
ii
n
ii xxW
1min,
1max, )()(
∑∑+
=
−
=
+−−=n
ii
n
ii xxw
1max,
1min, )()(
where,
W = the maximum value of ULyy ww +=
w = the minimum value of LLyy ww +=
it is the tolerance of the thi dimension, ix and n being the total number of such independent
dimensions. ‘ x+ ’ and ‘ x− ’ are the positive and negative dimensions, and ‘ +n ’ and ‘ −n ‘
refer to the total number of such dimensions. The subscripts ‘ imax ’ and ‘ imin ’ refer to the
highest and the lowest values of the thi dimension.
Some tolerances in a loop may be restricted by process requirements, the others being
relaxed. The sum of the tolerances for unrestricted dimensions can be assigned in many ways.

90
The ideal objective is to derive a set of tolerance values which will satisfy the minimum cost,
while not compromising on functional requirements. Fortini [122] prescribes an ideal approach to
use difficulty factors for assigning tolerances. With this method the difficulty of producing a given
dimension is rated by forming the sum of the numbers of unit factors. Each unit factor accounts
for some property affecting the cost of the tolerance, such as the type of machining process, the
kind of material, the shape and the size of the feature etc. For a dimension ix , the sum of unit
factors is
∑=
=m
jiji rR
1 (5.2)
m being the number of possible difficulty factors. The total tolerance it can now be distributed
over the n unrestricted elements according to the relation:
∑=
= n
ii
wii
R
tRt
1
(5.3)
The formalism described above has been employed to assign tolerances to relevant
dimensions in the tolerance loops of (a) the thrust bearing clearance (b) clearance between the
turbine wheel and the shroud (c) clearance between brake compressor and the lock nut behind it
and (d) clearance between the journal bearing and the shaft.
(a). Tolerance analysis of thrust bearing clearance
In Fig. 5.1 Ax , Bx , Cx and Dx are the half thicknesses of the thrust collar, total thrust
bearing length, length of the thrust bearing inside the spacer and the half spacer (between thrust
plates) thickness respectively. The parameters ( )Ax+ , ( )Bx+ , ( )Cx− , ( )Dx− and the clearance
( )1wy+ constitute the dimension loop and the nominal values are shown in Table 5.1. The
nominal dimension of the clearance 1wy is 20 μm, with tolerance 1wt being given as 5 μm. Thus,
DCBA tttt +++ = 5 μm
Table 5.1: Elements of dimension loop controlling the clearance between the thrust bearing
and the collar
Component Dimension Normal value (mm)
Clearance between thrust bearing and shaft collar
Half collar length
Total Thrust Bearing length
Thrust Bearing length inside spacer
Half spacer Length
(+) yw1
(+) xA
(+) xB
( - ) xC
( - ) xD
(+) 0.020
(+) 4.000
(+) 9.500
( - ) 8.000
( - ) 5.520
Total 0.000
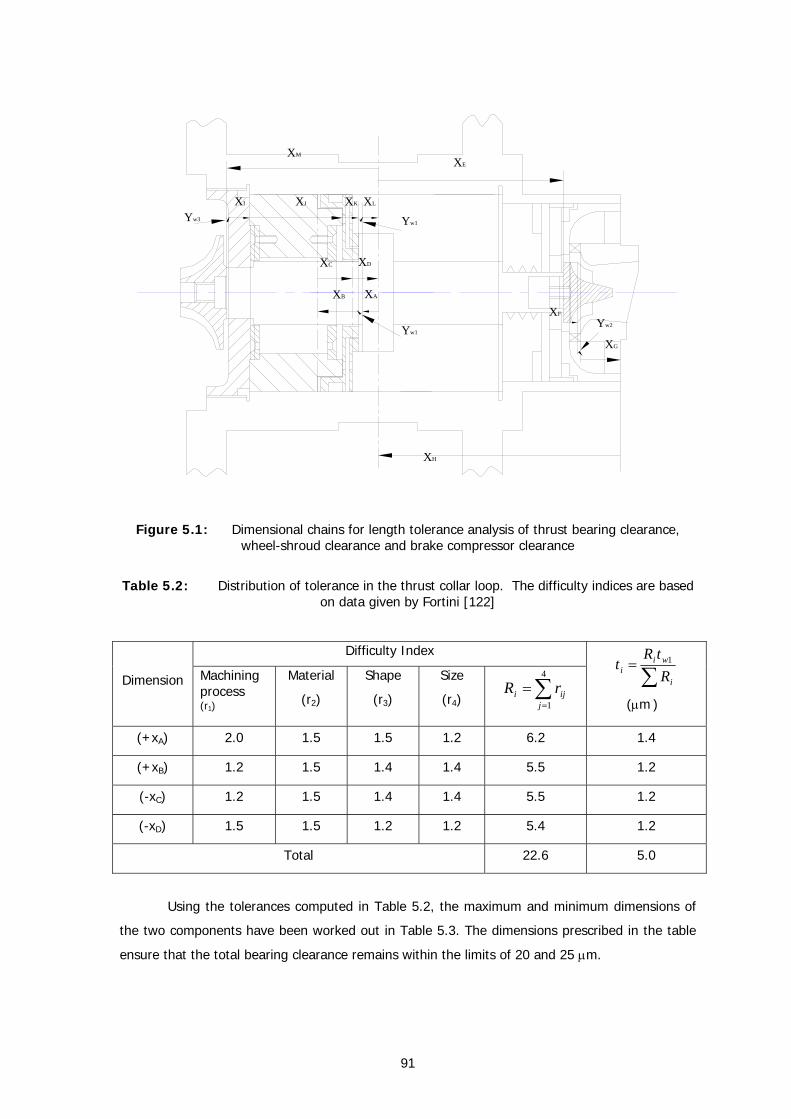
91
XAXB
XC XD
XE
XF
XG
XH
XI XJ XK XL
XM
Yw1Yw2
Yw3 Yw1
Figure 5.1: Dimensional chains for length tolerance analysis of thrust bearing clearance, wheel-shroud clearance and brake compressor clearance
Table 5.2: Distribution of tolerance in the thrust collar loop. The difficulty indices are based on data given by Fortini [122]
Difficulty Index
Dimension Machining process (r1)
Material
(r2)
Shape
(r3)
Size
(r4) ∑=
=4
1jiji rR
∑=
i
wii R
tRt 1
(μm )
(+xA) 2.0 1.5 1.5 1.2 6.2 1.4
(+xB) 1.2 1.5 1.4 1.4 5.5 1.2
(-xC) 1.2 1.5 1.4 1.4 5.5 1.2
(-xD) 1.5 1.5 1.2 1.2 5.4 1.2
Total 22.6 5.0
Using the tolerances computed in Table 5.2, the maximum and minimum dimensions of
the two components have been worked out in Table 5.3. The dimensions prescribed in the table
ensure that the total bearing clearance remains within the limits of 20 and 25 μm.
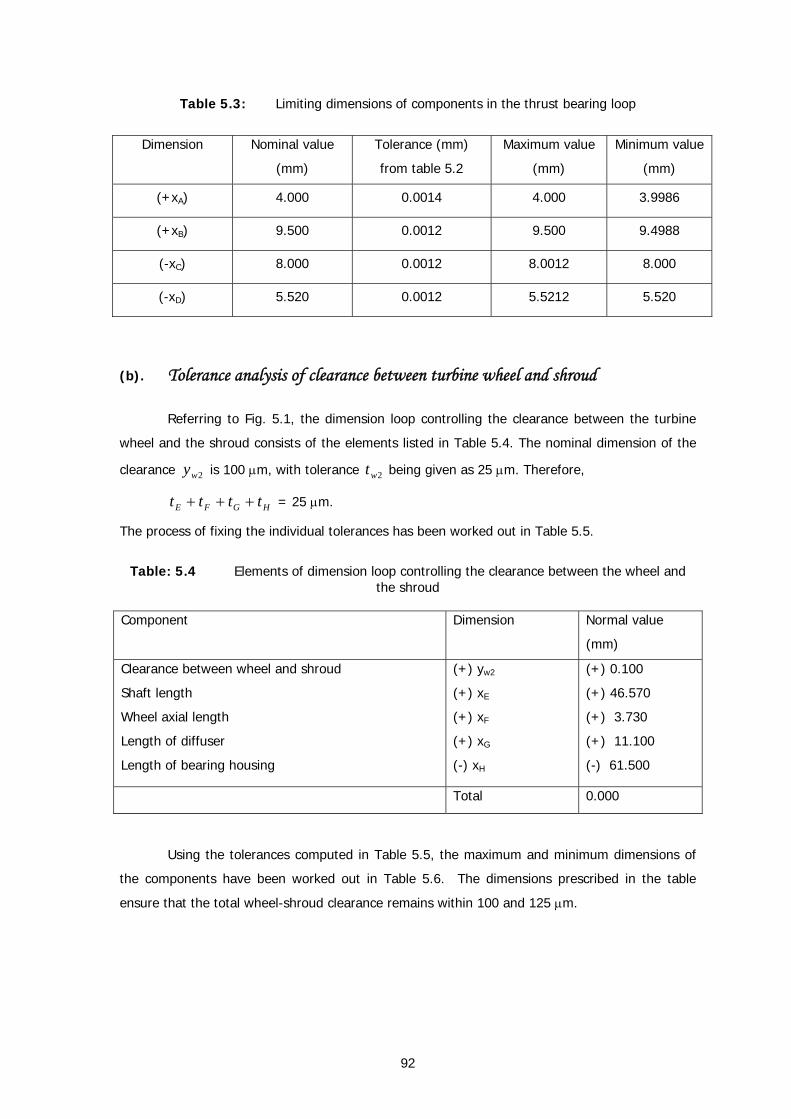
92
Table 5.3: Limiting dimensions of components in the thrust bearing loop
Dimension Nominal value
(mm)
Tolerance (mm)
from table 5.2
Maximum value
(mm)
Minimum value
(mm)
(+xA) 4.000 0.0014 4.000 3.9986
(+xB) 9.500 0.0012 9.500 9.4988
(-xC) 8.000 0.0012 8.0012 8.000
(-xD) 5.520 0.0012 5.5212 5.520
(b). Tolerance analysis of clearance between turbine wheel and shroud
Referring to Fig. 5.1, the dimension loop controlling the clearance between the turbine
wheel and the shroud consists of the elements listed in Table 5.4. The nominal dimension of the
clearance 2wy is 100 μm, with tolerance 2wt being given as 25 μm. Therefore,
HGFE tttt +++ = 25 μm.
The process of fixing the individual tolerances has been worked out in Table 5.5.
Table: 5.4 Elements of dimension loop controlling the clearance between the wheel and the shroud
Component Dimension Normal value
(mm)
Clearance between wheel and shroud
Shaft length
Wheel axial length
Length of diffuser
Length of bearing housing
(+) yw2
(+) xE
(+) xF
(+) xG
(-) xH
(+) 0.100
(+) 46.570
(+) 3.730
(+) 11.100
(-) 61.500
Total 0.000
Using the tolerances computed in Table 5.5, the maximum and minimum dimensions of
the components have been worked out in Table 5.6. The dimensions prescribed in the table
ensure that the total wheel-shroud clearance remains within 100 and 125 μm.
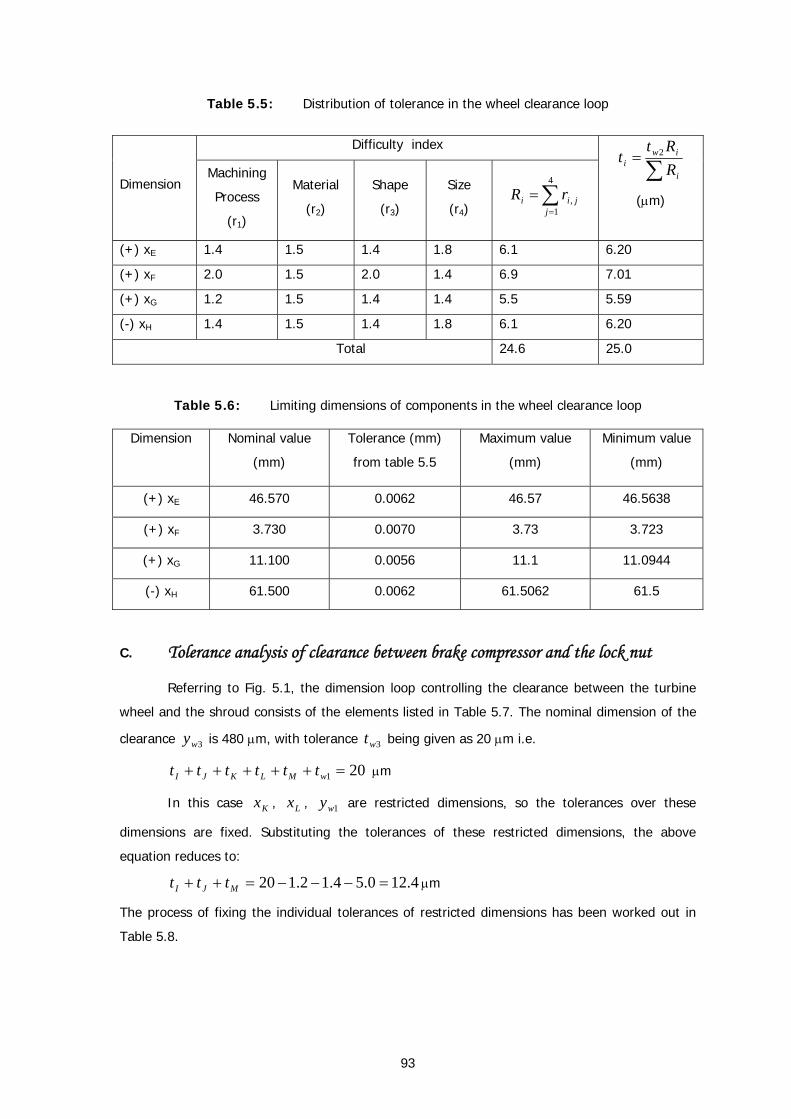
93
Table 5.5: Distribution of tolerance in the wheel clearance loop
Difficulty index
Dimension Machining
Process
(r1)
Material
(r2)
Shape
(r3)
Size
(r4) ∑=
=4
1,
jjii rR
∑=
i
iwi R
Rtt 2
(μm)
(+) xE 1.4 1.5 1.4 1.8 6.1 6.20
(+) xF 2.0 1.5 2.0 1.4 6.9 7.01
(+) xG 1.2 1.5 1.4 1.4 5.5 5.59
(-) xH 1.4 1.5 1.4 1.8 6.1 6.20
Total 24.6 25.0
Table 5.6: Limiting dimensions of components in the wheel clearance loop
Dimension Nominal value
(mm)
Tolerance (mm)
from table 5.5
Maximum value
(mm)
Minimum value
(mm)
(+) xE 46.570 0.0062 46.57 46.5638
(+) xF 3.730 0.0070 3.73 3.723
(+) xG 11.100 0.0056 11.1 11.0944
(-) xH 61.500 0.0062 61.5062 61.5
C. Tolerance analysis of clearance between brake compressor and the lock nut
Referring to Fig. 5.1, the dimension loop controlling the clearance between the turbine
wheel and the shroud consists of the elements listed in Table 5.7. The nominal dimension of the
clearance 3wy is 480 μm, with tolerance 3wt being given as 20 μm i.e.
201 =+++++ wMLKJI tttttt μm
In this case Kx , Lx , 1wy are restricted dimensions, so the tolerances over these
dimensions are fixed. Substituting the tolerances of these restricted dimensions, the above
equation reduces to:
4.120.54.12.120 =−−−=++ MJI ttt μm
The process of fixing the individual tolerances of restricted dimensions has been worked out in
Table 5.8.
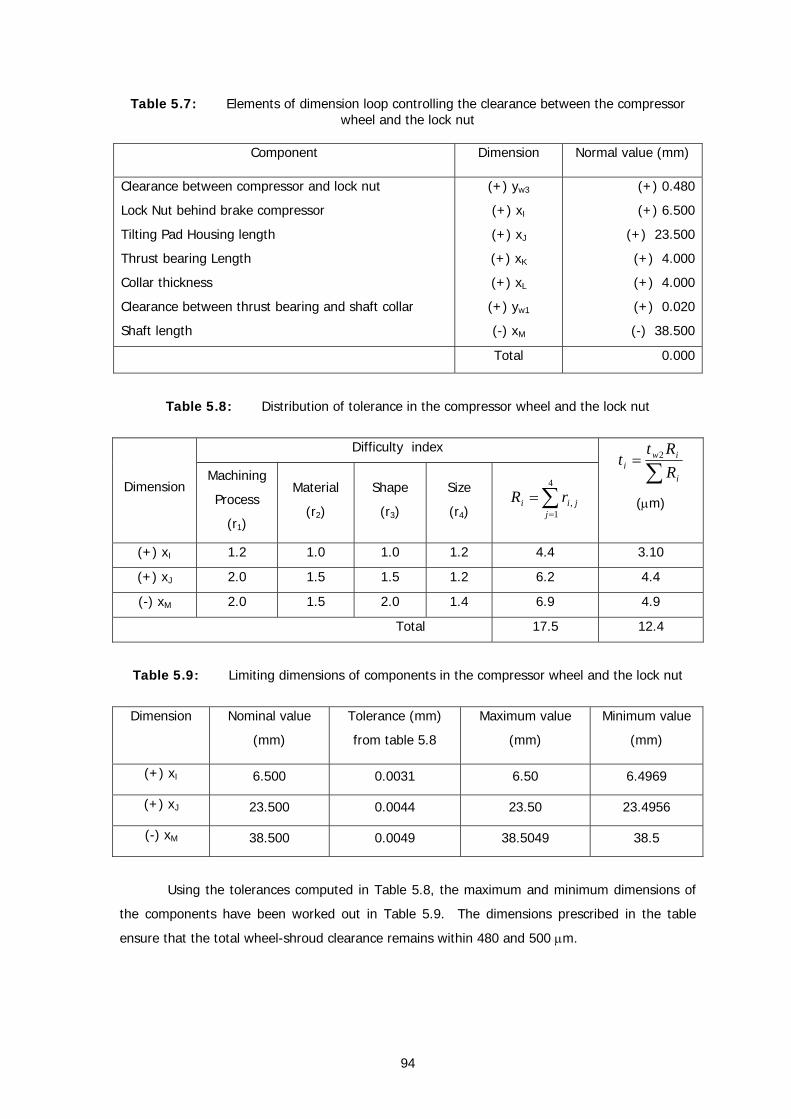
94
Table 5.7: Elements of dimension loop controlling the clearance between the compressor wheel and the lock nut
Component Dimension Normal value (mm)
Clearance between compressor and lock nut
Lock Nut behind brake compressor
Tilting Pad Housing length
Thrust bearing Length
Collar thickness
Clearance between thrust bearing and shaft collar
Shaft length
(+) yw3
(+) xI
(+) xJ
(+) xK
(+) xL
(+) yw1
(-) xM
(+) 0.480
(+) 6.500
(+) 23.500
(+) 4.000
(+) 4.000
(+) 0.020
(-) 38.500
Total 0.000
Table 5.8: Distribution of tolerance in the compressor wheel and the lock nut
Difficulty index
Dimension Machining
Process
(r1)
Material
(r2)
Shape
(r3)
Size
(r4) ∑=
=4
1,
jjii rR
∑=
i
iwi R
Rtt 2
(μm)
(+) xI 1.2 1.0 1.0 1.2 4.4 3.10
(+) xJ 2.0 1.5 1.5 1.2 6.2 4.4
(-) xM 2.0 1.5 2.0 1.4 6.9 4.9
Total 17.5 12.4
Table 5.9: Limiting dimensions of components in the compressor wheel and the lock nut
Dimension Nominal value
(mm)
Tolerance (mm)
from table 5.8
Maximum value
(mm)
Minimum value
(mm)
(+) xI 6.500 0.0031 6.50 6.4969
(+) xJ 23.500 0.0044 23.50 23.4956
(-) xM 38.500 0.0049 38.5049 38.5
Using the tolerances computed in Table 5.8, the maximum and minimum dimensions of
the components have been worked out in Table 5.9. The dimensions prescribed in the table
ensure that the total wheel-shroud clearance remains within 480 and 500 μm.
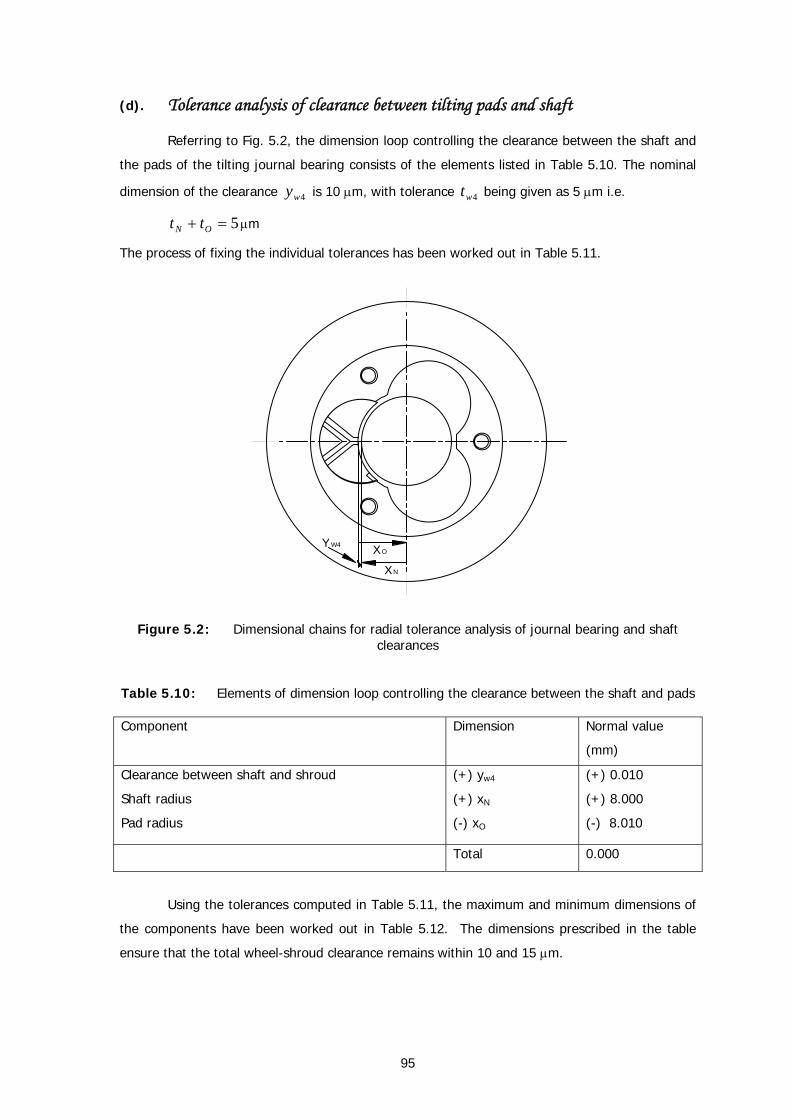
95
(d). Tolerance analysis of clearance between tilting pads and shaft
Referring to Fig. 5.2, the dimension loop controlling the clearance between the shaft and
the pads of the tilting journal bearing consists of the elements listed in Table 5.10. The nominal
dimension of the clearance 4wy is 10 μm, with tolerance 4wt being given as 5 μm i.e.
5=+ ON tt μm
The process of fixing the individual tolerances has been worked out in Table 5.11.
Figure 5.2: Dimensional chains for radial tolerance analysis of journal bearing and shaft clearances
Table 5.10: Elements of dimension loop controlling the clearance between the shaft and pads
Component Dimension Normal value
(mm)
Clearance between shaft and shroud
Shaft radius
Pad radius
(+) yw4
(+) xN
(-) xO
(+) 0.010
(+) 8.000
(-) 8.010
Total 0.000
Using the tolerances computed in Table 5.11, the maximum and minimum dimensions of
the components have been worked out in Table 5.12. The dimensions prescribed in the table
ensure that the total wheel-shroud clearance remains within 10 and 15 μm.
Y W4 X O
X N
96
Table 5.11: Distribution of tolerance in the shaft and pads
Difficulty index
Dimension Machining
Process
(r1)
Material
(r2)
Shape
(r3)
Size
(r4) ∑=
=4
1,
jjii rR
∑=
i
iwi R
Rtt 2
(μm)
(+) xN 2.0 1.5 1.5 1.2 6.2 2.70
(-) xO 1.5 1.5 1.2 1.2 5.4 2.30
Total 11.6 5.00
Table 5.12: Limiting dimensions of components in the shaft and pads
Dimension Nominal value
(mm) Tolerance (mm) from Table 5.11
Maximum value (mm)
Minimum value (mm)
(+) xN 8.00 0.0023 8.00 7.9977
(-) xO 8.01 0.0027 8.0127 8.01
The analysis given above is helpful in determining the limiting dimensions of all relevant
components. If proper facilities for fabrication of equipment is available, or accessible, the
techniques discussed in this section provide the most efficient fabrication scheme. In case of
commercial production it ensures complete interchangeability of the components.
5.3 Fabrication of Turboexpander A cryogenic turboexpander is a piece of precision equipment. The bearings, in particular,
involve clearances of 10 to 40 μm, demanding manufacturing tolerance of 2μm. For high speed
operation, the rotor should be balanced, leaving a residual unbalance less than 50 – 200 mg.mm
depending on size. This, in turn, demands micron scale manufacturing tolerance in the shaft and
the impellers.
The complex three dimensional shape of the turbine wheel and brake compressor poses
the most serious challenge to the machinist. Before the advent of 5-axis CNC milling machines,
small turbine wheels were either machined on ordinary machine tools, or one had to make
serious compromise on the blade shape. A fixed radius fillet is usually the easiest to machine,
especially when the radius is the same as that of the tool ideally suited to machining the blade.
Typically blade surface finishes are in the range of 0.25 µm.
Flank milled blades are less accurate, but may produce very satisfactory surfaces which
are smoother than 1.6 µm. The point milled surface, which are more accurate, have uniform

