Embed Size (px)
DESCRIPTION
This report consists of a detailed Energy Auditing of a Sugar Industry.
Citation preview
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
ABSTRACTEnergy audit is designed to determine where, when, why and how energy
is being used. This information can then be used to identify opportunities
to improve efficiency, decrease energy costs and reduce greenhouse gas
emissions that contribute to climate change. Energy audits can also verify
the effectiveness of energy management opportunities (EMOs) after they
have been implemented.
Energy audit is an important tool in transforming the fortunes of any
organisation. This is highly relevant to the sugar industry as it deals with a
renewable energy source and looked upon as rural power house. The
scope for conservation is immense and if properly harnessed can take the
organization to the path of prosperity. Energy audit becomes all the more
important in view of the energy conservation Act 2001 enacted by
Government of India and the proposed New provisions 18A(1), (2) & (3)
to the Boiler Amendment Bill – 2000 (Indian Boilers Act – 1923).
Energy in the form of Electricity has been the prime mover for the overall
progress of any country. Due to rising cost of new generating plants and
severe financial constraints, it is not possible for Electricity Utilities to
outlay more funds in this priority sector. Hence, either the generated
energy has to be used efficiently or reduce the losses by the end users.
Taking the specific case of sugar industry there are wide variations in
energy consumption among different units using comparable technology.
The energy saving potential in sugar sector is estimated to be at least 30%
of its present utilisation, making the sector with the maximum potential in
the country’s economy. The sector can easily be termed as rural power
houses and any conservation here will not only serve the cause of national
economy but also enhance the profitability and stability of the sector. This
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 1
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
is where the energy audit and energy norms become vital for the sugar
sector as a whole.
It has become the paramount need of the sugar sector at present to become
energy efficient for maximizing their profits as well as to support the
government, in their quest for additional energy resources. Any
augmentation from sugar sector will be a boon to any national economy as
it will not be at the expense of their fossil reserves. Therefore for every
unit in the sugar sector, a self introspection in the form of a detailed
energy audit will do a world of good at this juncture, without waiting for
the intervention of statutes. In this context, sharing of experience based on
the energy audits carried out and the improvement made in some of the
sugar factories in our country will be very useful.
The Energy Audit study was carried out at Mysore Sugar Company
Limited, Mandya, Karnataka. The energy audit was mainly targeted at
identifying practical, sustainable and economically viable energy saving
opportunities in some of main sections of plant, resulting from a detailed
study and analyses of technical parameters.
The plant meets entire power requirement through purchase from KPTCL,
Co-generation, DG sets are used as stand-by. The cost of energy used
during April 2010 to March 2011 works out to ₹ . 1692.00 lacs.
During the study, there was continuous interaction with the plant
personnel; all the recommendations have been thoroughly discussed with
the concerned officials.
This Energy Audit has helped to compile the possible actions to conserve
and efficiently utilize our scarce resources and identify the savings
potential.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 2

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Mysore Sugar Company officials have also ensured that they would
utilize, execute and try implementing the recommendations suggested. The
full impact of conducting a energy audit to achieve large savings in energy
cost therefore remains unrealized or prolonged.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 3
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
List of APPENDICES
Appendix Description Page No.
