Embed Size (px)
Citation preview

1. (b)
2. (b)
3. (a)4. (b)
5. (d)
6. (a)
7. (b)
8. (b)
9. (c)
10. (a)
11. (d)
12. (a)
13. (a)
14. (d)
15. (c)
16. (a)
17. (b)
18. (c)
19. (a)
20. (a)
21. (b)
22. (a)
23. (c)
24. (a)
25. (d)
26. (b)
27. (b)
28. (c)
29. (c)
30. (a)
31. (b)
32. (b)
33. (b)
34. (d)
35. (b)
36. (d)
37. (c)
38. (d)
39. (c)
40. (d)
41. (b)
42. (d)
43. (a)
44. (c)45. (c)
46. (c)
47. (c)
48. (b)
49. (d)
50. (c)
51. (c)
52. (d)
53. (b)
54. (b)
55. (c)
56. (d)
57. (b)
58. (a)
59. (b)
60. (a)
ESE-2018 PRELIMS TEST SERIESDate: 3rd December, 2017
ANSWERS
61. (b)
62. (d)
63. (c)
64: (b)
65. (d)
66. (a)
67. (c)
68. (d)
69. (a)
70. (c)
71. (c)
72. (c)
73. (a)
74. (b)
75. (c)76. (d)77. (c)
78. (d)
79. (a)
80. (d)
81. (d)
82. (b)
83. (c)
84. (c)
85. (a)
86. (c)
87. (b)
88. (d)
89. (b)
90. (b)
91. (b)
92. (a)
93. (c)
94. (d)
95. (a)
96. (d)
97. (c)
98. (c)
99. (d)
100. (a)
101. (b)
102. (b)
103. (b)
104. (c)
105. (c)
106. (b)
107. (a)
108. (b)
109. (c)
110. (d)
111. (a)
112. (c)
113. (c)
114. (b)
115. (a)
116. (c)
117. (d)
118. (d)
119. (a)
120. (b)
121. (a)
122. (a)
123. (b)
124. (a)
125. (a)
126. (d)
127. (b)
128. (a)
129. (b)
130. (d)
131. (a)
132. (b)
133. (c)
134. (b)
135. (b)
136. (b)
137. (c)
138. (b)
139. (b)
140. (a)
141. (a)
142. (c)
143. (b)
144. (c)
145. (d)
146. (d)
147. (a)
148. (c)
149. (a)
150. (c)

(2) (Test - 11)-3rd Dec. 2017
Sol–1: (b)
When local pressure falls below the vapourpressure, boiling starts taking place whichleads to cavitation.
So (b) is correct
Sol–2 (b) Given,P1 = 50 kg/cm2 P2 = 150 kg/cm2
V1 = 0.04 m3 V2 = 0.039 m3
Bulk modulus (K)
= VdpdV =
1 2 1
2 1
V P PV V
=
0.04 150 500.039 0.04
K = 4000 kg/cm2
Hence (b) is correct
Sol–3: (a) Buoyant force = Weight of liquiddisplaced.
Buoyancy depends on mass of liquiddisplaced
So (a) is correct
Sol–4: (b)
Force exerted = Rate of change ofmomentum
F = m V u
F = AV V u
Also u =DN60
F =
DNAV V60
Hence (b) is correct
Sol–5: (d)
w wh = 1 1h
h1 =
w
1
w
h 10
Sol–6: (a)
Speed of centrifugal pump V1 = V
Lift of centrifugal pump H1 = 100 m
Speed of actual pump V2 = ?
Lift of actual pump H2 = 400 m
We know
V H
2
1
VV = 2
1
HH
2VV = 400
100
V2 = V 4
V2 = 2 V
Hence (a) is correct
Sol–7: (b)
Specific speed of pump = 3/4N QH
Specific speed of turbine = 5/4N QH
Hence (b) is correct
Sol–8: (b)
A. Pitot tube – used to find velocity bymeasuring stagnation pressure head (4)
B. Micro-meter – Measures differentialpressure (3)
C. Pipe bend meter – measure rate of flow(2)
D. Wall pressure tap – measures flowstatic pressure (1)
Sol–9: (c)
In characteristics curve of a pump, the curveis drawn between (head/efficiency/inputpower) on ordinate vs discharge (Q) onabscissa.Hence ‘c’ is correct.