97
roughness which may slightly exceed 1.6 µm. This can be reduced through increasing machining
time or by light polishing by hand, with a corresponding increase in manufacturing cost.
The nozzle-diffuser can be machined on a precision lathe. The blades of the nozzle can
be cut by using a 3 axis vertical spindle CNC milling machine. A special fixture is needed to hold
the nozzle-diffuser. The surface finish should be good and without any machining defects. The
surface finish can be obtained by lapping. Fig B5 shows a photograph of nozzle-diffuser.
The shaft is a precision component and the typical tolerance on its size and form are in
the range of 2 µm. The component can be machined by using a precision lathe and finished on a
cylindrical grinding machine. Fig B1 shows a photograph of the shaft, fabricated as a part of our
prototype turboexpander.
The bearing housing can be machined through a sequence of processes consisting of
rough turning and boring, drilling of lateral holes, precision turning and boring and finally internal
grinding of the seats. The finished product is shown in Fig B6.The fabrication of the pad housings
involves mostly precision turning and boring. The central hole and the three recesses that support
the pads are drilled using a jig boring machine. The use of a precision jig-boring machine is
unavoidable considering the ultimate precision required. The recesses in the pad housings are
made by drilling and boring. Before the drilling operation, the centres of these holes are marked
and the markings are extended outwards in radial directions. The necessity of these markings will
be clear during the discussion on pad fabrication. The dowel-pin holes requiring precise location,
are also drilled using a jig boring machine with the job held in an index plate. The geometrical
tolerance required (5 μm TIR) by the end faces of both the pad housings and the flange surfaces
of the lower pad housing is achieved by grinding [121].
The cold end housing has been fabricated from stainless steel stock. Similarly the warm
end housing i.e. coolant jacket and heat exchanger have been fabricated from aluminium for
better heat transfer. Machining of these components can be done by using a good lathe. Fig B7,
Fig B8 and Fig B9 show the three components after fabrication.
5.4 Balancing of the rotor The most common source of vibration in a turboexpander is rotor imbalance [123]. The
imbalance in a rotor arises when the machine operates at high speed; the centrifugal force
generates vibration at the rotational frequency due to the deviation of the mass axis from the
rotational axis. This deviation of axis occurs due to machining inaccuracies and inherent in-
homogeneity in the material. The rotating imbalance forces produce a whirling motion of the
rotor known as synchronous whirl [123], which can be reduced only by balancing the rotor.
Balancing is a method of scooping out material from different planes in the rotor, such that the
mass centre and the geometric centre coincide. Although in practice real rotors can never be fully
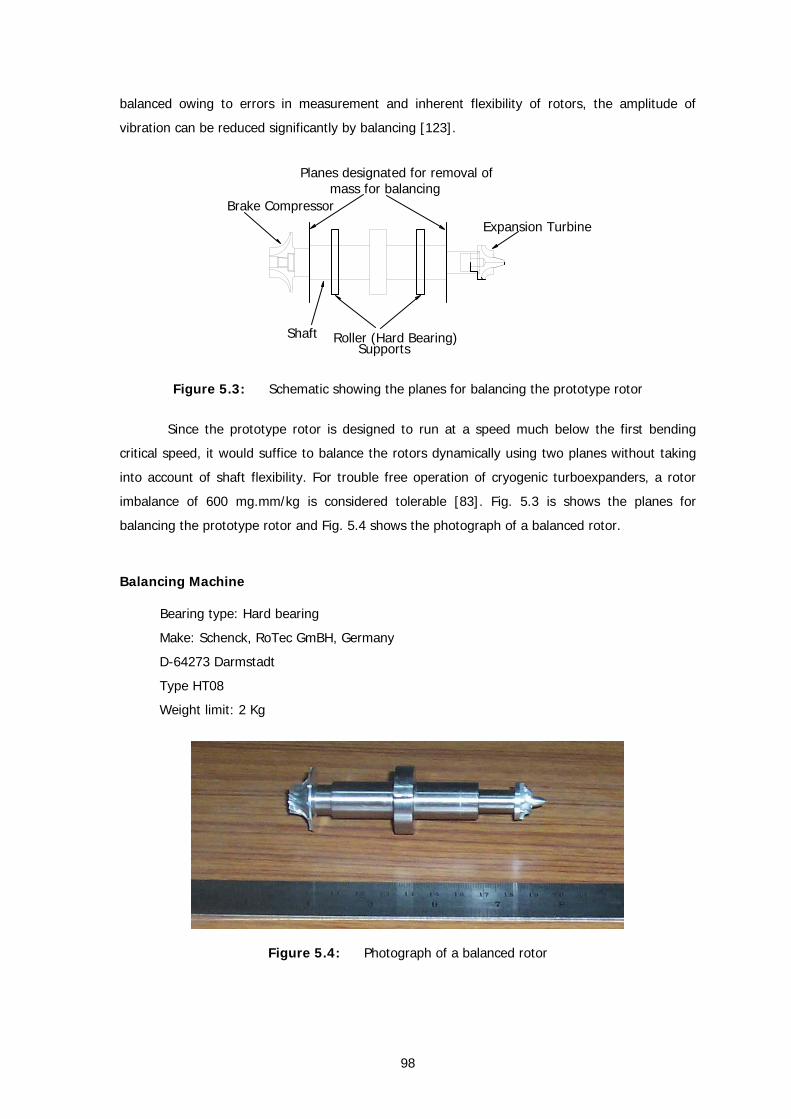
98
balanced owing to errors in measurement and inherent flexibility of rotors, the amplitude of
vibration can be reduced significantly by balancing [123].
Figure 5.3: Schematic showing the planes for balancing the prototype rotor
Since the prototype rotor is designed to run at a speed much below the first bending
critical speed, it would suffice to balance the rotors dynamically using two planes without taking
into account of shaft flexibility. For trouble free operation of cryogenic turboexpanders, a rotor
imbalance of 600 mg.mm/kg is considered tolerable [83]. Fig. 5.3 is shows the planes for
balancing the prototype rotor and Fig. 5.4 shows the photograph of a balanced rotor.
Balancing Machine
Bearing type: Hard bearing
Make: Schenck, RoTec GmBH, Germany
D-64273 Darmstadt
Type HT08
Weight limit: 2 Kg
Figure 5.4: Photograph of a balanced rotor
Shaft
Brake Compressor
Expansion Turbine
Roller (Hard Bearing)Supports
Planes designated for removal ofmass for balancing
99
Balancing Result of Shaft 1: Turbine side (Plane 1) Compressor side (Plane 2) Speed (rpm)
Initial Readings 27.9 mg at 14° 16.3 mg at 260° 2153
Before Grinding 3.19 mg at 262° 4.29 mg at 129° 2167
After Grinding 3.19 mg at 262° 4.29 mg at 129° 2167
Balancing Result of Shaft 2: Turbine side (Plane 1) Compressor side (Plane 2) Speed (rpm)
Initial Readings 6.93 mg at 337° 37.4 mg at 301° 2162
Before Grinding 7.37 mg at 332° 8.81 mg at 240° 2165
After Grinding 5.55 mg at 342° 9.75 mg at 89° 2165
5.5 Sequence of assembly Before beginning the assembly process, the components are given a final and thorough
checking. The gas inlet and outlet attachments to the bearing housing are tightly fastened for
supplying high-pressure gas and for discharging low pressure gas from the aerostatic thrust
bearings (if they are used). Similarly the high pressure and low pressure lines are also connected
to the compressor high pressure and low pressure lines respectively. The tubes are joined with
the cold end housing by welding. The flanges are finally faced off to remove any distortion due to
heating during welding. Once these steps are completed, the screws and O-rings are fitted to get
the final assembly of the prototype turboexpander. Fig. 5.5 shows the assembled Turboexpander.
The sequence of steps in the assembly process are given below:
⇒ Pads are pushed into their respective grooves in the pad housing.
⇒ End pad plates are tightly fastened by the screw to keep the pads in the proper position.
⇒ A Teflon make thermal insulator is placed at the bottom of the bearing housing.
⇒ Lower tilting pad journal bearing is placed on the thermal insulator.
⇒ The step of the tilting pad journal bearings are ensured to be in the direction of the shaft
collar.
⇒ The o-rings are pushed into their respective grooves in the thrust plate.
⇒ The spacer is placed in the centre position of the shaft collar.
⇒ The upper and lower thrust plates are pushed to the spacer from the two end of the
shaft.
⇒ The total unit of thrust plate and shaft are then to be kept in the bearing housing.
⇒ The upper journal bearing is placed on the upper thrust bearing in the bearing housing.
⇒ Two lock nuts are tightened at both the sides of turbine and compressor to keep the total
bearing unit in well balanced.
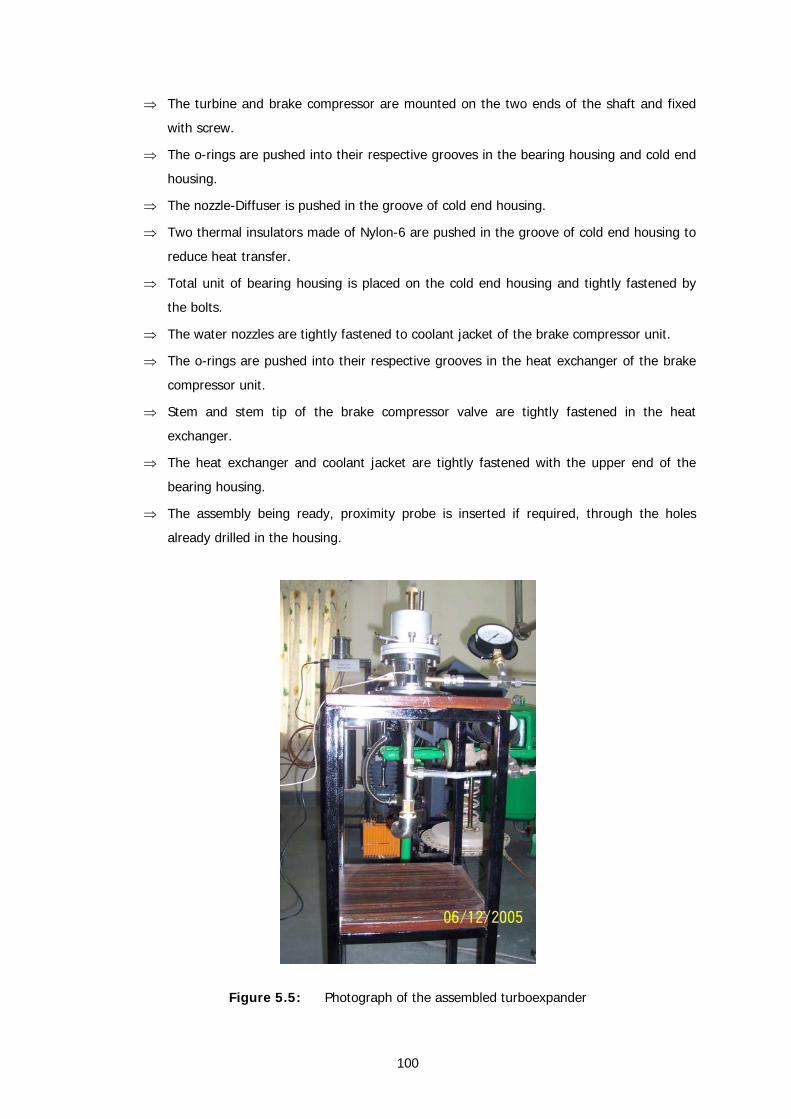
100
⇒ The turbine and brake compressor are mounted on the two ends of the shaft and fixed
with screw.
⇒ The o-rings are pushed into their respective grooves in the bearing housing and cold end
housing.
⇒ The nozzle-Diffuser is pushed in the groove of cold end housing.
⇒ Two thermal insulators made of Nylon-6 are pushed in the groove of cold end housing to
reduce heat transfer.
⇒ Total unit of bearing housing is placed on the cold end housing and tightly fastened by
the bolts.
⇒ The water nozzles are tightly fastened to coolant jacket of the brake compressor unit.
⇒ The o-rings are pushed into their respective grooves in the heat exchanger of the brake
compressor unit.
⇒ Stem and stem tip of the brake compressor valve are tightly fastened in the heat
exchanger.
⇒ The heat exchanger and coolant jacket are tightly fastened with the upper end of the
bearing housing.
⇒ The assembly being ready, proximity probe is inserted if required, through the holes
already drilled in the housing.
Figure 5.5: Photograph of the assembled turboexpander
101
5.6 Precautions during assembly and suggested changes Difficulties during assembly arose mostly from manufacturing inaccuracies, which can be
traced to the lack of proper machining facilities and other resource constraints. The difficulties
and the suggested changes during the assembly are briefly summarized as:
⇒ An extra attachment is needed to maintain the perpendicularity with the bearing housing
flange when the bearings and insulators are pushed into the bearing housing. As tight
clearance has to be maintained, a little inclination of the components may lead to
jamming of the rotor inside the bearing housing.
⇒ At the end pad plate ordinary circular holes are provided during manufacturing. Due to
this, the screw of the end pad plate has touched with the thrust plate. Later a counter
sunk hole was drilled on the end pad plate to alleviate this problem.
⇒ To maintain proper clearance between the turbine wheel and the nozzle, the help of the
length and hole size measuring instrument (Measurescope MM-22, NIKON, Japan) are
taken.
⇒ By taking the help of surface and cylindrical grinding facility it is being possible to push
the journal and thrust bearings inside the bearing housing.
⇒ Initially low pressure air from thrust bearing was not coming out to the atmosphere
because the connector was not connected properly upto the shaft collar. Later the
problem has been solved by making a connector which arrested the high pressure of the
bearing and allowed the low pressure to come out from the shaft collar to the
atmosphere.
Chapter 6
Experimental Performance
Study
Chapter VI
Experimental Performance Study
6.1 Turboexpander test rig The main motive of the present test is to study the performance of the turboexpander
under varying operating conditions. The process compressor takes air from the atmosphere
through a filter, compresses it and sends to a storage vessel, where it is maintained above the
required pressure of 0.6 MPa. We have tested two sets of turboexpanders, one having aerostatic
thrust bearings and the other aerodynamic thrust bearings. The schematic diagrams of the two
experimental test rigs are shown in Figures 6.1 and 6.2 respectively.
A high pressure air line originates from the vessel and branches into two lines; one is
connected to the inlet of the turbine and the other goes to the aerostatic thrust bearings. In the
test rig for the turbine with aerodynamic thrust bearings there is only one high-pressure line
connecting the vessel to the inlet of the turbine. In case of power shut down, normal or
abnormal, the turbine does not get the required supply of high pressure gas, but the rotor
continues to turn due to inertia. It may take several minutes for the rotational velocity to die
down completely. While the rotor is slowing down, it is necessary to maintain the bearing gas
supply to keep the rotor afloat. The bearing gas reservoir ensures these processes. The exhaust
gas from the turbine returns back to the inlet of the process compressor. There are pressure
gauges to measure the pressure at the vessel, inlet and outlet of the turbine and at the inlet to
the bearings.
A brake compressor installed on the same shaft as the turbine, operates in a closed
circuit. The gas is comes through the inlet pipe to the brake compressor and gets compressed.
The compressed gas leaving the brake compressor is cooled in a heat exchanger by a cooling
water supply and is fed back to the brake compressor. To reduce heat transfer to the cold end
housing, it is insulated by keeping inside a vacuum vessel.
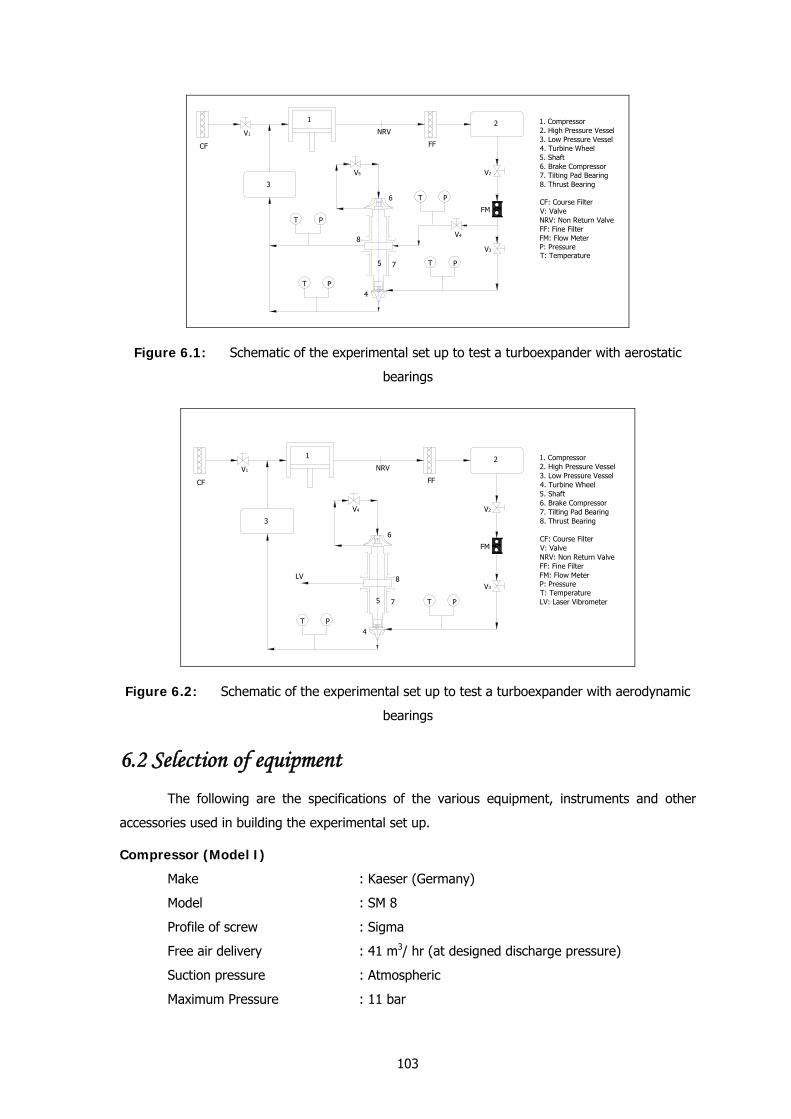
103
T P
8V4
PT
1. Compressor2. High Pressure Vessel3. Low Pressure Vessel4. Turbine Wheel5. Shaft6. Brake Compressor7. Tilting Pad Bearing8. Thrust Bearing
CF: Course FilterV: ValveNRV: Non Return ValveFF: Fine FilterFM: Flow MeterP: PressureT: Temperature
NRV
7
6
5
4
FM
3
21
V5
V3
V2
FFCF
V1
T P
PT
Figure 6.1: Schematic of the experimental set up to test a turboexpander with aerostatic
bearings
1. Compressor2. High Pressure Vessel3. Low Pressure Vessel4. Turbine Wheel5. Shaft6. Brake Compressor7. Tilting Pad Bearing8. Thrust Bearing
CF: Course FilterV: ValveNRV: Non Return ValveFF: Fine FilterFM: Flow MeterP: PressureT: TemperatureLV: Laser Vibrometer
LV
NRV
8
7
6
5
4
FM
3
21
V4
V3
V2
FFCF
V1
T P
PT
Figure 6.2: Schematic of the experimental set up to test a turboexpander with aerodynamic
bearings
6.2 Selection of equipment The following are the specifications of the various equipment, instruments and other
accessories used in building the experimental set up.
Compressor (Model I)
Make : Kaeser (Germany)
Model : SM 8
Profile of screw : Sigma
Free air delivery : 41 m3/ hr (at designed discharge pressure)
Suction pressure : Atmospheric
Maximum Pressure : 11 bar
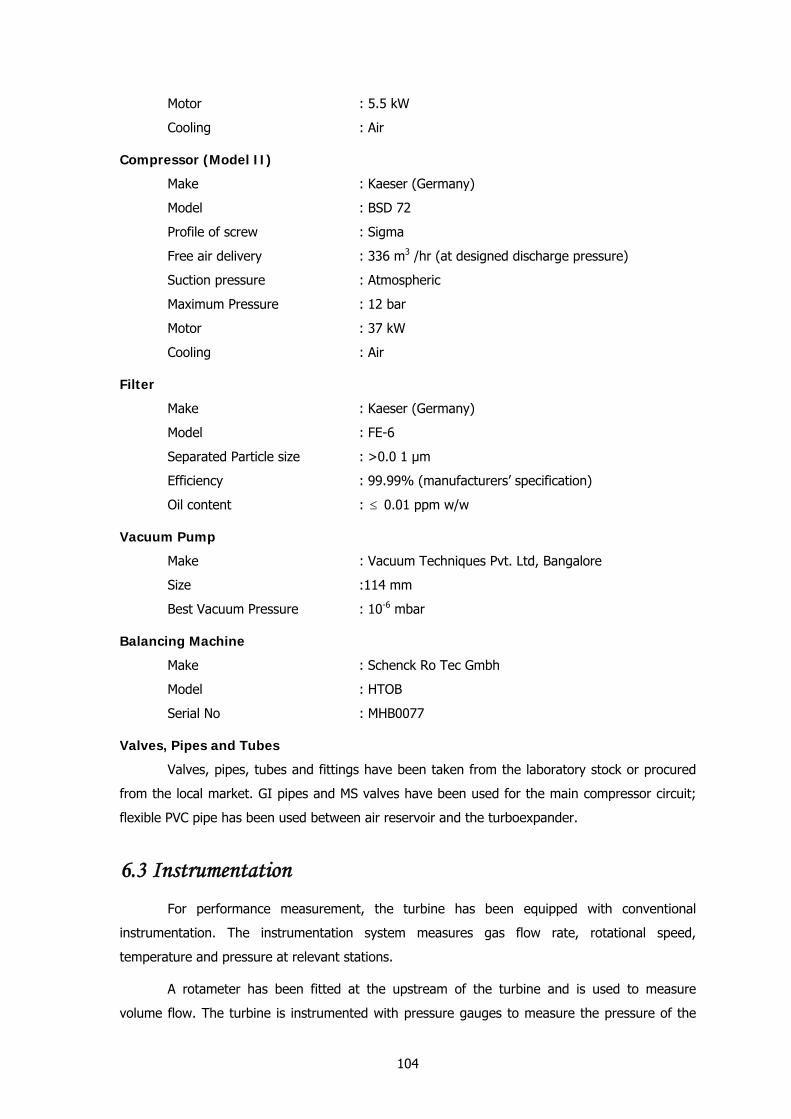
104
Motor : 5.5 kW
Cooling : Air
Compressor (Model II)
Make : Kaeser (Germany)
Model : BSD 72
Profile of screw : Sigma
Free air delivery : 336 m3 /hr (at designed discharge pressure)
Suction pressure : Atmospheric
Maximum Pressure : 12 bar
Motor : 37 kW
Cooling : Air
Filter
Make : Kaeser (Germany)
Model : FE-6
Separated Particle size : >0.0 1 μm
Efficiency : 99.99% (manufacturers’ specification)
Oil content : ≤ 0.01 ppm w/w
Vacuum Pump
Make : Vacuum Techniques Pvt. Ltd, Bangalore
Size :114 mm
Best Vacuum Pressure : 10-6 mbar
Balancing Machine
Make : Schenck Ro Tec Gmbh
Model : HTOB
Serial No : MHB0077
Valves, Pipes and Tubes
Valves, pipes, tubes and fittings have been taken from the laboratory stock or procured
from the local market. GI pipes and MS valves have been used for the main compressor circuit;
flexible PVC pipe has been used between air reservoir and the turboexpander.
6.3 Instrumentation For performance measurement, the turbine has been equipped with conventional
instrumentation. The instrumentation system measures gas flow rate, rotational speed,
temperature and pressure at relevant stations.
A rotameter has been fitted at the upstream of the turbine and is used to measure
volume flow. The turbine is instrumented with pressure gauges to measure the pressure of the
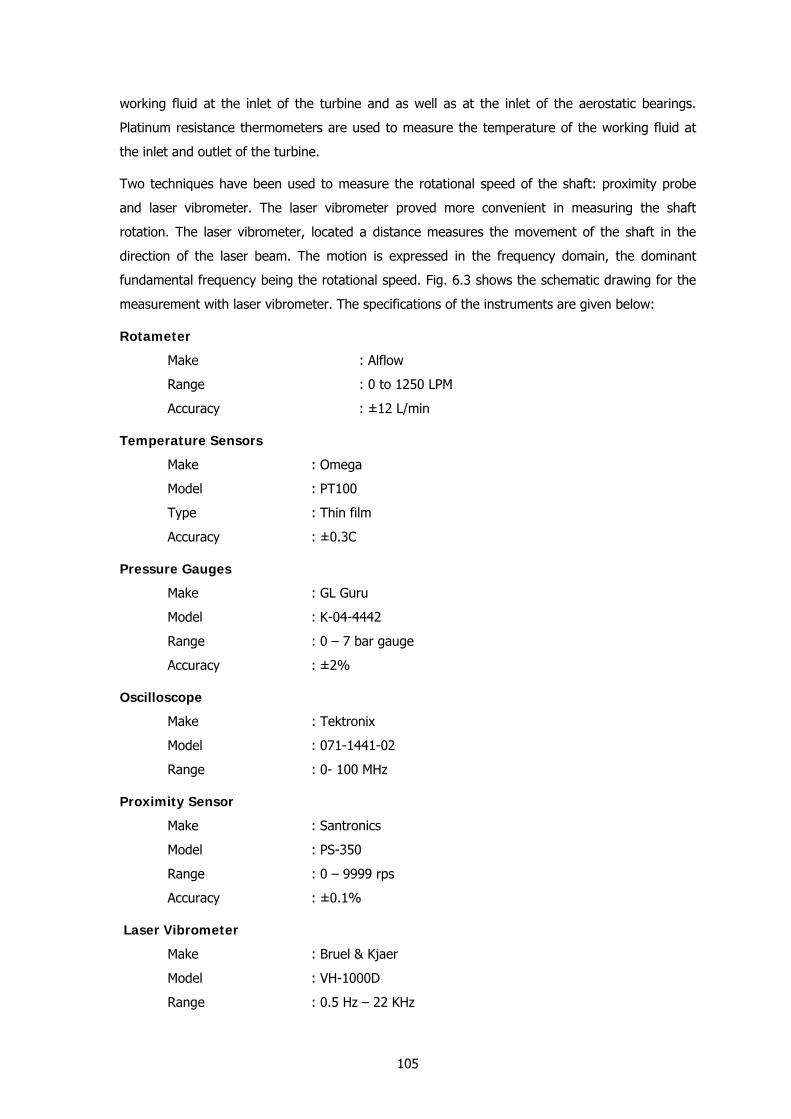
105
working fluid at the inlet of the turbine and as well as at the inlet of the aerostatic bearings.
Platinum resistance thermometers are used to measure the temperature of the working fluid at
the inlet and outlet of the turbine.
Two techniques have been used to measure the rotational speed of the shaft: proximity probe
and laser vibrometer. The laser vibrometer proved more convenient in measuring the shaft
rotation. The laser vibrometer, located a distance measures the movement of the shaft in the
direction of the laser beam. The motion is expressed in the frequency domain, the dominant
fundamental frequency being the rotational speed. Fig. 6.3 shows the schematic drawing for the
measurement with laser vibrometer. The specifications of the instruments are given below:
Rotameter
Make : Alflow
Range : 0 to 1250 LPM
Accuracy : ±12 L/min
Temperature Sensors
Make : Omega
Model : PT100
Type : Thin film
Accuracy : ±0.3C
Pressure Gauges
Make : GL Guru
Model : K-04-4442
Range : 0 – 7 bar gauge
Accuracy : ±2%
Oscilloscope
Make : Tektronix
Model : 071-1441-02
Range : 0- 100 MHz
Proximity Sensor
Make : Santronics
Model : PS-350
Range : 0 – 9999 rps
Accuracy : ±0.1%
Laser Vibrometer
Make : Bruel & Kjaer
Model : VH-1000D
Range : 0.5 Hz – 22 KHz
106
f+fD
f
Bragg Cell
InterferometerElectronic mixing
Signal analyser
Moving object
Laser tube
Figure 6.3: Schematic diagram of laser vibrometer for the measurement of speed
6.4 Measurement of efficiency
The most widely used expression for efficiency of a turboexpander is the isentropic
efficiency. It is based on stagnation enthalpy and can be defined as,
Actual work output Efficiency of the expansion machine = Reversible work output
exsin
exinTT hh
hh
00
00
−−
=−η (6.1)
where,
inh0 = stagnation enthalpy at the inlet of the turboexpander
exh0 = stagnation enthalpy at the exit of the turboexpander
exsh0 = isentropic stagnation enthalpy at the exit of the turboexpander
The mass flow rate to the turbine is measured from its volume flow rate recorded by the
rotameter. The rotameter used in our experiments is calibrated at 0.73 bar gauge pressure (pr)
and temperature of 70°C. A correction factor for actual flow conditions of pin and Tin is to be
multiplied [124]. The resultant equation is,
inr
rinmin Tp
TpVm
××
= ρ.
(6.2)
Where, inin Tp , and rr Tp , refer to the turbine inlet condition and calibrations condition
respectively.
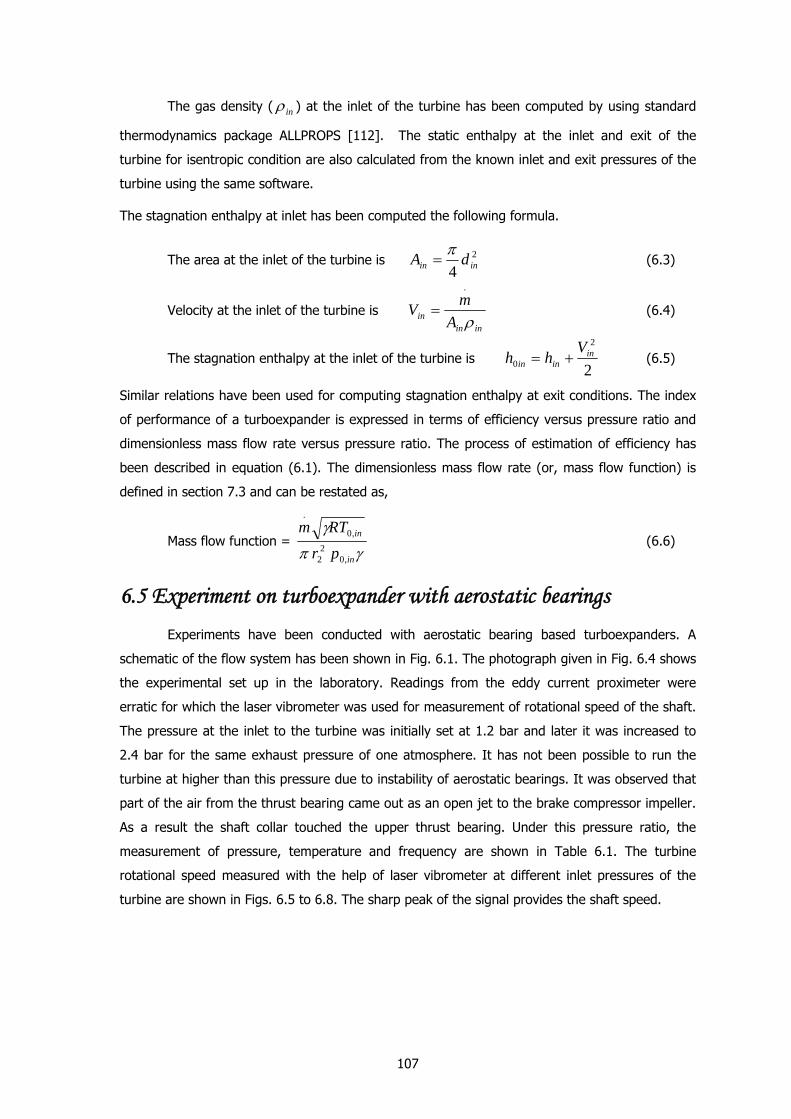
107
The gas density ( inρ ) at the inlet of the turbine has been computed by using standard
thermodynamics package ALLPROPS [112]. The static enthalpy at the inlet and exit of the
turbine for isentropic condition are also calculated from the known inlet and exit pressures of the
turbine using the same software.
The stagnation enthalpy at inlet has been computed the following formula.
The area at the inlet of the turbine is 2
4 inin dA π= (6.3)
Velocity at the inlet of the turbine is inin
in AmVρ
.
= (6.4)
The stagnation enthalpy at the inlet of the turbine is 2
2
0in
ininV
hh += (6.5)
Similar relations have been used for computing stagnation enthalpy at exit conditions. The index
of performance of a turboexpander is expressed in terms of efficiency versus pressure ratio and
dimensionless mass flow rate versus pressure ratio. The process of estimation of efficiency has
been described in equation (6.1). The dimensionless mass flow rate (or, mass flow function) is
defined in section 7.3 and can be restated as,
Mass flow function = γπ
γ
in
in
prRTm
,02
2
,0
.
(6.6)
6.5 Experiment on turboexpander with aerostatic bearings Experiments have been conducted with aerostatic bearing based turboexpanders. A
schematic of the flow system has been shown in Fig. 6.1. The photograph given in Fig. 6.4 shows
the experimental set up in the laboratory. Readings from the eddy current proximeter were
erratic for which the laser vibrometer was used for measurement of rotational speed of the shaft.
The pressure at the inlet to the turbine was initially set at 1.2 bar and later it was increased to
2.4 bar for the same exhaust pressure of one atmosphere. It has not been possible to run the
turbine at higher than this pressure due to instability of aerostatic bearings. It was observed that
part of the air from the thrust bearing came out as an open jet to the brake compressor impeller.
As a result the shaft collar touched the upper thrust bearing. Under this pressure ratio, the
measurement of pressure, temperature and frequency are shown in Table 6.1. The turbine
rotational speed measured with the help of laser vibrometer at different inlet pressures of the
turbine are shown in Figs. 6.5 to 6.8. The sharp peak of the signal provides the shaft speed.
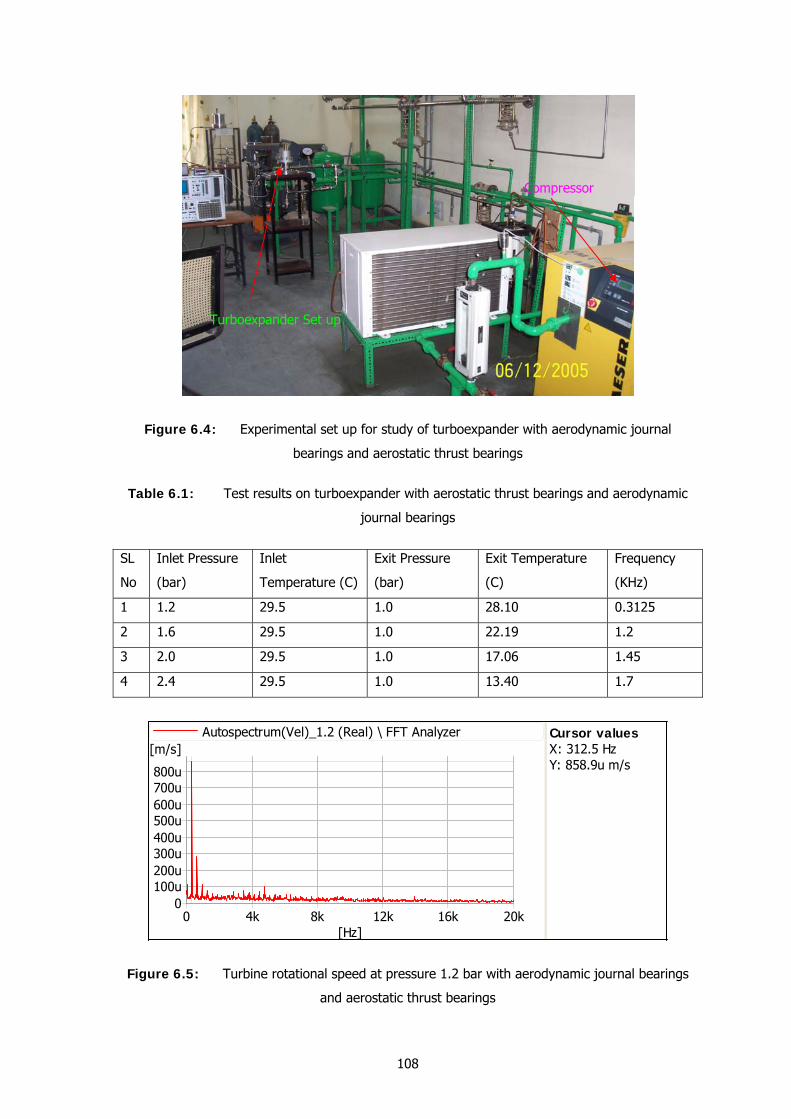
108
Figure 6.4: Experimental set up for study of turboexpander with aerodynamic journal
bearings and aerostatic thrust bearings
Table 6.1: Test results on turboexpander with aerostatic thrust bearings and aerodynamic
journal bearings
SL
No
Inlet Pressure
(bar)
Inlet
Temperature (C)
Exit Pressure
(bar)
Exit Temperature
(C)
Frequency
(KHz)
1 1.2 29.5 1.0 28.10 0.3125
2 1.6 29.5 1.0 22.19 1.2
3 2.0 29.5 1.0 17.06 1.45
4 2.4 29.5 1.0 13.40 1.7
0 4k 8k 12k 16k 20k[Hz]
0100u200u300u400u500u600u700u800u
[m/s]Cursor valuesX: 312.5 HzY: 858.9u m/s
Autospectrum(Vel)_1.2 (Real) \ FFT Analyzer
Figure 6.5: Turbine rotational speed at pressure 1.2 bar with aerodynamic journal bearings
and aerostatic thrust bearings
Turboexpander Set up
Compressor
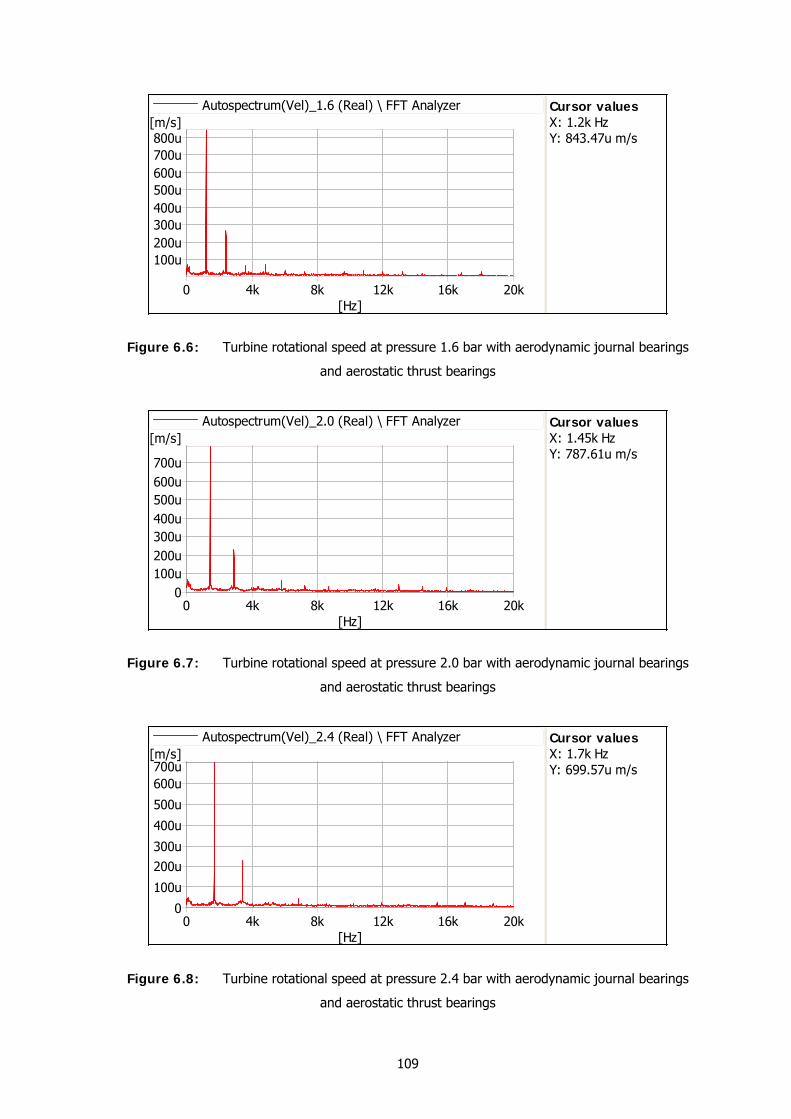
109
0 4k 8k 12k 16k 20k[Hz]
100u200u300u400u500u600u700u800u[m/s]
Cursor valuesX: 1.2k HzY: 843.47u m/s
Autospectrum(Vel)_1.6 (Real) \ FFT Analyzer
Figure 6.6: Turbine rotational speed at pressure 1.6 bar with aerodynamic journal bearings
and aerostatic thrust bearings
0 4k 8k 12k 16k 20k[Hz]
0100u200u300u400u500u600u700u
[m/s]Cursor valuesX: 1.45k HzY: 787.61u m/s
Autospectrum(Vel)_2.0 (Real) \ FFT Analyzer
Figure 6.7: Turbine rotational speed at pressure 2.0 bar with aerodynamic journal bearings
and aerostatic thrust bearings
0 4k 8k 12k 16k 20k[Hz]
0
100u
200u300u
400u
500u
600u700u[m/s]
Cursor valuesX: 1.7k HzY: 699.57u m/s
Autospectrum(Vel)_2.4 (Real) \ FFT Analyzer
Figure 6.8: Turbine rotational speed at pressure 2.4 bar with aerodynamic journal bearings
and aerostatic thrust bearings
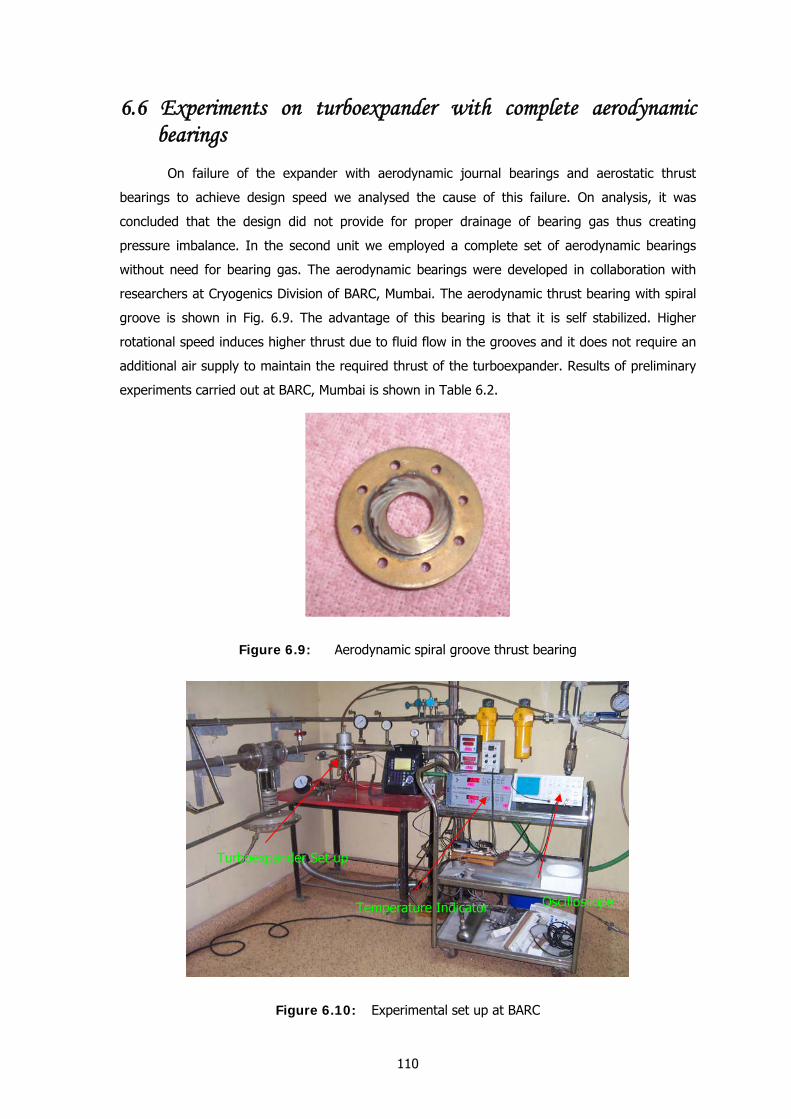
110
6.6 Experiments on turboexpander with complete aerodynamic bearings
On failure of the expander with aerodynamic journal bearings and aerostatic thrust
bearings to achieve design speed we analysed the cause of this failure. On analysis, it was
concluded that the design did not provide for proper drainage of bearing gas thus creating
pressure imbalance. In the second unit we employed a complete set of aerodynamic bearings
without need for bearing gas. The aerodynamic bearings were developed in collaboration with
researchers at Cryogenics Division of BARC, Mumbai. The aerodynamic thrust bearing with spiral
groove is shown in Fig. 6.9. The advantage of this bearing is that it is self stabilized. Higher
rotational speed induces higher thrust due to fluid flow in the grooves and it does not require an
additional air supply to maintain the required thrust of the turboexpander. Results of preliminary
experiments carried out at BARC, Mumbai is shown in Table 6.2.
Figure 6.9: Aerodynamic spiral groove thrust bearing
Figure 6.10: Experimental set up at BARC
Turboexpander Set up
Oscilloscope Temperature Indicator
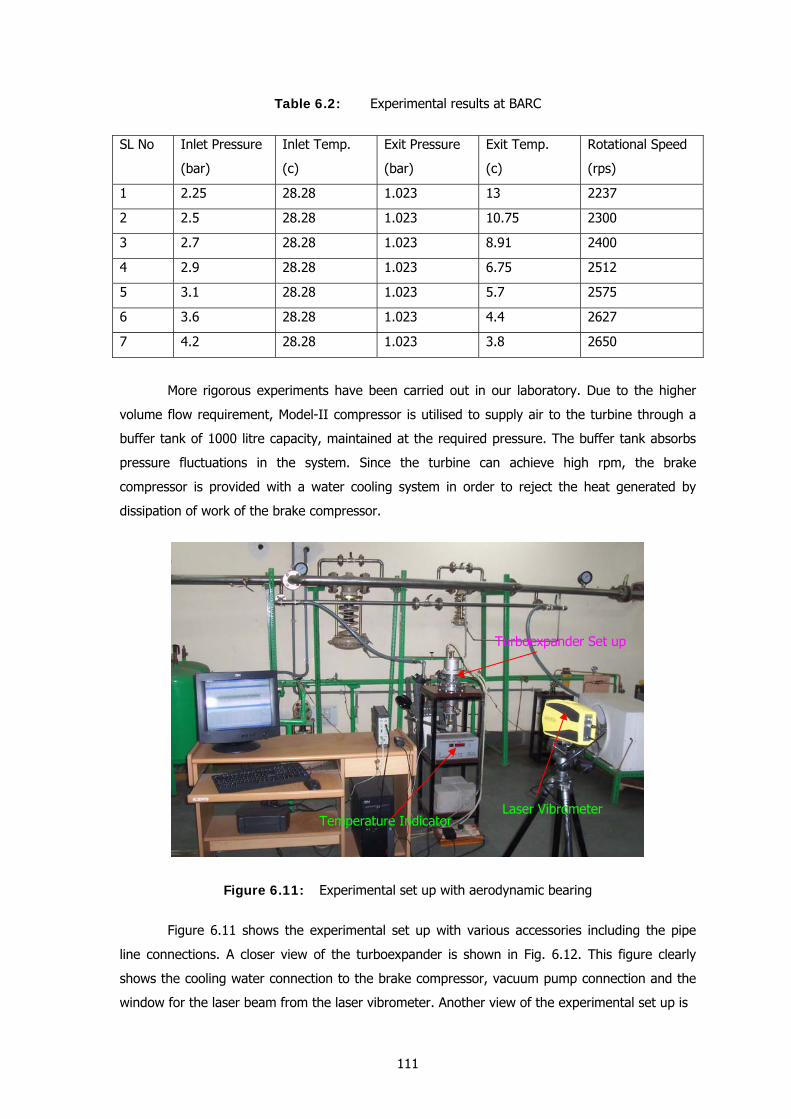
111
Table 6.2: Experimental results at BARC
SL No
Inlet Pressure
(bar)
Inlet Temp.
(c)
Exit Pressure
(bar)
Exit Temp.
(c)
Rotational Speed
(rps)
1 2.25 28.28 1.023 13 2237
2 2.5 28.28 1.023 10.75 2300
3 2.7 28.28 1.023 8.91 2400
4 2.9 28.28 1.023 6.75 2512
5 3.1 28.28 1.023 5.7 2575
6 3.6 28.28 1.023 4.4 2627
7 4.2 28.28 1.023 3.8 2650
More rigorous experiments have been carried out in our laboratory. Due to the higher
volume flow requirement, Model-II compressor is utilised to supply air to the turbine through a
buffer tank of 1000 litre capacity, maintained at the required pressure. The buffer tank absorbs
pressure fluctuations in the system. Since the turbine can achieve high rpm, the brake
compressor is provided with a water cooling system in order to reject the heat generated by
dissipation of work of the brake compressor.
Figure 6.11: Experimental set up with aerodynamic bearing
Figure 6.11 shows the experimental set up with various accessories including the pipe
line connections. A closer view of the turboexpander is shown in Fig. 6.12. This figure clearly
shows the cooling water connection to the brake compressor, vacuum pump connection and the
window for the laser beam from the laser vibrometer. Another view of the experimental set up is
Turboexpander Set up
Laser Vibrometer Temperature Indicator
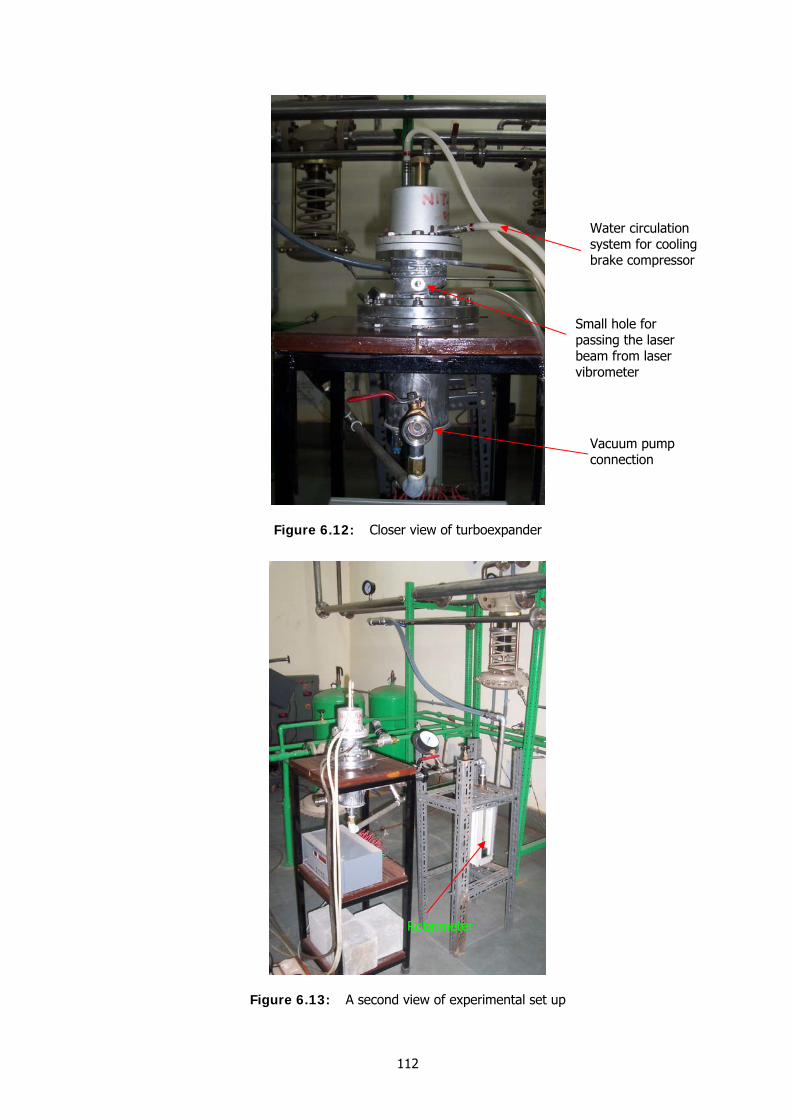
112
Figure 6.12: Closer view of turboexpander
Figure 6.13: A second view of experimental set up
Rotatmeter
Small hole for passing the laser beam from laser vibrometer
Water circulation system for cooling brake compressor
Vacuum pump connection
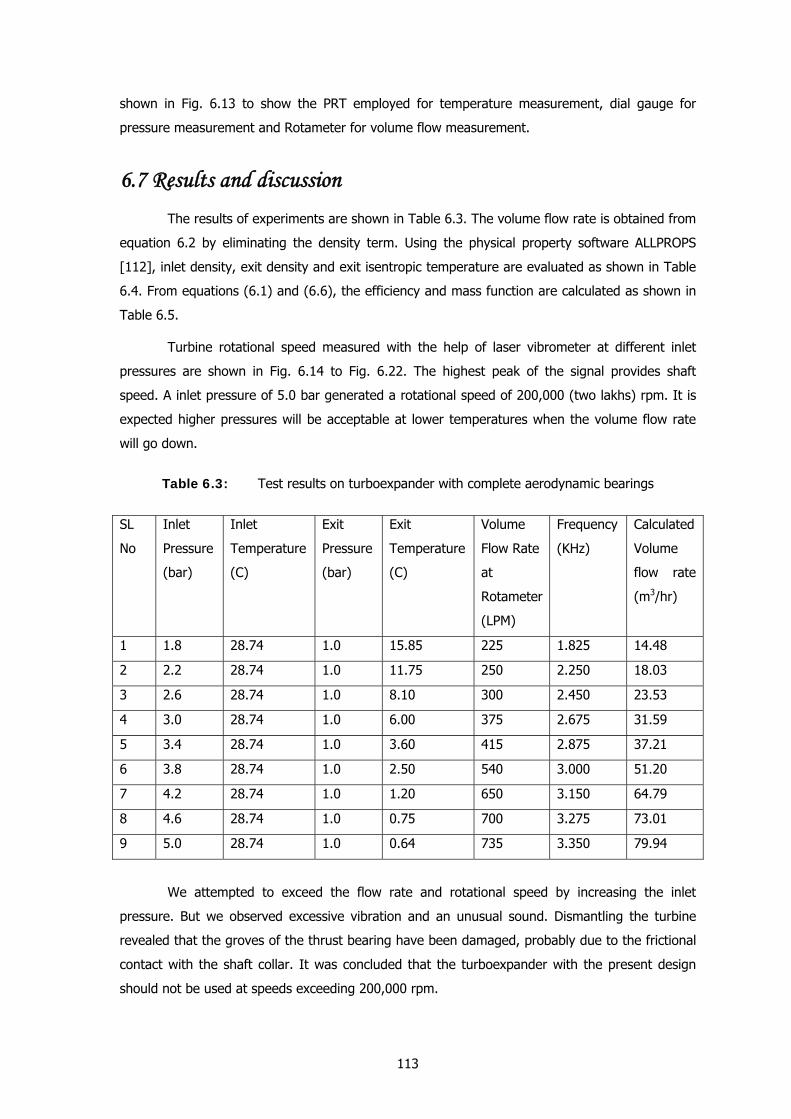
113
shown in Fig. 6.13 to show the PRT employed for temperature measurement, dial gauge for
pressure measurement and Rotameter for volume flow measurement.
6.7 Results and discussion The results of experiments are shown in Table 6.3. The volume flow rate is obtained from
equation 6.2 by eliminating the density term. Using the physical property software ALLPROPS
[112], inlet density, exit density and exit isentropic temperature are evaluated as shown in Table
6.4. From equations (6.1) and (6.6), the efficiency and mass function are calculated as shown in
Table 6.5.
Turbine rotational speed measured with the help of laser vibrometer at different inlet
pressures are shown in Fig. 6.14 to Fig. 6.22. The highest peak of the signal provides shaft
speed. A inlet pressure of 5.0 bar generated a rotational speed of 200,000 (two lakhs) rpm. It is
expected higher pressures will be acceptable at lower temperatures when the volume flow rate
will go down.
Table 6.3: Test results on turboexpander with complete aerodynamic bearings
SL
No
Inlet
Pressure
(bar)
Inlet
Temperature
(C)
Exit
Pressure
(bar)
Exit
Temperature
(C)
Volume
Flow Rate
at
Rotameter
(LPM)
Frequency
(KHz)
Calculated
Volume
flow rate
(m3/hr)
1 1.8 28.74 1.0 15.85 225 1.825 14.48
2 2.2 28.74 1.0 11.75 250 2.250 18.03
3 2.6 28.74 1.0 8.10 300 2.450 23.53
4 3.0 28.74 1.0 6.00 375 2.675 31.59
5 3.4 28.74 1.0 3.60 415 2.875 37.21
6 3.8 28.74 1.0 2.50 540 3.000 51.20
7 4.2 28.74 1.0 1.20 650 3.150 64.79
8 4.6 28.74 1.0 0.75 700 3.275 73.01
9 5.0 28.74 1.0 0.64 735 3.350 79.94
We attempted to exceed the flow rate and rotational speed by increasing the inlet
pressure. But we observed excessive vibration and an unusual sound. Dismantling the turbine
revealed that the groves of the thrust bearing have been damaged, probably due to the frictional
contact with the shaft collar. It was concluded that the turboexpander with the present design
should not be used at speeds exceeding 200,000 rpm.
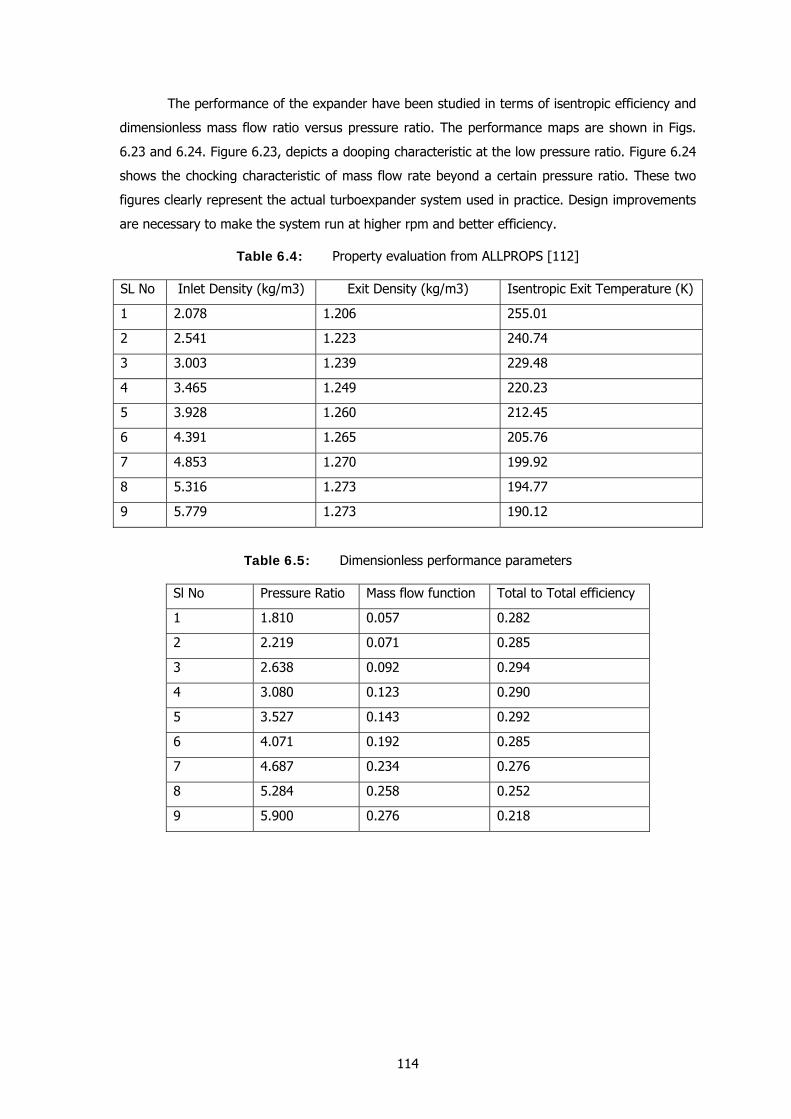
114
The performance of the expander have been studied in terms of isentropic efficiency and
dimensionless mass flow ratio versus pressure ratio. The performance maps are shown in Figs.
6.23 and 6.24. Figure 6.23, depicts a dooping characteristic at the low pressure ratio. Figure 6.24
shows the chocking characteristic of mass flow rate beyond a certain pressure ratio. These two
figures clearly represent the actual turboexpander system used in practice. Design improvements
are necessary to make the system run at higher rpm and better efficiency.
Table 6.4: Property evaluation from ALLPROPS [112] SL No Inlet Density (kg/m3) Exit Density (kg/m3) Isentropic Exit Temperature (K)
1 2.078 1.206 255.01
2 2.541 1.223 240.74
3 3.003 1.239 229.48
4 3.465 1.249 220.23
5 3.928 1.260 212.45
6 4.391 1.265 205.76
7 4.853 1.270 199.92
8 5.316 1.273 194.77
9 5.779 1.273 190.12
Table 6.5: Dimensionless performance parameters
Sl No Pressure Ratio Mass flow function Total to Total efficiency
1 1.810 0.057 0.282
2 2.219 0.071 0.285
3 2.638 0.092 0.294
4 3.080 0.123 0.290
5 3.527 0.143 0.292
6 4.071 0.192 0.285
7 4.687 0.234 0.276
8 5.284 0.258 0.252
9 5.900 0.276 0.218
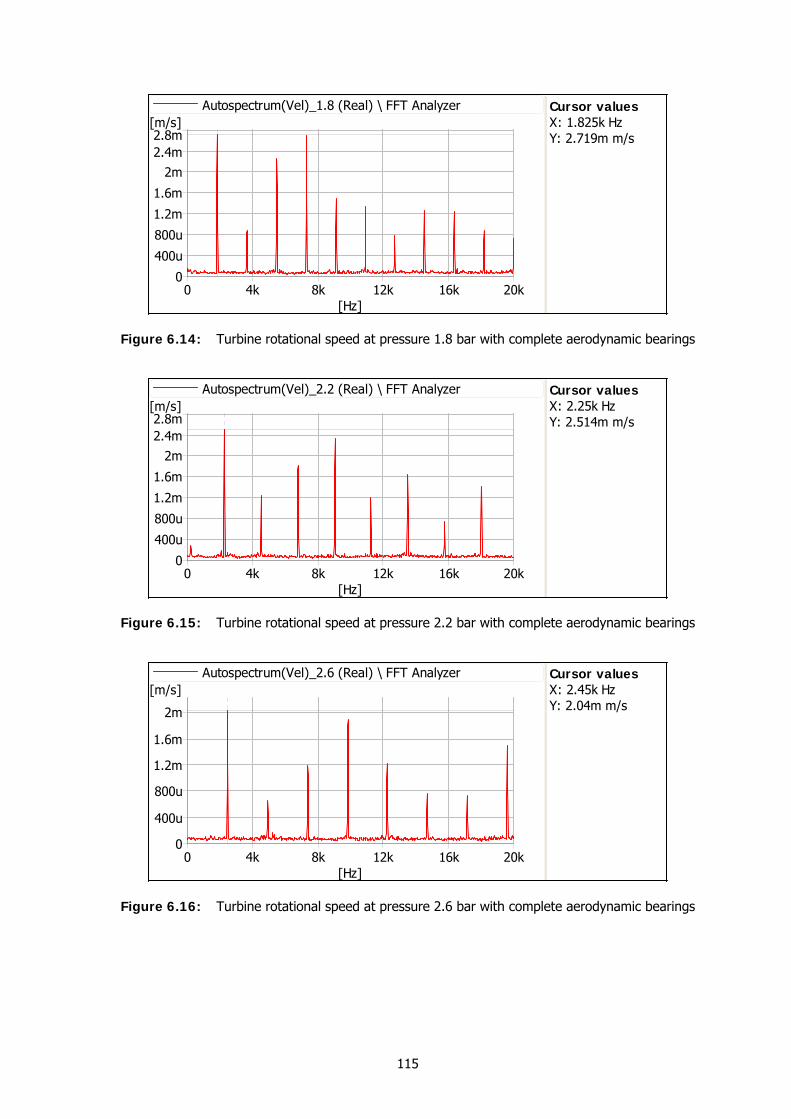
115
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m2.4m2.8m[m/s]
Cursor valuesX: 1.825k HzY: 2.719m m/s
Autospectrum(Vel)_1.8 (Real) \ FFT Analyzer
Figure 6.14: Turbine rotational speed at pressure 1.8 bar with complete aerodynamic bearings
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m2.4m2.8m[m/s]
Cursor valuesX: 2.25k HzY: 2.514m m/s
Autospectrum(Vel)_2.2 (Real) \ FFT Analyzer
Figure 6.15: Turbine rotational speed at pressure 2.2 bar with complete aerodynamic bearings
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m
[m/s]Cursor valuesX: 2.45k HzY: 2.04m m/s
Autospectrum(Vel)_2.6 (Real) \ FFT Analyzer
Figure 6.16: Turbine rotational speed at pressure 2.6 bar with complete aerodynamic bearings
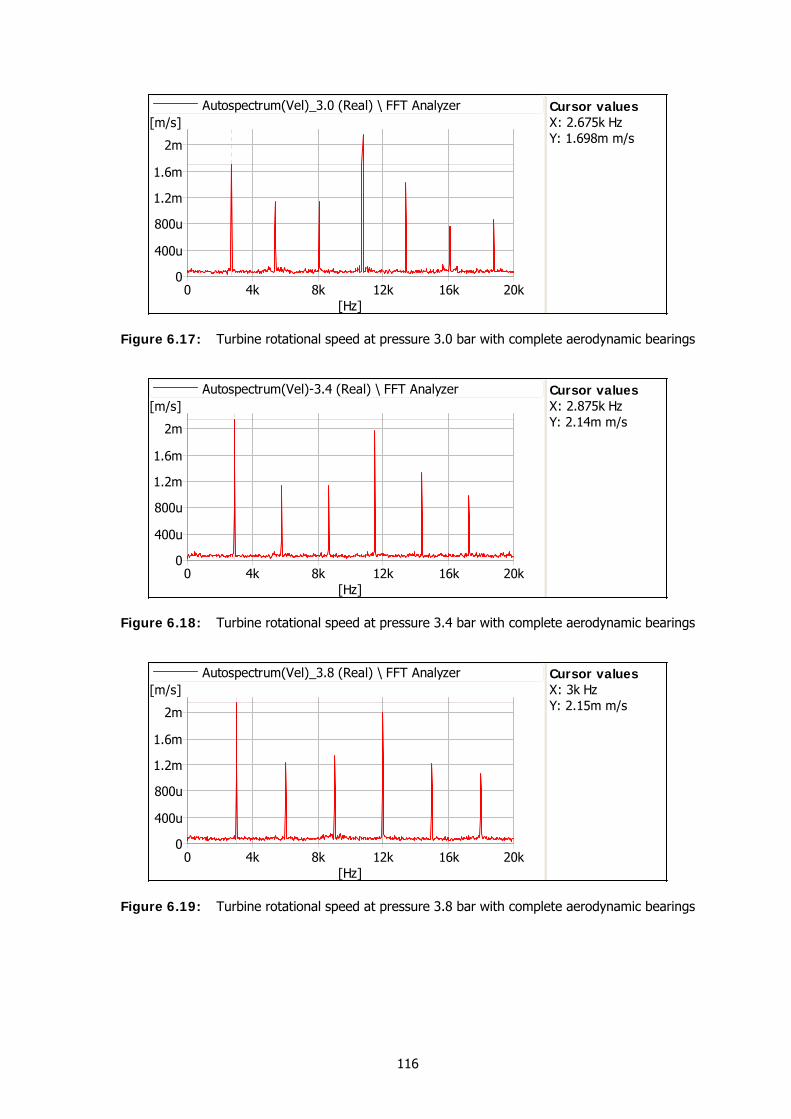
116
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m
[m/s]Cursor valuesX: 2.675k HzY: 1.698m m/s
Autospectrum(Vel)_3.0 (Real) \ FFT Analyzer
Figure 6.17: Turbine rotational speed at pressure 3.0 bar with complete aerodynamic bearings
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m
[m/s]Cursor valuesX: 2.875k HzY: 2.14m m/s
Autospectrum(Vel)-3.4 (Real) \ FFT Analyzer
Figure 6.18: Turbine rotational speed at pressure 3.4 bar with complete aerodynamic bearings
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m
[m/s]Cursor valuesX: 3k HzY: 2.15m m/s
Autospectrum(Vel)_3.8 (Real) \ FFT Analyzer
Figure 6.19: Turbine rotational speed at pressure 3.8 bar with complete aerodynamic bearings
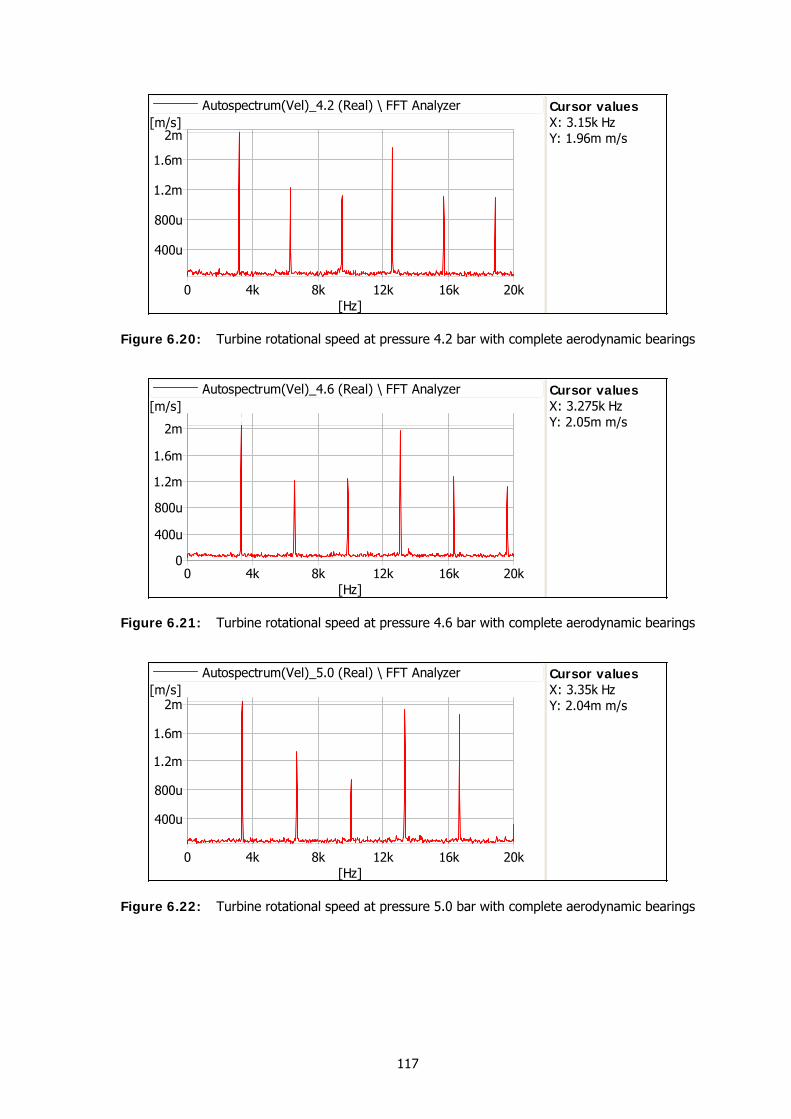
117
0 4k 8k 12k 16k 20k[Hz]
400u
800u
1.2m
1.6m
2m[m/s]
Cursor valuesX: 3.15k HzY: 1.96m m/s
Autospectrum(Vel)_4.2 (Real) \ FFT Analyzer
Figure 6.20: Turbine rotational speed at pressure 4.2 bar with complete aerodynamic bearings
0 4k 8k 12k 16k 20k[Hz]
0
400u
800u
1.2m
1.6m
2m
[m/s]Cursor valuesX: 3.275k HzY: 2.05m m/s
Autospectrum(Vel)_4.6 (Real) \ FFT Analyzer
Figure 6.21: Turbine rotational speed at pressure 4.6 bar with complete aerodynamic bearings
0 4k 8k 12k 16k 20k[Hz]
400u
800u
1.2m
1.6m
2m[m/s]
Cursor valuesX: 3.35k HzY: 2.04m m/s
Autospectrum(Vel)_5.0 (Real) \ FFT Analyzer
Figure 6.22: Turbine rotational speed at pressure 5.0 bar with complete aerodynamic bearings
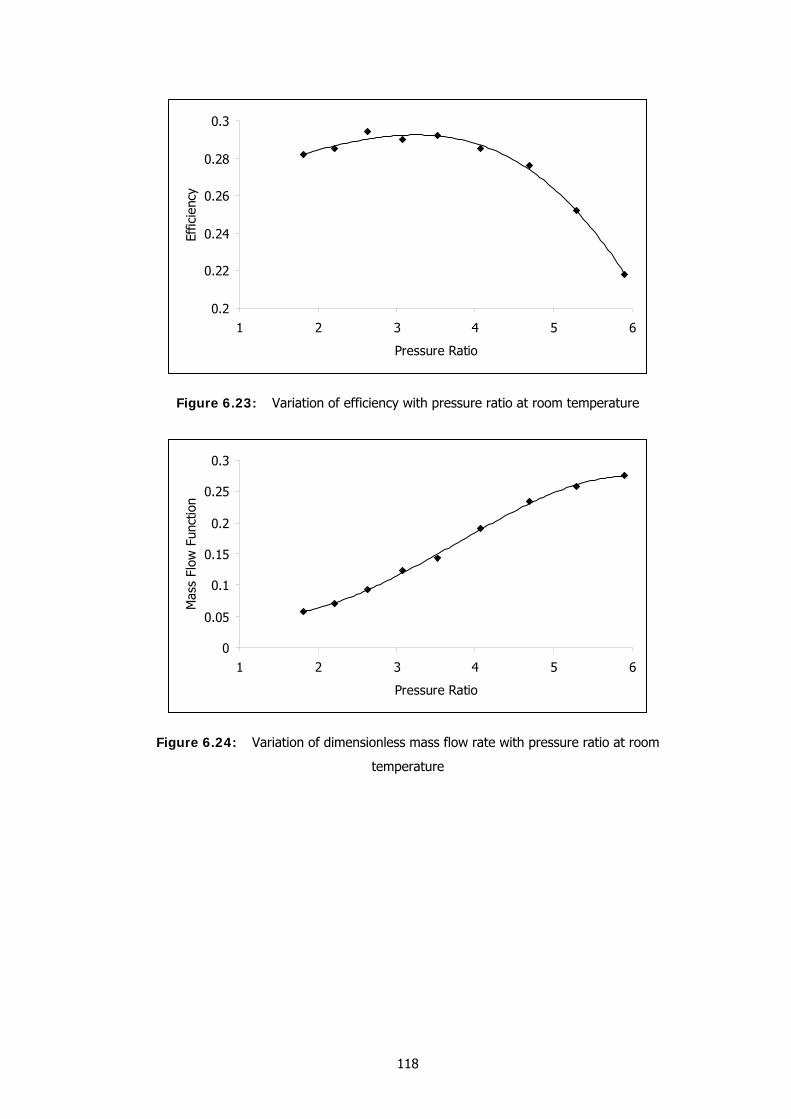
118
0.2
0.22
0.24
0.26
0.28
0.3
1 2 3 4 5 6
Pressure Ratio
Effic
ienc
y
Figure 6.23: Variation of efficiency with pressure ratio at room temperature
0
0.05
0.1
0.15
0.2
0.25
0.3
1 2 3 4 5 6
Pressure Ratio
Mas
s Fl
ow F
unct
ion
Figure 6.24: Variation of dimensionless mass flow rate with pressure ratio at room
temperature
Chapter VII
OFF DESIGN PERFORMANCE OF TURBEXPANDER
7.1 Introduction to performance analysis The foregoing chapters of this thesis has focussed on the design and development of
small cryogenic turboexpander system. It is also important for the designer to predict the
complete performance map of a machine so that alternative designs can be compared, assessed
and implemented. In addition, it is also important to predict the performance of our
turboexpander under off design conditions.
Depending on plant settings, the temperature, pressure and flow rate of a stream may
vary at the inlet to a turbine, albeit over a limited range. To predict the performance of a plant
under varying operating conditions, it is necessary to know the performance of the turbine under
arbitrarily prescribed specifications. This, in turn, necessitates the study of the performance of the
turbine at conditions away from the design point. Off-design performance calculations are also
helpful in choice of design modifications while building a new turbine with specifications
qualitatively similar, but quantitatively different from an existing one.
One of the easy but successful methods of analysing performance of a turbomachine is
the mean line or one-dimensional method pioneered by Whitfield and Baines [13]. A mean line
analysis is usually adopted since two and three-dimensional procedures are much more complex
and are not suitable for optimising the overall geometry. Mean line or one dimensional method is
routinely used for the design and analysis of radial turbines. They are very fast to compute and
require only a small amount of geometrical information. For these reasons they are extremely
useful in the initial stages of design before any detail of the blade geometry is fixed. Furthermore,
mean line methods are readily adapted to calculate off-design as well as design conditions, and
thus can be used to generate complete performance maps.
The prediction of the performance of a radial flow turbomachine generally involves the
analysis of the gas flow through the separate components used in its construction. Fig. 7.1 shows
the components of an expansion turbine along the fluid flow path. The general requirement of
the analytical procedure is to predict the component discharge conditions from known inlet
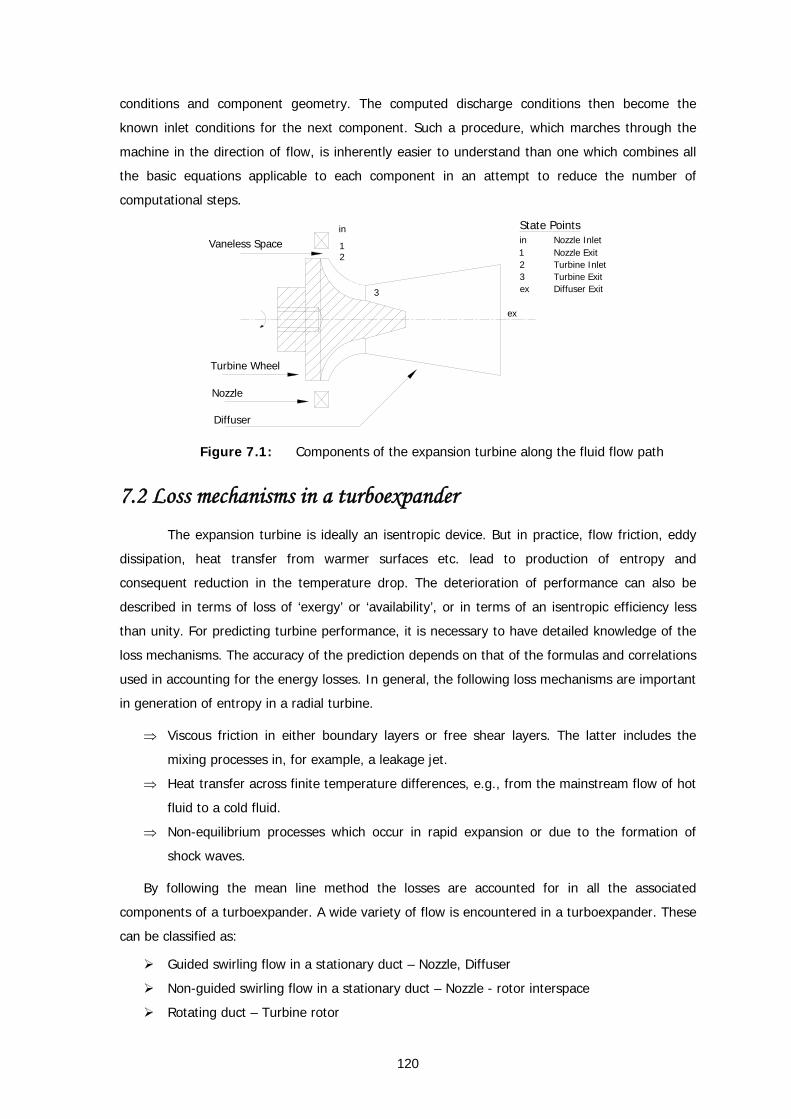
120
conditions and component geometry. The computed discharge conditions then become the
known inlet conditions for the next component. Such a procedure, which marches through the
machine in the direction of flow, is inherently easier to understand than one which combines all
the basic equations applicable to each component in an attempt to reduce the number of
computational steps.
Turbine Wheel
Diffuser
Nozzle
Vaneless Space 1
in
2
3
ex
State Pointsin Nozzle Inlet1 Nozzle Exit2 Turbine Inlet3 Turbine Exitex Diffuser Exit
Figure 7.1: Components of the expansion turbine along the fluid flow path
7.2 Loss mechanisms in a turboexpander The expansion turbine is ideally an isentropic device. But in practice, flow friction, eddy
dissipation, heat transfer from warmer surfaces etc. lead to production of entropy and
consequent reduction in the temperature drop. The deterioration of performance can also be
described in terms of loss of ‘exergy’ or ‘availability’, or in terms of an isentropic efficiency less
than unity. For predicting turbine performance, it is necessary to have detailed knowledge of the
loss mechanisms. The accuracy of the prediction depends on that of the formulas and correlations
used in accounting for the energy losses. In general, the following loss mechanisms are important
in generation of entropy in a radial turbine.
⇒ Viscous friction in either boundary layers or free shear layers. The latter includes the
mixing processes in, for example, a leakage jet.
⇒ Heat transfer across finite temperature differences, e.g., from the mainstream flow of hot
fluid to a cold fluid.
⇒ Non-equilibrium processes which occur in rapid expansion or due to the formation of
shock waves.
By following the mean line method the losses are accounted for in all the associated
components of a turboexpander. A wide variety of flow is encountered in a turboexpander. These
can be classified as:
Guided swirling flow in a stationary duct – Nozzle, Diffuser
Non-guided swirling flow in a stationary duct – Nozzle - rotor interspace
Rotating duct – Turbine rotor

