-
Evaluation of a Low-Cost Material Extrusion Printer for
Investment Casting Applications
Tom Mueller
Mueller Additive Manufacturing Solutions
Mueller AMS
-
3D Printed Investment Casting Patterns
◼ 3D Systems introduced the QuickCast build
style 28 years ago
◼ Since then
◼ Several new technologies introduced
◼ Use of printed patterns for prototype
investment castings has become standard
◼ Used for very low volume production
◼ Enables investment casting for complex
geometries that can’t be molded
◼ One of most successful AM applications
◼ 4 Pattern printing technologies
dominate
-
ProX 800
QuickCast
-
Pro800X
SLS Castform
sPro 60
-
sPro 60
Printed Wax
Pro800X
3600 CPX
-
Projet
3600
PMMA
Pro800X
sPro 60
VX 1000
-
VX1000
Projet
3600
These 4 technologies
account for more than 98%
of printed patterns used in
North America
Study comparing these technologies in 2016
Pro800X
sPro 60
-
New Pattern Printing Technology?
◼ Some foundries experimenting with
inexpensive material extrusion printers
to print patterns
◼ Also known as Fused Deposition
Modeling (FDM)
◼ Several manufacturers and models
◼ Low end industrial printers
Could it be viable for pattern printing?
-
Investigation
◼ Manufacturer asked me to
evaluate their printer for IC
pattern printing applications
◼ Used Ultimaker s5 printer
◼ Used Polycast filament from
Polymaker
◼ Worked with Wisconsin
Precision Casting
◼ Evaluated its use in pattern
printing applications
-
Printed Patterns
◼ Hollow build style◼ Minimize build material
◼ Increase print speed
◼ Allow pattern to collapse as it expands
with heat in the autoclave
◼ A variety of infill settings are
available
◼ After testing, WPCC selected
◼ 10% triangular infill
◼ 0.2 mm skin thickness
-
What is Important for Investment Casting?
How big of a
part can it
build?
-
What is Important for Investment Casting?
• Build Envelope
CriteriaWill the patterns be accurate enough to make a good
casting?
-
What is Important for Investment Casting?
• Build Envelope
• Accuracy
CriteriaWill the pattern be smooth enough to make a good
casting?
-
What is Important for Investment Casting?
• Build Envelope
• Accuracy
• Surface Roughness
CriteriaWill the printer be fast enough to create patterns when
I need them?
-
What is Important for Investment Casting?
• Build Envelope
• Accuracy
• Surface Roughness
• Print Speed
CriteriaCan I afford to buy the printer?
-
What is Important for Investment Casting?
• Build Envelope
• Accuracy
• Surface Roughness
• Print Speed
• System Cost
CriteriaWill it cost too much to print the patterns?
-
What is Important for Investment Casting?
• Build Envelope
• Accuracy
• Surface Roughness
• Print Speed
• System Cost
• Pattern Cost
CriteriaWill the patterns be difficult to cast?
-
What is Important for Investment Casting?
• Build Envelope
• Accuracy
• Surface Roughness
• Print Speed
• System Cost
• Pattern Cost
• Casting Difficulty
Criteria
Printer Performance
Operating Cost
Casting Performance
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Build Envelope
Metric Imperial
Dimensions 330x240x300 mm 13x9.5x11.8 in
Volume 23.76 liters 1450 in3
Wisconsin Precision claims
that the s5 envelope will
accommodate approximately
70% of the castings they
produce.
-
How Does This Compare to Other Pattern Printers?
