Embed Size (px)
Citation preview

Evaluation of Sepair
dry coal beneficiation process
– Status report
GJ de Korte June 2021
Project 4.8.5

Contents .............................................................................................................................................................. 1
1) Introduction .................................................................................................................................... 3
2) Motivation for test work with the Sepair process ..................................................................... 4
3) Description of the Sepair process .............................................................................................. 6
4) Initial Sepair pilot plant tests ....................................................................................................... 8
5) Washability characteristics of Russian and South African coals ........................................... 9
6) Processing of small coal ............................................................................................................ 11
7) Influence of particle shape ........................................................................................................ 12
8) Sepair tests post-commissioning ............................................................................................. 13
9) Test parameters and results obtained ..................................................................................... 13
10) Tests conducted in December 2020 ...................................................................................... 14
11) Conclusions ............................................................................................................................... 14

1) Introduction
Coaltech has been investigating dry processing of coal since 2009 and completed investigations into the use of the FGX as well as dual-energy X-ray sorting as methods to beneficiate dry coal. Coaltech learned about a new dry processing method called the ‘Sepair’ at a conference in New Delhi, India in November 2017. The Sepair process was originally developed by a Russian company, Gormashexport, for use in the diamond industry in Russia and proved to also be an effective dry process option for coal. A view of a Sepair plant in operation in Russia is shown in Figure 1.
Figure 1: Sepair dry coal processing plant Coaltech contacted Gormashexport to obtain more information on the Sepair process and the Russian company indicated that they were prepared to provide a pilot unit for testing in SA. The Coal Processing Sub-committee agreed that before bringing a test plant to SA, further test results obtained with the Sepair process in Russia should be made available for evaluation. The committee also recommended that two representatives from the committee should visit Russia to obtain first-hand information on the Sepair process. Additional data and information were requested from Gormashexport and the results obtained with the Sepair on Russian coals were received during April 2018. The results showed that the Sepair is able to affect a significant upgrade in the quality of raw coal. A summary of the test results obtained on Russian coals is given in Table 1.

Table 1: Summary of Sepair test results on Russian coal
Mine / Area
Size range of raw coal
(mm)
% of feed
Raw coal ash
%
Clean coal ash
%
Discard coal ash
% Yield %
Sakhalin Gorniak-1 25-50 24.1 42.8 29.5 82.7 75.0
13-25 24.3 45.0 38.2 66.5 76.1
5-13 20.2 47.1 39.1 68.9 73.2
2-5 14.3 49.1 39.2 69.9 67.9
Kazakhstan 25-50 38.5 29.9 5.2 91.8 71.4
13-25 24.3 25.2 6.4 91.9 78.1
6-13 17.2 25.6 7.4 80.4 75.1
3-5 8.1 23.3 11.1 87.5 84.0
Kuzbass 25-50 36.6 19.7 8.1 85.6 85.0
10-25 19.1 19.4 13.3 77.5 90.4
4-10 9.1 17.8 13.9 63.5 92.2
1-4 5.8 14.7 10.6 50.2 89.7
Yakutia 25-50 10.6 39.0 18.5 70.3 60.4
10-25 43.3 17.4 13.7 55.0 91.0
Sibiria 25-50 10.8 9.8 3.7 44.8 85.2
10-25 15.5 7.9 5.3 33.9 91.0
4-10 16.9 6.5 5.2 23.1 92.9
1-4 19.4 5.5 5.0 23.8 97.4
It was of particular importance to note from the results received that the finer sizes of coal (down to 3 x 1 mm) can also be upgraded with the process. These results motivated the decision by Coaltech to further investigate the potential of the Sepair process and also the possibility of conducting test work on South African coal in order to fully assess the viability of using the process locally.
2) Motivation for test work with the Sepair process
Coaltech wanted to also obtain separation efficiency and washability data from Russia and the possibility of getting an efficiency test carried out on a Sepair plant in Russia was discussed with Gormashexport. They agreed to undertake an efficiency test on behalf of Coaltech and the test was conducted during June 2018.For the purpose of the efficiency evaluation, samples of the feed, product and discard were taken from a Sepair plant in operation in Russia and sent to SGS Vostok Limited for float-and-sink analysis. The coal processed during the test originated from Shubarkul Mine. The results obtained were reported in a Coaltech report entitled ‘Sepair dry coal separator: Efficiency determination carried out in Russia’ (July 2018). A summary of the results of the efficiency test is presented in Table 2. The partition curves derived from the test are presented in Appendix B.

