Embed Size (px)
Citation preview

Engineering Polymers for Organic Photovoltaics
by
Elijah Bultz
A document submitted in partial fulfillment of the degree Masters of Applied Science. Department of Chemical Engineering and Applied Chemistry
University of Toronto
© Copyright by Elijah Bultz 2010

ii
Engineering Polymers for Photovoltiacs
Elijah Bultz
Master’s of Applied Science
Chemical Engineering and Applied Chemistry University of Toronto
2010
Abstract
In this thesis, I have produced low polydispersity polymers of poly(chloromethylstyrene) and
polyvinylphenol. Modification reactions for both polymers were attempted and were successful
for only poly(chloromethylstyrene) as conditions in our experiments produced insoluble polymer
salts using polyvinylphenol. A set of modified polymers were produced using a low polydisperse
poly(chloromethylstyrene) as we believe that polymers with PDIs < 1.4 will be preferable for use
in an eventual solar cell device. Finally a set of experiments were completed to determine the
conditions to minimize the PDI of poly(chloromethylstyrene) and found that the main variable
was maximizing the amount of 3-chloromethylstyrene with respect to 4-chloromethylstyrene in a
polymerization. This result has lead us to believe that 3-chloromethylstyrene is less prone to
transfer reactions, which in turn leads to smaller PDI values.

iii
Acknowledgments
I would like to thank my family and friends for support while completing this thesis

iv
Table of Contents
Acknowledgments.......................................................................................................................... iii
Table of Contents ........................................................................................................................... iv
List of Tables ................................................................................................................................ vii
List of Figures .............................................................................................................................. viii
List of Schemes.............................................................................................................................. xi
Chapter 1 Introduction and Literature Review ............................................................................... 1
1.1 Photovoltaics....................................................................................................................... 1
1.2 Free Radical Polymerization and Controlled Radical Polymerization ............................... 4
1.2.1 Nitroxide Mediated Polymerization (NMP)/ Stable Free Radical Polymerization (SFRP) ........................................................................................... 5
1.2.2 Atom Transfer Radical Polymerization (ATRP) .................................................... 8
1.2.3 Reversible Addition-Fragmentation Chain Transfer (RAFT)................................. 9
1.3 Multiphase Polymer Blends .............................................................................................. 11
1.4 Polymer Blend Casting Techniques.................................................................................. 14
1.4.1 Drop Casting ......................................................................................................... 14
1.4.2 Spin Casting .......................................................................................................... 14
1.4.3 Doctor Blading...................................................................................................... 15
1.4.4 Inkjet Printing ....................................................................................................... 16
1.4.5 Roll-to-roll printing techniques............................................................................. 17
Chapter 2 Thesis Statement and Proposed Research .................................................................... 19
Chapter 3 Addition of Phase Separating Groups to Controlled Polymers.................................... 22
3.1 Controlled polymerization ................................................................................................ 22
3.2 Synthesis of poly(vinylphenol) ......................................................................................... 26
3.3 Amplification Reaction of Poly(vinylphenol) .................................................................. 29
3.4 Poly(chloromethylstyrene) Modification.......................................................................... 32

v
3.5 Selection of Phase Separating Groups .............................................................................. 39
3.6 Addition of PSG 24 - from Benzoic Acid......................................................................... 45
3.7 Addition of PSG 25 - from Hexanoic Acid ..................................................................... 47
3.8 Addition of PSG 26 - from Trifluoroacetic Acid.............................................................. 49
3.9 Addition PSG 29 - from Perflurobenzoic Acid................................................................. 50
3.10 Materials and Methods...................................................................................................... 51
3.10.1 RAFT Chain Transfer Agent ................................................................................ 51
3.10.2 Controlled 4-Acetoxystyrene Polymerization – Solution ..................................... 52
3.10.3 Controlled 4-Acetoxystyrene Polymerization – Bulk........................................... 52
3.10.4 Polymerization of Styrene using BST as an initiator............................................ 52
3.10.5 Polyvinylphenol Reaction - Deacetylation ........................................................... 53
3.10.6 (±)-3-Chloro-1,2-propanediol amplification reaction ........................................... 53
3.10.7 DL-1,2-Isopropylideneglycerol (Solketal) Tosylate amplification reaction......... 53
3.10.8 Trityl Bromide PSG addition to polyvinylphenol................................................. 54
3.10.9 Stearic Acid PSG addition to poly(chloromethylstryene) .................................... 54
3.10.10 Perfluorotetradecanoic acid PSG addition to poly(chloromethylstyrene) ........ 54
3.10.11 Hexanoic acid PSG addition to polychloromethylstyrene ................................ 55
3.10.12 Benzoic acid PSG addition to polychloromethylstryene .................................. 55
3.10.13 Trifluoroacetate PSG addition to polychloromethylstyrene ............................. 55
3.10.14 Pentafluorobenzoic acid PSG addition to polychloromethylstyrene ................ 56
Chapter 4 Optimizing the polydispersity of functional styrentic polymers .................................. 57
4.1 Background & Introduction .............................................................................................. 57
4.2 Experimental ..................................................................................................................... 59
4.2.1 Equipment ............................................................................................................. 59
4.2.2 Materials and Methods.......................................................................................... 60
2-phenyl-2-((2,2,6,6-tetramethylpiperidin-1-yl)oxy)ethyl benzoate (BST) unimer preparation.. 60

vi
4.2.3 Polymerization method ......................................................................................... 60
4.3 Results and Discussion ..................................................................................................... 63
4.4 Conclusions....................................................................................................................... 75
Chapter 5 Conclusions, Recommendations and Future Work ...................................................... 76
References..................................................................................................................................... 77

vii
List of Tables
Table 1. PSG reaction with poly(chloromethylstyrene) and stearic acid...................................... 36
Table 2 Molecular weight data for poly(chloromethylstyrene) substitution with
perfluorotetradecanoic acid........................................................................................................... 38
Table 3 shows the results from Blends calculations for the Flory-Huggins paramater using
hexanoic acid as the base modification for polychloromethylstyrene for the polymers in Figure
19................................................................................................................................................... 41
Table 4. The molecular weights for the modified poly(chloromethylstyrene) ............................. 44
Table 5. The reaction conditions for the various polymerizations................................................ 63

viii
List of Figures
Figure 1 presents the traditional p-n junction seen in IPV devices while the device architecture
on the right shows a typical OPV heterojunction v ......................................................................... 2
Figure 2 shows the energy levels of the HOMO and LUMO levels in a typical bulk
heterojunctionv ................................................................................................................................ 3
Figure 3 shows a typical bulk heterojunction device. iv.................................................................. 4
Figure 4 shows the dynamic equilibrium between the dormant polymer (left) and the propagating
polymer (right) ................................................................................................................................ 5
Figure 5 indicates the main mechanism for ATRP polymerization x.............................................. 9
Figure 6 shows the general RAFT chain transfer agent reacting (CTA) with a radical R'xv .......... 9
Figure 7 shows the mechanism of the RAFT controlled polymerization process ........................ 10
Figure 8 displays possible morphologies for multiphase polymer blends from melt mixes. ....... 11
Figure 9 shows the general apparatus of a spin coat device ......................................................... 15
Figure 10 illustrates the common techniques for printing in roll-to-roll processing. The coating
units are shown in grey and the coated substrate is shown as dottedxx......................................... 18
Figure 11 shows the process of dispersing the photoactive layer in a blend of conductive
polymers with different CTGs and PSGs for each polymer and final incorporation into the
‘Bender cell’.................................................................................................................................. 20
Figure 12. The Mn and PDI vs conversion plot for the polymerization of 4-acetoxystyrene at
50% wt in chlorobenzene.............................................................................................................. 27
Figure 13 shows the Mw and PDI vs time plot for the polymerization of 4-acetoxystyrene with
90% 4-acetoxystyrene and 10% chlorobenzene ........................................................................... 28
Figure 14 is the GPC trace of poly(4-acetoxystyrene) precipitated after a reaction time of 3h ... 29

ix
Figure 15 shows the NMR for the poly(vinylphenol) modification reaction with glycidol ......... 31
Figure 16 GPC trace of poly(chloromethylstyrene) pre modification .......................................... 34
Figure 17 GPC trace of the poly(chloromethylstyrene) reacted with stearic acid and potassium
carbonate in DMAc....................................................................................................................... 36
Figure 18 GPC trace of run 3 of the poly(chloromethylstyrene) modification reaction with
perflourotetradecanoic acid........................................................................................................... 38
Figure 19 shows the polymer structures used to detemrine the miscibility of two polymers....... 40
Figure 20 shows the GPC trace of poly(chloromethylstyrene) used in subsequent modification
reactions ........................................................................................................................................ 43
Figure 21 shows the 1H NMR for poly(chloromethylstyrene) used in subsequent modification
reactions. ....................................................................................................................................... 44
Figure 22 shows the GPC overlay of the starting polychloromethylstyrene in black and the
modified polymer 24 in red........................................................................................................... 45
Figure 23 shows the NMR for poly(chloromethylstryene) reacted with benzoic acid to produce
polymer 24 .................................................................................................................................... 46
Figure 24 shows the 1H NMR for polychloromethylstyrene reacted with hexanoic acid to
produce polymer 25 ...................................................................................................................... 48
Figure 25 shows the GPC traces of the polychloromethylstyrene starting material in red and the
final product after reacting with hexanoic acid to produce polymer 25 in black.......................... 49
Figure 26 shows the NMR spectrum for a partially converted polychloromethylstyrene to
polymer 26 .................................................................................................................................... 50
Figure 27 plots Mn vs conversion for the different polymerization runs of chloromethylstyrene.
....................................................................................................................................................... 64

x
Figure 28 shows the PDI versus conversion for the polymerization of chloromethylstyrene
evolves .......................................................................................................................................... 65
Figure 29 plots Mn as a function of conversion and the linearity indicates that reaction proceeds
in a controlled manner .................................................................................................................. 69
Figure 30 shows the GPC traces of the polymerization 7 using the mixture of isomers .............. 70
Figure 31 indicates the percent mass of m-chloromethylstyrene in solution as a function of time
for the polymerization of chlormethylstyrene............................................................................... 70
Figure 32 shows the H1 NMR of poly(4-chloromethylstyrene) ................................................... 72
Figure 33 shows the H1 NMR of poly(3/4-chloromethylstyrene)................................................ 73
Figure 34 shows an overlay of the GPC traces for polymeriztion of acetoxystyrene - run 9 ....... 74
Figure 35 shows the Mn Vs Conversion Plot for the polymerization of 4-acetoxystyrene in run 9
....................................................................................................................................................... 74

xi
List of Schemes
Scheme 1 shows the synthesis of a unimolecular initiator with benzoyl peroxide, styrene and
TEMPO (BST, 4) ……………………………………………………………………………….... 6
Scheme 2 shows the synthetic pathway for the RAFT CTA for polymerization of 4-
acetoxystyrene………………………………………………………………………………........23
Scheme 3 illustrates the synthetic scheme for the production of thin film polymer blends from
modified poly(vinylphenol) either by amplification of the phenol (left) or without amplification
(right) ……………………………………………………………………………….................... 25
Scheme 4 shows the tosylation reaction for solketal as a group for the amplification reaction of
poly(vinylphenol)………………………………………………………………………………... 32
Scheme 5 illustrates the synthetic process for producing polymer blends from modified
poly(chloromethystyrene)……………………………………………………………………….. 33
Scheme 6 shows the phase separating groups chosen from the computer modeling for
synthesis…………………………………………………………………………………………. 42
Scheme 7 shows the NMP polymerization of chloromoethylstyrene with the BST unimer……. 64

1
Chapter 1 Introduction and Literature Review
1
1.1 Photovoltaics
As the effects of climate change are becoming more easily detected by the average person and
scientific data points to anthropogenic atmospheric CO2 release as the primary route cause of the
change. We will therefore require carbon neutral energy sources to mitigate or even over time
reverse the damage. Solar energy could provide a large potential to mitigate the future climate
change issues as there is an immense amount of sunlight illuminating the earth. A 2005 study
indicated that with an area of 100km x 100km and a 15% power conversion efficiency solar
energy could produce enough power for American energy needsi. Photovoltaic (PV) devices
directly convert solar energy into electricity and are a potential route to harvesting this immense
energy from the sun. Inorganic PV devices such as silicon or mixtures of cadmium indium
gallium and selenium are currently dominating the market as they can achieve overall
efficiencies of 15 – 20%ii. The downside to these devices is the cost of manufacturing their active
layer(s) is large as they are made from expensive materials which require large amounts of
energy during processing to be made at high purity. (Hydro)carbon based materials are much
cheaper and more abundant than the inorganic alternatives and theoretically can produce the
same efficiency as inorganic devicesiii. However current organic photovoltaic (OPV) devices lag
behind in both efficiency and lifetime.
One difference between inorganic and organic PV devices is the strength of the charge carrier
bond. In the inorganic device, the holes and electrons (charge carriers) are not tightly bound
together and there dissociation energy is small compared to the energy available at room
temperatureiv. Upon illumination, these charge carriers are photogenerated as free charges and
easily travel through a built-in electric field within the device to their respective electrode as seen
on the left of Figure 1v.