Appendix-A Layout plan of Mysore Sugar Company 77Appendix-B The present power distribution of My Sugar (Sugar production
area)78
Appendix-C Baggasse based cogeneration power balance 79Appendix-4/1 Details of Power Purchased and Generated for thee period
April 2010 to March 201180
Appendix-5/1 Boiler Specification and Details 82Appendix-5/2 Co-Generation Scheme 83Appendix-5/3 Combustion Efficiency Calculations 84Appendix-5/4 Rated and Operating Parameters of Turbo- Generators, 'A'
& 'B' Mill Steam Drives86
Appendix-5/5 Power Transmission by Different Driving Systems
88
Appendix-6/1 Power Measurement of Centrifugal Pumps 90Appendix-6/2 Design Injection Water Requirements for Pan 93Appendix-6/3 Pressure Drop Calculation for Centrifugal pumps 94Appendix-6/4 Raw Water Balance (Existing) 95Appendix-6/5 Revised Water Balance 96Appendix-6/6 Revised Water Balance 98Appendix-7/1 Lighting Fixture Details 99Appendix-7/2 Lighting Lux Measurement Details 100Appendix-7/3 Replacement of Conventional Electro-magnet Choke with
Electronic Chokes & 40W Fluorescent with CFL 101
Appendix-7/4 Replacement of Conventional Electromagnetic Choke with LED 48” 2000 lumen tube lights
102
Appendix-7/5 Use of Lighting Transformer to Reduce the voltage for lighting Circuit
103
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 4
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
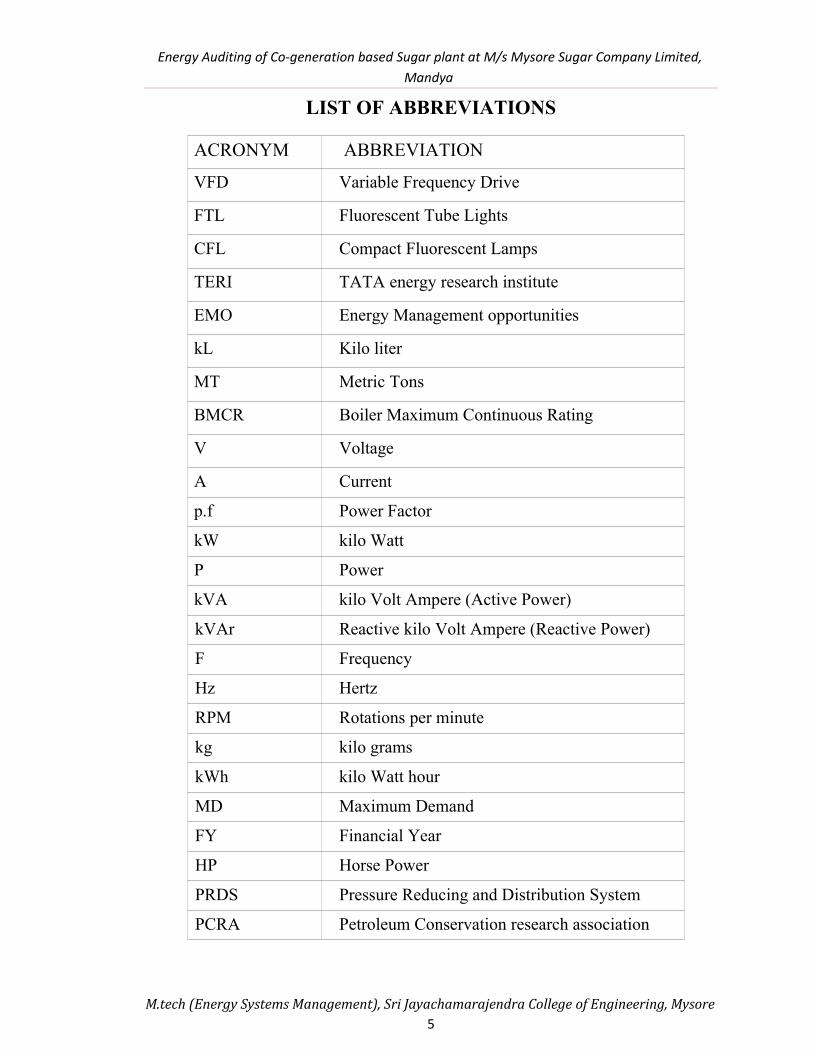
LIST OF ABBREVIATIONS
ACRONYM ABBREVIATION
VFD Variable Frequency Drive
FTL Fluorescent Tube Lights
CFL Compact Fluorescent Lamps
TERI TATA energy research institute
EMO Energy Management opportunities
kL Kilo liter
MT Metric Tons
BMCR Boiler Maximum Continuous Rating
V Voltage
A Current
p.f Power Factor
kW kilo Watt
P Power
kVA kilo Volt Ampere (Active Power)
kVAr Reactive kilo Volt Ampere (Reactive Power)
F Frequency
Hz Hertz
RPM Rotations per minute
kg kilo grams
kWh kilo Watt hour
MD Maximum Demand
FY Financial Year
HP Horse Power
PRDS Pressure Reducing and Distribution System
PCRA Petroleum Conservation research association
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 5
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
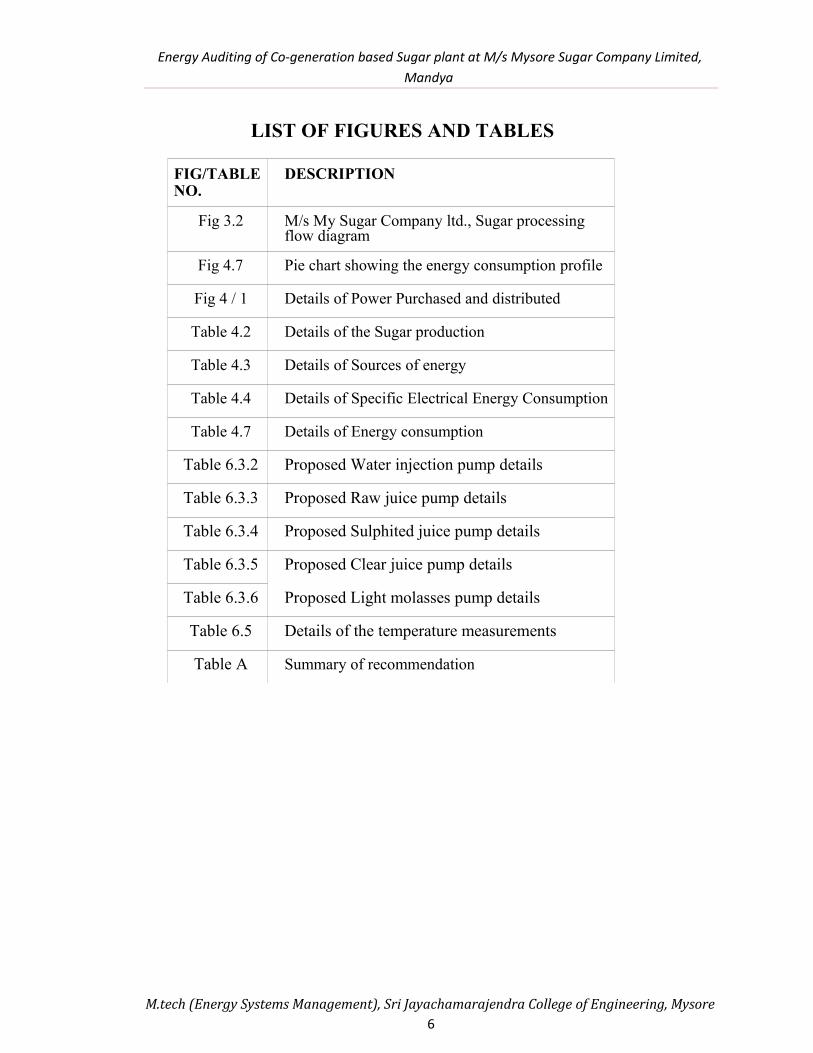
LIST OF FIGURES AND TABLES
FIG/TABLE NO.
