Embed Size (px)
Citation preview

Technik für Möbel
Environmental Statement 2009

2
In accordance with EU regulation no. 761/2001 (EMAS II)Hettich Holding GmbH & Co. oHG
with the companies in Kirchlengern / Bünde
· Paul Hettich GmbH & Co. KG· Hettich Management Service GmbH · Hettich Maschinentechnik GmbH & Co. KG· Hettich Marketing- und Vertriebs- GmbH & Co. KG· Hettich Logistik Service GmbH & Co. KG
Environmental Statement 2009

3
The protection of our environment, the protection of the health of our employees and the conservation of natural resources are an integral part of our economic success. We therefore operate a far-reaching environmental policy, thus making an important contribution towards protecting nature and life.
Our principles are:· introduction of environmentally-friendly and energy-saving production procedures· resource-saving design of our products· taking active precautions to prevent interruption of operational procedures· prevention of waste and ensuring the environmentally-friendly disposal of unavoidable waste· use of environmentally-friendly basic commodities and raw materials· protecting the health of our co-workers and fellow human-beings
This environmental impact statement is a public declaration to our customers, suppliers and employees to show that environmental protection is treated seriously by HETTICH in Kirchlengern / Bünde. We are continually developing and implementing our environmental program. We intend to reduce existing environmental pollution still further and actively promote the conservation of resources.We report at regular intervals on the success of the measures we introduce.
The consolidated environmental impact statement for 2010 will be put forward for intermediate validation in July 2010.
Kirchlengern/Bünde, September 2009
Dr. Dieter WirthsManagementHettich Holding GmbH & Co. oHG
Uwe Kreidel Eckhard Meier Martin Palmer
Management Environmental OfficerPaul Hettich GmbH & Co. KG located in Kirchlengern/Bünde

4

5
1 The company 62 Environmental management 72.1 Environmental principles 72.2 Description of the environmental management system 72.3 Eco-Audit 103 Environmental aspects of our activity 113.1 Environmental relevance of the companies 113.2 Determination and monitoring of important environmental aspects 123.3 Environmental goals and programme 134 Operative environmental performance 174.1 Products 174.2 Raw commodities and operating materials 184.3 Waste 184.4 Water and sewage 224.5 Energy 244.6 Exhaust and noise 284.7 Soil and ground water 315 Company contact person 316 Name of the authorized environmental advisor 327 Validity of the environmental impact statement 33
List of drawings
Abb. 1: Environmental protection organigram Kirchlengern / Bünde 9Abb. 2: Comparison figures – Specific amount of waste 19Abb. 3: Comparison figures – Use of sheet steel scrap amount 20Abb. 4: Comparison figures – Rejection quota wood panels 21Abb. 5: Comparison figures – Specific water consumption 22Abb. 6: Comparison figures – Specific power consumption 25Abb. 7: Comparison figures – Specific process-gas consumption B4-B5-A8 26Abb. 8: Comparison figures – Specific heat consumption 27Abb. 9: Comparison figures – Specific CO2 Emissions 28
List of tables
Tab. 1: Important environmental aspects Kirchlengern / Bünde 12Tab. 2: Status achievement of objectives 2008 14Tab. 3: Environmental targets 2009-2012 15Tab. 4: Products HPH – Drawer runners and drawers [t] 17Tab. 5: Products HMT – Working hours [h] 17Tab. 6: Products HLS – Packages [Pieces] 17Tab. 7: Raw commodities and operating materials used 2006-2008 18Tab. 8: Annual amounts of waste 2006-2008 [t] 19Tab. 9: Water consumption 2006 – 2008 [m3] 22Tab. 10: Waste water 2006-2008 [m3] 23Tab. 11: Waste water load of the sewage treatment plant B4 23Tab. 12: Energy consumption 2006–2008 [MWh] 25Tab. 13: CO2 emission through energy consumption (absolute)
(electricity, natural gas, district heating) 28Tab. 14: Vehicle fleet Kirchlengern/Bünde 2008 incl. mileage/consumption 29Tab. 15: Surface areas 2006 – 2008 [m2] 30
List of contents

6
Hettich Maschinentechnik GmbH & Co. KG (HMT) is the company responsible for the construction of special purpose machines. It develops and manuf-acturers assembly machines, robot cells, welding devices and other special purpose machines not only for the Hettich Group but also for the automo-tive, electrical and building fittings industry.Hettich Logistik Service GmbH & Co. KG (HLS) runs the incoming goods departments for finished pro-ducts and commodities, their storage, commissio-ning and transportation packaging. External carriers are used to deliver the goods.
The premises in Kirchlengern are located in an industrial area. It is bordered to the east and west by a public swimming pool and agricultural areas, to the south and north are residential and industrial facilities. Immediately adjacent to the premises in Kirchlengern is the new HLS Logistics Centre, built in 2005. This centre is integrated into the overall processes in Kirchlengern. Furthermore it also carries out logistics functions for the entire Hettich group.
The validation and this environmental impact statement refer to the six Hettich Group companies mentioned above that are located in Kirchlengern / Bünde.
Hettich - Technik für Möbel is recognized all over the world. As the largest manufacturer of furniture fittings and partner to the furniture industry around the world, Hettich with its kitchen, bathroom, office, living and bedroom furniture sets standards in function, quality and comfort. An international branched group of companies with over 5,800 employees has evol-ved under the Hettich trademark. Customers are the furniture industry, specialist hardware dea-lers, home improvement and DIY branch. Hettich operates production locations in North and South American, Europe and Asia and has 36 subsidiaries and local offices around the world. At the company headquarters in Kirchlengern/Germany the below mentioned different group companies employ 1,601 fulltime employees and 249 part-time employees. Many divisions operate three shifts.
Hettich Holding GmbH & Co. oHG (HHO) con-trols the company development within the Hettich Group, determines the comprehensive environmental policy of the group, authori-zes budgets and large individual projects. The Environmental Officer belongs to it and reports directly to the Holding Management.The largest production company in Kirchlengern is Paul Hettich GmbH & Co. (HPH), which deve-lops and produces drawer runners and complete drawer systems in metal for the national and international furniture industry, trade and do-it-yourself market.Hettich Management Service GmbH (HMS) pro-vides internal services to all companies within the Group. These services include the preparati-on of prototypes, customer samples, small batch production, life tests of batch products and prototypes as well as other services, e.g. data processing and the central purchasing activities.Hettich Marketing- und Vertriebs-GmbH & Co. KG (HMV) is responsible for the sales of all products from the Group and is therefore the connecting point between production and customers.
1 The company