2
Figure 1 presents the traditional p-n junction seen in IPV devices while the device
architecture on the right shows a typical OPV heterojunction v
In an OPV device the exciton (an excited hole-electron pair) binding energy is at least an order
of magnitude higher than the thermal energy present at room temperaturevi. To dissociate
excitons produced in the active layer of an OPV device into individual charge carriers an
interface between the donor and acceptor layer is needed. The donor/acceptor layers are
comprised of organic semiconductors with different Highest Occupied Molecular Orbital
(HOMO) and Lowest Unoccupied Molecular Orbital (LUMO). By definition the donor layer has
the lowest ionization potential and is able to donate an electron from its HOMO thereby
producing a radical cation. Conversely, the acceptor has the highest electron affinity and has a
LUMO energy level sufficient to accept an electron and form a radical anioniv. This is
schematically shown in Figure 2. In this figure the donor layer also acts as the photoactive layer.

3
Figure 2 shows the energy levels of the HOMO and LUMO levels in a typical bulk
heterojunctionv
In the bulk heterojunction, an interpenetrating network of organic semiconductors or an organic
semiconductor with an inorganic semiconductor, phase separation occurs between the hole
transporting layer and the electron-transporting layer. The interface of a heterojunction is known
to efficiently separate an exciton into a hole and electron if the interface is reached in time before
decay of the exciton to the ground state or other energetically degenerating processes can
occurvii. The diffusion length of a typical exciton is estimated to be 10nmviii. Maximizing the
interfacial area of the heterojunction between the donor/acceptor (or hole and electron
transporting layers respectively) is required to ensure that as many excitons reach the interface
before recombination occurs. Also controlling the domain size of each particular layer in the
heterojunction is required to ensure that a diffusing electron can reach the interface. In summary
the ideal case for an OPV will be a heterojunction whereby the two domains produce a bi-
continuous interpenetrating network with a maximized interfacial area and as a consequence
small domain sizes thus maximizing the chance of exciton splitting and charge transport the
respective electrodes. An example of a bulk heterojunction device is shown in Figure 3 with the
donor and acceptor layers in different colours.

4
Figure 3 shows a typical bulk heterojunction device. iv
1.2 Free Radical Polymerization and Controlled Radical Polymerization
Free radical polymerization (FRP) is a means of producing high molecular weight
macromolecules (polymers) by using a process by which free radicals react with monomers
containing vinyl (ethylenic) groups. There are four main reactions that occur in free radical
polymerization: initiation, propagation, transfer and termination. Usually in a FRP reaction a
thermosensitive initiator is used which degrades into a single or pair of free radicals. These
radicals then react with the vinyl bond of a monomer producing a new sp3 C-C bond with the
radical positioned at the last monomer added. This process then repeats itself in a process known
as propagation and occurs until a transfer or termination reaction occurs. In FRP chain transfer
occurs when the propagating polymer radical abstracts a atom from another molecule leaving a
terminated chain (non propagating chain) and a newly formed radical that can itself begin to
propagate. Two radicals on different propagating polymer chains can react with each other to
produce a new C-C bond and a dead polymer chain in a termination process known as
combination. These termination and transfer mechanism cause FRP polymers to exhibit large
polydispersities (molecular weight distributions) because these transfer and termination
reactions, while they can occur to polymers at any given molecular weight, generally result in a
doubling of the molecular weight.

5
Controlled free radical polymerization (CFRP) is a technique used to produce polymers of low
polydispersity by substantially lowering the rate of both transfer and termination reactions. The
three main methods of controlled are described below.
1.2.1 Nitroxide Mediated Polymerization (NMP)/ Stable Free Radical Polymerization (SFRP)
The first reported method for controlled free radical polymerization was by Georges et al. in
1993ix. This method uses a stable free radical such as 2,2,6,6-tetramethyl-1-piperidynyl-N-oxy or
TEMPO, a nitroxide, as a capping agent for a growing polymer. In NMP there is equilibrium
between dormant, capped polymers and propagating polymers as shown in Figure 4.
Figure 4 shows the dynamic equilibrium between the dormant polymer (left) and the
propagating polymer (right)x
At reaction temperatures (typically around 120ºC) the equilibrium lies far to the left towards the
dormant state. The right side of the equilibrium does not exist for sufficiently long periods of
time such that termination and transfer processes are largely avoided while propagation occurs at
a reduced rate. To maintain control of the polymerization (i.e. ensure that the polydispersity stays
low) the nitroxide should not be able to abstract an atom from another molecule and should also
not be able to initiate a polymerization with another monomer. The nitroxide is present in the
reaction at the same or greater concentration as initiator to ensure that all propagating polymers

6
are capped (i.e. molar ratio to initiator is typically ≥1). Also the reaction temperatures must be
kept low enough such that the monomers do not auto-polymerize.
A NMP polymerization also does not need to necessarily be initiated by a conventional initiator.
A molecule that contains a single repeat unit of the polymer capped with a nitroxide group is
known as a unimolecular initiator or ‘unimer’. The concept was first developed and studied by
Hawkerxi. With a unimer, the initiator to nitroxide ratio is by definition kept constant at 1. A
synthetic route for a unimer, 4 formed of benzoyl peroxide, 2, styrene, 1, and TEMPO, 3, is
shown in Scheme 1.
O
O O
O
N
O
+ +
O
O-
O
OO N
1 2 3 4
Scheme 1 shows the synthesis of a unimolecular initiator with benzoyl peroxide, styrene
and TEMPO (BST, 4)
The kinetics for a NMP process can not be modeled by a simple rate law as in traditional free
radical polymerization due to the excess of polymer chains in the dormant state and less than one
percent in the active propagating state at a given time. This rate law therefore becomes a set of
differential equations, which has been described by Veregin et alxii. Their assumptions exclude
the effect of initiation because the temperature is set well above the 10h half-life of the given
initiator so all the initiator has decomposed very early into the polymerization leading to the
equilibrium and propagation equation shown below.

7
•+
•
←
••
⎯→⎯+
⎯→⎯+
1ik
i
iK
i
PMP
LTP
p
L
Where P is the growing polymer, T is the nitroxide, L is the reversibly capped polymer, M is the
monomer and i is denotes the length of the polymer. For controlled and living free radical
polymerizations P << L and overall this leads to two differential equations to describe the
propagation above.
][][]][[]][[][
][][]][[]][[])[]]([[][
1
iL
iLi
iL
iLiipi
LLPTkPTk
dtLd
LLPTkPTkPPMk
dtPd
−
+−−= −
These two differential equations ignore termination and transfer reactions which for a well
controlled polymerization should be minimized and these equations have been shown to provide
a good fit for well controlled polymerization in the aforementioned reference . Here kp refers to
the rate constant for the propagation reaction, kL is the rate constant for the deactivation reaction
to the dormant stage and [T][P]/[L] is KL, or the equilibrium constant for the nitroxide capping
reaction. Here Pi is proportional to Mn as Mn should increase linearly with the change of
conversion. More complete kinetic studies have been completed using a combination of 21
differential equations to solve variables for Mn and Mw which include possible side reactions and
terminationxiii.
Another positive aspect of nitroxide mediated polymerizations is the absence of the gel effect,
also known as the Tronsdorff effect. This effect occurs in traditional free radical
polymerizations. At approximately 30% conversion, the viscosity of the reaction mixture
becomes large enough that the termination reactions slow and propagation continues. leading to

8
an autoacceleration of the reaction, which in turn leads to an increase of temperature due to the
exothermic behavior of radical polymerizations and a run-away reaction, which leads to
problems for the scale up for these polymerization. Using NMP, it has experimentally been
shown that this effect is not present as an isothermal reaction can be kept for up until high
conversion valuesxiv.
1.2.2 Atom Transfer Radical Polymerization (ATRP)
In the atom transfer radical polymerization (ATRP) process, as in NMP, there is a capping agent
and a dynamic equilibrium which prefers the dormant state over the active state. In ATRP the
catalyst used is a combination of transition metal (Mn) which can expand its coordination sphere
and increase its oxidation number x, a ligand (L) for complexing the transition metal, a counter
ion, and a alkylhalogen which is required for producing the free radical initiation during which
the halogen is added to the transition metal complex. The transition metal of choice is copper
(Cu) and the halide of choice is bromine (Br).
In ATRP the alkyl halide acts as the initiator and the halide is caps the dormant polymer as well.
The alkyl halide in the presence of the transition metal complex, Mn, cleaves the R-X bond
producing a free radical species that propagates in the presence of monomer and produces an
oxidized transition metal species complex, Mn+1XL shown in Figure 5. At reaction temperatures,
the equilibrium lies far to the left towards the dormant species, as in NMP, thereby reducing the
possibility of termination and transfer products during the polymerization. The ATRP
equilibrium constant (kATRP=kact/kdeact) can be altered by the ligand/ initiating system allowing for
an optimization of the polymerization.

9
Figure 5 indicates the main mechanism for ATRP polymerization x.
1.2.3 Reversible Addition-Fragmentation Chain Transfer (RAFT)
The reversible addition-fragmentation chain transfer (RAFT) process uses reversible chain
transfer to ensure that control of the polymerization occurs. This is done with a chain transfer
agent (CTA) also known as a RAFT agent. The general RAFT agent is shown in Figure 6 with a
carbon sulfur double bond and a carbon sulfur single bond with leaving group that can reinitiate
a polymerization (R). The Z group on the RAFT agent is used to stabilize the radical form of
agent.
Figure 6 shows the general RAFT chain transfer agent reacting (CTA) with a radical R'xv

10
Depending on the reactivity of the monomer different RAFT agents will be required. RAFT
agents can be dithioesters, dithiocarbamates, xanthates or trithiocarbonates all having different
reactivities due to their difference in the chemical nature of the Z group (Figure 6) and depending
on the stability/energy of a growing polymer requires a different Z group to allow for good
control of the polymerization to occur. Initiation of a RAFT polymerization is normally initiated
with traditional azo initiators. At the heart of the RAFT process is the (CTA), which an initiating
radical or propagating polymer radical attacks the C=S bond of the RAFT agent forming a
radical adduct with two propagating chains (2 or 4 in Figure 7). This adduct is unstable and
either chain can cleave reforming a stable RAFT CTA with a single polymer chain and a radical
that continues to propagate Post-polymerization polymers made by RAFT polymerization can be
used as macro-RAFT agents allowing for the easy production of block copolymers. The RAFT
agent is very versatile as it can be designed to work with a large number of monomers, solvent
systems and reaction conditions compared to the other controlled polymerization techniquesxv
Figure 7 shows the mechanism of the RAFT controlled polymerization process

11
1.3 Multiphase Polymer Blends
Multiphase polymer blends occur when two or more immiscible polymers are mixed together.
These polymer blends have been identified as the most versatile and economical method to
produce new high performance materialsxvi. The two main parameters that control the properties
of the blend are the control of the interface and control of the morphology. When referring to
multiphase polymer blends, the morphology refers to the distribution of one polymer component
phase with respect to the others. There are different morphologies that can be produced
depending on the properties of the polymers in the blend with respect to each other as seen in
Figure 8.
Figure 8 displays possible morphologies for multiphase polymer blends from melt mixes.
Some of the commonly produced morphologies seen in multiphase polymer blends are shown
above in Figure 8. Although these are morphologies produced from melt mixtures, similar
morphologies can be produced through solution casting. Droplets in a matrix occur when there
is one component in the continuous phase while the other component is dispersed in that phase.

12
In melt-mixing droplets are broken up threads and smaller droplets which can coalesce into
larger droplets. The competition between the coalescing and breaking up determines the particle
sizes of this component. As stated above, large-scale phase separation and larger domain sizes
can also be seen in solution cast polymer blends when poorer solvents and slow evaporation
occurs. Droplet-in-droplet morphologies will generally be formed in binary melt mixes when the
concentrations are near the phase inversion region (the region where one component changes
from the disperse phase to the continuous phase) or by controlling the time of mixing. These are
known as composite droplets and can be formed in solution cast polymer blends as well. Likely
the most important blend morphology for polymer PV devices is the co-continuous or bi-
continuous morphology. In this morphology there is not one polymer component dispersed in the
continuous phase. Both components are continuous and interpenetrating producing better
electrical properties due to the presence of complete conductive pathways to the electrodes
available only for this particular morphology. In contrast the droplet morphology it is possible
that the interfacial area is high but because one component is dispersed in the other it is possible
to traps where that droplet does not have access to the particular electrode. Determination of the
morphology produced is explained below.
There are two main driving forces that determine the final morphology of a polymer blend cast
from solution: thermodynamic forces and kinetic effects. The thermodynamic properties include
the solubility of the polymers in a given solvent, the Flory-Huggins parameter, χ, which
describes energy required for interdispersing a polymer into a solvent and the ratio between the
constituents in solution. The kinetic effects apply during the formation of a thin film and include
the evaporation rate, the rate of any crystallization processes and any post casting annealing
processes conducted.
The solvent effect has both kinetic and thermodynamic aspects to the bulk morphology of a thin
film. The solvent choice has been shown to greatly affect the overall efficiency of a polymer
solar cell where there is excellent solubility of both components compared to a poor solvent.
Poorer solvation of a component will lead to larger domain sizes as full dissolution and complete
mixing within solution is less likely to occur when compared to a better solventxvii. With respect

