Embed Size (px)
Citation preview
i
EVALUATION OF MALTS FROM SOME ACHA VARIETIES AS SOURCE OF ENZYMES FOR ETHANOL PRODUCTION FROM STARCHY MATERIALS
BY
MULAK NICODEMUS KEGWEN
PG/MSC/09/50786
DEPARTMENT OF MICROBIOLOGY
UNIVERSITY OF NIGERIA, NSUKKA
November, 2011.
ii
EVALUATION OF SOME MALT FROM ACHA VARIETIES AS SOURCE OF
ENZYMES FOR ETHANOL PRODUCTION FROM STARCHY MATERIALS
BY
NICODEMUS KEGWEN MULAK
PG/MSC/09/50786
A PROJECT REPORT SUBMITTED TO THE DEPARTMENT OF MICROBIOLOGY,
UNIVERSITY OF NIGERIA, NSUKKA
IN THE PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE AWARD OF
MASTER’S DEGREE IN MICROBIOLOGY
SUPERVISOR: PROF. J. C. OGBONNA
November, 2011.

iii
CERTIFICATION
Mulak, Nicodemus Kegwen, Reg. No. PG/MSc/09/50786, a postgraduate student
majoring in industrial microbiology, has satisfactorily completed the requirements of course
work and research for the Degree of Master of Science (M.Sc) in Industrial Microbiology. The
work embodied in this research is original and has not been submitted in part or full for other
degree of this or any other university.
--------------------------------------------------------------- ---------------------------
PROF. J. C. OGBONNA Date
SUPERVISOR
DEPARTMENT OF MICROBIOLOGY
----------------------------------------------------------------- ---------------------------------
PROF. I. M. EZEONU Date
HEAD OF DEPARTMENT OF MICROBIOLOGY
----------------------------------------------
EXTERNAL EXAMINER

iv
DEDICATION
This work is dedicated to my beloved wife and children, Federal college of Education
Pankshin and the entire Mulak’s family. Above all to the almighty God who saw me through the
period of studies.
v
ACKNOWLEDGEMENTS
I sincerely thank my supervisor, Prof. J. C. Ogbonna for his suggestions, guidance and
time spent to go through this work.
My gratitude also goes to Biology Department, the Provost, management and staff of the
Federal college of Education Pankshin for the opportunity granted me.
To my friends William Manggoel, Laraba Samuel, Chijioke Eze,and well wishers who have
assisted in different ways. May the Lord Almighty who sees, guide and bless everyone
accordingly.
vi
TABLE OF CONTENTS
Title page i
Certification .ii
Dedication .iii
Acknowledgements iv
Table of contents v
CHAPTER ONE:
1.0 Introduction 1
1.1 Statement of the problem 2
1.2 Aims and Objectives 3
CHAPTER TWO:
2.0 Literature review 4
2.1 Trends in biofuel production 4
2.2 Acha as an important food crop 6
2.3 Use of acha in baking industries 7
2.4 Use of acha in feeds production 8
2.5 Phytochemical composition of acha 8
vii
2.6 Proximate chemical composition of acha 11
2.7 Photoperiodism in acha 13
2.8 Malting of acha 13
CHAPTER THREE:
3.0 Materials and Methods 16
3.1 Grains 16
3.2 Malting 16
3.3 Steeping 16
3.4 Germination 16
3.5 Drying 16
3.6 Comparison of various malted acha varieties 16
3.7 Amylase concentrations in the malted grain 17
3.8 Assay of enzyme activit 17
3.9 Glucoamylase 17
3.10 Use of malted acha for simultaneous hydrolysis and ethanol production
from cassava and corn starch under various conditions 17
3.11 Preparation of starch (cassava and corn) 18
viii
3.12 Determination of calibration curve for starch concentration 18
3.13 Fermentation 18
3.14 Determination of ethanol concentration 18
3.15 Preparation of koji enzymes 19
3.16 Simultaneous hydrolysis and ethanol fermentation of raw starch
(cassava and corn) using acha malt as the source of enzyme 19
3.17 Simultaneous hydrolysis and ethanol fermentation of gelatinized starch
(cassava and corn) using acha malt as the source of enzyme 19
3.18 Comparison of acha malt and koji for simultaneous starch
hydrolysis and ethanol fermentation 20
3.19 Determination of the optimum acha malt: starch ratio for ethanol
production from cassava and corn starch 20
3.20 Effect of cell concentration on ethanol production 20
3.21 Effect of initial starch concentration on ethanol production 20
3.22 Statistical analysis 19
CHAPTER FOUR:
Results 22
ix
CHAPTER FIVE
Discussion and conclusion 50
References 53
x
LIST OF FIGURES
Figures Pages
1. Changes in enzyme activities in barley, black, brown, and white acha during malting 23
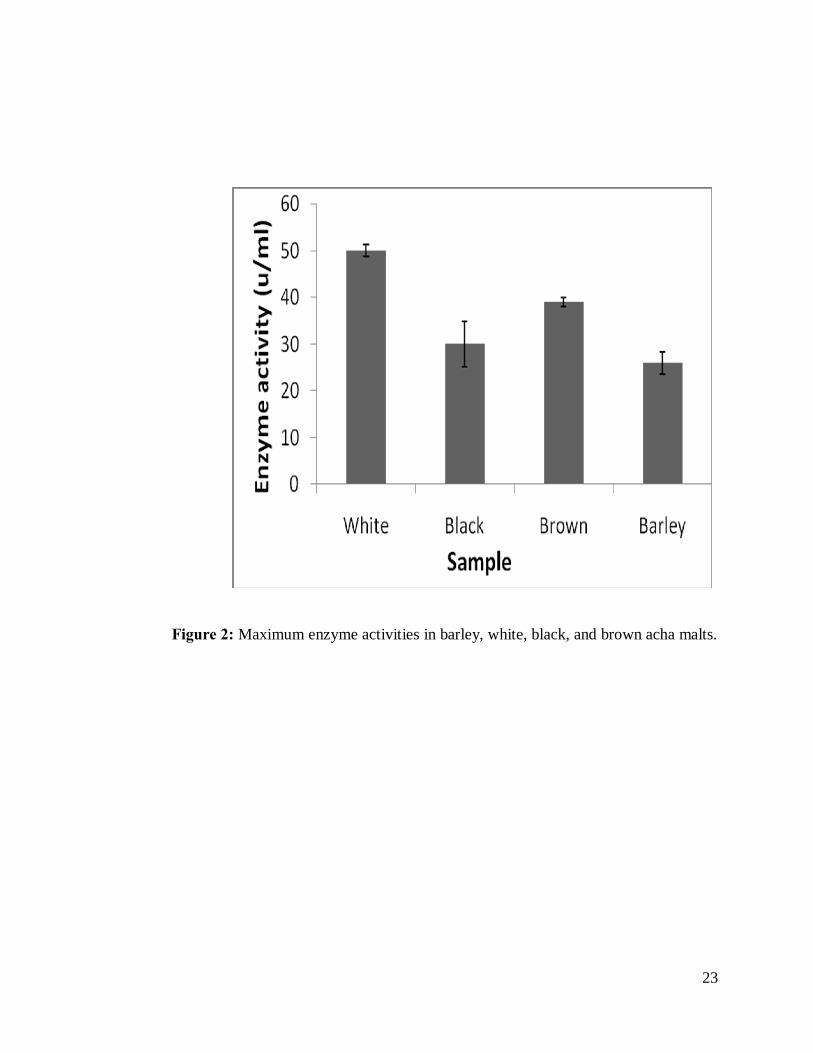
2 . Maximum enzyme activities in barley, white, black, and brown acha malts 24
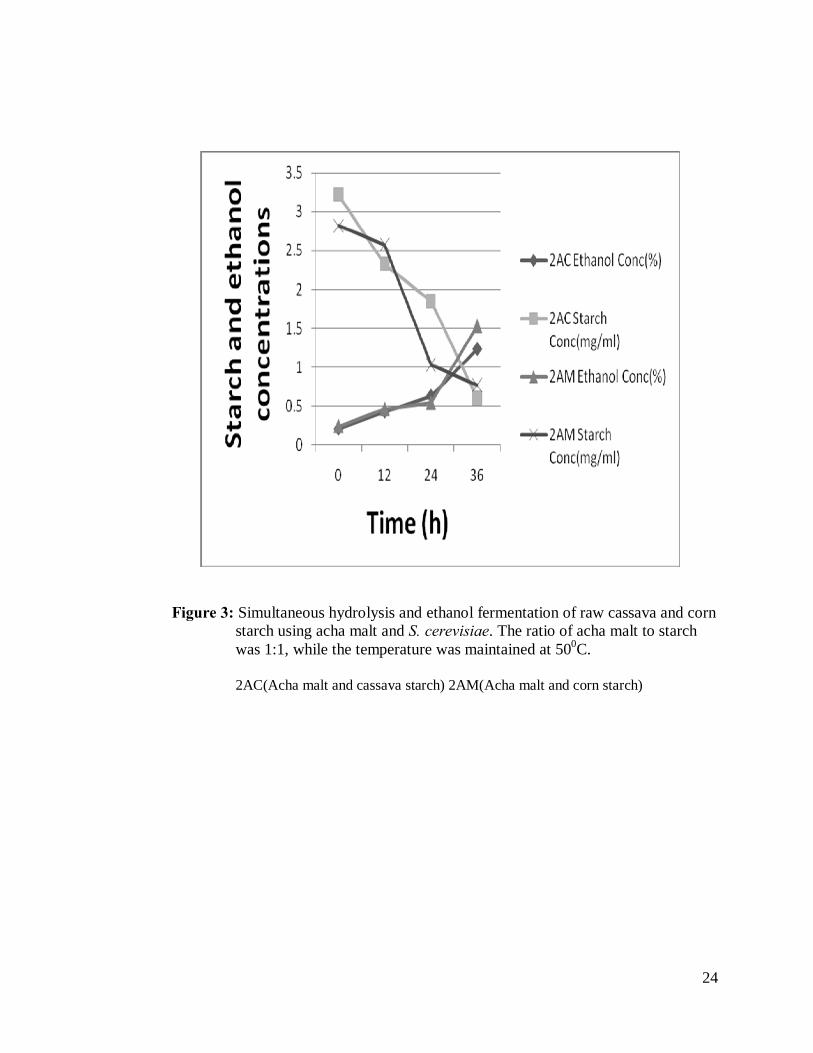
3 . Simultaneous hydrolysis and ethanol fermentation of raw cassava and corn flour using
Acha malt and S. cerevisiae. The ratio of acha malt to flour was 5% w/w while the
temperature was maintained at 500C 25
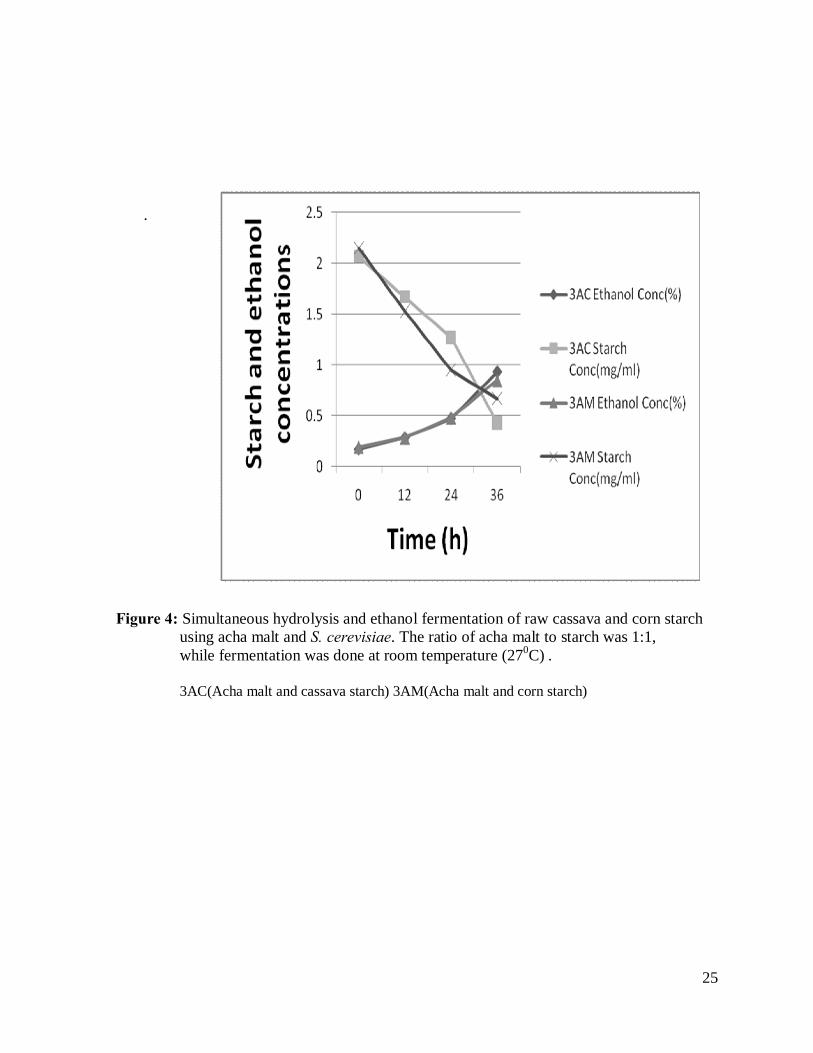
4. Simultaneous hydrolysis and ethanol fermentation of raw cassava and corn flour using
acha malt and S. cerevisiae. The ratio of acha malt to flour was 5% w/w while
fermentation was done at room temperature (270C) 26
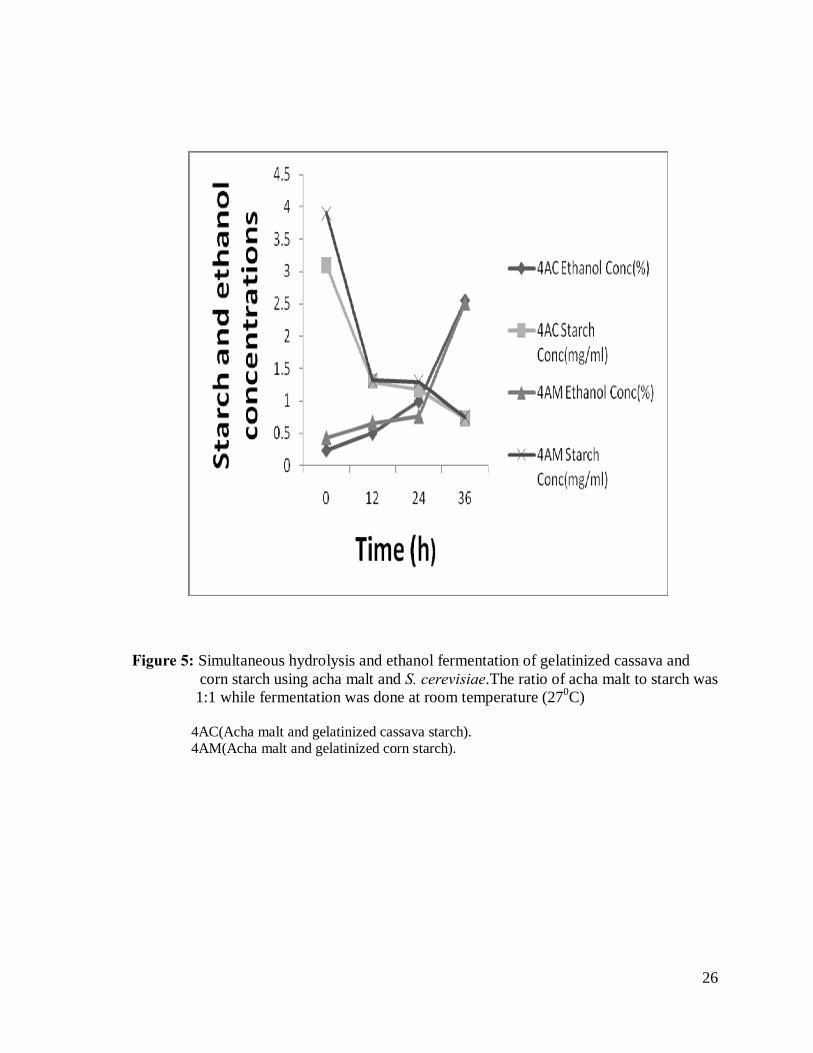
5. Simultaneous hydrolysis and ethanol fermentation of gelatinized cassava and corn
flour using acha malt and S. cerevisiae.The ratio of acha malt to flour was 5%w/w
while fermentation was done at room temperature (270C) 27
6. Maximum ethanol concentrations obtained during simultaneous hydrolysis and
ethanol fermentation of cassava and corn flour under various conditions 28
7. Effectiveness of acha malt and koji for simultaneous hydrolysis and ethanol
fermentation of raw cassava and corn flour at 500C. The ratio of enzyme source to
flour was 5% w/w, while the total flour concentration was 10% w/v 30
8. Effectiveness of acha malt and koji as sources of enzymes for simultaneous hydrolysis
and ethanol fermentation of raw flour at room temperature (270C). The ratio of enzyme
source to flour was 5% w/w while the total flour concentration was 10% w/v 31
9. Effectiveness of acha malt and koji as sources of enzyme for simultaneous hydrolysis
and ethanol fermentation of gelatinized cassava and corn flour at room temperature
(270C). 32
xi
10. Maximum ethanol concentrations obtained when acha malt or koji were used as
sources of Enzymes for simultaneous hydrolysis and ethanol fermentation of flour
under various conditions. 33
11. Effect of ratio of acha malt to cassava flour on ethanol production from cassava
flour.The total starch concentration was 10% w/v. 35
12. Effect of ratio of acha malt to corn flour on ethanol production from corn flour. The
total flour concentration was 10% w/v. 36
13. The maximum ethanol concentrations obtained with various ratios of acha malt to
flour (cassava and corn). 37
14. Effect of inoculum yeast concentration on simultaneous hydrolysis and ethanol
production from corn flour. The initial flour concentration was 2.5g of acha malt to 2.5g
corn flour in 50ml of H2O at room temperature. 39
15. Effect of inoculum yeast concentration on simultaneous hydrolysis and ethanol
production From cassava flour using initial flour concentration of 10% (w/v). 40
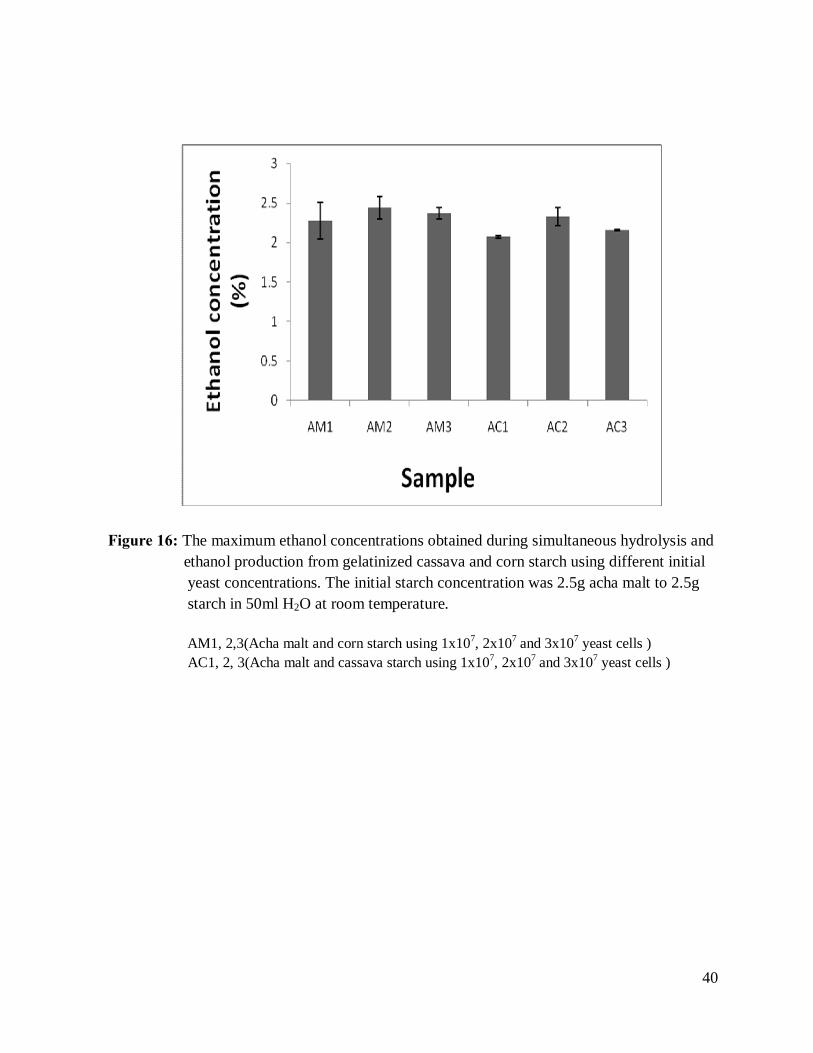
16. The maximum ethanol concentration obtained during simultaneous hydrolysis and
ethanol production from gelatinized cassava and corn flour using different initial yeast
concentrations. The initial flour concentration was 2.5g acha malt to 2.5g flour in 50ml
H2O at room temperature. 41
17. Effect of cassava flour concentration on ethanol production using acha malt as the
source of enzyme. 43
18. Effect of corn flour concentration on ethanol production using acha malt as the
source of enzyme. 44
19. Maximum ethanol produced using various substrate concentrations (cassava and
corn flour). 45
20. Maximum ethanol yields during the simultaneous hydrolysis and ethanol
xii
fermentation of cassava and corn flour. 46
21. Effect of combining acha malt and koji on simultaneous hydrolysis and ethanol
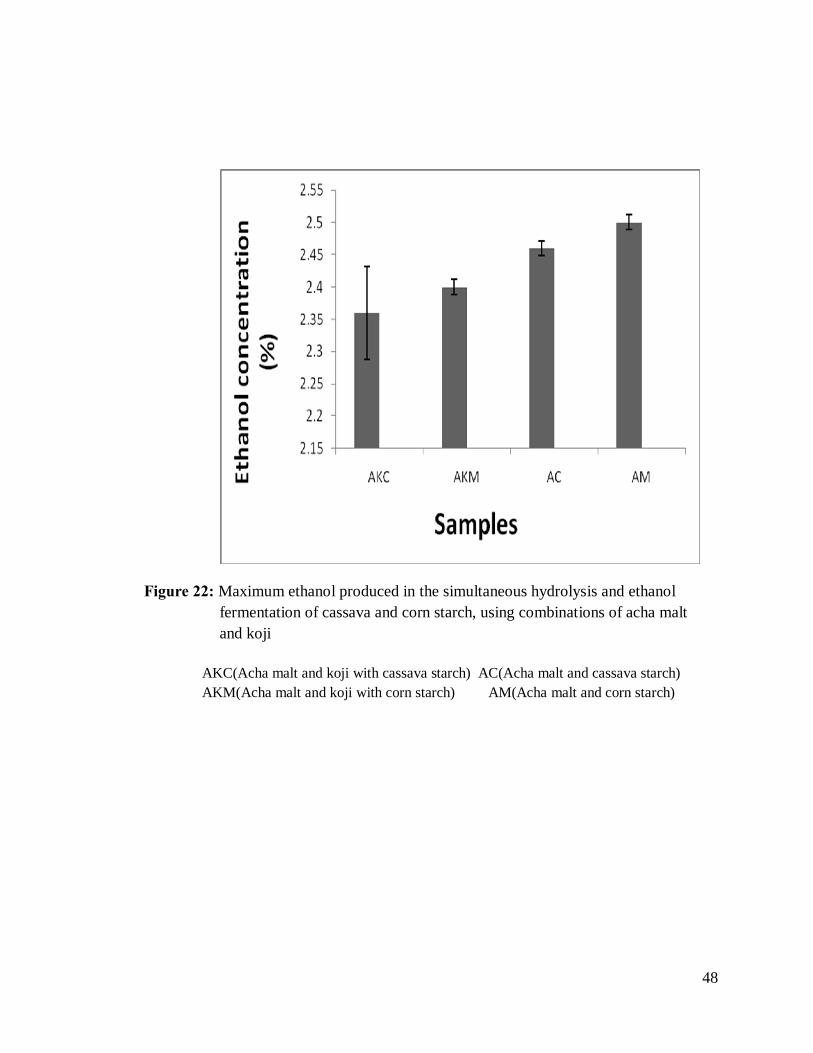
fermentation of gelatinized flour. 48
22. Maximum ethanol produced in the simultaneous starch hydrolysis and ethanol
fermentation of cassava and corn flour, using combinations of acha malt and koji.
49

xiii
ABSTRACT
Three acha varieties were malted and their enzyme activities were compared with that of
barley malt. The maximum amylase activity was achieved on day 3 for white and black acha but
in the case of brown acha the maximum activity was obtained on day 4. Of the three varieties of
acha and malted barley, white acha gave the highest amylase yield (50u/ml) and the least was
exhibited by barley (26u/ml). Use of malted acha as source of enzyme for simultaneous
hydrolysis and ethanol fermentation of two substrates (cassava and corn flour) under various
conditions. (i) raw starch maintained at 500C for 30 minutes, (ii) raw starch at room temperature
(270C), and (iii) gelatinized starch were investigated. The highest ethanol concentration was
obtained with gelatinized starch. Comparison of acha malt with koji enzymes for simultaneous
hydrolysis and ethanol fermentation under various conditions showed that acha malt gave
significantly higher ethanol (P≤0.05) than koji enzymes under the three conditions. The effects
of the ratio of acha malt to starch concentration on ethanol production was also studied. The
highest ethanol concentration was obtained with acha malt and corn flour in the ratio of 2:1. The
effect of yeast inoculum cell concentration on ethanol production was investigated and the
highest concentration was obtained with inoculum cell concentration of 2×107 cells/50ml.
Although high initial starch concentration gave the highest ethanol concentration, the highest
ethanol yield was obtained with low initial starch concentrations. Effect of combining acha malt
and koji on simultaneous hydrolysis and ethanol fermentation of starch showed that acha malt
alone was better than the combination.

xiv
1
CHAPTER ONE
INTRODUCTION
Ethanol is the most common biofuel worldwide particularly in Brazil. Ethanol can be
used in petrol engines as a replacement for gasoline or it can be mixed with gasoline in various
proportions. Most existing car engines can run on blends of up to 15% bioethanol with
petroleum/gasoline (Buzzle, 2010, Wikkepedia, 2011). Ethanol has a smaller energy density than
gasoline, which means it takes more fuel (volume and mass) to produce the same amount of
works. An advantage of fuel ethanol is that it has a higher octane rating than ethanol free
gasoline which allows an increase of an engine compressor ratio for increase thermal efficiency.
In high altitude (thin air) locations, some countries mandate a mix of gasoline and ethanol as a
winter oxidizer to reduce atmospheric pollution emission.
Acha (Digitaria exilis) is probably the oldest African cereal. For thousands of years,
West Africans have cultivated it across the savannas. Indeed it was once their major food. Even
though some people have never heard of it, this crop still remains important in certain regions of
Nigeria, Mali, Burkina Faso and Guinea. It is either the staple or major part of the diet (Obizoba
and Anyika, 2006). The crop has received but a fraction of the attention accorded to sorghum,
pearl millet and maize and a mere trifle considering its importance in the rural economy and its
potential for increasing food supply. Acha is a small annual plant that grows to a height of 30-
80cm and grown in various parts of Nigeria (Philip and Itodo 2006). Acha is not a demanding