Table 2: Summary of results of Sepair efficiency test carried out in Russia
The results of the test were very encouraging, indicating good separation efficiencies even for the small sized coal. Coaltech therefore decided to further investigate and sent two Coaltech members, Messrs. Jan Voges and Jacob Nxele, on a visit to Russia during September 2018 where they met with Gormashexport and witnessed the operation of a Sepair pilot unit at the Gormashexport head office at Novosbirsk. Upon returning to South Africa, they recommended that the Sepair process be evaluated locally on a pilot scale in order to obtain first-hand information about the process when applied to South African coal. A draft agreement between Coaltech and Gormashexport was drawn up and sent to Spoor and Fisher for evaluation during November 2018. The purchase of a pilot Sepair plant from Gormashexport was approved by the Coaltech Board during January 2019. The final draft of an agreement between Coaltech and Gormashexport was sent to Gormashexport during February 2019 and finalized during April 2019. The pilot plant was by this time already constructed and tested in Russia and awaiting shipment to Durban. Shipping of the plant to South Africa was delayed as a result of some customs issues before payment could be made to Gormasgexport. The pilot plant was shipped from Russia to Durban in August 2019 and arrived in Durban at the end of September 2019. It was then transported by road to Dorstfontein Mine. Kwena Mining Projects (Pty) Ltd. was appointed to undertake the task of assembling the plant at the mine and also to facilitate the supply of conveyors to feed the plant and remove the product and discard from the plant. Some modifications to the plant were required to meet the safety standards at Dorstfontein Mine and the Sepair plant was finally commissioned during the week 20 to 24 January 2020. The director of Gormashexport, Andrey Stepanenko and his son Artem was on site to oversee commissioning of the plant and a Russian translator, Ms. Tanya Fedotova, was also on site during this period to assist with communication. Gormashexport trained personnel from Kwena Mining Projects (Pty) Ltd. to operate the pilot plant and Kwena personnel subsequently operated the plant during all further test work. Initial tests were run during the commissioning week to establish the influence of the main plant settings. These tests were followed by a series of tests during February and March 2020. Further tests were planned but could not proceed due to the Covid-19 Pandemic. It was only in December 2020 that test work resumed with a test on raw coal from an Exxaro mine in Mpumalanga.

3) Description of the Sepair process
The Sepair uses pneumatic suction to draw lighter (and smaller) coal particles (product) upwards
from a steel mesh conveyor belt leaving the heavier and larger stone particles (reject) on the
conveyor. The suction is provided by a fan and the suction power can be adjusted by changing the
fan speed. The speed of the mesh conveyor can also be adjusted to speed up the removal of the
reject particles to ensure that no build-up of reject material occurs on the conveyor. The vacuum is
applied via a ‘suction nozzle’. The clearance between the nozzle and the woven steel conveyor is
adjustable to allow for coarse particles to pass unhindered below the nozzle.
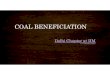
A schematic diagram of the Sepair unit is shown in Figure 2.
Figure 2: Sepair unit
Raw coal is fed via a conveyor belt (not shown in Figure 2) to a vibrating feeder (1). The feeder feeds the coal as a single particle layer (in the case of sized coal) onto the woven mesh conveyor (2). Fine coal (smaller than about 2 mm) in the feed is removed by falling through the woven mesh conveyor via a chute (5). The product coal (lighter material) is drawn upwards by the vacuum and transported to a primary pneumatic cyclone equipped with an air-lock valve. The coal is discharged via the valve (3) onto a product conveyor. Dust and fine coal reports to a secondary pneumatic cyclone, also equipped with an air-lock valve, and discharged (4) either into a container or onto a conveyor. Air exits the system via the secondary cyclone vortex finder (6) and if necessary, a bag filter can be installed to capture any dust in the air discharged. The stone remaining on the woven mesh conveyor after the product has been drawn up via the suction nozzle is discharged onto a discard conveyor. The feed rate of coal to the Sepair needs to be controlled so that the unit can remove all the coal in the feed (via the suction nozzle) and remove all the stone in the feed (via the conveyor). The feed rate will depend on the particle size range of the coal fed to the Sepair as well as the specific settings of the fan and woven steel conveyor. The plant should ideally be fed coal with a narrow (2:1) size range of coal. When processing coal with a size range of 50 x 25 mm the pilot plant has a capacity of about 40 tons per hour. When processing finer coal or coal with a wider size range

the capacity will be lower. A photograph of the pilot Sepair plant is shown in Figure 3 and a view of the nozzle and woven conveyor belt is shown in Figure 4
.
Figure 3: Sepair pilot plant at Dorstfontein
Figure 4: Suction nozzle and woven mesh conveyor