13
to kinetics, the solvent evaporation rate can have a significant effect on domain size. When spin-
casting is used to produce thin film polymer blends, the domain size is generally much smaller
than when slower solvent evaporation occurs as in drop castingxviii. These factors are known to
have an effect in melt mixing as well. Coalescence of droplets occurs when cooling of the melt
occurs too slowly leading to much larger domain sizes. This case normally occurs in roll-to-roll
printing and inkjet printing where the evaporation rate is normally much smaller than spin
casting.
Another variable controlling the blend morphology is the relative concentration of the two
components. In melt mixes the change from droplet-in-matrix form to droplet-in-droplet
morphology to co-continuous is seen as one component increases with respect to the other. The
droplet-in-matrix form will form in the opposite direction if the second component is much
smaller than the first
Thermal annealing is another way to alter the morphology of a polymer blend. If a component of
the blend can crystallize then the addition of heat can allow the intermolecular forces to
crystallize small domains of the polymer if the temperature is raised about the glass transition
temperature and domains within the blend can reorganize. Annealing also allows aid in the
stability of the resulting blend when it is subjected to higher temperatures post processing.
Thermal annealing can also cause negative effects including a dewetting at the surface of the
film on the coated surface leading to a decrease in performance and adhesion. The relaxation of
polymers during the annealing process can also decrease the sharpness of the interface as well.
Analysis of the bulk morphology of polymer blends usually consists of varying microscopy
techniques including transmission electron microscopy (TEM), scanning electron microscopy
(SEM), scanning probe microscopy (SPM), and atomic force microscopy (AFM). The main use
for TEM is the study of lateral morphological changes while SEM and SPM are both used to
study the surface topography of a thin film blend. However, these analytical techniques only give

14
a two dimensional view of the thin film. Some research has been dedicated towards analyzing the
thin film of a polymer blend in three dimensions. One such method involves using a sample
containing a deuterated component coupled with time-of-flight secondary ion mass spectroscopy
(TOF-SIMS) as a means to analyze the filmxix. To determine crystallinity within a sample a
variety of x-ray diffraction techniques can be used.
1.4 Polymer Blend Casting Techniques
Polymer blends can be produced by varying techniques. As polymers have very low to non-
existent vapor pressures the best way to process them is through solution casting techniques. The
two main classes of solution processes are coating/casting from solution and printing from
solution. In printing, an ink can be transferred from a stamp to a substrate by reverse action or
directly printing (for example with inkjet). In the case of printing there is usually an opportunity
for pixilation or patterning of the coating solution onto the substrate. While the process of
coating or casting is different in that the solution is transferred directly to the substrate by
pouring and there is no opportunity for pixilation or patterningxx. The solution casting methods
most commonly used are described below.
1.4.1 Drop Casting
Drop casting is the simplest way to produce a thin film. In this coating method a horizontal
surface is required and the polymer solution is dropped or poured on and the solvent is
evaporated. This method provides no major control with respect to film thickness.
1.4.2 Spin Casting

15
Spin casting is the most common technique in academic laboratories for producing thin film
polymer blends. In this technique, like in drop casting, the polymer solution is dropped onto a
spinning substrate as seen in Figure 9 [xx]. The thickness of the film produced, d, is governed by
this equation:
αωkd =
Here, ω is the angular velocity and k and α are empirical constants for given solvent, polymer
and substrate. The thickness and morphology and surface topography of films produced from this
method have been found to be very reproduciblexxi. There are two major disadvantages with spin
casting: the first is there is a significant amount of waste produced as much of the ink is lost
through radial spraying and secondly spin casting is in no way scalable to larger substrates or
commercial production. Because spin coating is normally done on a small scale the waste is not
an issue, although for industrial purposes spin casting is not a viable option.
Figure 9 shows the general apparatus of a spin coat device
1.4.3 Doctor Blading

16
Doctor blading is a technique where the a sharp blade is placed at a fixed distance above the
substrate surface. The polymer solution is placed in front of the blade that moves across the
substrate, coating the film with a thin polymer solution. The film thickness, d, is empirically
determined using the given formula:
⎟⎟⎠
⎞⎜⎜⎝
⎛=
ρcgd
21
where g is the distance between the blade and the substrate, c is the concentration of the solids in
solution and ρ is the density of the final film. The main advantage over spin coating is that
material waste can be kept to a minimum, although this requires optimization of the process
although the solvent evaporation rate in doctor blading is generally lower than spin coating,
which can lead to larger scale phase separation.
1.4.4 Inkjet Printing
Inkjet printing works in a similar fashion to those used for the home ink jet printer. The printing
head is made to be resistant to organic solvent. This method has the ability to produce pixilation
at high resolution and requires no master copy commonly required with other printing
techniques. However, printing speed is generally slower than other printing methods. The film
thickness is described by the equation below where Nd is the number of droplets per area Vd is
the volume of the droplets and c is the concentration of the solids in solution and ρ is the density
of the final film. The drops can be formed by mechanical compression or the ink (polymer
solution) is heating and electrostatically charged and propelled towards the substrate. Inkjet
printing of pigments (crystals) dispersions is much more difficult than with solutions. With this
technique a mixture of more than one solvent is commonly used with one or more having a high
volatility to other low volatility. This solvent pair allows for both film setting and final film
formation.
ρcVNd dd=

17
1.4.5 Roll-to-roll printing techniques
Roll-to-roll processing techniques (Figure 10) have traditionally been used for printing
newspapers, books and magazines commercially as a high volume of material can be printed in a
short amount of time. This technique will eventually be used to mass produce organic
photovoltaics so the future cost is minimized. In roll-to-roll processing the substrate is very long
sheet that is rolled up. The substrate is unwound and which can be patterned and printed through
a variety of techniques. In roll-to-roll processing the analogous technique to doctor blading
would be knife-over-edge coating where a polymer solution would be kept introduced to the end
of the blade while the roll is moving underneath. Slot-die coating is used when thin stripes of
material need to be printed on a
Gravure printing allows for 2D patterning by roll-to-roll printing. Gravure printing uses a roll
with an engraved pattern that is partially immersed in a bath of polymer solution. A knife blade
removes excess solution on this roll and the pattern is transferred to the moving substrate that
moves between this coating roll and a support roll. Less complicated techniques to print polymer
solutions include meniscus printing where an solution is added to a roll and transferred to the
substrate in larger areas. Other processes can also take place as the sheet is unwound including
heating, curing or annealing. Once complete, the substrate is rolled up for later manufacturing
processes.

18
Figure 10 illustrates the common techniques for printing in roll-to-roll processing. The
coating units are shown in grey and the coated substrate is shown as dottedxx

19
Chapter 2 Thesis Statement and Proposed Research
2 The solar cell architecture being developed in the Bender lab is a variation on the bulk
heterojunction solar cell. In this device photon absorption has been separated from hole and
electron transport. The photon absorption material is made of either dye-doped-organic
nanoparticles or engineered organic crystals while the conductive polymers will have
semiconductor pendant groups rather than using a polymer with a conjugated and conductive
backbone. The polymers used will be solution processable, that is to say they will be soluble in a
particular solvent or solvent mixture while the photon absorbing dye doped nanoparticles or
engineered crystals will be insoluble but dispersible in that solvent or solvent mixture. The
dispersion is cast onto a substrate and the solvent(s) are evaporated leaving a multiphase polymer
blend with dispersed light-absorbing particles as illustrated in Figure 11
The nanoscale morphology of the phase separated blend will dictate the interfacial area between
the hole and electron transporting layers. The area should be maximized so that exciton
dissociation, the first step in electrical charge generation, can easily occur. Also the layers should
be co-continuous to allow for an easy pathway for charge transport to the respective electrode.
Photovoltaic devices are generally produced from solution casting so that film thickness can be
kept thin. The solvent is then evaporated usually at an elevated temperature leaving the thin film
polymer blend.
The goal of my thesis is therefore to explore the polymer chemistry and post polymerization
modification chemistry which might lead to a pair of polymers – derived from the same base
polymer – which when solution cast together in a thin-film would phase separated in discrete
domains.

20
PSG PSG
PSG
PSG
PSG
PSG
PSG
PSGPSG
PSG'
PSG' PSG' PSG'PSG'
PSG'
PSG'
PSG'
In SolutionPrinting
Solvent Evaporation
PAM - non soluble
O
O
ON
OH
O
O
O
ON
O
R OR'
R = PSGR' = CTG
n n m
Figure 11 shows the process of dispersing the photoactive layer in a blend of conductive
polymers with different CTGs and PSGs for each polymer and final incorporation into the
‘Bender cell’.
The initial goal of my project is to produce a base polymer which is styrenic in nature and
amenable to post polymerization transformation/chemistry. Initial targets will be poly(4-
acetoxystyrene) and poly(chloromethylstyrene).
Secondly, I will explore the post polymerization chemistry in order to ascertain a preference
between poly(4-acetoxystyrene) and poly(chloromethylstyrene) as based polymers. Initially I
will target the combination of fluorocarbon and hydrocarbon fatty chains introduced post
polymerization. These differences in properties should ultimately ensure that the polymers are
immiscible and phase separate in the solid state. I will also use in silico modeling to prove this
pair is a suitable non-miscible pair.
A system of this sort of blend from a single source has not been attempted or reported in the
literature – even without the conductive pendant groups – and therefore provides a potential new

21
route towards developing materials for organic photovoltaics (OPVs) which is novel on multiple
levels. This method allows for the independent control of the electronic properties and the
physical properties in contrast to other systems where each is dependent (sometimes inversely
dependent) on the other.

22
Chapter 3 Addition of Phase Separating Groups to Controlled Polymers
3
3.1 Controlled polymerization
As stated above, the goal of my research is to produce phase separated polymer blends by post-
polymerization functionalizing of a base polymer which is to be produced by radical
polymerization. Large polydispersities are undesirable for my purposes as outlined above. I will
there use controlled radical polymerization techniques to minimize the polydispersity of my base
polymer. As outlined in the preceding chapter, there are three methods for producing controlled
polymers with narrow polydispersities and each have there own strengths and weaknesses.
ATRP was not chosen for this work due to the use of copper salts that may have required an
extensive workup post polymerization to remove any leftover salts. Such a workup might be
necessary as the presence of copper in organic electronic materials is known to negatively affect
the use of the polymer as a functional material. In the literature RAFT has been shown to be very
versatilexxii although the syntheses were often reported as facile, they were often difficult to
reproduce and the workup was equally as difficult.

23
BrMg
THF, dry
MgBr
CS2
S S-MgBr
K2CO3
KI/I2/H2OS S
S
S
8
+
CN
N NCN
2S S
NC
OO
S S
OO
NC
n
5 6 7
8
9 10
9
10
Scheme 2 shows the synthetic pathway for the RAFT CTA for polymerization of 4-
acetoxystyrene
The RAFT chain transfer agent, 10, shown in Scheme 2 was designed with the aim of controlling
the polymerization of a styrenic monomer shown at the bottom of the figure. To synthesize the
RAFT CTA, a Gringard reagent, 6, was produced with 1-bromonaphthalene, 5, in the presence of
magnesium metal in anhydrous THF to which carbon disulfide was added to produce a the red
dithio acid salt, 7. Titration of this acid with I2, a reducing agent, produced the disulfide, 8,
compound required to produce the final RAFT CTA. 1,1′-azobis(cyclohexanecarbonitrile), 9, the
azo compound, decomposes at high temperatures to release nitrogen and 2
cyclohexanecarbonitrile radicals, which react with the disulfide and add on as the “Z” leaving

24
group on the RAFT CTA. 9, which has high decomposition temperature, was used over other azo
initiators due to restrictions on importing them into the country.
We were unable to purify the intermediates in this multi-step synthesis, which lead to a final
reaction mixture of a crude RAFT CTA. We attempted purification techniques, which included
large silica chromatography columns, run with solvents mixtures as the mobile phase to separate
the impurities from the RAFT CTA. All attempts resulted in RAFT CTAs less than 90% pure by
HPLC. As the purification of this RAFT agent was clearly tedious and exceedingly difficult,
RAFT controlled polymerizations were not going to be pursued.
Nitroxide mediated polymerization (NMP) uses a radical initiator as in RAFT controlled
polymerizations but uses a stable free radical to cap the propagating polymer. Unlike RAFT
polymerizations, all the molecules required to produce controlled polymers in NMP are
purchasable at high purity such as TEMPO, the nitroxide stable free radical and the initiator
benzoyl peroxide. Polymers are generally easily purified of the low molecular weight
byproducts, which are soluble in a range of solvents while a high molecular weight polymer
generally does not. NMP is also known for controlling styrenic polymerizations, that is keeping
the polydispersity low. For these reasons nitroxide mediated polymerization was chosen as the
method for producing the polymer backbone.

25
OO
BPO
TEMPO
O
O
OO
O N O
O
OH
O NNH4OH/IPA
OH
HO
Cl
HOO
OO
TsO
K2CO3 p yrid ine
K2CO3
(1)
(2)
H+/H2O
ii
O
O
O
O N
HOOH
"Ampl ified"Polymer, 17
i
O
O
O
O
O N
PSG
O
OO
PSGET C
PSG
n m
O
O
O
O N
O
O
O HTC
PSG'
O
O
PSG'
PSG'
m 'n'
O
O
OPSG
O N
OETC
m 'n'
O
O
OPSG
O N
OHTC
PSG = , -O- (CH2)17CH3
1112
13
14 1516
18
Scheme 3 illustrates the synthetic scheme for the production of thin film polymer blends
from modified poly(vinylphenol) either by amplification of the phenol (left) or without
amplification (right)
The choice in monomer is also of vital importance to the end goal of phase separated blends by
modification of a controlled polymer – its need to undergo chemical derivatization. 4-
Acetoxystyrene, 11, was chosen first as its polymer, 12, is a precursor to poly(vinylphenol), 13,
which contains a single phenolic group per repeat unit which can be modified post-
polymerization by various means. We initially proposed a scheme by which the single phenolic
group would be amplify to two hydroxyl groups with the addition of a glycerol group to each
repeating unit, 17. Ideally this would have doubled the number of reactive functional groups on
the polymer, allowing for a higher concentration of phase separating groups or charge transfer
groups. The amplification reactions attempted, explained in detail below, were unsuccessful as a
polymer salt was formed and an irreversible precipitation occurred. Additionally we found that
chemical derivatization of poly(vinylphenol) itself was problematic for the same reason.