crop and will tolerate a wide range of soils.
The unique size (0.4 – 0.5mm) of acha makes its production tedious (Irwing and Jideani,
1997) coupled with the fact that its mechanization is virtually non-existence. The English name
“hungry rice” believed to have been coined by Europeans is considered misleading by some
2
authors. Acha is one of the world’s fastest growing cereals, reaching maturity in as little as six to
eight weeks (Bakare, 2005, Wikipedia, 2008). The yield is also high even in poor soils.
Malts are cereals that have been steeped, germinated and kilned under controlled
conditions. Barley is traditionally the cereal chosen for malting. Barley and wheat are most
popular sources of cereal amylase in the food industries. It is estimated that about 10.4% of
barley produced is used in malt and enzyme production, in brewery and confectionary industry
(Houghton-Larsen and Brandt, 2006).However, barley cultivation in tropical areas has not been
successful. Thus production of beer (Opaque and Lager) and malted foods requires the
importation of barley malt from temperate regions (Beta et al., 2004) or the utilization of malt
from tropical cereals. The search for local substitutes for imported barley malt has lead to a lot
of research and development on malting of tropical cereals. Today, most of the more successful
brewing industries use maize and sorghum in their beer production process. However, tropical
cereal malts have low amylase activities and require supplementation with microbial enzymes.
The aim of this work was to evaluate the potentials of malting acha as a source of enzyme for
bioethanol production.
1.2 Statement of the Problems
With the continuing depletion of the proven reserve of fossil fuels and the rising cost of
fuel for internal combustion engines, there is increased interest in the use of ethanol as a fuel
substitute or extender. The principal advantages of ethanol as a fuel is that it can be produced
from relatively inexpensive and renewable resources rich in sucrose, starch, or cellulose.
Overdependence of industries on the importation of enzymes and the huge amount of
money spent have a lot of implications on the Nigerian economy. It is therefore important to look
3
inward for an alternative cereal that will produce high quality enzymes for food and beverage
industries. It is therefore necessary to evaluate acha as source of enzyme for industries.
1.3 Research Objectives
(1) To compare enzyme activities of various varieties of acha malt.
(2) To determine the ability of acha malt to hydrolyse raw and gelatinized cassava and
corn starch.
(3) To determine the optimum acha malt: starch ratio for ethanol production from cassava
and corn starch.
(4) To investigate the use of koji and acha malt mixture to hydrolyse gelatinized cassava
and corn starch and to optimize ethanol production in the system.
4
CHAPTER TWO
LITERATURE REVIEW
2.1 Trends in biofuels production
Initial efforts to produce biofuels date back to the early days of the automobile. However,
they were quickly replaced as the fuel of choice by cheap petrol, which continued relatively
unchallenged until the oil crisis of the 1970s, inducing governments to explore alternative
sources of fuel. In 1975 the Brazilian Government launched a Programme to replace imported
gasoline with bioethanol produced from locally grown sugarcane. It was then that biofuels
started to be seen as a serious alternative to petrol. However, once the oil crisis ended in the late
1970s to early 1980s, interest in biofuels diminished (Dufey, 2006).
Increased public concern about global warming and over-reliance on foreign petroleum oil
has led to the development of renewable and clean energy in the United States. Ethanol blended
gasoline burns more efficiently and can contribute to reduction in greenhouse gases emission.
Ethanol production in the US has increased rapidly in recent years with a total production of
14.76 billion litres in 2005, with maize as the major feedstock for fuel ethanol production (Chen,
etal., 2007). Renewed interest in biofuels has been reflected in the rapid expansion of global
biofuel markets in the last five years or so. Commonly cited driving forces behind the current
market development of biofuels include: current high oil prices, opportunities for greater energy
security, and currency savings through a reduced oil bill. But what is new about this renewed
interest and what makes biofuels a serious option for partially replacing oil as a transport fuel are
their alleged reduced greenhouse gas (GHG) emissions (Science Daily 2007). This would help
countries to combat the global warming problem and would enable them to comply with the
commitments. In addition, the Brazilian experience shows that biofuels can deliver export
opportunities and rural development.
Biofuels are a serious option to compete with oil in the transport system compared to other
technologies such as hydrogen, because biofuel technologies are already well developed and
available in many countries. Bioethanol and biodiesel can be mixed with the petroleum products
(gasoline and diesel) and can be burned in traditional combustion engines with blends containing
up to 15 percent biofuels without the need for engine modifications (Wikipedia, 2011). Flexi-fuel
vehicle (FFV) technology is now sufficiently well developed to allow the gradual introduction of
5
biofuels in any country. FFV cars can run with any type of fuel blend from pure gasoline to up to
85% biofuel blend. In addition, the distribution of liquid biofuels can easily be accommodated
by the existing infrastructure for petroleum fuel distribution and retailing. Furthermore, the
current level of oil prices makes production from the most efficient producing countries
competitive. The above factors indicate that biofuels are an important challenge to the oil
industry, and explain the rapid increase in global production and use in recent years. Global
biofuel production is estimated to be over 35 billion litres.
While there is much attention on biofuels for the transport sector, the use of biofuels for
cooking is a potential application of wide relevance globally, especially in rural areas of
developing countries. In all cases, combustion of biofuels for cooking will yield emissions of
pollutants that are lower (or far lower) than emissions from cooking with solid fuels. Some 3
billion people in developing countries cook with solid fuels and suffer severe health damages
from the resulting indoor air pollution. Thus, biofuels could play a critical role in improving the
health of billions of people (UNCTAD, 2008). Ethanol and ethanol-gasoline mixtures have been
considered to be used as fuel since the early days of automobile.
The abundant and less expensive petroleum supply precluded extensive use of ethanol as
fuel and only in the last few years has the general public become aware of and concerned about
the dwindling and increasingly expensive petroleum supplies. Interest in extending gasoline
supplies with ethanol-gasoline mixtures has increase greatly. Mankind since early recorded
history has produced ethanol from simple sugars by anaerobic yeast fermentation
(Peterson,1995).
Ethanol production from grain involves milling of grain, hydrolysis of starch to release
fermentable sugars, followed by inoculation with yeast. Chemically, starch is a polymer of
glucose. Yeast cannot use starch directly for ethanol production. Therefore, grain starch has to be
completely broken down to glucose by a combination of two enzymes, viz., amylase and
amyloglucosidase, before it is fermented by yeast to produce ethanol. Alcohol so produced is
distilled from fermented broth (Sheorain, et al., 2000).
Corn hybrids were compared to determine the fate of recombinant Btprotein (CRY1Ab
from Bacillus thuringiensis) in coproducts from dry grind and wet-milled corn during production
of fuel ethanol. Two pairs of Bt and non-Bt hybrids were wet milled, and each fraction was
examined for the presence of the Bt protein. Bt protein was found in the germ,gluten, and fiber
6
fractions of Bt hybrids. In addition, one set of Bt and non-Bt hybrids were treated by the dry-
grind ethanol process and Bt protein was monitored during each step of the process. The Bt
protein was not detected after liquefaction. Subsequent experiments determined that the Bt
protein is rapidly denatured at liquefaction temperatures. Finally, five hybrids were compared for
ethanol yield after dry grinding. Analysis of fermentation data with an F-test revealed that
percent of total starch available for conversion into ethanol varied significantly among the
hybrids (P < 0.002), indicating ethanol yield is not exclusively dependent on starch content. No
difference, however, was observed between Bt and non-Bt corn hybrids for either ethanol
productivity or yield (Dien et al., 2002).
2.2 Acha as an important food crop.
Acha (Digitaria exilis) is known with other names such as fonio, findi, pom and kabuga in
different West African countries (Morales, et al., 2002). The major classes of traditional foods
from acha grains are thick and thin porridges, steam cooked products couscous; nonalcoholic and
alcoholic beverages. The protein in these grains are not easily extractible, however, the
digestibility of the proteins is better than those of sorghum and millet. The high residue of
protein in them may have important functional properties. Technologically, acha (Jideani, 1999;
Ibrahim, 2001) can be utilized in ways similar to rice. Whole acha is now used for quick cooking
of non-conventional food products including weaning food of low bulk density and breakfast
cereal with good fibre content. The grain could be used in a wide variety of other products such
as, cookies, crackers and popcorn made in an almost endless array of forms.
In West Africa, acha is considered to be the tastiest of all the cereals. Serving acha as a dish
at festival or important ceremonies is always a good choice because of its fine and delicate tastes
(Jean-Francois, et al., 2004). As a popular proverb says “acha never embarrasses the cook”,
Acha is also known for its nutritional properties. The lipid content and ash value of acha
are higher than the reported values for most cereal grains. The protein content of acha is high
compared with that of other grains. The fibre content of acha is lower than the values for
sorghum and maize but higher than those for millet and rice. The caloric value of acha compares
well with those for most cereals. Acha is richer in calcium, magnesium, iron and copper than
most cereals but poorer in potassium, sodium, lead and manganese (Chukwu, O. and Abdul-
Kadir, A. J.,2008).With the exception of methionine the essential amino acid content of acha is
7
lower than that for most grains while the leucine, methionine and cysteine values are slightly
higher than the values in the FAO reference. It was concluded that acha is a cheap source of
carbohydrate for man and livestock. These amino acids are often deficient in today’s major
cereals. As acha is known to be easy to digest, it is traditionally recommended for children, sick
people and people suffering from diabetes or stomach diseases.