4) Initial Sepair pilot plant tests
During the week 20 to 24 January 2020 a series of tests were conducted under the guidance of Gormashexport to establish how the Sepair unit performed on the Dorstfontein coal and also to define the settings required. Dorstfontein Mine arranged for a quantity of raw coal to be screened in order to provide two size fractions, 50 x 10 mm and minus 10 mm, to be available for the initial tests. The tests run during the week were al carried out using high fan speed settings – typically between 77 and 65 Hertz. Table 3: Test results – 21 January 2020
Test # Coal Tph
Setting (Hz) Ash content % CV (MJ/kg)
Fan Conveyor Feed Product Discard Feed Product Discard
1 50 x 10 30 77 50 30.5 27.2 50.1 20.83 21.77 12.93
2 50 x 10 30 75 50 31.1 29.9 47.1 19.92 20.92 14.17
3 50 x 10 30 73 50 30.3 27.2 38.4 20.60 21.97 18.17
4 50 x 10 30 71 50 34.6 29.8 39.6 19.70 21.11 17.03
5 50 x 10 30 69 50 33.4 28.0 36.4 20.01 21.80 18.15
6 50 x 10 30 69 75 29.0 26.4 35.5 20.72 21.86 18.46
7 10 x 0 25 69 50 30.0 27.1 31.4 21.07 22.35 2.35
8 10 x 0 25 71 50 28.5 27.9 28.8 21.67 21.68 21.60
9 10 x 0 25 73 75 28.5 27.2 28.6 21.58 22.25 21.52
10 10 x 0 25 75 75 28.6 26.7 29.2 21.43 22.36 21.33
Table 4: Test results – 23 January 2020
Test # Sample
# Coal Tph
Setting (Hz) Ash content %
Fan Conveyor Feed Product Discard
1 1 50 x 10 30 77 50 29.4 30.1 41.5
1 2 50 x 10 30 77 50 31.9 30.2 45.5
1 3 50 x 10 30 77 50 32.2 30.9 48.5
1 4 50 x 10 30 77 50 32.0 35.5 44.3
1 5 50 x 10 30 77 50 31.9 31.9 45.1
1 6 50 x 10 30 77 50 26.9 31.8 44.6
2 1 50 x 10 30 74 50 27.4 26.9 31.0
2 2 50 x 10 30 74 50 29.4 28.8 50.1
2 3 50 x 10 30 74 50 30.9 27.6 53.0
2 4 50 x 10 30 74 50 36.0 31.3 43.5
2 5 50 x 10 30 74 50 30.0 24.3 53.5
2 6 50 x 10 30 74 50 31.2 30.5 51.4
3 1 50 x 10 30 71 50 29.7 28.0 40.1
3 2 50 x 10 30 71 50 31.5 30.4 33.4
3 3 50 x 10 30 71 50 33.5 32.1 36.8
3 4 50 x 10 30 71 50 31.9 30.1 39.1
3 5 50 x 10 30 71 50 31.3 26.2 29.7
3 6 50 x 10 30 71 50 31.5 30.4 41.6
4 S1 10 x 0 10 75 75 28.4 28.4 45.0
4 S2 10 x 0 10 65 50 30.2 28.2 31.1

These initial results were disappointing since only a small upgrade in the quality of the raw coal was observed for most of the tests on coarse (50 x 10 mm) coal whilst virtually no upgrade was evident when processing the fine (minus 10 mm) coal. The reason for this was most likely the relatively high fan speed settings employed. The problem with the separation of the fine coal appeared to be due to high moisture content.
5) Washability characteristics of Russian and South African coals
The washability analysis of the raw coal from Shubarkul Mine in Russia, the coal sampled during
the efficiency evaluation carried out during 2018, is shown in Table 5 and the washability analysis
of raw coal from the Witbank / Highveld area in Table 6. The data are also depicted in graphical
format in Figure 5.
Table 5: Washability analysis of Russian coal
Russian coal 50 x 25 mm size fraction
Fractional Cumulative
Relative density Yield % % Ash Yield % % Ash
F @ 1.40 81.6 4.1 81.6 4.1
F @ 1.50 4.7 24.7 86.4 5.3
F @ 1.60 1.5 35.0 87.8 5.8
F @ 1.70 0.8 44.3 88.7 6.1
F @ 1.80 0.4 54.1 89.1 6.3
F @ 1.90 0.8 63.7 89.9 6.8
F @ 2.00 0.8 71.0 90.7 7.4
S @ 2.00 9.3 83.7 100.0 14.5
Table 6: Washability analysis of South African coal
SA Coal 50 x 25 mm size fraction
Fractional Cumulative
Relative density Yield % % Ash Yield % % Ash
F @ 1.40 0.7 11.5 0.7 11.5
F @ 1.50 19.0 14.9 19.7 14.8
F @ 1.60 31.9 20.9 51.6 18.6
F @ 1.70 14.9 30.5 66.5 21.3
F @ 1.80 9.0 38.4 75.5 23.3
F @ 1.90 5.6 41.6 81.1 24.6
F @ 2.00 3.2 47.1 84.3 25.4
F @ 2.10 3.5 50.2 87.8 26.4
F @ 2.20 3.2 58.1 91.0 27.5
F @ 2.30 2.8 66.3 93.8 28.7
F @ 2.40 2.2 68.7 96.0 29.6
S @ 2.40 4.0 73.0 100.0 31.4