(3) (Test - 11)-3rd Dec. 2017
Sol–10: (a)
sHg = 13600 kg/m3
soil = 900 kg/m3
Differential pressure head
h =
Hg
oil
s1 x
s = 13600 1 50
900h = 7.05 m of oilHence, ‘a’ is correct.
Sol–11: (d)
Given
D = 600 mm
= 30 m
P = 70 kPa
Wall sheat stress = r dP2 dx
=
30.3 70 102 30
= 350 Pa
Hence ‘d’ is correct
Sol–12: (a)
Sol–13: (a)Turbine Head = Kinetic head (assumingno loss)
Pg =
2V2g
3900 101000 10 =
2V2 10
V = 42 m/s
Hence ‘a’ is correct
Sol–14: (d)The load at C can be transferred to Awith a load and couple
B
L
A
M=P.a
P
For deflection at A = 0deflection due to moment M = deflectiondue to load P
2ML2EI
=3PL
3EI
P.a2 =
P.L3
aL =
23
Hence ‘d’ is correct
Sol–15: (c)
R
1P =
C E
1 1P P (Rankine theory)
PR = C E
C E
P PP P
Hence ‘C’ is correct
Sol–16: (a)
Maximum bending stress = 3
32 Md
(Bending equation)
Maximum shear stress 316T
d(Torsion equation)
Given max = max
332 M
d = 316 T
d
M = T2
Hence ‘a’ is correct
Sol–17: (b)
R

(4) (Test - 11)-3rd Dec. 2017
Apparent weight = actual weight – centrifugalforce.
W´ = 2W mR
W2 =
2W VWg R
2VRg = 1
2
R =
2 22V 2 300 18Km
g 10
Hence, ‘b’ is correct.Sol–18: (c)
P = 30 Kg/cm2
d = 60 cm = 900 Kg/cm2
Hoop Stress, =Pd2t
900 =30 602t
t = 10 mmHence, ‘c’ is correct.
Sol–19: (a)F.B.D.
MN mF N
aa
a =F
M mFor M, F – N = M.a.
N =
MFF Ma FM m
N =
mFM m
Hence, ‘a’ is correct.
Sol–20: (a)
50 MPa
100 MPa
Since no shear stress involved.Hence these are principle plane.
1 = +100 MPa
2 = –50 MPa
Normal stress on maximum shear stressplane
h = 1 2
2
=
100 50 25MPa2
Hence ‘a’ is correct.Sol–21: (b) Given
Asquare = Acircular
a2 = 2d4
a = d2
MI =
y
square =
4 3 3
My 12 6M 48MMaI 2a a d
circular =
4 3
My 64 32MMdI d d2
circular > square
So circular beam will fail first.
Hence, ‘b’ is correct.

(5) (Test - 11)-3rd Dec. 2017
Sol–22: (a)
30°60°
Vresultant
60°
30°
Vresultant = 2 2 2r r 2 r cos60
Vresultant = r 1 1 2cos60
= 3 V
Sol–23: (c)
X
b
hmax2hy3
X
I XX =3bh
36
Section modulus, Zxx
=
23
xx
max
I bh3bhy 2436 2h
Hence ‘c’ is correct.Sol–24: (a)
L/3
2L/3
LaterallyRestrainedHere
The column will behave as 2 columns.
For upper part, length = 2L3
Support conditions : Both ends hingedBuckling load, Pcr =
2
2eff
EIL
eff2LL3
Pcr,1 =2
29 EI4L
For lower part length
=L3
Support condition : one end hinged andother fixed.
Pcr = 2
2eff
EIL
eff
1 LL32
Pcr,2 =2
218 EI
L
Pcr = minimum of Pcr,1, Pcr,2
= 2
29 EI
4L
Hence, ‘a’ is correct.Sol–25: (d)
mr2
TL
r
mg
yF = 0
Tsin = mg
Also from triangle, sin = 2 2L rL
T = 2 2
mg mgLsin L r
Hence ‘d’ is correct.Sol–26: (b)
AB: adiabaticBC : constant pressure