Acha remains an important food crop for millions of people in Africa (Kuta, et al., 2003;
Adoukonou, et al., 2006). The major challenge today is to produce enough acha to meet the
growing demand for the product. Research has an important role to play in enhancing acha
production in Africa. The innovative research technique of agricultural biotechnology that are
particularly relevant to facilitating improvement of acha for higher productivity include the
potential role of biotechnology applications like DNA markers in understanding the evolution,
and diversity of acha in Africa, somaclonal variation in generating genetic variability in acha and
genetic transformation to introduce alien genes of agronomic importance in acha
2.3 Use of acha in baking industries.
Effects of substitution of wheat flour with ‘acha’ flour on the quality attributes in bread
making has been investigated using composite blend ratio with 10% wheat flour as control
(Igyor, 2005). Proximate analysis of both composite flours and their bread products were
determined. The analysis showed that crude protein and moisture content of the composite
blends and their products decrease with high level of ‘acha’ substitution while the ash content
increased, whereas water absorption of the baked products decreased with high level of
substitution, the oil absorption increased.
The proximate mineral and vitamin composition of biscuits prepared from mixtures of
unprocessed and processed hungry rice (acha), sesame and breadfruit flours were evaluated
(Nnam, and Nwokocha, 2003). Processing include sprouting acha for 48h, dehulling sesame and
boiling breadfruit for 10 minutes. The samples were milled into fine flours and combined in
various ratios of sesame, acha and breadfruit. Biscuit developed from the composite were
chemically and organoleptically evaluated using standard methods. The biscuit contained
appreciable quantities of phosphorous, ascorbate and fair levels of proteins. The biscuit from the
processed mixture had the highest protein level (Agu, et al., 2007).
8
2.4 Use of acha in feeds production.
Acha meals were compared with maize and sorghum meals as a dietary carbohydrate
source for nile tilapia (Fagbenro, et al., 2000). In the growth experiment, tilapia fingerlings were
fed to satiation with isoproteic and isocaloric pelletted diets containing acha meal, maize meal or
sorghum meal as the carbohydrate source for 70 days. Fish fed with the diet containing acha
meal had best weight gain, specific growth rate, feed conversion ratio, protein efficiency ratio
and protein productive value attributed to its high methionine content. The use of such a high
non-protein energy from acha meal could be an effective means of reducing feed and product
cost.
Similarly the effect of substituting fish meal with immobilized urea periodate oxidized
lignocellulosic materials, namely acha (Digiteria exilis) and rice (Oryza sativa) straws were
evaluated (Wade and Audu, 2005). Fish were also fed to satiation twice daily at 0900 and 15h for
56 days. Best growth and food utilization indices were recorded in 30% Digiteria exilis and 45%
Oryza sativa incorporated at crude protein levels of 20.98 and 24.27% respectively. From the
result, it was plausible that 18.01% to 12.11% crude protein could be saved by using the main
protein nitrogen in treated Digiteria exilis and Oryza sativa straws.
2.5 Phytochemical composition of acha.
Some physiochemical properties of two species of Digitaria (D. exilis and D. iburua)
(white and black acha) were studied. Physical properties such as 1000 kernel weight, kernel size
and water absorption rate of the grains were determined (Jedeani and Akingbola, 2006). Water
absorption by both cereals reached a maximum after 24h of steeping. The starch from both the
cereals exhibited a two stage pattern of swelling and solubility properties similar to other non-
waxy cereal starches. Chemical constituent such as protein, oil, crude fibre, ash, nitrogen-free
extracts and amylose were also determined. An amylose content of 280g/kg was obtained for
both cereal starches.
9
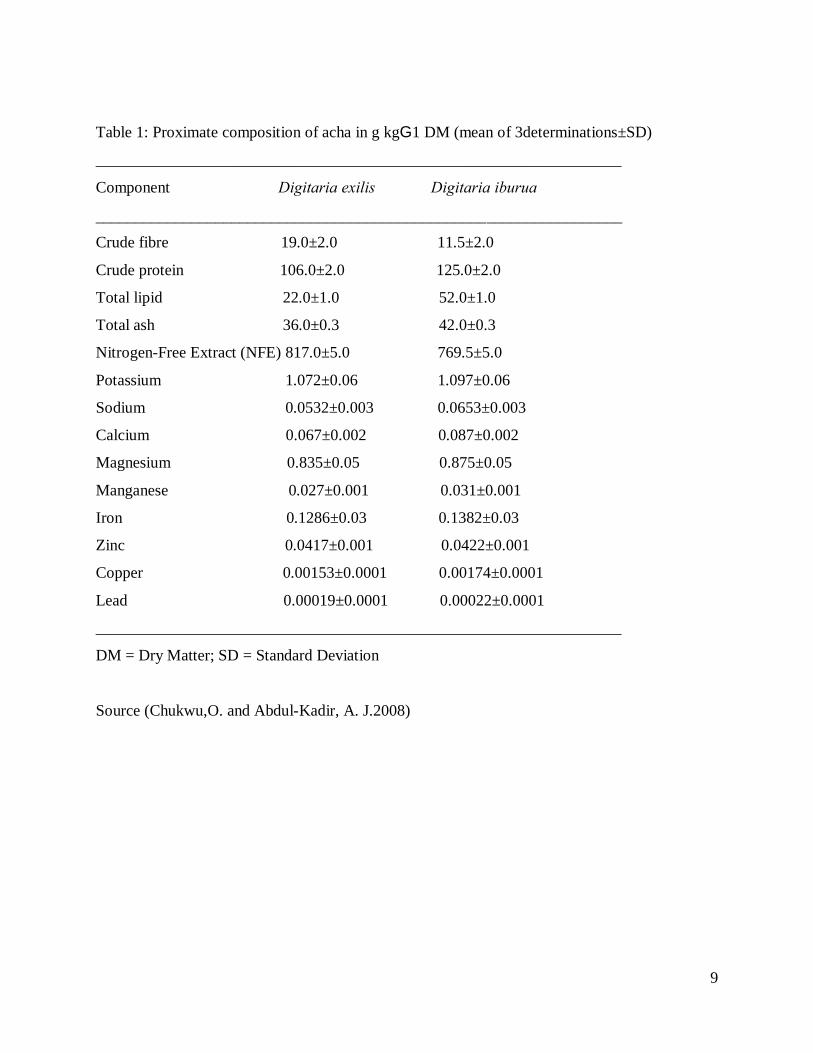
Table 1: Proximate composition of acha in g kgG1 DM (mean of 3determinations±SD)
__________________________________________________________________
Component Digitaria exilis Digitaria iburua
__________________________________________________________________
Crude fibre 19.0±2.0 11.5±2.0
Crude protein 106.0±2.0 125.0±2.0
Total lipid 22.0±1.0 52.0±1.0
Total ash 36.0±0.3 42.0±0.3
Nitrogen-Free Extract (NFE) 817.0±5.0 769.5±5.0
Potassium 1.072±0.06 1.097±0.06
Sodium 0.0532±0.003 0.0653±0.003
Calcium 0.067±0.002 0.087±0.002
Magnesium 0.835±0.05 0.875±0.05
Manganese 0.027±0.001 0.031±0.001
Iron 0.1286±0.03 0.1382±0.03
Zinc 0.0417±0.001 0.0422±0.001
Copper 0.00153±0.0001 0.00174±0.0001
Lead 0.00019±0.0001 0.00022±0.0001
__________________________________________________________________
DM = Dry Matter; SD = Standard Deviation
Source (Chukwu,O. and Abdul-Kadir, A. J.2008)
10
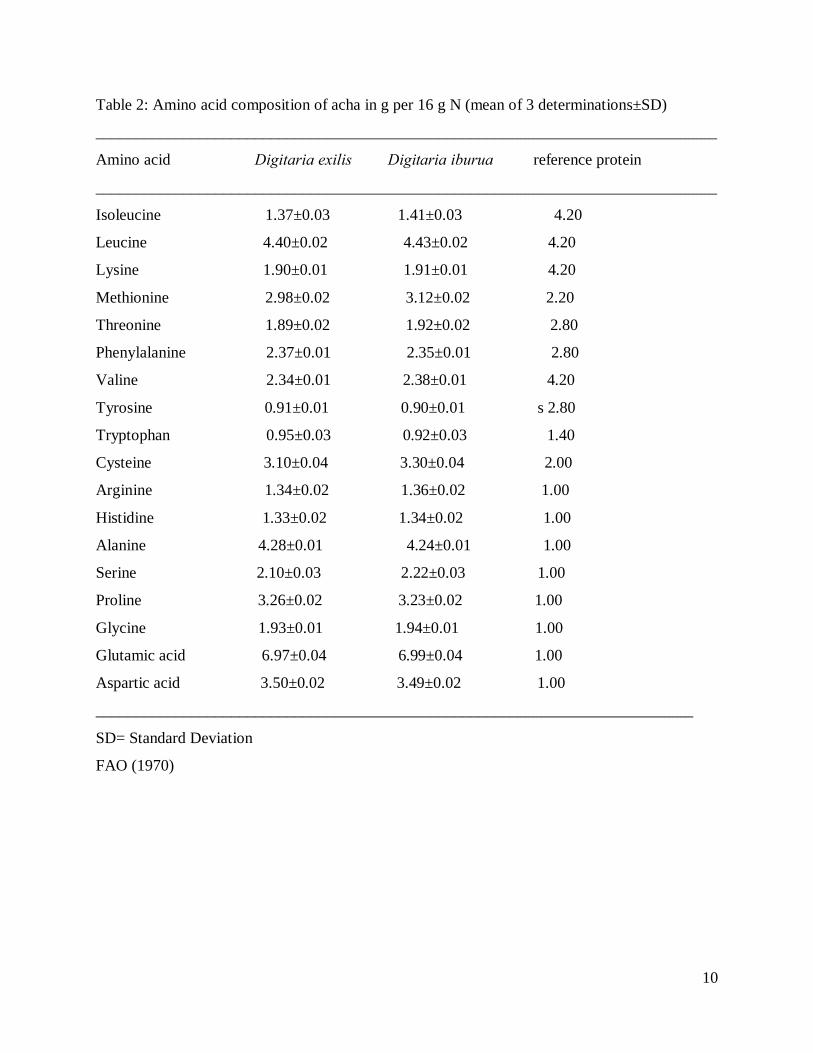
Table 2: Amino acid composition of acha in g per 16 g N (mean of 3 determinations±SD)
______________________________________________________________________________
Amino acid Digitaria exilis Digitaria iburua reference protein
______________________________________________________________________________
Isoleucine 1.37±0.03 1.41±0.03 4.20
Leucine 4.40±0.02 4.43±0.02 4.20
Lysine 1.90±0.01 1.91±0.01 4.20
Methionine 2.98±0.02 3.12±0.02 2.20
Threonine 1.89±0.02 1.92±0.02 2.80
Phenylalanine 2.37±0.01 2.35±0.01 2.80
Valine 2.34±0.01 2.38±0.01 4.20
Tyrosine 0.91±0.01 0.90±0.01 s 2.80
Tryptophan 0.95±0.03 0.92±0.03 1.40
Cysteine 3.10±0.04 3.30±0.04 2.00
Arginine 1.34±0.02 1.36±0.02 1.00
Histidine 1.33±0.02 1.34±0.02 1.00
Alanine 4.28±0.01 4.24±0.01 1.00
Serine 2.10±0.03 2.22±0.03 1.00
Proline 3.26±0.02 3.23±0.02 1.00
Glycine 1.93±0.01 1.94±0.01 1.00
Glutamic acid 6.97±0.04 6.99±0.04 1.00
Aspartic acid 3.50±0.02 3.49±0.02 1.00
___________________________________________________________________________
SD= Standard Deviation
FAO (1970)

11
2.6 Proximate chemical composition of acha Established standard methods of analysis were used to determine the proximate
composition of acha grains as part of their nutritional evaluation. The results showed that the
lipid content and ash value of acha are higher than the reported values for most cereal grains. The
protein content of acha is high compared with that of other grains. The fibre content of acha is
lower than the values for sorghum and maize but higher than those for millet and rice. The
caloric value of acha compares well with those for most cereals. Acha is richer in calcium,
magnesium, iron and copper than most cereals but poorer in potassium, sodium, lead and
manganese (Chukwu, and Abdul-Kadir, 2008).With the exception of methionine the essential
amino acid content of acha is lower than that for most grains while the leucine, methionine and
cysteine values are slightly higher than the values in the FAO reference protein. It was concluded
that acha is a cheap source of carbohydrate for man and livestock
12
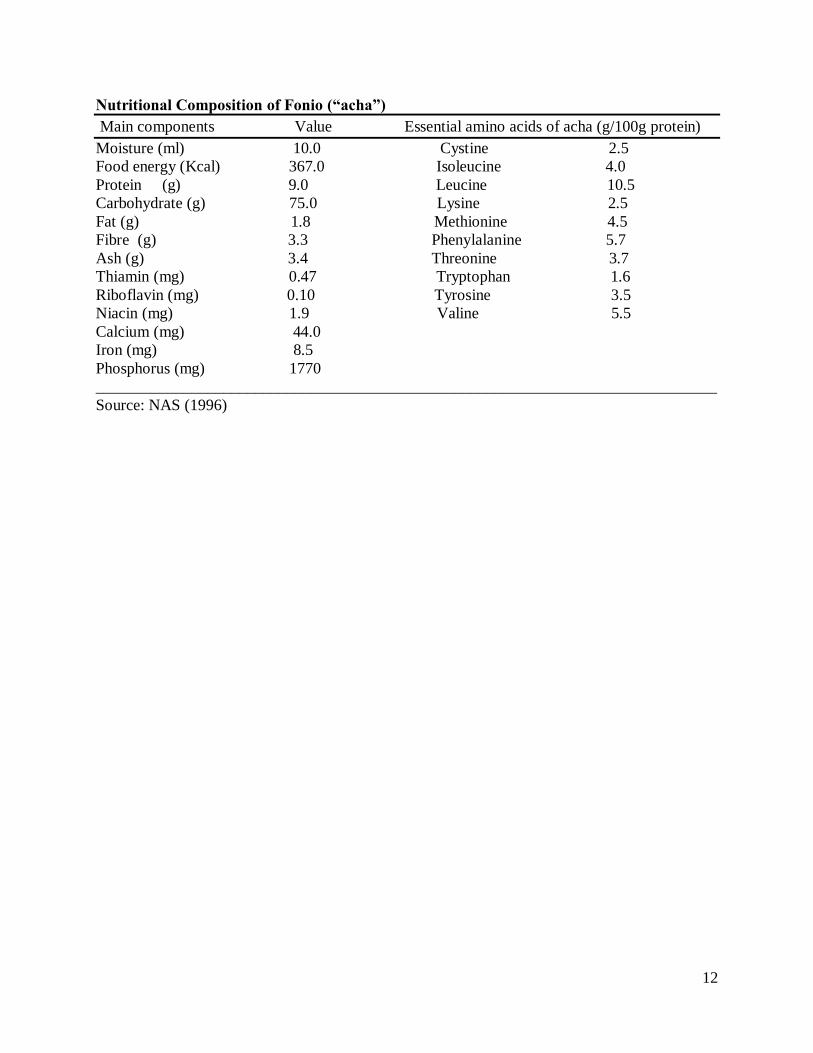
Nutritional Composition of Fonio (“acha”) Main components Value Essential amino acids of acha (g/100g protein) Moisture (ml) 10.0 Cystine 2.5 Food energy (Kcal) 367.0 Isoleucine 4.0 Protein (g) 9.0 Leucine 10.5 Carbohydrate (g) 75.0 Lysine 2.5 Fat (g) 1.8 Methionine 4.5 Fibre (g) 3.3 Phenylalanine 5.7 Ash (g) 3.4 Threonine 3.7 Thiamin (mg) 0.47 Tryptophan 1.6 Riboflavin (mg) 0.10 Tyrosine 3.5 Niacin (mg) 1.9 Valine 5.5 Calcium (mg) 44.0 Iron (mg) 8.5 Phosphorus (mg) 1770 ______________________________________________________________________________ Source: NAS (1996)
13
2.7 Photoperiodism in acha
Three varieties of Digitaria exilis were grown in planting chamber namely white mbulus,
Jakashale and red dapys and the effect of photoperiods on flowering was also determined (Aliero
and Morakinyo, 2005). The photoperiods were eleven, twelve and thirteen hours. Highly
significant differences were recorded (P < 0.01) for the number of days to flowering as affected
by photoperiods. The interaction between the photoperiods and varieties was also found to be
significant. The results showed that white mbulus is a short day plant while jakashale is a length
neutral. Jakashale could also be a source of useful genes for improvement of “acha” for an all
year round production.
2.8 Malting of acha
Steeping condition and duration of germination have been identified as a crucial quality
factor of malted grains. Sorghum is fast becoming a substitute for barley in the brewing sector of
the Nigerian economy (Iwuoha and Aina, 1995, Agu and Palmer, 1997, Odibo et al., 2002;) as a
result of recent deliberate policy. Consequently, scientists, technologists and research institutes
have attempted to contribute in various ways to realizing the objective of this decision. During
germination of cereals, a number of significant biochemical changes occur. Germination may
have an impact on the amino acid composition, protein availability, content of certain B-group
vitamins, and it may help to reduce the level of antinutrients. The desirable changes that will
occur in sprouting are mainly due to breakdown of complex compounds into simple forms.
Different traditional processes (Traore et al., 2003) used in cereal malting were studied to
examine malted flours and to reduce the viscosity of gruel. A significant increase was observed
in sucrose, glucose and fructose contents during malting of acha, in particular during the
germination step. A decrease in phytate contents was also observed.