7
2.1 Environmental principles
The companies of the Hettich Group accept their share of the responsibility for the protection of the natural basic necessities. We place special emphasis on environmental protection. This is reflected in the following efforts and future objectives.
· Environmental protection is an important part of the management principles of the company.· An Environment Representative has been appointed to co-ordinate the environmental concerns for the entire
Group of companies. An Environmental Co-ordinator and employee representative have also been appointed for the relevant environmental fields in all Group companies/factories/manufacturing facilities.
· An Environmental Committee has been appointed for each production facility. Environmental protection goals are formulated annually and the Environmental Committee also monitors the achievements of the previous year.
· The legal requirements are seen as the minimum acceptable requirements. Furthermore, voluntary actions will be encouraged to continually improve environmental protection in order to:
− avoid, reduce and recycle residual substances − minimize emissions − protect soil and water, and − minimize the use of raw materials and energy. For all these activities, we use the best technology available under the criterion of economic feasibility.· Environmental aspects are given important consideration during manufacturing, use and disposal of materials
during product development.·· Environmental protection is included whenever possible in quantified form as an independent criterion in the
business planning and control.· Information is provided and employees are included in the in-house environmental protection activities.· The disaster action plan is checked at regular intervals and adjusted to the operating situation.· Documentation is issued regularly, highlighting the relevant environmental operating situation and the environ-
mental protection measures involved.· We include suppliers and customers in our efforts towards environmental protection by providing information and
– as far as possible – making appropriate agreements.· Good contacts are built up with the public and authorities by providing regular information and co-operation.
2 Environmental management

8
2.2 Description of the environmental management system
The environment management system applies and implements the environmental policy and goals defined by the management. This guarantees that the goals defined in the EMAS II are maintained, the operating licence is received and official requirements are fulfilled when operating production facilities. The application of the environmental management system also guarantees that negative impact on the environment is prevented, or at least reduced, in the best possible way for all activities.
The system defines the organizational structures, responsibilities and processes established to implement the environ-mental policy. The Environmental Management Representative is responsible for developing, enforcing and controlling the system. All employees, particularly management personnel, are responsible for the implementation of the manage-ment system.
The environmental management system ensures that all environment-related tasks and responsibilities are recorded and controlled. Hettich environmental guidelines and working instructions are documented in a management manual. It is intended to help executives to optimally carry out their executive duties with regard to environmental protection. By assigning responsibilities, it should emphasize to the employees, particularly executives, the importance of environmental protection. The requirements for the implementation of the different environment-related tasks are specified through the environment management system. The work flow, organizational structure and the principal responsibilities are clearly recognizable in order to guarantee that environmental aspects are taken into consideration in all relevant activities. This applies also, for example, to providing information to new employees.
Legal compliance, e.g. with respect to their significant environmental impact, is ensured through internal regulations All occupational safety and environment-related legal changes are checked continually by external service providers and provided to us with comments.
Within the environmental management system, employees are designated who are responsible for monitoring the environmental areas assigned to them. Their area of responsibility covers the entire site and they have unlimited access to information concerning all environmental concerns within their field of responsibility. They report directly to the management. The following organigram shows the organization of all functions that are concerned with environmental protection (environmental management representative, environmental co-ordinator, water protection officers, etc.). The individual tasks and responsibilities assigned to all officers are described in the environmental handbook.
The employees in Kirchlengern / Bünde are integrated in many different ways into the environmental management system. This is carried out via the two “information kiosks” in the canteens, the continual improvement processes, the operational improvement suggestion system, the “Environmental blackboard”, the environmental committee, target agreements, the environmental program and a data file containing environmental documentation, which can be accessed by all employees having PC work stations.
Within the context of the emergency management, rules and procedures have been taken to prevent emergencies as well as technical and organizational measures in order to limit any consequences in Kirchlengern/Bünde.
2 Environmental management

9
Fig. 1: Environmental protection organigram Kirchlengern / Bünde
Hettich HoldingGmbH & Co. oHG
Paul HettichGmbH & Co.KG**
Hettich LogistikService GmbH &
Co. KG**
HettichManagement
Service GmbH**
HettichMaschinentechnikGmbH & Co. KG**
HettichMarketing- u.
Vertriebs- GmbH &Co. KG**
Management Representative
Mr. Palmer
CorporateControlling
DevelopmentKAB/RES Personnel
Logisticscontrolling
Logistics projects
IT-Coordination
Packaging
Service/Maintenance
Qualitymanagement
Complaint handling
management
Operativecontrol
Job controlling
Issuing area
Hall control
Receiving area
Despatch logistics
Exportscheduling
Local transportscheduling
Despatchadministration
Customs ex- & import
Marketing-Service
HR Service,personnel HMS/
HHO, commercial training
BusinessOpportunities
Product service
Hettich Forum
Supply ChainProcesses
Information &communication
CorporatePurchasing
FacilityManagement
Patenting
Interfair
Financial accounting
Personnel HMT,HLS, HMV
System development & standardisation
Innovationmanagement
HettichAkademie
Sales
Development
Procurement
Production
Business management
Qualitymanagement
Management Kitchen &
Bath
Management Residential
Management Office
Management White Goods
Management Finance
Personnel
Revision/Riskmanagement
DevelopmentOFC
Corporate HRManagement
Development WG
FinancesProduct
managementKAB/RES
Law/Acquisition management &
insurance
Engeneering KAB
Accounts/Coordination/
Intern.Accounting
Engeneering OFC/WG
Taxes Engeneering RES
Assistance management
directors
Industrial engeneering
QualityCommunication
Internationalprojects/
production
Qualitymanagement Service sectors
Environmental officer/
occupational health & safety
Technical qualification and advanced
training
WarehousingQuality
managementKAB/RES
Group ProcessManagement
Qualitymanagement
OFC/WG
Sales projects Commercial management
Master data management
Human ressource
management
Occupational health & safety
Environmental coordinator*
Mr. Kott
Operations supervisor refuse
Mr. Kott
Operations supervisor waterprotection*
Mrs. Wermuth
Operations supervisor sewagetreatment*
Mr. RidzewskiMr. Birkmann
Operations supervisorhazardous materials*
Mr. Kott
Operations supervisor energy*
Mr. Palmer
Dangerous goods supervisor
Company Ecoprotec
Fire prevetion supervisor
Mr. U. OrtmannMr. Erdbrügger
Note :The responsibilities of the officers cover all six companies!
* functions created voluntarily by the company
** Authorized to carry out operative environmental protection activites at Hettich Holding GmbH & Co. oHG