DESCRIPTION
Fig 3.2 M/s My Sugar Company ltd., Sugar processing flow diagram
Fig 4.7 Pie chart showing the energy consumption profile
Fig 4 / 1 Details of Power Purchased and distributed
Table 4.2 Details of the Sugar production
Table 4.3 Details of Sources of energy
Table 4.4 Details of Specific Electrical Energy Consumption
Table 4.7 Details of Energy consumption
Table 6.3.2 Proposed Water injection pump details
Table 6.3.3 Proposed Raw juice pump details
Table 6.3.4 Proposed Sulphited juice pump details
Table 6.3.5 Proposed Clear juice pump details
Table 6.3.6 Proposed Light molasses pump details
Table 6.5 Details of the temperature measurements
Table A Summary of recommendation
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 6
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
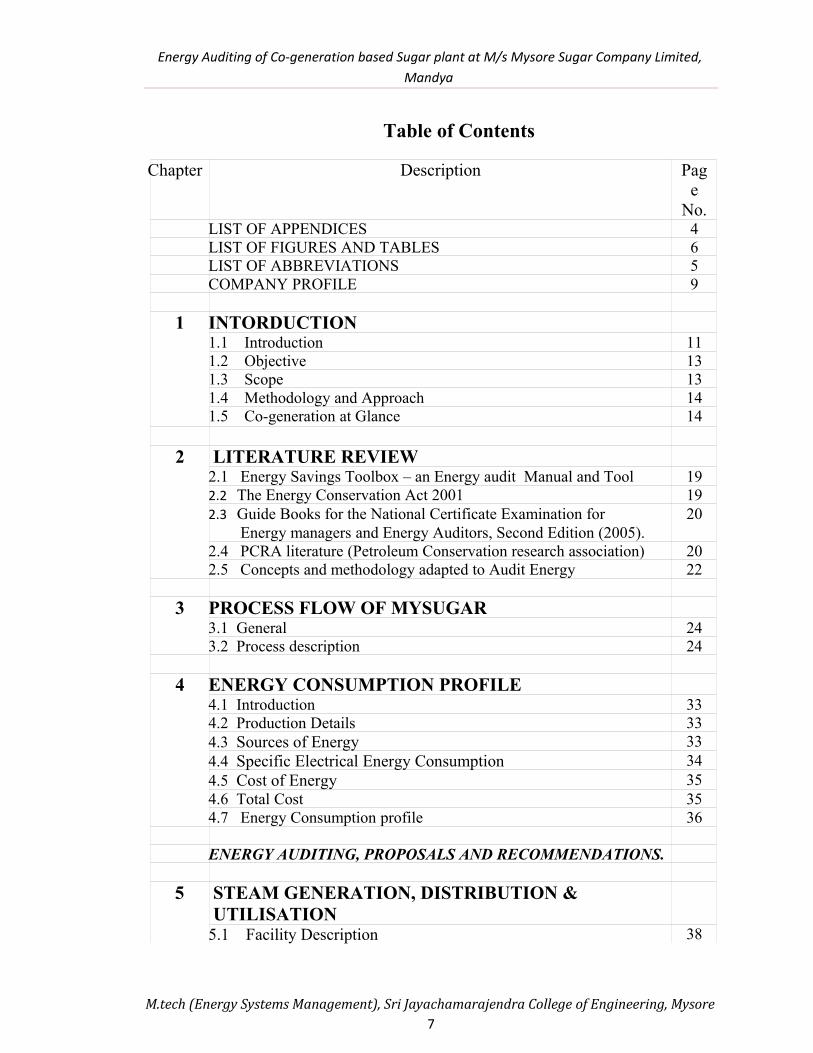
Table of Contents
Chapter Description Page
No.LIST OF APPENDICES 4LIST OF FIGURES AND TABLES 6LIST OF ABBREVIATIONS 5COMPANY PROFILE 9
1 INTORDUCTION1.1 Introduction 111.2 Objective 131.3 Scope 131.4 Methodology and Approach 141.5 Co-generation at Glance 14
2 LITERATURE REVIEW2.1 Energy Savings Toolbox – an Energy audit Manual and Tool 192.2 The Energy Conservation Act 2001 192.3 Guide Books for the National Certificate Examination for Energy managers and Energy Auditors, Second Edition (2005).