121
A. Losses in the nozzle Radial inflow turbines usually have stator blades located in a flow field where the
meridional velocity is radially inward. The flow through the stator blades is highly accelerating
and, because of the decrease in radius the blade throat is close to, or even behind, the trailing
edge. Flow losses in the nozzle are associated with the high (near sonic) velocities generated in
the converging passages. They can be grouped under three separate heads.
i). Nozzle endwall loss This loss of exergy arises due to boundary layer friction and flow separation on surfaces
normal to the nozzle vanes i.e. on the floor and the ceiling of the nozzle passages.
ii). Trailing edge loss At the trailing edges of the nozzle blades, the gas undergoes sudden expansion, leading
to formation of eddies and consequent loss of exergy.
iii). Clearance loss In machines, where variable height or variable area nozzle is used, there is a flow of gas
through the clearance space around the attachments of the actuating mechanisms. The leakage
of process gas from high to low pressure leads to reduction of effective flow rate and consequent
fall in output power.
B. Losses in the vaneless space The flow between nozzle exit and rotor inlet is considered to be a free vortex flow of a
compressible fluid subjected to the resistance of skin friction. As a result, a strong velocity
gradient is generated leading to viscous losses.
C. Losses in the wheel
Loss mechanisms in turbomachinery passages are rarely independent of each other.
However, three terms “leakage loss”, “endwall loss” and “profile loss” are frequently used in
literature. Leakage losses are related to the leakage vortex that appears in unshrouded rotors. As
noted earlier, the interaction between leakage and secondary losses is strong, and it is not easy
to distinguish between these two. The relative sizes of these losses depend on the design of the
turbine; they can be of equal magnitude, each one of them amounting to a third stage loss.
Because of the twists and turns in the flow field, and the superimposed centrifugal force
field, the chance of flow separation in the wheel passage is high. A long flow passage with slow
turns leads to enhanced viscous drag, whereas short passages with sharp turns enhance the
chances of flow separation. There are four basic loss mechanisms operating in the wheel.

