Embed Size (px)
Citation preview
Establishing Information Requirements forSupervisory Controllers in a Flexible ManufacturingSystem Using GTA
John M. Usher and David B. KaberDepartment of Industrial Engineering, Mississippi State University125 McCain Building, Mississippi State, MS 39762–9542
ABSTRACT
In this article we consider the technological change that has occurred in complex manufacturingsystems within the past two decades and the implications it has had on the role of human operatorsin manufacturing systems control. Our examination ranges from the traditional production line mannedby skilled machinists to flexible manufacturing systems (FMS) under supervisory control. On thebasis of this study, we raise the question as to whether new advanced manufacturing technologyinterfaces are supportive of human operators in their responsibilities to manufacturing systems. Weaddress this problem by analyzing supervisory controller information requirements for interveningin complex process control tasks as part of FMS operation. This analysis was conducted using acognitive engineering research methodology, which has not previously been applied, in the domainof manufacturing. The method of GTA was applied to supervisory control of an FMS and produceddetailed information requirements, which facilitated the formulation of general design guidelinesfor FMS interface design. The guidelines are aimed at supporting human operator process strategydevelopment and decision making. © 2000 John Wiley & Sons, Inc.
1. INTRODUCTION
With the advent of advanced manufacturing technologies (AMTs) such as computer-numerical controlled (CNC) machining centers, and their incorporation in flexible man-ufacturing cells (FMCs), the role of human operators in manufacturing processes haschanged significantly. This role has shifted from requiring human direct, manual controlof single machine operations, to one in which operators primarily monitor and superviseautomated control of machine cells performing the very tasks they once owned (Hwang,Barfield, Chang, & Salvendy, 1984; Szelke & Markus, 1993). As part of the develop-ment of AMTs, control systems have necessarily increased in complexity, being trans-formed from manual controls, transparent in the machine functions they influence, toautomated controls for impacting cost efficiency and accuracy. This change has been acritical determinant in the manufacturing responsibilities of the human and the time framewithin which these responsibilities can be met. Operators have been shifted from main-taining the functions of determining independent machine parameter settings (e.g., toolspeed and feed rate), monitoring these parameters, and making near-term process deci-sions and taking action, to monitoring integrated machine response measures (e.g., metalremoval rate, machining stability) and extended-term operations planning. Unfortu-nately, it is speculated that many current automated systems are not supportive of human
Human Factors and Ergonomics in Manufacturing, Vol. 10 (4) 431–452 (2000)© 2000 John Wiley & Sons, Inc.
431
operators in their new responsibilities through system interfaces (Martensson, 1996). Yet,in spite of this, the initiative to further automate complex manufacturing systems contin-ues to press on with the approach of a new century, often going unchecked with respect tothe impact on the human.
Automation in manufacturing systems has been motivated by perceived needs of human-machine system designers to off-load as much task responsibility as possible from humanoperators in order to reduce workload and to minimize human inputs into system perfor-mance to prevent potential errors. (Throughout the history of human-machine systems[e.g., aircraft] operation, operators have developed the reputation of being the harbingersof errors often leading to catastrophic accidents [Heinrich, Petersen, & Ross, 1980; Nor-man, 1986]. This may or may not actually be the case, as the design of systems permittinghuman control has more recently been emphasized as the root of errors with the owner-ship for accidents being placed on the system designer [Norman, 1986; Wickens, 1992].)One notion is that system performance may be improved by allocating to a computerfunctions that humans can accomplish but that cause high workload (Wickens, 1992,p. 531). Others have offered that automation can be used to reduce task workload byallocating to a computer routine and redundant tasks during complex human-machinesystem operations (Sheridan, 1993); however, this recommendation has often been ap-plied across the spectrum of manufacturing operations. Increased automation in manu-facturing systems design has also been pursued due to management interest in reducingcrew sizes and, consequently, operational costs. This has been the case in the aviationindustry as well where “autonavigators” and like forms of cockpit automation have beenexplored to reduce flight crew sizes, and ultimately reduce crew costs (Wiener, 1988).
These issues have not only motivated manufacturing automation, but the implementa-tion of technology in the design of other complex systems involving some degree of hu-man operator system control, including aircraft, air traffic management systems, and processcontrol systems. Since the initiative toward greater and greater machine intelligence ispersistent, it becomes more incumbent upon manufacturing and human factors engineersto ensure a prudent approach to automation is taken to optimize human functioning ininteracting with systems in which errors and failures can be catastrophic. This may bestoccur by developing a thorough understanding of manufacturing technology, the roleshuman operators and automated controllers are to play in system performance, the infor-mation needs of operators, and effective means by which to structure human-machineinteractions to promote performance. Methods to accomplishing this may include con-ducting technological inventories, conducting expert knowledge elicitation (e.g., inter-views, verbal protocols), and engineering (see Klein, 1998), as well as conductinghierarchical or goal-oriented task analyses (see Dix, Finlay, Abowd, & Bealle, 1998,pp. 262–268; Endsley, 1993).
2. CHANGE IN MANUFACTURING TECHNOLOGY
The rapid pace of technological change has had a profound affect on manufacturing overthe last several decades. Since the development of the numerically controlled (NC) ma-chining center in the early 1950s, manufacturing systems have incorporated increasinglyadvanced forms of automation (e.g., industrial robots and automated guided vehicles[AGVs]) for improved system efficiency and productivity (Stahre, 1996). In a range ofapplications, manual operation and control of machine tools has been replaced with au-
432 USHER AND KABER
tomation of varying degrees. This involvement of automation has spanned from perfor-mance of a single operational task to complete control of an entire production process fora variety of products. Benefits in manufacturing system economic profitability have beenrealized from these changes; however, this has not occurred without the costs of in-creased system complexity (from an operator’s perspective) and reliance on a system’sability to reason and adapt to the process disturbances that arise.