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Accuracy
• Accuracy in AM is complex
• Varies with build orientation
• Affected by layer thickness
• Little accuracy data exists
• Wisconsin Precision claimed it
was adequate for the castings
they produce
• Requirements vary with
application
• Decided to do a quick check
• Worked with University of
Northern Iowa
-
Quantifying Accuracy
◼ Proposed test artifact
◼ 9 stacked cubes
◼ A hole in each face of each
cube
◼ 3 faces
-
◼ 3 faces
◼ 6 linear dimensions per face -
outside
◼ 6 diameters per face – inside
◼ 36 dimensions per part
◼ 12 in each coordinate
directions
◼ 18 inside
◼ 18 outside
◼ Measurements done by
University of Northern Iowa at the
Metal Casting Center
A
B
C
X
Y
Z
1
2
3
4
5
6
-
Accuracy Measurements
Nominal PMMA Wax SLA Ultimaker PMMA Wax SLA Ultimaker PMMA Wax
SLA Ultimaker
X (Y-Z plane) A 35.56 0.374 0.738 0.179 (0.421) 0.374 0.738
0.179 0.421 0.011 0.021 0.005 0.012
B 71.12 0.838 0.785 0.235 (0.167) 0.838 0.785 0.235 0.167 0.012
0.011 0.003 0.002
C 106.68 1.192 0.616 (0.031) 0.051 1.192 0.616 0.031 0.051 0.011
0.006 0.000 0.000
X 35.56 (0.001) (0.273) (0.485) 0.184 0.001 0.273 0.485 0.184
0.000 0.008 0.014 0.005
Y 71.12 0.280 0.055 (0.618) 0.330 0.280 0.055 0.618 0.330 0.004
0.001 0.009 0.005
Z 106.68 0.583 0.022 (0.702) 0.243 0.583 0.022 0.702 0.243 0.005
0.000 0.007 0.002
1 12.7 (0.080) 0.433 0.132 0.313 0.080 0.433 0.132 0.313 0.006
0.034 0.010 0.025
2 19.05 0.149 0.019 0.089 0.146 0.149 0.019 0.089 0.146 0.008
0.001 0.005 0.008
3 19.05 0.177 (0.085) 0.018 0.143 0.177 0.085 0.018 0.143 0.009
0.004 0.001 0.007
4 25.4 0.352 (0.261) (0.085) 0.081 0.352 0.261 0.085 0.081 0.014
0.010 0.003 0.003
5 25.4 0.163 (0.465) (0.066) 0.149 0.163 0.465 0.066 0.149 0.006
0.018 0.003 0.006
6 25.4 0.132 (0.166) (0.029) 0.172 0.132 0.166 0.029 0.172 0.005
0.007 0.001 0.007
Y (X-Z plane) A 35.56 0.428 0.353 0.424 (0.215) 0.428 0.353
0.424 0.215 0.012 0.010 0.012 0.006
B 71.12 0.669 0.442 0.117 (0.140) 0.669 0.442 0.117 0.140 0.009
0.006 0.002 0.002
C 106.68 0.942 0.489 (0.258) (0.043) 0.942 0.489 0.258 0.043
0.009 0.005 0.002 0.000
X 35.56 (0.273) 0.221 (0.449) 0.064 0.273 0.221 0.449 0.064
0.008 0.006 0.013 0.002 Y 71.12 0.273 0.542 (0.536) 0.683 0.273
0.542 0.536 0.683 0.004 0.008 0.008 0.010
Z 106.68 0.560 0.439 (0.880) 0.298 0.560 0.439 0.880 0.298 0.005
0.004 0.008 0.003
1 25.4 0.224 (0.382) 0.004 (0.167) 0.224 0.382 0.004 0.167 0.009
0.015 0.000 0.007
2 19.05 0.216 (0.333) (0.047) 0.065 0.216 0.333 0.047 0.065
0.011 0.018 0.002 0.003
3 25.4 0.157 (0.228) 0.006 (0.247) 0.157 0.228 0.006 0.247 0.006
0.009 0.000 0.010
4 12.7 0.375 (0.006) 0.274 0.041 0.375 0.006 0.274 0.041 0.030
0.000 0.022 0.003
5 25.4 0.188 (0.241) 0.141 0.118 0.188 0.241 0.141 0.118 0.007
0.009 0.006 0.005
6 19.05 0.212 (0.169) 0.000 0.114 0.212 0.169 0.000 0.114 0.011
0.009 0.000 0.006
Z (X-Y plane) A 35.56 0.250 0.762 0.424 0.266 0.250 0.762 0.424
0.266 0.007 0.021 0.012 0.007
B 71.12 0.783 0.520 0.281 0.223 0.783 0.520 0.281 0.223 0.011
0.007 0.004 0.003
C 106.68 1.168 0.550 0.273 0.084 1.168 0.550 0.273 0.084 0.011
0.005 0.003 0.001