10
2.3 Eco-Audit
Eco-Audits are carried out regularly in order to evaluate the environmental efficiency of our company and to continu-ally improve environmental protection. We check that environmental management activities are in accordance with the environmental program, that operational procedures correspond to the environmental management system, and that the environmental management system is suitable and being effectively implemented by the company.
In addition to evaluating the environmental management system, the Eco-Audit checks that the environment-related activities conform to the existing environmental legislation and the EU Eco-Audit directive (EMAS II) and EN ISO 14.001:2004.
An environmental audit is carried out once every three years for the entire site at Kirchlengern / Bünde. An interim audit is also carried out each year in order to check and determine the effectiveness of the environmental manage-ment system. The Hettich Group Environmental Representative is responsible for performing and co-ordinating the Eco-Audit and the interim audit. He is supported by the Kirchlengern / Bünde Environmental Co-ordinator.
The eco audit is carried out by means of an audit plan and comprises interviews, documentation checks and inspec-tions. Checks are carried out using function-specific protocol checklists in which findings, measures and implementa-tion deadlines are documented.
2 Environmental management

11
3.1 Environmental relevance of the companies
Paul Hettich (HPH)The production techniques in use in Kirchlengern / Bünde require the use of cooling and lubricating fluids, oils, chemicals and other operating materials. These materials are defined as water-endangering and hazardous materi-als and appropriate safety precautions are required. These materials are potentially hazardous to the environment and are stored and used in specially equipped storage areas and production plants in accordance with the statutory requirements.
Raw commodities and material-related aspects are linked directly to environmental protection through the produc-tion processes and plant-related aspects. A reduction in the environmental pollution can only be achieved if serious consideration is given to all aspects during the development phase for products and plants.
Different production operations are used in Kirchlengern in the production of drawer runners and drawer systems at HPH.
Drawer runner productionThe strip steel used as raw material for the production of the drawer runners is processed using presses, profiling and punching systems. This equipment has particular environmental relevance because hydraulic oil as well as cooling and lubricating fluids are used. The pre-manufactured basic components are partly joined together by welding machines or laser welding systems. The components are then joined to drawer runners in automatic assem-bly machines and by robots.
Drawer productionAfter being pre-manufactured on pressing/bending/welding systems, they are first cleaned and pre-treated for powder coating. This is done by means of acid degreasing, followed by cascade washing. After the drying process, the cleaned drawers are sent to the low waste and low emission powder coating. One drawer model is produced from precoated strip material. In this case degreasing and powder coating is not done in house. The components are then fitted together, partly by robot, into pre-finished complete drawers.
Drawer profile productionThese are produced using profiling and pressing as well as assembly systems with high-strength and energy-saving TOX insertion techniques. The powder coating is done in the same way as already described for drawers.The cleaning and rinsing water used in the pre-treatment is treated in the company’s own sewage treatment plant.
Hettich Maschinen Technik (HMT)However at HMT the use of classic metalworking applications is comparatively low. Furthermore assembly operations of special machine constructions dominate.
Hettich Management Service (HMS)In prototype and small batch series, HMS uses lathes and milling machines as well as plastic injection mounting plants to process metal, wood and plastic. Furthermore, presses and other machines are also used for sheet metal-working. The information and communication technology department (computer systems, cooling systems, emergen-cy district heating power station A8) is also located at HMS.
Hettich Logistik Service (HLS)The significant environmental relevance of HLS lies in the use of transport packaging. With regard to the indirect environmental impact, the special importance lies in the selection of the transport routes and the logistics service provider.
3 Environmental aspects of our activity

12
Hettich Marketing und Vertrieb (HMV)HMV is a sales company. The main environmental pollution here comes from the sales representatives who cover long distances each year using company cars (77 cars).
Hettich Holding (HHO)HHO carries out purely administrative tasks. No activities are carried out that are of particular environmental relevance. The main focus of HHO is on intergroup tasks. In this connection, the policy guidelines for the company group are developed.
3.2 Determination and monitoring of important environmental aspects
Our company registers all environmental effects in accordance with the requirements of the EMAS II and evaluates them regularly to assess the need for corrective action. Both direct and indirect environmental effects are taken into consideration here. Environmental targets can be derived depending on the degree of monitoring that can be done, the expected influence and the importance of the consequences (assessment).
The following table summarizes the results. Only those environmental aspects that are considered as being important with at least average effects, are shown here. The level of importance is assessed as “high”, “average”, or “low”.
Tab. 1: Important environmental aspects Kirchlengern/ Bünde
Activity / productEnvironmental aspect
d: direct, type i: indirect, type
Can be monitored? [y/n], y: type
Influence expected?
[y/n]
Importanteffect?[y/n],
y: Assessment
ProfilingDisposal of cooling lubricant
d: Waste disposal y: Consumption controls y y: average
ProfilingSteel consumption
d: Consumption of resources
y: Consumption controls y y: average
ProfilingPower consumption
d: Energy consumptioni: Consumption of resources
y: Area-related consumption measurement
y y: high
AssemblyPower consumption
d: Energy consumptioni: Consumption of resources
y: Area-related consumption measurement
y y: high
Drawer productionHeat consumption
d: Energy consumptioni: Consumption of resources
y: Area-related consumption measurement
y y: average
Drawer productionGas consumption
d: Energy consumptionhi: Consumption of resources
y: Area-related consumption measurement
y y: average
TransportFuel consumption
d: Energy consumptioni: Consumption of resources
y: Consumption controls y y: average
AdministrationPaper consumption
i: Consumption of resources y: Consumption controls y y: average
Land and buildingsPower consumption
d: Energy consumptioni: Consumption of resources
y: Consumption controls y y: average
To improve the environmental performance, the important environmental aspects given here are assigned to defined environmental targets that are implemented through appropriate measures.
3 Environmental aspects of our activity