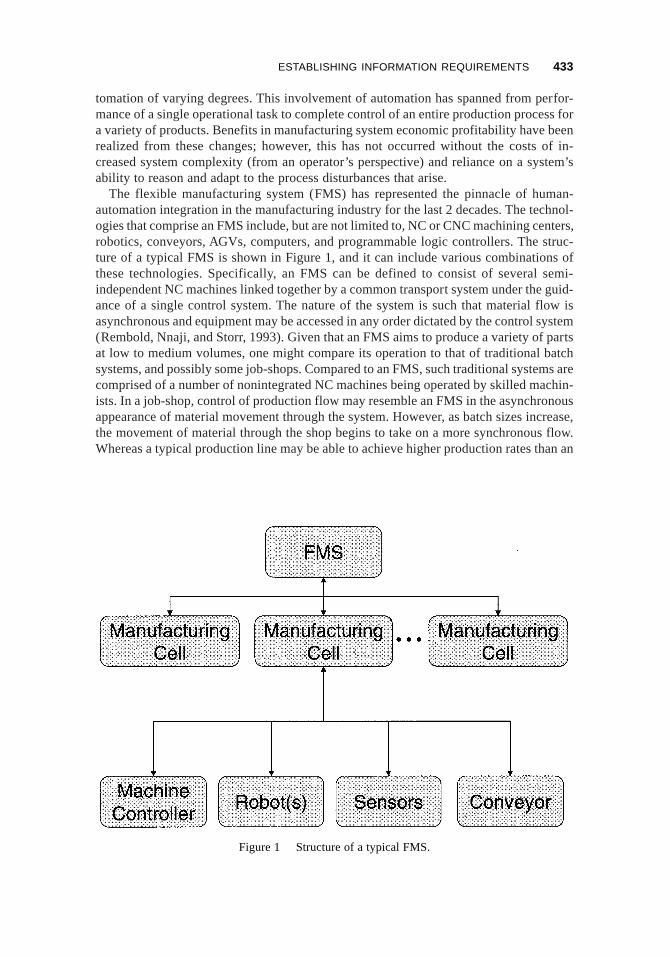
The flexible manufacturing system (FMS) has represented the pinnacle of human-automation integration in the manufacturing industry for the last 2 decades. The technol-ogies that comprise an FMS include, but are not limited to, NC or CNC machining centers,robotics, conveyors, AGVs, computers, and programmable logic controllers. The struc-ture of a typical FMS is shown in Figure 1, and it can include various combinations ofthese technologies. Specifically, an FMS can be defined to consist of several semi-independent NC machines linked together by a common transport system under the guid-ance of a single control system. The nature of the system is such that material flow isasynchronous and equipment may be accessed in any order dictated by the control system(Rembold, Nnaji, and Storr, 1993). Given that an FMS aims to produce a variety of partsat low to medium volumes, one might compare its operation to that of traditional batchsystems, and possibly some job-shops. Compared to an FMS, such traditional systems arecomprised of a number of nonintegrated NC machines being operated by skilled machin-ists. In a job-shop, control of production flow may resemble an FMS in the asynchronousappearance of material movement through the system. However, as batch sizes increase,the movement of material through the shop begins to take on a more synchronous flow.Whereas a typical production line may be able to achieve higher production rates than an
Figure 1 Structure of a typical FMS.
ESTABLISHING INFORMATION REQUIREMENTS 433

FMS, the FMS can more economically produce a wider variety of parts at medium vol-umes and in much smaller batch sizes (Maleki, 1991; Stahre & Johansson, 1996).
From a control perspective, an FMS can be represented using the hierarchy shown inFigure 1 (Maleki, 1991). The manufacturing equipment on the shop floor is grouped intomanufacturing cells with a programmable controller (most likely) providing direct mon-itoring, coordination, and control of activities that take place on the equipment within acell. Then, at the next level, it is the supervisory controller that monitors, coordinates, andcontrols the activities of the cells and the material handling equipment that transportsparts and tooling between cells. The human-machine interfaces used in supervisory con-trol of the FMS present summarized machining cell and job status reports and relate thisinformation to accomplishment of overall production goals.
Control of a traditional production line, unlike FMS control, is decentralized acrossworkstations arranged according to product flow or machine type. Human operators serveas monitors of basic automated functions that occur based on mechanical programmingcarried out in advance of production and aimed at achieving operator goals. Machinistsrely on NC displays for system status and develop near-term production goals by per-ceiving inventory surpluses and shortages along a line.
3. CHANGE IN THE ROLE OF HUMAN OPERATORS INMANUFACTURING SYSTEMS
3.1. Manual Control and Supervisory Control
Along with changes in AMTs have come changes in the role of the human operator insystems control. Historically, manual control activities in manufacturing have involved asingle operator responsible for the direct operation of one or two machines with the in-fluence of their production decisions covering a short-term period. Operators in this sit-uation were concerned with producing parts of a job fed to them from one or more upstreamworkstations. Based on predefined process plans passed to the operators, they would planthe exact steps necessary to perform the operations associated with the job in their pos-session, often modifying the process plan to cater to the specific characteristics of theirmachine. Once the plan was determined, the operator was directly responsible for carry-ing out the steps prescribed by their plan (including process setup) and monitoring thesuccess of each task within the plan. During execution, the detection of any problemsresulted in the operator directly intervening with a revision to the plan to alleviate theproblem. Over time, the operator would learn more about the operation and control of themachine through his or her experiences.
The introduction of AMTs into manufacturing systems has reduced process reliance onhuman input and operators have moved from working as machine tenders providing di-rect manual control of the machine and its tooling, to supervisory controllers of largersystems such as FMCs and FMSs (Stahre, 1996). The roles of the human operator in asupervisory controller position have been identified to include planning, programming,monitoring, intervening, and learning (Sheridan, 1992). Even though the labeling of theseroles is similar to those identified above for the operator involved in direct control, it isthe definition and implementation of them that changes when performed in a supervisoryposition. Now operators are involved in long-term operations planning for multiple prod-uct types to ensure overall demand is met, and instead of the operator having direct in-teraction with the machine in terms of commands and responses, such interactions are
434 USHER AND KABER

modulated and filtered by electromechanical interfaces as part of the process automation.Depending on the level of system autonomy, these interfaces or computer systems maymaintain varying degrees of responsibility for, or complete ownership of, the variousfunctions identified as part of supervisory control. Therefore, a result of the implemen-tation of automation has been the removal of some of the operational responsibilitiesoriginally placed on the operator. This has contributed to the progressive deskilling ofmachinists and machine operators over time in terms of direct control capabilities. How-ever, it has also attenuated operator physical workload and permitted operators to dedi-cate time to performing additional higher cognitive functions associated with manymanufacturing resources including planning and process decision making. In fact, due tothe use of automation, there is less of a need for the operator to be involved in manuallyintensive tasks associated with one machine, reducing physical workload and the poten-tial for fatigue. This allows the opportunity for system designers to place operators inmore supervisory roles where they can make use of cognitive abilities for performingtasks that are difficult or currently impossible to replicate using artificial intelligence. Inparticular, as industry strives to create more autonomous systems, the fact that artificialintelligence is currently unable to handle all possible anomalies within a system meansthat humans will be retained in the control loops to handle such events (Usher, 1999;Wright and Bourne, 1988). Although the opportunity exists for FMS system designers toutilize operators as cognitive resources for high-level planning and processing functions,this is still a developing trend. Unfortunately, the predominant approach to AMT devel-opment has been to automate what is possible and leave the remainder of operationalresponsibility to the human, as compared to considering the cognitive capabilities of theoperator in the job design process and allocating performance functions appropriately.
3.2. The Relationship between Allocation of Roles in Manufacturingand Information Requirements
Given these changes in the manufacturing operator’s role from traditional production ma-chinist and shop-floor supervisor to FMS supervisory controller, the information require-ments for decision making critical to the attainment of manufacturing goals have changedas well. Here we make comparison of the basic information requirements for the histor-ical roles of machinist and shop-floor supervisor, involving direct interaction with ma-chine systems, to the contemporary role of supervisory controller using manufacturingsystem user and process interfaces (Stahre, 1996).
The FMS supervisory controller may in fact carry the responsibilities of multiple per-sonnel from the traditional production line operation including process planning and pro-cess intervention. This makes sense in that through the aid of automation, the human iscapable of handling a greater task load. Unlike the role of machine tender, supervisorycontrol also involves larger planning and process intervention components, as mentionedin the previous section. Shop-floor supervisors have historically maintained these activ-ities. For example, the machine tender often has the necessary experience to identify animpending system failure or the need for maintenance. Identification of such conditionswould usually prompt the operator to request assistance from the shop-floor supervisor todetermine what changes need to be made in the production schedule given the need formaintenance and so forth. Therefore, the machine tender handles monitoring and errordiagnosis, and the floor supervisor performs needed on-line planning. Subsequently, theoperator executes process intervention according to the supervisor’s plan. The super-
ESTABLISHING INFORMATION REQUIREMENTS 435
visory controller of an FMS is often expected not only to monitor multiple machiningcenters and conveyance systems for impending failures or maintenance needs, but also tointervene in the process, making necessary modifications to the system based on appro-priately updated production schedules. This may bode of an idealized form of super-visory control; however, all the general functions of supervisory control may be requiredin FMS operation, including planning, teaching, monitoring, intervening, and learning,and operators may choose among functions and prioritize satisfying functional responsi-bilities based on task requirements. Further, different supervisory control functions maybe combined differently, or they be performed simultaneously by a single operator acrossmultiple systems (Sheridan, 1992).
