-
BITS PilaniPilani Campus
Anil JindalDepartment of Mechanical Engineering
BITS Pilani
MAINTENANCE & SAFETY
-
BITS PilaniPilani Campus
Condition-Based Maintenance (CBM)Lecture 4
Chapter 3:Part-1
-
Introduction
Condition Monitoring means the use of advanced technologies in
order to determine equipment condition,
and potentially predict failure.
CBM was introduced to try to maintain the correct equipment at
the right time.
CBM is based on using real-time data to prioritize and optimize
maintenance resources.
Observing the state of the system is known as condition
monitoring.
Such a system will determine the equipment's health, and act
only when maintenance is actually necessary.
-
Condition Based Maintenance
Developments in recent years have allowed
extensiveinstrumentation of equipment, and together with better
tools for analyzing condition data.
Ideally condition-based maintenance will allow themaintenance
personnel to do only the right things,
minimizing spare parts cost, system downtime and time
spent on maintenance.
It includes technologies such as: Vibration measurement and
analysis Infrared thermograph Oil analysis and tribology Ultrasonic
Motor current analysis Gas-leakage detection
-
Challenges
Despite its usefulness, there are several challenges to theuse
of CBM. First and most important of all, the initial cost
of CBM is high.
It requires improved instrumentation of the equipment. Often the
cost of sufficient instruments can be quite large,
especially on equipment that is already installed.
Therefore, it is important for the installer to decide
theimportance of the investment before adding CBM to all
equipment.
-
Advantages
CBM has some advantages over planned
maintenance.
Improved system reliability
Decreased maintenance costs
Decreased number of maintenance operations causesdecreasing of
human error influence
-
Advantaged
According to a 1988 multi-industry survey, the benefits of
CBM are:
-
Disadvantages
High installation costs, for minor equipmentitems more than
value of equipment
Unpredictable maintenance periods are causing costs tobe divided
unequally
Increased number of parts (CBM installation) that need
maintenance and checking
-
Effective Improvements through
Condition Based Maintenance.
Improves the equipment reliability through effective
prediction.
Minimizes downtime through the integrated planning and
scheduling of repairs indicated by CBM techniques .
Maximizes component life by avoiding the conditions that reduce
the equipment life.
Utilizes the condition monitoring technique to maximize the
equipment performance and throughput.
Minimizes condition monitoring cost.
-
Effectiveness improvement through
condition monitoring
BITS Pilani, Pilani Campus
-
Visual
Smell
TemperatureVibration
Debris
Noise
Visual:
BITS Pilani, Pilani Campus
Crack, Leakage, Damage
Naked eye
Endoscope
Noise:
Abnormal noise, Cyclic spikes
Ear
Noise detectors
Vibration:
Bearing
Manual
Vibration sensors
Smell:
Burning
Manual
Temperature:
Running parts
Thermometer
Thermocouples
Pyrometer
Debris (in lube oil):
Wear particles
Microscope
11
-
Visual Temperature Vibration Lubricant monitoring Leakage
monitoring Cracks monitoring Thickness monitoring Corrosion
monitoring Noise / Sound monitoring Smell / Odour monitoring
BITS Pilani, Pilani Campus
Condition Monitoring Techniques
-
Vibration analysis
The most widely used technique in the present day condition
monitoring is through vibration analysis.
Vibration analysis can forecast potential machinery problems and
pinpoint their cause.
Provides periodic condition monitoring using
instrumentation.
A database is developed to record performance, establish machine
histories, assist maintenance diagnostics and
extend machinery reliability.
Problems detected include imbalance, misalignment, motor and
electrical defects, gear train defects, and bearing
defects.
Vibration analysis is also used for verification of alignment
between shafts.
-
Vibration analysis
BITS Pilani, Pilani Campus
-
Vibration analysis
BITS Pilani, Pilani Campus
-
Ultrasonic Evaluation
Periodic inspections of critical items of equipment should be
carried out by using NDT (Non Destructive Testing).
It is essential to identify the critical areas where failures
are likely to occur and select suitable NDE (Non Destructive
Evaluation) techniques for detection of such failures.
General applications of ultrasonic inspection are as follows:
Hull plate thickness Piping Storage tanks Pressure vessels Heat
exchangers
-
Motor condition monitor
Motor condition monitoring is a device capable of detecting
impending mechanical and electrical failures in motors and
motor based systems at the early stage of fault
development.
The experimental modelling technology used in MCM can automate
fault detection and prevent unplanned machine
failure.