(6) (Test - 11)-3rd Dec. 2017
AC : Constant volume
Slope of AC will be more than BC inT-S diagram
Only ‘b’ satisfies the condition.Sol–27: (b)
V1 = V
V2 = V2
P = Const.. 11
2 2
TVV T
S =
2 2P n
1 1
T PC R nT P
l l
S = P n1C 02
l
S < 0Hence ‘b’ is correct.
Sol–28: (c)
n1
n2
n3
V2V1
P
P1
V
Larger the value of n smaller is the workobatined (area under curve).For n = 0The work obtained is greatest.
Hence ‘c’ is correct.Sol–29: (c)
Heat supplied for evaporating water, Q
= VmH
HV = Enthalpy of vaporization= 2257 KJ/Kg
Q = 1 2257 1128.5KJ2
P =
1128.5 1.05KW18 60
Hence ‘c’ is correct.
Sol–30: (a)
Joule thompson coefficient
j > 0 for cooling region during throttling
j < 0 for heating region during throttling
Hence ‘a’ is correct.
Sol–31: (b)
W1
900 K
T
E1 W2
T
400 K
E2
Given 1 = 2
T1
900 = 4001T
T2 = 900 × 400
T = 600 K
Sol–32: (b)
Critical thickness of insulation ofcylinder
rc =t
Kh
sphere rs = t
2kh
Hence ‘b’ is correct
Sol–33: (b)
Q = dU W
= VC dT W
As process is slow i.e. temperature isconstant.

(7) (Test - 11)-3rd Dec. 2017
T = Constant = 300 K dU = 0
Q = W = –900J [Work done on thesystem]
Entropy change, dS =
dQ 900 3 J KT 300
Hence ‘b’ is correct.
Sol–34: (d)Heat given by solid = Heat taken by water
mC T = W W Wm C T
10 × 0.8 (100 – T) = 40 × 4 (T – 20)800 – 8T = 160T – 3200
T = 23.8 C 24 C
Sol–35: (b)dW = 1 mm
Kins = 0.1W mK
h = 2100 W m K
Critical radius of insulation rc = insKh
= 0.1 1000 mm100
= 1 mm
Thickness of enamel =
WC
dr2
= 0.5 mmHence ‘b’ is correct.
Sol–36: (d)
In a piston-cylinder arrangement(open-system) with inlet valve only,in a charging process, mass, volumeand temperature vary.
Sol–37: (c)
Sol–38: (d)
Sol–39: (c)
Sol–40: (d)
Radiation predominates
4bE T
4bE T
b2
b1
EE = 24 = 16
Sol–41: (b)
Sol–42: (d)
Q A
A
maximum when L = 3cm, r = 1cm
Sol–43: (a)
Q = shA T T
= 30 × 1 × 0.5 × (400 – 30)
= 5550 W
= 5.55 kW
Sol–44: (c)
Sol–45: (c)
The angular velocity of crank indegree /sec.
=
2 N 180 deg/ sec60
= 6 N deg/sec
= 6 × 1500 = 9000 deg/sec
The rotation of crank in 2.5 ms
= t
= 9000 × 2.5 × 10–3
= 22.5° degree
Sol–46: (c)
I. Higher compression ratio in CI enginereduces diesel knock because it startsearly auto ignition.
II. In air injection in CI engine is theintroduction of air fuel mixture to thecombustion chamber not the supercharging air. In this system a blast ofair from compressor take up fuel andgas to combustion chamber.