Comparing an FMS operator’s supervisory control role to direct operation and controlof one or two machines on a traditional production line, the significant increase in thebreadth of the FMS operator’s responsibilities to the system is probably the most basicexplanation for the change in operator information requirements with time. The super-visory controller may not only require detailed information on the status of machineswithin a single manufacturing cell to determine the need for potential process interven-tions, but overall production schedule data, as well, to establish whether job order de-mands placed on the entire FMS are met. Further, the information requirements of asupervisory controller are usually for data supportive of long-term planning, which canbe pursued in systems capable of greater production control such as FMSs.
The information requirements for the machine tender on the automated assembly lineare limited to knowledge of the status of their machine and the current job demands aswell as demands posed by workstations immediately upstream. The traditional produc-tion line supervisor’s information requirements for planning differ from those of the su-pervisory controller in performing the same functions. The line supervisor usually requiresonly data that are supportive of short-term planning, for example, daily production sched-uling on a cell-by-cell basis. The line supervisor does not require the overall scheduling“picture” of a supervisory controller in an FMS.
These generalizations on the types of information used by different manufacturing work-ers in different system contexts are intended to demonstrate how the functions of opera-tors, dependent upon system structure and technology, influence their information needsfor performance. They are not intended to represent the composite of detailed informa-tion requirements of, for example, a supervisory controller of an FMS. However, the nextsection seeks to address this challenge within a limited scope.
4. GTA FOR DETERMINING MANUFACTURING OPERATORINFORMATION REQUIREMENTS
Methods have been developed through cognitive engineering research for the purposes ofidentifying detailed information requirements of operators of complex systems to supportinterface design and performance of general functions and tasks. GTA is an informationrequirement assessment methodology, which was developed by Endsley (1993). In gen-eral, the method involves: (a) identifying the major goals of operators in complex systemoperations depending upon the roles assigned to them, such as resolving capacity bottle-necks and addressing “hot” orders as part of process intervention in supervisory controlof an advanced manufacturing system; (b) identifying subgoals that are supportive of theoverall goal; (c) identifying specific operational tasks to achieve subgoals; (d) creating
436 USHER AND KABER

critical questions aimed at addressing decision making in task performance; and (e) de-veloping operator information requirements to answer these questions.
Endsley (1993) conducted a study of information requirements for air-to-air combatfighters using goal-directed task analysis (GTA). She developed pilot situation awarenessrequirements in combative engagements by: identifying tactical goals such as, “kill anenemy aircraft”; formulating supportive subgoals, including, “engage enemy aircraft”;identifying subobjectives like, “employ weapons”; and, on this basis, specifying infor-mation requirements for achieving the subobjective, including, “weapon activation/ lock-on,” “time to impact,” and “kill assessment.” This application of GTA provided descriptiveinformation on pilot activities and needs in a combat situation and is supportive of, forexample, cockpit display design to facilitate effective decision making under time pres-sure. Since critical decision making and time pressure are intrinsic to complex manufac-turing, GTA may also have utility to this domain like aircraft piloting.
Endsley and Rodgers (1994) presented a GTA on en route air traffic control (ATC),revealing an overarching goal of assuring flight safety. They identified subgoals such asavoiding (aircraft flight) conflicts along with specific tasks to be accomplished in achiev-ing subgoals (e.g., assessing aircraft separation). They also identified specific questionsto be answered by a controller in attempting to meet a goal and the operator informationrequirements to address these questions. For example, in ensuring aircraft separation, acontroller must answer the question Does the vertical separation of two aircraft meet orexceed the federal limits? This requires a controller to perform the tasks of determiningthe current and projected vertical distance between aircraft along a route. In order toaccomplish these tasks, the controller needs to know what the altitude is of each aircraft,the accuracy of the altitude information, the altitude rate of change (i.e., climbing/descending), and so forth (Endsley & Rodgers, 1994).
It is important to note that in both of these analyses, operator information requirementswere established absent of consideration of the characteristics of the machine technologythe human is to control or interface with. This is critical because the analysis would other-wise be influenced by limitations of the technology (i.e., its capability to transmit infor-mation to an operator or to receive human control inputs). Consequently, the results of theanalysis would be limited to a specific system.
Information requirement assessment methodologies similar to GTA have been devel-oped by manufacturing researchers and applied to, for example, the job content of FMSs(Martensson, 1996), as well as the functions of a supervisory controller in FMS operationincluding monitoring and intervention (Szelke and Markus, 1993). These methods arepresented in the following section.
4.1. Identification of Information Needs and Requirements inManufacturing System Control
Martensson (1995) developed a procedure for matching human needs in manufacturingwith systems configuration to ensure, for example, that machine interfaces are supportiveof human information requirements. This method is comparable to GTA. The procedurestarts by identifying the goals of the individual and relates them to specific life needsincluding those associated with work, such as self-actualization and job satisfaction. Onthis basis, specific work requirements are formulated—such as task content, level of re-sponsibility, information processing requirements, and task difficulty or load—that willallow workers to satisfy their overall work needs. The desired requirements of work can
ESTABLISHING INFORMATION REQUIREMENTS 437
then be used to determine the task information needs of operators for effective perfor-mance; how information should be structured for accurate operator perception; and de-cision support systems needed to assist operators toward productivity and safety. In thisapplication, Martensson’s (1996) intent was not to directly determine the informationneeds of an operator to facilitate human-machine system attainment of performance goals.In this way, the application differs from cognitive engineering uses of GTA like Endsley’s(1993) analysis of fighter piloting. Martensson (1996) related operator life needs to rolesassumed in control systems and the impact of operator control on manufacturing systemproductivity and safety; whereas Endsley (1993) identified specific tactical goals andrelated them to operator information requirements.
Szelke and Markus (1993) applied a method similar to GTA to an adapted form of theclassical model of supervisory control put forth by Sheridan (1992). This process wasused to develop a cognitive model of supervisory controller functioning facilitating de-sign of a dynamic user interface. The cognitive model was initially used to predict theinformation requirements of operators, depending upon dynamic system states and theirfunctional responsibilities to the system. Subsequently, the structure of information dis-plays capable of changing to meet operator requirements was predicted. The supervisorycontrol model they studied included the functions of planning, monitoring, intervening,and the additional function of administration. These functions were described in detail interms of specific activities operators might perform toward their fulfillment. For exam-ple, intervening functions of the human included diagnosing failures, correcting failures,performing exception handling, overriding the system to provide missing data, and of-fering human guidance in the control process.
Using the GTA-like approach, Szelke and Markus (1993) constructed a finite state di-agram of specific activities requiring operator intervention in a supervisory control loopincluding resolving bottlenecks and expediting orders. The authors generated alternativeplans by which to address the goals of intervention, and for each plan they determinedtasks to be carried out. The tasks were linked to detailed system actions in informationpresentation during operator intervention. The actions involved updating interfaces tosupport human task performance. For example, one plan to address resolving capacitybottlenecks required selecting a new route. The task to this plan was to select jobs forprocessing on the new route and the supporting system actions were to update and displaynew schedules.