MCM utilizes model based fault detection technique which
compares the dynamic behavior of the motor with a
mathematical model.
BITS Pilani, Pilani Campus
-
Motor condition monitor
There are three operational modes of MCM:
1. Check mode: In this mode the MCM measures the current
drawn by the motor and the applied voltage to the motor. It
computes voltage and current imbalances, hence determines
whether the measured and computed quantities are below
user specified thresholds. It also determines the ordering
of
voltage and current channels and can give information about
the frequency content of voltage or current signals.
-
Motor Condition Monitoring
2. Learning mode: In this mode the MCM determines the
model of the motor. It repeatedly takes data while the motor
is
running through its typical load range and processes this
set
of data to obtain the model.
3. Testing mode: In this mode the MCM tests if the motor
behaves as per the model obtained in the learning mode.
Towards this end, the MCM intermittently takes data from the
motor, models the taken data and compares this model with
the model obtained in the learning mode. Furthermore, it
also
compares the output data with the outputs predicted by the
model obtained in the learning mode.
-
Motor condition monitor
BITS Pilani, Pilani Campus
-
Thermography-Principle
According to Planks law of blackbody radiation, the radiation
energy is proportional to the absolute
Temperature of the body.
Hence by measuring the radiation energy, the temperature of the
body can be known.
-
Electromagnetic spectrum
-
Thermography
Thermography was first utilized in the inspection of electrical
equipment to locate high resistance connections
or faulty components.
It has also been used to areas of reduced insulation in
buildings and leaks in building roofs.
It has been found to be effective in identifying faults in
bearings, coupling and shorts in motors.
Infrared thermography is an effective means to identify
excessive heat loss in system or materials.
-
Advantages of Thermography
Advantages of thermography are as follows:
A noncontact, nondestructive means of testing. Reduce downtime.
Virtually eliminates unnecessary work. Reduce unnecessary material
expenses. Avoid catastrophic failures. Direct maintenance to the
root of the problem
-
Temperature Monitoring Methods
Temperature crayons and tapes
Thermometers
Optical pyrometers
Thermocouples
Fusible plugs
Thermography (Infrared radiation scanners)
-
Infrared Thermography
Every object radiates electromagnetic energy invisible to human
eye but visible to specialized equipment.
Thermal imaging radiometers can detect and measureinfrared
radiation, and produce a map of colors or varying
shades of gray that show the surface temperatures of the
object.
The lighter colors or shades represent the warmesttemperatures,
and the darker colors or shades the
coolest.
-
Infrared Thermography
Unlike other infrared techniques, thermal or infraredimaging
provides the means to scan the infrared emissions
of complete machines, process, or equipment in a very
short time. Most of the imaging systems function much like
a video camera.
The user can view the thermal emission profile of a widearea by
simply looking through the instrument's optics.
-
Type of cameras in thermography
Cooled Type
Detectors are cryogenically cooled. Their sensitivity is much
higher as their own temperature is
very low ( 4 to 110K) compared to object being measured.
But it is expensive to both produce and run.
BITS Pilani, Pilani Campus
-
Type of cameras in thermography
BITS Pilani, Pilani Campus
Un-cooled Type
It works on ambient temperature. So need of expensive and bulky
cryogenic coolers.
This makes it small and less costly. Works by change in voltage
or current when heated by
infrared radiations.
-
Thermography
BITS Pilani, Pilani Campus
-
Oil and lubricant analysis in CBM
Used oil analysis is comparable to a medical analysis with a
blood test.
Like blood, lubricating oil contains a good deal of information
about the envelope in which it circulates.
Wear of metallic parts, for example, produces a lot of minute
particles, which are carried by the lubricant.
These small metal particles can give information about the
machine elements that are wearing, and can be detected
by various methods.
Various types of wear are Adhesive wear Abrasive wear Fatigue
Cavitation of the lubricant/fluids Corrosion Erosion Electrical
sparks
BITS Pilani, Pilani Campus
-
Adhesive wear, Abrasive wear, Fatigue
Adhesive wear: Caused due to welding between soft and hard
materials due to lack of lubricant. Subsequently, the
welded material breaks away causing wear and wear
particles.
Abrasive wear: Due to pressure and relative motion between two
surfaces caused by inadequate lubrication/or
use of lubricant which is long overdue for change
Fatigue: Caused due to severe conditions of vibration, pressure
and temperature variations. The severity should
be minimized to eliminate this problem.
BITS Pilani, Pilani Campus
-
Abrasive wear
BITS Pilani, Pilani Campus
-
Cavitations of the lubricant/fluids
It is caused due to the presence of air or gases in the
lubricants.