(8) (Test - 11)-3rd Dec. 2017
III. Specific fuel consumption
fuel used in kg / hpower in kw
So for the high power output whichwe get in CI engine leads to lowspecific fuel consumption.
IV. Pre chamber diesel engine have highair swirl and injector has one or twoholes so the injection pressure is low.But in open chamber engine has lessair swirl and multihole injector ofsmall hole size. Since prechamberdiesel engine have generatedcompression swirl i.e. very good airmotion for mixing the fuel, so highinjection pressure is required in openchamber.
Sol–47: (c)
P. Hetrogenous combustion is in dieselengine (CI) because air and fuelinjection are separate processes.
Q. The ignition quality of petrol isdirectly related to octane number. Forhigher octane number means longerignition delay.
R. For brake power dynamometer maybe hydraulic or friction type.
S. Flame ionization detector is methodsto analyse exhaust emission.
Sol–48: (b)
Sol–49: (d)
R
T2
Q1
Q2
T1
E
T3
Q3
Q4
T4
W
(COP)R =
2
1 2
Q 5Q Q
Q2 = 5Q1 – 5Q2
1
2
QQ = 26Q
5
W = Q1 – Q2 = Q3 – Q4
Q1 + Q4 = Q3 + Q2 … [ Q1 + Q4 =4Q3]
4Q3 = Q3 + Q2
3Q3 = Q2
W = 21 2 2 2
Q6Q Q Q Q5 5
or W = 33Q5 … [ Q2 = 3Q3]
E =
3
3 3
3 QW 35 0.6Q Q 5
Sol–50: (c)
The boiling temperature of therefrigerant at atmospheric pressureshould be low. If the boilingtemperature of the refrigerant is highat atmospheric pressure, thecompressor should be operated at highvaccum. The high boiling temperaturereduces capacity and operating cost ofthe system.
Latent heat of vaporisation should beas large as possible to reduce theweight of the refrigerant to becirculated in the system. It reducesthe initial cost and reduces the size ofthe system.
Sol–51: (c)
Given,
TG = 97 + 273 = 370° K, TE = –13 + 273
= 260°K, T0 = 27 + 273 = 300°K
(COP)max =
E G O
G O E
T (T T )T (T T )
=
260(370 300) 1.229 1.23370(300 260)

(9) (Test - 11)-3rd Dec. 2017
Sol–52: (d)
Sol–53: (b)
Sol–54: (b)
Sol–55: (c)
Sol–56: (d)
Sol–57: (b)
Sol–58: (a)Spatter Arc blowDistortion Poor joint selectionSlag inclusion Improper cleaning inmultipass welding
Porosity Damp electrodesSol–59: (b)
Tool signature 10, 9, 6, 6 8, 8, 2-
1. Back rake angle 10°
2. Side rake angle 9°
3. End relief angle 6°
4. Side relief angle 6°
5. End cutting edge angle 8°
6. Side cutting edge angle 8°
7. Nose radius 2 mmHence ‘b’ is correct
Sol–60: (a)Part programming generation of cutterlocation data.
Hence ‘a’ is correct.Sol–61: (b)
The rotation of the index crank =
40 31 turns28 7
One full rotation + 9 holes in 21 hole circle inplate number 2.
Hence, ‘b’ is correct.
Sol–62: (d)
D0
d
h
r
For (15 r d 20r)
Blank diameter, D0 = 2d 4dh 0.5r
Hence, ‘d’ is correct.
Sol–63: (c) Tetragonal crystal structure :
a b c, 90
Sol–64: (b)
Thermoplastic material have nospecific glass transition temperature.
Thermosetting material have specificglass transition temperature.
Thermoplastic material has mostlylinear structure Eg : polyethylene.
Sol–65: (d)
When polymers are subjected tobending or folding then polymers maybecome white in colour and thisphenomena is known as stresswhitening.
Sol–66: (a)
Broach tool : It cannot be used tomachine blind hole because its stroke isincomplete.
Superfinishing : Workpiece rotates andreciprocates with tool inside the hole ofworkpiece under light and controlledpressure.
Honing: Tool rotates and reciprocatesinside the hole of workpiece with longerstrokes than superfinishing operation.

(10) (Test - 11)-3rd Dec. 2017
Pull broach : It is in tension whereaspush broach is in compression.
Sol–67: (c)
Piezoelectric transducersare more effective thanmagnetorstrictive transducers butmagnetorstrictive transducers aremore rugged can be used at higherpowers and have more life thanpiezoelectric transducers. Hencemagnetorstrictive transducers aremostly used in ultrasonic machining.
Sol–68: (d)If choke is located near the sprue base,then flow through runner and gate is slowerand flow becomes smoother.
Sol–69: (a) Internal chills are more effective as it
is in direct contact with casting. Directional solidification can be
improved by speeding the solidificationof casting or by retarding thesolidification of riser, or by retardingthe solidification of thin webs orsleeves in between 2 casting.
Sol–70: (c)The size of HAZ will increase with• Increasing starting temperature• Decreasing welding speed• Increased thermal conductivity ofbase metal• Decrease in base metal thickness• Low rate of heat input (slowheating)
Sol–71: (c)• In flat characteristics equipment,as voltage changes by very smallamount current changes by very largeamount to maintain constant voltage.
Sol–72: (c)Demand in December,Ddec =30 unitsFore cast for December,Fdec=35 units
= 0.4Fore cast for Jan 2017
Fjan = dec dec decF (D F )
= 35 + 0.4(30 – 35)= 35 + 0.4 x – 5= 33 units
Sol–73: (a)
A
B
(EOQ)(EOQ) =
A oA
hA
B oB
hB
2D CC
2D CC
=
2 200 502
2 800 502
= 12
Sol–74: (b)Given, arrived rate
= 3 cars/hrService rate,
= 15 min/car = 4 car/hrAverage waiting time in the queue
Wqueue = ( )
= 3
4(4 3)
= 3 60 45 min4
Sol–75: (c)Sol–76: (d)
Using earliest due date (EDD) rule
1 3 52 7 93 2 134 5 175 8 21
Job Processing time EDD