26
Therefore 4-chloromethylstyrene, 20, was chosen as an alternative monomer to produce
polymers, 21, for post-polymerization modification by displacement of the chloride atom with
nucleophiles – such nucleophile can be generated from both phase separating groups and
conductive groups. The reaction scheme for poly(chloromethylstyrene), 21, is shown below in
Scheme 5.
3.2 Synthesis of poly(vinylphenol)
4-Acetoxystyrene, 11, was polymerized to poly(4-acetoxystyrene), 12, by a number of reaction
conditions as a precursor to poly(vinylphenol) in radical polymerization. This route must be
taken because the polymerization of vinylphenol would not progress, as phenols are known
inhibitors of radicals, thus the most facile route to produce poly(vinylphenol) is the deacetylation
of poly(4-acetoxystyrene) in alkali reaction conditions.
We first polymerized 4-acetoxystyrene in a 50% solution in benzene with the azo initiator 2,2'-
azobis(2-methylbutyronitrile). The resulting polymer reacted until the solution was too viscous
for the stir bar to spin and was of a high molecular weigh (>100,000 Da) with a bimodal weight
distribution. This polymer was used to optimize the deacetylation reaction to make
poly(vinylphenol).
The first attempt at nitroxide-mediated polymerization of 4-acetoxystyrene using TEMPO and
BPO run in a 50% wt solution in chlorobenzene. Figure 15 shows that the polymerization of 4-
acetoxystyrene is not easily kept under ‘control’ with the polydispersity is increasing over time.
In these conditions it is likely that a higher TEMPO:BPO ratio is required to keep a very tight
molecular weight distribution as more nitroxide present in solution would increase the possibility
of a reversibly capped polymer rather than a termination product being formed. This increase in

27
TEMPO may lead to a slower propagation rate. However, in place of testing this hypothesis, we
proceeded to scope out the remaining procedure.
y = 116.08x + 1151.1R2 = 0.9774
0
2000
4000
6000
8000
10000
12000
0 10 20 30 40 50 60 70 80 90 100
Conversion (%)
Mn
(Da)
0
0.5
1
1.5
2
2.5
PD
I
Mn PDI Linear (Mn)
Figure 12. The Mn and PDI vs conversion plot for the polymerization of 4-acetoxystyrene
at 50% wt in chlorobenzene.
Different reaction conditions, (90% 4-acetoxystyrene, 10% chlorobenzene) were used in a
kinetic study of the 4-acetoxystyrene polymerization to determine if a better polymer could be
synthesized to meet our requirements of low polydispersity (PDI < 1.4), following the procedure
of Dollin et al.xxiii. This experiment had a molar TEMPO/BPO radical ratio greater than one so
there is more TEMPO present then growing polymer chains to inhibit termination products.
Figure 13 shows the molecular weight and polydispersity both increasing over time to
unacceptably high values and again losing “control” so it was decided to terminate the reaction at
3h in a subsequent reaction by precipitating the polymer to ensure that it was of an acceptably
low polydispersity. The GPC trace of this final polymer that would go to modification is shown
in Figure 14. This polymer has a Mw of approximately 20,000 Da and a polydispersity of 1.34.
A deviation, or tailing, from a Gaussian curve is seen on the right side of the peak, which

28
indicates that there are some dead chains present. This process was not optimized and this
polymer was used in subsequent reactions.
0
5000
10000
15000
20000
25000
30000
35000
40000
0 1 2 3 4 5 6
Time (h)
Mw
(D
a)
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
PD
I
MwPDI
Figure 13 shows the Mw and PDI vs time plot for the polymerization of 4-acetoxystyrene
with 90% 4-acetoxystyrene and 10% chlorobenzene

29
Figure 14 is the GPC trace of poly(4-acetoxystyrene) precipitated after a reaction time of
3h
Poly(vinylphenol) was synthesized by deacetylation of the poly(4-acetoxystyrene) ammonium
hydroxide and isopropyl alcohol (Scheme 3) so further modifications would be possible. The
reaction was monitored by FT-IR and deemed complete once the 1715cm-1 peak was no longer
present corresponding to the carbonyl C=O bond in the ester on the acetyl group indicating that
the deacetylation reaction was complete. This product was used in subsequent modification
reactions.
3.3 Amplification Reaction of Poly(vinylphenol)

30
The amplification of the phenol group with glycerol derivatives to a repeat unit with two
hydroxyl groups would double the number of reactive sites on the polymer for further
modification of either phase separating groups or charge transfer groups (for either hole or
electron transfer). The rationale behind amplifying the reactive sites per repeat unit is to reduce
the relative strength of the styrenic π-π interactions of the repeat unit. If the π-π interactions
outweigh the repulsive interactions of the phase separating groups then the polymers may
become miscible and phase separation may not occur. The reaction scheme shows three potential
synthetic routes for amplifying poly(vinylphenol) using either 1) Chlorohydrin, 14, (a
chlorinated derivative of glycerol) in the presence of a base 2) glycidol, 15, in the presence of an
amine base or 3) a tosylated solketal, 16, in the presence of a base.
In the first route, the carbonate base, shown in the reaction scheme, act to deprotonate the
polymer phenol, which then substitutes the chlorine on the chlorohydrin producing an amplified
repeat unit, and KCl salt as a precipitate. This reaction was run overnight in dimethyl acetemide
(DMAc) and conversion was monitored by the chlorohydrin/ DMAc ratio by GC. After one night
of reaction the chlorhydrin peak had disappeared and a precipitate had formed in the reaction
mixture. This precipitate was polymer and was not soluble in any solvent and exhibited only
marginal swelling in dimethyl sulfoxide (DMSO) and indication that cross-linking had occurred
or an insoluble polymer salt was formed. Due to the unsuccessful processing of this polymer, this
synthetic route was stopped.
The second synthetic route for amplification involved using the epoxide, glycidol, in the
presence of triethylamine to add to the phenol repeat unit. The reaction proceeds with
nucleophilic phenolic oxygen attacks the carbon on the epoxide, opening the epoxide ring
forming and ether bond with the phenolic hydrogen adding to the epoxide oxygen in step. In this
reaction no polymer salts are formed and ideally no side reactions would occur, but epoxides are
very reactive chemicals and the opening of one epoxide can initiate the ring opening of other
epoxides leading to the formation polyether compounds. This reaction was run in DMAc with
excess glycidol per repeat unit of phenol and according to the GC results all glycidol had reacted
indicating that polyether compounds were produced rather than the goal of the single glycerol

31
addition. This was confirmed 13C NMR shown in Figure 15. In the 70 – 80 ppm region there are
multiple peaks corresponding to the ether linked carbons. This indicates that polyether linkages
were occurring and the amplified polymer product was not produced successfully.
Figure 15 shows the NMR for the poly(vinylphenol) modification reaction with glycidol
The third route attempted used the tosylate of solketal, a glycerol with two hydroxyls protected
by an acetal. This acetal is sensitive to acidic conditions, which deprotects the hydroxyl groups
and produces isopropyl alcohol. It was believed that this reaction scheme would be successful, as
the protected hydroxyl groups would inhibit any side reactions. To form leaving group on the
free hydroxyl group of solketal a tosylation reaction is used to form a tosylate leaving group
which can react with the phenol in basic environments, where the acetal is stable. The tosylation
reaction is shown in Scheme 4 and this product was used in the amplification reaction with
poly(vinylphenol) with a carbonate base to deprotonate the phenol in DMAc. After reacting

32
overnight, similar results to the previous reactions using carbonate base occurred, a precipitate
that was not soluble in the workup was produced likely due to an insoluble polymer salt
formation.
O O
HO TsCl
Pyridine, DCM O O
OSO
O
19 16
Scheme 4 shows the tosylation reaction for solketal as a group for the amplification
reaction of poly(vinylphenol)
After multiple unsuccessful routes to amplifying poly(vinylphenol) we decided to not amplify
the polymer and attempt the addition of phase separating groups to determine the viability of
using poly(vinylphenol) as a polymer for modification. Trimethylphenyl bromide was chosen as
the phase separating group shown in Scheme 3. Solvent mixtures of DMAc/Toluene and N-
Methyl-2-pyrrolidone (NMP)/ Toluene were used with cesium carbonate as the base to
deprotonate the phenol. In all cases insoluble precipitates were formed even after an acidic
workup to reprotonate and resolubilize the polymer. At this point it was concluded that the
polymer salts being formed and this was the most likely cause of insolubility and another
polymer was chosen to modify where the salt would not form on the polymer.
3.4 Poly(chloromethylstyrene) Modification

33
BPO
TEMPO
O
OO N
O
O
O
OO NO N
n mm'n '
ClCl
ETCPSG
PSG' HTC
i
PSG = O (CH2)16CH3
O
PSG ' = O (CF2)12CF3
O
20 21
22 23
Scheme 5 illustrates the synthetic process for producing polymer blends from modified
poly(chloromethystyrene)
Chloromethylstyrene, 20, like 4-acetoxystyrene has a functional group that can undergo post
polymerization modification but unlike a phenol, the chlorine on the chloromethyl group on the
repeat unit is displaced in a substitution reaction and the salt exists on the modifying group rather
than the polymer.

34
The first attempt to polymerize chloromethylstryene with TEMPO and BPO resulted in an
uncontrolled poly(chloromethylstyrene) with a Mw of 74,675 Da and polydispersity of 3.18
shown in the Figure 16. We believe we lost control of this polymerization due to a large
exotherm, which was observed. Although this polymer has large polydispersity it was used is
subsequent reactions to confirm that the proposed modification chemistry would be successful.
In the following reactions only phase separating groups were added to the
poly(chloromethylstyrene). No charge transfer groups (hole or electron transport groups) have
been added to the polymer at this time.
Figure 16 GPC trace of poly(chloromethylstyrene) pre modification
We first attempted to modify poly(chloromethylstyrene) with stearic acid (22 in Scheme 5), a
saturated fatty acid with 18 carbons. The conditions used an excess of stearic acid and potassium

35
carbonate base per repeat unit of the polymer. The polymers were dissolved in DMAc/toluene or
NMP/toluene at 100/0, 75/25 and 50/50 volume ratios so that upon full substitution of the
chloromethyl group the concentration of the polymer would be 20% wt/vol. In Figure 17, the
GPC trace of the reaction in 100% DMAc, indicates an increase in molecular weight resulting
from the stearic acid addition compared to the starting material and a decrease in the
polydispersity. A fractionation may have occurred where the lowest molecular weight polymer
fraction stays in solution while the higher molecular weight fraction precipitated out producing
this lower molecular weight distribution.
Table 1 indicates the results for the different solvent conditions. An analytical measurement of
the substitution will be determined by 1H NMR as there should be a shift in the methylene (CH2)
group off of the styrene by the replacement of chlorine with an ester group. This reaction will
now be set up with a controlled polymer as well the solvent system will be optimized to
maximize the degree of substitution.

36
Figure 17 GPC trace of the poly(chloromethylstyrene) reacted with stearic acid and
potassium carbonate in DMAc
Table 1. PSG reaction with poly(chloromethylstyrene) and stearic acid
Run Conditions (5 mL)
Solid Fraction
- Mw
1 DMAc 115,906
2
DMAc/Toluene
75:25 vol 117,710
3
DMAc/Toluene
50:50 vol 110,481

37
4 NMP 81,859
5
NMP/Toluene 75:25
vol 52,097
6
NMP/Toluene 50:50
vol 112,109
The second phase separating group used to modify poly(chloromethylstyrene) was
perfluorotetradecanoic acid shown as 23 in Scheme 5. The starting polymer was dissolved in
mixtures of DMAc/octafluorotoluene at 100/0, 75/25 and 50/50 vol fractions so that at 100%
chlorine substitution the polymer would be 20% wt/vol in solution. The results from the
modification reactions using perfluorotetradecanoic acid are shown in Table 1. Run 1, using
100% DMAc did not solubilize the resulting modified polymer and would crash out of solution
leading to low molecular weight polymer in the liquid of the reaction. The increase molecular
weights in run 2 and run 3 indicate that in order to modify a polymer with pendant groups
containing high amounts of fluorine a fluorinated (or fluorous) co-solvent is required. In run 3
the polymer was initially not in solution although as the reaction progressed it reacted
heterogeneously and eventually solubilized. The GPC result of run 3 indicates that including the
fluorinated solvents allowed for keeping the substituted polymer in solution. The increase in
molecular weight is consistent with a substitution of the chloromethyl groups on the polymer.
The tailing on the high molecular weight peak end is potentially indicative of the larger
molecular weight fraction being insoluble in THF (Figure 18). Using a controlled sample of
poly(chloromethylstyrene) to ensure that the molecular weight distribution is kept low may
ensure that these extremely high molecular weight fractions will not be present in future runs.
The polymer from run 3 has been precipitated and 1H NMR will measure the degree of
substitution.