Figure 5: Washability data compared The data shown in Tables 5 and 6 and in Figure 5 illustrate the difference in the beneficiation characteristics of the coals. If the Russian coal is for example separated at a relative density of 1.50, a product yield of 86.4% and a product ash content of 5.3% will be obtained. At a separation density of 2.00 the yield will be 90.7% and the ash content 7.4%. That implies that the yield will only change by 4.3% and the ash content by 2.1% over the relative density range between 1.50 and 2.00. The equivalent values for the South African coal are 19.7% yield and an ash content of 14.8% at a relative density of 1.50 and a yield of 84.3% with an ash content of 25.1% at a relative density of 2.00. The yield therefore changes by 64.6% between relative density 1.50 and 2.00. The ash content difference over this density range is 10.3%. It is for this reason that South African coal is much more difficult to beneficiate and requires very close relative density control in the beneficiation process. For the Sepair the implication is that closer control of the fan speed settings is required and also that lower fan speed settings may be required when processing South African coal whist the Russian coal can be separated successfully at almost any separation density between 1.50 and 2.00 – or a wide range of fan speed settings. It was therefore decided that during further tests at Dorstfontein, lower fan speed settings would be investigated. Coal such as the Russian coal (and other coals from the northern hemisphere) often results in a ‘black-white’ separation when processed. This is illustrated in Figure 6 which is a photograph taken by the Coaltech representatives during their visit to Russia.
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
0.0 5.0 10.0 15.0 20.0 25.0 30.0 35.0
Cu
mu
lati
ve y
ield
%
Cumulative ash %
Washability data
Russian coal SA coal

Figure 6: Sepair pilot unit processing Russian coal
6) Processing of small and fine coal
Tests carried out in Russia showed that the Sepair is capable of achieving good separation
between coal and shale even at particle sizes as small as 3 x 1 mm. The tests on fine coal at
Dorstfontein, however, were disappointing and almost no upgrade of the fine coal was observed.
The most likely reason for this is that the Sepair is able to separate dry fine coal. The fine coal at
Dorstfontein was not dry as shown in Figure 7 and particles adhere to each other as a result of the
moisture in the coal and the coal and shale particles can therefore not be effectively separated by
the applied vacuum. It is unfortunately to be anticipated that wet, fine coal will be the norm rather
than the exception under local mining conditions. Processing of small and fine coal using the
Sepair may therefore be possible but not achievable under normal conditions in South Africa.

Figure 7: Photograph showing moist fine coal in feed to Sepair
7) Influence of particle shape
The mechanism employed by the Sepair to separate coal from shale, upward pneumatic suction, is
influenced by both the size and the shape of coal and shale particles. For this reason, narrow size
ranges of coal for example 50 x 25 mm or 25 x 12 mm are ideally fed to the unit. The shape of the
particles also affect the separation and flat pieces of shale may be ‘sucked’ into the product stream
depending on how the particles are presented to the air stream. Since pieces of flat shale would
normally lie flat of the feed conveyor, they can easily end up in the product as shown in Figure 8.

Figure 8: Flat shale particles found in Sepair product
8) Sepair tests post-commissioning
A number of tests were conducted on the Sepair unit at Dorstfontein during February and March
2020. The tests were:
Tests on Dorstfontein 25 x 10 mm raw coal (No. 4 Seam)
Efficiency tests conducted by Glencore on Number 1 Seam coal. (50 x 25 and 25 x 10 mm)
Tests on Dorstfontein No. 5 Seam coal (50 x 10 mm)
Tests on Dorstfontein plant discard coal (25 x 10 mm)
Tests on Dorstfontein discard coal (50 x 25 mm)
Tests conducted by Exxaro on Dorstfontein No. 4 Seam coal (18 and 24 March 2021)
Efficiency tests conducted by Coaltech on Dorstfontein No. 4 Seam coal (18 and 24 March 2021)
9) Test parameters and results obtained
Details of the plant settings (fan and conveyor speed as well as the feed rate to the Sepair during the tests) are summarized in Tables 7 to 11 in Appendix A. The results obtained during the tests are also shown in the tables. For each test, the ash content of the feed to the Sepair was determined as well as the ash content of the product and reject coal. For some tests the calorific value (CV) of the samples was also determined. Sampling and analyses was carried out by the on-site SGS laboratory except for the samples taken during the Glencore tests which were sampled and analyzed by Sibonisiwe Coal Laboratory Services. Efficiency determination was conducted by Glencore on the samples taken during the test on the No. 1 Seam coal. The results obtained are shown in Table 12 of Appendix A. The results of the Exxaro tests carried out on 18 and 24 March are shown in Tables 13 and 14 of

