Embed Size (px)
Citation preview

5.5.2003Evolution of recovery boiler design
1
EVOLUTION OF RECOVERY BOILER DESIGNS
Esa VakkilainenJaakko Pöyry Oy

2Evolution of recovery boiler design
5.5.2003
NEW WAYS TO SAVE CHEMICAL COSTS
DryReduceUtilize
3Evolution of recovery boiler design
5.5.2003
Early flame oven from late 1800 (Edling, 1981)

4Evolution of recovery boiler design
5.5.2003
Early Tampella rotary furnace from about 1925

5Evolution of recovery boiler design
5.5.2003
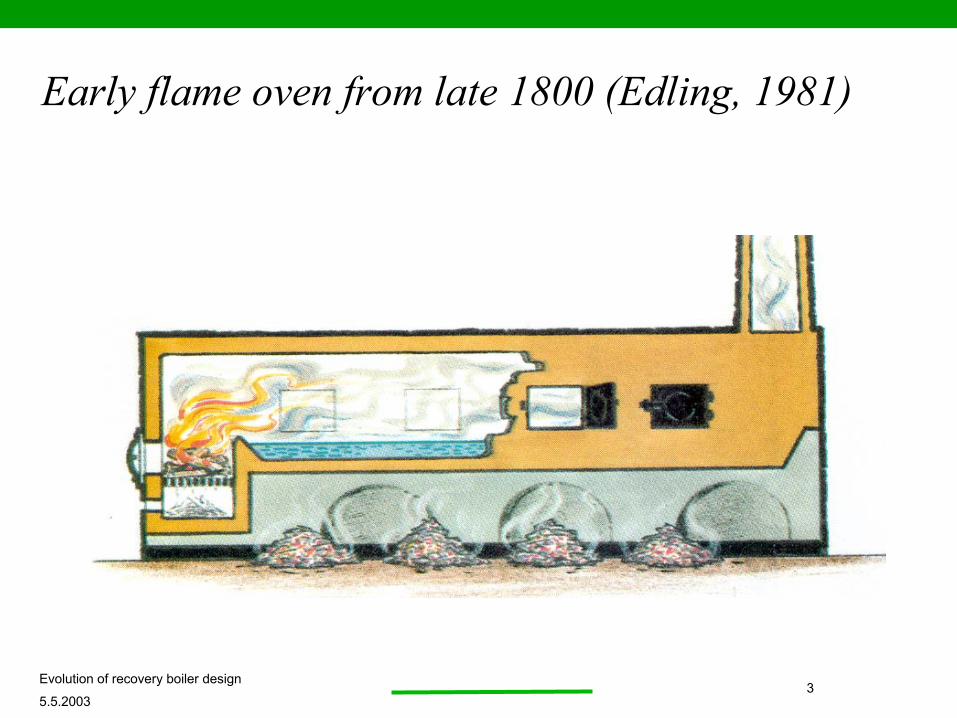
Ideas behind first recovery boilers
All processes happen in a single vessel, drying, combustion and subsequent reactions of black liquor occur inside a cooled furnace. This is the main idea in Tomlinson’s work.The combustion