Starch is the major constituent of mature cereal/grains and as the seeds are soaked in
water, enzymes present in the dry seed become active. Enzyme hydrolyzing starch are classified
as amylases. The three major categories of starch-degrading enzymes in germinated grains are
alpha-amylase, beta-amylase and limit dextrinase (Nzelibeh and Nwasike, 1995). Alpha-amylase
is the predominant enzyme synthesized during germination and serve to mobilize the starch
reserves in the endosperm. Alpha amylase acts by randomly hydrolyzing α, 1-4 glucan linkages
in the starch polymers; amylose and amylopectin. Eventually all amylose will be converted to
14
maltose. Amylopectin shows a more complex breakdown and product released include glucose,
maltose and alpha limit dextrins.
The combination of alpha and beta-amylase activity degrades starch faster and more
completely than either alone. However, they are both dependent upon limit dextrinase to
facilitate complete production of fermentable sugars. Less is known about limit dextrinase, but it
acts more readily on partially hydrolyzed amylopectin than on the native polymer and it needs a
relatively long germination time to become active (Jideani, 1999; Nzelibe, 2001 ). Enzymatic
action is a depolymerization of large molecular weight components of the endosperm cell walls,
the storage proteins and the small granules. The constituents become more soluble in water with
resulting decrease in viscosity.
(Lasekan and Feijao, 2008) determined the flavour extract components of malted acha
(Digiteria exilis) by gas chromatography with a mass selective detector and identified volatile
compounds with a NBS 43Ki mass spectra library by probability based on mashing. A total of 14
peaks were detected and identified in the malted sample. The volatiles included, four aldehydes,
one aromatic compound, an ester, a terpene, one aliphatic alcohol, five heterocyclic compounds
of six membered rings. Quantitatively, heterocyclic compounds were the most abundant class of
compounds identified. Six compounds ethylacetate, 1-hydroxy-2-propanone hexanal, pyrazine
(2,5-dimethylpyrazine and 2,3-dimethylpyrazine) were identified as potential contributors to the
flavour of malted acha.
The malting and brewing characteristics of millet (Pennisetum typhoides), acha
(Digitaria exilis) and sorghum (sorghum bicolor) were compared(Nzelibe and Nwasike, 2007).
Diatase, α-amylase, amyloglucosidase and proteases increased with malting time and the
increase was associated with the modification. Development of hydrolytic enzymes was
significantly higher in pearl millet and Digitaria exilis (acha) than in sorghum. The major starch
degrading enzyme in the three varieties of pearl millet (SE composite, SE 13 and SE 124) was α-
amylase. On the other hand, β-amylase was the major starch degrading enzyme in acha
(Digitaria exilis) which is similar to the pattern in barley. Gibberellic acid had a stimulating
effect on the diastatic activity of pearl millet, but inhibited the diastatic activities of sorghum
(farafara). Gibberellic acid inhibited the proteolytic activities in all the pearl millet varieties,
Digiteria exilis and sorghum varieties. Potassium bromate had little or no effect in the reduction
of malting loss. Although acha (Digiteria exilis) had a high β-amylase content, a high malting

15
loss makes it uneconomical to brew with acha malt. A blend of acha malt with pearl millet malt
or sorghum malt (composite malt) will produce a malt of the same profile as barley malt during
the mashing process.
16
CHAPTER THREE
MATERIALS AND METHOD
3.1 Grains
Three Acha (Digiteria exilis),varieties (white,black,and brown) were obtained from Vom
market while barley malt was obtained from Jos International Brewery (JIB) in Plateau State,
Nigeria.
3.2 Malting: Malting was achieved by steeping, germination and drying.
3.3 Steeping:
A 500g Acha, (white, black, and brown) were cleaned and steeped in water for 24 h at
room temperature (27 OC). After steeping, the grains were drained and spread on a germination
tray for germination to take place.
3.4 Germination:
Moisture content was maintained by occasionally sprinkling distilled water on the grains
using a sprinkler. Samples were withdrawn from each sprouting cereal at 24 h intervals up to 7
days.
3.5 Drying:
The method described by Helland etal., (2002) was adopted with modification. Each day
small sample (about 500g) was removed and germination was stopped by sun drying.
3.6 Comparison of various malted acha varieties.
The three malted acha varieties (white, black and brown) were compared for their enzyme
activities as described below.
3.7 Amylase concentrations in the malted grain
The malted grain (1 g) was milled in 5ml of pre-chilled 0.05M citrate phosphate buffer
(pH 6.0). The resulting homogenate was centrifuged at 3000 g for 10 minutes. Enzyme activity
was assayed in the supernatant.
17
3.8 Assay of Enzyme Activity
The method of Egwim and Oyelola (2006) was adopted. Alpha amylase was assayed by
pipetting 0.1ml of the supernatant (crude enzyme) into a separate test tube and 0.9ml of 2%
soluble starch was added and incubated in a shaking water bath at room temperature (27 OC) for
30 minutes. The reaction was stopped by adding 3ml dinitrosalicylic acid (DNSA) reagent and
boiling for 3 minutes for colour development. The absorbance was read at 550nm against blank.
The blank contained all the assay reagents without the enzyme. Glucose concentration in the
reaction mixture was calculated using a standard glucose calibration curve.
3.9 Glucoamylase.
One unit of glucoamylase enzyme was defined as the amount of enzyme required to
liberate one microgram of glucose per milliliter per minute (ug/ml/minute) under the
experimental condition.
3.10 Use of malted acha for simultaneous hydrolysis and ethanol production from cassava
and corn starch under various conditions.
Simultaneous hydrolysis and ethanol fermentation of cassava and corn starch using malted
acha was carried out under three different conditions. These are (i)About 2.5g acha malt and 2.5g
raw starch (cassava or corn) in 50ml distilled H2O was determined at room temperature (270C),
(ii)acha malt (2.5 g) and 2.5 g starch maintained at 500C for 30minutes and (iii)2.5 g starch
gelatinized in 50ml distilled H2O cooled at room temperature and 2.5 g acha malt added.
3.11 Preparation of starch (cassava and corn).
Cassava (Manihot esculenta) tubers and maize (Zea mays) grains were obtained from
Nsukka market. Cassava was peeled and washed with clean water and milled. The milled cassava
was sieved and sun dried. In the case of corn mill, the corn was washed, milled, sieved and sun
dried.
3.12 Determination of calibration curve for starch concentration.
A 0.5 g of starch was suspended in 2ml of distilled water and 70ml of boiling water was
added to gelatinize the starch. The gelatinized starch was cooled to room temperature and the
18
volume made to 100ml. Calibration curve was prepared by mixing different starch
concentrations of (0.5, 1.0, 1.5, 2.0, . …..5mg/ml) with 0.5ml 1% iodine solution. The
absorbance was read at 600nm.
3.13 Fermentation
Fermentation was done using the method stated by (Ochanda etal., 2010, Odibo, etal.,
2002) with modification. A mixture of 2.5g acha malt and 2.5g starch (cassava or corn) in 50ml
distilled water was fermented by addition of 4x107 cells of yeast for 7days at room temperature.
During fermentation, ethanol and starch concentrations were determined at 12 h intervals.
3.14 Determination of ethanol concentration.
Ethanol concentrations in the samples were determined using the method of Outreach
College of Science University of Canterbury. To 250ml conical flask, 10ml of acid dichromate
solution(70ml of H2SO4 in 125ml distilled water and 0.75g of potassium dichromate were mixed
and the volume made to 250ml with distilled water) was added with matching rubber stopper.
One millilitre of sample was pipetted into a 2ml sample holder. The sample holder was
suspended over the dichromate solution and held in place with the rubber stopper. The flask was
incubated for 24 h at 25-30 0C. After 24 h the sample was removed and discarded. One hundred
millilitres of distilled water was used to rinse the flask and 1ml (1.2M) potassium iodide solution
was added. The solution was titrated with 0.03M (7.44 g in 1L) sodium thiosulphate pentahydrate
(Na2S2O3.5H2O) until the colour faded to yellow and 1ml 1% starch concentration was added
and titration continued until the colour disappeared and the titre value recorded. The blank
contained all the reagents without the sample. The concentration of ethanol was calculated using
a calibration curve.
3.15 Preparation of koji enzymes.
One hundred grams of boiled rice was wrapped in a clean sterile cloth. Ten milliliters of
sterile water was use in harvesting the spores from a slant of Aspergillus spp obtained from
Microbiology Laboratory University of Nigeria. The spore suspension was inoculated into the
rice and mixed properly for uniform distribution of spores.The preparation was incubated at
19
room temperature for 24 h, mixed and incubated again for another 24 h (total incubation
period= 48 h). The enzyme produced was used for hydrolysis of starch for ethanol production.
3.16 Simultaneous hydrolysis and ethanol fermentation of raw starch (cassava and corn)
using acha malt as the source of enzyme.
The method described by Konsoula and Liakopoulous-Kyriakides (2006) was adopted with
modification. To 50ml of water, 2.5g of starch (cassava or corn) and 2.5g of acha malt were
added and maintained at room temperature. This was followed by inoculation of 4x107 yeast
cells. Fermentation was carried out as explained in section 3.13 above.
3.17 Simultaneous hydrolysis and ethanol fermentation of gelatinized starch (cassava and
corn) using acha malt as the source of enzyme.
This was done as explained in section 3.16 above except that the 2.5g of starch (cassava or
corn) was gelatinized in 50ml distilled H2O.
3.18 Comparison of acha malt and koji for simultaneous starch hydrolysis and ethanol
fermentation.
Hydrolysis of starch (cassava and corn) was carried out using the two sources of
enzymes (acha malt and koji) under different conditions (ie 2.5 g of acha malt and 2.5 g of the
raw starch in 50ml H2O or 2.5 g of acha malt and 2.5 g gelatinized starch in 50ml H2O). The
same procedure was applied for koji and starch (cassava and corn) for simultaneous hydrolysis
and ethanol fermentation.
3.19 Determination of the optimum acha malt: starch ratio for ethanol production from
cassava and corn starch.
Similar procedure as explained in section 3.16 above was followed but different ratios of
acha malt to starch (cassava or corn) were used (3:1, 2:1, 1:1, 1:2, and 1:3).
3.20 Effect of inoculum cell concentration on ethanol production.
Different concentrations of yeast inoculum (1x107 to 3x107 yeast cells/50ml distilled H2O)
were used for the simultaneous hydrolysis and ethanol fermentation of gelatinized starch
20
(cassava or corn). The ratios of acha malt to starch concentrations (2.5 g of acha malt and 2.5 g
of the flour) were maintained as explained in section 3.16 above.
3.21 Effect of initial starch concentration on ethanol production.
Initial starch concentrations of 2.5, 5 and 7.5 g were used while the yeast concentration
(4x107 yeast cells/50ml distilled H2O) and acha malt concentration of 2.5g/50ml distilled H2O
were kept constant.
3.22 Statistical analysis.
Results of the various experiments were statistically analyzed for differences, using Analysis
of Variance (ANOVA) and the means were separated, using least significant difference (LSD).

21
CHAPTER FOUR RESULTS
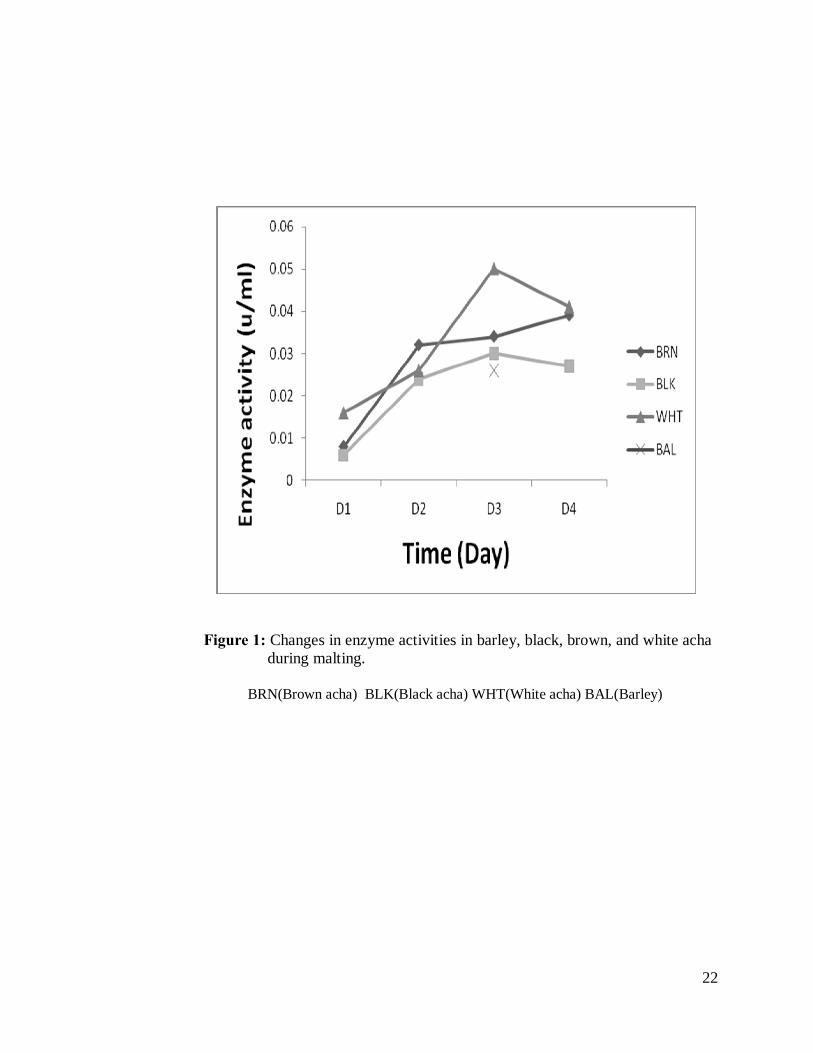
4.1 Comparison of enzyme activities of various malted acha varieties. Figure 1 shows the amylase activities in malted white, black and brown acha varieties. Malted
white and black acha showed maximum activity on day 3, while brown acha showed maximum
activity on day 4.
From the observation, white and black acha must be germinated/sprouted for 3 days while
brown acha will be sprouted for 4 days for maximum amylase production. The activities of
amylase, as can be seen in figure 2, are 50, 39, 30, and 26 u/ml for white, brown, black acha, and
barley respectively. There was significant difference in the enzyme activity in the grains
(P≤0.05). Their enzyme activities were ranked as (white acha ˃ brown acha ˃ black acha but
showed no significant diference between black acha and barley). White acha had the highest
yield of amylase, while barley had the lowest. The observation showed that white acha is
superior to barley, black and brown acha in terms of amylase yield.
4.2 Use of malted acha for simultaneous hydrolysis and ethanol fermentation of cassava
and corn starch under various conditions.
Figures 3, 4 and 5 shows the time courses of ethanol concentrations during simultaneous
hydrolysis and ethanol fermentation of cassava and corn starch under various conditions. Ethanol
production was highest with gelatinized starch as seen in figure 5 and least with cold water
(270C) (Figure 4). The figures indicated that starch hydrolysis and its utilization by yeast is best
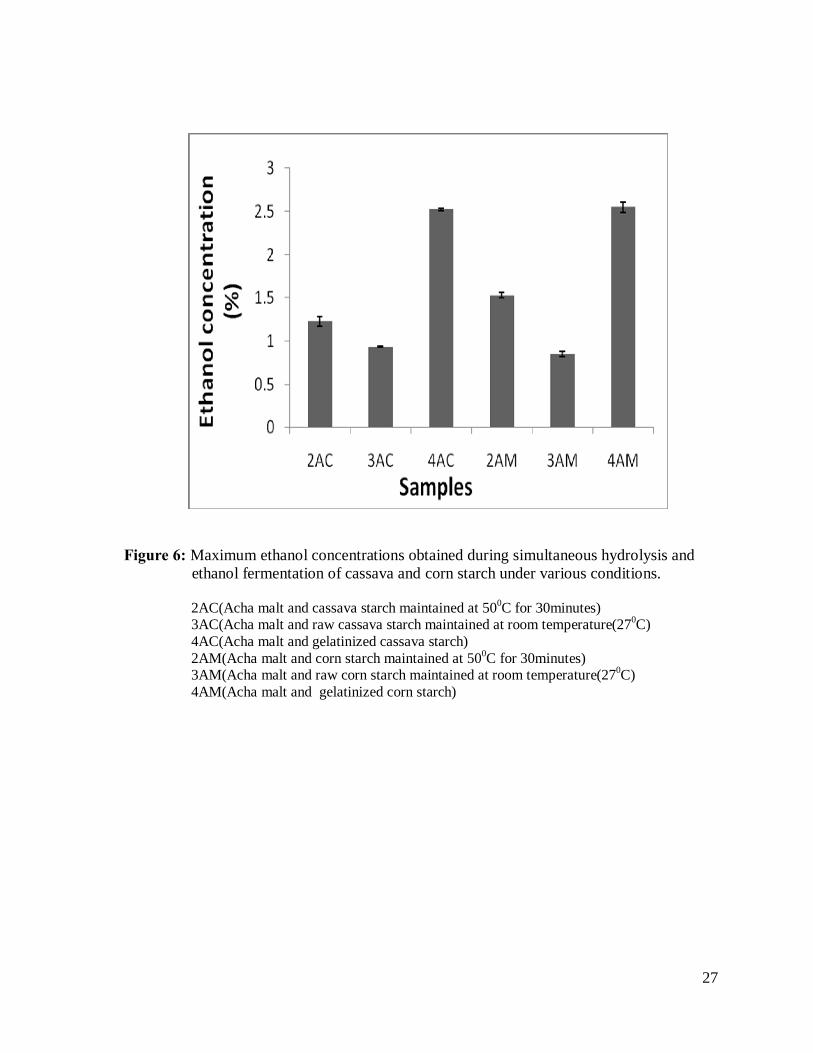
with gelatinized starch. Figure 6 shows the maximum ethanol concentration obtained under the
various conditions. The maximum ethanol concentrations from the samples were 2.55, 2.52,
1.53, 1.23, 0.93 and 0.85% for acha malt and gelatinized corn starch (4AM), acha malt and
gelatinized cassava starch (4AC), acha malt and corn starch maintained at 500C (2AM), acha
malt and cassava starch maintained at 500C (2AC), acha malt and cassava starch in cold water
(270C) (3AC) and acha malt and corn starch in cold water (3AM). There ethanol concentrations
are ranked as (4AM, 4AC) ˃ (2AM, 2AC) ˃ (3AM, 3AC).