Appendix A. Sampling and analysis of the Coaltech efficiency tests on 18 and 24 March was also managed by Sibonisiwe Coal Laboratory Services. The results of these tests are presented in Tables 15 and 16 in Appendix A.
10) Tests conducted in December 2020
In December 2020, test work on the Sepair resumed with a test conducted on raw coal from an
Exxaro mine in Mpumalanga. The objective of the test was to establish if the Sepair could upgrade
the coal to a RB3 specification which requires an ash content of less than 20% and a calorific value
of more than 5300 kcal/kg NAR (approximately 24.5 MJ/kg AD).
The results obtained from the tests carried out on the 50 x 28 mm and 28 x 12 mm size fractions
are shown in Tables 17 and 18 of Appendix B. The results show that the Sepair product did meet
RB3 specifications. It needs to be kept in mind though that the minus 12 mm coal was not
upgraded.
11) Discussion of results
From the results obtained on the Sepair pilot tests one can observe the following trends:
Processing of coal at high fan speed settings is equivalent to a destoning operation
resulting in a high product yield but only a small reduction in ash content
At lower fan speed settings, lower product ash values are obtained and as may be
expected, lower yields
The separation is more effective on the larger coal particle size ranges
Good beneficiation results were obtained on coal from the No.1, No.4 and No.5 Seams
Effective reduction in total Sulphur content of the coal was seen in the tests conducted on
Exxaro coal during December 2020
The upgrade achieved on re-processing of discard coal from the Dorstfonteiin dense
medium plant was very small – likely because the discard contained almost no misplaced
coal. The results may be different when processing discard coal from dumps or from less
efficient processes than a dense medium plant
Processing of wet fine coal proved to be ineffective.
12) Conclusions
Experience with the operation of the Sepair to date has proven that the unit has the potential to beneficiate South African raw coals. Some of the advantages of the Sepair process are:
The Sepair is simple in design and easy to operate
The unit reaches stable operation within minutes
It can be easily adjusted to provide separation of coal over a wide range of conditions.
The separation (cut-density) can be varied by simply changing the fan speed
Low-yielding coals can be accommodated by speeding up the woven mesh conveyor to
increase the rate of removal of the reject material

The Sepair can cut at somewhat lower relative densities than other dry processing
equipment
The EPM values obtained from the Sepair during the tests conducted are lower than that of
other dry processing equipment at an average of approximately 0.115 for a cut-point
density of 1.80
The moisture content of coarse coal (plus 10 mm) fed to the unit does not seem to affect
the separation
The capacity of the Sepair depends on the size range and type of coal processed as well
as the settings of the fan speed and the woven conveyor speed. On sized coal, the capacity
of the pilot unit, stated by the supplier, was proven to be achievable
The Sepair, however, also has limitations and the following issue remain unsolved:
The processing of fine coal (minus 10 mm) is only possible when the coal is completely dry. It is unlikely that the finer coal in plant feed will ever be totally dry and it should therefore be accepted that the Sepair will not be able to effectively upgrade fine coal under normal operational conditions.

Appendix A: Plant settings and test results
Table 7: Tests on No. 4 Seam coal
Setting (Hz) Ash content %
Test # Date Coal Size Tph Fan Conv. Feed Product Discard Yield % % Ash
upgrade
1 29 Jan 2020 DF 25 x 10 25 77 50 32.4 30.7 36.8 72.1 1.7
2 29 Jan 2020 DF 25 x 10 25 74 50 31.5 28.6 35.3 56.7 2.9
3 29 Jan 2020 DF 25 x 10 25 71 50 34.4 29.5 44.2 66.7 4.9
4 29 Jan 2020 Discard 25 x 10 25 79 50 37.4 35.5 46.5 82.7 1.9
Table 8: Tests conducted by Glencore
Setting (Hz) Ash content %
Test # Date Coal Size Tph Fan Conv. Feed Product Discard Yield % % Ash
upgrade
1 11 Feb 2020 ZB 50 x 25 28 77 40 38.9 33.1 68.6 83.7 5.8
2 11 Feb 2020 ZB 50 x 25 23 73 40 42.1 35.7 67.3 79.7 6.4
3 11 Feb 2020 ZB 50 x 25 23 69 40 38.2 30.9 68.0 80.3 7.3
4 11 Feb 2020 ZB 25 x 10 14 72 40 38.9 33.5 62.1 81.1 5.4