These represent manufacturing methods in existence for human operator informationrequirements analysis. GTA can be considered as another approach to this type of work.The level of information detail realized in the analyses published by Martensson (1996)and Szelke and Markus (1993), in terms of system information presentation require-ments, did not approach that demonstrated by Endsley and Rodgers (1994) in their ap-plication of GTA. With respect to Szelke and Markus’s (1993) study, this may be due tothe fact that their objective was to develop an interface for a specific type of system andnot to establish general information requirements for a generic task context. Conse-quently, the results of Szelke and Markus’s (1993) research may be limited in applicabil-ity to the domain of manufacturing systems, as a whole, compared to the usefulness ofEndsley and Rodgers’s (1994) results to ATC, in general. GTA presents an alternate ap-proach to defining the information requirements for manufacturing system operators witha high level of detail. However, no formal evaluation comparing the results of the variousinformation requirements analysis methods discussed here has been conducted.
438 USHER AND KABER
4.2. An Example Application of GTA to Supervisory Controlin Manufacturing
In the earlier discussion of applications of information requirement analyses similar toGTA, all results have appeared to be potentially useful for supporting interface design.However, the level of information detail revealed across the manufacturing studies hasbeen limited. There is a need to apply formal GTA to the context of manufacturing toreveal a high level of detail in operator information requirements aimed at facilitatingsystems interface design and optimizing human-machine interaction. In order to demon-strate the potential effectiveness of GTA for establishing information requirements, here,we present an analysis of the intervention function in supervisory control of an adaptationof a real FMS described by Martensson (1996). Intervening activities of an operator inthis context include avoiding bottlenecks, expediting critical orders, and maintaining nor-mal system functioning.
Martensson (1996) detailed a medium-sized FMS composed of seven multiaxis ma-chining centers, 16 robots, a coordinate measuring machine, a part-washing station, andseveral computers. In this system, palletized parts were transported between machines byconveyor. We hypothesized how this system should operate. We assumed that such a sys-tem would be managed by a centralized FMS control system, as depicted in Figure 1.This control concept is consistent with the perspective of supervisory control expoundedearlier. The control system, or host computer, would be able to process large amounts ofinformation with respect to each part produced. The functions of the human in systemcontrol are detailed later. The overall system would be capable of producing any of thedifferent parts from a family of high-tolerance machined aluminum parts. The hypothet-ical FMS could be considered as a generic system.
The overall goal, subgoals, and objectives of FMS production are presented in Fig-ure 2. The goal of an FMS is to meet demand as dictated by job orders released to pro-duction. Subgoals to this overall goal include scheduling job production to meet due dates,avoiding FMS workstation capacity bottlenecks, expediting critical job orders, and main-taining the system in a normal mode of operation. The subgoal of manufacturing jobs, forexample, involves developing a production schedule, which seeks to optimize such sched-uling criteria as tardiness, flow time, and makespan. This subgoal can be accomplishedby selecting appropriate production plans that balance the use of machine and shop-flooroperator resources. Attainment of this subgoal, and others, requires the supervisory con-trol function of planning (see Sheridan, 1992). This function, like operator process inter-vention, may have associated with it a set of unique information requirements.
Beyond planning to achieve the overall FMS goal, operator monitoring is required aspart of supervisory control to avoid workstation bottlenecks, specifically identifying po-tential problems with schedules in relation to established criteria. Monitoring may also berequired to detect actual system problems in attempting to maintain normal system func-tioning, such as excessive tool wear or machine failure as a result of poor preventivemaintenance. The function of monitoring may have associated with it specific informa-tion requirements that may differ from those of planning.
The function of supervisory control intervention in the FMS context (described earlier)may involve diagnosing system problems, dealing with process schedule disturbances,implementing new processing plans, and performing required functions including admin-istrative tasks like process start-up and shutdown. These activities may occur in attempt-
ESTABLISHING INFORMATION REQUIREMENTS 439
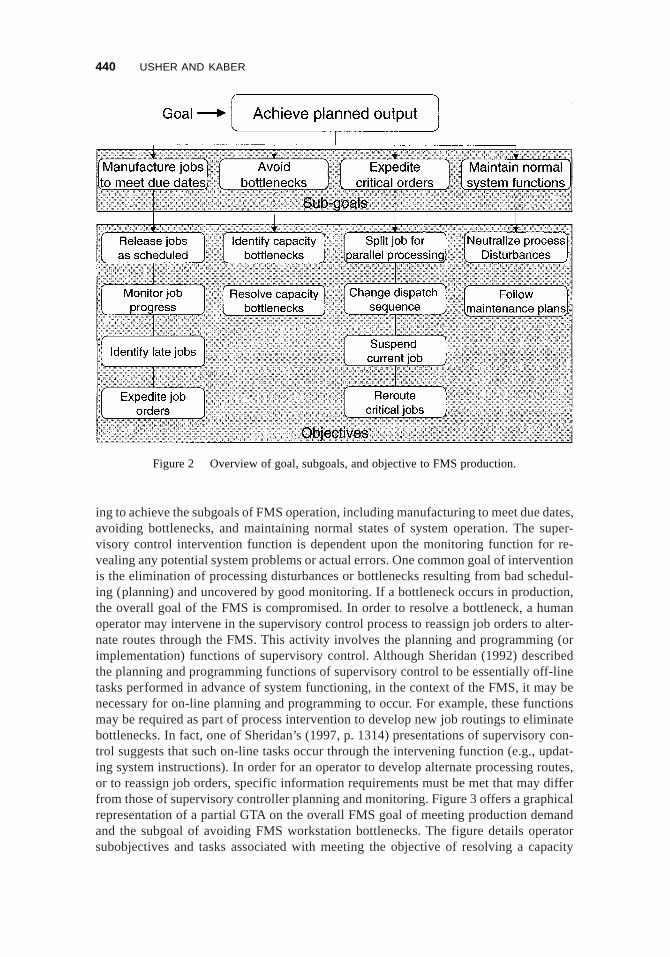
ing to achieve the subgoals of FMS operation, including manufacturing to meet due dates,avoiding bottlenecks, and maintaining normal states of system operation. The super-visory control intervention function is dependent upon the monitoring function for re-vealing any potential system problems or actual errors. One common goal of interventionis the elimination of processing disturbances or bottlenecks resulting from bad schedul-ing (planning) and uncovered by good monitoring. If a bottleneck occurs in production,the overall goal of the FMS is compromised. In order to resolve a bottleneck, a humanoperator may intervene in the supervisory control process to reassign job orders to alter-nate routes through the FMS. This activity involves the planning and programming (orimplementation) functions of supervisory control. Although Sheridan (1992) describedthe planning and programming functions of supervisory control to be essentially off-linetasks performed in advance of system functioning, in the context of the FMS, it may benecessary for on-line planning and programming to occur. For example, these functionsmay be required as part of process intervention to develop new job routings to eliminatebottlenecks. In fact, one of Sheridan’s (1997, p. 1314) presentations of supervisory con-trol suggests that such on-line tasks occur through the intervening function (e.g., updat-ing system instructions). In order for an operator to develop alternate processing routes,or to reassign job orders, specific information requirements must be met that may differfrom those of supervisory controller planning and monitoring. Figure 3 offers a graphicalrepresentation of a partial GTA on the overall FMS goal of meeting production demandand the subgoal of avoiding FMS workstation bottlenecks. The figure details operatorsubobjectives and tasks associated with meeting the objective of resolving a capacity
Figure 2 Overview of goal, subgoals, and objective to FMS production.