(11) (Test - 11)-3rd Dec. 2017
0 3 3 23 7 10 1
10 2 12 112 5 17 –17 8 25 4
Jobs flow time Early Tardiness
Number of Job delayed Job 2 & Job 5Sol–77: (c)
Cycle time,
CT = 8 60 7.5 min64
So, Number of workstation =
Stan dard timeCycle time
P. Electrical assembly 16 16 / 7.5 2.13 2Q. Electrical wiring line 20 20 / 7.5 2.66 3R. Testing of parts 4 4 / 7.5 0.53 1
Activity Time Workstation(min)
Sol–78: (d)Network diagram is
3
4
2 51 6
R, 50
Q, 30 S, 15
U, 10
T, 35
P, 20
For path 1–2–4–5–6, Te = 20 + 50 +35 + 10 = 115 dayFor path 1–2–3–5–6, Te = 20 + 30 +15 + 10 = 75 daysSo, Critical path is 1– 2–4–5–6So, Expected time of project completion
te = 115 daysSol–79: (a)
For path 1–2–3–5–7–8, Te = 6 + 8 + 18+ 8 + 7 = 47 daysFor path 1–2–3–6–7–8, Te = 6 + 8 + 20+ 2 + 7 = 43 daysFor path 1 –2 –4–6–7–8, Te = 6 + 8 + 10+ 2 + 7 = 33 days
So, Critical path is 1 – 2 – 3 – 5 – 7 –8 and Critical path duration of thenetwork = 47 days
3
4
2 61 7W2
8
V8
5T18
Q
8P
68
R
X
7
U10
S20
For determining the probability of theproject in completing in 55 days. Itwould be equal to the area under thenormal curve lying to the left of 55
= 47 days = 3.496
47 55
Project duration (in days)
So, we have,
Z =
55 47
= 8 2.288 2.29
3.496
So, we take Z = 2.29Given that the area between mean andz = 2.29 is 0.4890Thus, the probability = 0.5 + 0.4890
= 0.9890
Sol–80: (d)GivenF = Rs. 40,000, v = Rs. 10/unit.s = Rs. 20/unitThe minimum production level refersthe break even point of production,where there would be no profit nor loss.At break even point. BepF x v = Bepx s
xBep = F 40,000 4000 units
s v 20 10