is aided by spraying the black liquor into small droplets. Spraying was used in early rotary furnaces and with some success adapted to stationary furnace by H. K. Moore. Controlling the char bed by having primary air level at char bed surface and more levels above. Multiple level air system was introduced by C. L. WagnerSmelt removal directly from the furnace through smelt spouts into a dissolving tank. Use of Cottrell’s precipitator for dust recovery
6Evolution of recovery boiler design
5.5.2003
First Tomlinson Kraft recovery boiler from Babcock & Wilcox in 1934 (Steam, 1992)
7Evolution of recovery boiler design
5.5.2003
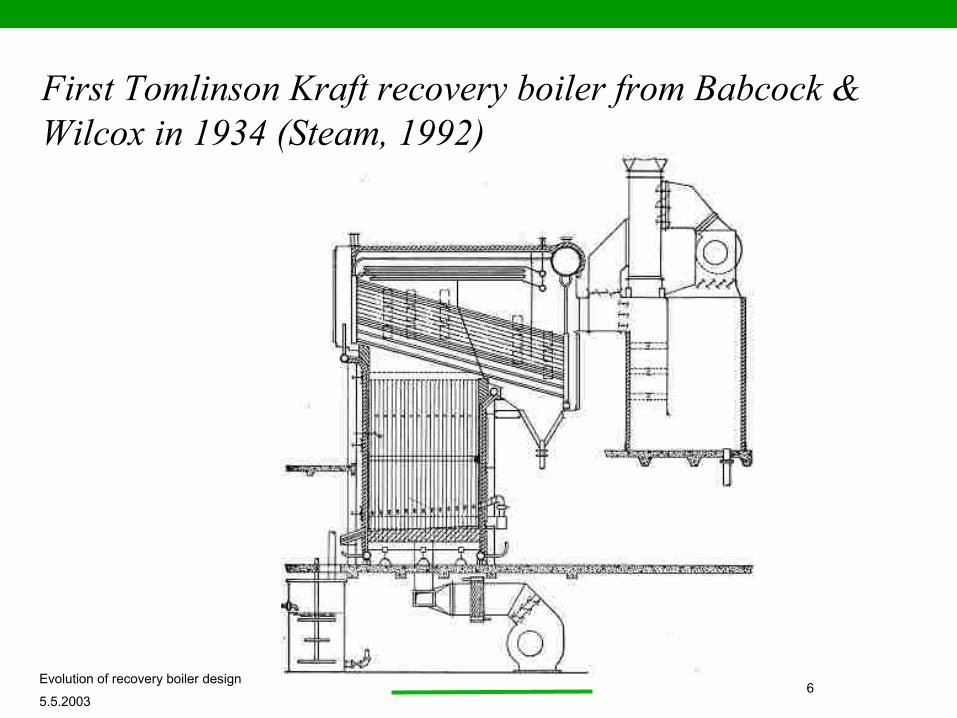
The first CE recovery boiler 1938 (Combustion Engineering, 1949)