22
Figure 1: Changes in enzyme activities in barley, black, brown, and white acha during malting. BRN(Brown acha) BLK(Black acha) WHT(White acha) BAL(Barley)
23
Figure 2: Maximum enzyme activities in barley, white, black, and brown acha malts.
24
Figure 3: Simultaneous hydrolysis and ethanol fermentation of raw cassava and corn starch using acha malt and S. cerevisiae. The ratio of acha malt to starch was 1:1, while the temperature was maintained at 500C. 2AC(Acha malt and cassava starch) 2AM(Acha malt and corn starch)
25
. Figure 4: Simultaneous hydrolysis and ethanol fermentation of raw cassava and corn starch using acha malt and S. cerevisiae. The ratio of acha malt to starch was 1:1, while fermentation was done at room temperature (270C) . 3AC(Acha malt and cassava starch) 3AM(Acha malt and corn starch)
26
Figure 5: Simultaneous hydrolysis and ethanol fermentation of gelatinized cassava and corn starch using acha malt and S. cerevisiae.The ratio of acha malt to starch was 1:1 while fermentation was done at room temperature (270C) 4AC(Acha malt and gelatinized cassava starch). 4AM(Acha malt and gelatinized corn starch).
27
Figure 6: Maximum ethanol concentrations obtained during simultaneous hydrolysis and ethanol fermentation of cassava and corn starch under various conditions. 2AC(Acha malt and cassava starch maintained at 500C for 30minutes) 3AC(Acha malt and raw cassava starch maintained at room temperature(270C) 4AC(Acha malt and gelatinized cassava starch) 2AM(Acha malt and corn starch maintained at 500C for 30minutes) 3AM(Acha malt and raw corn starch maintained at room temperature(270C) 4AM(Acha malt and gelatinized corn starch)

28
4.3 Comparison of acha malt with koji enzyme for simultaneous starch hydrolysis and
ethanol fermentation.
Hydrolysis of the two substrates (cassava and corn starch) were performed using the two
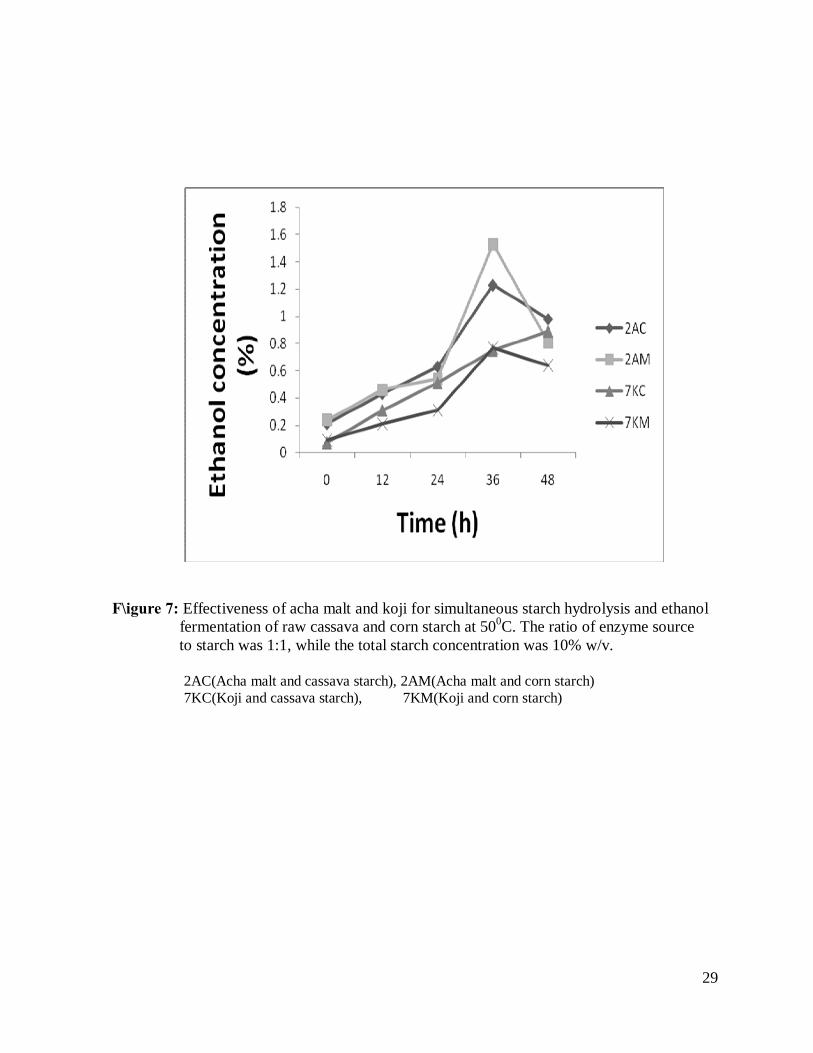
sources of enzymes under different conditions. Figure 7 compares the effect of enzymes from
acha malt and koji on simultaneous hydrolysis and ethanol fermentation of the two substrates
(cassava and corn starch) maintained at 500C.The highest ethanol concentration was obtained
when acha malt was used to hydrolyse cassava starch (2AC) while the least was obtained when
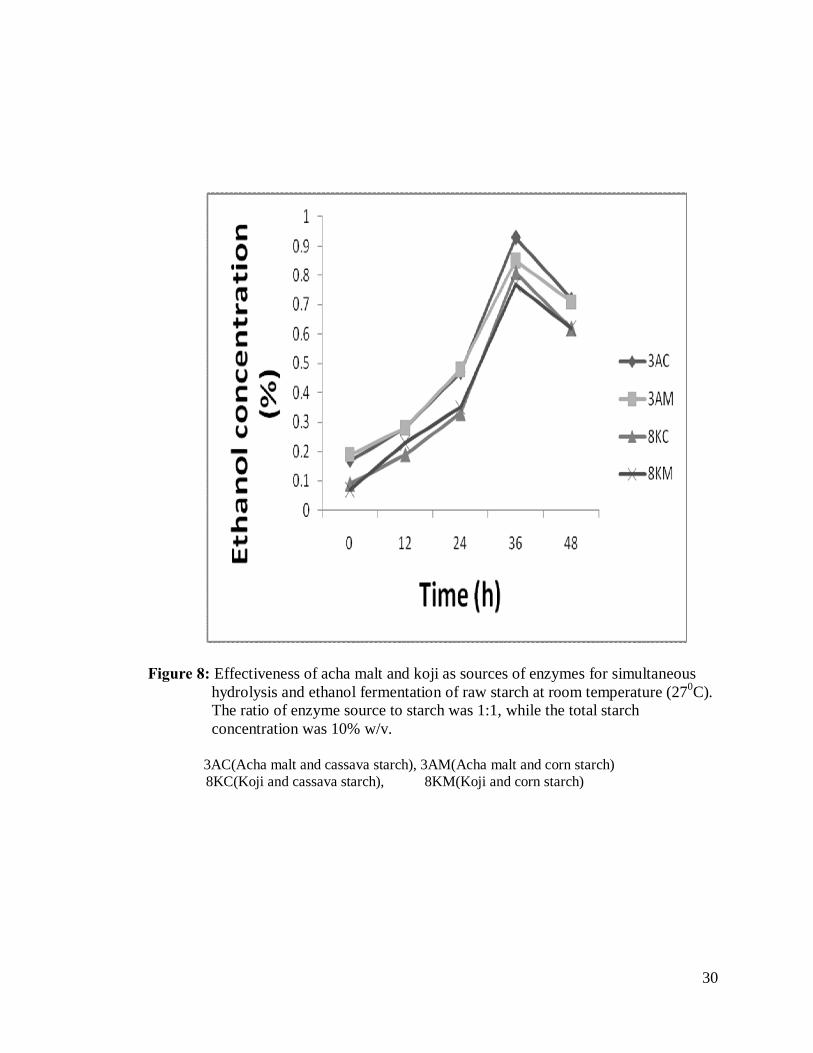
koji was used to hydrolyse corn starch (7KM).Figure 8 is a comparison of acha malt and koji
enzyme for simultaneous hydrolysis and ethanol fermentation of raw starch (cassava and
corn).The highest concentration was obtained with acha malt on cassava starch (3AC) and the
least was obtained with koji and corn starch (8KM).
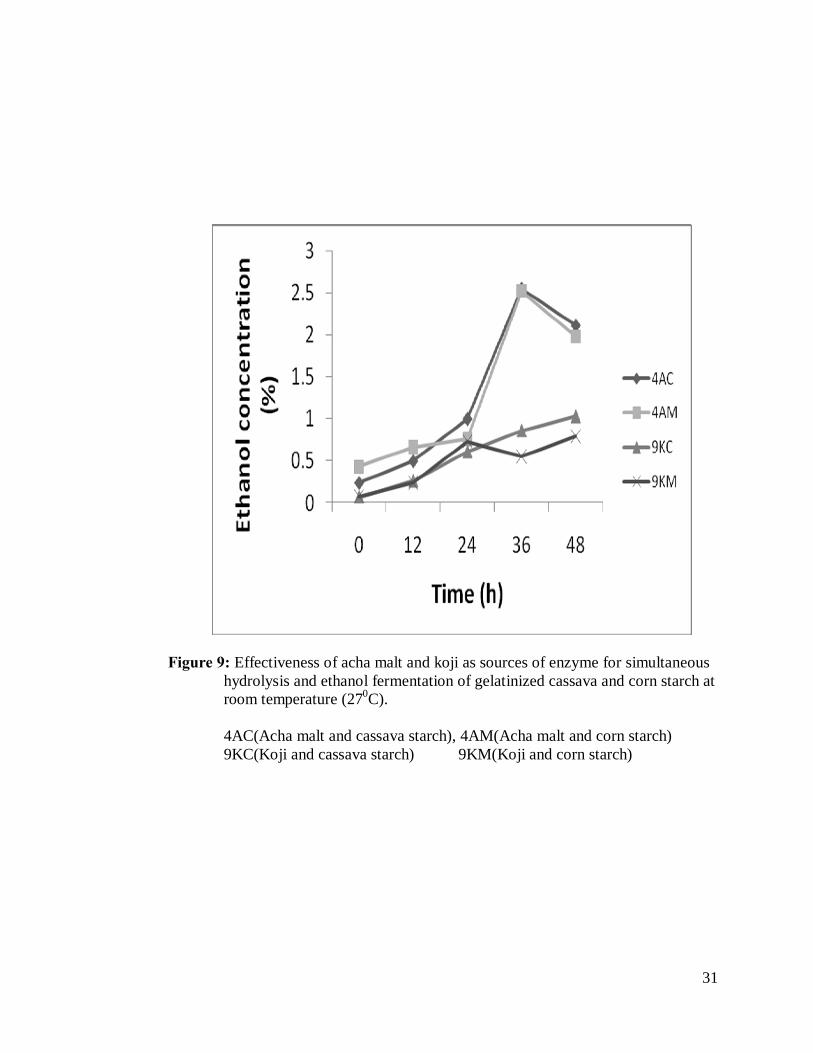
. Figure 9 shows a comparison of acha malt and koji as enzyme sources for simultaneous
hydrolysis and ethanol fermentation of gelatinized cassava and corn starch. The figure showed
that the highest concentration of ethanol was obtained in 4AC and 4AM while 9KC and 9KM
gave the least ethanol concentration.
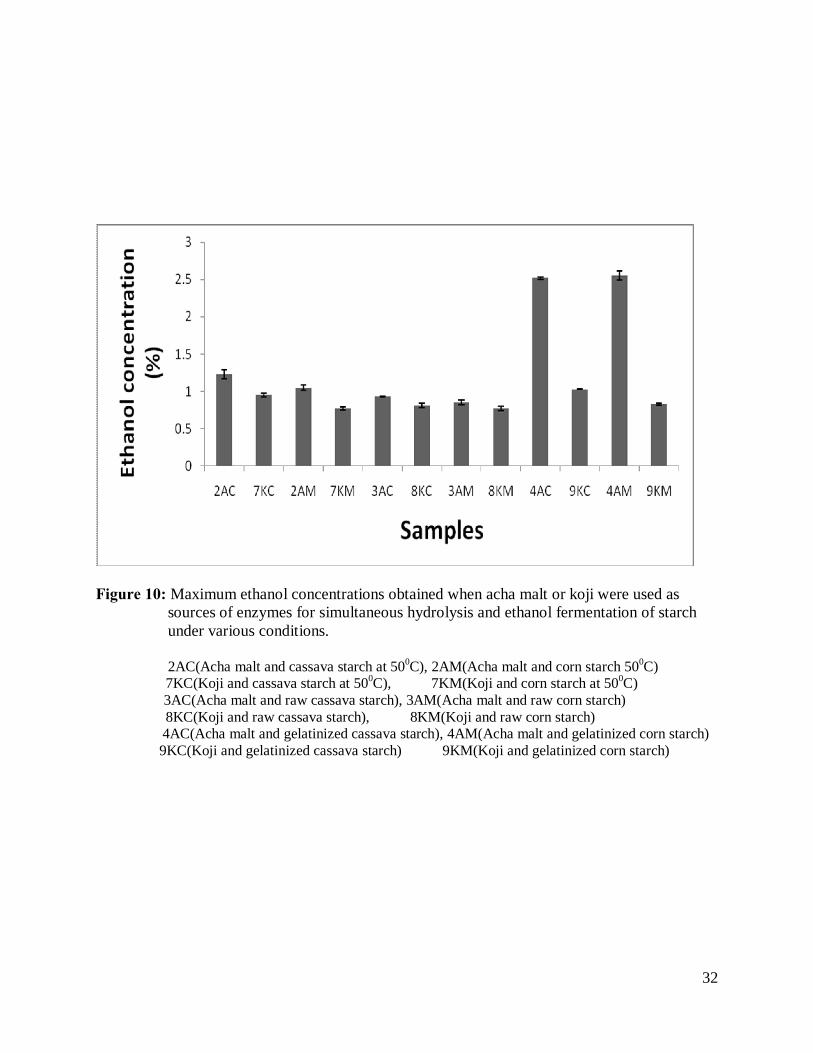
Figure 10 compares the maximum ethanol concentration using acha malt and koji enzyme for
simultaneous hydrolysis and ethanol fermentation of starch (cassava and corn). The maximum
ethanol concentrations obtained in the samples were 2.55, 2.52, 1.23, 1.05, 1.03, 0.95, 0.93, 0.85,
0.83, 0.81, 0.77 and 0.77 % for 4AM, 4AC, 2AC, 2AM, 9KC, 7KC, 3AC, 3AM, 9KM, 8KC,
7KM, and 8KM respectively. The results of the statistical analysis showed a significant
difference between the two enzyme sources (acha malt and koji) in simultaneous hydrolysis and
ethanol fermentation of the two substrates (cassava and corn starch) (P≤0.05). Based on the
enzyme sources, their ethanol concentrations are ranked as (4AC, 4AM) ˃ (9KC, 9KM), (2AC,
2AM) ˃ (7KC, 7KM) and (3AC, 3AM) ˃ (8KC, 8KM).
29
F\igure 7: Effectiveness of acha malt and koji for simultaneous starch hydrolysis and ethanol fermentation of raw cassava and corn starch at 500C. The ratio of enzyme source to starch was 1:1, while the total starch concentration was 10% w/v. 2AC(Acha malt and cassava starch), 2AM(Acha malt and corn starch) 7KC(Koji and cassava starch), 7KM(Koji and corn starch)
30
Figure 8: Effectiveness of acha malt and koji as sources of enzymes for simultaneous hydrolysis and ethanol fermentation of raw starch at room temperature (270C). The ratio of enzyme source to starch was 1:1, while the total starch concentration was 10% w/v. 3AC(Acha malt and cassava starch), 3AM(Acha malt and corn starch) 8KC(Koji and cassava starch), 8KM(Koji and corn starch)
31
Figure 9: Effectiveness of acha malt and koji as sources of enzyme for simultaneous hydrolysis and ethanol fermentation of gelatinized cassava and corn starch at room temperature (270C). 4AC(Acha malt and cassava starch), 4AM(Acha malt and corn starch) 9KC(Koji and cassava starch) 9KM(Koji and corn starch)
32
Figure 10: Maximum ethanol concentrations obtained when acha malt or koji were used as sources of enzymes for simultaneous hydrolysis and ethanol fermentation of starch under various conditions. 2AC(Acha malt and cassava starch at 500C), 2AM(Acha malt and corn starch 500C) 7KC(Koji and cassava starch at 500C), 7KM(Koji and corn starch at 500C) 3AC(Acha malt and raw cassava starch), 3AM(Acha malt and raw corn starch) 8KC(Koji and raw cassava starch), 8KM(Koji and raw corn starch) 4AC(Acha malt and gelatinized cassava starch), 4AM(Acha malt and gelatinized corn starch) 9KC(Koji and gelatinized cassava starch) 9KM(Koji and gelatinized corn starch)
33
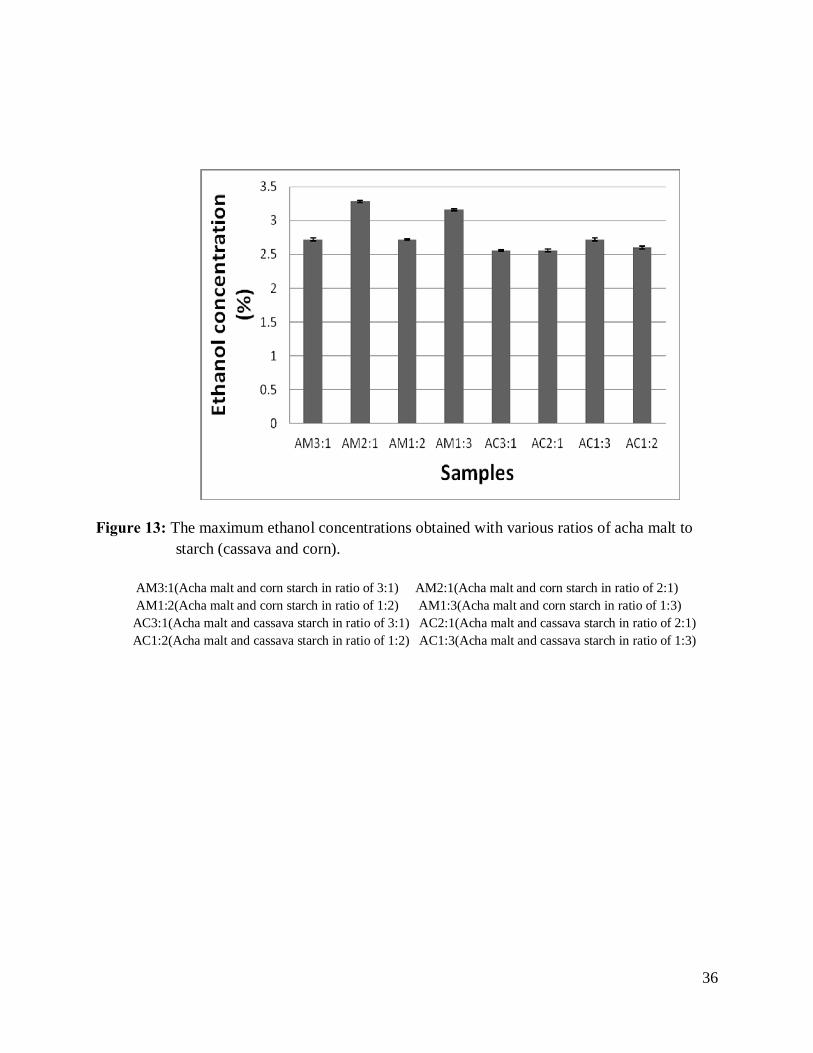
4.4 Determination of the optimum acha malt: starch ratio for ethanol production from
cassava and corn starch.