(12) (Test - 11)-3rd Dec. 2017
Sol–81: (d)Self locking condition of screw jack.helix angle < friction angleHence, ‘d’ is correct.
Sol–82: (b)Buttress threads on screw is adapted forpower transmission in one direction.Hence ‘b’ is correct.
Sol–83: (c)Aero-static bearing offers lowest friction as ituses a thin film of pressurized air to providean exceedingly low friction load-bearinginterface between surfaces.
Sol–84: (c)In a flat belt drive. Condtion for maximumpower transmissionmaximum tension (T) = 3 × centrifugal tension(TC). Hence, ‘c’ is correct.
Sol–85: (a)
Given max = 400 MPa,
min ut200 MPa, 800 MPa
y e600 MPa, 500 MPa
amp =
max mina
400 200 100 MPa2 2
mean =
max minm
400 200 300 MPa2 2
Stress ratio =
min
max
200 0.5400
Amplitude ratio =
amp
mean
100 0.33300
Sol–86:(c)
Fluctuating stress cycle :max
mean
min
0 time
mean = max min
2
amp = max min
2
Sol–87: (b)
For new clutches and brakes we assumeuniform pressure theory
According to uniform pressure theory thefriction radius is given by
Rm =
3 3 3 3
2 2 2 21 D d 2 R r3 3D d R r
Where R and r and outer and inner radiusrespectively.
Sol–88: (d)All statements given above regarding PLCare correct.
Sol–89: (b)Photoresistor has a resistance whichdepends on the intensity of the lightfalling on it, decreases linearly as theintensity increases.
Sol–90. (b)
T = Ttrans × Trot
C30 S30 0 2S30 C30 0 1T 0 0 1 0
0 0 0 1
3 1 0 22 21 3 0 12 20 0 1 00 0 0 1
Sol–91: (b)• Usually, a full 360° rotation in is not
permitted, due to restrictions imposedby hydraulic, electrical or pneumaticconnections or lines.
• Also, there is minimum as well asmaximum extension due to mechanical
(13) (Test - 11)-3rd Dec. 2017
requirements. Consequently, the overallvolume or work envelope is a portion ofa cylinder.
Sol–92: (a)• A robot is a lighter and more portable
equipment comparatively.• A robot’s programming is different from
the part programming used in NCmachine tools.
Sol–93: (c)
The digestion become slower resultingin decrease gas production.
Sol–94: (d)Pav = 0.225 × A ×R2
Pav R2
Sol–95: (a)
A solar cell has low efficiency. A solarcell converts solar energy directly intoelectrical energy.
Sol–96: (d)
Sol–97: (c)The maximum conversion efficiency ofsolar cell is given as:
max = sc oc
T c
FF I VI A
where FF is fill factorIsc is short circuit currentVoc is open circuit voltageIT is incident solar fluxAc is area of solar cell
Sol–98: (c)
Sensitiveness = mean
max min
NN N
Sol–99: (d)Node points are those points where neteffect of all vibration is zero.
Sol–100: (a)
Sol–101: (b)Initial spring stiffness K = KAfter cutting in 4 parts.
Stiffness, K = 4K
Arranging in parallel,
Keq= 4K 4K 4K 4K
= 16 K
=
K 2Tm
= K4m
T =
2 T
4
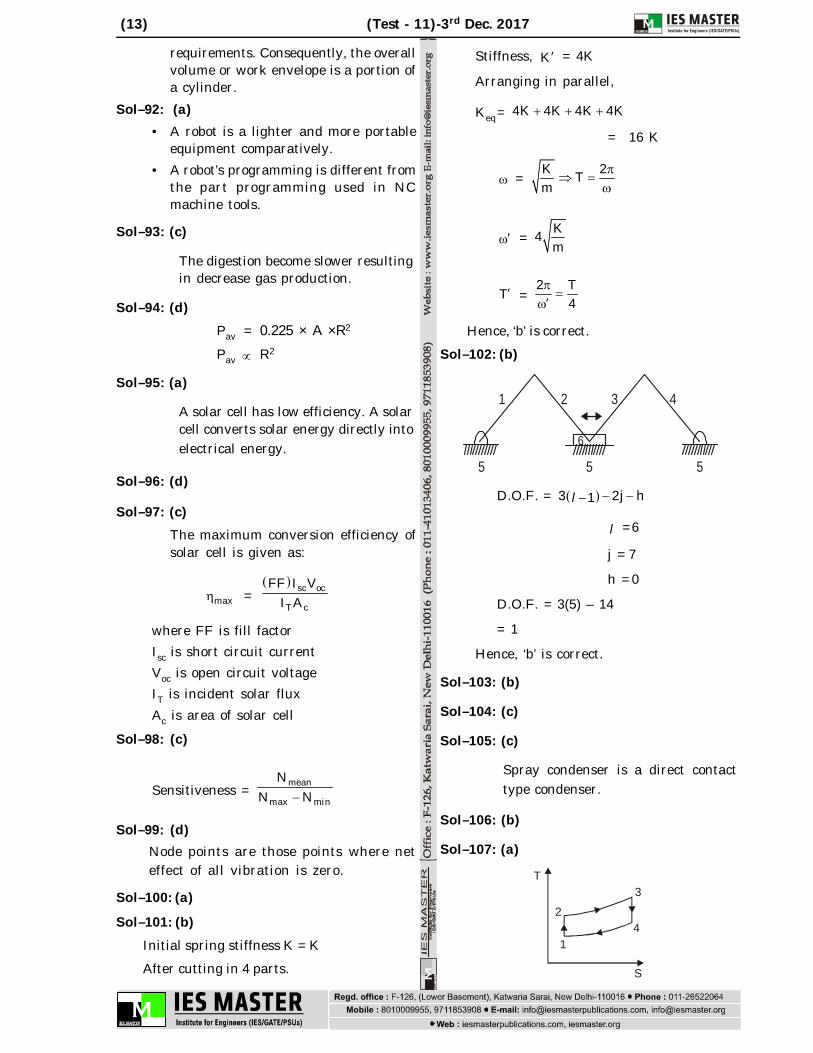
Hence, ‘b’ is correct.Sol–102: (b)
1 2 3 4
5 5 5
6
D.O.F. = 3 2j h1l
l =6
j = 7
h = 0
D.O.F. = 3(5) – 14
= 1
Hence, ‘b’ is correct.
Sol–103: (b)
Sol–104: (c)
Sol–105: (c)
Spray condenser is a direct contacttype condenser.
Sol–106: (b)
Sol–107: (a)
1
2
3
S
4
T