122
i). Passage losses
• Profile loss
Profile loss is the loss of exergy due to skin friction on the blade surface. As such it
depends on the area of the blade in contact with the fluid, the surface finish, and the Reynolds
number and the Mach number of the flow through the passage. All of these effects are governed
by the geometry of the airfoil. The radial inflow turbine has a three-dimensional blade profile and
the flow field generates forces on the blade surfaces due to centrifugal and Coriolis effects.
Losses due to boundary layer friction and separated flow on the blade surfaces are known as
profile losses. The extra loss arising at a trailing edge is also included in profile loss.
• Endwall loss
Endwall loss is also known as secondary loss. Secondary flows are vortices that occur as
a result of the boundary layers and the curvature of the passage, and cause some parts of the
fluid to move in directions other than the principal direction of flow. In the endwall boundary
layers the fluid velocities are lower than the mainstream, and the cross passage pressure gradient
causes the fluid to turn more sharply than at the center of the passage. However, the loss does
not arise directly from the secondary flow but is due to a combination of many factors. In a radial
flow turbine, where the boundary layer has a complex three-dimensional contour, it is very
difficult to predict these flows accurately. There are, however, reasonable empirical correlations
to describe these losses.
ii). Wheel clearance loss Clearance losses constitute a major source of inefficiency in turbine rotor blades. In a
turbomachine, there is a finite pressure difference between pressure and suction surfaces. In
fact, this difference of pressure accounts for loss of performance when fluid leaks through the
clearance gap rather than turning in the blade passage. It is because in doing so the fluid
produces no work. Designers always attempt to minimise the clearance gap. It should be kept in
mind that the gap depends on the cold clearance setting, modified by the elongation of the blade
under centrifugal stress and the differential thermal growth of the blade and casing. The actual
clearance therefore varies not only with operating condition, but also as a function of time
because dimensional changes do not happen instantaneously. This loss is known as clearance
loss.
iii). Rotor trailing edge loss The physically most meaningful expression of pressure losses due to trailing edge
blockage is in terms of the geometric blockage or trailing edge thickness or throat opening ratio
of a cascade. The trailing edge thickness is an important parameter in the design of turbine
blade, and has a significant influence on the overall performance. As the fluid leaves the rotor,
there is a sudden increase in the available cross section. This leads to creation of eddies and
123
dissipation of mechanical energy downstream of the rotor. The resulting loss of exergy is called
‘rotor trailing edge loss’.
iv). Incidence loss at Off-design conditions The aerodynamic design of a turbine is usually carried out in such a manner that
minimum loss occurs at the design point. This implies that the leading edges of the blades are
designed to match the direction of the incoming flow, a condition referred to as optimum or
design incidence. However, most turbines are also required to operate at conditions away from
their design point, and hence the inlet and outlet flow velocity vectors are mismatched with the
leading edge angle of the blades, causing additional losses that are commonly described as
incidence losses.
v). Disk friction loss In addition to the internal flow losses, as described above, external losses must be
considered. The external losses are those which give rise to increases in impeller discharge
stagnation enthalpy without any corresponding increase in pressure. These are classified as disc
friction loss and recirculation loss, but can also include any heat transfer from or to an external
source.
D. Losses in the diffuser The diffuser is a static, diverging channel. The losses are related to fluid friction in the
boundary layer and to flow separation.
E. Miscellaneous losses i). Friction loss This loss arises due to fluid friction on all parts of the machine, except for the blades and
the annulus boundaries. It is usually expressed in terms of the viscous torque on the rotating
disk.
ii). Exit kinetic energy loss The kinetic energy associated with gas leaving the system cannot be recovered; this loss
contributes to the overall deterioration of performance.
iii). Heat in-leak due to solid conduction In cryogenic turboexpanders, especially in small units operating at temperature of liquid
helium, heat conduction from the warm surfaces destroys a considerable amount of refrigeration
produced. For the turbine itself, it translates to a drop in isentropic efficiency.
iv). Seal Leakage Loss In turboexpanders using aerostatic bearings (and some times in aerodynamic bearings as
well) the system is vented to the atmosphere outside the bearings. A moving seal is provided
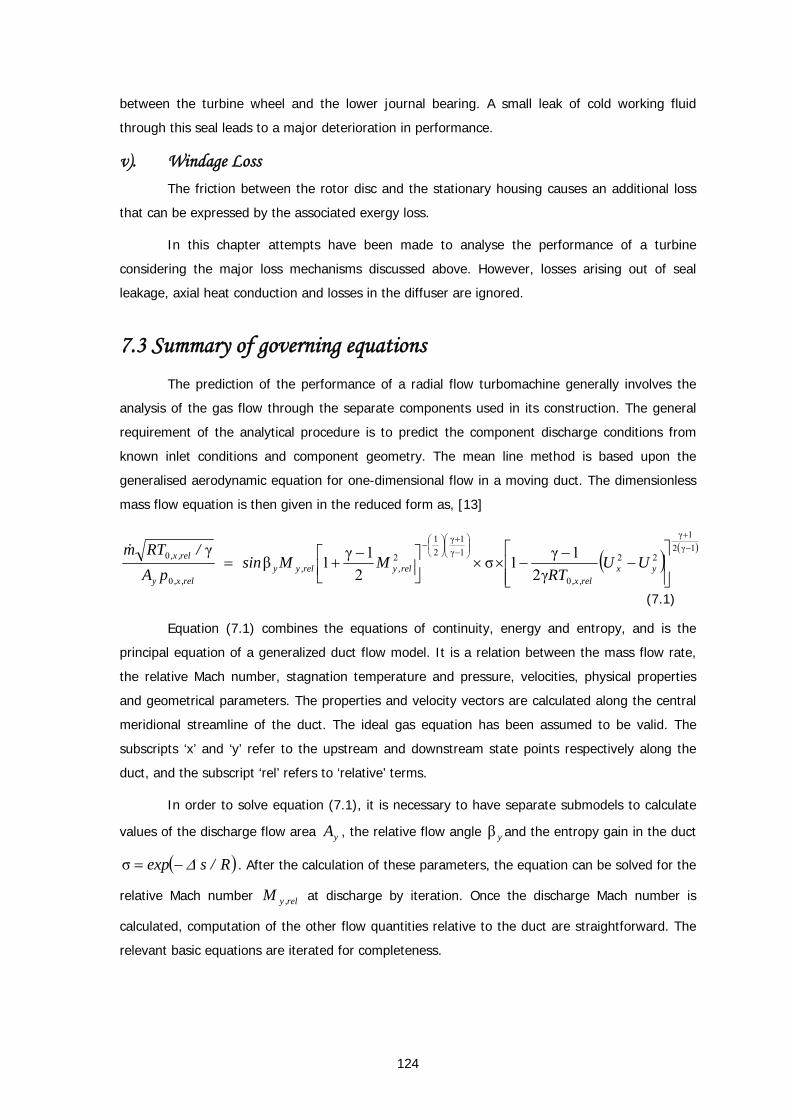
124
between the turbine wheel and the lower journal bearing. A small leak of cold working fluid
through this seal leads to a major deterioration in performance.
v). Windage Loss The friction between the rotor disc and the stationary housing causes an additional loss
that can be expressed by the associated exergy loss.
In this chapter attempts have been made to analyse the performance of a turbine
considering the major loss mechanisms discussed above. However, losses arising out of seal
leakage, axial heat conduction and losses in the diffuser are ignored.
7.3 Summary of governing equations The prediction of the performance of a radial flow turbomachine generally involves the
analysis of the gas flow through the separate components used in its construction. The general
requirement of the analytical procedure is to predict the component discharge conditions from
known inlet conditions and component geometry. The mean line method is based upon the
generalised aerodynamic equation for one-dimensional flow in a moving duct. The dimensionless
mass flow equation is then given in the reduced form as, [13]
( )( )1γ2
1γ
22
0
1γ1γ
21
2
0
0
γ21γ1σ
21γ1β
γ −+
⎟⎟⎠
⎞⎜⎜⎝
⎛−+
⎟⎠⎞
⎜⎝⎛−
⎥⎥⎦
⎤
⎢⎢⎣
⎡−
−−××⎥⎦
⎤⎢⎣⎡ −+= yx
rel,x,rel,yrel,yy
rel,x,y
rel,x, UURT
MMsinpA
/RTm&
(7.1)
Equation (7.1) combines the equations of continuity, energy and entropy, and is the
principal equation of a generalized duct flow model. It is a relation between the mass flow rate,
the relative Mach number, stagnation temperature and pressure, velocities, physical properties
and geometrical parameters. The properties and velocity vectors are calculated along the central
meridional streamline of the duct. The ideal gas equation has been assumed to be valid. The
subscripts ‘x’ and ‘y’ refer to the upstream and downstream state points respectively along the
duct, and the subscript ‘rel’ refers to ‘relative’ terms.
In order to solve equation (7.1), it is necessary to have separate submodels to calculate
values of the discharge flow area yA , the relative flow angle yβ and the entropy gain in the duct
( )R/sexp Δ−=σ . After the calculation of these parameters, the equation can be solved for the
relative Mach number rel,yM at discharge by iteration. Once the discharge Mach number is
calculated, computation of the other flow quantities relative to the duct are straightforward. The
relevant basic equations are iterated for completeness.
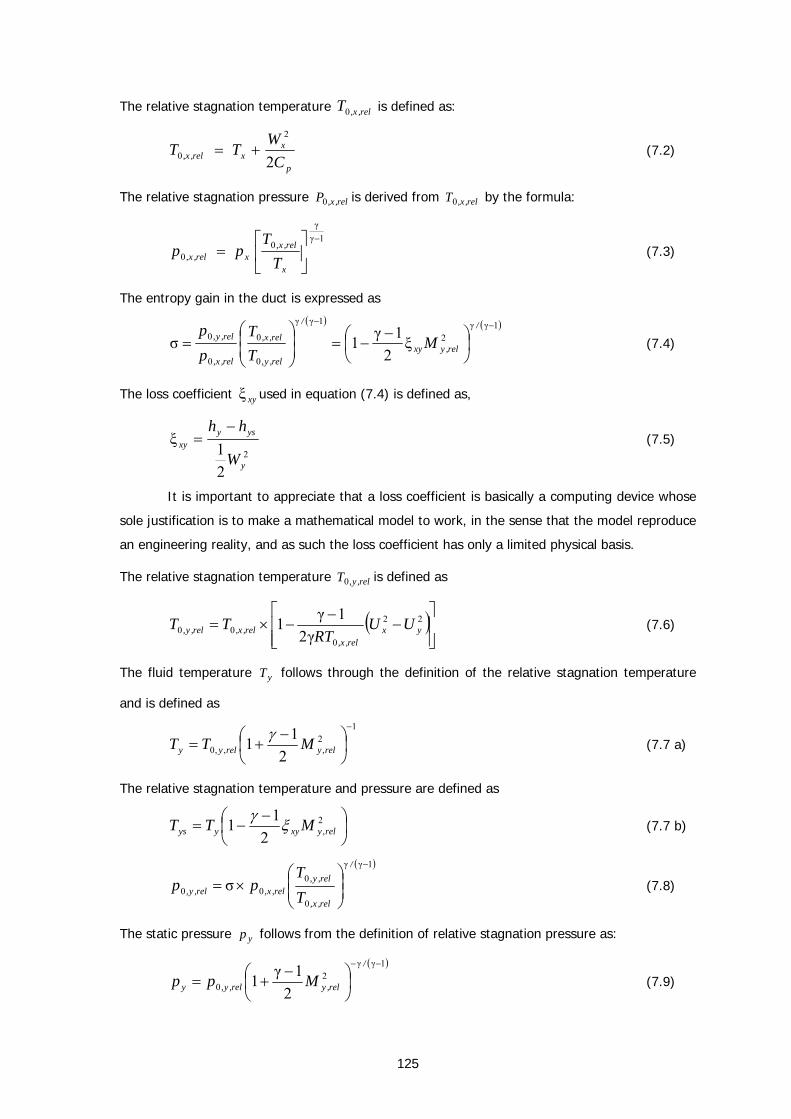
125
The relative stagnation temperature rel,x,T0 is defined as:
p
xxrel,x, C
WTT
2
2
0 += (7.2)
The relative stagnation pressure rel,x,P0 is derived from rel,x,T0 by the formula:
1γγ
00
−
⎥⎦
⎤⎢⎣
⎡=
x
rel,x,xrel,x, T
Tpp (7.3)
The entropy gain in the duct is expressed as
( ) ( )1γγ2
1γγ
0
0
0
0 ξ2
1γ1σ−−
⎟⎠⎞
⎜⎝⎛ −−=⎟
⎟⎠
⎞⎜⎜⎝
⎛=
/
rel,yxy
/
rel,y,
rel,x,
rel,x,
rel,y, MTT
pp
(7.4)
The loss coefficient xyξ used in equation (7.4) is defined as,
2
21
ξy
ysyxy
W
hh −= (7.5)
It is important to appreciate that a loss coefficient is basically a computing device whose
sole justification is to make a mathematical model to work, in the sense that the model reproduce
an engineering reality, and as such the loss coefficient has only a limited physical basis.
The relative stagnation temperature rel,y,T0 is defined as
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡−
−−×= 22
000 γ2
1γ1 yxrel,x,
rel,x,rel,y, UURT
TT (7.6)
The fluid temperature yT follows through the definition of the relative stagnation temperature
and is defined as
12,,,0 2
11−
⎟⎠⎞
⎜⎝⎛ −+= relyrelyy MTT γ
(7.7 a)
The relative stagnation temperature and pressure are defined as
⎟⎠⎞
⎜⎝⎛ −−= 2
,211 relyxyyys MTT ξγ
(7.7 b)
( )1γγ
0
000 σ
−
⎟⎟⎠
⎞⎜⎜⎝
⎛×=
/
rel,x,
rel,y,rel,x,rel,y, T
Tpp (7.8)
The static pressure yp follows from the definition of relative stagnation pressure as:
( )1γγ
20 2
1γ1−−
⎟⎠⎞
⎜⎝⎛ −+=
/
rel,yrel,y,y Mpp (7.9)
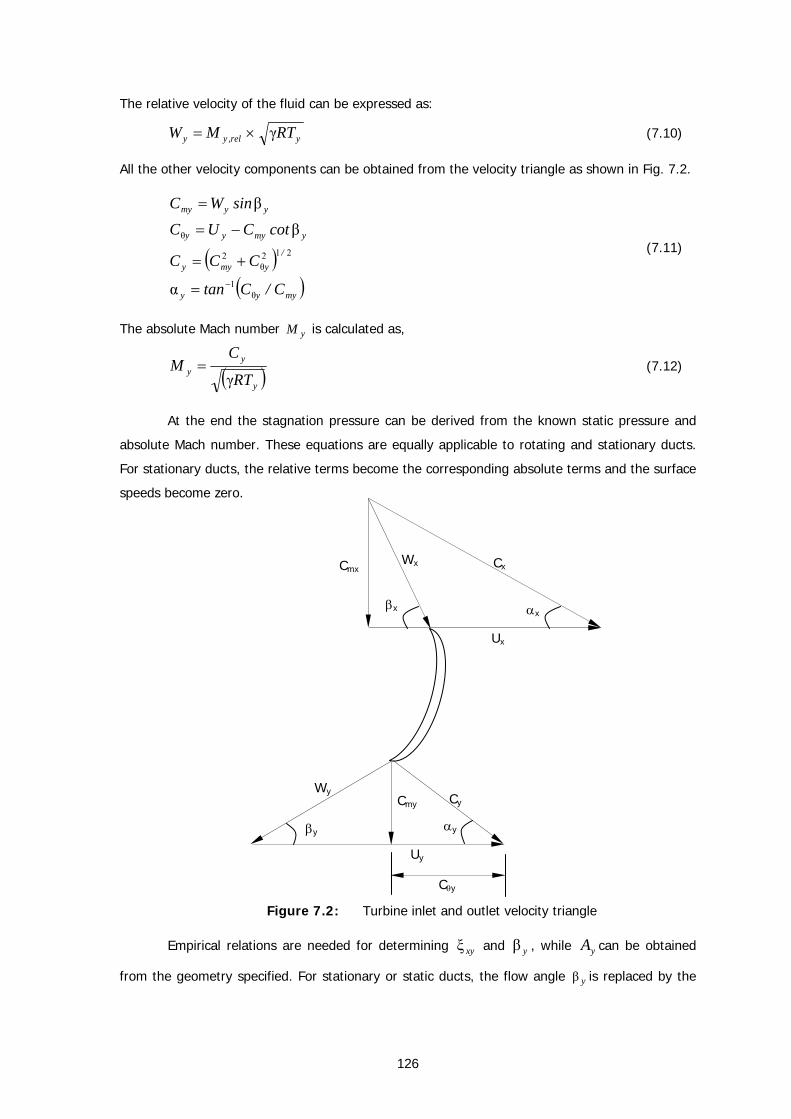
126
The relative velocity of the fluid can be expressed as:
yrel,yy RTMW γ×= (7.10)
All the other velocity components can be obtained from the velocity triangle as shown in Fig. 7.2.
( )( )myyy
/ymyy
ymyyy
yymy
C/Ctan
CCC
cotCUCsinWC
θ1
212θ
2
θ
α
ββ
−=
+=
−=
=
(7.11)
The absolute Mach number yM is calculated as,
( )y
yy RT
CM
γ= (7.12)
At the end the stagnation pressure can be derived from the known static pressure and
absolute Mach number. These equations are equally applicable to rotating and stationary ducts.
For stationary ducts, the relative terms become the corresponding absolute terms and the surface
speeds become zero.
Figure 7.2: Turbine inlet and outlet velocity triangle
Empirical relations are needed for determining xyξ and yβ , while yA can be obtained
from the geometry specified. For stationary or static ducts, the flow angle yβ is replaced by the
βy
βx αx
αy
Cx
Cy
Wx
Wy
Ux
Uy
Cmy
Cmx
Cθy
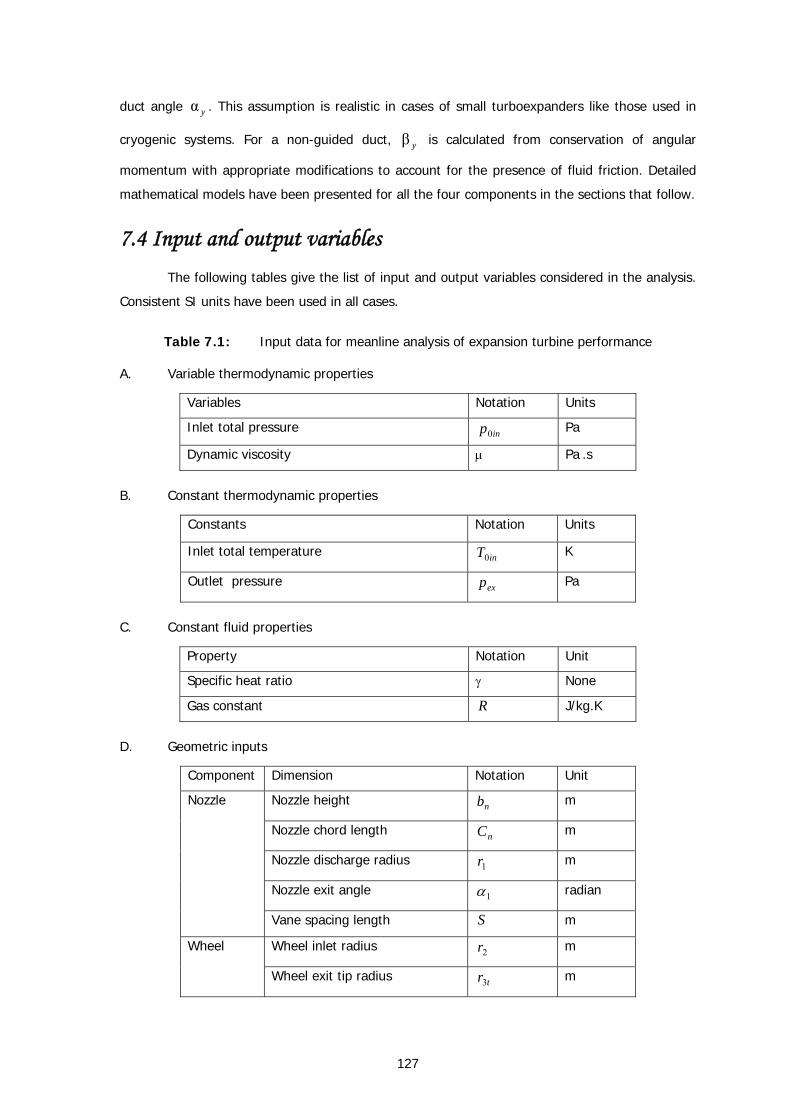
127
duct angle yα . This assumption is realistic in cases of small turboexpanders like those used in
cryogenic systems. For a non-guided duct, yβ is calculated from conservation of angular
momentum with appropriate modifications to account for the presence of fluid friction. Detailed
mathematical models have been presented for all the four components in the sections that follow.
7.4 Input and output variables The following tables give the list of input and output variables considered in the analysis.
Consistent SI units have been used in all cases.
Table 7.1: Input data for meanline analysis of expansion turbine performance
A. Variable thermodynamic properties
Variables Notation Units
Inlet total pressure inp0 Pa
Dynamic viscosity μ Pa .s
B. Constant thermodynamic properties
Constants Notation Units
Inlet total temperature inT0 K
Outlet pressure exp Pa
C. Constant fluid properties
Property Notation Unit
Specific heat ratio γ None
Gas constant R J/kg.K
D. Geometric inputs
Component Dimension Notation Unit
Nozzle height nb m
Nozzle chord length nC m
Nozzle discharge radius 1r m
Nozzle exit angle 1α radian
Nozzle
Vane spacing length S m
Wheel inlet radius 2r m Wheel
Wheel exit tip radius tr3 m
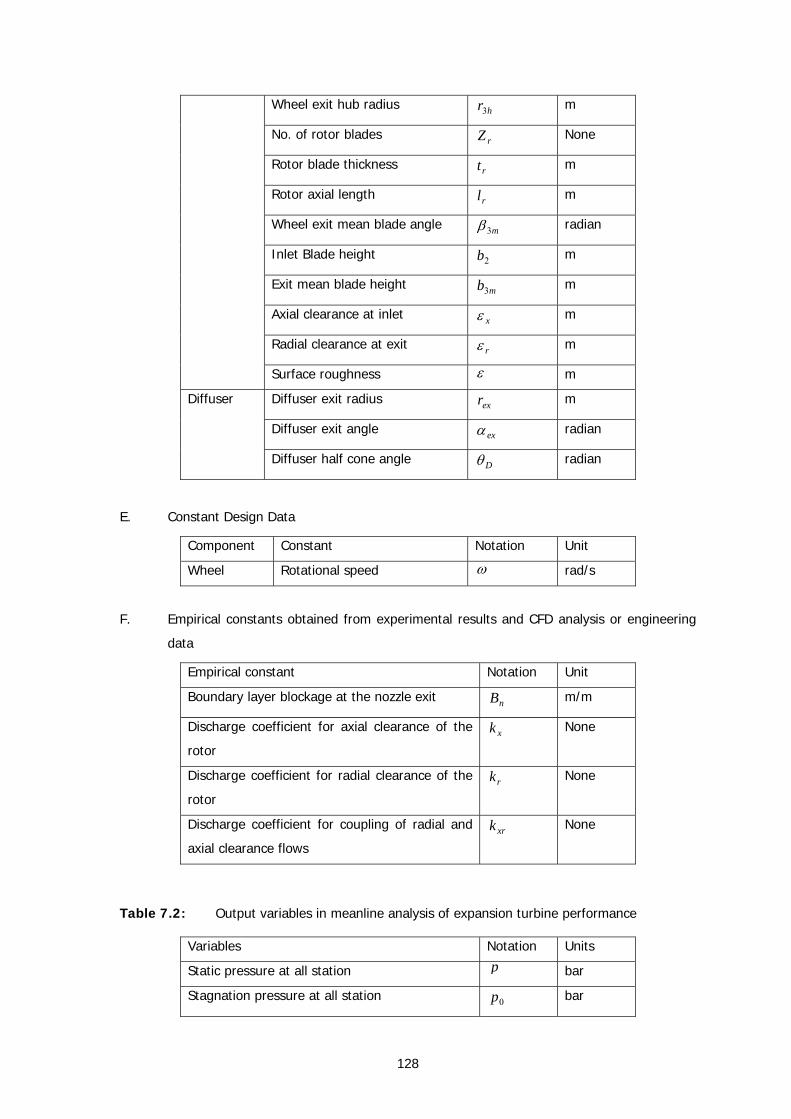
128
Wheel exit hub radius hr3 m
No. of rotor blades rZ None
Rotor blade thickness rt m
Rotor axial length rl m
Wheel exit mean blade angle m3β radian
Inlet Blade height 2b m
Exit mean blade height mb3 m
Axial clearance at inlet xε m
Radial clearance at exit rε m
Surface roughness ε m
Diffuser exit radius exr m
Diffuser exit angle exα radian
Diffuser
Diffuser half cone angle Dθ radian
E. Constant Design Data
Component Constant Notation Unit
Wheel Rotational speed ω rad/s
F. Empirical constants obtained from experimental results and CFD analysis or engineering
data
Empirical constant Notation Unit
Boundary layer blockage at the nozzle exit nB m/m
Discharge coefficient for axial clearance of the
rotor xk None
Discharge coefficient for radial clearance of the
rotor rk None
Discharge coefficient for coupling of radial and
axial clearance flows xrk None
Table 7.2: Output variables in meanline analysis of expansion turbine performance
Variables Notation Units
Static pressure at all station p bar
Stagnation pressure at all station 0p bar
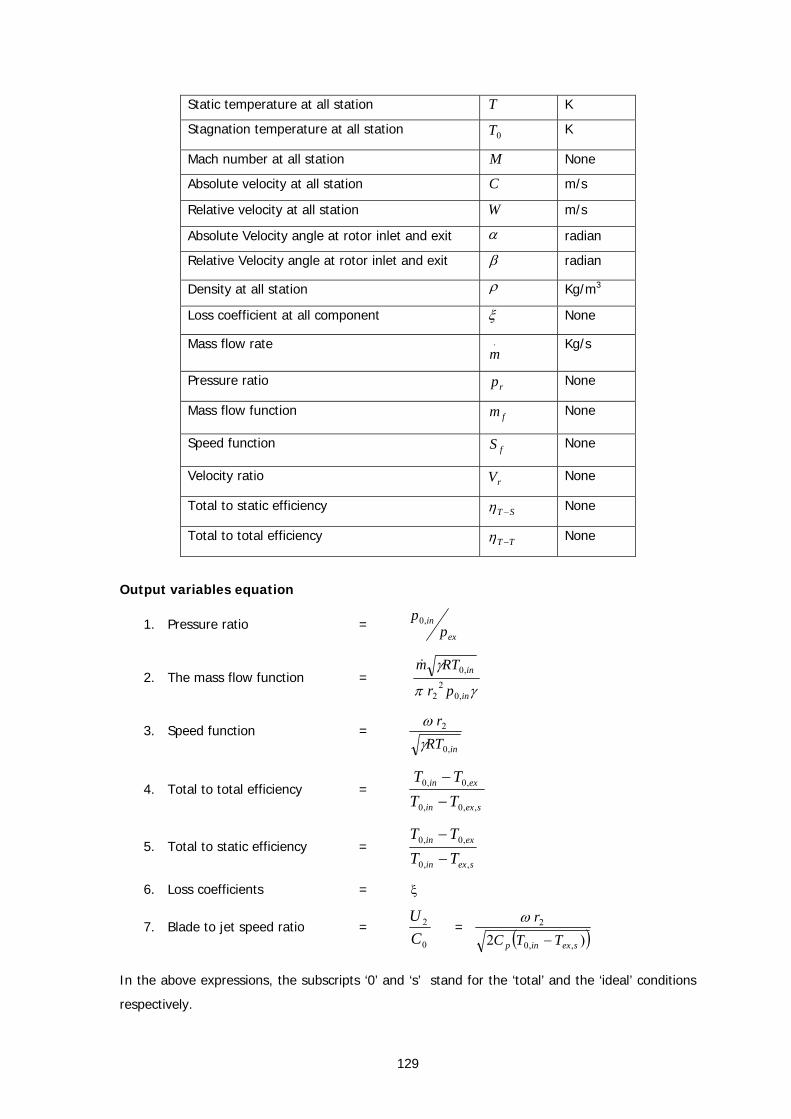
129
Static temperature at all station T K
Stagnation temperature at all station 0T K
Mach number at all station M None
Absolute velocity at all station C m/s
Relative velocity at all station W m/s
Absolute Velocity angle at rotor inlet and exit α radian
Relative Velocity angle at rotor inlet and exit β radian
Density at all station ρ Kg/m3
Loss coefficient at all component ξ None
Mass flow rate .m
Kg/s
Pressure ratio rp None
Mass flow function fm None
Speed function fS None
Velocity ratio rV None
Total to static efficiency ST −η None
Total to total efficiency TT −η None
Output variables equation
1. Pressure ratio = ex
inp
p ,0
2. The mass flow function = γπ
γ
in
in
pr
RTm
,02
2
,0&
3. Speed function = inRT
r
,0
2
γω
4. Total to total efficiency = sexin
exin
TTTT
,,0,0
,0,0
−
−
5. Total to static efficiency = sexin
exin
TTTT
,,0
,0,0
−
−
6. Loss coefficients = ξ
7. Blade to jet speed ratio = 0
2
CU
= ( ))2 ,,0
2
sexinp TTCr−
ω
In the above expressions, the subscripts ‘0’ and ‘s’ stand for the ‘total’ and the ‘ideal’ conditions
respectively.

130
7.5 Mathematical model of components The nozzle
The nozzle is modeled as a converging duct, operating at Mach number close to unity.
For a stator, there is no external work transfer (and it is still assumed to be adiabatic) so that the
total temperature is constant, but there remains an irreversible loss of total pressure. The
dimensionless mass flow equation for the nozzle is given as
1γγ
21
1γ1γ
21
2111
01
0 ξ2
1γ12
1γ1αγ −+
−−
⎥⎦⎤
⎢⎣⎡ −−⎥⎦
⎤⎢⎣⎡ −+= MMMsin
pA/RTm
nin
in& (7.13)
As the fluid passes through the nozzles, boundary layer grows on the blade surfaces and
end walls. Although the accelerating flow generally limits this growth, the blockage can amount to
several percent of the geometric area, so that the actual flow area is
( )nn BbrA −= 1π2 11 (7.14)
and the absolute gas angle is,
nαα1 = [125] (7.15)
For a stator, there is no external work transfer, so the total temperature is constant.
in,, TT 010 = (7.16)
1
21101 2
1γ1−
⎟⎠⎞
⎜⎝⎛ −+×= MTT , (7.17)
111 γRT*MC = (7.18)
In the case of stator there is an irreversible loss of total pressure. The losses associated
with a nozzle can be assessed wholly empirically, based on the limited test data available, or
assumed to be some function of the mean kinetic energy of the fluid, or approximated by means
of flat plate and pipe flow friction relations. The loss is often expressed in terms of a static
enthalpy loss coefficient ( nξ ). Based on the Hiett and Johnston’s data, Benson (1965) quoted the
values of nξ between 0.05 to 0.1 and considered that the overall turbine performance is largely
insensitive to nξ in this range. Benson et al. [125] (1967) retested the Hiett and Johnston
turbine with an 80° nozzle angle, and measured values of nξ which decreased from 0.15 to 0.06
with increased mass flow rate.
Rodgers (1987) gave the following expression for nozzle loss [13]:
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡+=
n.
bn b
sins
cs
cotRe
. 1120
αα3050ξ (7.19)

131
where
s = vane spacing
b = nozzle height
c = chord length
The isentropic temperature will be less than the actual static temperature due to loss and can be
expressed as:
⎟⎠⎞
⎜⎝⎛ −−×= 2
111 ξ2
1γ1 MTT ns (7.20)
( )1γγ
0
101
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
/
in
sin T
Tpp (7.21)
( )1γγ2
1101 21γ1
−
⎟⎠⎞
⎜⎝⎛ −+×=
/
Mpp (7.22)
( )111ρ RT/p= (7.23)
502
1
50
01
11 2
1γ1μμμ.
in
.
in MTT −
⎟⎠⎞
⎜⎝⎛ −+=⎟⎟
⎠
⎞⎜⎜⎝
⎛= (7.24)
The Reynolds number based on nozzle height and exit velocity is expressed as
1
11
μρ n
bbCRe = (7.25)
The independent variable in the calculation process is the exit Mach number 1M . For a
given value of 1M , equations (7.17) to (7.25) are solved in sequential order to obtain the values
of the thermodynamic variables and velocities at the exit of the nozzle. But to solve equation
(7.20), initially a guess value is taken for loss coefficient nξ from literature. Subsequently, nξ is
determined from the empirical equation (7.19) suggested by Whitfield and Baines [13].
Furthermore to get the exact value of nξ an iterative procedure is required. With well-machined
short nozzle vanes, the trailing edge losses can be neglected. Finally, after finding out all the
thermodynamic properties and the loss coefficient of the nozzle, the mass flow rate can be
determined from the equation (7.13).
The vaneless space
The vaneless space is modelled as an unguided converging duct, much like the vaneless
diffuser of a compressor and the bladeless nozzle of turbines, where unguided swirling flow
occurs. For a frictionless flow this leads to a free vortex condition. The losses arise due to viscous
forces and dissipation of eddies.

132
The initial guess value of 2C is taken as
( )2
112 r
r*CguessC = (7.26)
Being a static component, there is no external work transfer, so that the total temperature is
constant.
0102 TT =
pCCTT2
22
022 −= (7.27)
As the flow is unguided the angular momentum equation must be applied in order to
calculate the flow angle 2α . An empirical relationship has been assumed for the exit flow angle
α2 [13].
( )
mrrrcosCC
rr
cosCcosC f
&
122
2111
1
2
22
11 αρπ2αα −
+= (7.28)
where fC is skin friction co-efficient. It is expressed as [13]
250
1
121
μρ
240540
.
nf
b.
CC.C−
⎭⎬⎫
⎩⎨⎧
⎟⎠⎞
⎜⎝⎛ +
= (7.29)
The loss coefficient vsξ accounts for the frictional losses in a duct having hydraulic
diameter equal to the nozzle height and length equal to the radial distance between nozzle exit
and turbine inlet. The loss coefficient vsξ is expressed as
2
2
2121
224ξ ⎟⎟
⎠
⎞⎜⎜⎝
⎛ +⎟⎟⎠
⎞⎜⎜⎝
⎛ −=
CCC
brr
Cn
fvs (7.30)
p
vss C
CTT
2ξ 2
222 −= (7.31)
1γγ
01
2012
−
⎥⎦
⎤⎢⎣
⎡=
TT
pp s (7.32)
Using the above equations a new value of 2C is computed by applying continuity equations
222
22 αsinAp
RTmC
&= (7.33)
The area at the exit of the vaneless space being expressed as
( ) 222 π2 btZrA R−= (7.34)
To calculate 2α from equation (7.28) a guess value of 2C is assumed. A secant algorithm
is followed to arrive at a converged solution of 2C using an iterative procedure.

133
When the governing equations of the vaneless space are solved, state point ‘2’ is
completely defined. The following additional variables are computed to serve as input to the
solution of the equations governing the wheel.
1
2
02202
−γγ
⎟⎟⎠
⎞⎜⎜⎝
⎛=
TT
pp (7.35)
222
222 cos
sintanUC
C−αα
=β (7.36)
where 2U is the circumferential velocity at the inlet of the turbine wheel. It is expressed as:
22 ωrU = (7.37)
2222 βα eccossinCW = (7.38)
p
rel,, CWTT2
22
220 += (7.39)
1γγ
2
20220
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
TT
pp rel,,rel,, (7.40)
2
22ρ RT
p= (7.41)
22
22
22
22UWTCI p −+= (7.42)
In equation (7.42) 2I is the ‘rothalpy’ or relative enthalpy in a rotating frame. Its value remains
constant from entrance to exit.
The turbine wheel
Fluid friction, flow separation, impact, leakage and other dissipative phenomena occurring
in the wheel contribute the maximum towards the inefficiency of a turbomachine. In the case of a
rotor or impeller, the equation for flow conditions at a point applies as long as fluid properties
relative to the rotating component are consistently used, so that the absolute stagnation
temperature and pressure are replaced by relative stagnation values. The calculation of Mach
number is then the relative one. The simplest approach as stated by Futral and Wasserbauer
(1965) is that opt,xβ is considered to be equal to the rotor blade angle of 90° [13]. Therefore the
dimensionless mass flow equation for turbine wheel is expressed as:
( )( ) ( )
( )( )1γ2
1γ
23
22
02
1γ21γ
2333
023
02
γ21γ1
21γ1βσ
γ −+
−+−
⎥⎦
⎤⎢⎣
⎡−
−−⎥⎦
⎤⎢⎣⎡ −+= UU
RT*MMsin
pA/RTm
relrelrel
rel
rel& (7.43)
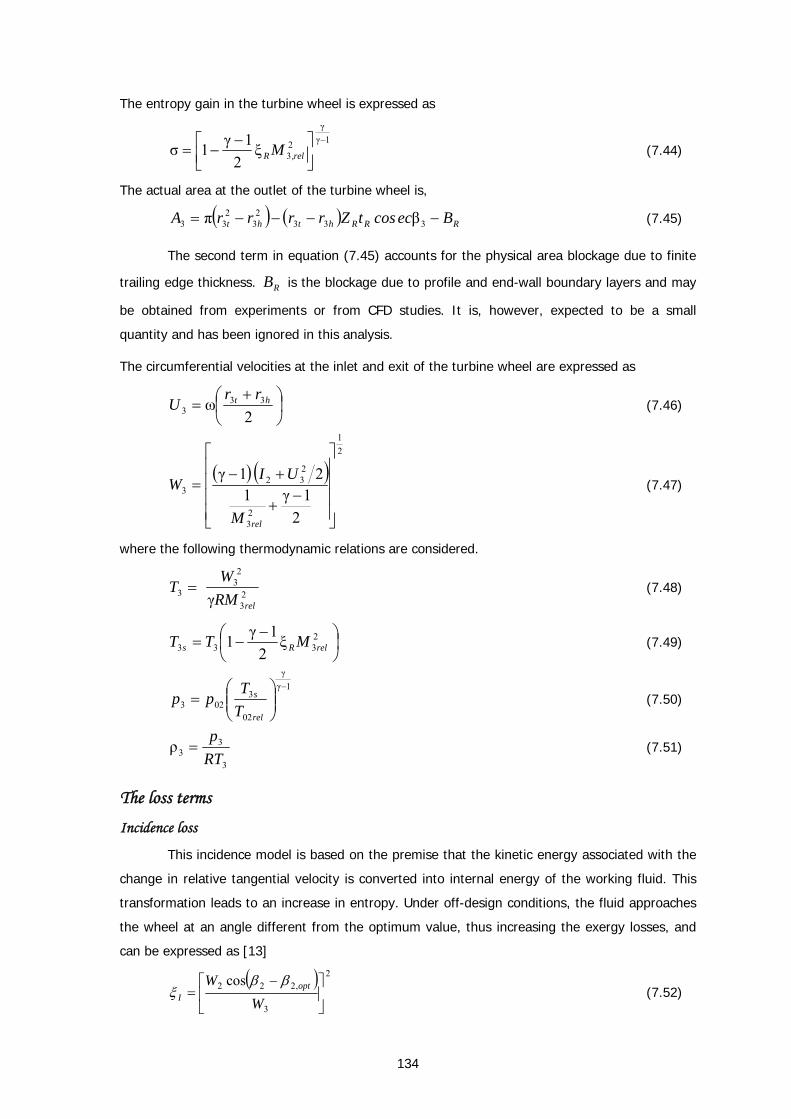
134
The entropy gain in the turbine wheel is expressed as
1γγ
23ξ
21γ1σ
−
⎥⎦⎤
⎢⎣⎡ −−= rel,R M (7.44)
The actual area at the outlet of the turbine wheel is,
( ) ( ) RRRhtht BeccostZrrrrA −−−−= 3332
32
33 βπ (7.45)
The second term in equation (7.45) accounts for the physical area blockage due to finite
trailing edge thickness. RB is the blockage due to profile and end-wall boundary layers and may
be obtained from experiments or from CFD studies. It is, however, expected to be a small
quantity and has been ignored in this analysis.
The circumferential velocities at the inlet and exit of the turbine wheel are expressed as
⎟⎠⎞
⎜⎝⎛ +
=2
ω 333
ht rrU (7.46)
( ) ( )
21
23
232
3
21γ1
21γ
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
−+
+−=
relM
UIW (7.47)
where the following thermodynamic relations are considered.
23
23
3 γ relRMW
T = (7.48)
⎟⎠⎞
⎜⎝⎛ −−= 2
333 ξ2
1γ1 relRs MTT (7.49)
1γγ
02
3023
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
rel
s
TT
pp (7.50)
3
33ρ RT
p= (7.51)
The loss terms
Incidence loss
This incidence model is based on the premise that the kinetic energy associated with the
change in relative tangential velocity is converted into internal energy of the working fluid. This
transformation leads to an increase in entropy. Under off-design conditions, the fluid approaches
the wheel at an angle different from the optimum value, thus increasing the exergy losses, and
can be expressed as [13]
( ) 2
3
,222 cos⎥⎦
⎤⎢⎣
⎡ −=
WW opt
I
ββξ (7.52)

135
where opt,2β is defined as that incidence angle when there is no change in the tangential
component of the velocity at entry to the wheel. It is expressed as,
)Z.(Zcot.cot
RR
opt, 9811α981β 2
2−
−= (7.53)
Passage loss
The passage loss should be a function of the mean kinetic energy. The final formulation
is expressed as [105]
( )
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛ +
⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡⎟⎠⎞⎜
⎝⎛ +
−+⎟⎟⎠
⎞⎜⎜⎝
⎛= 2
3
22
23
3
32
2
233
*sin
*2
168.0W
WW
Cbr
rr
DL
km
ht
h
hpP
βξ (7.54)
The first term in the curly brackets accounts for friction losses. hL and hD are the mean
passage hydraulic length and diameter respectively. The second term in the above equation
accounts for secondary flow losses. It comprises of a factor for the blade loading as a result of
the mean radius change and a factor for the turning of the flow in the tangential plane.
hL is approximated as the mean of two quarter circle distances based on the rotor inlet and exit
and hD is the mean of the inlet and exit hydraulic diameters. These are expressed as [105]
⎥⎦
⎤⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛ −−+⎟⎠
⎞⎜⎝
⎛ −=2243
322 m
mRhb
rrb
lL π (7.55)
( )( ) ⎥
⎥⎦
⎤
⎢⎢⎣
⎡
+−−
+⎟⎟⎠
⎞⎜⎜⎝
⎛+
=mRht
ht
Rh bZrr
rrbZr
brD
333
23
23
22
22 22
421
ππ
ππ
(7.56)
where C is the approximate rotor blade chord [105]
βsinlC R= (7.57)
and, ( )32 ββ21β cotcotcot += (7.58)
The value of pK takes into account the secondary losses. Generally the value of pK is
taken as 0.1, but in case of high specific speed turbines which have a large exducer/inlet tip
radius ratio, pK is taken as 0.2 i.e. the passage loss is multiplied by a factor of 2.0 [105]. It is
expressed as:
⎪⎪⎩
⎪⎪⎨
⎧
<−
>−
=2.02.0
2.01.0
3
32
3
32
brr
for
brr
forK
t
t
p (7.59)

136
Rotor clearance loss
The tip clearance is assumed to act as an orifice. Shear flow is assumed to exist in the
clearance gap, with a velocity varying linearly from zero on the casing to the surface velocity on
the blade. If the tip flow does not produce work, then the loss can be measured as the ratio of
the tip leakage to the mainstream flow rates. The axial and radial clearances of a rotor have
different effects on clearance loss. So the net loss depends on the geometry of the wheel. The
loss due to leakage flow is then given by the relation: [105]
( )rrxxxrrrrxxxR
Cl CCkCkCkZU
εεεεπ8
ξ 2 ++= (7.60)
where xk and rk are the discharge coefficients for the axial and radial portions of the tip gap
respectively. By following the suggestion of Baines [105] that in practice the variations of
efficiency with axial and radial clearances are not independent but that there exists some “cross-
coupling” between them, Dambach et al. [126] suggest that the motion of the blade relative to
the casing also has an influence. In order to account for this, a “cross coupling” coefficient
xrk has been added to the loss equation. Baines [105] has observed that good agreement with
test data has been achieved for the following values of the coefficients.
3.0;75.0;4.0 −=== rxrx kkk (7.61)
xC and xC , used in the above equation (7.60), are expressed as [105]
222
23
β1
sinWb)rr(
C tx
−= (7.62)
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛+
−⎟⎟⎠
⎞⎜⎜⎝
⎛=
33333
2
2
3
β50 sinWbrr.bl
rr
Ctht
Rtr (7.63)
Wheel trailing edge loss
The wheel trailing edge loss has been modeled using the assumption that the drop in
relative total pressure is proportional to the relative kinetic energy at the rotor exit [108]. The
loss is made dependent on the physical blockage rather than on the reduction of axial component
of velocity. By taking account the loss the relative total pressure at the exit of the wheel is
expressed as [108],
( )
2
333
233
02030 βπ2ρ
⎥⎦
⎤⎢⎣
⎡+
=−=Δcosrr
tZWppp
ht
Rrelrelrel (7.64)
The total pressure loss is then converted to the loss co-efficient consistent with equation (7.5)
and can be expressed as
rel
rel
relTE p
pM 03
023γ
2ξΔ
= (7.65)
where,

137
1γγ
02
23
22
02
0203
22−
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛ +−=
rel
pprel
relrel TC
UC
UTpp (7.66)
Disk friction loss
A number of procedures have been published for the computation of disc friction. The
most commonly quoted approach is that by Daily and Nece (1960) [13]. Their results are based
on an experimental investigation of the power required to rotate discs in an enclosed space. Their
empirical equations for a torque coefficient fk are expressed as,
( )
( )⎪⎪⎩
⎪⎪⎨
⎧
×>∈
=×≤∈
=5
22.0
21.0
2
52
5.02
1.02
103ReRe/012.0
103ReRe/7.3
forr
kforr
k ff (7.67)
where 2Re is the impeller Reynolds number and is expressed as
2
2222 μ
ρω rRe = (7.68)
Equation (7.67) is based on shear forces in a laminar and a turbulent boundary layer
respectively, in which the skin friction coefficient is typically a function of 50
2.Re or
202
.Re .
The dynamic viscosity at the entrance of wheel is given by the formula:
50
0
22 μμ
.
in,in T
T⎟⎟⎠
⎞⎜⎜⎝
⎛= (7.69)
The loss coefficient due to disc friction is then given by
23
22
32ρ500
ξWm
krU. fDF &
= (7.70)
where,
2ρρρ 23 += (7.71)
The Overall Rotor Loss Coefficient
The overall rotor loss coefficient Rξ is a composite term consisting of the loss
coefficients discussed above.
DFTECLPIR ξξξξξξ ++++= (7.72)
The rotor equations (7.43) – (7.72) have been solved using a graphical procedure. The
value of m& is taken equal to that calculated while solving the nozzle equations with the assumed
Mach number 1M prevailing at nozzle exit. The relative Mach number at exit relM 3 has been
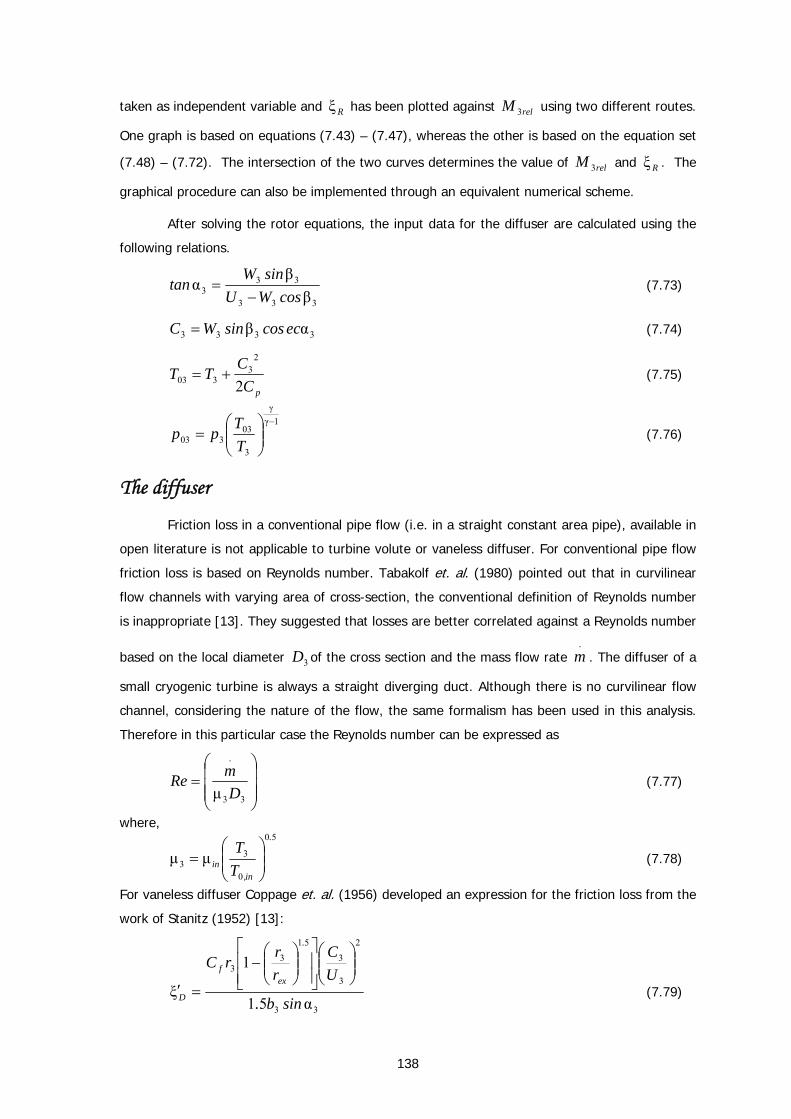
138
taken as independent variable and Rξ has been plotted against relM 3 using two different routes.
One graph is based on equations (7.43) – (7.47), whereas the other is based on the equation set
(7.48) – (7.72). The intersection of the two curves determines the value of relM 3 and Rξ . The
graphical procedure can also be implemented through an equivalent numerical scheme.
After solving the rotor equations, the input data for the diffuser are calculated using the
following relations.
333
333 β
βα
cosWUsinW
tan−
= (7.73)
3333 αβ eccossinWC = (7.74)
pCCTT2
23
303 += (7.75)
1γγ
3
03303
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
TT
pp (7.76)
The diffuser
Friction loss in a conventional pipe flow (i.e. in a straight constant area pipe), available in
open literature is not applicable to turbine volute or vaneless diffuser. For conventional pipe flow
friction loss is based on Reynolds number. Tabakolf et. al. (1980) pointed out that in curvilinear
flow channels with varying area of cross-section, the conventional definition of Reynolds number
is inappropriate [13]. They suggested that losses are better correlated against a Reynolds number
based on the local diameter 3D of the cross section and the mass flow rate .
m . The diffuser of a
small cryogenic turbine is always a straight diverging duct. Although there is no curvilinear flow
channel, considering the nature of the flow, the same formalism has been used in this analysis.
Therefore in this particular case the Reynolds number can be expressed as
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛=
.
DmRe
33μ (7.77)
where, 50
0
33 μμ
.
in,in T
T⎟⎟⎠
⎞⎜⎜⎝
⎛= (7.78)
For vaneless diffuser Coppage et. al. (1956) developed an expression for the friction loss from the
work of Stanitz (1952) [13]:
33
2
3
3
51
33
α51
1
ξsinb.
UC
rr
rC.
exf
D
⎟⎟⎠
⎞⎜⎜⎝
⎛
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
=′ (7.79)