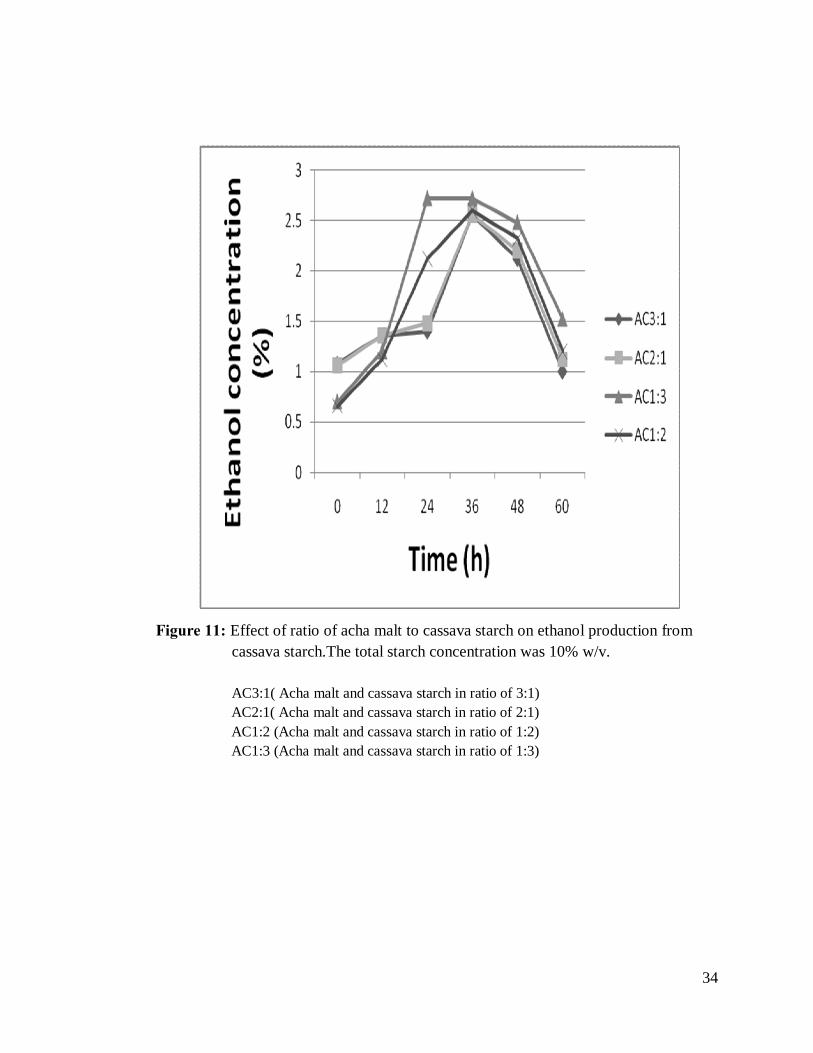
Simultaneous hydrolysis and ethanol fermentations were performed with various acha malt:
starch (corn and cassava) ratios (3:1, 2:1, 1:2, and 1:3). There were significant differences in
ethanol concentrations obtained with different ratios (P≤0.05). Figure 11 shows ethanol
concentrations obtained when the ratio of acha malt to cassava starch concentrations were varied.
There was increase in the ethanol concentration with time during the simultaneous hydrolysis
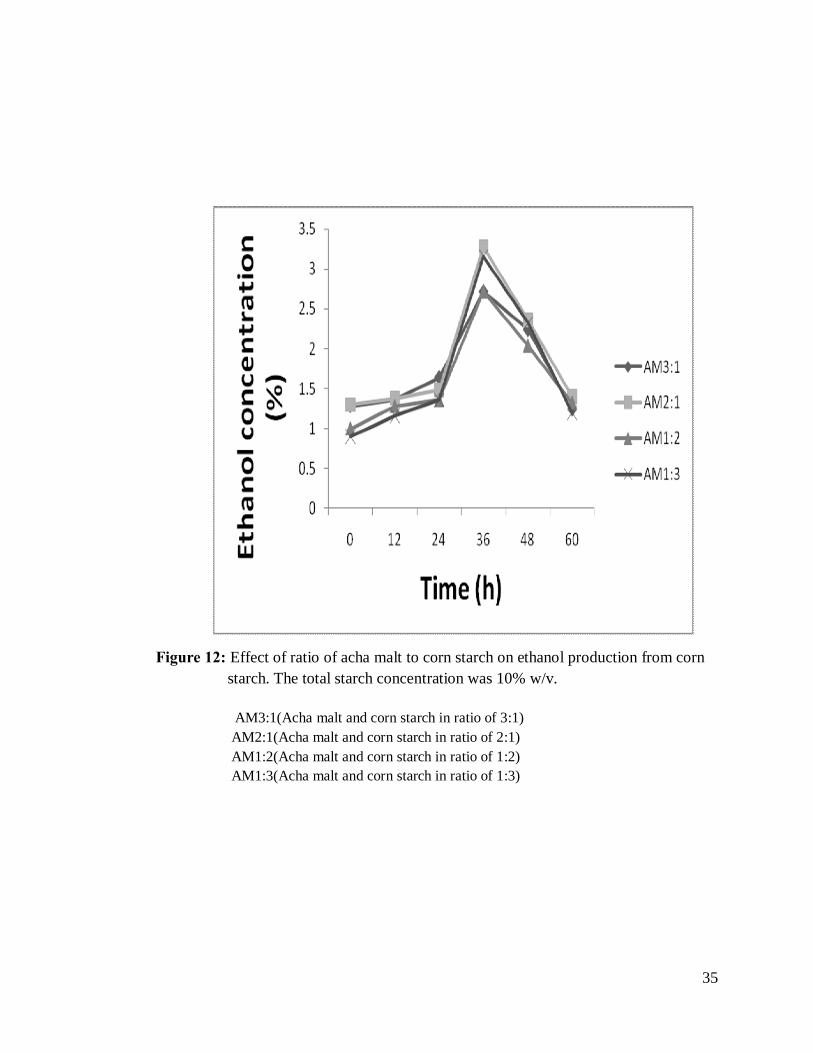
and ethanol production. Similar results were also obtained with acha malt and corn flour (figure
12). The highest concentration was obtained with acha malt to corn flour in the ratio of 2:1
(AM2:1).The maximum ethanol concentration obtained with the various ratios are shown in
figure 13.The values at the 36 h were used. The highest value was obtained with acha malt and
corn starch in the ratio of 2:1 (AM2:1) and least was obtained with acha malt and corn starch in
the ratio of 3:1 and 1:2 (AM3:1, and AM1:2). The least significant difference was 0.03 and the
ethanol concentrations are ranked as (AM2:1 ˃ AM1:3 ˃ (AM3:1, AM1:2, AC1:3) ˃ (AC1:2) ˃
(AC3:1, AC2:1) but no difference was observed between (AM3:1, AM1:2, AC1:3) and (AC3:1,
AC2:1).
34
Figure 11: Effect of ratio of acha malt to cassava starch on ethanol production from cassava starch.The total starch concentration was 10% w/v. AC3:1( Acha malt and cassava starch in ratio of 3:1) AC2:1( Acha malt and cassava starch in ratio of 2:1) AC1:2 (Acha malt and cassava starch in ratio of 1:2) AC1:3 (Acha malt and cassava starch in ratio of 1:3)
35
Figure 12: Effect of ratio of acha malt to corn starch on ethanol production from corn starch. The total starch concentration was 10% w/v. AM3:1(Acha malt and corn starch in ratio of 3:1) AM2:1(Acha malt and corn starch in ratio of 2:1) AM1:2(Acha malt and corn starch in ratio of 1:2) AM1:3(Acha malt and corn starch in ratio of 1:3)
36
Figure 13: The maximum ethanol concentrations obtained with various ratios of acha malt to starch (cassava and corn). AM3:1(Acha malt and corn starch in ratio of 3:1) AM2:1(Acha malt and corn starch in ratio of 2:1) AM1:2(Acha malt and corn starch in ratio of 1:2) AM1:3(Acha malt and corn starch in ratio of 1:3) AC3:1(Acha malt and cassava starch in ratio of 3:1) AC2:1(Acha malt and cassava starch in ratio of 2:1) AC1:2(Acha malt and cassava starch in ratio of 1:2) AC1:3(Acha malt and cassava starch in ratio of 1:3)
37
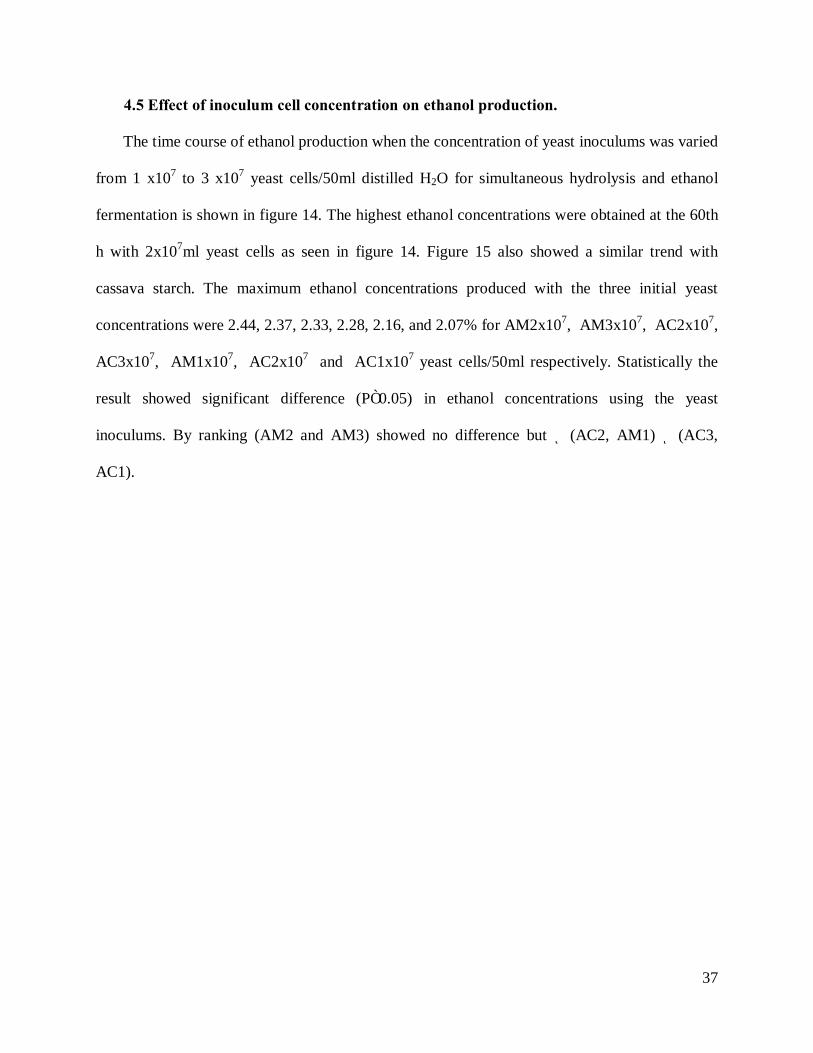
4.5 Effect of inoculum cell concentration on ethanol production.
The time course of ethanol production when the concentration of yeast inoculums was varied
from 1 x107 to 3 x107 yeast cells/50ml distilled H2O for simultaneous hydrolysis and ethanol
fermentation is shown in figure 14. The highest ethanol concentrations were obtained at the 60th
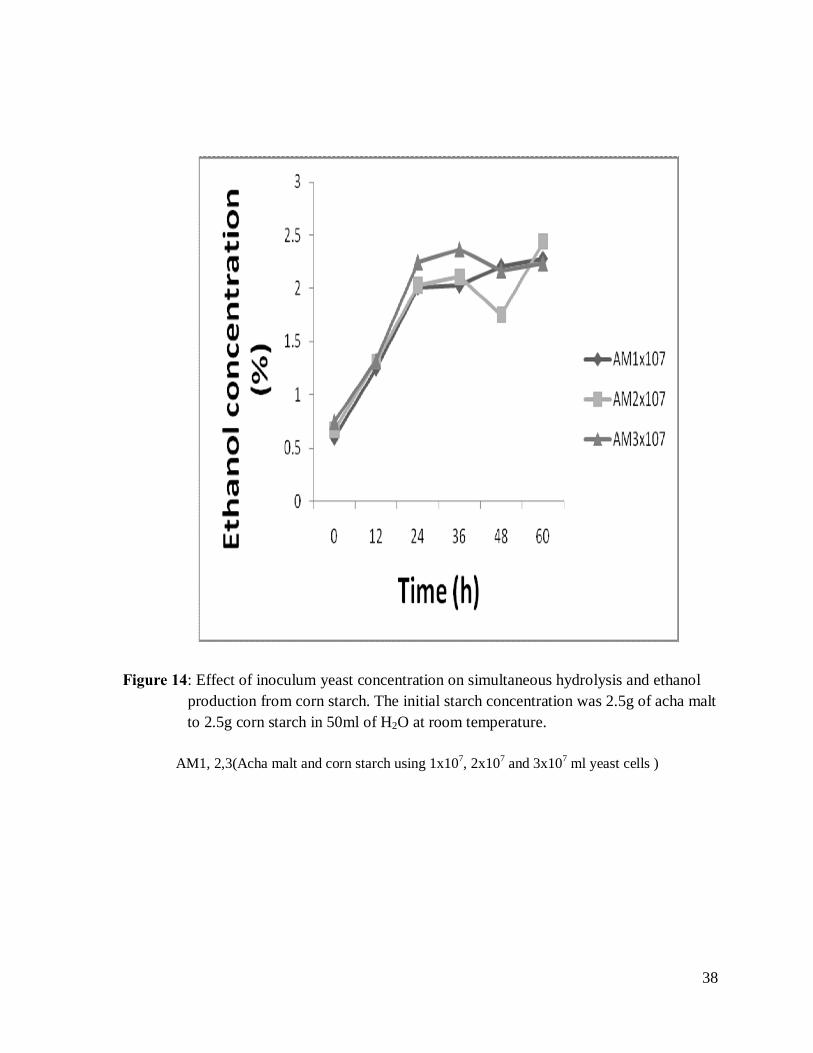
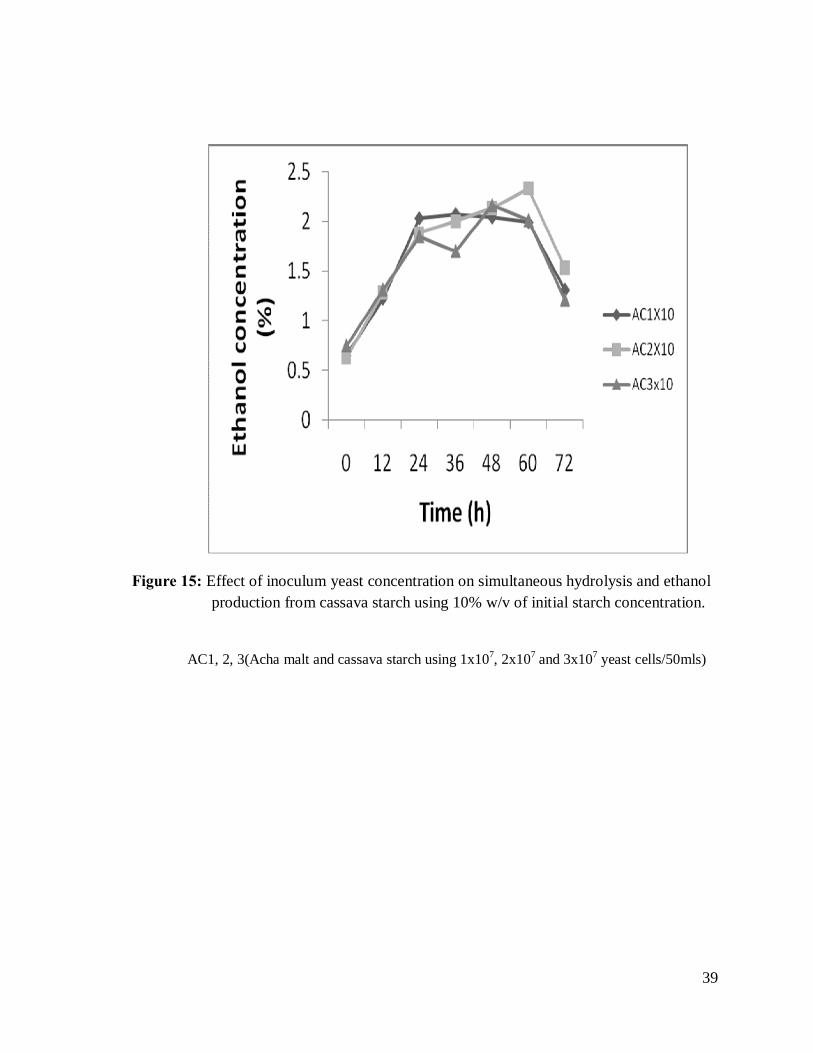
h with 2x107ml yeast cells as seen in figure 14. Figure 15 also showed a similar trend with
cassava starch. The maximum ethanol concentrations produced with the three initial yeast
concentrations were 2.44, 2.37, 2.33, 2.28, 2.16, and 2.07% for AM2x107, AM3x107, AC2x107,
AC3x107, AM1x107, AC2x107 and AC1x107 yeast cells/50ml respectively. Statistically the
result showed significant difference (P≤0.05) in ethanol concentrations using the yeast
inoculums. By ranking (AM2 and AM3) showed no difference but ˃ (AC2, AM1) ˃ (AC3,
AC1).