38
Table 2 Molecular weight data for poly(chloromethylstyrene) substitution with
perfluorotetradecanoic acid
Run Conditions (6.4mL) Mp Mw Mn PDI
1 DMAc 13,290 29,040 4,039 7.18
2 DMAc:Perfluorotoluene 75:25 70,262 125,385 29,698 4.22
3 DMAc:Perfluorotoluene 50:50 83,716 172,591 37,717 4.57
Figure 18 GPC trace of run 3 of the poly(chloromethylstyrene) modification reaction with
perflourotetradecanoic acid

39
The GPC results from the high molecular weight phase separating groups of steric acid and
perfluorotetradecanoic acid indicate that this process of producing modified polymers from
poly(chloromethylstyrene) was more successful than the poly(vinyl phenol).
3.5 Selection of Phase Separating Groups
To determine which phase separating groups were to be selected as the candidate choices
computer modeling of modified poly(chloromethylstryene) polymer melts were completed using
the Materials Studio from Accelyers using the Blends and Forcite modules to ensure that a
favorable χ parameter would be found between the potential modified polymers.
First, a geometry optimization was completed for the modified polymers using the Forcite
module on Material Studios using an atactic stereochemistry. They were optimized using the
universal or Condensed-phase Optimized Molecular Potentials for Atomistic Simulation Studies
(COMPASS) atomic force-fields provided with the software that have been shown to be accurate
for condensed phase matter including organic materialsxxiv,xxv. The polymers were set up with 25
and 100 repeat units for the calculations.
The optimized polymers were then used as inputs for the Blends module, which calculates the
temperature dependant χ parameter by using a modified Flory-Huggins theory with the co-
ordination values determined by molecular simulations. The module calculates the interaction
energies between a base polymer and screen polymers and determines the interaction energies
for different configurations. These energies are then calculated with respect to the packing and
the χ parameter is given.

40
To determine the effect of different groups displacing chlorine on the polymer we used a
hexanoic acid as the base polymer and then used different commercially available carboxylic
acids to screen the applicability of the groups for.
n
OO
H3C(H2C)4
OO
F3C
OO
n
OO
n
OO
F
F
FF
F
n
OO
F3C(F2C)4
1 2 3
4 5 6
Figure 19 shows the polymer structures used to detemrine the miscibility of two polymers
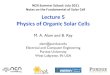
In Figure 19 the base polymer, 1, was screened against five other poly(chloromethylstyrene)
derivatives. To ensure that the polymers phase separated when made into films, the χ parameter
should ideally be a positive value and as large as possible ensuring that the mixing energy is
unfavorable. Using 25 repeat units for each polymer the miscibility of the blends were
calculated. When mixing polymer 1 with polymer 4 according to this highly idealized calculation

41
we see that the polymer blend is immiscible but the addition of fluorines to the benzoic acid in
polymer 5 causes a blend with polymer 1 to become much more immiscible as the χ parameter
has increased by an order of magnitude. Using trifluoracetate, to produce polymer 2 blended
with polymer 1 produces a very immiscible polymer. Polymer 3 (using oleic acid, an unsaturated
fatty acid) blended with polymer 1 produced the only blend that was miscible although the low
positive value for the blend of polymer 6 and polymer 1 seems unusually low for a fatty acid and
a fluorinated fatty acid.
Table 3 shows the results from Blends calculations for the Flory-Huggins paramater using
hexanoic acid as the base modification for polychloromethylstyrene for the polymers in
Figure 19.
Base Polymer (n=25) 1
Screen Polymer (n=25) χ(AB)
2 19.047
3 -21.651
4 1.378
5 13.517
6 0.943

42
When the number repeat units on the candidate polymers were increased from 25 to 100 the
trend was an increase of the calculated χ value increased. For using 4, χ increased from 1 to 32.5
while 5 increased from 1.4 to 33.6. Some of the calculations did not converge at this value of
repeat units including polymer 2, so it is not known if using oleic acid as a phase separating
group would be a viable option for a large polymer but the general trend was shown to increase χ
for larger polymers.
O
O
Cl
On
N
PSG
K2CO3
O
OOn
N
PSG
24 25 26O
O
OO
OO
F FF
27 OO F
F
F
F
F
Scheme 6 shows the phase separating groups chosen from the computer modeling for
synthesis
The final phase separating groups were chosen from the Blends module calculations and are
shown in Scheme 5 and Scheme 6. They were chosen based on there commercial availability.
PSG 24 from benzoic acid, 25 from hexanoic acid, 26 from potassium trifluoroacetate and 27
from pentaflurobenzoic acid. The starting material, poly(chloromethylstryene), was synthesized
in a more controlled method with a Mw of approximately 35,000 Da and a PDI of 1.68 as shown
in Figure 20. The NMR in Figure 21 shows a prominent peak at 4.5ppm corresponding to the

43
methylene hydrogens on the chloromethyl group and is used to determine the conversion of the
modification reaction as the chloromethyl groups are converted to esters.
Figure 20 shows the GPC trace of poly(chloromethylstyrene) used in subsequent
modification reactions

44
PPM 6.8 6.4 6.0 5.6 5.2 4.8 4.4 4.0 3.6 3.2 2.8 2.4 2.0 1.6 1.2 0.8 0.4 0.0
SpinWorks 3:
file: ...ktop\Thesis Work\NMR\ELB1-PCMS\fid block# 1 expt: "s2pul"transmitter freq.: 399.491814 MHztime domain size: 38290 pointswidth: 6397.95 Hz = 16.0152 ppm = 0.167092 Hz/ptnumber of scans: 100
freq. of 0 ppm: 399.489417 MHzprocessed size: 65536 complex pointsLB: 0.200 GF: 0.0000Hz/cm: 123.244 ppm/cm: 0.30850
Figure 21 shows the 1H NMR for poly(chloromethylstyrene) used in subsequent
modification reactions.
Table 4. The molecular weights for the modified poly(chloromethylstyrene)
Polymer Mn Mw Mp PDI
Poly(chloromethylstyrene) 20700 35000 33700 1.69
24 23252 39400 39400 1.70
25 17600 29200 30300 1.67
26 - - - -
27 - - - -

45
3.6 Addition of PSG 24 - from Benzoic Acid
The benzoate phase separating group (24) was added to the sample of controlled
poly(chloromethylstyrene) (shown in Scheme 6) using excess benzoic acid and K2CO3. The
conversion of the reaction was determined by 1H NMR comparing the peak of the methylene
hydrogen from the initial starting polymer (at approximately 4.5 ppm) and the hydrogen peak
associate with the phase separating group ester attachment (at approximately 5.2ppm). Figure 21
shows the 1H NMR for poly(chloromethylstryene) while Figure 23 shows the 1H NMR for the
polymer reacted with benzoic acid to form polymer 24. It can been seen that from the NMR of
polymer 24 that no methylene hydrogen signal remains at 4.2ppm on the polymer from the
chloromethyl group indicating complete conversion. As well the comparison of GPC traces
shows a decrease in retention time owing to an increase in hydrodynamic volume or molecular
weight.
Figure 22 shows the GPC overlay of the starting polychloromethylstyrene in black and the
modified polymer 24 in red.

46
PPM 7.6 7.2 6.8 6.4 6.0 5.6 5.2 4.8 4.4 4.0 3.6 3.2 2.8 2.4 2.0 1.6 1.2 0.8 0.4 0.0
SpinWorks 3: PCMS-Benzoic Precipitated-No soxhlet
file: ...R\ELB-116A Benzoic small Scale\fid block# 1 expt: "s2pul"transmitter freq.: 399.478785 MHztime domain size: 38218 pointswidth: 6385.70 Hz = 15.9851 ppm = 0.167086 Hz/ptnumber of scans: 100
freq. of 0 ppm: 399.476388 MHzprocessed size: 65536 complex pointsLB: 0.200 GF: 0.0000Hz/cm: 136.797 ppm/cm: 0.34244
Figure 23 shows the NMR for poly(chloromethylstryene) reacted with benzoic acid to
produce polymer 24

47
3.7 Addition of PSG 25 - from Hexanoic Acid
Hexanoic acid, a fatty acid with six carbons was used to produce polymer 25 using similar
reaction conditions to the benzoic acid reaction for polymer 24. The addition of the displacement
of the chloromethyl group to a hexanoate ester produced a polymer that had a very low Tg below
room temperature. The NMR data from this reaction indicates that complete conversion of the
chloromethyl groups as seen in Figure 24 with the shift in the 4.5ppm peak to 5.1ppm. The
calculated molecular weight seems to decrease (Table 4. The molecular weights for the modified
poly(chloromethylstyrene)) but the overlay GPC from the starting material to polymer 25 shows
that the peak molecular weight stays nearly the same but there is a larger fraction of polymer at
the lower molecular weights. This is likely an issue with post reaction work up and needs to be
optimized in the future.

48
PPM 6.8 6.4 6.0 5.6 5.2 4.8 4.4 4.0 3.6 3.2 2.8 2.4 2.0 1.6 1.2 0.8 0.4 0.0
SpinWorks 3:
fi le: ...ktop\Thesis Work\NMR\ELB1-106A\fid block# 1 expt: "s2pul"transmitter freq.: 399.491814 MHztime domain size: 38290 pointswidth: 6397.95 Hz = 16.0152 ppm = 0.167092 Hz/ptnumber of scans: 50
freq. of 0 ppm: 399.489416 MHzprocessed size: 65536 complex pointsLB: 0.200 GF: 0.0000Hz/cm: 119.297 ppm/cm: 0.29862
Figure 24 shows the 1H NMR for polychloromethylstyrene reacted with hexanoic acid to
produce polymer 25

49
Figure 25 shows the GPC traces of the polychloromethylstyrene starting material in red
and the final product after reacting with hexanoic acid to produce polymer 25 in black
3.8 Addition of PSG 26 - from Trifluoroacetic Acid
The reaction with excess potassium trifluoroacete was used to produce polymer 26 and when this
reaction went to high conversions there was difficulty in workup to obtain a polymer that was
soluble in THF and chloroform. The highest conversion quantitatively found was to be
approximately 65% of the chloromethyl groups converted to esters and was determined by NMR
(Figure 26). It is likely that this reaction will be run with a limiting amount of trifluoroacetate
and when that has been run to completion the remaining chloromethyl groups will be reacted
with acetates.

50
PPM 8.0 7.6 7.2 6.8 6.4 6.0 5.6 5.2 4.8 4.4 4.0 3.6 3.2 2.8 2.4 2.0 1.6 1.2 0.8 0.4
SpinWorks 3: Sample from filter paper
file: ...is Work\NMR\ELB1-136A-PCMS-C2F\fid block# 1 expt: "s2pul"transmitter freq.: 399.465756 MHztime domain size: 38218 pointswidth: 6385.70 Hz = 15.9856 ppm = 0.167086 Hz/ptnumber of scans: 100
freq. of 0 ppm: 399.463359 MHzprocessed size: 65536 complex pointsLB: 0.200 GF: 0.0000Hz/cm: 136.797 ppm/cm: 0.34245
Figure 26 shows the NMR spectrum for a partially converted polychloromethylstyrene to
polymer 26
3.9 Addition PSG 29 - from Perflurobenzoic Acid
Polymer 27 was prepared using excess perfluorobenzoic acid and a carbonate base in a mixture
of DMAc and octoflurotoluene. The fluorinated solvent was required to ensure that the polymer
containing perflurobenzoic acid was soluble in solution. Aliquots of the reaction mixture were
taken in THF for GPC analysis although very little polymer response showed up on the GPC
detector. After reacting for three days the polymer was precipitated in methanol. The isolated
polymer was not soluble in deuterated solvents thereby making NMR analysis not possible.

51
3.10 Materials and Methods
1-bromonapthelene, carbon disulfide 2,2,6,6-tetramethyl-1-piperidynyl-N-oxy (TEMPO)
benzoyl peroxide (Luperox® A98, BPO), CDCl3, (±)-3-chloro-1,2-propanediol (chlorohydrin),
p-toluenesulfonyl chloride (TsCl), 1,1’-azobis(cyclohexanecarbonitrile) (VAZO 88), DL-1,2-
isopropylideneglycerol (solketal), triphenylmethyl bromide (trityl bromide), cesium carbonate
and Inhibitor Remover Packing packing, for removing tert-butylcatechol, styrene, 4-
acetoxystyrene, 4-chloromethylstyrene were used as received from Aldrich unless otherwise
stated. Perfluorotetradecanoic acid and octaflurotoluene were purchased from Oakwood
chemicals and used as received 2,2'-Azobis(2-methylbutyronitrile) (Vazo 67) and 2,2'-
Azobis(2.4-dimethyl valeronitrile) purchased from WAKO Chemicals and were used as received
3.10.1 RAFT Chain Transfer Agent
10.5 mL of 1-bromonapthelene (Sigma Aldrich) was added to 125 mL of anhydrous THF to
which 1.73 g of magnesium turnings were added with 1 small crystal of I2 (Caledon Labs) and
allowed to react for 4 hours at 40 ºC to produce 1-bromomagnesium naphthalene. 10 mL of
carbon disulfide was added to this Grignard product to produce the naphthalene dithioate product
which was a red colour in solution. This reaction mixture was titrated with an aqueous solution
of I2 until a faint persistent colour of I2 was present in solution. A red oil was present at the
bottom which corresponded to the disulfide formed.
The RAFT agent was produced by using a stoichometric amount of 1,1’-
azobis(cyclohexanecarbonitrile) (Sigma-Aldrich) in a 20% wt/vol solution of amyl acetate and
was refluxed overnight. The reaction mixture was concentrated and run on a silica column using
5:4:1 cyclohexane:toluene:dicholormethane.