Table 9: Tests on No. 5 Seam coal
Setting (Hz) Ash content % CV (MJ/kg)
Test # Date Coal Size Tph Fan Conv. Feed Product Discard Feed Product Discard Yield % % Ash
upgrade
CV upgrade (MJ/kg)
1 12 Feb 2020 5 Seam 50 x 10 25 70 30 45.5 43.4 56.8 15.90 16.86 10.43 84.3 2.1 1.0
2 12 Feb 2020 5 Seam 50 x 10 25 66 30 45.9 36.1 53.3 15.98 19.72 13.11 43.0 9.8 3.7
3 12 Feb 2020 5 Seam 50 x 10 25 63 30 46.3 36.4 53.3 15.86 19.43 13.04 41.4 9.9 3.6
4 12 Feb 2020 5 Seam 50 x 10 25 60 30 45.0 34.7 52.9 16.32 20.15 13.19 43.4 10.3 3.8
5 12 Feb 2020 5 Seam 50 x 10 25 57 30 45.4 36.8 50.3 15.98 19.38 14.05 36.3 8.6 3.4
6 12 Feb 2020 5 Seam 50 x 10 25 55 30 47.8 27.7 53.7 15.45 22.90 13.60 22.7 20.1 7.5
7 13 Feb 2020 5 Seam 50 x 10 25 53 30 42.1 26.5 59.7 15.45 23.24 9.83 53.0 15.6 7.8
8 13 Feb 2020 5 Seam 50 x 10 25 51 30 48.7 21.5 53.6 15.18 25.24 13.96 15.3 27.2 10.1
9 13 Feb 2020 5 Seam 50 x 10 25 49 30 43.6 30.5 44.4 16.99 21.98 16.50 5.8 13.1 5.0
Table 10: Tests on discard coal
Setting (Hz) Ash content % CV (MJ/kg)
Test # Date Coal Size Tph Fan Conv. Feed Product Discard Feed Product Discard Yield % % Ash
upgrade
CV upgrade (MJ/kg)
1 13 Feb 2020 Discard 25 x 10 25 55 30 53.1 51.8 57.7 11.71 12.55 10.49 78.0 1.3 0.8
2 13 Feb 2020 Discard 25 x 10 25 50 30 51.9 50.5 56.2 12.83 13.43 10.10 75.4 1.4 0.6
3 13 Feb 2020 Discard 25 x 10 25 45 30 54.5 48.8 55.4 11.27 13.57 10.67 13.6 5.7 2.3

Table 11: Additional tests on discard coal
Setting (Hz) Ash content % CV (MJ/kg)
Test # Date Coal Size Tph Fan Conv. Feed Product Discard Feed Product Discard Yield % % Ash
upgrade
CV upgrade (MJ/kg)
1 21-Feb-20 Discard 25 x 10 25 66 30 56.3 56.0 63.9 10.47 10.53 8.23 96.2 0.3 0.1
2 21-Feb-20 Discard 25 x 10 25 63 30 53.1 52.1 59.6 12.13 12.69 8.49 86.7 1.0 0.6
3 21-Feb-20 Discard 25 x 10 25 60 30 49.5 47.4 58.2 14.06 14.77 9.24 80.6 2.1 0.7
4 21-Feb-20 Discard 25 x 10 25 57 30 52.2 49.1 57.0 12.89 14.22 10.84 60.8 3.1 1.3
5 21-Feb-20 Discard 25 x 10 25 54 30 52.4 43.4 58.6 11.83 16.32 9.16 40.8 9.0 4.5
6 21-Feb-20 Discard 25 x 10 25 50 30 49.8 43.0 55.2 13.60 16.40 10.55 44.3 6.8 2.8
7 21-Feb-20 Discard 50 x 25 25 71 30 58.8 51.0 69.8 9.58 13.12 7.87 58.5 7.8 3.5
8 21-Feb-20 Discard 50 x 25 25 69 30 58.9 54.4 69.8 9.80 11.90 7.34 70.8 4.5 2.1
9 21-Feb-20 Discard 50 x 25 25 66 30 57.9 50.1 59.4 9.95 13.88 9.49 16.1 7.8 3.9
10 21-Feb-20 Discard 50 x 25 25 63 30 57.8 57.2 60.1 10.08 10.45 9.26 79.3 0.6 0.4
11 21-Feb-20 Discard 50 x 25 25 60 30 64.5 50.0 69.6 9.70 13.93 7.41 26.0 14.5 4.2
12 21-Feb-20 Discard 50 x 25 25 57 30 58.8 48.8 59.2 10.11 14.36 10.00 3.8 10.0 4.3