139
For vaneless diffusers Japikse (1982) gave the relationship of fC [13]:
( ) 2051081 .f Re/.kC ×= (7.80)
where numerical value of k is 0.01
The diffuser is modelled as a static diverging duct. The dimensional mass flow equation
for diffuser is
1γγ
21γ1γ
21
2
30
30 ξ2
1γ12
1γ1αγ −−
+−
⎥⎦⎤
⎢⎣⎡ −−⎥⎦
⎤⎢⎣⎡ −+= exDexexex
,ex
, MMMsinPA
/RTm& (7.81)
where, area at the exit of diffuser
4π 2 /DA exex =
and, absolute flow velocity angle, o90α =ex (assuming exit velocity to be purely axial).
The expression for Dξ [127] is given as,
D'DD Secθξξ = (7.82)
where, Dθ is the diffuser half cone angle.
Equations (7.77) to (7.82) are solved using an input with the exit thermodynamic properties
of turbine wheel. But to calculate the exit Mach number exM from the equation (7.81) an initial
guess of exM is required. The value of Mach number exM in equation (7.81) is obtained by the
secant method. After obtaining the value of exM the exit thermodynamic properties of the
diffuser are estimated as given by the following equations.
030 TT ex = (7.83)
⎟⎠⎞
⎜⎝⎛ −+
=2
0
21γ1 ex
exex
M
TT (7.84)
1γγ
03
2
03
ξ2
1γ1−
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛ −−
=T
MTpp
exDex
ex (7.85)
exexex MRTC ×= γ (7.86)
p
exexex C
CTT
2
2
0 += (7.87)
1γγ
00
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
ex
exexex T
Tpp (7.88)

140
γ
1γ
0
000
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
in
exinexs p
pTT (7.89)
7.6 Solution of governing equations The set of equations (7.13) to (7.89) constitutes the governing equations of a
turboexpander under off-design conditions. It contains both implicit and explicit equations. The
primary input to a design or analysis process are the pressure and total temperature at inlet and
exit, fluid properties and geometry of the turbine. Unfortunately, these parameters do not appear
explicitly in some of the equations. To address to this problem, the Mach number at exit of the
nozzle, 1M is taken as the independent variable. The mass flow rate and input conditions are
computed from this input data. The downstream states are computed subsequently. The details
of the computation process are given in the computational flow chart as described in Fig. 7.3.
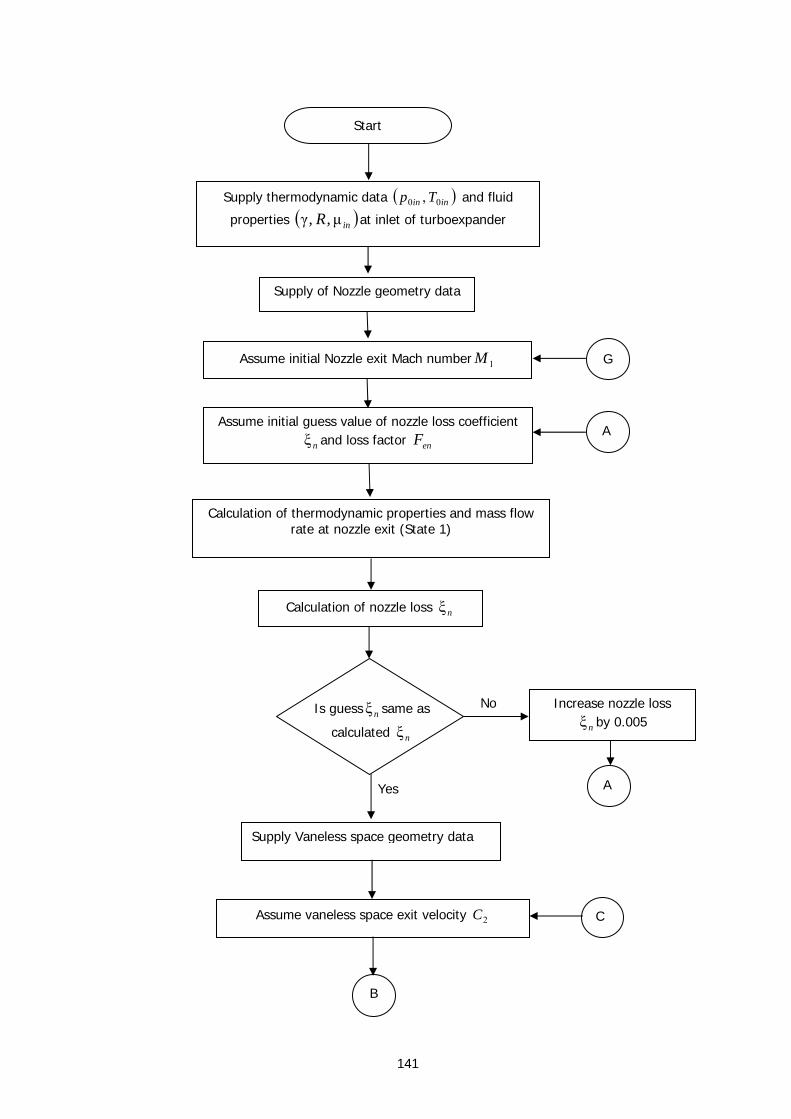
141
C
No
Yes
Is guess nξ same as
calculated nξ
B
Increase nozzle loss
nξ by 0.005
A
Assume initial guess value of nozzle loss coefficient
nξ and loss factor enF
Calculation of thermodynamic properties and mass flow rate at nozzle exit (State 1)
Calculation of nozzle loss nξ
A
Supply of Nozzle geometry data
Start
Supply thermodynamic data ( )inin Tp 00 , and fluid
properties ( )in,R, μγ at inlet of turboexpander
Assume initial Nozzle exit Mach number 1M G
Supply Vaneless space geometry data
Assume vaneless space exit velocity 2C
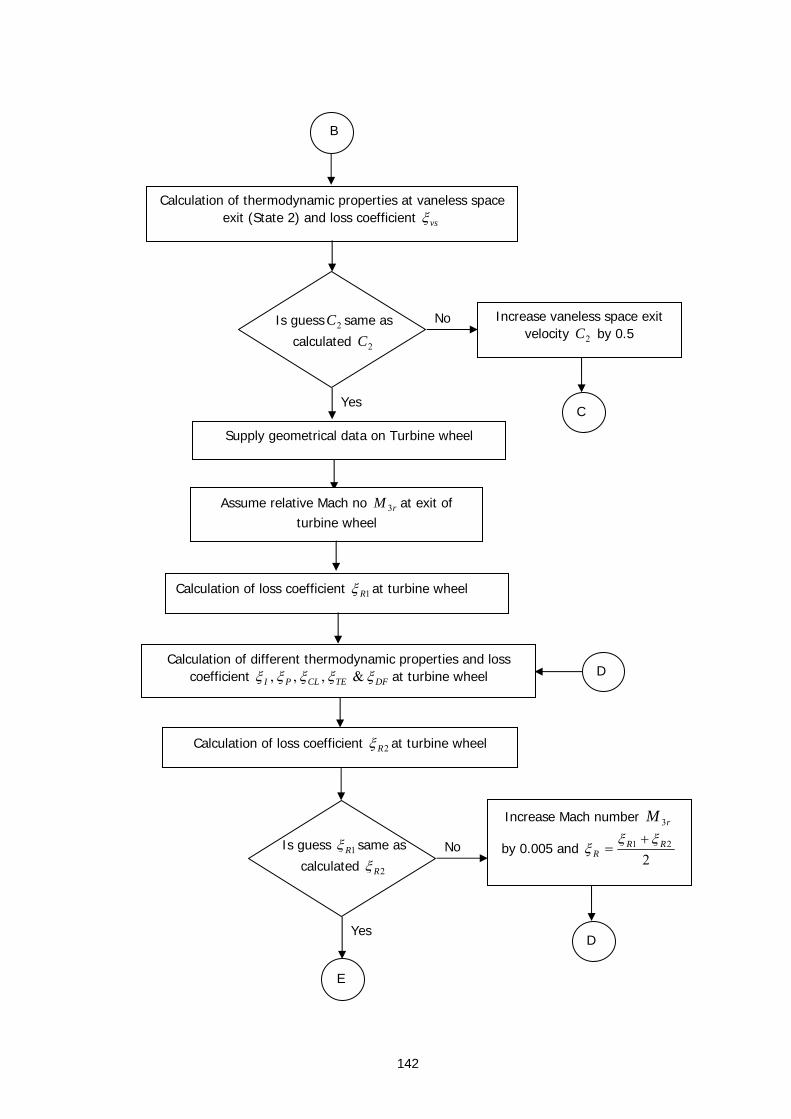
142
B
Supply geometrical data on Turbine wheel
Calculation of thermodynamic properties at vaneless space exit (State 2) and loss coefficient vsξ
Is guess 2C same as
calculated 2C
No
Yes
Increase vaneless space exit velocity 2C by 0.5
C
Calculation of loss coefficient 1Rξ at turbine wheel
Assume relative Mach no rM 3 at exit of turbine wheel
Is guess 1Rξ same as
calculated 2Rξ No
Yes
Increase Mach number rM 3
by 0.005 and 2
21 RRR
ξξξ
+=
D
D Calculation of different thermodynamic properties and loss
coefficient DFTECLPI ξξξξξ &,,, at turbine wheel
Calculation of loss coefficient 2Rξ at turbine wheel
E
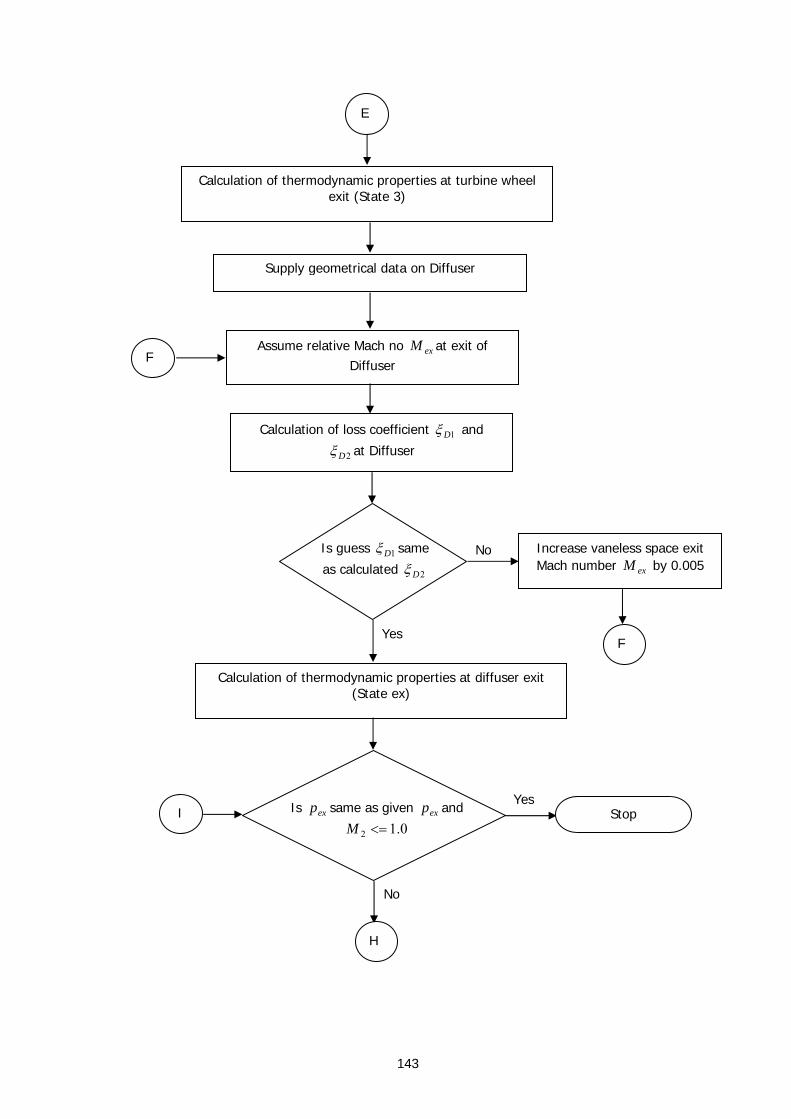
143
Calculation of thermodynamic properties at turbine wheel exit (State 3)
E
Calculation of loss coefficient 1Dξ and
2Dξ at Diffuser
Assume relative Mach no exM at exit of Diffuser
Is guess 1Dξ same
as calculated 2Dξ No
Yes
Increase vaneless space exit Mach number exM by 0.005
F
F
Calculation of thermodynamic properties at diffuser exit (State ex)
Is exp same as given exp and
0.12 <=M
No
YesStop
H
I
Supply geometrical data on Diffuser
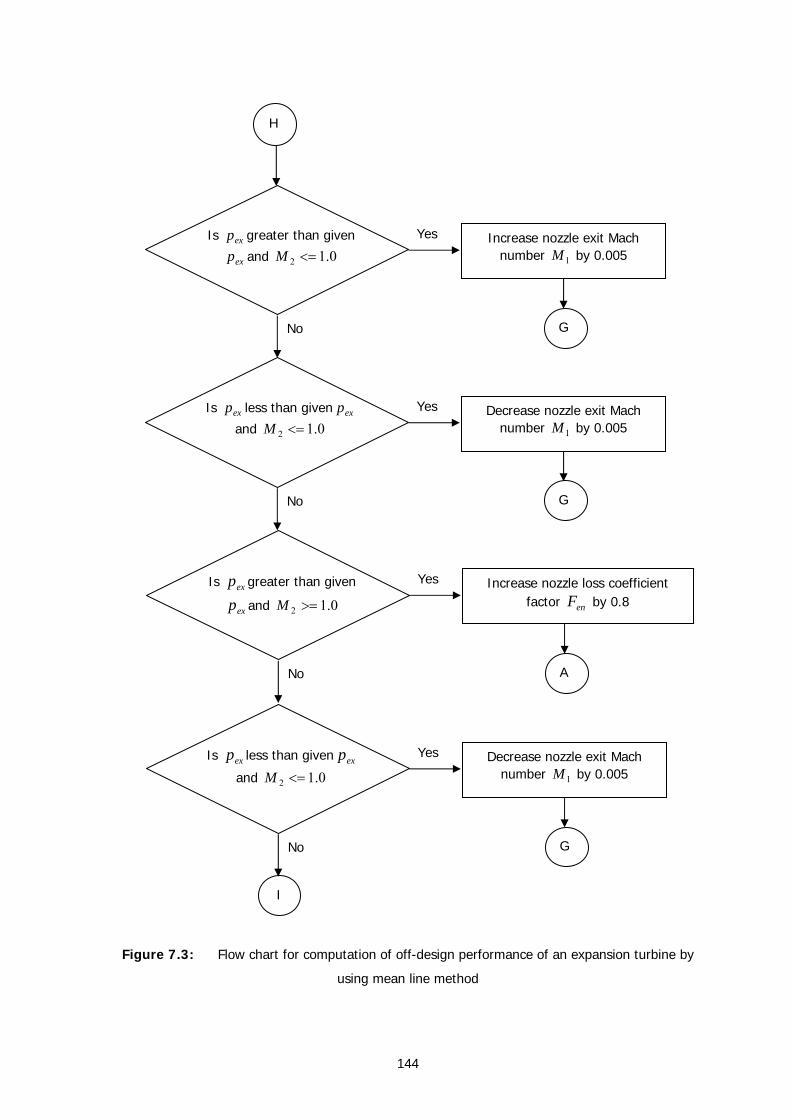
144
Figure 7.3: Flow chart for computation of off-design performance of an expansion turbine by
using mean line method
Decrease nozzle exit Mach number 1M by 0.005
G
Is exp less than given exp
and 0.12 <=M
No
Yes
Increase nozzle loss coefficient factor enF by 0.8
A
Is exp greater than given
exp and 0.12 >=M
No
Yes
I
Decrease nozzle exit Mach number 1M by 0.005
G
Is exp less than given exp
and 0.12 <=M
No
Yes
H
Increase nozzle exit Mach number 1M by 0.005
G
Is exp greater than given
exp and 0.12 <=M
No
Yes
145
7.7 Results and discussion A numerical model of the cryogenic turboexpander has been developed covering all the
constituent units of the turboexpander system to predict its performance under varying operating
conditions. The meanline analysis is carried out in this section and brings out many important
features of turbine performance. A computer program for this procedure has been written in C.
This program uses turbine geometry as input and computes the performance over a range of
rotational speed and pressure ratio.
While most major effects have been included, a few known sources of inefficiency have
been excluded because of the unavailability of appropriate loss correlations. The losses caused by
tip axial and radial clearances, trailing edge thickness and surface roughness have been carried
out to asses their influence on turbine performance. Computation has been performed over a
pressure ratio range of 1.2 to 6.5, at five different values of design speed, i.e. 50%, 75%, 100%,
125% and 150% of the design speed. The followings are some of the major observations from
the computed results.
The performance of a turbomachine can be presented in terms of some non-
dimensionless groups like pressure ratio, mass flow function, efficiency and velocity ratio.
Performance maps for the designed turbine are shown in Figures 7.4 and 7.5. The mass flow rate
increases monotonically with increase in pressure ratio but decreases with that of rotational
speed. It is almost constant after a certain pressure ratio due to chocked flow. Similarly the
efficiency increases initially with pressure ratio but decreases after a certain value of pressure
ratio. For a particular pressure ratio the efficiency depends on rotational speed. The maximum
total to static efficiency of 57.8% is attained for a pressure ratio of 2.6 at the design speed.
The loss coefficient and losses in unit of Watt at the design speed in the basic units of
turboexpander are shown in Figure 7.6 to 7.7. From these figures it can be seen that the
maximum loss occurs in the turbine wheel compared to other units and the loss in the turbine
wheel increases with pressure ratio, whereas the losses in nozzle, vaneless space and diffuser are
almost constant with pressure ratio. Figure 7.8 shows the different loss coefficients in the turbine
wheel. The passage loss is the highest in turbine wheel and increases with pressure ratio. The
trailing edge loss and incidence loss decrease initially with pressure ratio but after a certain
pressure ratio these losses remain constant. The clearance loss and disk friction loss are small
compared to other losses in the turbine wheel.
The variation of Mach number over the different units along the fluid path is shown in
Figure 7.9. The Mach number increases with pressure ratio in all the units. The Mach number at
the inlet of the turbine wheel is the highest and approaches unity at a certain pressure ratio.
The loss coefficients in the nozzle, vaneless space, turbine wheel and diffuser are shown
in Figure 7.10 to 7.13. From Figures 7.10 and 7.11 it can be seen that the loss coefficients in the