8Evolution of recovery boiler design
5.5.2003
The time was right
Using fibers from annual plants had been superseded by production of pulp from woodIn 1879 C.F. Dahl discovered that the addition of sodium sulfide to cooking liquor improved the pulping process and the properties of final product. The Kraft mill was born when 1885 the Munksjö mill in Sweden started using this process.
Kraft mills had economic advantage as Kraft recovery boilers decreased chemical costs substantially

9Evolution of recovery boiler design
5.5.2003
Two drum recovery boiler
Main steam pressure typically 85 bar(a) and temperature 480 °CThe maximum design solids handling capacity about 1700 tds/d. Three level air Stationary firing ScreenVertical boiler bank

10Evolution of recovery boiler design
5.5.2003
Modern recovery boiler
Main steam pressure up to 90 bar(a) and temperature 490 °CThe maximum design solids handling capacity about 3000 tds/d. Multiple level air Single drum constructionVertical steam generating bank
11Evolution of recovery boiler design
5.5.2003
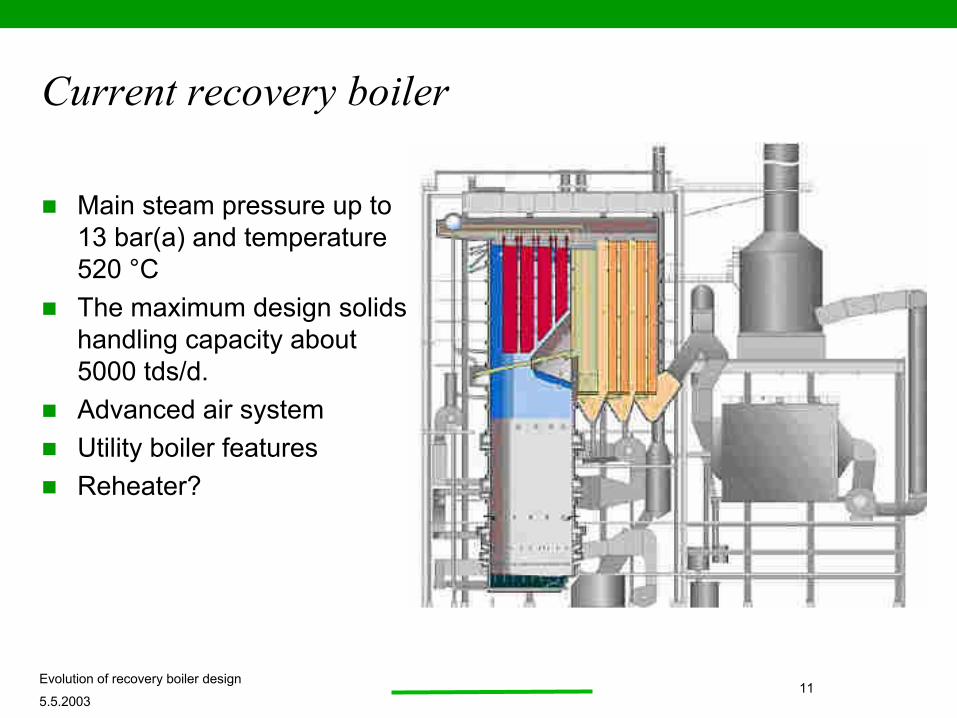
Current recovery boiler
Main steam pressure up to 13 bar(a) and temperature 520 °CThe maximum design solids handling capacity about 5000 tds/d. Advanced air systemUtility boiler featuresReheater?
12Evolution of recovery boiler design
5.5.2003
State of the art and current trends
One drum boiler with 3-part superheater and optional water screen Steam design data 9.2 MPa / 490 oCDesign for high solids 80+ %DS with pressurized heavy liquor storage tank Liquor temperature control with flash tank, indirect liquor heaters eliminatedCNCG and DNCG are introduced to the boiler Low emissions of TRS, SO2 and particulatesFlue gas cleaning with ESP (no scrubbers)

13Evolution of recovery boiler design
5.5.2003
Ongoing design changes
Higher design pressure and temperature due to increasing demands of power generationSuperheater materials of high-grade alloysFurther increase in black liquor solids towards 90 % Burning of biological effluent treatment sludge Dissolving tank vent gases returned to the boilerChloride and potassium removal from fly ash when recovering bleaching filtratesMany air levels for NOx control