X 35.56 0.371 0.499 (0.439) (0.209) 0.371 0.499 0.439 0.209
0.010 0.014 0.012 0.006
Y 71.12 0.854 0.511 (0.523) 0.014 0.854 0.511 0.523 0.014 0.012
0.007 0.007 0.000
Z 106.68 1.295 0.648 (0.626) (0.013) 1.295 0.648 0.626 0.013
0.012 0.006 0.006 0.000
1 25.4 0.361 (0.328) (0.321) 0.061 0.361 0.328 0.321 0.061 0.014
0.013 0.013 0.002
2 25.4 0.303 (0.339) (0.236) 0.209 0.303 0.339 0.236 0.209 0.012
0.013 0.009 0.008
3 19.05 0.106 (0.472) (0.185) 0.089 0.106 0.472 0.185 0.089
0.006 0.025 0.010 0.005
4 25.4 0.361 (0.194) (0.151) 0.056 0.361 0.194 0.151 0.056 0.014
0.008 0.006 0.002
5 12.7 0.104 (0.327) (0.078) 0.118 0.104 0.327 0.078 0.118 0.008
0.026 0.006 0.009
6 19.05 0.080 (0.276) (0.363) 0.158 0.080 0.276 0.363 0.158
0.004 0.014 0.019 0.008
Error (nomial-actual) Absolute Value of Error Absolute Value of
Error
Error in mm Error in Percent of Nominal
CMM Measurements of the 36
dimensions by University of
Northern Iowa
2 Voxeljet artifacts
2 SLA artifacts
2 Printed wax artifacts
1 Ultimaker artifact
UNI
WPCC
Nominal PMMA Wax SLA Ultimaker PMMA Wax SLA Ultimaker PMMA Wax
SLA Ultimaker
X (Y-Z plane) A 35.56 0.374 0.738 0.179 (0.421) 0.374 0.738
0.179 0.421 0.011 0.021 0.005 0.012
B 71.12 0.838 0.785 0.235 (0.167) 0.838 0.785 0.235 0.167 0.012
0.011 0.003 0.002
C 106.68 1.192 0.616 (0.031) 0.051 1.192 0.616 0.031 0.051 0.011
0.006 0.000 0.000
X 35.56 (0.001) (0.273) (0.485) 0.184 0.001 0.273 0.485 0.184
0.000 0.008 0.014 0.005
Y 71.12 0.280 0.055 (0.618) 0.330 0.280 0.055 0.618 0.330 0.004
0.001 0.009 0.005
Z 106.68 0.583 0.022 (0.702) 0.243 0.583 0.022 0.702 0.243 0.005
0.000 0.007 0.002
1 12.7 (0.080) 0.433 0.132 0.313 0.080 0.433 0.132 0.313 0.006
0.034 0.010 0.025
2 19.05 0.149 0.019 0.089 0.146 0.149 0.019 0.089 0.146 0.008
0.001 0.005 0.008
3 19.05 0.177 (0.085) 0.018 0.143 0.177 0.085 0.018 0.143 0.009
0.004 0.001 0.007
4 25.4 0.352 (0.261) (0.085) 0.081 0.352 0.261 0.085 0.081 0.014
0.010 0.003 0.003
5 25.4 0.163 (0.465) (0.066) 0.149 0.163 0.465 0.066 0.149 0.006
0.018 0.003 0.006
6 25.4 0.132 (0.166) (0.029) 0.172 0.132 0.166 0.029 0.172 0.005
0.007 0.001 0.007
Y (X-Z plane) A 35.56 0.428 0.353 0.424 (0.215) 0.428 0.353
0.424 0.215 0.012 0.010 0.012 0.006
B 71.12 0.669 0.442 0.117 (0.140) 0.669 0.442 0.117 0.140 0.009
0.006 0.002 0.002
C 106.68 0.942 0.489 (0.258) (0.043) 0.942 0.489 0.258 0.043
0.009 0.005 0.002 0.000
X 35.56 (0.273) 0.221 (0.449) 0.064 0.273 0.221 0.449 0.064
0.008 0.006 0.013 0.002 Y 71.12 0.273 0.542 (0.536) 0.683 0.273
0.542 0.536 0.683 0.004 0.008 0.008 0.010
Z 106.68 0.560 0.439 (0.880) 0.298 0.560 0.439 0.880 0.298 0.005
0.004 0.008 0.003
1 25.4 0.224 (0.382) 0.004 (0.167) 0.224 0.382 0.004 0.167 0.009
0.015 0.000 0.007
2 19.05 0.216 (0.333) (0.047) 0.065 0.216 0.333 0.047 0.065
0.011 0.018 0.002 0.003
3 25.4 0.157 (0.228) 0.006 (0.247) 0.157 0.228 0.006 0.247 0.006
0.009 0.000 0.010
4 12.7 0.375 (0.006) 0.274 0.041 0.375 0.006 0.274 0.041 0.030
0.000 0.022 0.003
5 25.4 0.188 (0.241) 0.141 0.118 0.188 0.241 0.141 0.118 0.007
0.009 0.006 0.005
6 19.05 0.212 (0.169) 0.000 0.114 0.212 0.169 0.000 0.114 0.011
0.009 0.000 0.006
Z (X-Y plane) A 35.56 0.250 0.762 0.424 0.266 0.250 0.762 0.424