13
3.3 Environmental goals and programme
We have drawn up an environmental programme in order to implement our environmental policy and realize our future environmental goals. The concrete measures are defined and projects officers assigned to ensure implemen-tation. The achievement of the environmental goals will be guaranteed through the timely implementation of the individual points of the environmental programme.The programme points agreed by the management and the environmental advisor will be entered in a three-year list (EMAS audit cycle) and their status will be updated. The new environmental programme points suggested by the environmental committee or in the monthly “Jour Fixe Umwelt und Sicherheit” (environment and safety) shall be agreed by the management and will be checked at the next appointment with the environmental advisor. The (newer) environmental points that have not been dealt with at the end of the three-year period will be carried forward into the next environmental programme. Previous experience has shown that, through this procedure, there is a signifi-cantly higher implementation rate in the environmental programme.The environmental goals and measures will be checked and updated in the interim audit and in the environmental audit. Furthermore through the Management representative, the Environmental Coordinator and the other officers, the environmental goals are planned, implemented and monitored by the environmental committee as well as the “Jour Fixe”. The Management Representative and the Environmental Coordinator are responsible for monitoring and ensuring that measures are carried out on schedule. They report to the management and the environmental commit-tee.
At the time of the revalidation in September 2009 approx. 83 percent of the current dynamic environmental pro-gramme has been implemented up to 2009. As some points in the dynamic programme were entered during the last year, we can talk of a reasonable degree of implementation here.
An Energy Efficiency Team of qualified employees from different specialist departments has been put together to analyze all areas and work out possible areas of improvement. In doing this we expect a considerable reduction in particular in the amount of power consumed. This is reflected in addition in the seven environmental targets, out-lines for this area alone.We have also established resource consumption as an important environmental aspect. Targets have also been defined and included in the environmental programme, e.g. the reduction of the use of raw material or scrap steel. In the last year such measures have had positive affects as other factors that increase scrap could be reduced (increase in product variants leading to more frequent set-up processes, production start-ups after structure planning Factory A, quality deficiencies with suppliers, …). (See also fig. 3: Comparison figures – Use of sheet steel – scrap ratio)Furthermore there are also new environmental targets and appropriate measures to reduce the disposal amounts for the environmental aspect of waste disposal.

14
Tab. 2: Status achievement of objectives 2008
Environmental aspect
Environmental target/measure Responsible(company)
Date Status
Conservation of iron ore and energy resources
Technical optimization to reduce scrap to less than 10% (2005) with
the performance value of the specific amount of scrap (reduction of set-up
processes)
Production manager(HPH)
05/2009 Specific scrap amount could be reduced (13.3%
in 2007), is at 12% at present. No further
measures set.
Reduction of the scrap on profile plants by 50% through optimization
of raw materials
Production manager(HPH)
12/2007 This target was reached in 2008. Start-up scrap was reduced by 50%.
Reduction of waste in profiling through changes in the design of the
drive train.
Production manager(HPH)
04/2009 The energy saving could not be implemented through the design.
Energy saving Concept to save 20% drive energy through changed drive concept
Design(HMT)
03/2009 Will be pursued further in the new environmental
programme.
Relief through light-weight furniture
Procurement of improved basic condi-tions for broad marketing introduction
of light-weight furniture
Manager System development
& standardisation(HMS)
12/2009 Market introduction measures completed
The following table summarizes the environmental goals 2009-2012. All quantified targets relate to the reporting year 2008
3 Environmental aspects of our activity

15
Tab. 3: Environmental targets 2009-2012Environmental aspect
Environmental target/measure Responsible(company)
Date Status
Consumption of resources
Optimizing Quadro profile through design changes, material saving 1.2%
Production manager(HPH)
12/2009 Plans are completed, the required alterations are
authorizedOptimization of the double profile through construction optimization,
material saving 5%
Production manager(HPH)
03/2010 Plans are completed, the required alterations are
authorized
Reduction of scrap in the drawer frame production by 50% through
technical measures
Production manager(HPH)
03/2010 Test phase running
Saving of material scrap in the drawer production by 3% through changes in
the quality monitoring.
Production manager (HPH)
12/2009 Test phase running
Reduction of paper consumption by up to 20% through extended use of
software.
Environmental Officer
(HHO/HLS)
12/2010 Preparations are being made
Energy consumption Reduction of blow air in the profiling system by 15% through changed
airflow
Production manager (HPH)
04/2010 Mostly implemented; Tests are being carried out at
present for heavy profiles.Review of oven technology and
control, as well as use of material to reduce gas consumption by 20%
Production manager(HPH)
12/2009 Preparations have been made
Substitution of operating materials to reduce the oven temperature by 10%
Production manager(HPH)
06/2010 Not yet started
Substitution of operating materials to reduce degreasing bath temperature
by 25%
Production manager(HPH)
12/2009 Not yet started
Power saving for the different tempe-rature levels of the central cooling
Production manager(HPH)
06/2010 Not yet started
Model-concept to save 60% drive power on assembly robots
Design(HMT)
10/2010 Planning phase completed
Reduction of fuel for company vehi-cles by 10% through training to raise
driver awareness
Management motor pool
(HLS)
12/2009 Measures have started
Reduction of blow air by 50% by changing ball bearing cage conveyer
Production manager(HPH)
12/2009 An offer has been reque-sted for planning and if
necessary refittingEnergy efficiency team set up to ana-lyze all areas and consumptions and
define energy saving measures
Management Service (HPH)
12/2011 First sessions have been held. Projects have been
planned.Reduction of power consumption
for external lighting by 50% in the loading area
Facility Management
(HMS)
03/2010 Not yet started
Energy saving on the cutting machines by 40% by optimizing the drive
technology
Design(HPH)
03/2010 Not yet started