14Evolution of recovery boiler design
5.5.2003
Main steam temperature

15Evolution of recovery boiler design
5.5.2003
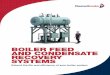
Virgin black liquor dry solids as a function of purchase year of the recovery boiler
50
55
60
65
70
75
80
85
90
1975 1980 1985 1990 1995 2000 2005
Delivery year
Virg
in d
ry s
olid
s, %
Average
Maximum
16Evolution of recovery boiler design
5.5.2003
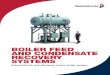
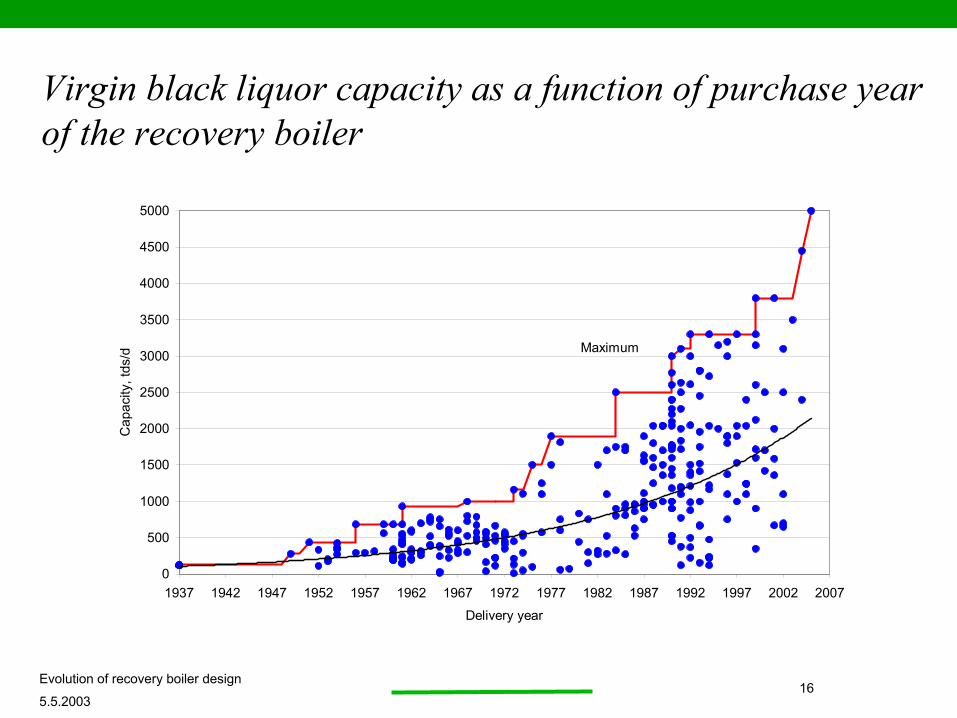
Virgin black liquor capacity as a function of purchase year of the recovery boiler
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1937 1942 1947 1952 1957 1962 1967 1972 1977 1982 1987 1992 1997 2002 2007Delivery year
Cap
acity
, tds
/d Maximum
17Evolution of recovery boiler design5.5.2003
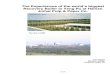
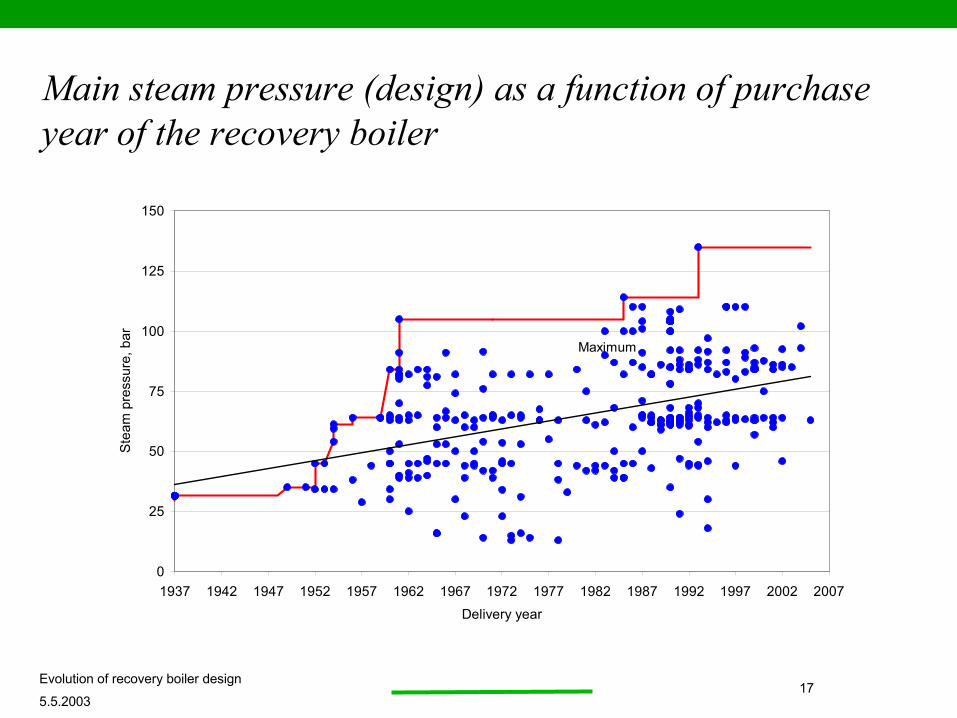
Main steam pressure (design) as a function of purchase year of the recovery boiler
0
25
50
75
100
125
150
1937 1942 1947 1952 1957 1962 1967 1972 1977 1982 1987 1992 1997 2002 2007Delivery year
Stea
m p
ress
ure,
bar
Maximum