0.266 0.007 0.021 0.012 0.007
B 71.12 0.783 0.520 0.281 0.223 0.783 0.520 0.281 0.223 0.011
0.007 0.004 0.003
C 106.68 1.168 0.550 0.273 0.084 1.168 0.550 0.273 0.084 0.011
0.005 0.003 0.001
X 35.56 0.371 0.499 (0.439) (0.209) 0.371 0.499 0.439 0.209
0.010 0.014 0.012 0.006
Y 71.12 0.854 0.511 (0.523) 0.014 0.854 0.511 0.523 0.014 0.012
0.007 0.007 0.000
Z 106.68 1.295 0.648 (0.626) (0.013) 1.295 0.648 0.626 0.013
0.012 0.006 0.006 0.000
1 25.4 0.361 (0.328) (0.321) 0.061 0.361 0.328 0.321 0.061 0.014
0.013 0.013 0.002
2 25.4 0.303 (0.339) (0.236) 0.209 0.303 0.339 0.236 0.209 0.012
0.013 0.009 0.008
3 19.05 0.106 (0.472) (0.185) 0.089 0.106 0.472 0.185 0.089
0.006 0.025 0.010 0.005
4 25.4 0.361 (0.194) (0.151) 0.056 0.361 0.194 0.151 0.056 0.014
0.008 0.006 0.002
5 12.7 0.104 (0.327) (0.078) 0.118 0.104 0.327 0.078 0.118 0.008
0.026 0.006 0.009
6 19.05 0.080 (0.276) (0.363) 0.158 0.080 0.276 0.363 0.158
0.004 0.014 0.019 0.008
Error (nomial-actual) Absolute Value of Error Absolute Value of
Error
Error in mm Error in Percent of Nominal
-
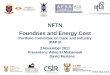
Accuracy Comparison
-
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
PMMA Wax SLA Ultimaker
Err
or, m
m
Average Error
Average of the Absolute
Value of 36 Measured Errors
(Nominal – Measured)
-
Accuracy Comparison
Results – Average of the Absolute Error (mm)
Voxeljet SLA Printed Wax Ultimaker
Average 0.413 0.366 0.270 0.169
Std.Dev. 0.750 0.562 0.495 0.291
-
Accuracy Comparison
◼ Very small sample
◼ Too small to draw valid
conclusions about the accuracy
of the s5 relative to the other
systems.
◼ However, we can conclude that
the accuracy of the s5 is
competitive relative to the other
systems.
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Surface Roughness
◼ Surface roughness of the casting can be no better than the
roughness of the pattern
◼ Wisconsin Precision requirements are not stringent.
◼ Finishing process◼ Quick sanding to knock down
build lines
◼ Vapor polishing to smooth surfaces
-
Vapor Polishing
◼ An advantage of the Polycastmaterial is that it can be vapor
polished
◼ Small polishing units are effective and inexpensive
◼ Polishing smooths the surface and seals it
◼ Wisconsin Precision claims that the surface finish is adequate
for their purposes
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Build Speed
◼ Build speed varies with
◼ Part geometry
◼ Number of patterns being built
◼ Layer thickness
◼ A good measure is to average the
apparent build speed (ABS) for a
number of builds
◼ S5
◼ Averaged over 26 builds
◼ ABS = 2.14 in3/hr
Part
NumberPicture
Volume
(cubic inches)
Build Envelope in
inches (L x W x H)
Build time
10% infil
Build
Rate
1 82.77 6x6x8 14.78 5.60
ABS =Total Vol. of Patterns Built
Total Build Time
-
Average Build Rate, in3/hr
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Printer Cost
◼ Especially sensitive for foundries
◼ Castings from printed patterns ~2-5% of revenues
◼ Do they spend limited capital on something that only affects a
small
portion of their revenues?
◼ Or should they spend it on a robot or software that will lower
costs on
all their production?