20
2.4 PCRA literature (Petroleum Conservation research association) 202.5 Concepts and methodology adapted to Audit Energy 22
3 PROCESS FLOW OF MYSUGAR3.1 General 243.2 Process description 24
4 ENERGY CONSUMPTION PROFILE 4.1 Introduction 334.2 Production Details 334.3 Sources of Energy 334.4 Specific Electrical Energy Consumption 344.5 Cost of Energy 354.6 Total Cost 354.7 Energy Consumption profile 36
ENERGY AUDITING, PROPOSALS AND RECOMMENDATIONS.
5 STEAM GENERATION, DISTRIBUTION & UTILISATION5.1 Facility Description 38
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 7
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
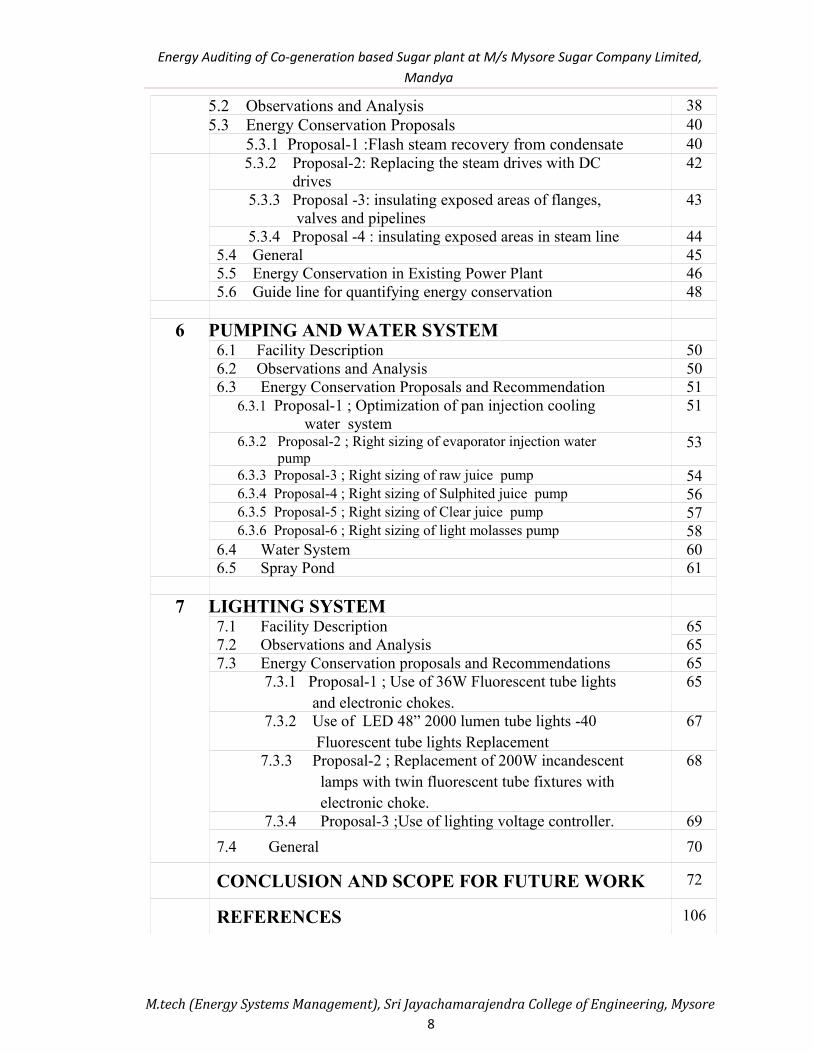
5.2 Observations and Analysis 385.3 Energy Conservation Proposals 40 5.3.1 Proposal-1 :Flash steam recovery from condensate 40
5.3.2 Proposal-2: Replacing the steam drives with DC drives
42
5.3.3 Proposal -3: insulating exposed areas of flanges, valves and pipelines
43
5.3.4 Proposal -4 : insulating exposed areas in steam line 445.4 General 455.5 Energy Conservation in Existing Power Plant 465.6 Guide line for quantifying energy conservation 48
6 PUMPING AND WATER SYSTEM6.1 Facility Description 506.2 Observations and Analysis 506.3 Energy Conservation Proposals and Recommendation 51
6.3.1 Proposal-1 ; Optimization of pan injection cooling water system
51
6.3.2 Proposal-2 ; Right sizing of evaporator injection water pump
53
6.3.3 Proposal-3 ; Right sizing of raw juice pump 546.3.4 Proposal-4 ; Right sizing of Sulphited juice pump 566.3.5 Proposal-5 ; Right sizing of Clear juice pump 576.3.6 Proposal-6 ; Right sizing of light molasses pump 58
6.4 Water System 606.5 Spray Pond 61
7 LIGHTING SYSTEM7.1 Facility Description 657.2 Observations and Analysis 657.3 Energy Conservation proposals and Recommendations 65 7.3.1 Proposal-1 ; Use of 36W Fluorescent tube lights and electronic chokes.
