Embed Size (px)
Citation preview

Evolution of Texture in a 2.8%Si Non-Oriented Electrical SteelAnnealed at 1100°C
Na Li1,2,+, Liang Ma2,3, Li Xiang2, Shengtao Qiu2 and Pei Zhao2
1School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, Beijing 100083, China2National Engineering Research Center of Continuous Casting Technology, Central Iron & Steel Research Institute, Beijing 100081, China3State Key Laboratory of Advanced Steel Processing and Products, Central Iron and Steel Research Institute, Beijing 100081, China
The evolution of texture in a 2.8% Si non-oriented electrical steel annealed at 650, 750 and 1100°C was investigated. It was found that,comparing 650°C annealing, Cube and Goss textures in the specimen annealed at 1100°C are strengthened during the early stage ofrecrystallization. However, the {111}h110i and {111}h112i textures are weakened. Annealing at 1100°C, grains grow rapidly with annealingtime in the grain growth stage, Goss and Cube textures are strong and {111}h110i and {111}h112i textures are weak. Cube texture component isstrengthened with the growth of grains, Goss texture component is weakened markedly. There is no significant change in the {111}h110i and{111}h112i textures. These characteristics could be attributed to the less recovery before recrystallization and the difference in grain boundarymobility related to the annealing temperature and crystal orientation during grain growth. [doi:10.2320/matertrans.M2013339]
(Received September 2, 2013; Accepted November 22, 2013; Published January 11, 2014)
Keywords: recrystallization, grain growth, texture, stored energy, non-oriented electrical steel
1. Introduction
Non-oriented electrical steels are widely used in electricalappliances and devices, especially for transformers andmotors due to their outstanding electrical properties.1)
It is well known that the magnetic properties of non-oriented electrical steels are affected by many factors, such asstrip thickness, alloy elements, grain size, impurities leveland crystallographic texture.26) Texture is a very importantfactor for the permeability of electrical steels. The optimaltextures for electrical steels used in rotating machines are ¡-fiber and Cube textures in which all the grains have h100idirection normal to the sheet plane, this will offer themaximum permeability.7,8) Much work has been made toinvestigate the textures in the stage of recrystallization andgrain growth, however, the mechanism of the formation ofrecrystallization texture and the texture evolution of electricalsteels during grain growth is still indefinite. This is becausethe influencing factors (including the initial grain size andtexture in annealed bands, micro-structural inhomogeneity inthe cold rolled sheets, the heating rate, annealing temperatureand time, and cooling rate during the annealing process) arecomplex.5,9) Although some previous works10,11) were under-taken to study the texture development of electrical steels inthe recovery and recrystallization process, the annealingtemperature selected is much lower than that of modernindustry. In order to elucidate the texture evolution in theprocess of annealing operated nearly industrial condition, thetexture development is examined in a 2.8% Si non-orientedelectrical steel with coarse initial grains.
2. Experimental Details
2.1 Material and heat treatmentThe starting materials are the 2.1mm thickness hot bands
with the chemical composition: 0.0030mass% C, 2.8mass%
Si, 0.2mass% Mn, 0.8mass% Al, 0.0037mass% S and0.0032mass% N in weight percentage with balance of Fe.The hot bands produced by the same processes with the samecoarse grains were annealed at 1000°C for 5min followedby air cooling, and then were cold rolled to 0.5mm by 76%reduction using a laboratory mill through 6 passes.Subsequently, the cold-rolled plates originated from the samehot band were annealed at 650, 750 and 1100°C for differenttime respectively in the 100% Ar atmosphere. The wateringquenching was selected after annealing in order to obtaindifferent recrystallized fraction and grain size.
2.2 Texture examinationsBefore texture measurements, the specimens were me-
chanically polished first and then electropolished in a solutionof 400ml alcohol and 100ml HClO4 for removing thedeformation layer introduced during previous mechanicalpolishing. The texture examinations of specimens in surfacewere carried out in an CHANNL5 electron backscatterdiffraction (EBSD) system attached with ZEISS SUPRA 55scanning electron microscope (SEM).
The orientation distribution function (ODF) was analyzedby a texture analysis software (TSL OIM Analysis 6).The step size used during measurement is 1 µm per step forrecrystallization stage. The separation of nuclei or recrystal-lized grains from partially recrystallized microstructureswas carried out by using OIM software. The nucleus, orrecrystallized grain, was defined as the region which shows aclear Kikuchi pattern and is surrounded by grain boundarieswith a misorientation angle exceeding 5° from the deformedmatrix. The nuclei, or recrystallized grains, were classifiedinto 6 orientations, {001}h110i, {111}h110i, {111}h112i,{110}h110i, {110}h001i (Goss) and {001}h100i (Cube),with a maximum deviation of 20° from each ideal orientation.This condition makes sure that no overlap between twoarbitrary orientations. The area fraction of grains withspecific orientations at each recrystallization stage wasobtained, and the difference in the area fraction of all grainsand that of the recrystallized grains were calculated.