BITS Pilani, Pilani Campus
-
Corrosion
This is caused by galvanic or chemical reaction between the
mating surfaces.
The effect can be minimized by the use of proper materials and
additives in lubricants, which will inhibit the chemical
reaction.
BITS Pilani, Pilani Campus
-
Erosion, Electrical sparks
Erosion: Erosion occurs due to impingement of high velocity
particulates upon the surface of the equipment. For
example, erosion of automobile silencer takes place due to
carbon particles of the exhaust gas.
Electrical sparks: This is caused in electric motors. Proper
insulation and overload protection are some of the
solutions for this problem.
BITS Pilani, Pilani Campus
-
Erosion
BITS Pilani, Pilani Campus
-
1. Spectrometry
2. Viscosity
3. Dilution
4. Water detection
5. Acid number
6. Total base number
7. Particle counting
8. Microscopic examination in a laboratory
BITS Pilani, Pilani Campus
Methods of analysis of oil andlubricants
-
Spectrometry, Viscosity
A spectrometer is an instrument with which one can measure the
quantities and types of metallic elements in a
sample of oil.
There are two types of viscosity: kinematic and dynamic (or
absolute).
Oil analysis concerns itself almost exclusively with the
former.
Kinematic viscosity is measured in centistokes (cSt) and is a
measure of a fluid's resistance to flow or, more simply, its
thickness.
It must always be quoted at a stated temperature because a
fluid's viscosity will change with temperature. At 40C, a 200 cSt
oil is thicker than one, which has 100 cSt
BITS Pilani, Pilani Campus
-
Kinematic Viscosity
BITS Pilani, Pilani Campus
-
Dynamic Viscosity
BITS Pilani, Pilani Campus
-
Dilution, water detection
Dilution of used engine oil can be measured precisely by gas
chromatography (GC) or by Fourier transform infrared
spectroscopy (FTIR).
Water is one of the more common contaminants. If it can be
introduced via internal coolant leaks, high-pressure
hose cleaning procedures or condensation.
Water has several negative effects on the performance of oil.
They are: Formation of rust, which in turn contaminates the oil.
Increased wear rate from decreased lost load-bearing capacity.
Creation of weak and strong acids from chemical reactions between
additives
and base oils. Biological formation and growth in
low-temperature applications. Loss of critical additives and
additive function.
BITS Pilani, Pilani Campus
-
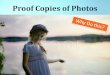
Acid number
The acidity of the oil is measured by titration through a
base.
The Figure shows this graphically, depicting the evolution
of
Total Acidity Number(TAN) as a function of time.
BITS Pilani, Pilani Campus
-
Total base number, Particle counting,
Microscopic examination in a laboratory
The alkalinity of oil is measured by titration through an acid,
and expressed in mg KOH/g.
If the oil is in service for too long, then the TBN will drop
significantly.
Particle Counting
This is an especially useful test for a hydraulic system with
high sensitivity (e.g. servo valves).
In such a test certain quantity of hydraulic oil flows through a
sensor, where all the insoluble material in the oil is
detected and counted using the principle of light
absorption.
The particles counted are classified cumulatively
BITS Pilani, Pilani Campus
-
Particle Counting
There is yet another method known as Particle Quantification
Index (PQ or PQI).
In this test, each sample is passed over a sensor which measures
the bulk magnetic content of the oil.
Since iron is the major wear element in virtually all
components, the PQI is really a measure of how much iron
is present (ferrous density) in the sample, the amounts of
other magnetic elements being negligible.
The PQI does not mention size the bigger the number, the more
iron. PQI will be able to specify grams of iron per
litre of oil.
Microscopic Examination in a Laboratory Microscopes of 1:500
magnification can detect metallic and non-metallic
particles as well as amount of water ingress.
-
Degradation of grease
Study of degradation of grease is also important in condition
monitoring particularly for automatic lubricating
system with synthetic oil being used as base oil for the
grease in use.
The degradation of grease is nothing but oxidation of
antioxidants.
BITS Pilani, Pilani Campus
-
Measurement Of Degradation
of Grease
Ruler method: In this method a variable voltage is applied
to
the sample. While measuring the current flow, the presence
and concentration of various antioxidant additives can be
determined based on their unique electrochemical oxidation
potential and the magnitude of the induced current.
Direct scanning calorimetry (ASTM D5483): In this method
the grease is placed in a sealed vessel and subjected to
heat
in an oxygen-rich environment.
-
Degradation of grease
BITS Pilani, Pilani Campus