52
3.10.2 Controlled 4-Acetoxystyrene Polymerization – Solution
22.343g of de-inhibited 4-acetoxystyrene was added to 22mL of chlorobenzene in a round
bottom flask equipped with a condenser column. To this mixture 0.199g of TEMPO was added
and 0.237g of benzoyl peroxide. This mixture was sparged with N2 for 10minutes and the
reaction was rut at reflux for 21h. The reaction was quenched by removing the mixture from
heat, diluting the reaction mixture by 2x in chlorobenzene and precipitating into 2L of hexanes.
Molecular weight analysis was done by GPC and conversion analysis was measured by GC using
chlorobenzene as an internal standard.
3.10.3 Controlled 4-Acetoxystyrene Polymerization – Bulk
The 4-acetoxystyrene polymerization used 24.33g of 4-acetoxystyrene (.1500 mol) filtered
through Inhibitor Remover Packing (Sigma-Aldrich), 0.052g (0.34mmol) of 2,2,6,6-tetramethyl-
1-piperidynyl-N-oxy as received (Sigma-Aldrich), 0.053g (0.22 mmol) of Benzyol Peroxide
(BPO) as received (Sigma-Aldrich) and 2.55 mL of anhydrous chlorobenzene were added in that
order to a round bottom flask and sparged with nitrogen for 10 minutes. The reaction was set up
to keep the internal temperature at 130ºC. Molecular weight analysis was done by GPC and
conversion analysis was measured by GC using chlorobenzene as an internal standard.
3.10.4 Polymerization of Styrene using BST as an initiator
A design of experiments is being undertaken to determine the molar excess concentration of
TEMPO with respect to the unimer BST that is required to produce polystyrene with the lowest
PDI possible. To ensure a 0% molar excess of TEMPO as the baseline, BST was used at this
initiator is capped with TEMPO. Successive runs of 2%, 5%, 10% molar execess TEMPO have
been run. All runs use a 10%vol 1,2,4-trichlorobenze as an internal standard to for GC

53
conversion data. Molecular weight data is determined by GPC using tetrahydrofuran (Caledon
Laboratories, HPLC grade).
3.10.5 Polyvinylphenol Reaction - Deacetylation
The deacetylation of poly(4-acetoxystyrene) was performed by producing a slurry of 10g poly(4-
acetoxystyrene) in 100mL of isopropyl alcohol (Caledon Labs, ACS grade) in a round bottom
flask. At reflux 10mL of 30% aqueous ammonium hydroxide (Caldeon Labs, Reagent grade)
was added drop-wise. This reaction was monitored by FTIR to ensure completeness of the
reaction. Work up involved azeotropic distillation to remove water present, resuspending the
polymer in isopropyl alcohol and precipitation into hexanes (Caledon Laboratories, ACS grade).
The polymer precipitate was washed in a soxhlet with hexanes overnight and dried at 100ºC
overnight.
3.10.6 (±)-3-Chloro-1,2-propanediol amplification reaction
2.990g polyvinylphenol, 5.50g of (±)-3-Chloro-1,2-propanediol (chlorohydrin) (Aldrich, 98%,
used as received), 5.175g K2CO3 (Caledon Laboratories, Reagent grade), 0.082g KI (Caledon
Laboratories, Reagent grade) were added to 13mL of dimethyl formamide (Caldedon
Laboratories, Distilled in Glass) and the temperature set to 80ºC. The reaction was monitored by
gas chromatography.
3.10.7 DL-1,2-Isopropylideneglycerol (Solketal) Tosylate amplification reaction

54
Solketal, a protected glycerol, was reacted with p-tosyl chloride as seen in to produce a solketal
with an appropriate leaving group for a reaction with polyvinylphenol. The amplification
reaction used 0.292g of polyvinylphenol, 0.955g of Cs2CO3 (Sigma-Aldrich, Reagent grade) and
1.333g of solketal toslyate.
3.10.8 Trityl Bromide PSG addition to polyvinylphenol
0.300g of polyvinylphenol was dissolved in 4mL of five different solvent systems (50:50v
DMAc/Toluene, 50:50v DMAc/Tetrahydrofuran, 50:50v DMF/Toluene, 50:50v DMF/THF and
N-Methylpyrrolidone (NMP)). 0.884g of triphenylmethyl bromide (Sigma-Aldrich, 98%) and
0.972g of Cs2CO3 was added to each system. This reaction was run for 72h at 60ºC. Work up of
the reaction involved an aqueous acidic (5% HCl)/ organic (dichloromethane or toluene) wash.
3.10.9 Stearic Acid PSG addition to poly(chloromethylstryene)
6 reactions were set up with 0.300g of polyvinyl phenol dissolved in either 5mL of dimethyl
acetemide, 75:25v dimethyl acetemide: toluene, 50:50v dimethyl acetemide: toluene, N-
Methylpyrrolidone (NMP), 75:25v NMP:toluene, 50:50v NMP:toluene. To these samples 0.600g
of stearic acid and 0.317g of potassium carbonate were added and the reaction temperature was
set to 80ºC and allowed to run overnight. Confirmation of positive reaction was determined by
an increase in molecular weight measured by GPC.
3.10.10 Perfluorotetradecanoic acid PSG addition to poly(chloromethylstyrene)

55
6 reactions were set up with 0.300g of polyvinyl phenol dissolved in either 6.3mL of dimethyl
acetemide (DMAc), 75:25v DMAc: perfluorotoluene, 50:50v DMAc: perfluorotoluene. To these
samples 1.504g of perfluorotetradecanoic acid and 0.317g of potassium carbonate were added
and the reaction temperature was set to 80ºC and allowed to run overnight. Confirmation of
positive reaction was determined by an increase in molecular weight measured by GPC.
3.10.11 Hexanoic acid PSG addition to polychloromethylstyrene
300 mg of polychloromethylstryene (1.91 mmol of repeat unit), 245 mg (2.11mmol) of hexanoic
acid and 318 mg (2.30mmol) of potassium carbonate were added to 1.8 mL of DMAc and
reacted overnight at 90°C. The solids from the reaction mixture were filtered and the polymer
was precipitated with a large excess of methanol. The polymer was separated from the solvents
by centrifugation and decanting the solvents off. The polymer was dried in vacuum at 40°C.
3.10.12 Benzoic acid PSG addition to polychloromethylstryene
300 mg of polychloromethylstryene (1.91 mmol of repeat unit), 257 mg (2.11mmol) of benzoic
acid and 318 mg (2.30mmol) of potassium carbonate were added to 1.8 mL of DMAc and
reacted overnight at 90°C. The solids from the reaction mixture were filtered and the polymer
was precipitated with a large excess of methanol or water. The polymer was separated from the
solvents by filtering and was dried in vacuum at 40°C.
3.10.13 Trifluoroacetate PSG addition to polychloromethylstyrene

56
300 mg of polychloromethylstryene (1.91 mmol of repeat unit) and 320 mg of potassium
trifluoroacetate were added to 1.8 mL of DMAc and reacted overnight. The reaction mixture was
precipitated into water and dried in vacuum overnight. GPC and NMR analysis followed
synthesis.
3.10.14 Pentafluorobenzoic acid PSG addition to polychloromethylstyrene
300 mg of polychloromethylstryene (1.91 mmol of repeat unit), 447 mg (2.11mmol) of
pentafluorobenzoic acid and 318 mg (2.30mmol) of potassium carbonate were added to 2.6 mL
of a 50:50v solution of DMAc and octaflurotoluene and reacted overnight at 90°C. The solids
from the reaction mixture were filtered and the polymer was precipitated with a large excess of
methanol. The polymer was separated from the solvents by filtering and was dried in vacuum at
40°C.

57
Chapter 4 Optimizing the polydispersity of functional styrentic polymers
4
4.1 Background & Introduction
This chapter is an excerpt from a paper that is to be submitted to the Journal of Applied Polymer
Science. As stated in chapter 3 we found that the RAFT agent was a difficult compound to
synthesize and purify so NMP was chosen as the route to synthesize controlled
poly(chloromethylstyrene) and poly(4-acetoxystyrene). To ensure that the modified polymers
phase separate with a tight interface with minimal interfacial bleeding we believe that low
polydispersity is required. The aim of this study is to optimize the synthesis of functional
styrenics (poly(4-acetoxystyrene) (PAS) and poly(chloromethylstyrene) (PCMS) with the lowest
molecular weight distribution for future post-polymerization modifications. We believe that it is
more economical to polymerize industrially available monomers and then add functional groups
post-polymerization rather than synthesizing expensive novel functional monomers to produce,
which will inevitably be synthesized at conversions lower than unity for tight polydispersity.
Chloromethylstryene (CMS) a functionalized styrenic monomer is highly used and applied in the
polymer industry as a material in membranesxxvi, absorbent polymersxxvii, non-linear optics.xxviii
ATRP conditions have been used to produce highly branched poly(chloromethylstryene)xxix,xxx.
4-acetoxystryene (4-AS) is also a functionalized styrene which is polymerized and then
deprotected to produce poly(4-hydroxystryene)xxxi, which has been used in photoresistxxxii , pH-
responsive sensingxxxiii and drug deliveryxxxiv.

58
Kazmaeir et al.xxxv have shown that the CMS polymerization using benzoyl peroxide and
TEMPO produces linear poly(chloromethylstyrene) in a controlled fashion with molecular
weight distributions in the range of 1.3-1.4 at conversions of near 80%. Other groups have
employed the unimolecular initiating approach using a TEMPO capped alkoxyaminexxxvi,xxxvii to
produce linear poly(4-chloromethylstyrene). Barclay et al. have polymerized 4-acetoxystyrene
in a linear fashion using nitroxide-mediated polymerizationxxxviii. A more recent study from
Georges et al.xxxix has shown that for the polymerization of styrene, a rate enhancement while
maintaining good control of the polymerization is possible by using excess TEMPO. This excess
of this nitroxide allows a higher temperature to be employed speeding up the reaction rates as the
equilibrium of the TEMPO-capped alkoxyamine is pushed to the active propagating radical form
while still ensuring that the concentration of nitroxide is high enough to prevent termination
products.
These monomers are more difficult to polymerize in a controlled fashion relative to styrene due
positions on the monomers that are prone to transfer reactions. On chloromethylstyrene, a
hydrogen or chlorine can be abstracted from the chloromethyl group during radical reactions. On
4-acetoxystyrene, the acetate group is an added site that is prone to transfer reactions with
respect to styrene.
Commercially available chloromethylstyrene can be purchased in two different grades: the
predominately para isomer sold as 4-chloromethylstyrene or a 2:3 ratio of the para and meta ratio
sold as simply chloromethylstyrene – which we will refer to as technical grade (TG). We have
investigated each and the optimized results were then used to polymerize 4-acetoxystrene.
In the case of chloromethylstyrene we show that the main variable minimizing PDI is the
fraction of the meta-chloromethylstyrene isomer present within the process as identical reaction
conditions produce polymers of much tighter PDI if we dilute the fraction of 4-
chloromethylstyrene in the process. This leads to the conclusion that the rate of transfer of the

59
meta-chloromethylstyrene monomer and resulting polymer is significantly different than that of
the para-isomer.
4.2 Experimental
4.2.1 Equipment
FTIR were run on the Perkin Elmer Spectrum 100 FTIR Spectrometer with samples cast onto
Real Crystal® IR sample cards of either KBr or NaCl from solution or pressed into solid pellets
with IR grade KBr for solid samples. NMRs were run Varian Mercury 400 with a quadnuclear -
1H, 19F, 13C, 29Si - 5-mm Nalorac probe. Data was analyzed on the Spinworks 3.0 (University
of Manitoba) software. GPCs was run using a Waters 2696 Separations Module with two
Stryagel® 5µm, HR4E 7.8 x 300mm columns in series with HPLC grade THF at a flow rate of
1.2mL/min and a pressure of 800psi with a Waters 410 Refractometer for refractive index
analysis and a Waters 2998 photodiode array detector for UV-Vis analysis and compared to
styrene standards. HPLCs were run using a Waters 2696 Separations Module wit ha SunFire™
C18 3.5 µm 3.0x150mm column with HPLC grade acetonitrile run at 0.60mL/min with a Waters
410 Refractometer for refractive index analysis and a Waters 2998 photodiode array detector for
UV-Vis analysis. Gas Chromatography was run using a Perkin Elmer Autosystem with a Rtx®-
35 (Fused Silica) with 15m x 0.32mm x 1.00 µm dimensions with helium as the mobile phase
and a flame ionization detector for sample analysis.
Anhydrous solvents are obtained by using the Innovative Technology Pure Solv MD system for
DMF, toluene, THF and chlorobenzene and monomers were purified by running through a
column with inhibitor removing packing or by vacuum distillation or used as received.
4-chlromethylstyrene and chloromethylstyrene-TG (mixture of isomers) were purchased from
Sigma-Aldrich and was vacuum distilled immediately before use. 4-Acetoxystyrene was