+Graduate Student, University of Science and Technology Beijing.Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 55, No. 2 (2014) pp. 387 to 390©2014 The Japan Institute of Metals and Materials RAPID PUBLICATION

3. Results and Discussions
Table 1 shows the recrystallized fraction of specimensannealed at different time and temperature. It can be seen thatthe recrystallized fraction of the specimens annealed at 650°Cfor 300 s and 1100°C for 10 s are 15 and 11% respectively,indicating that the recrystallized grains are only nuclei.While, a completely recrystallized microstructure of thespecimens annealed at 750°C for 300 s and 1100°C for 12 s isrevealed with the 100% recrystallized fraction as shown inTable 1. In the very early stage of recrystallization, lots ofnuclei formed in the deformed {111}h110i and {111}h112igrains since these grains possess higher stored energy thanothers. Thus, deformed {111}h110i and {111}h112i grainsare consumed first by the formation of nuclei or the growth ofrecrystallized grains which have already nucleated.
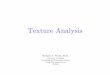
Figure 1 displays the inverse pole figure map andnucleation textures in surface layer presented in ¤2 = 45°sections of the ODF, showing nuclei in the deformed{111}h112i grains (arrows pointing region). It is foundthat the typical texture of nuclei in the specimen annealedat 650°C is consisted of weak Goss, Cube and very strong£-fiber components (see Fig. 1(a)). The intensity of the{111}h112i component is the strongest, no significant ¡-fibercomponent is observed in this texture except {111}h110i.However, the different typical textures of nuclei in thedifferent sections of specimen annealed at 1100°C aredetected as shown in Figs. 1(b), 1(c). The texture in somesections is consisted of weak Cube, strong Goss and £-fiber
components, such as {111}h110i and {111}h112i (seeFig. 1(b)). In other sections, however, the texture is consistedof very strong Cube, very weak Goss and £-fiber components(see Fig. 1(c)).
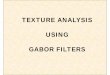
Figure 2 illustrates the ¤2 = 45° sections of the ODF forthe specimens with a completely recrystallized microstruc-ture. As can be seen, the texture in specimen annealed at750°C for 300 s consists of weak Goss and strong £-fibercomponents, as shown in Fig. 2(a). The texture in specimenannealed at 1100°C for 12 s, however, consists of strongGoss and Cube and weak £-fiber components, as shown inFig. 2(b). So, there is a significant difference in the textureof 2.8% Si electrical steel in the very early and late stageof recrystallization. This difference is mainly caused by thestrength of the Goss, Cube and £-fiber components. TheGoss and Cube components become strong in the specimensannealed at 1100°C, whereas £-fiber component becomesweak.
In order to understand these differences in texture, theformation of shear bands should be discussed. Shear bandsare preferential sites for nucleation, they are considered to bean important factor in the recrystallization process.12) Shearbands are known as severely strained regions formed as aresult of strain inhomogeneity due to structural instabilityduring cold rolling.13) The formation of shear bands dependson the deformation conditions including chemical composi-tions, texture, microstructure of materials and deformationtemperature. In this research, the coarse grains in 2.8% Sielectrical steel induced many shear bands in deformed grains
Table 1 Recrystallized fraction of specimens annealed at different time andtemperature (vol%).
Temperature, T/°C Time, t/s Recrystallized fraction (%)
650 300 15
750 300 100
1100 10 11
1100 12 100
(a) (b) (c)
Fig. 1 Inverse pole figure map and ¤2 = 45° section of ODF for nuclei formed at the very early stage of recrystallization (a) at 650°C for300 s, (b) and (c) at 1100°C for 10 s.
(a) (b)
Fig. 2 ¤2 = 45° section of ODF for complete recrystallized specimensannealed (a) at 750°C for 300 s and (b) at 1100°C for 12 s.
N. Li, L. Ma, L. Xiang, S. Qiu and P. Zhao388

having {111}h110i and {111}h112i orientations.14) It isdemonstrated that new grains with Goss orientation areusually nucleated in shear bands and at the very early stageof recrystallization due to the highest stored energy.13) So,shear bands play a very important role in determining therecrystallization texture.
For the same time, the real temperature of specimensannealed at 1100°C is higher than ones at 650°C. It isobvious that the fraction of recovery before the recrystalliza-tion progresses will be decreased due to the high annealingtemperature. Accordingly, the differences in residual storedenergy among various texture components are reduced asrecovery proceeds. Therefore, one can claim that at highannealing temperature the new grains with Goss and Cubeorientation have a more chance of nucleating and consumingthe surrounding deformed matrices during annealing, while,£-fiber components have a less chance. As a result, thestrength of Goss and Cube components increased, and the £-fiber components decreased.