16
Waste disposal Reduction of amounts of spray cans disposed of by 25% through increased
use of reusable systems
Waste Officer(HHO)
12/2009 Test was successful
Further reduction of 12% in packing materials through better usage
Manager Ware-house logistics
(HLS)
02/2011 Permanent checking of master data
Feasibility study for reduction of disposal amounts of the process baths
by 80%
Sewage protection officer(HPH)
11/2009 Planning has started
Reduction in cardboard waste in the production by 80% through organiza-
tional measures
Waste Officer(HHO)
03/2010 Not yet started
Substitution of at least 2 hazardous operating materials through the use of more environmentally compatible
products
Production manager(HPH)
12/2009 Tests being carried out
Noise pollution Reduction of noise by 10 dB(A) through noise encapsulation on 3
systems
Production manager(HPH)
12/2010 Not yet started
Further meaningful environmental programme points will be pursued independent of the assessment of the environmental aspects. These cannot be assigned meaningful targets.
The development of the operational environmental protection over the last three years is described below and illustrates the environmental performance of our company in Kirchlengern / Bünde. In order to be able to illustrate the changes effectively when compared to the previous years, we have introduced relative environmental performance values. The raw materials used (strip steel, powder paint and wood panels) have been taken as reference sizes when determining these values. On the one hand, the environmental performance values allow the effectiveness of environmental relief measures to be illustrated without being influenced by production variations. On the other hand meaningful environ-mental performance values assume at least a constant product and process spectrum on the site.
Problems with the significance of environmental indicators can occur as a result of delayed production activities. It must also be noted that material thicknesses have been reduced (specific product weight) over the last years. This can have an adverse affect on the environmental performance values as more product items are produced from the raw materials. Also because of production-related changes (e.g. energy-intensive laser welding plants, increased use of transfer lines or sharply increased, energy-intensive use of robots, increased office technology, increased single layer powder-coating, …) on the site in the last years, the performance values are in some cases pushed to the limits.
3 Environmental aspects of our activity

17
4.1 Products
Drawer runners and drawer systems for the furniture industry (HPH) are produced and logistically handled (HLS) at Kirchlengern/Bünde. Furthermore prototypes and special purpose machines are produced for internal use and external customers (HMT). The environmental management system supports the full consideration of environmental aspects during the product development and manufacture.
HPHHPH develops and produces highly efficient systems for office furniture and household devices. The primary focus is on drawer systems with high demands for comfort, function and design. Table 4 shows the annual product volumes.
Tab. 4: Products HPH – Drawer runners and drawers [t]
PeriodProducts [t]
2006 2007 2008 Change compared to previous year in %
Drawer runners and drawers HPH
70.627 75.142 73.786 -1,8
HMTHMT develops and produces custom-built special purpose machines for internal and external customers. In 2008 there was a drop in production at HPH. The production at HBM was also negatively affected (see Tab. 5).
Tab. 5: Products HMT – Working hours [h]
PeriodWorking hours [h]
2006 2007 2008 Change compared to previous year in %
Industrial HMT 56.945 57.657 56.256 -2,4
HLSAt HLS logistics processes have been developed in carefully coordinated time windows with the help of modern tech-nology and software systems. In addition to the processing of incoming goods, warehousing of products, a focal point is dispatch of goods to customers and subsidiaries with formation of packages (see Tab. 6).
Tab. 6: Products HLS – Packages [Pieces]
Period Packages [pieces]
2006 2007 2008 Change compared to previous year in %
Packages / Tonnage HLS 501.000 593.000 583.000 -1,7%
4 Operative environmental performance

18
4.2 Raw commodities and operating materials
Various raw and operating materials are required either directly or indirectly in the production of our products, the operation of production systems, for packaging the products, etc.
In spite of a total reduction in the use of raw commodities (-2.5% as compared to the previous year), there are in-creases in consumption in some groups due to requirement-oriented purchasing (see Tab. 7).
Tab. 7: Raw commodities and operating materials used 2006-2008
Period Raw commodities and operating materials [t]
2006 2007 2008 Change compared to previous year in %
Strip steel / sheet metal 74.954 81.500 79.389 -2,6
Wood panels 4.335 3.824 3.574 -6,5
Powder paint 546 627 688 1) +9,7
Cardboard packaging 2.182 2.349 2.401 1) +2,2
Oils and grease 57 23 70 1)2) +212,6
Cooling lubricants 6 6 5 -16,7
Chemicals for the pre-treatment and cleaning of sewage
119 166 145 -12,7
Total raw materials and operating commodities
82.199 88.495 86.272 -2,5
1) Requirement-oriented purchasing (irregular purchasing intervals make it difficult to assess change)2) Replacement of operating material after wear
The new European regulation on chemicals “REACH“ (Registration, Evaluation and Authorisation of Chemicals) entered into force on 1 June 2007. This has meant a comprehensive revision of the applicable chemical regulation. It is not only the chemical industry that is affected but also the so-called “downstream users”, to which the Hettich companies in Kirchlengern/Bünde belong. They are obliged to use the chemicals and preparations only as indicated by the manufacturer. If different uses are required, the manufacturer must be requested to apply for this or the user must register such uses with the authorities himself. Furthermore bans on substances are controlled through REACH.All necessary checks and measures have been carried out or introduced in our companies in Kirchlengern/Bünde, in order to fulfil the REACH requirements also in relation to suppliers and customers.
4.3 Waste
Total amount of wasteA system of waste separation has been put into practice in Kirchlengern / Bünde covering at present 40 types of waste. The annual amounts will be registered and documented both in a waste balance and in the annual report from the waste officer. The different types of waste are separated by type and collected for disposal in suitable containers located on the company premises. Within the scope of waste disposal, we work exclusively together with certified specialized waste management companies.
4 Operative environmental performance