440 USHER AND KABER
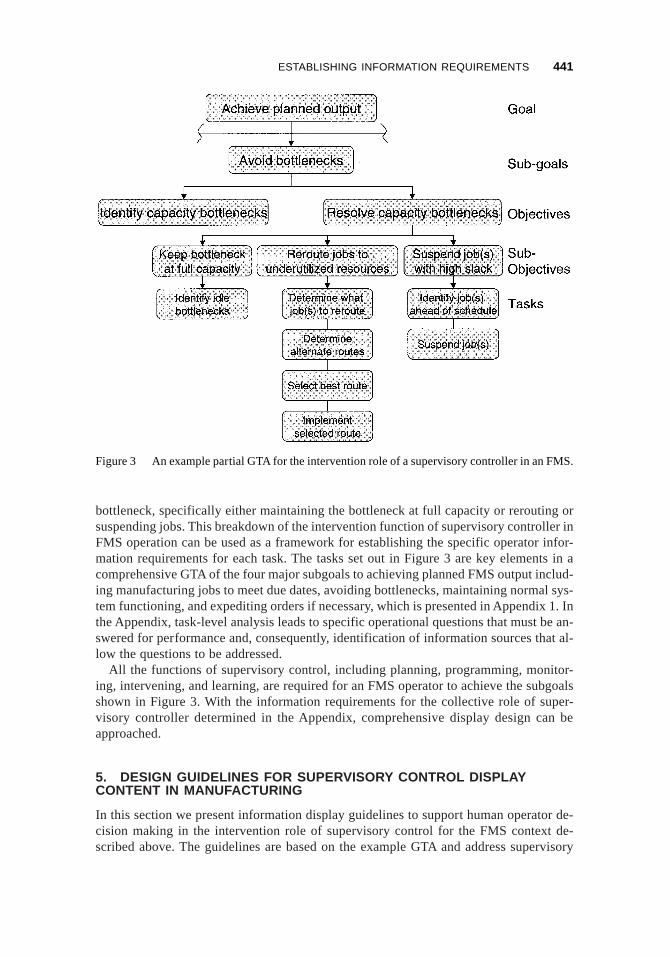
bottleneck, specifically either maintaining the bottleneck at full capacity or rerouting orsuspending jobs. This breakdown of the intervention function of supervisory controller inFMS operation can be used as a framework for establishing the specific operator infor-mation requirements for each task. The tasks set out in Figure 3 are key elements in acomprehensive GTA of the four major subgoals to achieving planned FMS output includ-ing manufacturing jobs to meet due dates, avoiding bottlenecks, maintaining normal sys-tem functioning, and expediting orders if necessary, which is presented in Appendix 1. Inthe Appendix, task-level analysis leads to specific operational questions that must be an-swered for performance and, consequently, identification of information sources that al-low the questions to be addressed.
All the functions of supervisory control, including planning, programming, monitor-ing, intervening, and learning, are required for an FMS operator to achieve the subgoalsshown in Figure 3. With the information requirements for the collective role of super-visory controller determined in the Appendix, comprehensive display design can beapproached.
5. DESIGN GUIDELINES FOR SUPERVISORY CONTROL DISPLAYCONTENT IN MANUFACTURING
In this section we present information display guidelines to support human operator de-cision making in the intervention role of supervisory control for the FMS context de-scribed above. The guidelines are based on the example GTA and address supervisory
Figure 3 An example partial GTA for the intervention role of a supervisory controller in an FMS.
ESTABLISHING INFORMATION REQUIREMENTS 441
control display content and, to a lesser extent, information presentation methods. Theultimate objective of any interface design guideline should be to promote operator per-formance and reduce system error rates, which in turn may promote overall system pro-ductivity. As well, guidelines should be developed to encourage ease of human use ofautomation and improved operator subjective perceptions of personal performance mo-tivating confidence in role-playing.
Based on the information requirements presented in Appendix 1, and aspects of humancognition including situation awareness, display design guidelines for the task of main-taining any bottlenecks in FMS processing at full capacity include providing operatorswith status information on identified bottlenecks. Specifically, displays should indicatethe overall capacity figures for workstations and their projected future job load. Thisinformation should allow for the identification of potential bottlenecks, which is a high-level objective to avoiding them, and serve to facilitate operator awareness of which work-stations should be attended to and maintained at capacity.
Determining jobs to reroute in FMS processing in order to take advantage of underuti-lized system resources is also a task to potentially resolve bottlenecks. Here we offerinformation display design guidelines to address supervisory controller system aware-ness requirements for accomplishing this task:
• A list of job order numbers at the workstation should be presented to facilitate op-erator: (a) awareness of bottlenecked jobs; (b) understanding of the relation of jobsto the goal of resolving bottlenecks; and (c) projection of which jobs to focus atten-tional resources on in the future. (This guideline is aimed at addressing the question,What jobs are at the bottleneck workstation?)
• A list of upstream job order numbers should be displayed to facilitate operator: (a)awareness of jobs upstream to the bottleneck; (b) understanding of the relation ofthe upstream jobs to the goal of resolving bottlenecks; and (c) projection of whichjobs to focus attentional resources on in the future. (This guideline is aimed at ad-dressing the question, What jobs are scheduled to visit the bottleneck workstationwithin a certain time period?)
• A list of job order numbers and their required processing times at the bottleneckedmachine should be presented to facilitate operator: (a) awareness of the impact ofjobs on the bottleneck; (b) understanding of the impact of each job on the goal ofresolving the bottleneck; and (c) projection of which jobs to focus attentional re-source allocations on in future planning of routing alternatives. (This guideline isaimed at addressing the question, What load does each identified job place on thebottleneck?)
• A list of job order numbers, batch sizes, due dates, slack times remaining, and esti-mates of processing times remaining should be presented to facilitate operator: (a)awareness of job characteristics; (b) understanding of each job’s priority in relation-ship to the overall FMS goal of achieving planned output; (c) projection of whichjobs to focus attentional resource allocations on in future planning of routing alter-natives. (This guideline is aimed at addressing the question, What are the charac-teristics [or the current status] of the identified jobs? This may help to identify thecriticality of each job.)
• A list of operations/features remaining to be processed for each job should be pre-sented to facilitate operator: (a) awareness of the requirements to complete each job;(b) understanding of the amount of processing effort involved in alternate job rout-ings to satisfy the goal of resolving the bottleneck; and (c) projection of which job to
442 USHER AND KABER

reroute in order to produce the minimal disturbance on overall system operations.(This guideline is aimed at addressing the question, What operations [part features]remain unprocessed for each identified job?)
Guidelines for the intervention task of determining alternate routes for selected jobsinclude:
• A list of operations/features remaining to be processed for each job at the bottle-necked workstation should be presented to facilitate operator: (a) awareness of therequirements to complete each job; (b) understanding of the amount of processingeffort involved in the use of a new plan to satisfy the goal of resolving the bottle-neck; and (c) projection of which jobs to reroute in order to produce the minimaldisturbance on overall system operations. (This guideline is aimed at addressing thequestion, What operations [part features] remain unprocessed for each job selectedfor rerouting?)