38
Figure 14: Effect of inoculum yeast concentration on simultaneous hydrolysis and ethanol production from corn starch. The initial starch concentration was 2.5g of acha malt to 2.5g corn starch in 50ml of H2O at room temperature. AM1, 2,3(Acha malt and corn starch using 1x107, 2x107 and 3x107 ml yeast cells )
39
Figure 15: Effect of inoculum yeast concentration on simultaneous hydrolysis and ethanol production from cassava starch using 10% w/v of initial starch concentration.
AC1, 2, 3(Acha malt and cassava starch using 1x107, 2x107 and 3x107 yeast cells/50mls)
40
Figure 16: The maximum ethanol concentrations obtained during simultaneous hydrolysis and ethanol production from gelatinized cassava and corn starch using different initial yeast concentrations. The initial starch concentration was 2.5g acha malt to 2.5g starch in 50ml H2O at room temperature. AM1, 2,3(Acha malt and corn starch using 1x107, 2x107 and 3x107 yeast cells ) AC1, 2, 3(Acha malt and cassava starch using 1x107, 2x107 and 3x107 yeast cells )
41
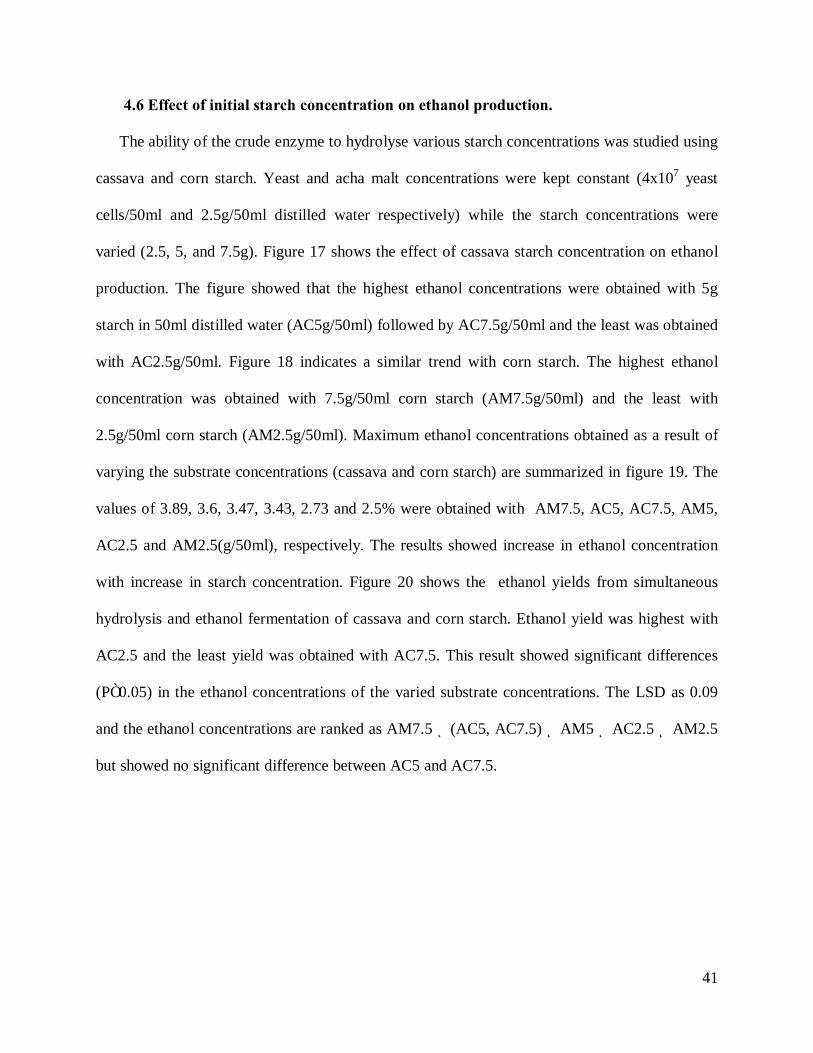
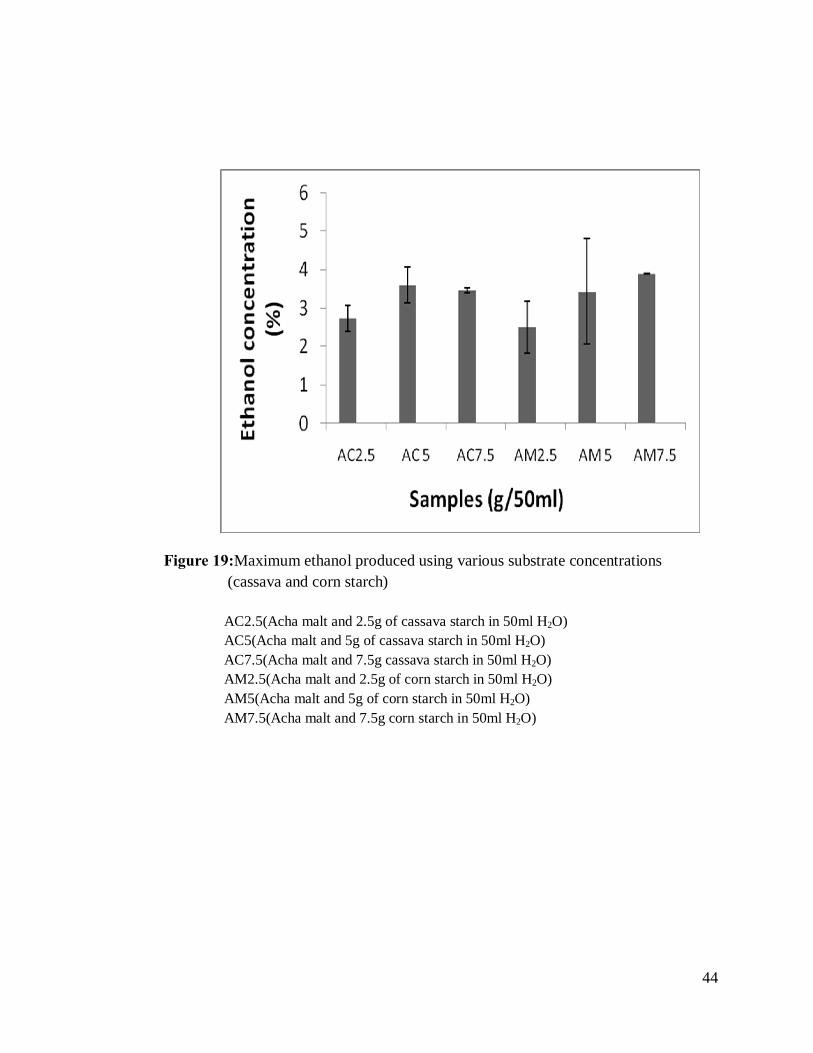
4.6 Effect of initial starch concentration on ethanol production.
The ability of the crude enzyme to hydrolyse various starch concentrations was studied using
cassava and corn starch. Yeast and acha malt concentrations were kept constant (4x107 yeast
cells/50ml and 2.5g/50ml distilled water respectively) while the starch concentrations were
varied (2.5, 5, and 7.5g). Figure 17 shows the effect of cassava starch concentration on ethanol
production. The figure showed that the highest ethanol concentrations were obtained with 5g
starch in 50ml distilled water (AC5g/50ml) followed by AC7.5g/50ml and the least was obtained
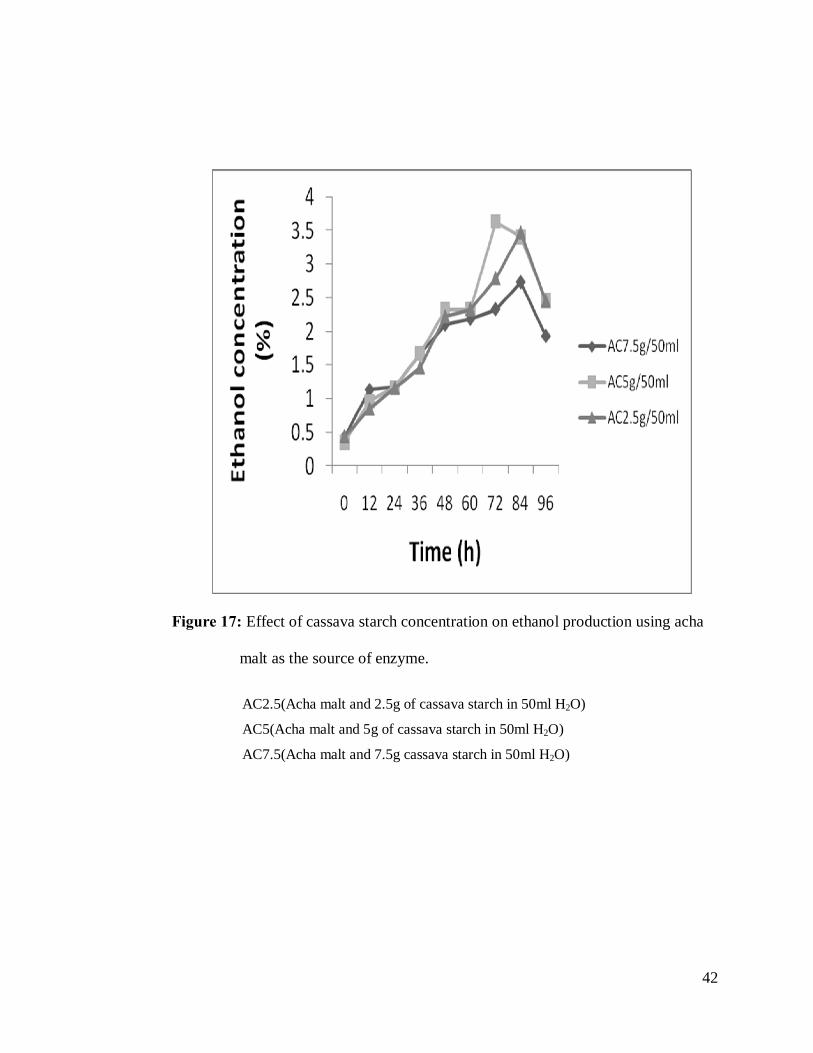
with AC2.5g/50ml. Figure 18 indicates a similar trend with corn starch. The highest ethanol
concentration was obtained with 7.5g/50ml corn starch (AM7.5g/50ml) and the least with
2.5g/50ml corn starch (AM2.5g/50ml). Maximum ethanol concentrations obtained as a result of
varying the substrate concentrations (cassava and corn starch) are summarized in figure 19. The
values of 3.89, 3.6, 3.47, 3.43, 2.73 and 2.5% were obtained with AM7.5, AC5, AC7.5, AM5,
AC2.5 and AM2.5(g/50ml), respectively. The results showed increase in ethanol concentration
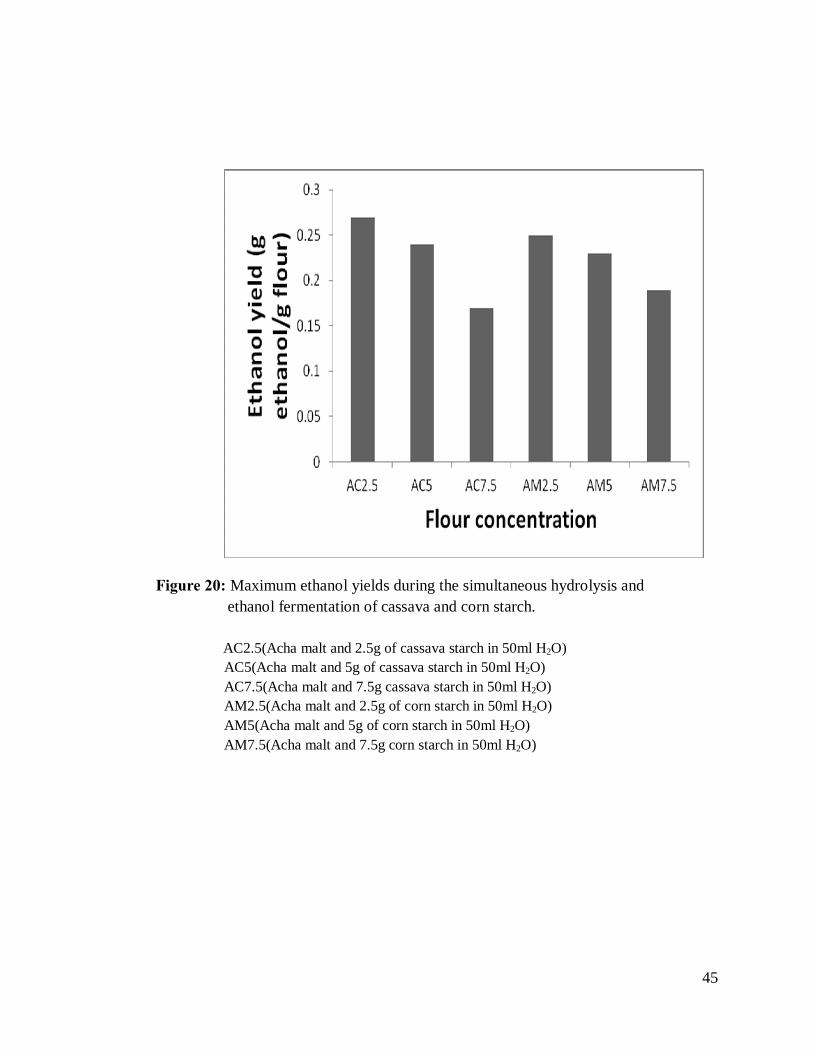
with increase in starch concentration. Figure 20 shows the ethanol yields from simultaneous
hydrolysis and ethanol fermentation of cassava and corn starch. Ethanol yield was highest with
AC2.5 and the least yield was obtained with AC7.5. This result showed significant differences
(P≤0.05) in the ethanol concentrations of the varied substrate concentrations. The LSD as 0.09
and the ethanol concentrations are ranked as AM7.5 ˃ (AC5, AC7.5) ˃ AM5 ˃ AC2.5 ˃ AM2.5
but showed no significant difference between AC5 and AC7.5.
42
Figure 17: Effect of cassava starch concentration on ethanol production using acha
malt as the source of enzyme.
AC2.5(Acha malt and 2.5g of cassava starch in 50ml H2O)
AC5(Acha malt and 5g of cassava starch in 50ml H2O)
AC7.5(Acha malt and 7.5g cassava starch in 50ml H2O)
43
Figure 18: Effect of corn starch concentration on ethanol production using acha malt as the source of enzyme. AM2.5(Acha malt and 2.5g of corn starch in 50ml H2O)
AM5(Acha malt and 5g of corn starch in 50ml H2O)
AM7.5(Acha malt and 7.5g corn starch in 50ml H2O)
44
Figure 19:Maximum ethanol produced using various substrate concentrations (cassava and corn starch) AC2.5(Acha malt and 2.5g of cassava starch in 50ml H2O) AC5(Acha malt and 5g of cassava starch in 50ml H2O) AC7.5(Acha malt and 7.5g cassava starch in 50ml H2O) AM2.5(Acha malt and 2.5g of corn starch in 50ml H2O) AM5(Acha malt and 5g of corn starch in 50ml H2O) AM7.5(Acha malt and 7.5g corn starch in 50ml H2O)
45
Figure 20: Maximum ethanol yields during the simultaneous hydrolysis and ethanol fermentation of cassava and corn starch. AC2.5(Acha malt and 2.5g of cassava starch in 50ml H2O) AC5(Acha malt and 5g of cassava starch in 50ml H2O) AC7.5(Acha malt and 7.5g cassava starch in 50ml H2O) AM2.5(Acha malt and 2.5g of corn starch in 50ml H2O) AM5(Acha malt and 5g of corn starch in 50ml H2O) AM7.5(Acha malt and 7.5g corn starch in 50ml H2O)
46
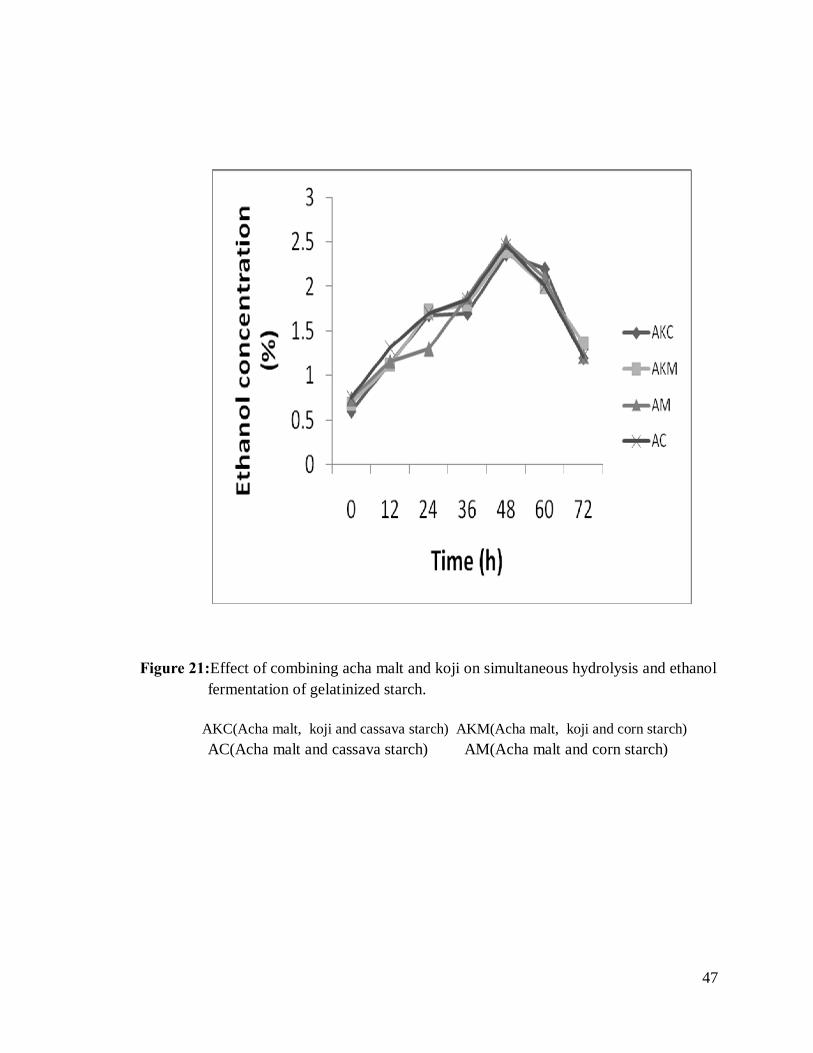
4.7 Effect of combining acha malt and koji on simultaneous hydrolysis and ethanol
fermentation of starch.