60
purchased from Sigma-Aldrich and was filtered with tert-butylcatechol inhibitor remover
packing immediately before use. 1,2,4-trichlorobenzene and benzoyl peroxide (Luperox® A98 )
was purchased from Sigma-Aldrich and used as received. 2-phenyl-2-((2,2,6,6-
tetramethylpiperidin-1-yl)oxy)ethyl benzoate (BST) was prepared from the method described
below.
4.2.2 Materials and Methods
2-phenyl-2-((2,2,6,6-tetramethylpiperidin-1-yl)oxy)ethyl benzoate (BST) unimer preparationxl.
The BST (benzoyl peroxide, B, styrene, S, TEMPO, T) (4) unimer was synthesized by dissolving
3.420 g (2.20 x 10-2 mol) of TEMPO (3) in 15 mL (1.31 x 10-1 mol) of styrene (1) and loading it
to a round bottom flask. 8.000 g (3.30 x 10-2)of BPO (2) was added to a stirring solution. This
reaction had an exotherm the temperature was kept below 40 ºC by dropping the reaction vessel
into an ice bath and above 25 ºC by removing it from the ice bath. After 6 exotherms the reaction
was left to stir overnight at room temperature. The styrene solvent was removed by air bleed.
The reaction mixture was purified by column chromatography using silica gel as the stationary
phase and dichloromethane as the mobile phase. The BST containing fractions were combined
and concentrated and BST was recrystallized in cold isopropyl alcohol. Purity was confirmed by 1H NMR of the sample in CDCl3.
4.2.3 Polymerization method
Polymerization of 4-Chloromethylstyrene – Entry 1
10.00g of 4-chloromethylstyrene (6.55 x 10-2 mol) was distilled in vacuum immediately before
use, 0.135g (3.12x 10-4 mol) of 2,2,6,6-tetramethyl-1-piperidynyl-N-oxy as received (Sigma-
Aldrich), 0.104g (4.34 x 10-4 mol) BPO and approximately 0.5 mL of anhydrous 1,2,4-
trichlorobenzene were added in that order to a round bottom flask and sparged with nitrogen for

61
10 minutes. The reaction was set up to keep the internal temperature at 125ºC. Molecular weight
analysis was done by taking reaction mixture aliquots and diluting directly into THF without
prior precipitation as to separate the smaller molecular weight fractions and run on GPC.
Conversion analysis required taking reaction mixture aliquots and precipitating the polymer into
methanol while leaving the monomer in solution. The solids were filtered with a PTFE filter and
conversion was measured by GC.
Polymerization of 4-Chloromethylstyrene – Entry 2
As in the procedure of entry 1 except 0.198g (5.20 x 10-4 mol) of BST was to initiate the
polymerization
Polymerization of 4-Chloromethylstyrene – Entry 3
As in the procedure of entry 1 except 0.198g (5.20 x 10-4 mol) of BST and 0.016g (1.04 x 10-5
mol) of TEMPO was to initiate the polymerization and the polymerization was run at 115ºC.
Polymerization of 4-Chloromethylstyrene – Entry 4
As in the procedure of entry 1 except 0.198g (5.20 x 10-4 mol) of BST and 0.016g (1.04 x 10-5
mol) of TEMPO was to initiate the polymerization
Polymerization of 4-Chloromethylstyrene – Entry 5
As in the procedure of entry 1 except 0.062g (2.60 x 10-4 mol) of BST and 0.097g (6.24 x 10-5
mol) of TEMPO was to initiate the polymerization
Polymerization of 4-Chloromethylstyrene – Entry 6

62
As in the procedure of entry 1 except 0.065g (2.60 x 10-4 mol) of 2,2'-Azobis(2,4-dimethyl
valeronitrile) and 0.048g (3.10 x 10-5 mol) of TEMPO was to initiate the polymerization
Polymerization of Chloromethylstyrene – Entry 7
As in the procedure of entry 4 except the commercial technical grade of chloromethylstyrene
isomers was used in place of 4-chloromethylstyrene
Polymerization of Chloromethylstyrene – Entry 8
As in the procedure of entry 4 except a 1:1 mass ratio of the commercial technical grade of
chloromethylstyrene isomers and 4-chloromethylstyrene was used.
Polymerization of Chloromethylstyrene – Entry 9
As in the procedure of entry 4 except a 1:3 mass ratio of the commercial technical grade of
chloromethylstyrene isomers and 4-chloromethylstyrene was used.
Polymerization of 4-Acetoxystyrene – Entry 10
10.00g of 4-acetoxystyrene (6.16 x 10-2 mol) filtered through Inhibitor Remover Packing
(Sigma-Aldrich), 0.015g (9.79 x 10-5 mol) of 2,2,6,6-tetramethyl-1-piperidynyl-N-oxy as
received (Sigma-Aldrich), 0.186g (4.89 x 10-4 mol) BPO and approximately 0.5 mL of
anhydrous 1,2,4-trichlorobenzene were added in that order to a round bottom flask and sparged
with nitrogen for 10 minutes. The reaction was set up to keep the internal temperature at 125ºC.
Molecular weight analysis was done by taking reaction mixture aliquots and diluting directly into
THF without prior precipitation as to separate the smaller molecular weight fractions and run on
GPC. Conversion analysis required taking reaction mixture aliquots and precipitating the

63
polymer into methanol while leaving the monomer in solution. The solids were filtered with a
PTFE filter and conversion was measured by GC.
4.3 Results and Discussion
Table 5. The reaction conditions for the various polymerizations
Run Monomer Initiating
System
TEMPO:Initiator
Ratio
Reaction
Temperature
Reaction
Time
Conversion Mw PDI
1 4-chloromethylstyrene BPO + TEMPO 0.67 125 4 35 29400 1.6
2 4-chloromethylstyrene BST 1 125 2 56 18200 1.5
3 4-chloromethylstyrene BST + TEMPO 1.2 125 5 59 20700 1.5
4 4-chloromethylstyrene BST + TEMPO 1.2 115 5 45 19000 1.7
5 4-chloromethylstyrene BPO + TEMPO 0.76 125 3 60 35100 1.8
6 4-chloromethylstyrene AZO + TEMPO 1.2 125 3 43 37600 1.9
7 TG-chloromethylstyrenea BST + TEMPO 1.2 125 4 74 14700 1.2
8 50% TG-chloromethylstyrene,
50% 4-chloromethylstyreneb BST + TEMPO 1.2 125 2 63 15200 1.3
9 25% TG-chloromethylstyrene,
75% 4-chloromethylstyrenec BST + TEMPO 1.2 125 2 63 18300 1.4
10 4-acetoxystyrene BST + TEMPO 1.2 125 11 35 9300 1.2
a – a molar ratio of 3:2 of 3-chloromethylstrene and 4-chloromethylstyrene respectively
was determined by GC analysis prior to polymerization.
b – a molar ratio of 45:55 of 3-chloromethylstrene and 4-chloromethylstyrene respectively
was determined by GC analysis prior to polymerization
c – a molar ratio of 3:7 of 3-chloromethylstyrene and 4-chloromethylstrene respectively was
determined by GC analysis prior to polymerization

64
Initiator
0 or 20% excess TEMPO
O
OO
Nn
Cl
Cl
Scheme 7 shows the NMP polymerization of chloromoethylstyrene with the BST unimer
Figure 27 plots Mn vs conversion for the different polymerization runs of
chloromethylstyrene.

65
Figure 28 shows the PDI versus conversion for the polymerization of chloromethylstyrene
evolves
As a baseline experiment, we used the procedure outlined by Kazmaier et alxxxv which involves
initiating the polymerization of chloromethylstyrene (grade not specified in the publication) with
a bimolecular system of BPO and TEMPO. The monomer in this and all subsequent
chloromethylstyrene polymerizations were vacuum distilled before use. Before polymerization
all contents of the reaction vessel were sparged with nitrogen to removed dissolved oxygen and
during the polymerization a constant positive pressure blanket of nitrogen was maintained.
Results of this experiment are considered as a baseline and are named as run 1 in Table 5. We
will consider this polymerization as the baseline polymerization for the following discussion. In
all cases a one variable at a time approach was used and we examined the effect of:
• Temperature
• Initiating system – (unimolecular versus bimolecular)
• Excess TEMPO with respect to radical concentration
• Isomer of chloromethylstyrene (3-chloromethylstyrene versus 4-chloromethylstyrene)

66
Details of the polymerizations summarized in Table 5 are illustrated in Figure 27 we see the plot
of Mn versus conversion for multiple runs corresponding to the entries in Table 5 while in Figure
28 the PDI versus conversion for the same entries as determined by GPC is illustrated.
In run 1, the GPC results show that the Mn increase in a mostly linear fashion to approximately
18000 Da over the course the polymerization with a Mw of 29400 Da and a PDI of 1.64 for the
bimolecular initiating system of BPO and TEMPO with the TEMPO concentration calculated to
be the same as the initiating radical concentration, which assumes that the efficiency of BPO is
approximately 60% for the polymerization of 4-chloromethylstyrene.
Run 2 versus run 1
Compared to run 1, run 2 used the unimer BST to initiate the polymerization of 4-
chloromethylstyrene. In this case the ratio between initiating/propagating radicals and TEMPO
nitroxides is by definition 1:1 at the beginning of the process and as a result initiator efficiency
can be thought to be unity. All other parameters are identical to the baseline case of run 1. In
Figure 27, the data for run 2 shows that the Mn is consistently lower than for run 1 and is
presumably due to the larger number of initiating radicals present when using BST due to the
above mentioned unity efficiency. As shown in Figure 28 the PDI was also significantly lower
throughout the process than in run 1.
Run 3 versus run 2
Run 3 used the same temperature, initiator system (BST) and initiator concentration as run 2 but
included 20% molar excess TEMPO with respect to the BST initiator. This polymerization
follows nearly the same curve for molecular weight evolution a function of monomer conversion

67
while allowing the PDI to remain more consistent throughout (see Figure 27 and Figure 28 for
their respective curves). The only difference between each of these runs was the length of time to
reach a particular conversion: the increased amount of TEMPO in run 3 acted to retard the rate of
the polymerization.
Run 4 versus run 3
Run 4 used the unimer (BST) initiation system and excess TEMPO as in run 3, but the internal
reaction temperature was lowered to 115 °C. When comparing run 4 to run 3, the molecular
weight evolution curve versus conversion was identical. However, the PDI did not remain in
control and increased rapidly with time. This peculiar result may be due to an increase in
branching from transfer reactions, as the linear propagation rate would have decreased at the
lower temperature, although a more in-depth study would be required to confirm this.
Run 5 versus run 1
In run 5, a BPO/TEMPO bimolecular initiator approach was used so the initiating radical
concentration would be similar to the unimer (BST) approach was used in runs 2, 3 and 4. This
run also maintained the 20mol% excess of TEMPO with respect to initiating radical (assuming
67% efficiency for BPO initiator). The evolution of Mn as a function of conversion in run 5 is
lower than run 1 presumably due to the retardation of the rate of polymerization due to the
excess TEMPO being present. In this case, the PDI remained relatively high during the process
and similar to run 1.
Run 6 versus run 3

68
In order to compare the use of the BST unimer to another conventional initiator system, run 6
used the azo initiator 2,2'-azobis(2,4-dimethyl valeronitrile), which has a 10h half-life of 51 °C.
TEMPO was used at a concentration such that it was present in a 20mol% excess as in run 3.
Azo initiators have a nearly 100% initiating efficiency and therefore the number of initiating
radicals should be larger than in run 1 and similar to the number present in run 3. This process
however did not exhibit the control seen in run 3 and in fact produced the largest molecular
weight and the least controlled polymer as seen in Figure 27 and Figure 28.
Intermediate conclusion: By comparison of runs 1 through 6, the best process – which will be
defined as the one to exhibit the best control over PDI – is run 3 which used BST as the initiating
system, 20 mol% excess TEMPO and a process temperature of 125 °C.
Run 7 versus run 3
In run 7 we used the same conditions as run 3 (BST, 20 mol% excess TEMPO, 120 °C) but used
a commercially available technical grade of chloromethylstyrene. We have independently
determined that this technical grade of chloromethylstyrene (hereafter referred to as
chloromethylstyrene-TG) contains 60% of the meta isomer (3-chloromethylstyrene) and 40% of
the para isomer (4-chloromethylstyrene) as determined by GC analysis.
In this process Mn evolved the most slowly with respect to conversion (Figure 27) compared
with all other processes studied above. Strikingly, the PDI stayed < 1.2 over the course of the
process, which was not seen in any other runs. This level of control continued to appreciably
high conversions of >70%.. Figure 29 shows that the Mn evolved linearity as a function of
conversion (R2 = 0.9994) which is indicative of a controlled polymerization taking place. Figure
30 illustrates the GPC traces of the polymer as the polymerization evolves over time. At higher

69
molecular weights there is very little tailing indicating that the reaction is taking place in a
controlled manner with minimal termination reactions. Since we have an internal standard
present in the polymerization process we can monitor the ratio of 4-chloromethylstyrene versus
3-chloromethylstyrene as the process evolves by GC. This analysis showed that the ratio of
isomers in solution changes by only 2.5% over the course of 70% total monomer conversion with
the 4-isomer reacting marginally faster (as indicated by the 3-isomer ratio slightly increasing
over time) as shown in Figure 31.
Figure 29 plots Mn as a function of conversion and the linearity indicates that reaction
proceeds in a controlled manner

70
Figure 30 shows the GPC traces of the polymerization 7 using the mixture of isomers
Figure 31 indicates the percent mass of m-chloromethylstyrene in solution as a function of
time for the polymerization of chlormethylstyrene