• A list of viable plans (routing alternatives) for jobs selected for rerouting should bepresented to facilitate operator: (a) awareness of choices in terms of alternative rout-ings; (b) understanding of the relation of new job routings to the utilization of ma-chine resources and the goal of processing without bottlenecks; and (c) projection ofthe attainable production output given revised plans. (This guideline is aimed ataddressing the question, What alternative routes are available to complete process-ing for each selected job?)
• An option to create a new plan different from alternatives posed by the FMS controlsystem should be presented to facilitate operator: (a) awareness of system limita-tions in-process planning and the potential for computer formulated routings to gen-erate new bottlenecks; (b) understanding of the relation of system process planninglimitations and the overall goal of meeting production demand; and (c) projection ofthe impact of operator formulated job routings on bottleneck resolution and overallproduction. (This guideline is aimed at addressing the question, What alternativeroutes are available to complete processing for each selected job?)
Here we offer a single supervisory control display design guideline to support operatorselection of the best job routing alternative based on the information requirements analy-sis for the objective of resolving bottlenecks. Specifically, a graphical display with valuesof the total load, as well as estimates of the remaining processing time and cost of eachalternative route should be presented to facilitate operator: (a) awareness of the value ofeach alternative route; (b) understanding of the relationship between an alternative routeand the overall goal to achieve planned output; and (c) projection of which route changesto consider for implementation. (This guideline is aimed at addressing the question, Whatis the worth of each proposed alternative route? More specifically, it answers the ques-tion, What is the total load [sum of the number of jobs in the queue and in-process oneach machine on the route] of the machines in the alternate routes offered for each job, aswell as the remaining processing time and cost estimates for each alternative route?)
Guidelines for implementing alternate job routing strategies for bottleneck resolutionare largely dependent upon the interface control technology available to the supervisorycontroller in an FMS and, consequently, may vary significantly from system to system.For this reason, specific display or control guidelines to support this task are not pre-scribed here.
ESTABLISHING INFORMATION REQUIREMENTS 443

With respect to suspending FMS processing of jobs that are not urgent as an additionaltask to resolving capacity bottlenecks, several information display guidelines can be of-fered. In order to identify jobs with high slack or jobs that are not urgent, an operatormust be aware of job due dates and anticipated completion times. With this in mind, forall FMS workstations, current job lists should be presented along with their slack times tofacilitate operator awareness of early jobs, which jobs could be suspended to free upsystem resources for processing other jobs to resolve potential bottlenecks, and to allowoperators to make projections on which jobs could be suspended in the future. If jobs aresuspended to resolve bottlenecks by, for example, storing them in buffer space to a work-station, or at a temporary stocking point, information display should be provided to op-erators listing the suspended jobs. This display would serve as a memory aid to operatorsto facilitate recall of jobs in the buffer or stock subsequent to bottleneck resolution. Sucha display can be critical to overall task performance as it can reduce cognitive resourcedemands during identification of high-slack jobs due to the need to retain in workingmemory information on previously suspended jobs.
Based on the supervisory control information requirements analysis presented in Ap-pendix 1, we were able to formulate several general guidelines for information to be pre-sented through FMS interfaces. As stated, the guidelines laid out in this section addressthe intervention function of supervisory control in FMS processing. The Appendix presentsinformation requirements associated with all supervisory control functions required toaddress the broad subgoals of achieving FMS planned output and could be used to for-mulate guidelines for comprehensive FMS interface content design. However, whetherdeveloping an interface to aid an operator in performance of a single system function orcomplete control, it remains critical to verify that the data being presented based on GTAis in fact supportive of effective human-machine interaction. This can be accomplishedonly through laboratory or field testing of interfaces and measuring operator subjectiveperceptions of display content as well as system performance. Once the specific infor-mation content of a display has been validated, the question needs to be addressed as tohow the data should be presented. The types of displays and controls as part of the human-machine interface in manufacturing systems can dictate whether information require-ments for task performance, formulated on the basis of GTA, are accurately and salientlyfulfilled. Further, the timing of information presentation based on the state of the systemis critical to successful performance and can also dictate efficiency in terms of operatoruse of interfaces.
6. SUMMARY OF CRITICAL GUIDELINES AND CONCLUSIONS
Changes in AMTs over time have been described, specifically by referring to the contextsof traditional production systems and FMSs, revealing automation advances in the lattertoward increased overall system efficiency, productivity, and profitability. These changeswere related to the roles human operators play in manufacturing, ranging from machinetender to supervisory controller, and the specific functions involved in each. Critical dif-ferences were identified in roles in terms of defining programming and planning func-tions, direct operation and operator control actions through human-machine interfaces,and the scope of the impact of decisions on production scheduling. These differenceswere reflected through operator information requirements for maintaining shop-floor su-pervisor and supervisory control functions. Generalizations were made as to the infor-mation needed by these different workers, including machine status data versus summaryreports relating job orders to the system objective of meeting overall customer demand.
444 USHER AND KABER

Methods for identifying detailed information requirements were reviewed with GTAemerging as a tool worthy of application to the role of a supervisory controller in an FMS.Information needed to support the intervention function of supervisory control in a con-strained FMS context was developed. In conducting this analysis, it was surprising to findthat specific information requirements for manufacturing systems supervisory control hadnot been previously established using methods similar to GTA.
The example GTA application was used to motivate manufacturing system display con-tent guidelines development to promote enhanced human-machine interaction. Specificdisplay guidelines were identified for supporting operator performance. The guidelineswere developed to support human cognition in FMS supervisory control, specifically thedevelopment of system or situation awareness and decision making.
Future research examining the composite of supervisory control information require-ments for FMS control laid out in Appendix 1 needs to be conducted with the objective ofpromoting overall system performance through improved comprehensive human-machineinterface design. Further, empirical studies need to be made of the effectiveness of ex-isting supervisory control interfaces for comparison with that of new supervisory controldisplay designs based on information needs established through GTA for reducing systemerror rates and increasing productivity.
APPENDIX 1
Complete GTA for achieving FMS planned output including information requirementsfor FMS supervisory control.
The format employed in this analysis is as follows:
X. GOALX.X. Subgoal
X.X.X. ObjectiveX.X.X.X. Subobjective
TX Task• Questions to be answered to meet the goal
Note: If an objective does lend itself to further decomposition, then it is possible for thesubobjective to be missing from the listing. In these cases, the tasks (TX) follow at thevery next level in the listing.
1. ACHIEVE PLANNED OUTPUT (i.e., meet the demand dictated by the job ordersreleased to production)1.1 Manufacture jobs to meet due dates
1.1.1 Maintain job release scheduleT1 Release jobs according to schedule
• What jobs are scheduled for release?• List of job orders scheduled for release within a user-specified time
horizon that specifies order number, release date, due date, and batchsize. This will facilitate operator:(1) awareness of each job’s characteristics
ESTABLISHING INFORMATION REQUIREMENTS 445
(2) understanding of each job’s priority in relationship to the over-all FMS goal of achieving planned output
(3) projection of which jobs may need to be the focus of futureattentional resources allocations
• Are resources available for a selected job to be released?• List of resources required for the selected job to include: machines,
fixtures, and tooling.• List of the current status of each resource. This will facilitate op-
erator:(1) awareness of what resources are needed to successfully pro-
cess a job(2) understanding of what resource changes must take place prior
to the release of the job1.1.2 Monitor job progress
T1 Check status of released jobs• What jobs are currently released to the shop?