146
nozzle and vaneless space decrease with pressure ratio and rotational speed. The turbine and
diffuser loss coefficients increase with pressure ratio at low rotational speeds but almost remain
constant with pressure ratio at high rotational speeds as shown in Figures 7.12 and 7.13. From
the Figures 7.14 to 7.17, it is observed that the losses in the basic units of the turboexpander
operating with different rotational speeds increase with increase of pressure ratio. The loss at a
particular pressure is lower at higher rotational speed. As the rotational speed increases, the back
pressure generated by centrifugal forces also increases, thereby reducing the mass flow rate. At
lower flow rate, the velocity in the nozzle is lower, thus reducing the losses.
As the turbine loss is highest, different loss coefficient for different rotational speed is
shown in Figures 7.18 to 7.22. Figure 7.18 shows the incidence loss coefficient. It decreases with
increase of pressure ratio but increases with increase of high rotational speed. Figure 7.19 helps
to visualize the influence of pressure ratio on passage loss coefficient at different rotational
speeds. The passage loss is observed to be increasing with pressure ratio and decreasing with
rotational speed. At higher pressure ratios, the relative velocity in the wheel is higher, thus
increasing the passage loss. At higher rotational speeds, the back pressure in the rotor increases,
thereby decreasing mass flow rate and relative velocity. As a result, the passage loss, which
varies as the square of the relative velocity, also decreases. This particular loss mechanism has
the highest contribution to the drop in performance of a small turbine. The influence of pressure
ratio at different rotational speeds on clearance loss coefficient is shown in Figure 7.20. The
clearance loss accounts for the leakage of working gas from the pressure face of a blade to the
suction face through the clearance between the rotor and the stationary shroud. The clearance
loss coefficient decreases with pressure ratio but increases with rotational speed. The variation of
trailing edge loss coefficient with increasing pressure ratio for different rotational speeds is shown
in Figure 7.21. The trailing edge loss coefficient decreases with pressure ratio and increases with
rotational speed. The disk friction loss coefficient is very small compared to other loss coefficients
as shown in Figure 7.22. The disk friction loss coefficient decreases with increase of pressure
ratio and increases with increase of rotational speed.
The influence of pressure ratio and rotational speed on Mach number is shown for all
basic units of the turboexpander in Figures 7.23 to 7.26. At all the units, the Mach number
increases with pressure ratio but at a particular pressure ratio the Mach number is higher for low
rotational speeds.
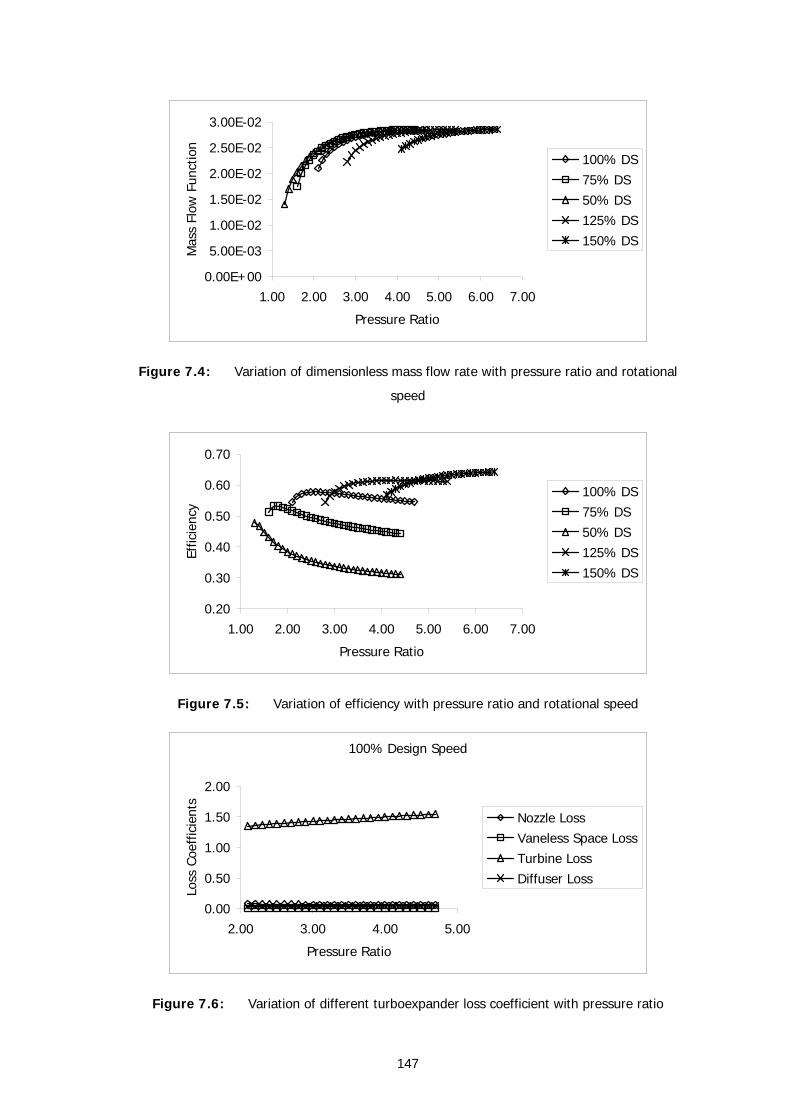
147
0.00E+00
5.00E-03
1.00E-02
1.50E-02
2.00E-02
2.50E-02
3.00E-02
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Mas
s Fl
ow F
unct
ion
100% DS75% DS50% DS125% DS150% DS
Figure 7.4: Variation of dimensionless mass flow rate with pressure ratio and rotational
speed
0.20
0.30
0.40
0.50
0.60
0.70
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Effic
ienc
y
100% DS75% DS50% DS125% DS150% DS
Figure 7.5: Variation of efficiency with pressure ratio and rotational speed
100% Design Speed
0.00
0.50
1.00
1.50
2.00
2.00 3.00 4.00 5.00
Pressure Ratio
Loss
Coe
ffic
ient
s
Nozzle LossVaneless Space LossTurbine LossDiffuser Loss
Figure 7.6: Variation of different turboexpander loss coefficient with pressure ratio
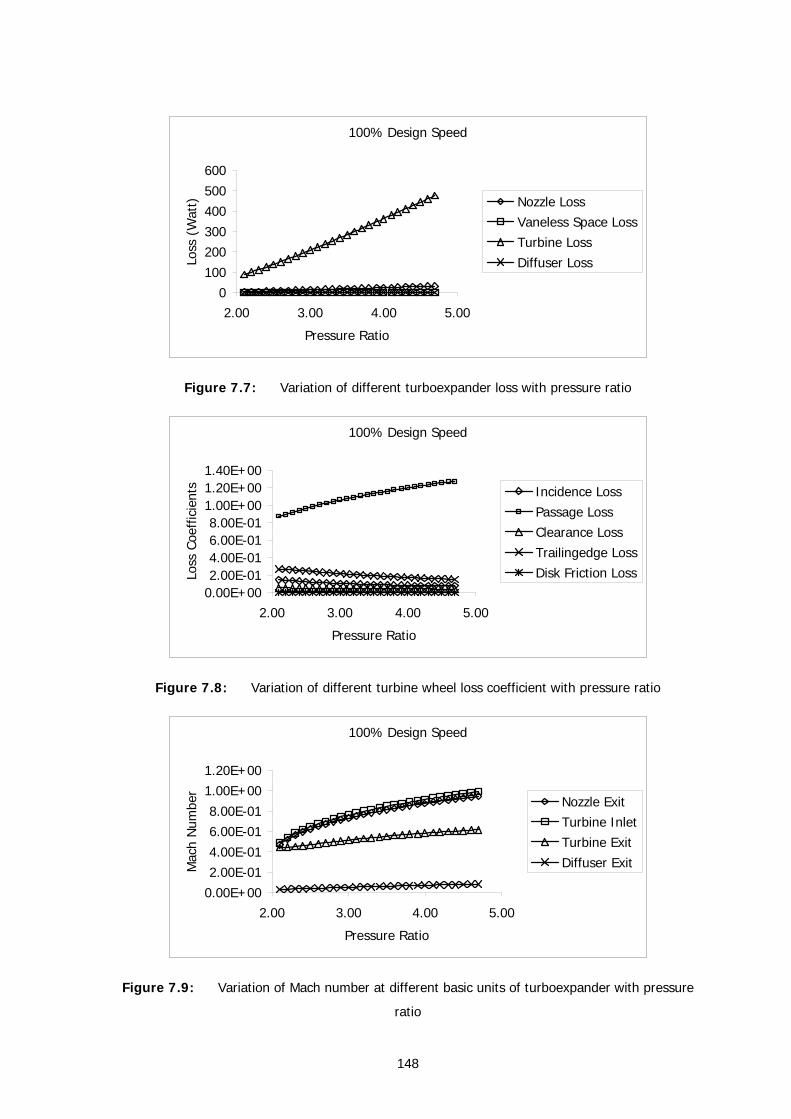
148
100% Design Speed
0100200300400500600
2.00 3.00 4.00 5.00
Pressure Ratio
Loss
(W
att) Nozzle Loss
Vaneless Space LossTurbine LossDiffuser Loss
Figure 7.7: Variation of different turboexpander loss with pressure ratio
100% Design Speed
0.00E+002.00E-014.00E-016.00E-018.00E-01
1.00E+001.20E+001.40E+00
2.00 3.00 4.00 5.00
Pressure Ratio
Loss
Coe
ffic
ient
s Incidence LossPassage LossClearance LossTrailingedge LossDisk Friction Loss
Figure 7.8: Variation of different turbine wheel loss coefficient with pressure ratio
100% Design Speed
0.00E+002.00E-014.00E-016.00E-018.00E-01
1.00E+001.20E+00
2.00 3.00 4.00 5.00
Pressure Ratio
Mac
h N
umbe
r
Nozzle ExitTurbine InletTurbine ExitDiffuser Exit
Figure 7.9: Variation of Mach number at different basic units of turboexpander with pressure
ratio
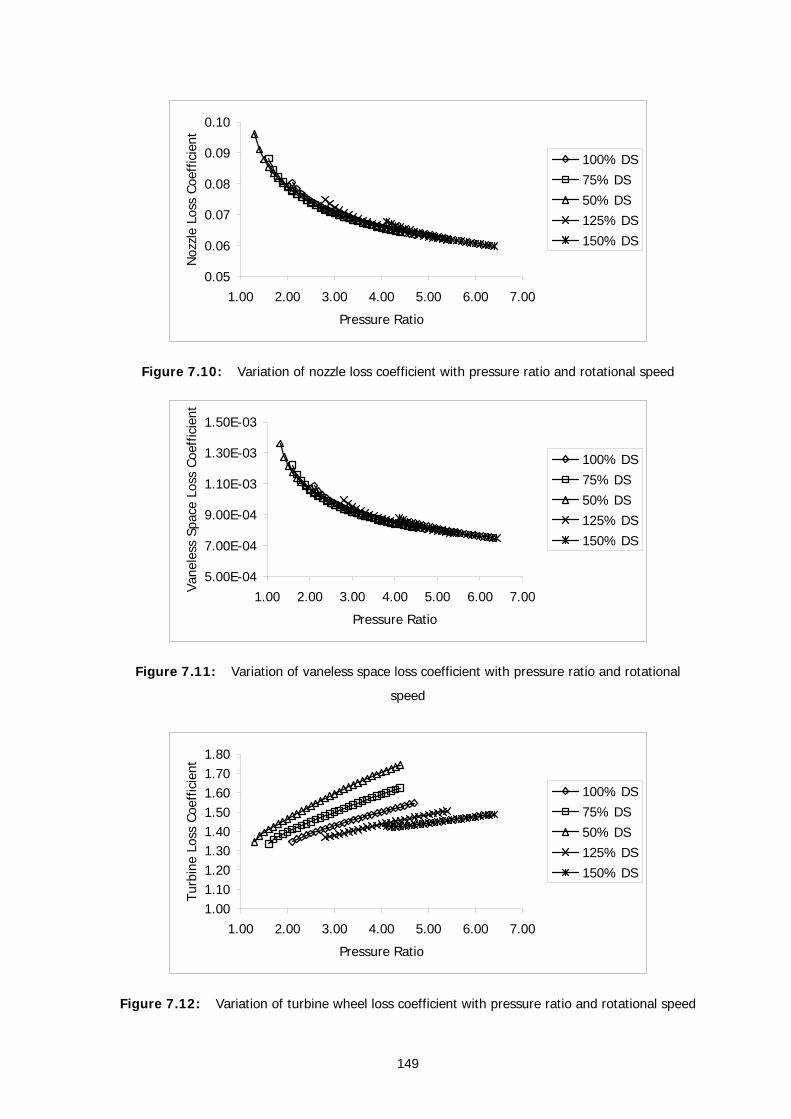
149
0.05
0.06
0.07
0.08
0.09
0.10
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Noz
zle
Loss
Coe
ffic
ient
100% DS75% DS50% DS125% DS150% DS
Figure 7.10: Variation of nozzle loss coefficient with pressure ratio and rotational speed
5.00E-04
7.00E-04
9.00E-04
1.10E-03
1.30E-03
1.50E-03
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Vane
less
Spa
ce L
oss
Coef
ficie
nt
100% DS75% DS50% DS125% DS150% DS
Figure 7.11: Variation of vaneless space loss coefficient with pressure ratio and rotational
speed
1.001.101.201.301.401.501.601.701.80
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Turb
ine
Loss
Coe
ffic
ient
100% DS75% DS50% DS125% DS150% DS
Figure 7.12: Variation of turbine wheel loss coefficient with pressure ratio and rotational speed
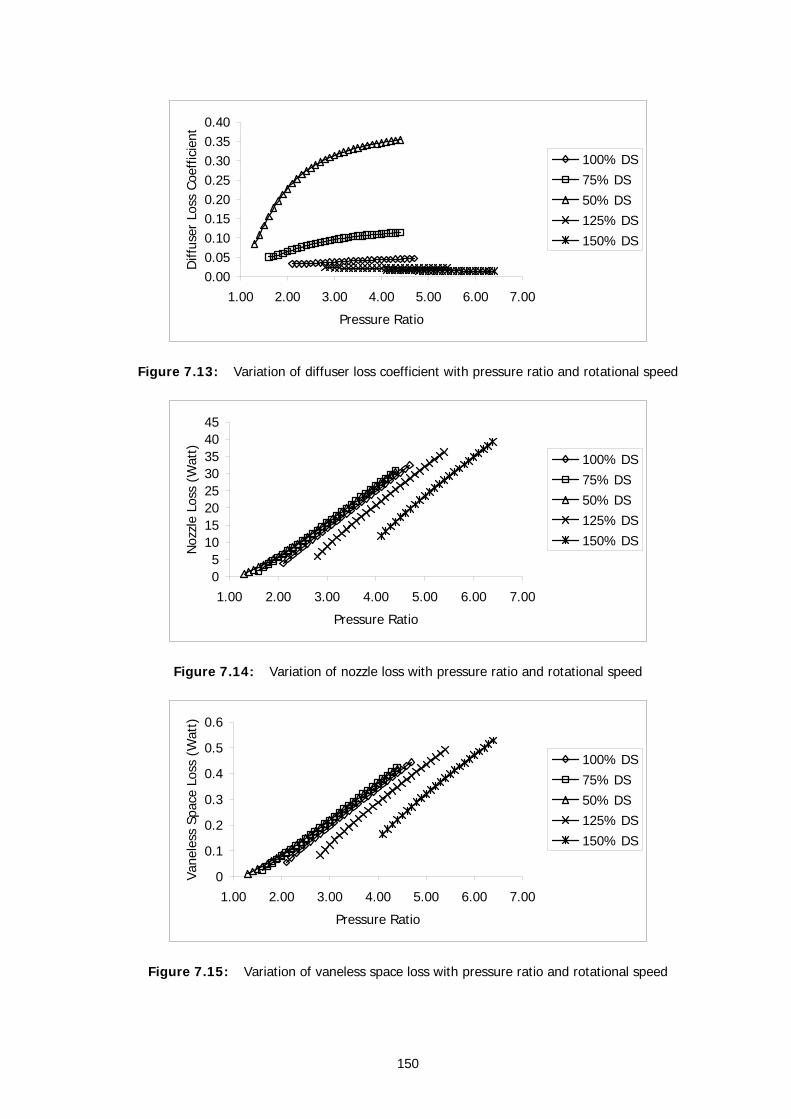
150
0.000.050.100.150.200.250.300.350.40
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Diff
user
Los
s Co
effic
ient
100% DS75% DS50% DS125% DS150% DS
Figure 7.13: Variation of diffuser loss coefficient with pressure ratio and rotational speed
05
1015202530354045
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Noz
zle
Loss
(W
att)
100% DS75% DS50% DS125% DS150% DS
Figure 7.14: Variation of nozzle loss with pressure ratio and rotational speed
0
0.1
0.2
0.3
0.4
0.5
0.6
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Vane
less
Spa
ce L
oss
(Wat
t)
100% DS75% DS50% DS125% DS150% DS
Figure 7.15: Variation of vaneless space loss with pressure ratio and rotational speed
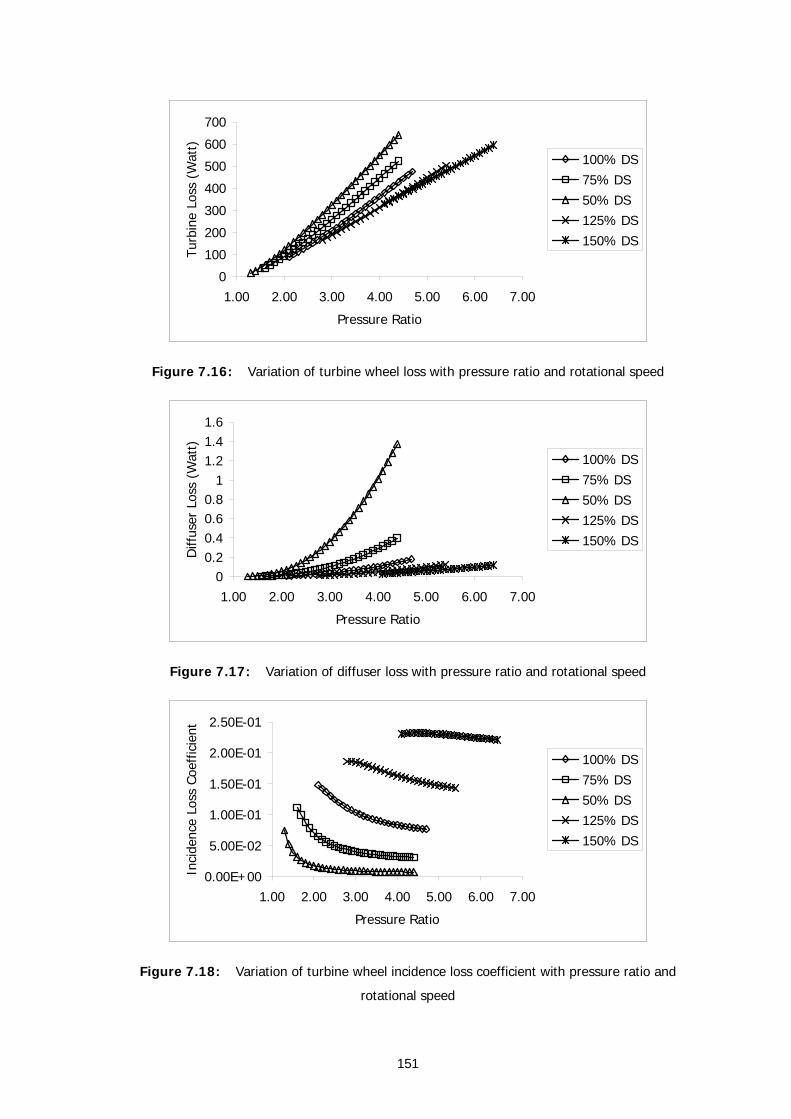
151
0
100
200
300
400
500
600
700
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Turb
ine
Loss
(W
att)
100% DS75% DS50% DS125% DS150% DS
Figure 7.16: Variation of turbine wheel loss with pressure ratio and rotational speed
00.20.40.60.8
11.21.41.6
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Diff
user
Los
s (W
att)
100% DS75% DS50% DS125% DS150% DS
Figure 7.17: Variation of diffuser loss with pressure ratio and rotational speed
0.00E+00
5.00E-02
1.00E-01
1.50E-01
2.00E-01
2.50E-01
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Inci
denc
e Lo
ss C
oeff
icie
nt
100% DS75% DS50% DS125% DS150% DS
Figure 7.18: Variation of turbine wheel incidence loss coefficient with pressure ratio and
rotational speed
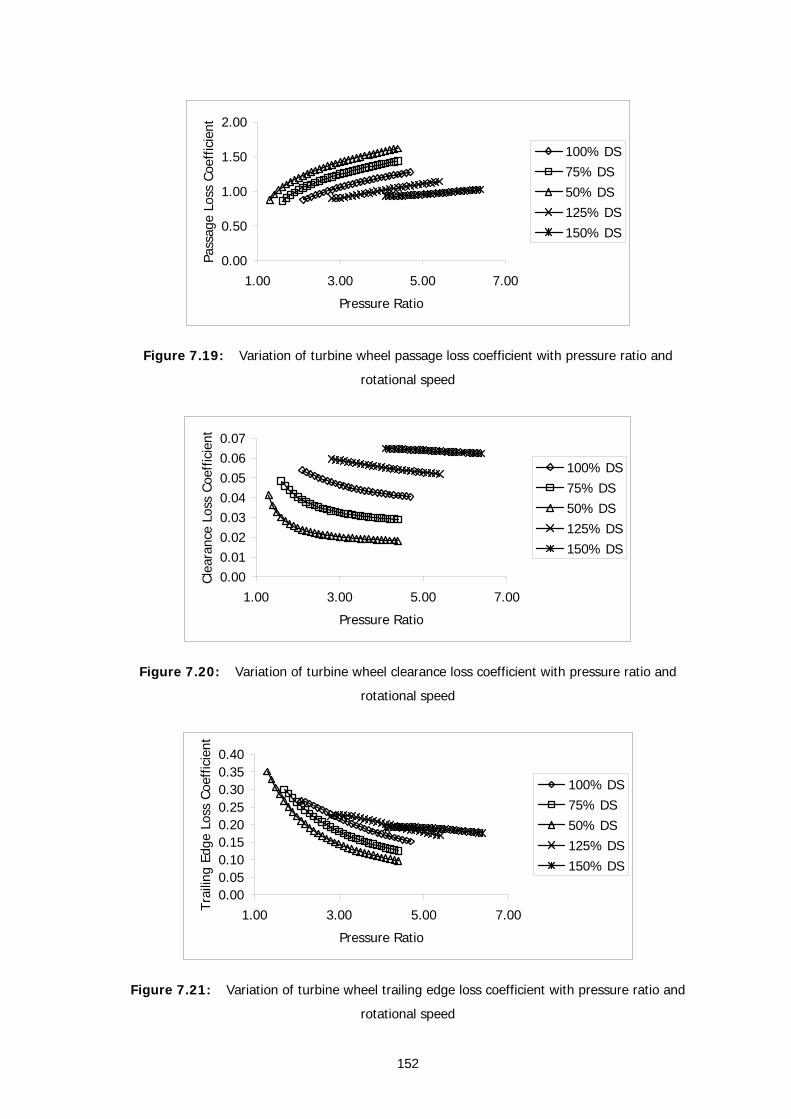
152
0.00
0.50
1.00
1.50
2.00
1.00 3.00 5.00 7.00
Pressure Ratio
Pass
age
Loss
Coe
ffic
ient
100% DS75% DS50% DS125% DS150% DS
Figure 7.19: Variation of turbine wheel passage loss coefficient with pressure ratio and
rotational speed
0.000.010.020.030.040.050.060.07
1.00 3.00 5.00 7.00
Pressure Ratio
Clea
ranc
e Lo
ss C
oeff
icie
nt
100% DS75% DS50% DS125% DS150% DS
Figure 7.20: Variation of turbine wheel clearance loss coefficient with pressure ratio and
rotational speed
0.000.050.100.150.200.250.300.350.40
1.00 3.00 5.00 7.00
Pressure Ratio
Trai
ling
Edge
Los
s Co
effic
ient
100% DS75% DS50% DS125% DS150% DS
Figure 7.21: Variation of turbine wheel trailing edge loss coefficient with pressure ratio and
rotational speed
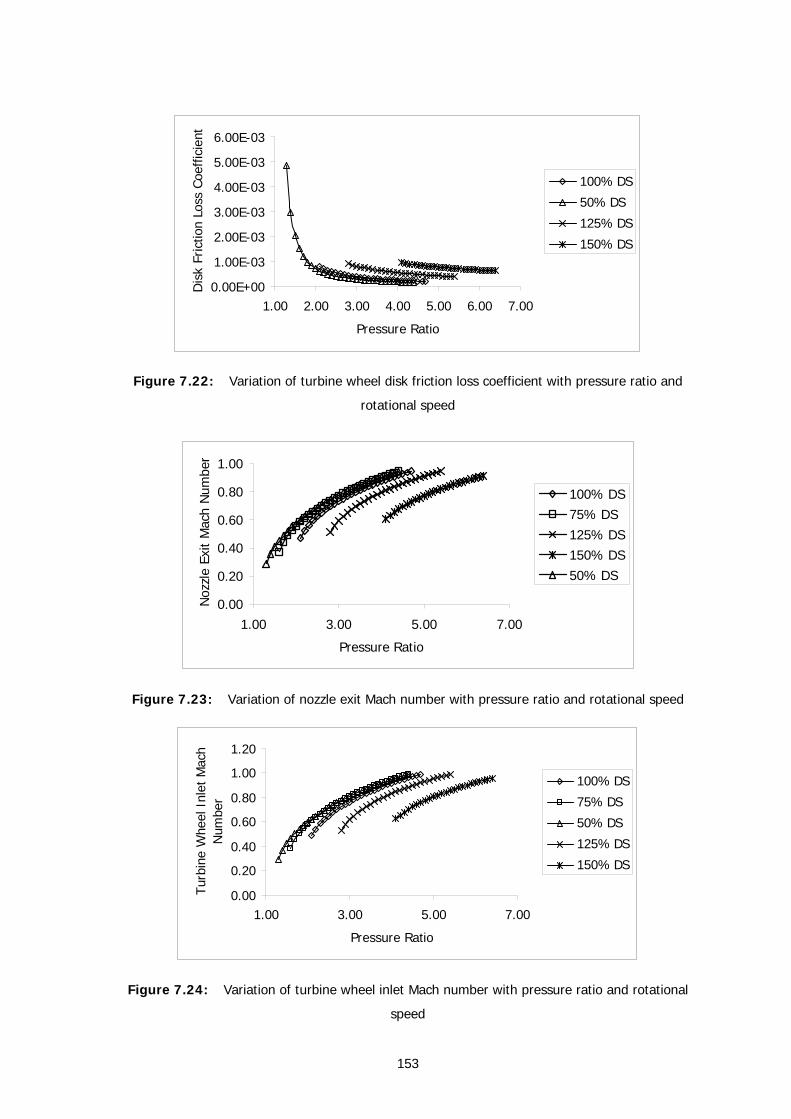
153
0.00E+00
1.00E-03
2.00E-03
3.00E-03
4.00E-03
5.00E-03
6.00E-03
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Dis
k Fr
ictio
n Lo
ss C
oeffi
cien
t100% DS
50% DS
125% DS
150% DS
Figure 7.22: Variation of turbine wheel disk friction loss coefficient with pressure ratio and
rotational speed
0.00
0.20
0.40
0.60
0.80
1.00
1.00 3.00 5.00 7.00
Pressure Ratio
Noz
zle
Exit
Mac
h N
umbe
r
100% DS75% DS125% DS150% DS50% DS