(14) (Test - 11)-3rd Dec. 2017
Wnet = WT – WC = 150
c
T
WW = 0.4
WC = 0.4 WT
0.6 WT = 150
WT = 250 kJ/kg
WC = 250 – 150 = 100 kJ/kg
Wnet actual =
CT T
C
WW
= 75 kJ/kg
Sol–108:(b)Single stage impulse: De LavalPressure compounding: RateauVelocity compounding: Curtis
Reaction turbine: ParsonsSol–109:(c)
Blade speed ratio for maximum diagram
efficiency = cos2
cos30= = 0.4332
Sol–110: (d)Steam trap: Boiler accessoryWater-level indicator: BoilermountingCornish boiler: Fire tube typeBenson boiler: Drumless type
Sol–111: (a)Soot blower is a device for removingthe soot that is deposited on the furnacetubes of a boiler during combustion.LP Steam is normally used as a mediumfor blowing away the soot since capitalcost of steam pressure reducingequipment and drain is less than thecost of compressor, motor and controlof air system.
Sol–112:(c)
Sol–113: (c)
Sol–114: (b)
Sol–115: (a)
P. Whitworth mechanism: It is used forproduce linear motion from rotarymotion. The speed of forward andbackward motion is different so it isquick return mechanism.
Q. 4 bar mechanism: Which satisfy
s (p q) is called Grashoff’slinkage.
R. Hart mechanism: It is an exactstraight line mechanism.
S. Cam flower: This mechanism haspressure angle parameter whichchanges continuously during motion.
Sol–116: (c)
I. For a stable governor the controllingfor ce Fc should be more thancentrifugal force.
FC
FC
A
r
2mr
rA
The governor beyond radius rA will bestable. So for a stable governor, theradius of rotation must increases withincrease in equilibrium speed.
II. Governor is said to be isochronouswhen equilibrium speed is same forall radius of rotation of balls withinworking range. The isochronousgovernor has zero range of speed.
III. Pickering governor is used ingramopnone.
Sol–117: (d)
I. In compound gear train, the velocityratio depends on product of teeth ofdriving gears divided by productdriven gear. Hence number of teeth ofintermediate gears also play role.
II. The involute curve is the locus of endof tight string when unwraped fromcircular section as shown above.