65
7.3.2 Use of LED 48” 2000 lumen tube lights -40 Fluorescent tube lights Replacement
67
7.3.3 Proposal-2 ; Replacement of 200W incandescent lamps with twin fluorescent tube fixtures with electronic choke.
68
7.3.4 Proposal-3 ;Use of lighting voltage controller. 697.4 General 70
CONCLUSION AND SCOPE FOR FUTURE WORK 72
REFERENCES 106
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 8

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
COMPANY PROFILE
The Mysore Sugar Company Limited (Mysugar) is one of the
oldest sugar factories in India. The factory was established in the
early thirties. Initially Mysugar had a capacity of 600 TCD. 0ver the
years the plant has expanded and, presently the plant has a capacity
to crush around 5000 TCD. Mysugar is a Government of Karnataka
Enterprise and the Board of Directors comprise of nominees from
Karnataka State Government and from financial institutions.
Mysugar has its own 35 kL Distillery unit in addition to its own
IMFL bottling plant and arrack unit.
Mysugar is located in the heart of Mandya City and commands a
good cane potential. The agro climatic factors not only favour
intensive cane cultivation but also maintain high sugar content in
the cane over a longer period during the season. Mysugar has
handled about 9 lakhs tonnes of cane during the year. Cane crushing
season usually extends up to nine months and sometimes beyond
that period also.
The subsequent sections of the report highlight the comprehensive
energy audit to identify the energy saving opportunities to minimise
the power and steam requirement of plant.
The Layout plan of Mysore Sugar Company is as shown in
Appendix-A.
The present power distribution of My Sugar (Sugar production
area)is as shown in Appendix-B.
The Baggasse based cogeneration power balance is as shown in
Appendix-C.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 9
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 1
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 10
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter-1
1.1 IntroductionPower is the most essential input for the industrialization and in the Indian
context, it is indeed the fulcrum on which, the future pace of growth of
development of this country rests. It is estimated that, in India the demand
for electricity is presently growing at a compound rate of over nine (9)
percent which is among the highest in the world. Since achieving
independence, India has multiplied electricity generation by more
than 60 times, which as of now stands at about 89,476 MW. The
approximate share of the installed capacity between Hydro, Thermal and
Nuclear are 22:006 MW, 64,276 MW and 2225 MW respectively. Over
and above that about 970 MW of installed capacity is attributable to non-
conventional energy sources (mostly wind).Though the per capita
electricity consumption in India is at about 338 kWh, the demand for
electricity consumption continues to grow at a rapid rate outstripping the
availability of the same. There is a huge difference between the projected
power demand and the planned generating capacities.
The present shortfall in energy is 11 %, and the shortage in the peaking
capacity is 22 %. In the eighth plan period, as against the targeted capacity
addition of 48,000 MW, only 17,373 MW was added. The projected
capacity addition for the ninth plan period is 57,700 MW, calling
for a total investment of over ₹2500 Billion. In addition to the problems
of installed capacity shortage, there are quite a lot of problems with the
Transmission and Distribution system networks. The transmission and
distribution losses is estimated to be an average of 21 %, owing to poor
reactive power management, too many transformation stages resulting in
high transformer losses, unplanned expansion of distribution system,
improper load distribution, pilferage etc..