19
Table 12: Summary of Glencore efficiency test results
Parameter
GC test 1
50 x 25 mm
GC test 2
50 x 25 mm
GC test 3
50 x 25 mm
GC test 4
25 x 10 mm
Feed % Ash 38.9 42.1 38.2 38.9
Product % Ash 33.1 35.7 30.9 33.5
Discard % Ash 69.3 67.3 68 62.1
Product Yield % 84.0 79.7 80.3 81.1
D50 (cut-point density) 1.995 1.994 1.958 1.994
EPM 0.0149 0. 0295 0.1149 0.1663
Organic efficiency % 96.0 93.6 94.8 91.0
Sink in Float 8.0 13.9 10.7 12.6
Float in Sink 3.1 5.1 4.9 7.0
Total Misplaced 11.1 19.1 15.6 19.5
Near Dense Material (+- 0.1) - - - -

20
Table 13: Results of tests conducted on 50 x 25 mm No. 4 Seam coal 18 March 2020
Ash content % CV (MJ/kg)
Test # Feed Product Discard Feed Product Discard
Yield %
Ash upgrade
CV upgrade
C1 39.4 25.0 59.0 17.56 22.94 6.25 57.5 14.4 5.38
C2 40.6 27.6 50.4 17.07 21.42 13.04 42.9 13.0 4.35
C3 39.7 25.1 50.0 17.44 22.81 12.78 41.5 14.6 5.38
C4 39.1 26.2 58.0 17.68 22.12 9.80 59.3 12.9 4.44
C5 40.5 26.1 56.5 17.11 21.20 9.93 52.7 14.4 4.08
C6 39.4 29.1 57.0 17.56 20.02 10.20 63.0 10.3 2.46
C7 39.7 26.7 52.0 17.44 22.05 11.97 48.7 13.0 4.61
C8 39.6 29.5 51.1 17.48 21.03 12.46 53.4 10.1 3.55
C9 40.5 30.6 49.5 17.11 21.40 12.89 47.5 9.9 4.29
Average 39.8 27.3 53.7 17.38 21.66 11.04 51.8 12.5 4.28
Table14: Results of tests conducted on 25 x 10 mm No. 4 Seam coal 24 March 2020
Ash content % CV (MJ/kg)
Test # Feed Product Discard Feed Product Discard
Yield %
Ash upgrade
CV upgrade
F1 30.0 25.9 55.1 21.22 22.34 10.68 86.1 4.1 1.12
F2 30.0 25.5 58.4 21.22 22.10 9.09 86.3 4.5 0.88
F3 30.0 25.8 53.2 21.22 22.40 11.52 84.8 4.2 1.18
F4 30.0 25.2 56.5 21.22 22.68 11.21 84.8 4.8 1.46
F5 30.0 25.2 53.7 21.22 23.02 12.19 83.0 4.8 1.80
F6 30.0 25.4 56.7 21.22 21.32 11.61 85.3 4.6 0.10
F7 30.0 25.3 57.7 21.22 22.88 9.19 85.5 4.7 1.66
Average 30.0 25.5 55.9 21.22 22.39 10.78 85.1 4.5 1.17