Acha malt and koji of equal concentrations (1.25g each) were combined together for
simultaneous hydrolysis and ethanol fermentation of gelatinized flour (2.5g/50ml H2O) and
compared with acha malt and gelatinized starch (cassava or corn). Figure 21 compares the effect
of acha malt and koji on simultaneous hydrolysis and ethanol fermentation of the two substrates
(cassava and corn starch).The figure shows that the highest concentration of ethanol was
obtained with acha malt and corn starch with the least obtained with acha malt, koji and cassava
starch. Figure 22 shows the maximum ethanol concentration produced when the two sources of
enzymes (acha malt and koji) were combined together for simultaneous hydrolysis and ethanol
fermentation of cassava and corn starch. The values obtained were 2.5, 2.46, 2.4, and 2.36% for
AM, AC, AKM and AKC respectively. The figure showed that acha malt is superior to koji in
the simultaneous hydrolysis and ethanol fermentation of cassava and corn starch. The result
showed that acha malt alone was significantly higher (P≤0.05) than the two combinations (acha
malt and koji) in terms of simultaneous hydrolysis and ethanol fermentation of the two substrates
(cassava and corn starch). The LSD was 0.04 and the ethanol concentrations are ranked as AM ˃
AC ˃ (AKM, AKC) but showed no difference between AKM and AKC.
47
Figure 21:Effect of combining acha malt and koji on simultaneous hydrolysis and ethanol fermentation of gelatinized starch. AKC(Acha malt, koji and cassava starch) AKM(Acha malt, koji and corn starch) AC(Acha malt and cassava starch) AM(Acha malt and corn starch)
48
Figure 22: Maximum ethanol produced in the simultaneous hydrolysis and ethanol fermentation of cassava and corn starch, using combinations of acha malt and koji AKC(Acha malt and koji with cassava starch) AC(Acha malt and cassava starch) AKM(Acha malt and koji with corn starch) AM(Acha malt and corn starch)
49
CHAPTER FIVE
DISCUSSION AND CONCLUSION
Amylase activity increased with increased in germination time. The amount of enzyme
produced will be dependent upon different factors such as type of cereal, environment, duration
of germination and temperature. Optimum amylase activity was obtained in the cereal on day 4
for brown acha, and day 3 for white and black acha. The peak values obtained at the end of
germination is in agreement with that obtained by (Helland et al., 2002; Traore et al., 2004). The
clear variability in amylase activity in white, black and brown acha, may be due to the quality of
the raw material (variety and origin of the seeds, storage condition). Once germination starts, an
increase in the activity of degradative enzyme takes place within the seeds. The native starch
grain is first degraded by amylase and the released soluble polysaccharides are further
hydrolysed by the rest of enzymatic degradative machinery. White acha gave the highest enzyme
activity; thus has good potential in simultaneous starch hydrolysis and ethanol production.
Use of malted acha for simultaneous hydrolysis and ethanol fermentation of the two
substrates under various conditions showed that the ethanol concentrations increased with
increase in time and was highest with gelatinized starch (4ACand 4AM). The result under the
three conditions; simultaneous hydrolysis and ethanol fermentation of raw starch at 500C for 30
minutes, (2AC, 2AM), simultaneous hydrolysis and ethanol fermentation of raw starch
maintained at room temperature (270C) (3AC, 3AM) and simultaneous hydrolysis and ethanol
fermentation of gelatinized starch (4AC, 4AM) agreed with the results published by Baks (2007),
which showed enzymatic hydrolysis of starch is an important reaction for food and non-food
industries. It is applied in the production of beer (mashing), bio-ethanol, and several
commercially relevant hydrolysates. The enzymatic hydrolysis of starch is usually preceded by
50
gelatinisation to make starch accessible for the enzyme. The differences between the ethanol
concentrations of raw starch, raw starch maintained at 500C and gelatinized starch may be
explained by considering the granule structure and the specific surface area of the granules.
These results show that the hydrolyzate composition can be influenced by choosing different
process conditions.
Comparison of acha malt with koji enzymes for simultaneous hydrolysis and ethanol
fermentation under various conditions showed that acha malt enzymes is superior to koji
enzymes (microbial enzymes) under the three conditions investigated. The superiority of acha
malt over koji enzymes may be because of the high β-amylase content as reported by (Nzelibe
and Nwasika 2007) which is the major starch degrading enzyme in acha (Digitaria exilis). The
result also agreed with (Nzelibe, 2001) which showed that the combination of alpha and beta
amylase activities degrade starch faster and more completely than either alone.
Determination of the optimum acha malt: starch ratio for ethanol production from cassava
and corn starch showed significant difference in the varied concentrations (P≤0.05). The highest
value was obtained with acha malt and corn flour in the ratio of 2:1 (AM2:1). In other to obtain
the optimum acha malt: starch ratio, the concentrations were varied from ratio 3:1, 2:1, 1:2 and
1:3 using the two substrates (cassava and corn starch). The high alcohol produced from AM2:1
might have been caused by the high level of reducing sugar obtained from the combination of
acha malt with high enzyme activity on the gelatinized corn starch yielding high reducing sugar
and agrees with (Odibo et al., 2001).
The effect of cell inoculum concentration on ethanol production showed that AM 2x107
cells/50ml gave the highest ethanol concentration. Ethanol concentration increased with time to
the 48 h and then started declining at the 60 h during simultaneous hydrolysis and ethanol
51
fermentation of the substrates as seen in figures 14 and 15. This result agreed with the one
obtained by (N’Guessan et al, 2008) which showed a decline in the fermentation rate in day 2.
High concentration of ethanol during fermentation may lead to the attenuation of the yeast
thereby reducing fermentation rate.
Ethanol concentration increased with increase in starch concentration as seen in figures 17,
18 and 19. Increasing the substrate concentration during gelatinisation and enzymatic hydrolysis
can yield a higher productivity, a lower energy consumption, a lower water consumption, and a
higher enzyme stability. However, working at higher starch concentrations also has some
disadvantages. When the starch concentration increases, the temperature required to reach
complete gelatinisation increases rapidly. Although high initial starch concentration gave the
highest ethanol concentration, it is important to note that the highest ethanol yield was obtained
with low initial starch concentration. Moreover, the viscosity of the starch slurry increased with
increasing starch content and this complicates further processing. Conventional equipment used
for gelatinisation and enzymatic hydrolysis cannot be used anymore at high substrate
concentrations due to the increased viscosity.
Effect of combining acha malt and koji on simultaneous hydrolysis and ethanol
fermentation of starch showed that acha malt alone was better than combination with koji.
In conclusion, white acha malted for three days gave maximum amylase activity.
Simultaneous hydrolysis and ethanol fermentation using cassava and corn starch under different
conditions was better with gelatinized starch. In comparison with koji, acha malt had higher
enzyme activity and even when the two enzymes were combined, acha malt alone was better in
terms of ethanol production.
52
REFERENCES
Adoukonou Sagbadja I., Dansi A., Vodouhe R., and Akpagana K. (2006). Indigenous knowledge
and traditional conservation of fonio millet (Digiteria exilis, Digitaria iburua) in Togo.
Journal of Biodiversity and Conservation 15 2379 – 2395.
Agu H. O., Jideani I. A. and Yusuf I. Z. (2007). Nutrient and Sensory properties of dambu
produced from different cereal grains. African Journal of Biotechnology 5 261 – 263
Agu R. C., and Palmer G. H. (1998). A reassessment of Sorghum for larger beer brewing.
Journal of Bioresource Technology 66 253 – 261.
Aliero A. A., and Morakinyo J. A. (2005). Photoperidism in Digiteria exilis (Kipp) stapt
accessories. African Journal of Biotechnology 4 241 – 243.
Bakare S. O. (2005).influence of time of harvest on grain yield of Acha (Digiteria exilis) and
farmers perspectives. International Journal of Agriculture and Rural Development 6 132
– 135.
Baks Tim (2007) Process development for gelatinisation and enzymatic hydrolysis of starch at
high concentrations.Wageningen University Research 2 3-4.
Beta Trust, Rooney Lloyd W., and Waniska Ralph D. (2004). Malting characteristics of sorghum
cultivars. American Association of Cereal Chemist 72 533 – 537.
Buzzle.com (2010). Biofuel production process .http://www.Buzzle.com/boards.asp
Chen C., Sharma-Shivappa R., Chen Y., Wichman D., and Johnson D.(2007). Potential of
Annual Cereal Crops to Serve as Fuel Ethanol Feedstock and Livestock Feed. J. Janick
and A. Whipkey (eds.). ASHS Press, Alexandria, VA
Chukwu, O. and Abdul-kadir, A. J.(2008). Proximate Chemical Composition of Acha (Digitaria
exilis and Digitaria iburua) Grains. Journal of Food Technology, 6 (5): 214-216.
Dien, B. S., Bothast, R. J., Iten, L. B.,Barrios, L., and Eckhoff S. R.(2002). Fate of Bt Protein
and Influence of Corn Hybrid on Ethanol Production. Cereal Chem. 79(4):582–585
Dufey, A.(2006). Biofuel production Trade and Sustainable Development: emerging
issues.Sustainable market discussion paper no. 2.
Egwim, E.C., Oloyede, O.B. (2006). Comparison of _-amylase activity in some sprouting
Nigerian cereals. Biokemistry. 18(1): 15-20.
53
Fagbenro O. A., Smith M. A. K. and Amoo A. I. (2000). Acha (Digiteria exilis stapf) meal
compared with maize and sorghum meals as a dietary carbohydrate source for nile tilapia
(Oreochromis niloticus l.). Israeli Journal of Agriculture Bamedgeh 52(1), 3- 10.
FAO, (1970). Amino-acid content of foods and biological data on proteins. FAO Nutrition
Studies No 24 285 .
Helland M. A., Wickland T. and Navhus (2002). Effect of germination time on alpha-amylase
production and viscosity of maize porridge. Elsevier Journal of Food Research 35 315 –
321.
Houghten-Larsen J. and Brandt A.,(2006).Fermentation of high concentration of maltose by
Saccharomyces cerevisiae. American Society for Microbiology 72(11) 7176-7182.
Ibrahim, A., 2001. Hungry rice (Acha): A neglected cereal crop NAQAS Newsletter. A
quarterly newsletter: 1: 4-5.
Igyor M. A. (2005). Substitution of Wheat Flour with ‘acha’ (Digiteria exilis) for bread making.
Botswana journal of technology 84 14 No. 2
Iwuoha Chinyere I. and Aina Joshua O. (1997). Effects of steeping condition and germination
time on the alpha amylase activity, phenolic content and malting loss of Nigerian local
red and hybrid short kaura sorghum malts. Journal of Food Chemistry 58 289 – 295.
Irving D. W. and Jideani, I. A. (1997). Microstructure and composition of Digiteria exilis stapf
(acha). A potential crop. Journal of Cereal Chemistry 74(3) 224-228
Jean – Francois C. (2004). Fonio: A small grain with potentials. LEIS magazine 20:1
Jideani, I. A. (1999). Traditional and possible technological uses of Digiteria exilis (acha) and
Digiteria iburua (Iburu). Journal of Plant Food for Human Nutrition 54 363 – 374.
Jideani, A.I., and Akingbola, J.O.(1993). Some physicochemical properties of acha (Digitaria
exilis Staph) and iburua (Digitaria iburua Staph) grains. J.Sci.Food Agric.63:369-374
Konsoula, Z., Liakopoulou-Kyriakides, M.(2006). Starch hydrolysis by the action of an
entrapped in alginate capsules alpha amylase from bacillus subtilis. Process Biochemistry
41 343-349.
Kuta Danladi D., Kwon-Nduang E., Dachi S., Bakare O., and Ogunakanmi Liasu A., (2005).
Optimization of protocols for DNA extraction and RAPD analysis in West African fonio
(Digitaria exilis and Digitaria iburua)germplasm characterization. African Journal of
Biotechnology 4 (12) 1368 – 1371.
54
Kuta, D. D., Kwon–Ndung E., Dachi S., Ukwungwu, M., and Imolehm, E. D., (2003). Potential
role of biotechnology tools for genetic improvement of ‘lost crops of Africa’. The case of
fonio (Digiteria exilis and Digiteria iburua). African Journal of Biotechnology 2 580 –
585.
Lasekan O. O. and Feijao – Feixeira (2008). Aroma compounds of malted Acha (Digitaria exilis
stapf). Journal of Food Quality 27 153 – 161.
Moake W. S. (1997). Make your own malt. The- how to home brew beer magazine.
http://www.homebrew.org.
Morales Payan, Pablo J., Ortiz Richard J., Cicero Julio and Taveras Francisco (2002). Digitaria
exilis as a crop in the Dominicant Repulbic: In J. Janick and A. Whipkey (eds.). ASHE
press, Alexandra VA.
NAS (National Academy of Sciences),1996. Lost Crops of Africa: Volume I: Grains.
Washington, D.C.: NationalAcademy Press.
N’Guessan, I.A., Balogum, R. O., Rowe J. B. and Bird S. H. (2005). Fermentability and
degradability of sorghum grain following soaking, aerobic or anaerobic treatment. J.
Animal Feed Science and Technology 120 141 – 150.
Nnam, N.M., and Nwokocha , M.O.(2003). The proximate mineral and vitamin composition of
the biscuits prepared from mistures of hungry rice, acha (Digitaria exilis). Plant Food
Human Nutrition 52 (3) 1-11.
Nzelibe, H. C.(2001).Physicochemical changes and diasstatic activity associated with paddy rice.
African Journal of Food Science. 1 037-041.
Nzelibe Humpbrey C., and Nwasike C. C. (2007). The brewing potential, of ‘acha” (Digiteria
exilis) malt compared with pearl millet (pennisetum typhoides) malt and sorghum
(sorghum bicolor) malts. Journal of the Institute of Brewing 101 345 – 350.
Nzelibe Humphrey C., Obaleye Sarah and Oyenekwe Paul Chidozie (2000). Malting
characteristics of different varieties of fonio millet (Digiteria exilis). Journal of Science ,
Food and Agriculture 34 461-463.
Obizoba J.C. and Anyika J.U. (2006).Nutritive value of baobab milk (gubdi) and mixtures of
baobab (Adansonia digitata l.)and hungry rice, acha (Digitaria exilis) flours. Journal of
Science , Food and Agriculture 56 561-563.
55
Odibo F. J. C., Nwankwo L. N., and Agu. R. C. (2002). Production of malt extract and beer from
Nigerian sorghum varieties. J. Process Biochemtistry 37 851 – 855.
Ogu, Emmanuel Okey (2003). Fundamentals of brewing Science and Technology. Colours
Communication 141 – 232
Ochanda, S. O., Onyango C. A., Mwasaru A. M., Ochieng J. K., and Mathooko
F.M. (2010). Effects of malting and fermentation treatments on group B-vitamins
of red sorghum, white sorghum and pearl millets in Kenya. Journal of Applied
Biosciences 34: 2128 - 2134
Outreach College of Science University of Canterbury. http://www.outreach.canbury.ac.nz
Patel G. B. and Michael I. W.(1973).Trends in wort carbohydrate utilization .American Society
of Microbiology 26 349-353.
Pelembe L. A. M., Dewar and Taylor J. R. N. (2004). Effect of germination moisture and time on
pearl millet malt quality – with respect to its opaque and lager beer brewing potentials. J.
Food Chemistry 12: 032.
Peterson, A. (1995). Production of fermentable extracts from cereals and fruits. Fermented
beverage production (Lea, A.G.H, and Piggot, J.R., eds.). London, UK: Blackie academic
& Professional 1–31
Philip T. K., and Itodo I. N. (2006). Acha (Digitaria exilis spp) a “Rediscovered” Indigenous
crop of West Africa. Agricultural Engineering International: the CIGR Ejournal 23 7.
Priest F. G. and Campbell I. (1996). Brewing microbiology. Second edition. Chapman and Hall
34 – 40
Science Daily (2009, May 13).Advancce Toward Producing Biofuels without stressing global
Food supply.
Sheorain, V.,Banka, R., and Chavan, M. (2000). Ethanol production from sorghum. Proceeding
of International Consultation 228-239
Traore T., Mouquet C., Icard – Verniere C., Traore A. J. and Treche S. (2003). Changes in
nutrient composition, phytate and cyanide contents and alpha – amylase activity during
cereal. Malting in small production units in Ouagadougou (Burkina Faso) J. Food
Chemistry 10: 032.
UNCTAD, (2008). Biofuel production technologies: status, prospects and implications for
56
trade and development. United Nations Conference on Trade and Development.
http://www.unctad/ditc/ted/2007/10
Wade J. W. and Audu B. S. (2005). Effects of substituting fishmeal with immobilized urea
periodate oxidized lingo celluloses materials (LCMS): Acha (Digitaria exilis stapf) and
rice (oryza sativa): on the growth of nile tilapia (Oreochromis niloticus” L.) Journal of
aquatic science 116 20
Wikkipedia (2011).Biofuel. http://www.en.wikipedia.org/wiki
Wikipedia (2008).fonio: www.wikipedia.com/fonio