Figure 7.23: Variation of nozzle exit Mach number with pressure ratio and rotational speed
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.00 3.00 5.00 7.00
Pressure Ratio
Turb
ine
Whe
el I
nlet
Mac
h N
umbe
r
100% DS
75% DS
50% DS
125% DS
150% DS
Figure 7.24: Variation of turbine wheel inlet Mach number with pressure ratio and rotational
speed
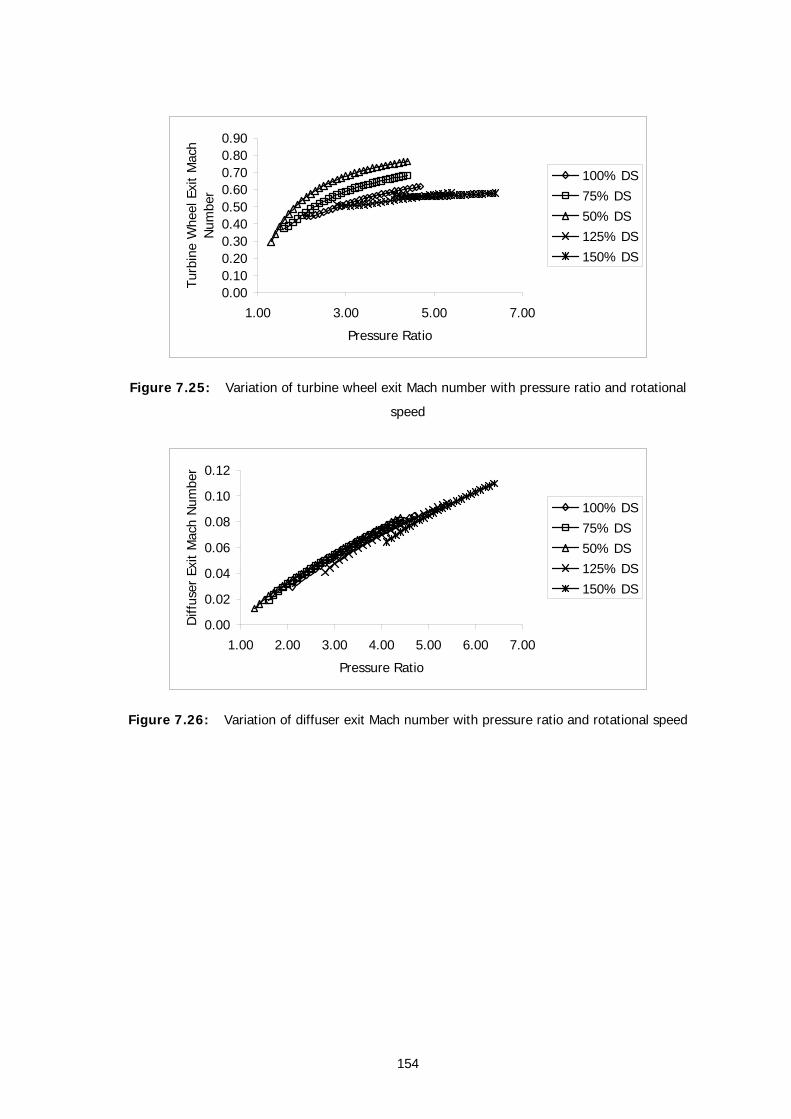
154
0.000.100.200.300.400.500.600.700.800.90
1.00 3.00 5.00 7.00
Pressure Ratio
Turb
ine
Whe
el E
xit
Mac
h N
umbe
r
100% DS75% DS50% DS125% DS150% DS
Figure 7.25: Variation of turbine wheel exit Mach number with pressure ratio and rotational
speed
0.00
0.02
0.04
0.06
0.08
0.10
0.12
1.00 2.00 3.00 4.00 5.00 6.00 7.00
Pressure Ratio
Diff
user
Exi
t M
ach
Num
ber
100% DS75% DS50% DS125% DS150% DS
Figure 7.26: Variation of diffuser exit Mach number with pressure ratio and rotational speed
Chapter VIII
EPILOGUE
Small turboexpanders have found extensive application particularly in cryogenic
refrigeration and liquefaction systems, small liquid oxygen and nitrogen generators, helium
liquefiers and emergency power packs. While the basic technological principles are well
established, finer aspects of technology still remain proprietary information in the hands of a
handful of international companies. The work reported in this thesis is an attempt at designing
and developing an indigenous turboexpander system through numerical analysis and
experimentation. A major aspect of the investigation is the study of different bearings types and
the performance under varying operating conditions. Two different types of thrust bearings and
one class of journal bearings have been used in the experimental study. While tilting pad journal
bearings have performed very well, there are still questions on the right choice for the thrust
bearings. In order to understand the performance of the turboexpander under off design
conditions, a complete performance map of the specified turbine system has been generated.
8.1 Concluding remarks
This work is a modest attempt at studying a cryogenic turboexpander through
experimental and theoretical analyses. Summarising, the following may be seen as the significant
contributions of the present investigation.
i). The thesis presents an updated literature review on almost all aspects of cryogenic
turboexpander, and may serve as a ready reference for future work.
ii). A comprehensive methodology for the design of a turboexpander has been presented. A
prototype expander has been designed, constructed and experimented using this recipe.
iii). The design procedure covers not only the turbine wheel, but also the associated
components such as compressor, shaft, bearings, seals and structural members. While
some of the dimensions have been computed, others have been selected based on
experimented evidence. The component layout has been worked out keeping the critical
clearances and tolerances in view.
156
iv). A numerical model has been developed for parametric analysis and its effect on the
turbine blade profile.
v). A parametric analysis of the blade design process reveals that an optimum value exists
for the free parameters that eliminates the possibility of a dumb-bell shaped blade and
leads to an optimised path length. Optimum values of hk (= 5.0) and ek (=0.75) lead to
the highest machine efficiency with exit radial component 3δ as 9°.
vi). Two experimental test set ups have been constructed in the Cryogenics Laboratory of
NIT Rourkela to study the behaviour of the turbine based on aerostatic and aerodynamic
thrust bearings.
vii). The prototype expander with aerostatic thrust bearings has been tested at 100,000 r/min
giving a temperature drop of 16ºC, whereas the aerodynamic grooved thrust bearings
sustained a rotational speed of 200,000 r/min while giving a temperature drop of 30ºC.
viii). It has been observed that the spiral grooved thrust bearings have performed consistently
well, but need to be protected against rubbing during start ups and shutdown.
ix). A formal procedure has been developed for predicting the performance of the turbine
under varying operating conditions, and for studying the effects of geometrical features
such as clearances, surface roughness on turbine etc.
x). The maximum total to static efficiency of 57.8% is attained at a pressure ratio of 2.6 for
the design speed.
xi). The mass flow rate has been observed to increase with increase with pressure ratio and
to decrease with rotational speed. Beyond a specified pressure ratio, it remains almost
constant with increase of pressure ratio.
xii). Turbine total to static efficiency increases initially with pressure ratio but decreases
beyond a certain pressure ratio.
xiii). While studying losses in a turbine, it has been observed that the maximum loss occurs in
the turbine wheel compared to other units of the turboexpander and that this loss
increases with increase in pressure ratio.
8.2 Scope for future work
Development of a sophisticated engineering product like the cryogenic expansion turbine
is a continuous process. A lot of work is yet to be done on the system reliability and
standardisation before the turboexpander can be used safely in refrigerators and liquefiers.
However it can be presumed that the valuable experience gained with the design and fabrication
of the turboexpander and associated components have resulted in the generation of a knowledge
base that will enable us to design more sophisticated systems in the days to come.
157
Some further works on the topic, which may be taken up in a larger environment are the
following:
i). Design and testing of turbines with alternative bearings such as foil bearings, and study
of their stability under continuous operation.
ii). More robust numerical models for prediction of off-design characteristics of the turbine,
incorporating loss coefficients obtained from CFD and/or experiments at cryogenic
temperature.
iii). Flow analysis inside the turboexpander by using CFD.
iv). Aerostatic thrust bearings still need significant development effort.
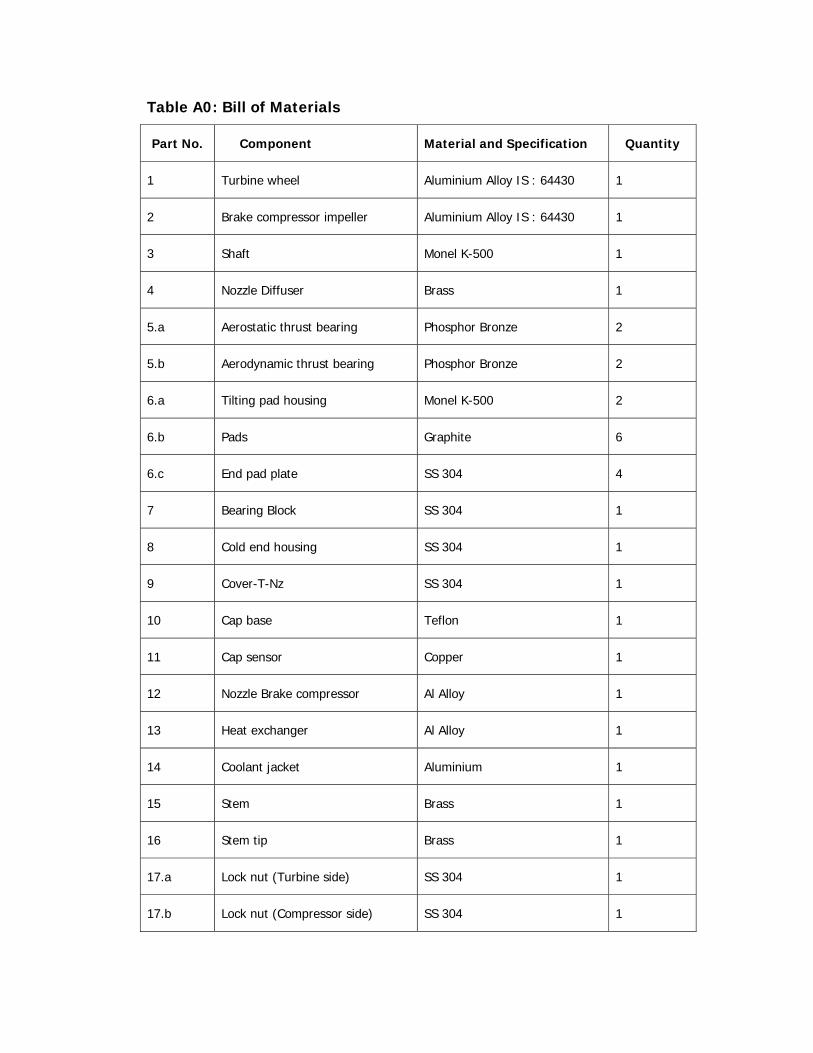
Table A0: Bill of Materials
Part No. Component Material and Specification Quantity
1 Turbine wheel Aluminium Alloy IS : 64430 1
2 Brake compressor impeller Aluminium Alloy IS : 64430 1
3 Shaft Monel K-500 1
4 Nozzle Diffuser Brass 1
5.a Aerostatic thrust bearing Phosphor Bronze 2
5.b Aerodynamic thrust bearing Phosphor Bronze 2
6.a Tilting pad housing Monel K-500 2
6.b Pads Graphite 6
6.c End pad plate SS 304 4
7 Bearing Block SS 304 1
8 Cold end housing SS 304 1
9 Cover-T-Nz SS 304 1
10 Cap base Teflon 1
11 Cap sensor Copper 1
12 Nozzle Brake compressor Al Alloy 1
13 Heat exchanger Al Alloy 1
14 Coolant jacket Aluminium 1
15 Stem Brass 1
16 Stem tip Brass 1
17.a Lock nut (Turbine side) SS 304 1
17.b Lock nut (Compressor side) SS 304 1
18.a Thermal Insulator 1 Nylon-6 1
18.b Thermal Insulator 2 Nylon-6 1
18.c Thermal Insulator 3 Teflon 1
19 Water nozzle SS 304 2
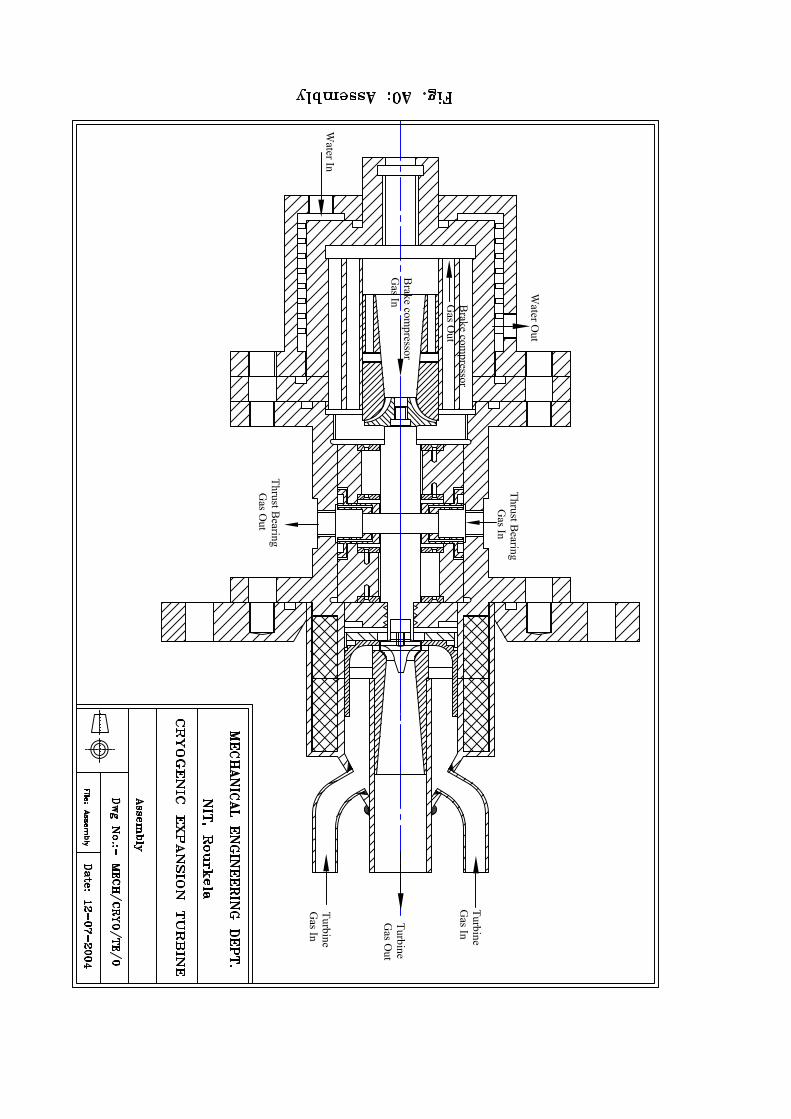
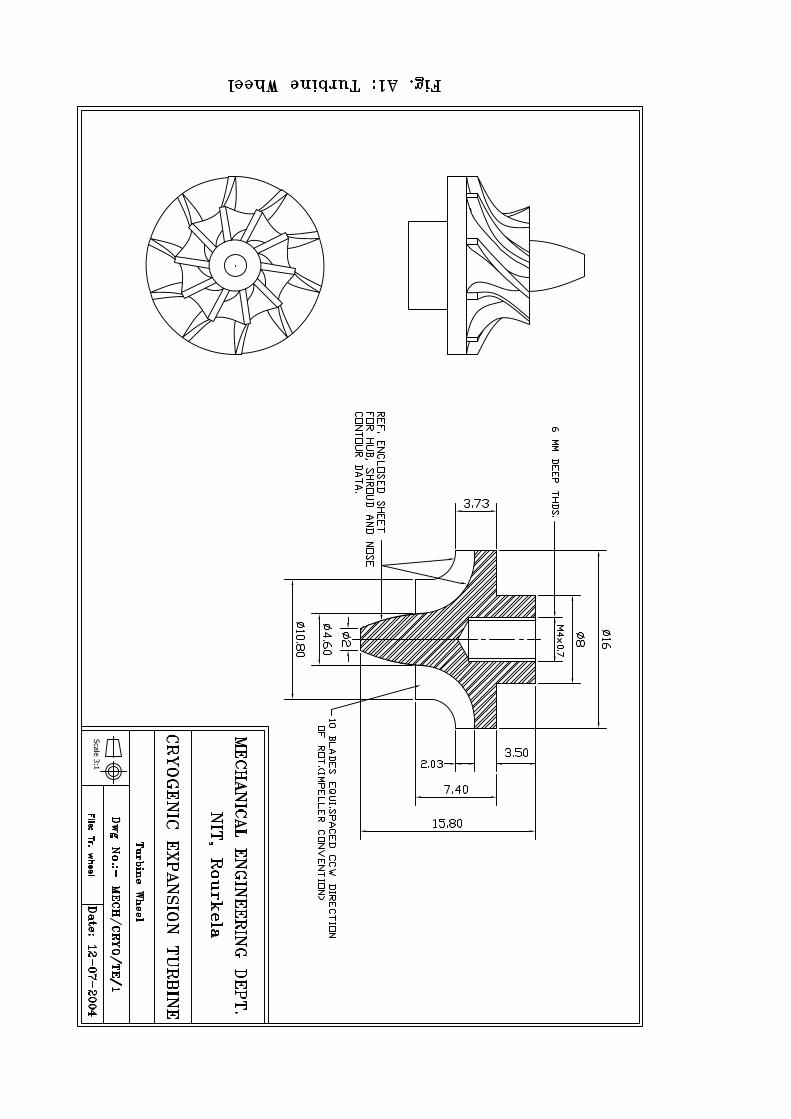
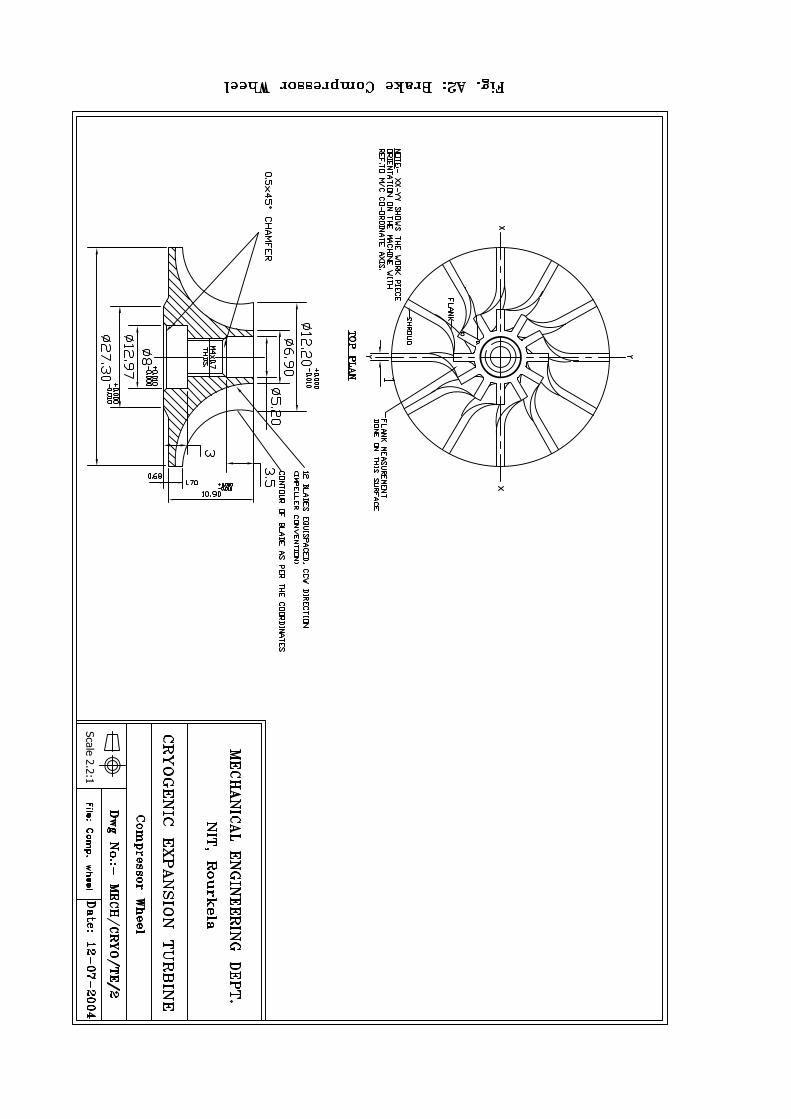
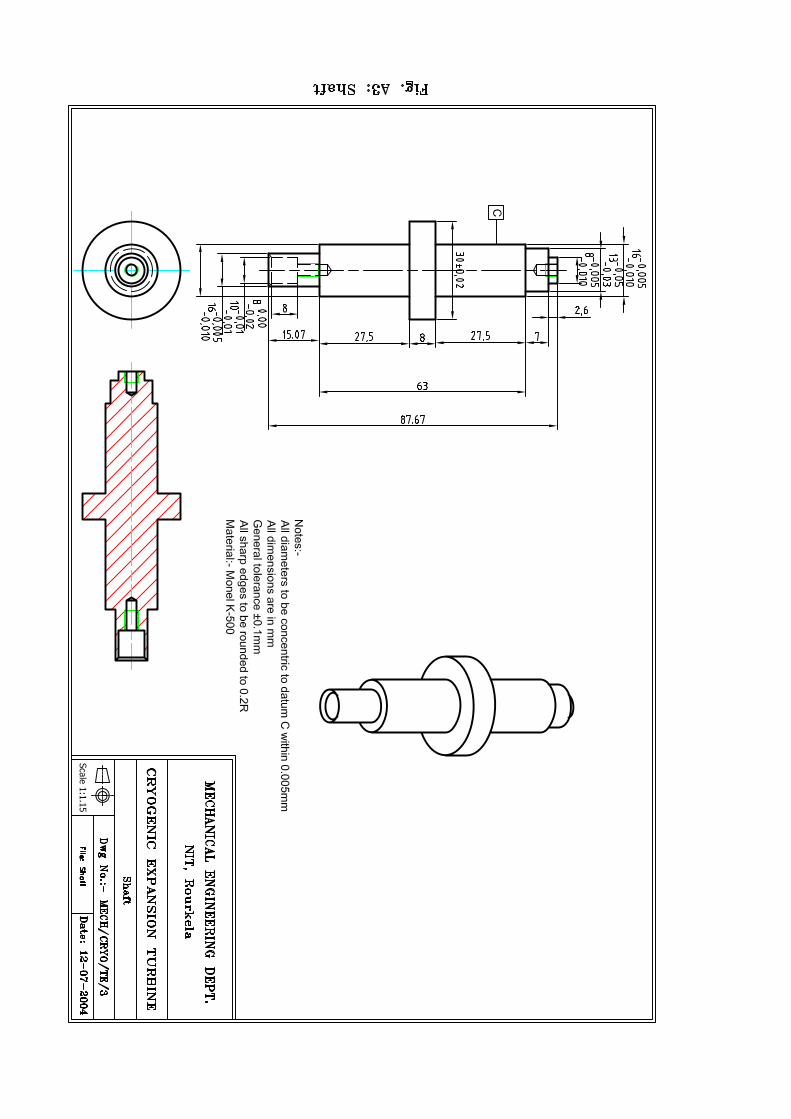
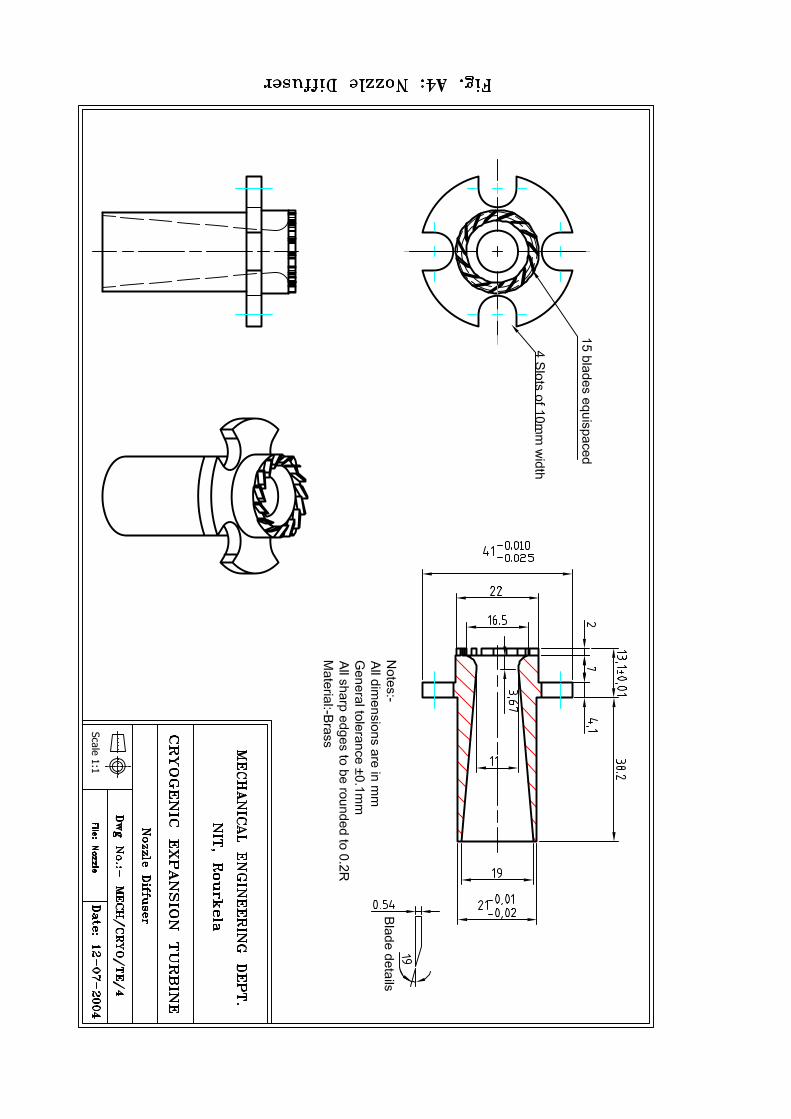
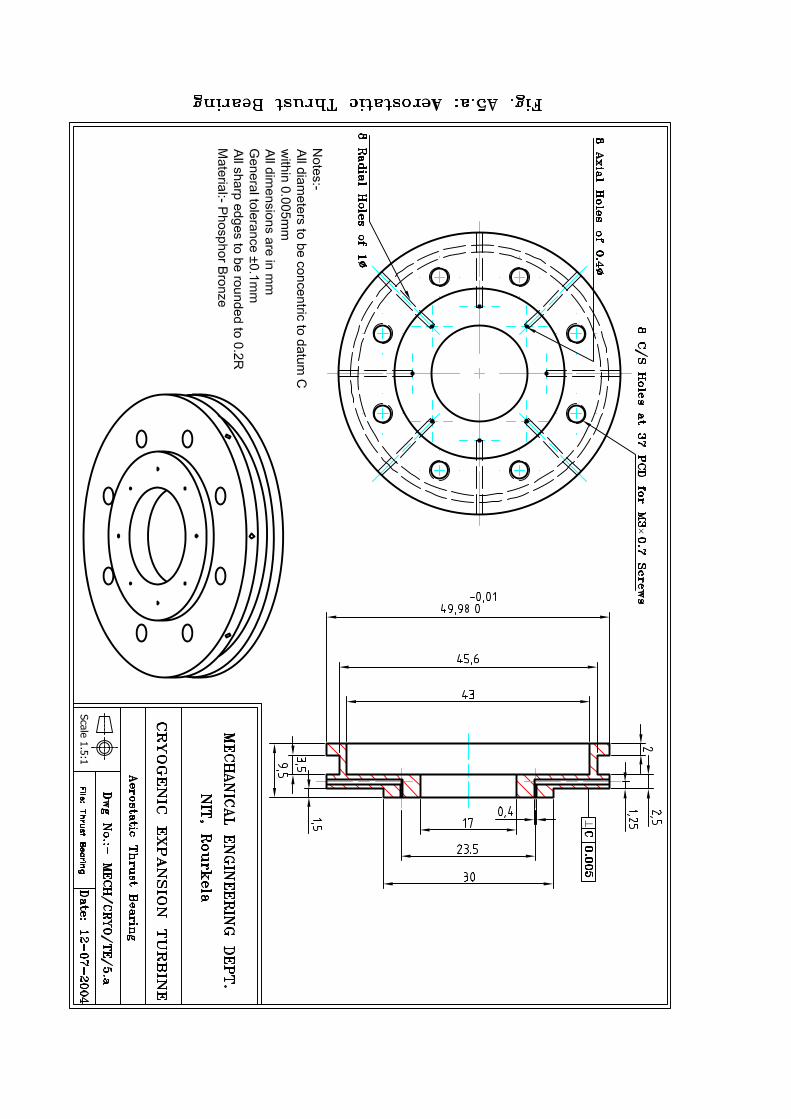
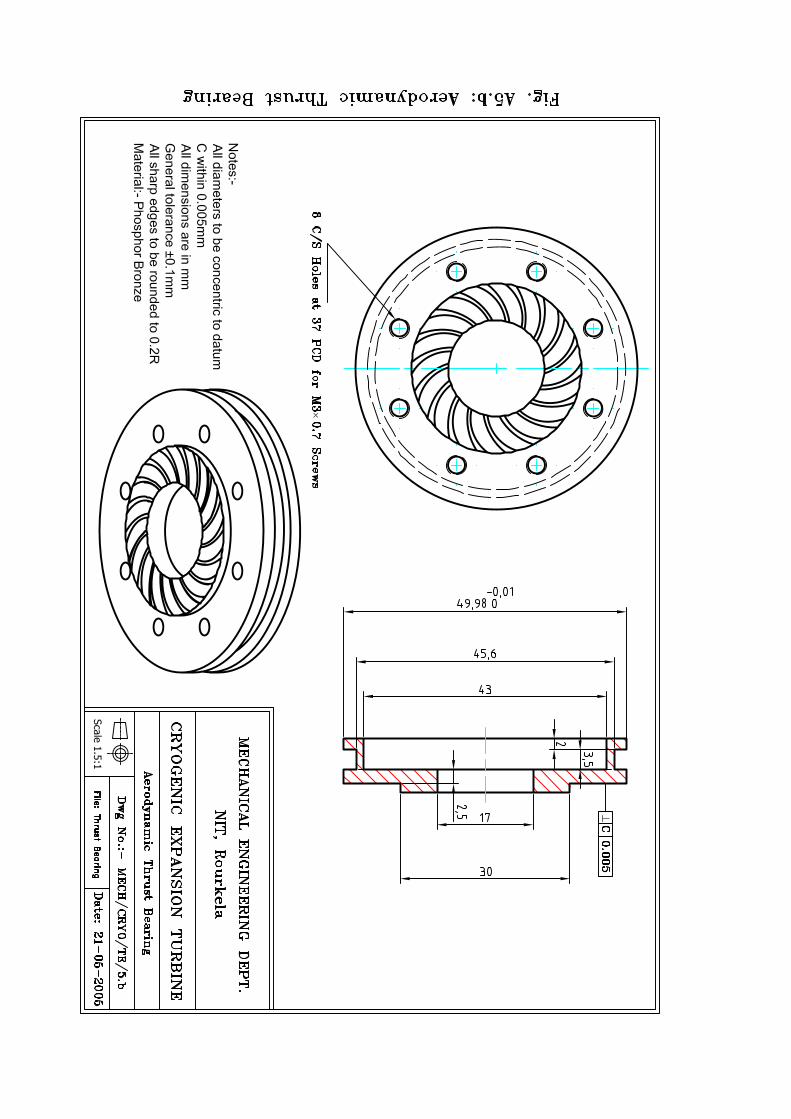
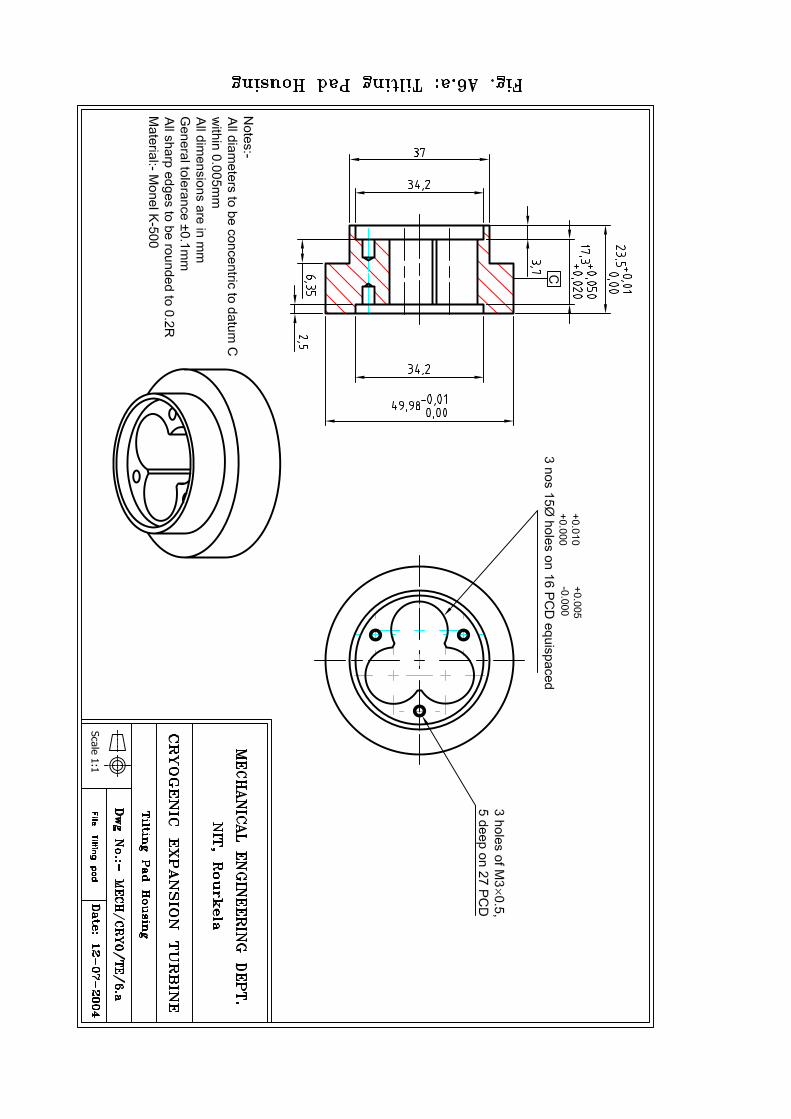
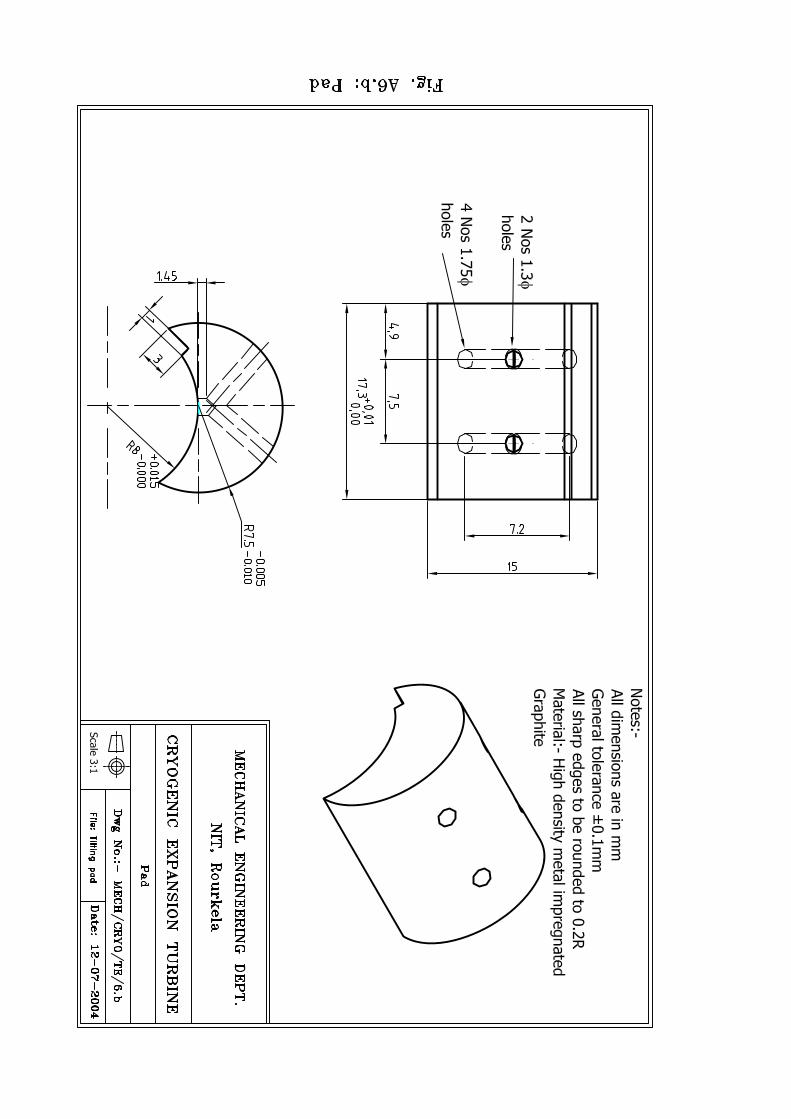
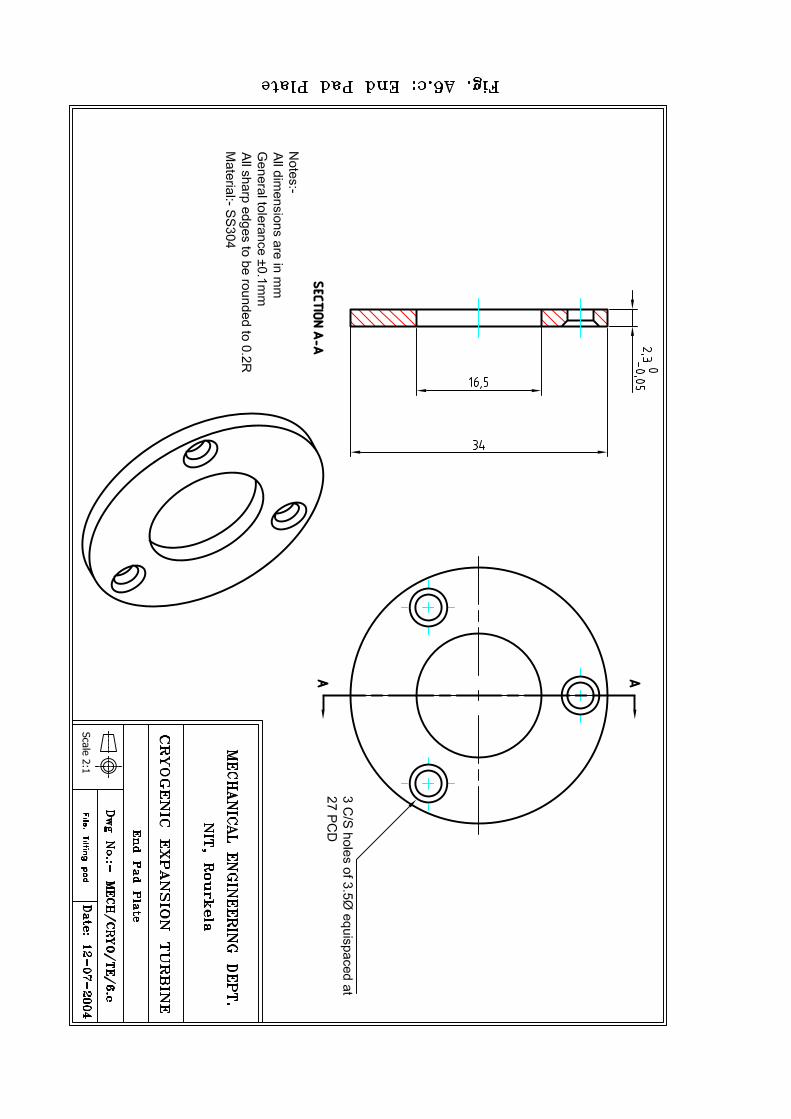
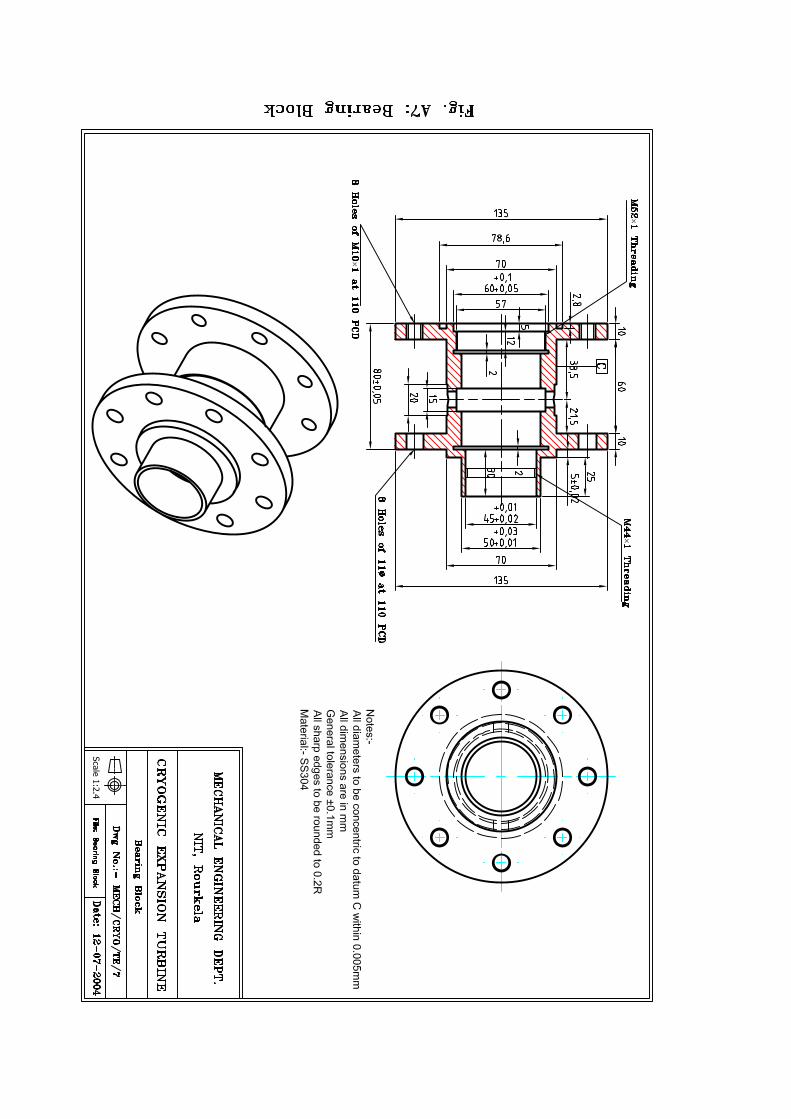
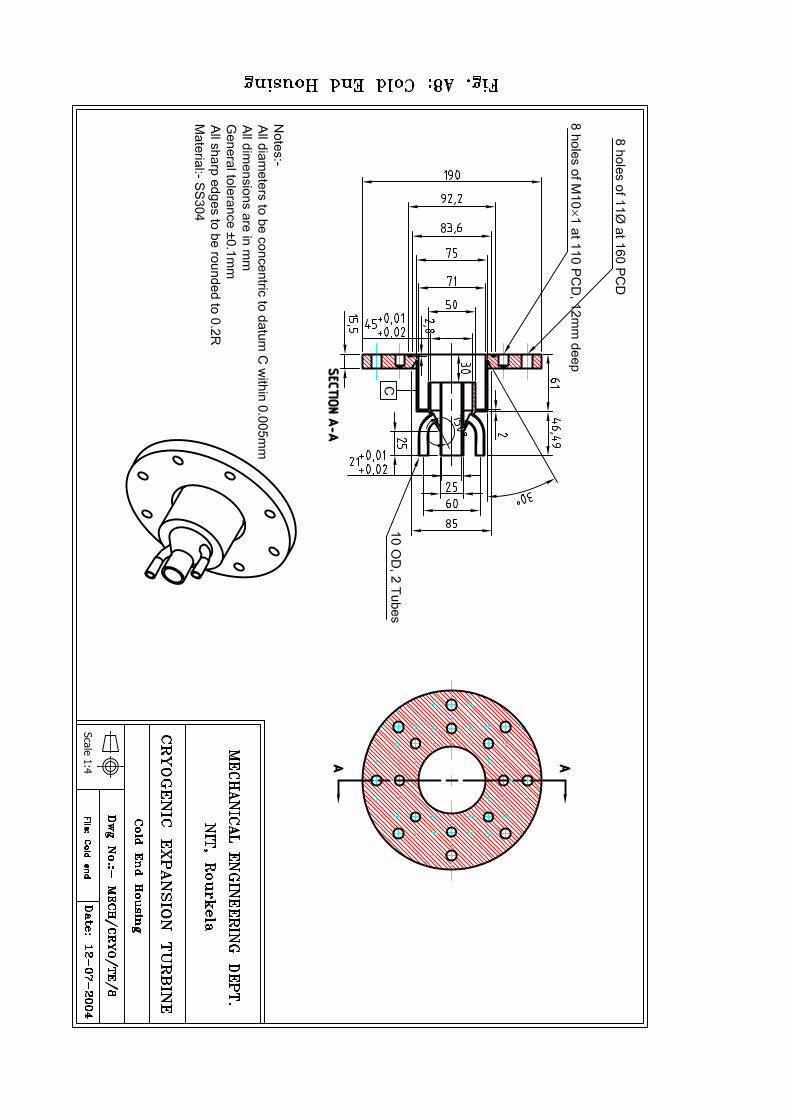
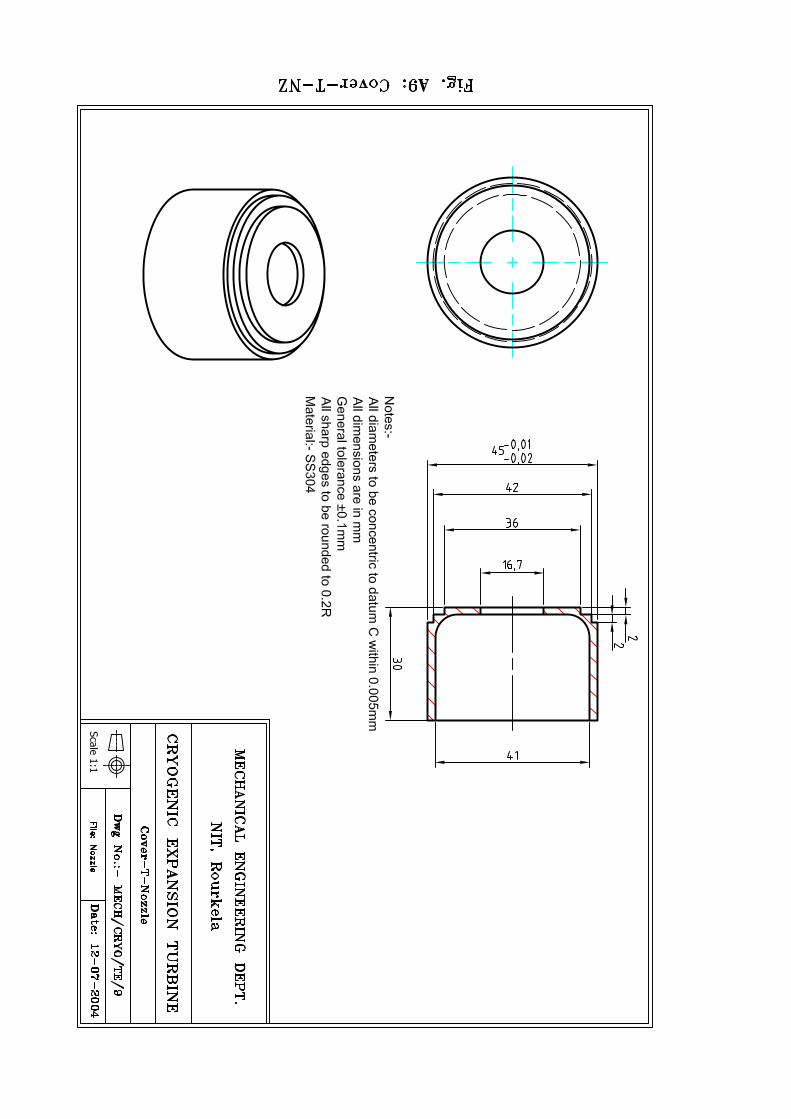
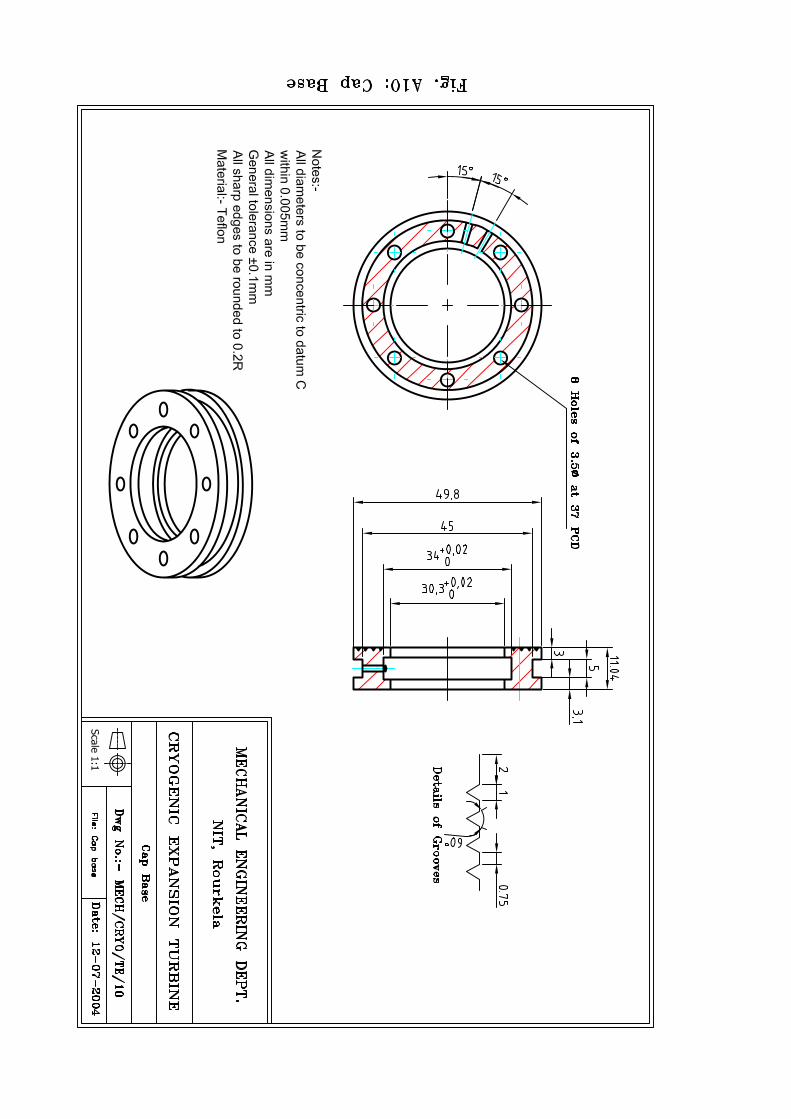
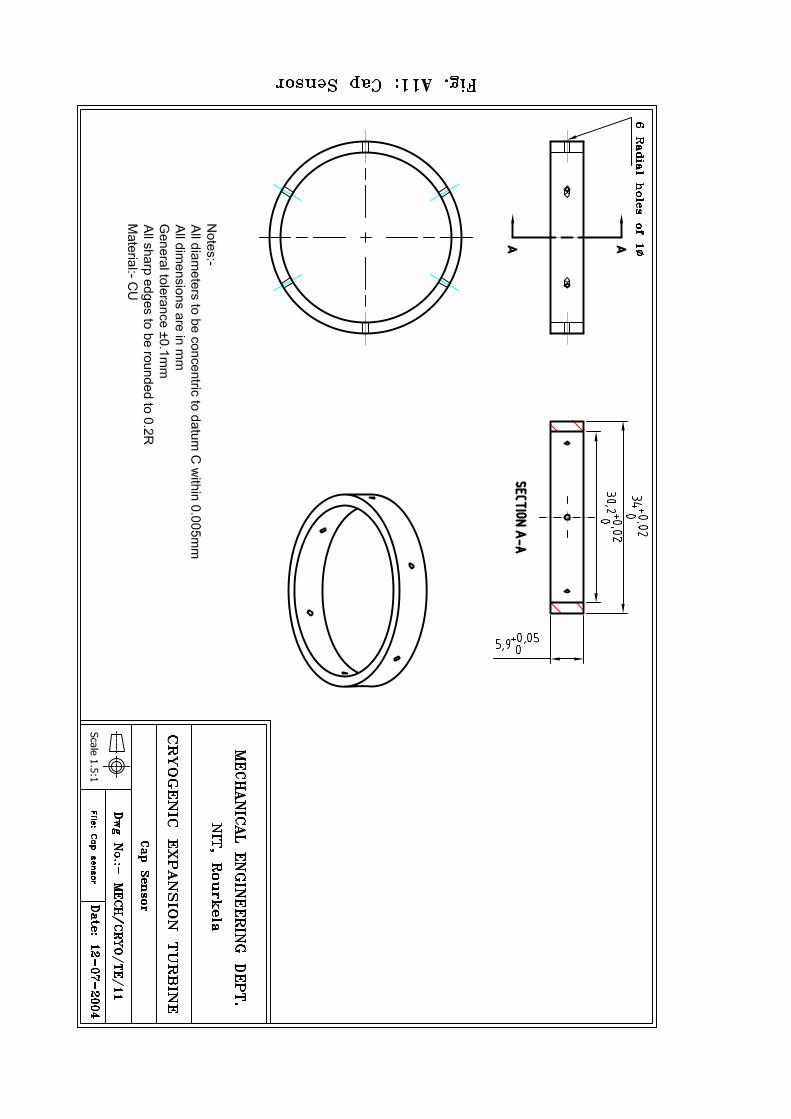
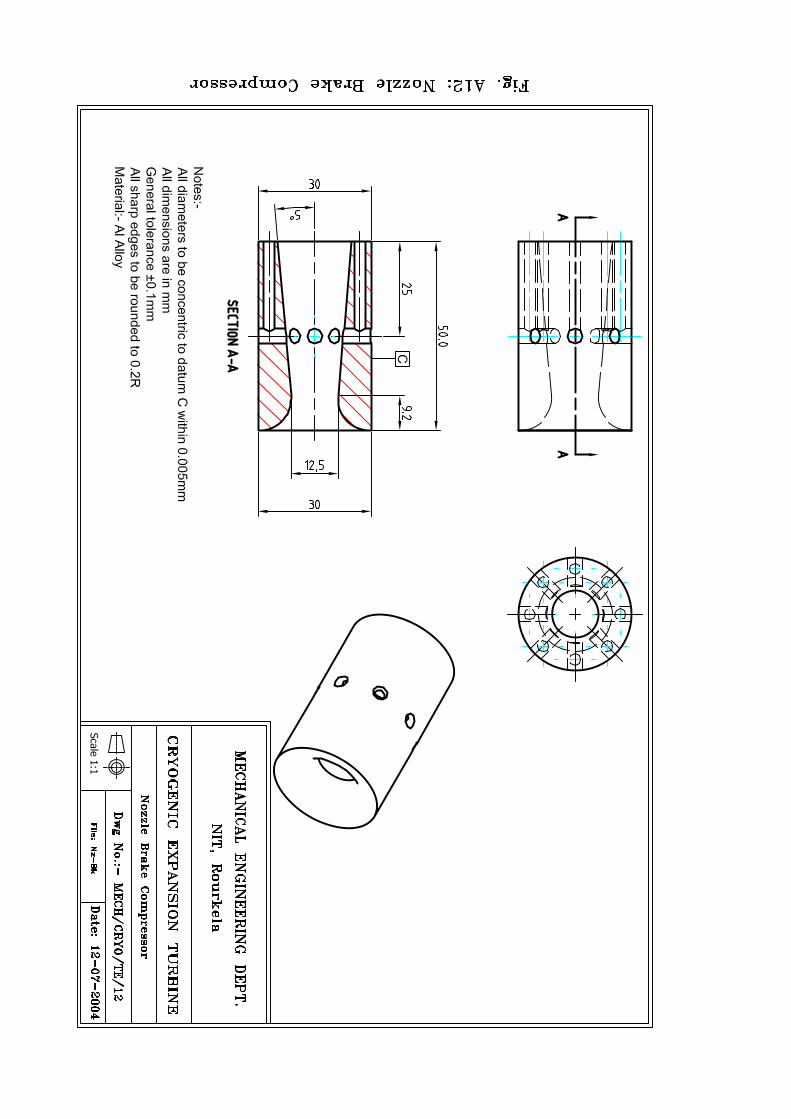
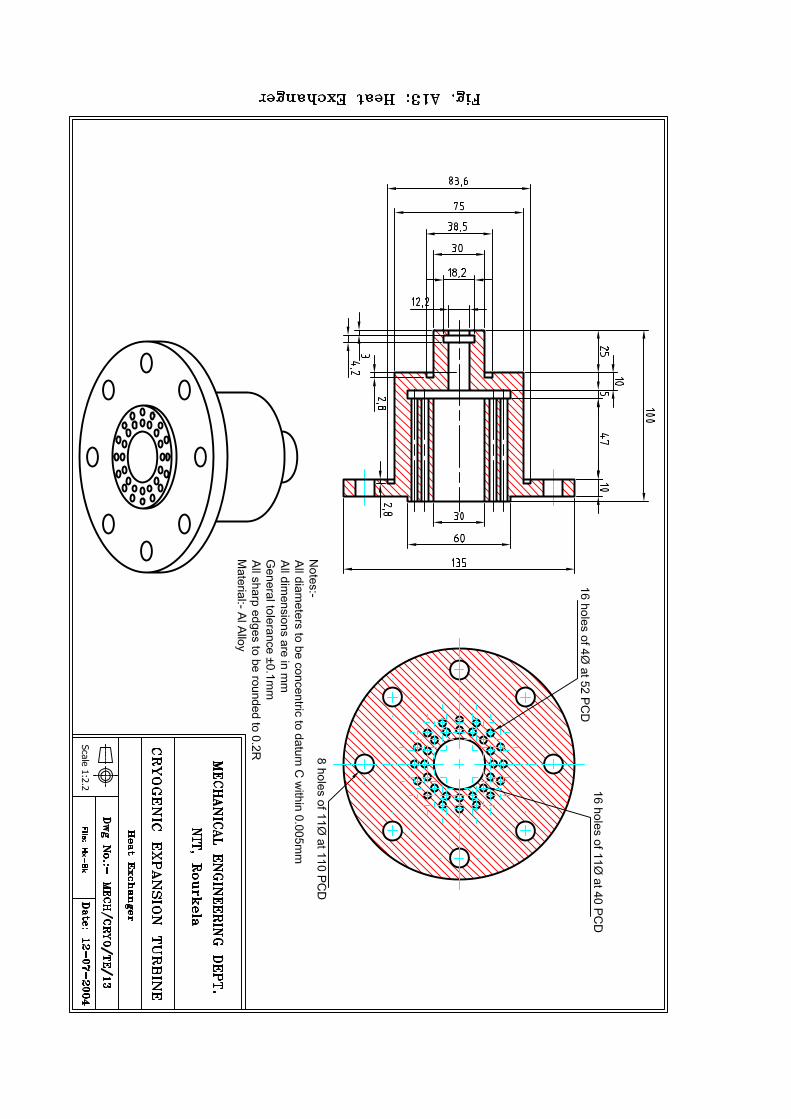
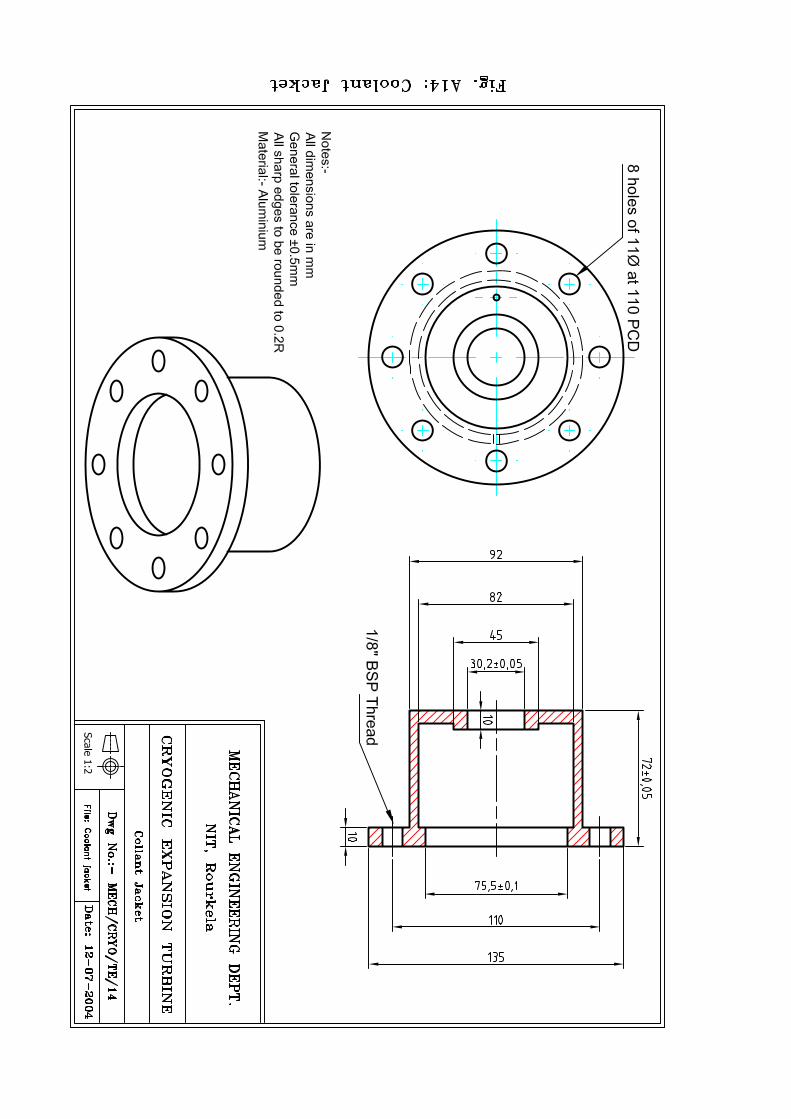
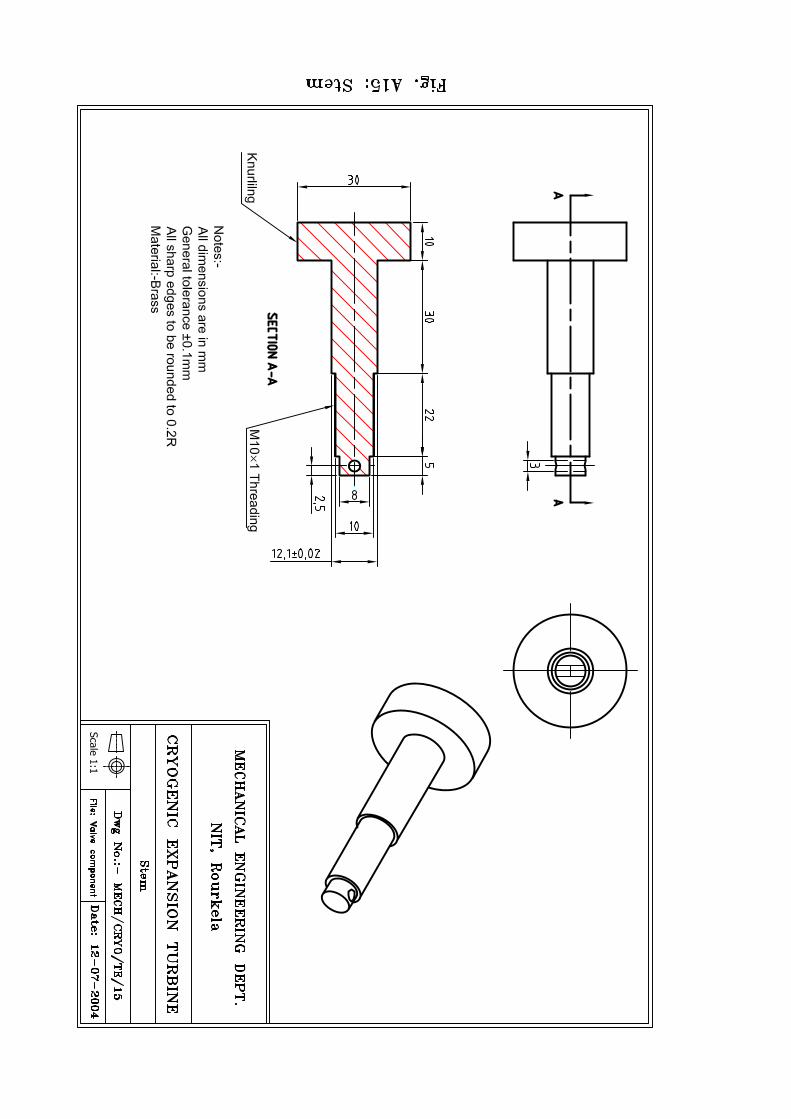
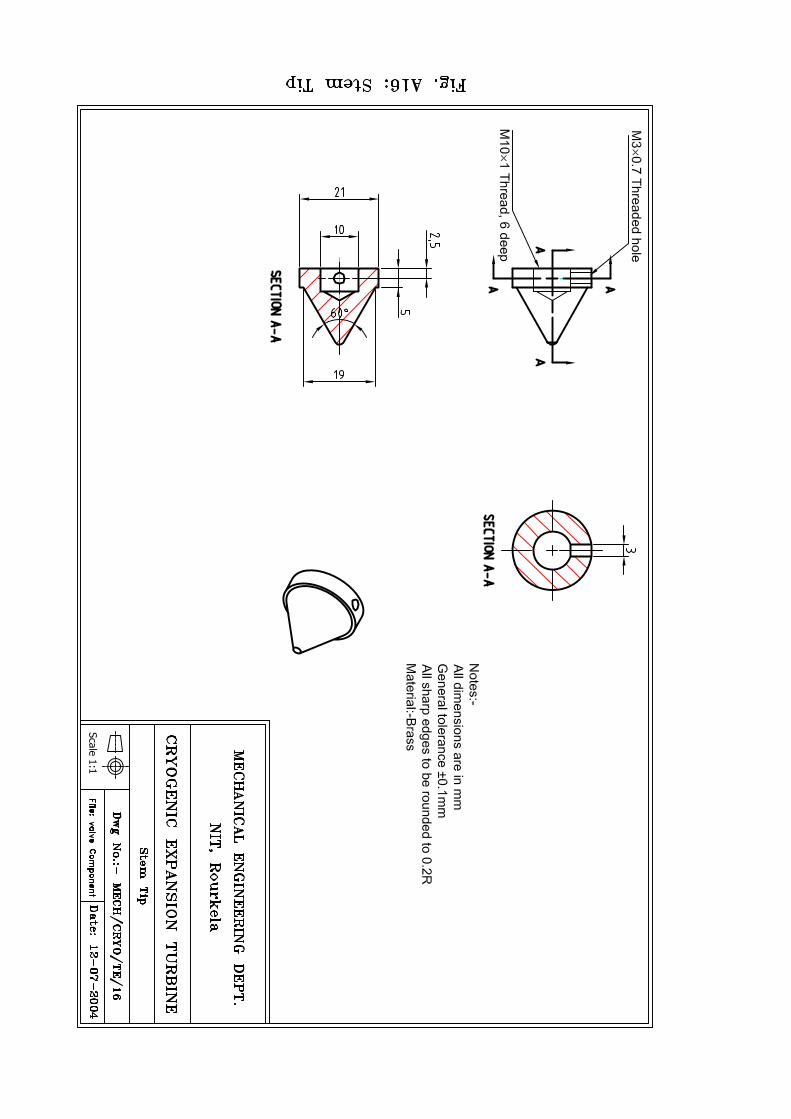
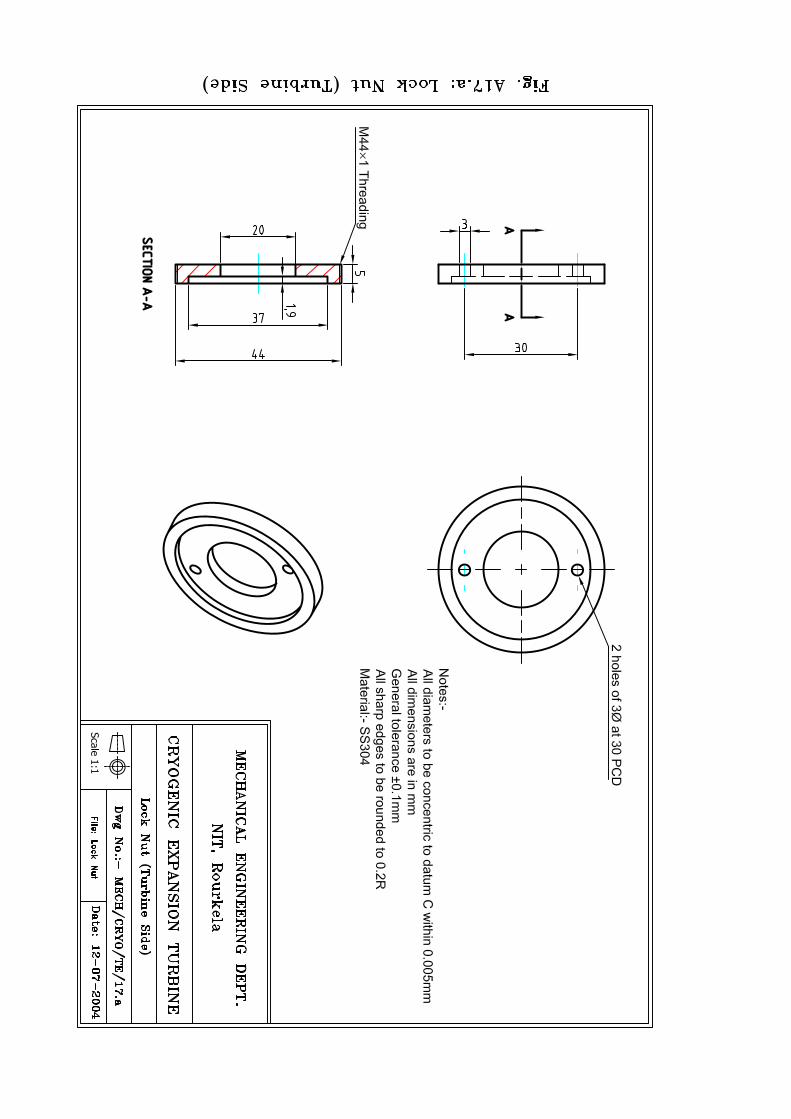
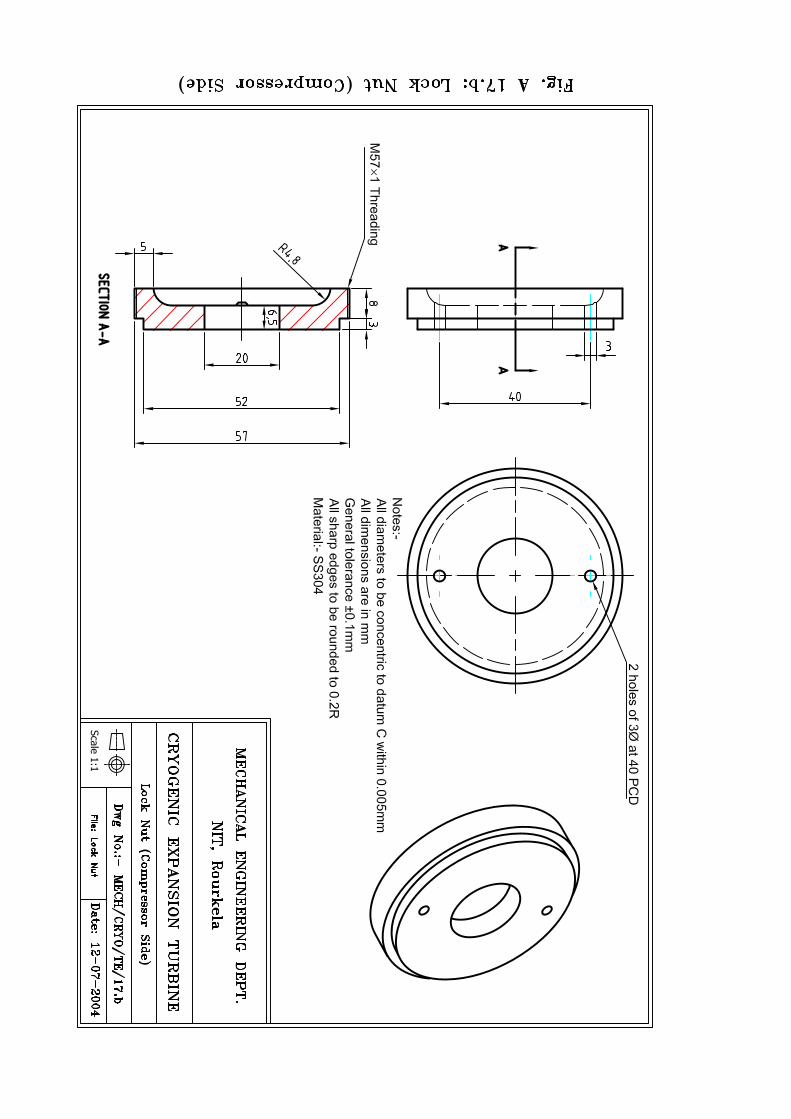
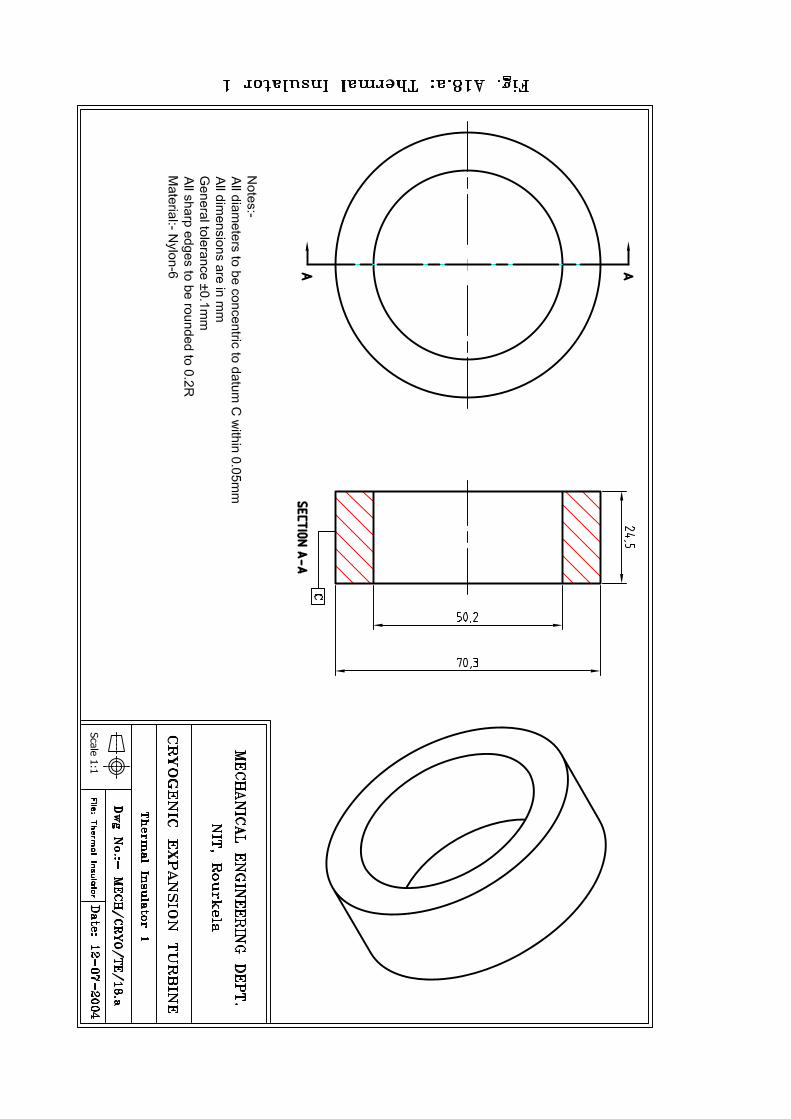
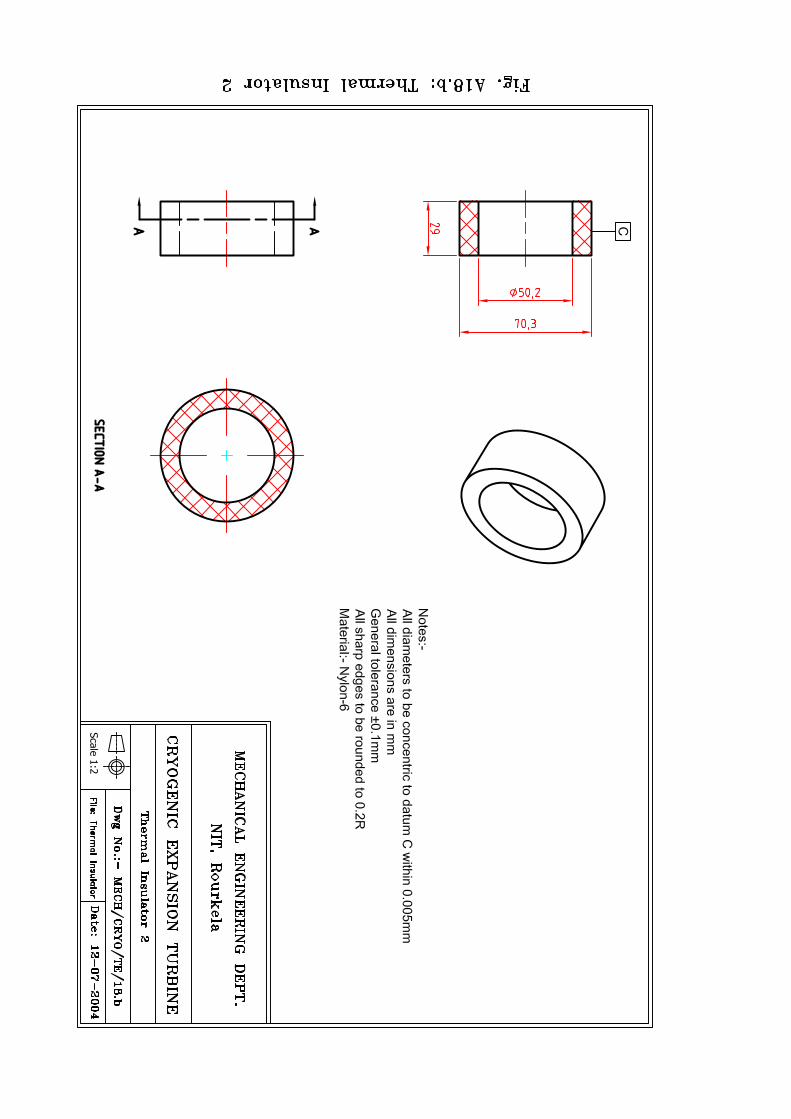
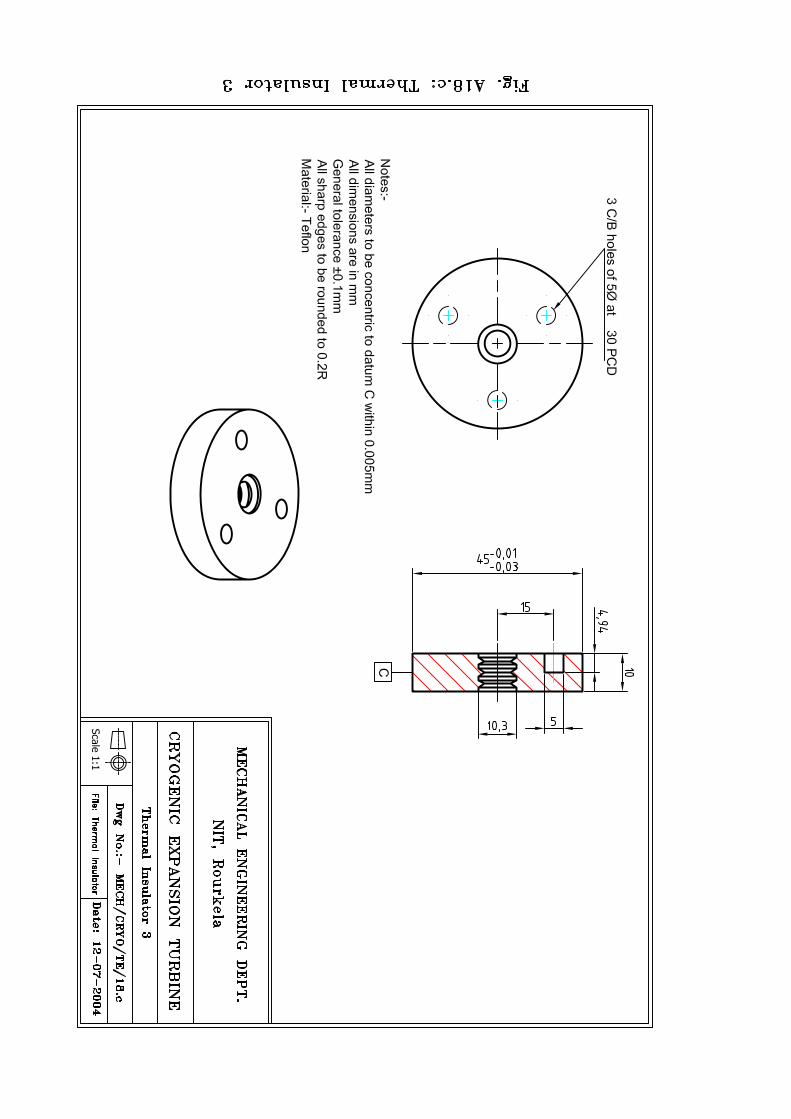
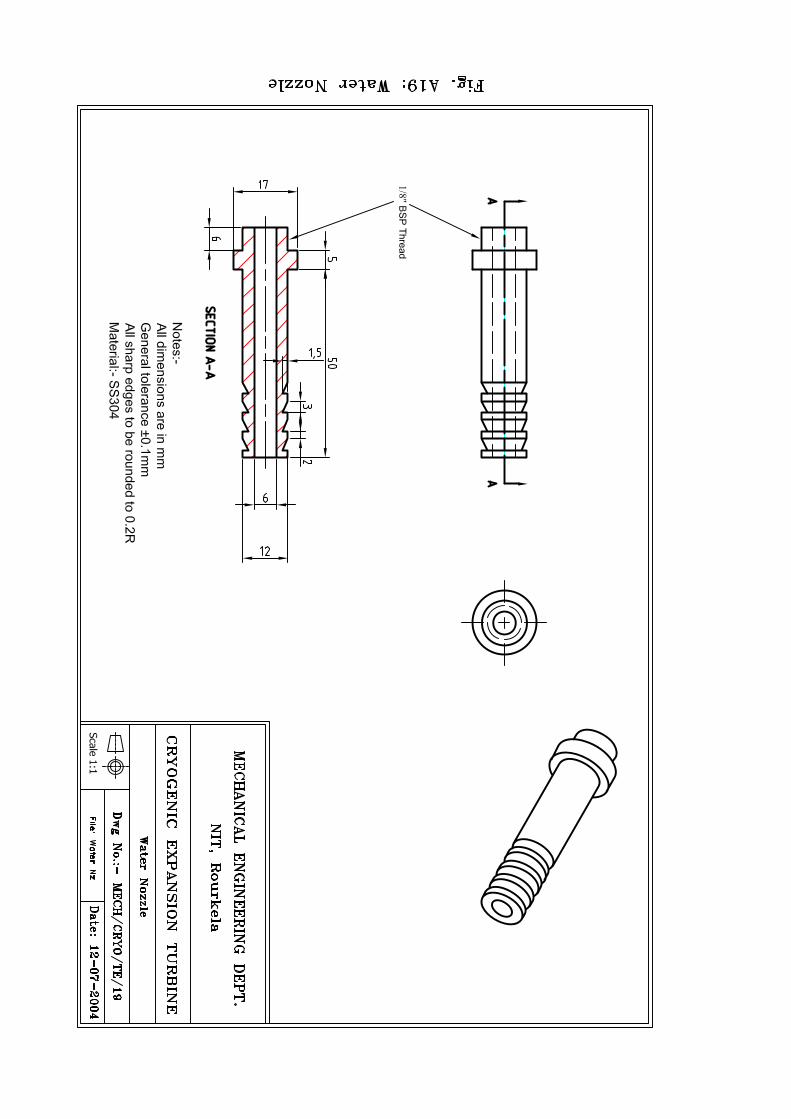