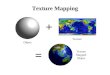
Table 2 shows the average diameter and total number ofgrains calculated in specimens annealed at 1100°C fordifferent time. It can be seen that the average grain diameterincreases rapidly with the increase of annealing time.Because the grain boundary migration in this study dependson the temperature force on the boundary. The higherannealing temperature used the grater temperature force isobtained, so grains grow more rapid. The area fraction ofgrains with various orientations with annealing time ispresented in Fig. 3. As can be seen, the area fraction ofGoss and Cube components is much and the {111}h110i,{111}h112i, {001}h110i and {110}h110i components is less.Goss and {001}h110i components decrease with annealingtime. On the other hand, the area fraction of the Cubecomponent increases up to 12 s and then remains a stablelevel with annealing time. However, there is no significantchange in the area fraction of the {111}h110i, {111}h112iand {110}h110i components. It is worth note that the £-fibercomponents remain low level, especially {111}h112i. Theoptimal textures remain high level, especially Cube. Thesediffer from the previous work.15) The main reason for thismay be the high annealing temperature changes the mechan-ism of recrystallization and grains growth. As we know thatthe boundary migration during grains growth depends onseveral parameters including the boundary structure which isa function of misorientation and boundary plane. It is alsostrongly influenced by point defects in the material such assolutes and vacancies, and it also depends on the exper-imental conditions, for instance the temperature, the nature
and magnitude of the forces on the boundary. In this study,the most important parameter is temperature. Generally, theapparent activation energy of boundary migration is variouswith temperature. At high temperature, the mobility ofgrain boundary may be varied for the changes in boundarystructure and mechanism of boundary migration, because thecoincidence site in boundaries or ordered boundaries maybecome more disordered and lose their special properties.So, when the specimens annealed at 1100°C, the boundarystructure and the mechanism of boundary migration maybe changed and grains with different orientations may havea similar boundary migration rate, except Goss and{001}h110i. So, Goss and {001}h110i components continuesto decrease, and others remain stable.
4. Conclusion
In summary, during annealing stage of high silicon steel,the mechanism of recrystallization and grain growth changedwith an increase in temperature which exerts a great influenceon the nucleation and grain boundary migration of Goss,Cube and £-fiber. During the very early and late stage ofrecrystallization, the Goss and Cube component becomestrong in the specimens annealed at 1100°C, whereas £-fibercomponents become weak, and that happens all the timeduring grain growth stage, ultimately, Goss and Cubecomponents are strong and £-fiber components are weak infinal product.
Acknowledgement
The authors are grateful to the National Natural ScienceFoundation of China under No. 50934009.
REFERENCES
1) C. K. Hou: J. Magn. Magn. Mater. 162 (1996) 291300.2) T. Nakayama and N. Honjou: J. Magn. Magn. Mater. 213 (2000)
8794.3) C. Oldani and S. P. Silvetti: J. Scr. Mater. 43 (2000) 129134.4) C. K. Hou: J. Magn. Magn. Mater. 162 (1996) 280290.
Table 2 Average grain diameter and total number of grains calculated inspecimens annealed at 1100°C.
Annealing time,t/s
Average grain diameter,D/µm
Total number of grains
12 12.9 >10000
14 22.6 >5000
20 40.7 4135
30 85.7 1792
50 151.0 1154
Fig. 3 Area fraction of grains with various orientations with annealing timein the specimens annealed at 1100°C.
Evolution of Texture in a 2.8%Si Non-Oriented Electrical Steel Annealed at 1100°C 389

5) B. Y. Huang, K. Yamamoto, C. Kaido and Y. Yamashiro: J. Magn.Magn. Mater. 209 (2000) 197200.
6) X. Duan, H. Huneus, T. Kochmann, K. Leuridan, R. Kaczmarek and F.Protat: J. Magn. Magn. Mater. 160 (1996) 133135.
7) J. A. Wang, B. X. Zhou, M. Y. Yao, Q. Li and W. J. Chen: J. Iron SteelRes. Int. 13 (2006) 5458.
8) M. Takashima, M. Komatsubara and N. Morito: ISIJ Int. 37 (1997)12631268.
9) J. T. Park and J. A. Szpunar: J. Magn. Magn. Mater. 321 (2009) 19281932.
10) B. K. Bae, J. S. Woo and J. K. Kim: J. Magn. Magn. Mater. 254255(2003) 373375.
11) J. T. Park, J. A. Szpunar and S. Y. Cha: J. ISIJ Int. 43 (2003) 16111614.
12) J. T. Park and J. A. Szpunar: Acta Mater. 51 (2003) 30373051.13) F. J. Humphreys and M. Hatherly: Recrystallization and Related
Annealing Phenomena, second ed., (Elsevier, Oxford, 2004).14) J. T. Park, J. A. Szpunar and K. S. Han: Mater. Sci. Forum 408412
(2002) 12571262.15) J. T. Park: J. ISIJ Int. 5 (2005) 2630.
N. Li, L. Ma, L. Xiang, S. Qiu and P. Zhao390