• List of the existing job orders in the shop, their due dates, and ex-pected completion times. This will facilitate operator:(1) awareness of what jobs are in the shop(2) understanding of what jobs are nearing their due date(3) projection of which jobs may be late
T2 Identify late jobs• What jobs are currently behind schedule?
• List of the existing job orders in the shop, their due dates, and ex-pected completion times (same as in 1.1.2). This will facilitate op-erator:(1) awareness of when jobs are expected to be completed and when
they are due(2) understanding of what jobs are late or possess the potential to
be late(3) projection of which jobs may be late and require expediting
1.1.3 Expedite late job orders (See subgoal 1.3)
1.2 Avoid bottlenecks1.2.1 Identify capacity bottlenecks
T1 Examine current workstation queues• What is the current queue size and processing time requirements of
the jobs waiting in each workstation queue?• Number of jobs and total processing time requirements for each
workstation. This will facilitate operator:(1) awareness of loads on each workstation(2) understanding of the location of potential bottleneck(s)(3) projection of which bottleneck is worst
T2 Determine future jobs assigned to each workstations• What jobs are currently scheduled to visit a workstation?
• List of the released jobs scheduled to visit a workstation. This willfacilitate operator:(1) awareness of future loads on each workstation
446 USHER AND KABER
(2) understanding of how future jobs may contribute to worksta-tion loads
(3) projection of how future load may create or worsen a bottle-neck situation
T3 Calculate an overall utilization for each workstation reflecting currentand future loading (over a finite horizon)• How is the queue size changing over time?
• Projected processing time requirements at each workstation over agiven time horizon. This will facilitate operator:(1) awareness of future loads on each workstation(2) understanding of the changing nature of workstation load(3) projection of how future load may create or worsen a bottle-
neck situationT4 Tag potential bottleneck workstations
• Which workstations represent potential bottlenecks?• Show results from T3
1.2.2 Resolve capacity bottlenecks1.2.2.1 Keep bottleneck(s) operating at full capacity
T1 Identify bottlenecks that are idle• Given tagged bottlenecks identified in 1.2.1.4, which work-
stations are idle?• Current status of tagged bottlenecks. This will facilitate op-
erator awareness of where to focus their attention.1.2.2.2 Reroute jobs to underutilized resources
T1 Determine what job(s) to reroute• What jobs are at the bottleneck workstation?
• List of job numbers at the workstation is presented to fa-cilitate operator:(1) awareness of jobs at bottleneck(2) understanding of relation of jobs to goal of resolving
bottlenecks(3) projection of which jobs to focus future attentional re-
sources allocations on• What jobs are scheduled to visit the bottleneck workstation
within a certain time period?• List of job numbers at the workstation is presented to fa-
cilitate operator:(1) awareness of jobs at bottleneck(2) understanding of relation of jobs to goal of resolving
bottlenecks(3) projection of which jobs to focus future attentional re-
sources allocations on• What load does each identified job place on the bottle-
neck?• List of job number and processing time required of the bot-
tleneck machine by each job is presented to facilitate op-erator:(1) awareness of each job’s impact on bottleneck
ESTABLISHING INFORMATION REQUIREMENTS 447
(2) understanding of each job’s impact on the goal of re-solving a bottleneck
(3) projection of which jobs to focus future attentional re-sources allocations on (in planning routing alternatives)
• What is the current status of the identified jobs? (Helps iden-tify the criticality of each job)• List of job number, batch size, due date, slack time remain-
ing, and estimate of processing time remaining is presentedto facilitate operator:(1) awareness of each job’s characteristics(2) understanding of each job’s priority in relationship to the
overall FMS goal of achieving planned output(3) projection of which jobs to focus future attentional re-
sources allocations on (in planning routing alternatives)• What operations remain unprocessed for each identified job?
• List of operations remaining to be processed for each job ispresented to facilitate operator:(1) awareness of the requirements to complete each job(2) understanding of the amount of processing effort in-
volved in the change to satisfy the goal of resolving a bot-tleneck
(3) projection of which job to change to have a minimal dis-turbance to overall system operation
T2 Determine alternate routes for selected jobs• What operations remain unprocessed for each selected job?
• List of operations remaining to be processed for each job ispresented to facilitate operator:(1) awareness of the requirements to complete each job(2) understanding of the amount of processing effort in-
volved in the change (use of new plan) to satisfy the goalof resolving a bottleneck
(3) projection of which job to change to have a minimal dis-turbance to overall system operation
• What alternative routes are available to complete processingfor each selected job?• List of viable plans (routing alternatives) for selected jobs is
presented to facilitate operator awareness of the differentchoices in terms of alternative routings
• Provide an option to create a new planT3 Select the best route
• What is the worth of each proposed alternative route?• What is the total load (sum of the number of jobs in the queue
and in-process) of the machines in the alternate routes of-fered for each job, as well as the remaining processing timeand cost estimates for each alternative route?• List of the values of the total load, as well as estimates of
the remaining processing time and cost of each alterna-tive route, is presented to facilitate operator:
448 USHER AND KABER
(1) awareness of the value of each alternative route(2) understanding of the relationship between an alterna-
tive route and the overall goal to achieve planned out-put
(3) projection of which route changes to consider for im-plementation
T4 Implement selected route1.2.2.3 Suspend job(s) with high slack
T1 Identify jobs that are ahead of schedule• What jobs have a scheduled completion time that is less than
their due date?• For a selected workstation, list jobs and their respective slack
times (due date—scheduled completion time). This will fa-cilitate operator:(1) awareness of which jobs are ahead of schedule(2) understanding of which jobs are candidates for suspen-
sion(3) projection of which job(s) to suspend
T2 Suspend job(s) and if no buffer space is available, route sus-pended jobs to an intermediate stocking point
1.3 Expedite critical ~overdue! order ~s!1.3.1 Split job for parallel processing of the order
T1 Identify workstation containing the critical order• At what workstation is the current job located?
• List the current location of selected job order. This will facilitateoperator:(1) awareness of where (at what machine) the job is currently lo-
cated in the shopT2 Determine alternate routes for selected job order
• What operations remain unprocessed for the selected job?• List of operations remaining to be processed for the job is pre-
sented to facilitate operator:(1) awareness of the requirements to complete the job order(2) understanding of the amount of processing effort involved in
the change (use of new plan) to satisfy the goal of expeditingthe order
(3) projection of what will need to be done to complete the job• What alternative routes are available to complete processing of the
selected job?• List of viable plans (routing alternatives) for selected job is pre-
sented to facilitate operator awareness of choices in terms of alter-native routings
• Provide an option to create a new planT3 Select the best route
• What is the worth of each proposed alternative route?• What is the total load (sum of the number of jobs in the queue and
in-process) on each of the machines in the alternate routes offered
ESTABLISHING INFORMATION REQUIREMENTS 449
for each job, as well as the remaining processing time and costestimates for each alternative route?• List of the total load, as well as estimates of the remaining pro-
cessing time and cost of each alternative route, is presented tofacilitate operator:(1) awareness of the value of each alternative route(2) understanding of the relationship between an alternative route
and the overall goal to achieve planned output(3) projection of which route changes to consider for implemen-
tationT4 Determine how to split the batch
• What batch size should be used for each route (current plus alterna-tives)?• What is the total load (sum of the number of jobs in the queue and
in-process) on each of the machines for the alternate routes of-fered, as well as the remaining processing time and cost estimatesfor the alternative route for a range of possible batch sizes?• List of the values of the total load, as well as estimates of the
remaining processing time and cost of the alternative route as afunction of batch size, is presented to facilitate operator under-standing of effects of job size on order processing
T5 Implement selected route• Provide table for operator to change job parameters (routing)
1.3.2 Change dispatching sequence of jobs at a workstationT1 Identify workstation containing the critical order
• At what workstation is the current job located?• List the current location of selected job order. This will facilitate
operator awareness of where (at what machine) the job is currentlylocated in the shop.