(15) (Test - 11)-3rd Dec. 2017
The circular section is called basecircle.
O
Tight string
Base circle
Involuteprofile
III. The only criterion for reverted geartrain is the co-axiality of input andoutput shafts.
2
2
CCW
CW CW
IV. As centre distance changes, thepressure angle also changes i.e.increased centre distance has higherpressure angle or vice-versa.
Sol–118: (d)
N
45°
45°r
T F
T = 60 Nm Force in connecting red,
F = T 60 300Nr 0.2
Normal reaction in cylinder piston wallN = Fsin45°
= 1300 150 2 N2
Friction force at piston cylinderinterface
= N 0.06 150 2 9 2 N
Sol–119: (a)
I. Critical speed of shaft or naturalfrequency
n = 348EI k
mm
where K is stiffness of system and mis mass of the system. So critical speeddepends upon mass, and stiffness.
II. The critical speed of the shaft
n =
4
3 3
48E d48EI 64m m
= 4
33 Ed4m
So, the critical speed is varied bychanging diameter and span of theshaft
III. Natural frequency is a characteristicof free vibration feedback
Sol–120: (b)m = 0.5 kg, k = 4cmk1 = 8 cm,
= 4 23 10 rad/sec
The correction coupleT = 1I I
whereI1 - mass moment of inertia of twomass equipment system = 2
1mk
I - mass moment of inertia of rod =mk 2
T = 2 2 –4 40.5 8 – 4 10 3 10= 0.5 (64 – 16) × 3 = 72 N-m.
Sol–121: (a)
Sol–122: (a)
Sol–123: (b)

(16) (Test - 11)-3rd Dec. 2017
Sol–124: (a)
Sol–125: (a)
Sol–126: (d)
Sol–127: (b)
For reversible process W = PdV
Sol–128: (a)
Sol–129: (b)
Sol–130: (d)
Sol–131: (a)
Sol–132: (b)
Sol–133: (c)
Sol–134: (b)
T
s
Pmax
Tmax isfixed
P2,T2x2
For fixed Tmax, x2, P2 and T2, Pmax isalso fixed.
Sol–135: (b)
Sol–136: (b)
Sol–137: (c)
The energy associated with a photonis inversely proportional to thewavelength.
E = hc
Sol–138: (b)Sol–139: (b)
In a loaded beam, if the shear forcediagram is a straight line parallel tothe beam axis, it means that the shearforce is constant.
dMdx = V
M = x
0Vdx V dx Vx= =
hence, bending moment diagram willbe a straight line inclined to the beamaxis. Further, when the shear forceat any section is zero, it means
dM 0=dx M is maximum at that section
Sol–140: (a)Let the square and circular shape havesame cross-sectional area A.Then for square, A = a2 [a = side length]
For the circle, A = 2d4[d = dia of circle]
Moment of inertia for square, I1 =4a
12Moment of inertia for circle, I2 = 4d64
Hence, I1 = 4 2a A=12 12
and
I2 =
2 2 2
216A A4A = =
64 64 4I1 > I2
For square, P1 = 2
12e
EIL
For circular cross section,
P2 =2
22e
EIL
Hence, P1 > P2
Sol–141: (a)
At toggle position, crank and couplerare collinear
Sol–142: (c)
Spiral gears are formed from rollinghyperboloids.
Sol–143: (b)Sol–144: (c)

(17) (Test - 11)-3rd Dec. 2017
Job shop production faces problemslike complicated and unsystematicmaterial flow pattern, large in-processinventories, large waiting times forjobs, large completion times for jobs,unpredictable problems owing to alarge variety of tasks.Job shop-production is used when alow volume and a large variety ofgoods or services are needed. It in-volves intermittent processing, highflexibility, skilled workers, relativelylarge work-in-process inventories andgeneral purpose machinery. An ex-ample is a tool and die shop that isable to produce a wide variety oftools. Batch production is suitable formedium variety and larger number ofproducts and line production involvesleast variety and largest number ofproducts.
Sol–145: (d)There is lesser flexibility in productlayout because the layout is speciallylaid out for a particular product.
Sol–146: (d) A is false, R is true
As rake angle ( ) increases, shear angle
( ) increases hence shear area decreasesand due to lower shear area, cutting forcedecreases.
Sol–147: (a)
In boring tool a single point cutting toolis used which must be set at centreheight otherwise by setting tool abovecentre height or below centre height,effective rake angle and effectiveclearance angle changes.
Sol–148: (c)
In resistance projection welding,multiple projection can be appliedduring embossing to plate having higherthickness and higher conductivitymaterial hence multiple spot weldingcan be done simultaneously.
Sol–149: (a)
For heavy reduction solid lubricant suchas CaO, Ca(OH)2 soap powder is usedwhich causes heavy reduction andduring the heavy deformation thesesolid lubricants embedded on surfacewhich may cause poor surface finish ondrawn wire.
Sol–150: (c)
Assertion is correct but the movingion is cation as it is smaller in sizeand hence more mobile than anion.





