18Evolution of recovery boiler design5.5.2003
Gasification increases electricity generation?
Effectiveness of converting black liquor HHV into fuel value in net product gas (Grace and Timmer, 1995).
Original HHV, MJ/kg bl 14.7 13.3 HHV in net gas
% of original HHV in net gas % of original
Commercial processes Chemrec (Kvaerner) 55.9 50.7 StoneChem (MTCI) 49.0 42.6 Piloted processes ABB 70.4 66.6 Tampella 60.7 55.9 Conventional RB 61.1 58.6
19Evolution of recovery boiler design5.5.2003
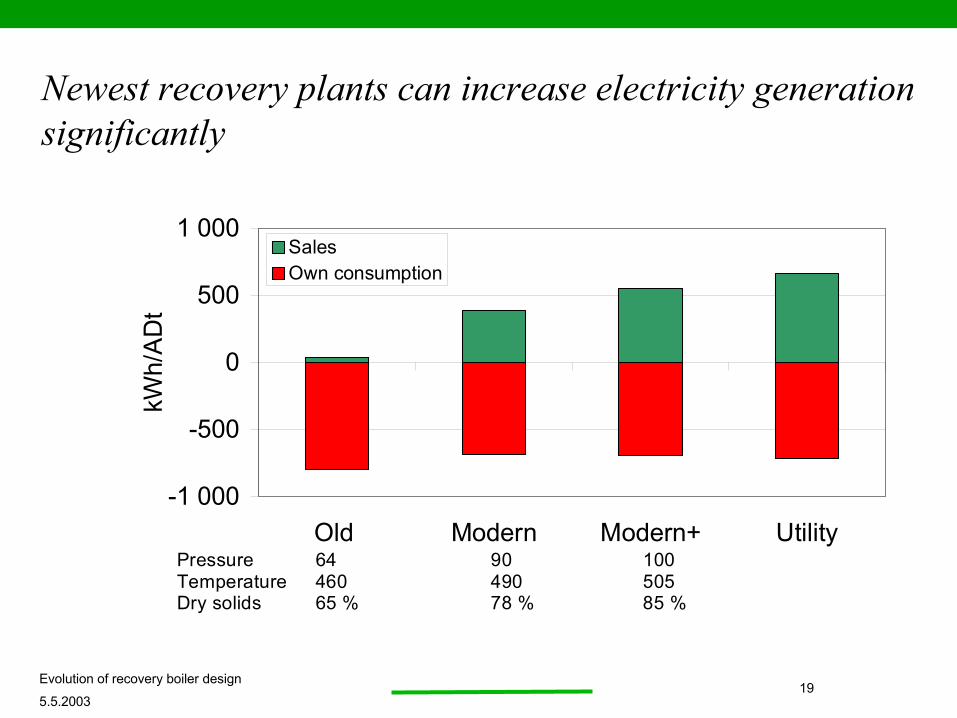
Newest recovery plants can increase electricity generation significantly
-1 000
-500
0
500
1 000
Old Modern Modern+ Utility
kWh/
ADt
SalesOwn consumption
Pressure 64 90 100 Temperature 460 490 505 Dry solids 65 % 78 % 85 %

20Evolution of recovery boiler design5.5.2003
Newest news
Size of lines increases. Utility sized power production (>100 MWe). Economics of scale means new possibilities to increase the yield of bioenergy New concepts for connection of recovery boiler and turbine (=utility). Up-coming Scandinavian lines will have main steam values around 100bar and 505 °C. Potassium and chlorine removal equipment are needed. Example modern Scandinavian mill produces more than 30 MWe for sale with annual pulp capacity of about 600 000 t/a. Increase in net revenue of around 10 % can be achieved with surplus electricity, bark and wood residue sales.