19
0
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
5
10
15
20
2523,9
20,6
23
19,9
23,7 23,2
1920,6
19,2
16,4 16,5 16,6
[kg/t]
[Jahr]
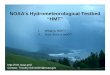
A large portion of the waste produced by us can be recycled. The recycling rate is 96 percent.
Through the refurbishment of some halls, large amounts of construction and demolition waste were produced that adversely affected the amount of waste for 2008. This resulted in +20.2 percent more hazardous waste compared to the previous year.The development of the non-hazardous waste should be seen as positive. Among other things it was possible to red-uce the amounts of waste through improved use of sheet steel with resulting reduction of scrap. Table 8 summarizes the annual amounts of waste for 2006 to 2008.
Tab. 8: Annual amounts of waste 2006-2008 [t]
Waste [t]
Period2006 2007 2008 Change compared to
previous year in %
Hazardous waste3)
310 1) 391 1) 470 1)2) +20,2
Non hazardous waste 4) 10.266 11.893 11.043 -7,2
1) Requirement-oriented disposal (irregular disposal periods make it difficult to assess changes) 2) Large amounts of construction and demolition waste resulting from building refurbishment.3) Hazardous waste, e.g. paint stripper, used oil, paint stripper sludge, emulsions 4) Non-hazardous waste: e.g. scrap, household type commercial waste, used powder, sewage sludge
Specific amounts of wasteAs already mentioned, additional amounts of waste resulted from building refurbishment. The presentation of the specific amounts of waste (fig. 2) has been adjusted by this fraction and others, such as the disproportionate amounts of scrap. In the last three years we were able to keep the specific amounts of waste practically constant at 16.5 kg/t.
Fig. 2: Comparison figures – Specific amount of waste
Specific amounts of waste[kg waste without scrap,
building rubble, green waste, bulky waste / t raw materials
(total)]
[Year]

20
0
2
4
6
8
10
12
14
16
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
14,4
12,8
11,1 11,8 12,1 12,4 12,011,4
10,8
12,313,3
12,4
[%]
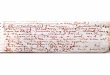
Amount of scrapIn 2008, the measures to reduce scrap have been effective and this is reflected in the figures. When compared to 2007 we have almost 1 percent less scrap/sheet steel (see fig. 3). The measures were developed further so that we can speak of a reduction of scrap, per ton of steel used, also for the next years.
Fig. 3: Comparison figures – Use of sheet steel scrap amount
4 Operative environmental performance
[Year]
Use of sheet steel[sheet steel scrap (total) /
sheet steel]

21
0
1
2
3
4
2000 2001 2002 2003 2004 2005 2006 2007 2008
3,13,4
2,42,2
2,9 2,8
3,5
2,6
1,4
[%]
Waste amount wood panels The rejection quota of wood panels has been reduced considerably by changing supplier in 2006, making further adjustments in 2007 and also by optimizing the processes and systems in 2008.
Fig. 4: Comparison figures – Rejection quota wood panels
[Year]
Rejection quota wood panels [Waste wood panels /
raw material wood panels]

22
0
0,1
0,2
0,3
0,4
0,5
0,6
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
0,54
0,39 0,38
0,32 0,33 0,32
0,270,29 0,28 0,27
0,28
0,24
[m³/t]
4.4 Water and sewage
Water is used mainly for cleaning and degreasing in the drawer production (Halls B4/B5/A8) in Kirchlengern/Bünde. Furthermore the amounts of cooling lubricant supplied to the profiling systems have been reduced. Water consumption
Tab. 9: Water consumption 2006 – 2008 [m3]
Period Water consumption [m3]
2006 2007 2008 Change compared to previous year in %
Sanitary water 10.238 10.108 8.459 - 16,3
Process water B4/B5/A8 8.996 10.634 9.423 - 11,4
Total consumption 19.234 20.742 17.882 - 13,8
As can be seen from Table 9, the sanitary water and process water consumed has fallen disproportionately to the lower production. In 2008 the specific water consumption (see fig. 5 in m3 water/t product) was the lowest level for more than 10 years.
Fig. 5: Comparison figures – Specific water consumption
4 Operative environmental performance
Specific Water consumption[m3 water total / t product]
[Year]

23
Waste waterWaste water accumulates in the form of production, sanitary and precipitation waste water. This is discharged into the sewage system that is connected to the local sewage treatment plant in Löhne. The part of the precipitation water coming from the roof areas in factory B is passed through a retention reservoir and then discharged directly into the watercourse (receiving water). This also applies to the water from the roof of the Logistics centre. In 2007 two more large capacity underground rainwater retention systems were built in order to relieve the receiving water in case of heavy rainfall. The waste water from the production comes exclusively from the drawer production (HPH). This is discharged into the company’s sewage treatment plant.
Tab. 10: Waste water 2006-2008 [m3]
Period Waste water yield [m3]
2006 2007 2008 Change compared to previous year in %
Sanitary waste water 10.238 10.108 8.459 -16,3
Waste water from treatment plant as well as full desalina-tion plant
3.574 4.025 3.570 -11,3
The difference between the water consumption and waste water occurs due to the relatively high water tempera-ture and the associated evaporation as well as the large product surfaces in the area of the pre-treatment plant and when drying the drawers before powder coating.
The sewage treatment plant comprises a neutralization, a flocculation, sedimentation and a filtration. The sewage treatment plant is monitored by our own and official measurements, maintenance work, regular inspections and visual checks. The limit values specified will certainly be maintained in accordance with the external laboratory analyses.The concentration of substances discharged from the sewage treatment plant in the public sewage (direct dischar-ger) results in the following annual load (calculation based on four measuring reports from 2008, see Table 11) for the subsequent communal sewage treatment plant.
Tab. 11: Waste water load of the sewage treatment plant B4
Waste water load of the sewage treatment plant B4
Parameter Unit Value determined Ø Limit value Annual load [g/a]
Aluminium mg/l 0,21 3 750
AOX 1) mg/l 0,16 1 571
LHKw 2) mg/l 0,01 0,1 36
Zinc mg/l 0,015 2 54
Hydrocarbons mg/l 0,63 10 2.249
1) Absorbing organically-linked halogenates2) Low volatile hologenated hydrocarbons