21
Table 15: Separation efficiency (50 x 25 mm coal) - Coaltech efficiency tests on 18 March 2020
Test number
Feed % ash
Product % ash
Discard % ash
Product yield %
D50 (cut-point
density) EPM
Organic efficiency
%
Near Dense
Material
C1 39.4 25.0 59.0 57.5 1.740 0.1342 84.9 7.6
C2 40.6 27.6 50.4 42.9 1.657 0.1088 65.1 16.1
C3 39.7 25.1 50.0 41.5 1.674 0.0859 71.0 10.0
C4 39.1 26.2 58.0 59.3 1.776 0.1376 85.1 7.6
C5 40.5 26.1 56.5 52.7 1.726 0.0982 81.1 8.5
C6 39.4 29.1 57.0 63.0 1.709 0.2426 82.0 7.9
C7 39.7 26.7 52.0 48.7 1.687 0.1364 73.8 10.7
C8 39.6 29.5 51.1 53.4 1.708 0.1227 72.6 11.1
C9 40.5 30.6 49.5 47.5 1.673 0.0847 64.0 12.0
Average 39.8 27.3 53.7 51.8 1.705 0.1279 75.5 10.2
Table 16: Separation efficiency (25 x 10 mm coal) - Coaltech efficiency tests on 24 March 2020
Test number
Feed % ash
Product % ash
Discard % ash
Product yield %
D50 (cut-point
density) EPM
Organic efficiency
%
Near Dense
Material
F1 30.0 25.9 55.1 86.2 1.874 0.1199 93.4 10.2
F2 30.0 25.5 58.4 86.5 1.832 - 95.3 8.1
F3 30.0 25.8 53.2 84.9 1.846 0.1495 92.8 8.4
F4 30.0 25.2 56.5 84.9 1.920 - 94.1 11.5
F5 30.0 25.2 53.7 83.2 1.869 0.1402 91.9 9.9
F6 30.0 25.4 56.7 85.5 1.984 - 99.0 17.5
F7 30.0 25.3 57.7 85.6 1.898 - 94.0 9.1
Average 30.0 25.5 55.9 85.3 1.889 0.1365 94.4 10.7

22
Apppendix B: Results of Sepair tests conducted during December 2020
Table 17: 28 x 50 mm coal
Test ID
MIAS (%)
Ash (%)
VM (%)
Fixed Carbon % (by diff)
TS (%)
CV (MJ/kg)
28 x 50 Fan 60 Feed 4.3 24.8 22.3 48.6 1.26 22.91
28 x 50 Fan 60 Prod 4.8 16.0 24.9 54.3 0.57 25.93
28 x 50 Fan 60 Disc 4.3 35.2 21.2 39.3 2.12 18.48
Yield (ash balance) = 54.2%
28 x 50 Fan 70 Feed 2.6 28.5 23.4 45.5 1.04 21.33
28 x 50 Fan 70 Prod 3.1 15.7 26.8 54.4 0.73 25.98
28 x 50 Fan 70 Disc 0.6 57.7 17.6 24.1 4.42 11.40
Yield (ash balance) = 69.5%
Average feed 28 x 50 mm 3.5 26.7 22.9 47.1 1.15 22.12
Average product 28 x 50 mm 4.0 15.9 25.9 54.4 0.65 25.96
Average discard 28 x 50 mm 2.5 46.5 19.4 31.7 3.27 14.94
Yield (ash balance) = 64.7%

23
Table 18: 12 x 28 mm coal
Test ID MIAS (%)
Ash (%) VM (%)
Fixed Carbon % (by diff)
TS (%) CV (MJ/kg)
12 x 28 Fan 45 Feed 4.9 20.7 22.2 52.2 1.11 23.95
12 x 28 Fan 45 Prod 5.0 15.4 25.0 54.6 0.43 26.86
12 x 28 Fan 45 Disc 4.2 22.2 22.8 50.8 1.32 23.32
Yield (ash balance) = 22.1%
12 x 28 Fan 55 Feed 5.0 20.7 23.2 51.1 1.53 23.89
12 x 28 Fan 55 Prod 5.0 15.4 25.3 54.3 0.66 26.53
12 x 28 Fan 55 Disc 4.4 24.2 22.9 48.5 2.56 23.41
Yield (ash balance) = 39.8%
12 x 28 Fan 65 Feed 4.8 19.8 23.3 52.1 1.26 24.81
12 x 28 Fan 65 Prod 5.2 17.6 22.9 54.3 0.74 25.46
12 x 28 Fan 65 Disc 4.0 33.6 21.7 40.7 3.34 18.87
Yield (ash balance) = 86.3%
Average feed 12 x 28 mm 4.9 20.4 22.9 51.8 1.30 24.22
Average product 12 x 28 mm 5.1 16.1 24.4 54.4 0.61 26.28
Average discard 12 x 28 mm 4.2 26.7 22.5 46.7 2.41 21.87
Yield (ash balance) = 59.5%

24
Appendix C: Partition curves
Tests in Russia 2018

25
Glencore tests

26
Coaltech tests (18 March 2020) – coarse coal

27

28
Coaltech tests (24 March 2020) – small coal

29
Appendix D: Sepair brochure

30

31

32

33

34








![Hind Energy & Coal Beneficiation (India) Ltd.environmentclearance.nic.in/writereaddata/EIA/260520190Q0QA5LQ… · Hind Energy & Coal Beneficiation (India) Ltd. [Hindadih] Change in](https://img.pdfslide.us/doc/110x75/5f87f6e078b2e91ef33dc4c4/hind-energy-coal-beneficiation-india-ltd-hind-energy-coal-beneficiation.jpg)