T2 Identify the status of job orders currently at the identified workstation• What is the order status and slack of each job at the workstation sched-
uled ahead of the critical order?• List of the job orders currently scheduled for dispatch at the work-
station along with their order status (normal, expedite, etc.), theirdue date, estimated completion time, and calculated slack. This willfacilitate operator:(1) understanding of the relative importance of each job at the work-
station(2) projection of how best to sequence the jobs
T3 Alter dispatching sequence of jobs at the workstation to accommodatecritical order(s)
T4 Label job as critical for use in sequencing at future workstations1.3.3 Suspend processing (preempt) of a current job
T1 Identify workstation containing the critical order• At what workstation is the current job located?
• List the workstation where the job is located. This will facilitateoperator awareness of the workstation where attention needs to befocused
450 USHER AND KABER
T2 Identify the status of the job order executing at the workstation• What is the order status and slack of the job currently being ma-
chined at the workstation?• List the order status (normal, expedite, etc.), due date, estimated
completion time, and calculated slack for the job being executed.This will facilitate operator:(1) awareness of the job’s current status in the shop(2) understanding of the importance of the job in-process relative
to the critical order queued at the workstation(3) projection of whether to suspend the current job at the work-
station in favor of the critical orderT3 Preempt job execution and place in queue for processing nextT4 Start execution of the critical job on the workstation
1.3.4 Reroute critical job orders to reduce delaysT1 Determine alternative routes for critical job orders (See objective 1.3.1,
task T2)T2 Select the best route based on resource availability (See objective 1.3.1,
task T3)T3 Implement new route (See objective 1.3.1, task T5)
1.4 Maintain normal system functioning1.4.1 Neutralize process disturbances
1.4.1.1 Recognize process disturbance–detect critical system events (re-source failure, etc.)T1 Identify the potential formation of a bottleneck (See objective
1.2.1, T1)T2 Identify resource error or failure
• What resources(i.e., machines, conveyors, AGVs, etc.)arenonoperational?• List of resources currently tagged as nonoperational. This
will facilitate operator:(1) awareness of where attention should be focused(2) understanding of what resources need to be fixed
1.4.1.2 Resolve process disturbanceT1 Decide action to remedy disturbance
• Information requirements are a function of disturbance type.T2 Implement action
1.4.2 Follow maintenance plans1.4.2.1 Take resource off-line
T1 Update computer database as to the status of the resource1.4.2.2 Await completion of maintenance
T1 Monitor progress of maintenance1.4.2.3 Bring resource back on-line
T2 Update computer database as to the status of the resource
REFERENCES
Dix, A., Finlay, J., Abowd, G., & Bealle, R. (1998). Human-computer interaction (2nd ed.). NewYork: Prentice Hall.
ESTABLISHING INFORMATION REQUIREMENTS 451

Endsley, M.R. (1993). A survey of situation awareness in air-to-air combat fighters. The Inter-national Journal of Aviation Psychology, 3, 157–168.
Endsley, M.R., & Rodgers, M.D. (1994). Situation awareness information requirements for en routeair traffic control (Tech. Rep. DOT/FAA /AM-94/27). Washington, D.C.: U.S. Department ofTransportation, Office of Aviation Medicine.
Heinrich, H.W., Petersen, D., & Ross, N. (1980). Principles of accident prevention. In H. W.Hei-nrich, D. Petersen, & N. Ross (Eds.), Industrial Accident Prevention (pp. 20–91). New York:McGraw-Hill.
Hwang, S-L., Barfield, W., Chang, T-C., & Salvendy, G. (1984). Integration of humans and com-puters in the operation and control of flexible manufacturing systems. International Journal ofProduction Research, 22, 841–856.
Klein, G. (1998). Sources of power: How people make decisions. Boston: MIT Press.Maleki, R.A. (1991). Flexible manufacturing systems: The technology and management. Engle-
wood Cliffs, NJ: Prentice Hall, Inc.Martensson, L. (1995). Requirements on work organization—from work environment design of
“Steelworks 80” to human-machine analysis of the aircraft accident at Gottrora. Unpublisheddoctoral dissertation, Department of Work Science, The Royal Institute of Technology, Stock-holm, Sweden.
Martensson, L. (1996). The operator’s requirements for working with automated systems. The In-ternational Journal of Human Factors in Manufacturing, 6, 29–39.
Norman, D.A. (1986). Cognitive engineering. In D.A. Norman & S. Draper (Eds.), New Perspec-tives in Human-Computer Interaction (pp. 30–61). Hillsdale, NJ: Lawrence Erlbaum Associ-ates, Inc.
Rembold, U., Nnaji, B.O., & Storr, A. (1993). Computer integrated manufacturing and engineering.New York: Addison-Wesley.
Sheridan, T.B. (1992). Telerobotics, automation, and human supervisory control (2nd ed.). Cam-bridge, MA: MIT Press.
Sheridan, T.B. (1993). Space teleoperation through time delay: Review and prognosis. IEEE Trans-actions on Robotics and Automation, 9(5), 592–606.
Sheridan, T.B. (1997). Supervisory control. In G. Salvendy (Ed.), Handbook of Human Factors andErgonomics (pp. 1295–1327). New York: John Wiley & Sons, Inc.
Stahre, J. (1996). Supervisory control modeling in advanced manufacturing systems—a survey. InR. Koubek & W. Karwowski (Eds.), Manufacturing Agility and Hybrid Automation—I (pp. 527–530). Amsterdam: Elsevier.
Stahre, J., & Johansson, A. (1996). Application of a human-process interaction model, through casestudies in advanced manufacturing systems. In R. Koubek & W. Karwowski (Eds.), Manufac-turing Agility and Hybrid Automation—I (pp. 596–599). Amsterdam: Elsevier.
Szelke, E., & Markus, G. (1993). Human integration in intelligent supervisory control for dynamicdiscrete manufacturing processes. In I.A. Pappas & I.P. Tatsiopoulos (Eds.), Proceedings of the5th International Conference on Advances in Production Management Systems, Athens, Greece(pp. 81–89). Elsevier, North-Holland.
Usher, J.M. (1999, March 29–31). Autonomous system design. In Proceedings of the 25th Inter-national Conference on Computers and Industrial Engineering (pp. 376–379). New Orleans,LA.
Wickens, C.D. (1992). Engineering psychology and human performance (4th ed.). New York: HarperCollins.
Wiener, E.L. (1988). Cockpit automation. In E.L. Wiener & D.C. Nagel (Eds.), Human Factors inAviation (pp. 433–459). San Diego, CA: Academic Press.
Wright, P.K., & Bourne, D.A. (1988). Manufacturing intelligence. Reading, MA: Addison-Wesley.
452 USHER AND KABER





