24
4.5 Energy
District heating is drawn from a district heating power station (combined heat and power) on site for the heating supply to the buildings and degreasing baths. The plant was put into operation in 1994 and also supplies heat to the neighbouring municipal swimming pool “Aqua Fun” and an adjoining housing estate.Natural gas is another source of energy that is used to generate heat in the production facilities (baking furnaces in the powder coating as well as heating the paint removal baths) and for the heating power station A8 (constructed in 2003). The Logistics Centre that came into operation in 2006 is also heated by natural gas. A special feature here is the efficient gas-infrafred heating system in the commissioning area.The electricity is supplied from the public grid. Since 2007, power is supplied via medium-voltage lines between the transformer substation and the factory.
Energy savings with new buildings In 2009, the Hettich Forum opened. The building is outstanding due to a far-reaching consideration of energy and ecological aspects. This includes all areas such as use of energy and building material consumption. As an energy-neutral building the Hettich Forum serves as a model for a sustainable, future building design. The up to 40 mm thick insulation consists to a large extent of environmentally-friendly cellulose material. The heating supply is secured through the company’s own district heating system with its efficient heat generation from production waste heat as well as combined heat and power system. The actual energy requirement of 30 kWh/m2 is 80 percent under the spe-cific requirement per year according to the energy conservation regulation. In this way, 226,618 kWh can be saved per year, corresponding to an annual consumption of 21 detached houses. In the entire Hettich Forum lighting uses energy-saving bulbs with dimmable, electronic ballasts. A light management system using LED technology in the exhibition and boulevard area reduces the effective switch-on time and decreases the annual power consumption by 25 percent. In addition to the energy-saving measures the integrated 239 m2 photovoltaic system produces more than 25,000 kWh per year. With this capacity, up to 1,500 20 W energy-saving bulbs can be operated at the same time. The greater part of the heating and warm water is supplied by the additional 6 m2 thermal water system.
It has been possible to achieve a good energy balance with “0 liter house” standard for the Hettich Forum through drastic measures to reduce the energy requirement including the provision for the production of solar energy. In fact the building falls short of the values allowed in the current Energy conservation regulation by 73 percent. On 5 March 2009, Hettich received the GreenBuilding certificate from the European Commission in recognition of exemplary planning and furnishing of the building as well as the implementation of the “Green Building” principles in accordance with the directives of the European project for the improvement of energy efficiency in non-residential buildings.
4 Operative environmental performance

25
0
50
100
150
200
250
300
350
400
450
500
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
454417 409
365 350 355338 331
314 309343 357
[kWh/t]
Energy consumptionThe disproportionate increase in power consumption in the last years compared to the materials processed (+2.0% in 2008, see Tab. 12) can be attributed mainly to a decrease in shift work. Therefore the cooling systems and compressors are no longer optimally used. This results in a higher energy requirement per system which explains the increased total energy requirement at the location.
Tab. 12: Energy consumption 2006–2008 [MWh]
Period Energy consumption
2006 2007 2008 Change compared to previous year in %
Power 1) [MWh] 21.833 25.7894) 26.3124) +2,0 %
Natural gas 2) [MWh] 9.934 11.224 11.265 +0,4 %
District heating 3) [MWh] 6.112 5.365 4.497 -16,2 %
1) without own electricity generation BHKW A82) in the drawer production HPH and gas consumption for the BHKW A8 (since June 2003), as well as heating the Logistic Centre (since 2006)3) without own heat generation BHKW A84) Explanation, see following text
Specific power consumptionThe continually increasing use of technology (e.g. laser welding, PCs, communication devices, ...), increasing automi-zation (e.g. use of robots, transfer lines, ...) as well as the increase in cooling for buildings and machinery, which unfortunately cannot be reasonably quantified, make it difficult to explain the continuing decrease in power consumption over the last years. Without these different measures, the absolute increase in the consumption of electricity would be considerably higher.
Fig. 6: Comparison figures – Specific power consumption
Specific power consumption[kWh power/t poduct]
[Year]

26
0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
10,4 10,5 10,6 10,7 10,4
12,7
18,6
16,0 16,1 15,5 16,115,2
[MWh/t]
Gas consumptionThe absolute gas consumption has increased by 0.4 percent when compared to the previous year (see Tab. 12). Nevertheless the specific gas consumption for the baking furnaces B4/B5 and A8 as well as the two paint removal bath heating systems has reduced during the same period by 5.6 percent (see fig. 7). The process gas consumption has now stabilized in the range of 15 MWh/t powder coating. This is mainly because the second baking furnace put into operation in 2003 is heated indirectly for reasons of quality. This inevitably leads to an increase in the consumption of energy.
Fig. 7: Comparison figures – Specific process-gas consumption B4-B5-A8
4 Operative environmental performance
Specific process-gas consumption B4-B5-A8
[MWh gas/t powder coating]
[Year]

27
0
50
100
150
200
250
300
350
400
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
387
300
151131
148 154126
89 94 8771 61
[kWh/t]
Heat consumption The absolute heat consumption for the last years has decreased considerably by 53 percent when compared to 1997 (see Tab. 12), in spite of a production increase of 190 percent.The excellent result can be traced back to the standardized energy concept within the scope of energy contracting in 1998 with the necessary extensive changes, plant modifications and different measures for the use of surplus heat, as well as the centralized compressor station with heat extraction.
The specific heat requirement (see fig. 8) decreased by 14 percent when compared to the previous year. This can be attributed to the mild winter up to the end of 2008. The heat consumption decreased in total from 387 kWh/t product (1997) by 326 kWh/t product to 61 kWh/t product in 2008, corresponding to a total decrease of 84 percent in the period 1997 to 2008.
Fig. 8: Comparison figures – Specific heat consumption
Specific heat consumption[kWh heat/t product]
[Year]