◼ Used list prices
◼ Nobody pays list
◼ Average actual prices are very difficult to find
◼ Does not include
◼ Facility modifications necessary
◼ Associated equipment
-
Printer Cost
-
How to Compare Costs of Printer with Different Speeds?
Capacity Cost = Printer Cost
Build Rate
-
Capacity Cost
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
Pattern
Cost
Material
Cost
Labor
Cost
Depreciation
Cost
Maintenance
Cost
-
Material Cost
Material
Cost
◼ Material Cost includes:
◼ Pattern Material
◼ Support Material
◼ Other consumables
◼ Use list prices
◼ Assume Support volume is 50% of
pattern volume on average
-
Material Cost
-
Depreciation Cost
Depreciation
Cost
◼ Assume straight line depreciation with
a 7-year life
◼ Monthly depreciation = purchase
price/84
◼ Assume monthly production is 320
hours
◼ 5 days per week
◼ 16 hours per day
◼ Depreciation per in3 = monthly
depreciation/monthly production
-
Monthly Production
-
Depreciation Cost
-
Maintenance
Cost
◼ Maintenance cost is hard
to determine
◼ Approximate by the cost of
the most expensive
maintenance contract
◼ Divide monthly
maintenance contract cost
by monthly production to
get cost per in3
-
Maintenance Cost
-
Total Cost, $/in3 Sum of Material, Depreciation and Maint.
Costs
-
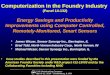
Build Cost vs. Build Speed
CPX3600
sPro60
ProX800
s5 8-s5
VX 1000
-
Build Cost vs. Build Speed
CPX3600
sPro60
ProX800
s5 10-s5
VX 1000
-
Multiple Low-Cost Printers?
ProX 800 10 – s5
Build Rate, in3/hr 21.06 21.4
Printer Cost, $ $550,000 $91,000
Pattern Cost, $/in3 $3.88 $0.77
Ratio
102%
17%
20%
Capacity after printer
failure
0% 90%
-
Evaluation Criteria
Build Envelope
Accuracy
Surface Roughness
Build Speed
System Cost
Pattern Cost
Casting Difficulty
Printer
Performance
Operating
Cost
Casting
Performance
-
The Investment Casting Process
Courtesy of Ruger
Investment Casting
X X
-
Casting Process Modifications for Printed Patterns
◼ Assembly
◼ Add vents to printed patterns
◼ De-Wax
◼ Open vents prior to autoclave
◼ Pattern burnout
◼ Lower oven temperature
◼ Oxygen addition to oven
◼ Enable airflow through shell
◼ Cool Shell after burnout
◼ Blow out/Rinse out ash
◼ Patch vents
-
Modifications to the Casting Process
Assembly
Shell
De-Wax
Preheat
Pour
Shell Removal
1 VentMult. Vents
Open Vent
Burnout
Clean/Patch
VoxeljetQuickCast Projet WaxCastForm
Clean Up Grind VentGrind Vents
Cool Down
Burnout
Clean
Cool Down
Burnout
Clean/Patch
Cool Down
Conventional PLA
Burnout
Clean/Patch
Cool Down
Vent
Grind Vent
-
Casting Difficulty – Easiest to Most Difficult
◼ Printed Wax
◼ Castform
◼ PLA
◼ PMMA
◼ QuickCast
Tie
-
Summary
Evaluation Criteria Results
Build Envelope Acceptable for many foundries
Accuracy Competitive
Surface Roughness Acceptable for many foundries
Build Speed Faster than printed wax
System Cost Lowest printer price and capacity cost
Pattern Cost Lowest pattern cost
Casting Difficulty Slightly easier than QuickCast
-
Conclusion
• They have competitive printer performance
• They are less expensive
• They have a lower capacity cost
• They have lower pattern costs
• They are easier to cast than QuickCast patterns
Low cost material extrusion printers like the Ultimaker
s5 printer running PolyCast filament are viable for
printing investment casting patterns because:
-
Wisconsin Precision
◼ Now have 3 s5 printers
◼ Have a large capacity vapor polishing
unit
◼ Significant reduction in pattern
purchases
◼ Considering printers with larger build
envelope
-
Implications
The availability of low-cost
pattern printers will result in:
◼ Increased foundry
purchase of printers
◼ Increased use of printed
patterns for production
-
Thanks to:
Wisconsin Precision Casting Corporation
-
Thank you!
Questions?
Tom Mueller
Mueller AMS
[email protected]
(224) 548-2191