Figure B1: Photograph of Turbine wheel, Shaft and Brake compressor wheel
Figure B2: Photograph of Thrust Plate
Figure B3: Photograph of Thermal Insulators and Cap base

Figure B4: Photograph of Tilting pad bearing
Figure B5: Photograph of Nozzle_Diffuser
Figure B6: Photograph of Bearing housing

Figure B7: Photograph of Cold end housing
Figure B8: Photograph of Coolant jacket
Figure B9: Photograph of Heat exchanger
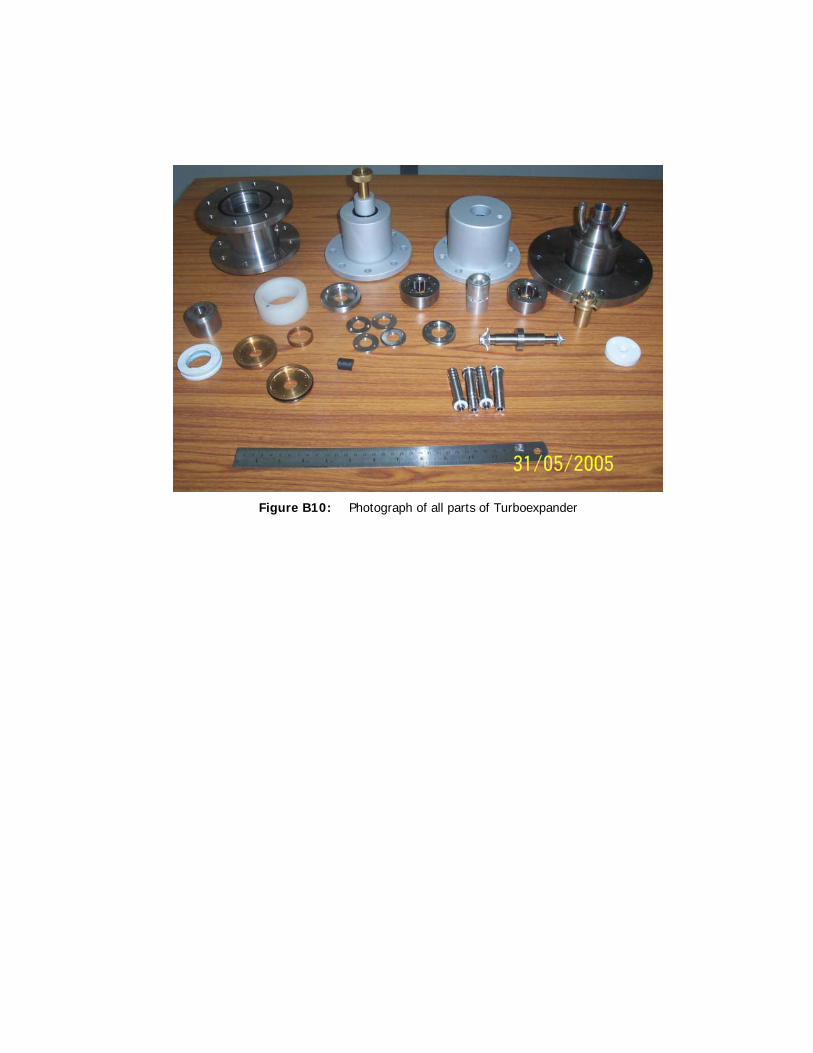
Figure B10: Photograph of all parts of Turboexpander
References 1. Barron, R. F. Cryogenic Systems Oxford University Press(1985), 131-136
2. Blackford, J. E., Halford P. and Tantam, D. H. Expander and pumps in G G Haselden (Ed) Cryogenic Fundamentals Academic Press London (1971), 403-449
3. Flynn, T.M. Cryogenic Engineering, Marcel-Dekkar Inc. (1996)
4. Timmerhaus, K. D. and Flynn T. M. Cryogenic Process Engineering Plenum Press (1989), 257-266
5. Davydov, A. B., Kobulashvili, A. Sh. and Sherstyuk, A. N. The Design and Construction of Turboexpanders [Russian] Mashinostroenie, Moscow (1987)
6. Heinz P. Bloch. and Claire Soares Turboexpander and Process applications, Gulf Professional Publishing (2001)
7. Rama S. R. Gorla and Aijaz A. Khan Turbomachinery Design and Theory, CRC Press (2003)
8. Balje, O. E. Turbomachines John Wiley and Sons (1981)
9. Dixon, S. L. Fluid Mechanics and Thermodynamics of Turbomachinery (3rd ed) Pergamon Press (1978)
10. Laxminarayana, B. Fluid Dynamics and Heat Transfer in Turbomachinary John Wiley (1996)
11. Yahya, S.M. Turbines, Compressors and Fans, Tata McGraw-Hill Publishing Co. Ltd., New Delhi (1983)
12. Glassman, A. J. (ed) Turbine Design and Application NASA SP-290 (1973)
13. Whitfield, A. and Baines, N. C. Design of Radial Turbomachines Longman Scientific & Technical (1990)
14. Moustapha, H., Zelesky, M. F., Baines, N. C. and Japikse, D. Axial and Radial turbines, Concepts ETI, Inc. (2003)
15. Sixsmith, H. Miniature cryogenic expansion turbines - a review Advances in Cryogenic Engineering (1984), V29, 511-523
16. Collins, S.C. and Cannaday, R.L. Expansion Machines for Low Temperature Processes Oxford University Press (1958)
17. Swearingen, J. S. Turbo-expanders Trans AIChE (1947), 43 (2), 85-90
18. Swearingen, J. S. Engineers' guide to turboexpanders RotoFlow Corp, USA, (1970), Gulf Publishing Company
19. Clarke, M. E. A decade of involvement with small gas lubricated turbine & Advances in Cryogenic Engineering (1974), V19, 200-208
20. Beasley, S. A. and Halford, P. Development of a High Purity Nitrogen Plant using Expansion Turbine with Gas Bearing Advances in Cryogenic Engineering (1965), V10B, 27-39
159
21. Voth, R. O., Norton, M. T. and Wilson, W. A. A cold modulator refrigerator incorporating a high speed turbine expander Advances in Cryogenic Engineering (1966), V11, 127-138
22. Colyer, D. B. Miniature cryogenic refrigerator alternators Advances in Cryogenic Engineering (1968), V13, 405-415
23. Colyer, D. B. and Gessner, R. L. Miniature cryogenic refrigerator Turbomachinary Advances in Cryogenic Engineering (1968), V13, 484-493
24. Sixsmith, H. Miniature expansion turbines, C A Bailey (Ed), Advanced Cryogenics Plenum Press (1971), 225-243
25. Schmid, C. Gas bearing turboexpanders for cryogenic plant 6th International Gas Bearing Symposium University of Southampton England (March 1974) Paper 131 B1: 1-8
26. Reuter K. and Keenan B. A. Cryogenic turboexpanders with magnetic bearings AICHE Symposium Series, Cryogenic Processes and Machinery 89 (294), 35-45
27. Izumi, H., Harada, S. and Matsubara, K. Development of small size Claude cycle helium refrigerator with micro turbo-expander Advances in Cryogenic Engineering (1986), V31, 811-818
28. Kun, L. C. and Hanson, T. C. High efficiency turboexpander in a N2 liquefier AIChE Spring meeting, Houston, Texas (1985)
29. Kun, L .C. and Sentz, R. N. High efficiency expansion turbines in air separation and liquefaction plants International Conference on Production and Purification of Coal Gas & Separation of Air, Beijing, China (1985), 1-21
30. Kun, L. C. Expansion turbines and refrigeration for gas separation and liquefaction Advances in Cryogenic Engineering (1987), V33, 963-973
31. Sixsmith, H., Valenjuela, J. and Swift, W. L. Small Turbo-Brayton cryocoolers Advances in Cryogenic Engineering (1988), V34, 827-836
32. Creare Inc, USA www.creare.com
33. Yang, K. J., He, H. B., Ke, G. and Li, G. Y. Application and test of miniature gas bearing turbines Advances in Cryogenic Engineering (1990), V35, 997-1003
34. Sixsmith, H. and Swift, W. A pair of miniature helium expansion turbines Advances in Cryogenic Engineering (1982), V27, 649-655
35. Kato, T., Kamiyauchi, Y., Tada, E., Hiyama, T., Kawano, K., Sugimoto, M., Kawageo, E., Ishida, H., Yoshida, J., Tsuji, H., Sato, S., Xakayama, Y., Kawashima, I., Development of a large helium turbo-expander with variable capacity Advances in Cryogenic Engineering (1992), V37B, 827
36. Kato, T., Yamaura, H., Kawno, K., Hiyama, T., Tada, E., Kakayama, Y.,Kawashima, I., Sato, M., Yoshida, J., Ito, N., Sato, S. and Shimamato, S. A. Large scale turboexpander development and its performance test result Advances in Cryogenic Engineering (1990), V35, 1005–1012
37. Kato, T., Miyake, A., Kawno, K., Hamada, K., Hiyama, T., Iwamoto, S., Ebisu, H., Tsuji, H., Saji, N., Kaneko, Y., Asakura, H., Kuboto, M. and Nagai, S. Design and
160
test of wet type turbo-expander with an alternator as a brake Advances in Cryogenic Engineering (1994), V39, 917-92
38. Ino, N., Machida, A. and Ttsugawa, K. Development of high expansion ratio He turboexpander Advances in Cryogenic Engineering (1992), V37B, 835-844
39. Ino, N., Machida, A. and Ttsugawa, K. Development of externally pressurized thrust bearing for high expansion ratio expander Advances in Cryogenic Engineering (1992), V37B, 817-825
40. Davydenkov, I. A., Ravikorichy, Yu A., Davydov, A. B., Ermilov, Yu. I., Zakharova, N. E., Adler, Yu. R and Schedukhin Development of cryogenic turboexpanders with gas dynamic foil bearings Cryogenics (1992) 32 (Supplement) 80
41. Baranov, A., Duzev, V., Kashirskikh, G., Mikhailov, A., Ugrovatov, A. and Zhulkin, V. An experience in the maintenance of a liquefier from the T-15 cryogenic system, results of its reliability and capacity enhancement Advances in Cryogenic Engineering (1996), V41A, 737-743
42. Cryogenic Industries FrostByte - newsletter (Dec 1995)
43. ACD Inc., USA, www.acdcom.com
44. Aghai, R. R., Lin, M.C. and Ershaghi, B. High Performance cryogenic turboexpanders Advances in Cryogenic Engineering (1996), V41, 941-947
45. Aghai, R. R., Lin, M.C. and Ershaghi, B. Improvements of the efficiency of the turboexpanders in cryogenic applications Advances in Cryogenic Engineering (1996), V41, 933-940
46. Fuerest, J. D. Experience with small turbomachinery in a 400 W refrigerator Advances in Cryogenic Engineering (1996), V41, 949-955
47. Sixsmith, H., Hasenbin, R. and Valenjuela, J. A. A miniature wet turboexpander Advances in Cryogenic Engineering (1990), V35, 989-995
48. Xiong Lian-You Hou, Y., Wang, J., Lin, M. F., Wu, G., Wang, B. C. and Chen, C. Z. A feasibility study on the use of new gas foil bearings in cryogenic turboexpander Advances in Cryogenic Engineering (1998), V43, 662-666
49. L'Air Liquide, France www.airliquide.com
50. Marot, G. and Villard, J. C. Recent developments of air liquide cryogenic expanders Advances in Cryogenic Engineering (2000), V45, 1493-1500
51. Atlas Copco Corp, www.atlascopco-act.com/magnetic.html
52. Jadeja, H. T., Mitter, A. and Chakrabarty, H. D. Turboexpander application for cryoprocessing of nitrogen and related gases Proceedings of INCONCRYO85 Indian Cryogenic Council Tata McGraw (1985), 85-101
53. Jadeja, H. T., Mitter, A. and Chakrabarty, H. D. IFR expansion turbine for cryogenic plants Institution of Engineers (India) J. III Mech Eng (1987), V67, 106-112
54. Mitter, A., Jadeja, H. T. and Chakrabarty, H. D. Mechanical reliability and manufacturing process for indigenous development of turboexpander Proceedings of INCONCRYO-88 Indian Cryogenic Council (1988), 331-337
161
55. Ghosh, P. Analytical and Experimental Studies on Cryogenic Turboexpanders Ph.D dissertation, IIT Kharagpur
56. Akhtar M. S. Selection and Optimisation of Centrifugal Compressors for oil and gas applications. Using computers in the design and selection of fluid machinery I.Mech.E (1993), 29-41
57. von der Nuell , W. T. Single - stage radial turbine for gaseous substances with high rotative and low specific speed Trans ASME (1952), V74, 499-515
58. Balje, O. E. A study on design criteria and matching of turbomachines: Part-A--similarity relations and design criteria of turbines Trans ASME J Eng Power (1972), 83-101
59. Balje, O. E. A contribution to the problem of designing radial turbomachines Trans ASME (1952), V74, 451-472
60. Cartwright, W. G. Specific speed as a measure of design point efficiency and optimum geometry for a class of compressible flow turbomachines Scaling for performance prediction in rotordynamic machines I Mech E (1978), 139-145
61. Balje, O. E. A study on design criteria and matching of turbomachines: part-b--compressor and pump performance and matching of turbocomponents Trans ASME J Eng Power (1972), 103-114
62. Ücer, A. S., Stow, P. and Hirsch, C. (Eds.) Thermodynamics and fluid mechanics of turbomachines (vol 1&2) NATO ASI series E (1985)
63. RohliK, Harold E. Analytical determination of radial inflow turbine geometry for maximum efficiency NASA TN D-4384 (1968)
64. Luybli, R. E. and Filippi, R. E. Performance options for cryogenic turboexpander AIChE symposium on Creyogenic properties, processes and applications (1986) V82, 24-33
65. Vavra, M. H. The applicability of similarity parameters to the compressible flow in radial turbomachines Proc Ins Mech Eng Internal Thermodynamics (Turbomachine 1970), 118-132
66. Whitfield, A. Non-dimensional conceptual design of radial inflow turbines Radial Turbines Part B: Application of empirical correlations
67. Denton, J. D. The turboexpander - a design, make and test student project ASME-96-GT- 191 (1996)
68. Wallace, F. J. Theoretical assessment of the performance characteristics of inward radial flow turbines Trans ASME (1958), 931-952
69. Jekat, W. K. An Impulse Type Expansion Turbine, Advances in Cryogenic Engineering (1957), V2, 250-260
70. Mafi -Trench Corporation USA Product Profile
71. Akhtar M. S. Selection and Optimisation of Centrifugal Compressors for oil and gas applications. Using computers in the design and selection of fluid machinery I.Mech.E (1993), 29-41
72. Watanabe, I. Ariga, I. and Mashimo, T. Effect of dimensional parameters of impellers on performance characteristics of a radial-flow turbine Trans ASME J Eng Power (1971), 81-102
162
73. Came, P. M. The development, application and experimental evaluation of a design procedure for centrifugal compressors Proc Inst Mech Eng (1978) 192, 49-67
74. Quack, H. Cryogenic expanders Proc ICEC 18, Mumbai (2000)
75. Kun, L. C. and Ranov, T. Theoretical analysis of a cryogenic gas bearing with a flexible damped support Advances in Cryogenic Engineering (1972), V17, 248-254
76. Birmingham, B. W., Sixsmith, J. H. and Wilson, W. A. The application of gas lubricated bearings to a miniature helium expansion turbine Advances in Cryogenic Engineering (1962), V7, 30-41
77. Land, M. L. Expansion turbines and engines for low temperature processes Advances in Cryogenic Engineering (1957), V2, 251-260
78. P.J. Kerney and D.A. McWilliams, A 50-Liters/hr helium liquefier for a superconducting magnetic energy storage system, Advances in Cryogenic Engineering, V-25, 563-573
79. Polishchuk, E. L., Shanklankin V. I. and Lyapin V. I. Self-contained microcryogenic system with a turboexpander Khimicheskoe I Neftyanoe Mashinostroenie (Trans: Chemical & Petroleum Engg) (1991), V 27 (3/4), 217
80. Kun, L. C., Ammann, H. H. and Scofield, H. M. Development of novel gas bearing supported cryogenic expansion turbine Advances in Cryogenic Engineering (1969) V14, 395-404
81. Villard, J. C. and Muller, F. J. Gas bearing expansion turbines Advances in Cryogenic Engineering (1974) V19, 209-215
82. Eber, N., Quack, H. and Schmid, C. Gas bearing turbines with dynamic gas bearings Cryogenics (1978) V18, 585-588
83. Sixsmith, H. and Swift, W.L. A Miniature Tilting Pad Gas Lubricated Bearing Proceedings of the Second Biennial Conference on Refrigeration for Cryogenic Sensors and Electronic Systems (1982), 189-195
84. Chakravarty, A. Analytical and Experimental Studies on Gas Bearings for Cryogenic Turboexpanders Ph. D. dissertation, IIT Kharagpur (2000)
85. Vermes G. A Fluid Mechanics Approach to the Labyrinth Seal Leakage Problem. J Engg. for Power,Trans ASME (1996), 161
86. Hasselgruber, H. Stromungsgerechte gestaltung der laufrader von radialkompressoren mit axialem laufradeintrict Konstruction (1958), 10(1) 22(in German)
87. Balje, O. E. Loss and flow path studies on centrifugal compressors, Part-II Trans ASME J Eng Power (1970), 275-299
88. Bruce, G. J. Computer-aided Turbomachinery Design System I Mech E Conference on Turbochargers I Mech E Publications (1998)
89. Wallace, F.J., Whitfield, A. and Atkey, R. A computer-aided design for radial and mixed flow compressor Computer Aided Design (1975) 7 (3), 163-170
90. Casey, M. V. A computational geometry for the blades and internal flow channels of centrifugal compressors Trans ASME J Eng Power (1983) V105, 288-295
163
91. Baines, N. C. and Wallace, F. J. Computer aided design for mixed flow turbines for turbochargers Trans ASME J Eng Power (1979) V101, 441-448
92. Whitfield, A. Computer aided design and testing of radial and centrifugal impellers with straight and backward swept blades Proc Inst Mech Eng (1978), 89-100
93. Strinning, P. A computerised trial and error technique for impeller design Using Computers in the Design and Selection of Fluid Machinery I Mech E (1993)
94. Krain, H. A. CAD method for centrifugal compressor impellers Trans ASME J Eng Power (1966) V106, 188-202
95. Leyarovski, E. I. and Nanev, T. S. Optimization of parameters of low temperature turboexpanders on a digital computer Cryogenics (1966), V6, 229-231
96. Linhardt, H. D. Cryogenic turboexpanders in Vance, R. W. (Ed), Application of cryogenic technology V4, 89-117
97. Mann, D .B., Sixsmith, H., Wilson W. A. and Birmingham, B. W. A refrigeration system incorporating a low capacity, high speed gas bearing supported expansion turbine Advances in Cryogenic Engineering (1963) V8, 221-227
98. Turbocam India Ltd. Describing impellers for easy manufacture (1995)
99. Iannuzzelli, R .J. and Filippi, R. E. Turboexpander performance testing in cryogenic application Cryogenic Process and Equipment Conference, San Francisco, CA (1980)
100. Benisek, E. F. Experimental and Analytical Investigation of the Flow Field of Turbocharger Turbine Inst Mech Eng Conference on Turbochargers I Mech E Publications (1998)
101. Futral, S. M., Wasserbauer, C. A. Off-design performance prediction with experimental verification for a radial-inflow turbine NASA TN D-2621 (1995)
102. Mehmet Kanoglu, Cryogenic turbine efficiencies Exergy an International journal (2001)
103. Gao, C., Yao, H. and Chen, C. A genetic algorithm based optimisation design method for cryogenic turboexpander ICEC16/ICMC Proceedings (1996), 221-224
104. Benson, R. S. A review of method for assessing loss coefficients in radial gas turbine Int J Mech Sci (1970), V12, 905-932
105. Baines, N. C. A Meanline Prediction Method for Radial Turbine Efficiency Inst Mech Eng Conference on Turbochargers I Mech E (UK) Publications(1998)
106. Liu, L. and Chen, C. Predicting performance of helium expansion turbine using similarity principles Proceedings of ICEC16/ICMC, Butterworth(1996), 225-28
107. Swada, T and Nishi, A. Investigation of radial inflow turbine Bull JSME (1970) V13(62), 1022-1032
108. Glassman, A. J. Enhanced analysis and user manual for radial inflow turbine design code RTD NASA-CR-195454 NTIS (1995)
109. Khalil, M. I. Tabakoff, W. and Hamed, A. Losses in radial flow turbines Trans ASME J Fluids Eng (1976), 365-373
110. Wasserbauer, C. A. and Glassman A. J. FORTRAN program for predicting off-design performance of radial-inflow turbine NASA TN D-8063 (1967)
164
111. Gou, Y., Wu, Y. and Xu, J. An optimisation for designing of cryogenic expansion turbine, Proceedings of ICEC 12, Southampton, UK. (1988), 122-126
112. Lemmon, E. W., Jacobsen, R. T., Penoncello, S. G. and Beyerlein, S. W., ALLPROPS 4.2 – Computer Programs for Calculating Thermodynamic Properties of Fluids of Engineering Interest, Centre for Applied Thermodynamic Studies, University of Idaho (1995)
113. Sixsmith, H. and Swift, W. L. Cryogenic turbines and pumps in Hands, B. A. (Ed.) Cryogenic Engineering Academic Press (1986), 341-352
114. Ryder, G. H. Strength of materials ELBS/Macmillan (1988), 287-293
115. Grassam, N.S. and Powell, J.W. Gas Lubricated Bearings Butterworths, London (1964)
116. Pope, E.J. (Ed), Rules of thumbs for Mechanical Engineering, Gulf Publishing Company, USA (1997), 315-317.
117. Bureau of Indian Standards IS : 1285 – 1975 (Second Revision ) (1975)
118. http://www.espimetals.com/tech/monelk-500.pdf
119. Chamberlain, B. Machinability of Aluminium Alloys Materials Handbook (9th ed) ASM 12
120. Stout, K.J. and Rowe, W.B. Externally Pressurised Bearings – Design for Manufacture, Part 2 – Design of Gas Bearings for Manufacture Including a Tolerancing Procedure Tribology International (1974), V7, 169-180
121. Bralla, J. G. (Ed.) Handbook of product design for manufacturing McGraw Hill (1999), 4.153-4.155
122. Fortini, T. E. Dimensioning for Interchangeable Manufacture Industrial Press Inc. (1967)
123. Vance, J.M. Rotordynamics of Turbomachinery John Wiley & Sons (1988)
124. www.me.ua.edu
125. Whitfield, A. and Baines, N. C. A general computer solution for radial and mixed flow turbomachine performance prediction Int J Mech Sci (1976), V18, 179-184
126. Dambach R, Hodson H P, Huntsman I An experimental study of tip clearance flow in radial inflow turbine, ASME-98- GT-467
127. Wallace, F.J., Baines, N. C.and Whitfield, A. A unified approach to the one dimensional analysis and design of radial and mixed flow turbines ASME -76-GT-100, 1-12
Curriculum Vitae SUBRATA KUMAR GHOSH
E-mail: [email protected]
Permenant Address: Vill+P.O: Bachhanari
Dist: Hooghly
Pin Code - 712413
West Bengal, India
Education:
2008 Ph. D. Dissertation Submitted
2003 M.Tech, R.E.C, Durgapur
2000 B.E, R.E.C, Durgapur
Personal Information:
Date of Birth 02-05-1977
Nationality Indian
Employment:
2003 – 2007 JRF, Cryogenic Engineering Centre, IIT Kharagpur, West Bengal
SRF, Mechanical Engineering Department, NIT, Rourkela, Orissa
2007 – 2008 Lecturer, Birla Institute of Technology, Mesra, Ranchi, Jharkhand
2008 – Till Date Senior Lecturer, Indian School of Mines University, Dhanbad, Jharkhand
Publications:
1. Ghosh, S.K., Seshaiah, N., Sahoo, R.K., Sarangi, S.K Computation of velocity,
pressure and temperature in a Cryogenic Turboexpander, 18th National & 7th ISHMT-
ASME Heat and Mass Transfer Conference, C-280, 2015-2022, (2006)
2. Ghosh, S.K., Seshaiah, N., Sahoo, R.K., Sarangi, S.K. Design of Turboexpander for
Cryogenic applications, Indian Journal of Cryogenics, Special Issue - Vol.2, 75-81, (2005)
3. Ghosh, S.K., Seshaiah, N., Sahoo, R. K., Sarangi, S.K. Design of Cryogenic
Turboexpander, National Conference on Concurrent Engineering, NIT Rourkela, 223-230,
(2004)
4. Ghosh, S.K., Sahoo, R.K., Sarangi, S.K. “Experimental Performance Study of
Cryogenic Turboexpander by using Aerodynamic Thrust Bearing”, (Communicated in
Applied Thermal Engineering)
5. Ghosh, S.K., Sahoo, R.K., Sarangi, S.K. “Computational Geometry for the Blades and
Internal Flow Channels of Cryogenic Turbine” (Communicated in International Journal of
Gas Turbine, Propulsion and Power System)
6. Ghosh, S.K., Sahoo, R.K., Sarangi, S.K. “A mathematical model for predicting off-
design performance of cryogenic turboexpander” (Communicated in International Journal
of Thermal Sciences)





