28
0
50
100
150
200
250
300
350
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
312283
259
228 220 224 219207 199 197
214 220
[kg/t]
4.6 Exhaust and noise
Exhaust emissions None of the company’s plants is subject to the licensing requirement laid down in the Federal Ambient Pollution Control Act. The gas heating of the paint removal plants and the baking furnaces B4/B5 and A8 as well as the emergency district heating power station A8, the space heating boiler and the particularly energy efficient gas infrared heating of the new Logistics Centre can be cited as relevant emission sources. These fall far below the limit requirements of the first Federal emission control regulation (Bundesimmissionsschutz-Verordnung).
Tab. 13: emission through energy consumption (absolute) (electricity, natural gas, district heating)
Period 2006 2007 2008 Change compared to previous year in %
Tons/year 13.920 16.091 16.236 +0,9 %
The absolute CO² emission has again increase, as can be seen in Table 13. Thus through:
· increased technology, e.g. laser welding plants· sharply increased automization (robots, transfer lines, etc.)· increasing number of cooling plants (building and machines)· increased office technology (computer, telecommunication, etc.)· increased product efficiency (i.e. optimization of the product material thickness needs, e.g. the same powder coating, but represents less “product tons”)· new profiling systems
We have again not managed to compensate growing energy requirements by our comprehensive efficiency measures.
Therefore the specific CO² – value has also increased again in this year (see fig. 9).
Fig. 9: Comparison figures – Specific CO2 Emissions
4 Operative environmental performance
[Year]
Specific CO²-emissions[kg CO² / t product]

29
Direct emissionsIt is our goal, when planning new plants and buying machinery, to give serious consideration to waste air and indirect energy-consumption related CO² emissions. If it is not possible to avoid emissions of waste air through the production process, appropriate measures will be taken to reduce them in order to keep the environmental pollution as low as possible.
In addition to the permanently installed plants, other emissions come from the vehicles used on the site. With regard to cars, these are mainly those of the field representatives as well as vehicles used for special purposes. In addition to the vehicles from external carriers, the company lorry is used to transport products between the factories. The stackers mentioned have gas combustion engines and support the battery electric-operated fork lift trucks used for in-plant transportation.
On 12.05.2005 the Holding Company decided to lease only diesel cars with soot particle filters in order to comply as quickly as possible with the ecological and statutory requirements for the reduction of particulates under the existing technical possibilities.
Tab. 14: Vehicle fleet Kirchlengern/Bünde 2008 incl. mileage/consumption
Vehicles Mileage / consumption
77 automobile (Diesel) 3.043.988 km/a
1 lorry (Diesel) 3.258 km/a
5 stackers (liquefied gas) 20.829 L/a
Indirect emissionsIndirect emissions include for example dispatch to Hettich subsidiaries overseas. The containers used for this are transported by rail, road or water to the seaport, from where the actual sea transport begins.
Noise emissionsThe company in Kirchlengern / Bünde is located in an industrial area. There are small residential areas and com- mercial operations in the vicinity. Measurements are carried out to maintain the limit values of the TA-noise. The adherence to the legal limit values has been assessed to ensure that the impact on the residents is as low as possible. The limit values can be reliably maintained by us throughout the year.
There is a high noise pollution when the production areas are operating. These areas are appropriately identified by us. In-house noise abatement measures, such as encapsulation, have already been introduced in existing plants. Noise reduction measures will be taken into consideration when planning new plants in accordance with the EU “Noise” Directive (2003/10/EG). Furthermore personal protective equipment has been made available. Since 2008 the employees can, on request, also have personally adapted earplugs (orthoplast) made.
A noise level register has been created, controls are made regularly in all areas and corresponding measures are introduced.

30
4.7 Soil and ground water
No soil contamination is to be expected on the premises at Kirchlengern / Bünde because of its previous agricultural use. However, precautionary soil analyses were undertaken because degreasing baths with chlorinated hydrocarbon (CKW) were used when the operation was originally started. These indicated soil contamination in the vicinity of A3. In agreement with the responsible authorities several measurements were carried out. As the results were under the limit values, a clean-up was not necessary. To confirm these results, in the following years control samples were taken and evaluated by external testing laboratories. These investigations also confirmed that the limit values were not exceeded.
In order to prevent contamination of ground and ground water, preventive measures have been taken, e.g. acquisition of additional collecting zones. Employees working on the machines on site have also been sensitised and trained to deal with water-endangering substances.
Tab. 15: Surface areas 2006 – 2008 [m2]
PeriodSurface area [m3]
2006 2007 2008
Sealed areas 137.232 142.132 145.592
Unsealed areas 41.940 37.040 37.040
Total surface area 179.172 179.172 182.632
An adjacent plot was obtained in 2008 which is completely sealed with warehouse and parking lots. Furthermore an old hall has been pulled down and replaced with a new building of the same size containing exhibiti-on area and management offices.
4 Operative environmental performance

31
The contact person for further information is the Company environmental co-ordinator, Mr. KottTel.: +49 5223 77-1524E-Mail: [email protected]
5 Company contact person

32
At the instigation of the ESC GmbH Zertifizierungsstelle Kassel, Teichstr. 14, 34130 Kassel: Mr. Dr. Ralf Rieken (Licence no.: DE-V-0034)
6 Name of the authorized environmental advisor

33
7 Validity of the environmental impact statement
The environmental policy, goals, programme, environmental management system and the Eco-Audit and procedure for the Hettich premises in Kirchlengern / Bünde correspond to the requirements of the regulation 761/2001 (EMAS II).
The data and information in the environmental impact statement are reliable. They provide a good picture of the environmental relevance of all activities of the companies
Hettich Holding GmbH & Co. oHGat Vahrenkampstr. 12 – 16 in 32278 Kirchlengern/Bündewith the following companies
Paul Hettich GmbH & Co. KGHettich Management Service GmbHHettich Maschinentechnik GmbH & Co. KGHettich Marketing- und Vertriebs- GmbH & Co. KGHettich Logistik Service GmbH & Co. KG
Kirchlengern/Bünde, 18. September 2009
Dr. Ralf Rieken (Licence no.: DE-V-0034)

Technik für Möbel
Hettich Holding GmbH & Co. KGVahrenkampstraße 12-1632278 KirchlengernGermany
Phone +49 5223 77-0Fax +49 5223 [email protected]