71
Intermediate conclusion: Given the observation, we can conclude that the presence of 3-
chloromethylstyrene in the process can result in a more controlled polymerization. Given the
GC results this is not a result of preferential polymerization but rather likely to a difference in
transfer rates of the chloromethyl group – the 3-isomer being lower therefore resulting in few
termination events.
Run 8 and 9 – examining the effect of 3-chloromethylstyrene on the polymerization of
chloromethylstyrene
To determine the effect of the 3-chloromethylstyrene on the polymerization of
chloromethylstyrene we used the conditions as run 7 but mixed chloromethylstyrene-TG with 4-
chloromethylstyrene to determine the effect of diluting the 3-isomer on Mn and PDI. Run 8 used
a 50/50 mixture of chloromethylstyrene-TG and 4-chloromethylstyrene while 9 used a 25/75
mixture. In Figure 27 and Figure 28 we see that as the initial amount of the 3-isomer is decreased
in 7 to 8 to 9 from 60% to 45% to 30% respectively, the Mn and PDI increase at a faster rate
versus total monomer conversion. In these runs the change in ratio between 3-
chloromethylstryene and 4-chloormethylstyrene in the process did not go above 3% as the
process reached high conversions as in run 7. These results have leaded us to the conclusion that
the 4-isomer is more prone to transfer reactions and the addition of the 3-isomer dilutes the
amounts of transfer sites on a polymer leading to an overall better control and lower PDI for a
given conversion.
Confirmation of polymer structure
To determine if the poly(4-chloromethylstyrene) and poly(3/4-chloromethylstyrene) was
primarily linear (i.e. not branched) H1 NMR was performed. In the linear form of
poly(chloromethylstyrene) there are two major peaks in the 6 to 7 ppm range corresponding to

72
the aromatic hydrogens on the styrene while in the branched form there is a mixing of these
peaksxxxvi. Figure 32 and Figure 33 confirms that the linear poly(chloromethylstyrene) was
synthesized for both the 4-monomer and the mixture of the 3- and 4-monomer.
PPM 7.2 6.8 6.4 6.0 5.6 5.2 4.8 4.4 4.0 3.6 3.2 2.8 2.4 2.0 1.6 1.2 0.8 0.4 0.0
SpinWorks 3:
file: ...ktop\Thesis Work\NMR\ELB1-PCMS\fid block# 1 expt: "s2pul"transmitter freq.: 399.491814 MHztime domain size: 38290 pointswidth: 6397.95 Hz = 16.0152 ppm = 0.167092 Hz/ptnumber of scans: 100
freq. of 0 ppm: 399.489417 MHzprocessed size: 65536 complex pointsLB: 0.200 GF: 0.0000Hz/cm: 127.630 ppm/cm: 0.31948
Figure 32 shows the H1 NMR of poly(4-chloromethylstyrene)

73
PPM 7.6 7.2 6.8 6.4 6.0 5.6 5.2 4.8 4.4 4.0 3.6 3.2 2.8 2.4 2.0 1.6 1.2 0.8 0.4 0.0
SpinWorks 3:
fi le: ...Thesis Work\NMR\ELB1-135A-PCMS\fid block# 1 expt: "s2pul"transmitter freq.: 399.465756 MHztime domain size: 38218 pointswidth: 6385.70 Hz = 15.9856 ppm = 0.167086 Hz/ptnumber of scans: 100
freq. of 0 ppm: 399.463359 MHzprocessed size: 65536 complex pointsLB: 0.200 GF: 0.0000Hz/cm: 137.454 ppm/cm: 0.34409
Figure 33 shows the H1 NMR of poly(3/4-chloromethylstyrene)
Run 9 – Using optimized results on the polymerization of 4-acetoxystyrene
4-acetoxystyrene is another functional styrenic monomer that is polymerized for future
modifications. The polymerization of this monomer using NMP has been shown to produce
controlled polymers with low polydispersityxxxviii. The same reaction conditions were used for
the polymerization of 4-acetoxystyrene in run 9 as for the polymerizations of
chloromethylstyrene and it was shown to polymerize at a much slower rate that
chloromethylstyrene as seen in Table 5. Over the 11h of polymerization the conversion only
reached 35%. Also, the tailing on the GPCs show that there is a larger fraction of dead chains in

74
this polymerization with respect to the poly(chloromethylstyrene) polymers seen in Figure 34.
This is also shown in a smaller R2 value in the Mn versus conversion plot seen in Figure 35.
Figure 34 shows an overlay of the GPC traces for polymeriztion of acetoxystyrene - run 9
R2 = 0.9729
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Figure 35 shows the Mn Vs Conversion Plot for the polymerization of 4-acetoxystyrene in
run 9

75
4.4 Conclusions
In this set of experiments we show that the deciding factor in keeping the process which
produces poly(chloromethylstryene) controlled as indicated by the lowest PDI is the presence of
the 3-isomer. In similar experimental conditions the PDI stays lower at higher conversions. We
also found that polymerizing with the unimer BST rather than a system of bimolecular initiation
(either BPO or azo initiator with TEMPO) produces polymers with lowest PDIs.

76
Chapter 5 Conclusions, Recommendations and Future Work
The research completed in this thesis lays the foundation for future work in producing phase-
separated, thin film polymer blends starting from an initial feed polymer. Throughout this work,
two different monomers were used to produce polymers for future derivation including
polyvinylphenol, which was nucleophilic and poly(chloromehthylstyrene), which was
electrophilic. This research determined that for the reaction conditions required to add phase
separating groups to polyvinylphenol as ethers produced a insoluble salt that could not be
processed. When the polymer was changed from a nucleophile (polyvinylphenol) to an
electrophile, where we used poly(choloromethylstyrene) the addition of phase separating groups
as esters became possible and the conversion from the initial polymer to the final polymer could
be analyzed by GPC for molecular weight analysis and by NMR for conversion analysis.
Computer modeling was completed for possible phase separating groups to be added to
poly(choloromethylstyrene) pairs that were computationally determined to thermodynamically
phase separated were used as candidate. Finally, I polymerized chloromethylstyrene, changing
variables including temperature, excess TEMPO, initiating system and isomer choice and
determined that the transfer reactions are likely minimized when the amount of 3-
chloromethylstyrene is maximized with respect to 4-chloromethylstyrene.
Future work for this project includes synthesizing polymers with various phase separated groups
attached and producing thin films. This will likely be completed using spin casting as changing
film thicknesses will be easiest with this technique. These films will then be analyzed by a
number of microscopic techniques, which may include atomic force microscopy or electron
microscopy.

77
References
i Sean E. Shaheen, David S. Ginley, and Ghassan E. Jabbour. Mater. Res. Soc. Bull. 2005, 30, 10
– 19
iiRamanathan, K.; Contreras, M. A.; Perkins, C. L.; Asher, S.; Hasoon, F. S.; Keane, J.; Young,
D.; Romero, M.; Metzger, W.; Noufi, R.; Ward, J.; Duda, A. Prog Photovoltaics Res Appl 2003,
11, 225-230. CuInGaSe2 thin-film solar cells, Prog. Photovoltaics, 2003, 11, 225.
iiiForrest, S. R. Mater. Res. Soc. Bull. 2005, 30, 28–32.
ivYang, X.; Loos, J. Macromolecules 2007, 40, 1353-1362.
vBenanti, T.; Venkataraman, D. Photosynthesis Res. 2006, 87, 73-81.
vi Pope, M.; Swenberg, C. E. In Electronic Processes in Organic Crystal and Polymers; Oxford
University Press: Oxford, 1999 .
vii Smilowitz, L.; Sariciftci, N. S.; Wu, R.; Gettinger, C.; Heeger, A. J.; Wudl, F. Phys. Rev. B
1993, 47, 13835.
viii Halls, J. J. M.; Pichler, K.; Friend, R. H.; Moratti, S. C.; Holmes, A. B. Appl. Phys. Lett. 1996,
68, 3120-3122.
ix Georges, M. K.; Veregin, R. P. N.; Kazmaier, P. M.; Hamer, G. K. Macromolecules 1993, 26,
2987-2988.
x Braunecker, W. A.; Matyjaszewski, K. Progress in Polymer Science 2007, 32, 93-146.
xi Hawker, C. J.; Barclay, G. G.; Dao, J. J. Am. Chem. Soc. 1996, 118, 11467-11471.
xii Veregin, R. P. N.; Odell, P. G.; Michalak, L. M.; Georges, M. K. Macromolecules 1996, 29,
3346-3352.

78
xiii Belicanta Ximenes, J., Mesa, P.V.R., Lona, L.M.F., Vivaldo- Lima, E., McManus, N.T. and Penlidis, A. Macromol. Theory Simul. 2007, 16, 194-208.
xiv Saban, M. D.; Georges, M. K.; Veregin, R. P. N.; Hamer, G. K.; Kazmaier, P. M.
Macromolecules 1995, 28, 7032-7034.
xvCunningham, M. F. Progress in Polymer Science 2008, 33, 365-398.
xviHarrats, C., Thomas, S. and Groeninckx, G., Eds:; In Micro- and nanostructured polymer
blends : phase morphology and interfaces; Taylor & Francis: Boca Raton, 2006;
xviiShaheen, S. E.; Brabec, C. J.; Sariciftci, N. S.; Padinger, F.; Fromherz, T.; Hummelen, J. C.
Appl. Phys. Lett. 2001, 78, 841.
xviiiYang, X.; van Duren, Jeroen K. J.; Janssen, R. A. J.; Michels, M. A. J.; Loos, J.
Macromolecules 2004, 37, 2151-2158.
xix van Duren, J. K. J.; Yang, X.; Loos, J.; Bulle-Lieuwma, C. W. T.; Sieval, A. B.; Hummelen, J.
C.; Janssen, R. A. J. Advanced Functional Materials 2004, 14, 425-434.
xxKrebs, F. C. Solar Energy Mater. Solar Cells 2009, 93, 394-412.
xxiNorrman, K.; Ghanbari-Siahkali, A.; Larsen, N. B. Annu. Rep. Prog. Chem. , Sect. C 2005,
101, 174-201.
xxiiMoad, G.; Rizzardo, E.; Thang, S. H. Aust. J. Chem. 2005, 58, 379-410.
xxiii Dollin, M.; Szkurhan, A. R.; Georges, M. K. Journal of Polymer Science Part A: Polymer
Chemistry 2007, 45, 5487-5493.
xxiv Rappe, A. K.; Casewit, C. J.; Colwell, K. S.; Goddard, W. A.; Skiff, W. M. J. Am. Chem.
Soc. 1992, 114, 10024-10035.

79
xxv McQuaid, M. J.; Sun, H.; Rigby, D. J. Comput. Chem. 2004, 25, 61-71.
xxvi Sata, T.; Yoshida, T.; Matsusaki, K. J. Membr. Sci. 1996, 120, 101-110.
xxvii Gauthier, M.; Moeller, M. Macromolecules 1991, 24, 4548-4553.
xxviii Monthéard, J. P.; Boinon, B.; Zerroukhi, A.; Cachard, A. Polymer 1992, 33, 3756-3758.
xxix Komber, H.; Georgi, U.; Voit, B. Macromolecules 2009, 42, 8307-8315.
xxx Cheng, C. Journal of polymer science. Part A, Polymer chemistry 2005, 43, 4754-4770.
xxxi Gray, M. K.; Zhou, H.; Nguyen, S. T.; Torkelson, J. M. Macromolecules 2004, 37, 5586-
5595.
xxxii Cho, H.; Kim, J.; Patil, P.; Kim, J. Y.; Kim, T. J Appl Polym Sci 2007, 103, 3560-3566.
xxxiii Westover, D.; Rudolf Seitz, W.; Lavine, B. K. Microchemical Journal 2003, 74, 121-129.
xxxiv Sipos, L.; Som, A.; Faust, R.; Richard, R.; Schwarz, M.; Ranade, S.; Boden, M.; Chan,
K. Biomacromolecules 2005, 6, 2570-2582.
xxxv Kazmaier, P. M.; Daimon, K.; Georges, M. K.; Hamer, G. K.; Veregin, R. P.
N. Macromolecules 1997, 30, 2228-2231.
xxxvi Weimer, M. W.; Fréchet, J. M. J.; Gitsov, I. Journal of Polymer Science Part A: Polymer
Chemistry 1998, 36, 955-970.
xxxvii Tsoukatos, T.; Pispas, S.; Hadjichristidis, N. Macromolecules 2000, 33, 9504-9511.
xxxviii Barclay, G. G.; Hawker, C. J.; Ito, H.; Orellana, A.; Malenfant, P. R. L.; Sinta, R.
F. Macromolecules 1998, 31, 1024-1031.

80
xxxix Dollin, M.; Szkurhan, A. R.; Georges, M. K. Journal of Polymer Science Part A: Polymer
Chemistry 2007, 45, 5487-5493.
xl Procedure for the synthesis of BST supplied by Prof M. Georges (University of Toronto at
Mississauga) in a private communication.






![Organic photovoltaics: technolog y and marke t · Organic photovoltaics: technolog y and marke t ... composi tes [4]. ... the solar sim ulator with respect to the standar d AM1. 5](https://img.pdfslide.us/doc/110x75/5d32b58588c993bb3c8b4d3e/organic-photovoltaics-technolog-y-and-marke-t-organic-photovoltaics-technolog.jpg)