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 11
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
India’s involvement in renewable energy movement is being reported to
be the second most extensive in the developing countries, next to China.
In order to meet the growing demand for power, India has added nearly
18000 MW generating capacity through conventional sources besides
1175 MW through renewable energy sources including cogeneration
during the 8th five year plan.
India is currently the largest producer of cane sugar in the world,
accounting for 10% of the world production. Sugar is a growing industry
with the cane area, yield and recovery of sugar increasing over the
decades, though there are cyclic variations from year to year.
The industrial sector in India is a major energy user, accounting for about
48 percent of the commercial energy consumption. The sector has become
increasingly energy intensive overtime, which is partly due to the
investments made in basic and energy intensive industries to achieve self-
reliance. There are wide variations in energy consumption among
different units within the same industry using comparable technology. The
energy saving potential in this Sugar sector is estimated to be 25%,
making it the sector with the maximum potential in the economy.
Energy today has become a key factor in deciding the product cost at
micro level as well as in dictating the inflation and the debt burden at the
macro level. Energy cost is a significant factor in economic activity. On
per with factors of production like capital, land and labor. The imperatives
of an energy shortage situation calls for energy conservation measure,
which essentially mean using less energy for the same level of activity.
Energy Audit attempts to balance the total energy inputs with its use and
serves to identify all the energy streams in the systems and quantifies
energy usage’s according to its discrete function. Energy Audit helps in
energy cost optimization, pollution control, safety aspects and suggests
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 12
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
the methods to improve the operating & maintenance practices of the
system. It is instrumental in coping with the situation of variation in
energy cost availability, reliability of energy supply, decision on
appropriate energy mix, decision on using improved energy conservation
equipment’s. instrumentation’s and technology.
1.2 ObjectivesThis energy audit assumes that the cost of energy used during April 2010
to March 2011 by M/s Mysore Sugar Company Limited works out to
₹ 1692.00 lacs, and it has aimed at obtaining a detailed idea about the
various end use energy consumption activities and identifying,
enumerating and evaluating the possible energy savings opportunities.
The target is to achieve savings in the Steam and electrical energy
consumption .
The objective of the work in M/s Mysore Sugar Company Limited is the
interest in retrofitting the electrical utilities like pump and pumping
system, lighting system and thermal Utilities like boiler, mills , thereby
increasing the overall plant efficiency, increasing output, reducing energy/
steam consumption.
“Every 1unit saved is equal to 2units generated”
1.3 ScopeDetailed Energy Audit aims at identifying priority ordered economically
viable projects that will fulfill the above objectives. It will also arrive at
recommendations regarding maintenance procedures, replacing less
efficient equipment with energy efficient equipments etc. for fulfilling the
energy efficiency objectives.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 13
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
1.4 Methodology and ApproachThe audit study involved carrying out various measurements and analysis
covering all major energy consuming sections, to realistically assess
losses and potential for energy savings.
The study involved in improving energy use efficiency and identifying
energy saving opportunities at various equipments and processes. The
analyses included simple payback calculations where investment are
required to be made to implement recommendations, to establish their
economic viability.
1.5 Co-gen Plant At GlancePower is the most essential input for industrialization and it is indeed the
fulcrum on which the future pace of growth and development of our
country rests. The demand for power continues to grow at a rapid rate
outstripping the availability and the bagasse based sugar plant
cogeneration holds the promise of narrowing this ever widening gap.
From the very inception the cane sugar factories are equipped for
Cogeneration for generating the steam and power for their captive
consumption. Of late the term “COGENERATION” is used to widely
denote the generation of surplus power for supplying to the Grid or for
selling to any other third party. Cogeneration for the sugar industry has
been a very attractive option in view of the potential for increasing the
financial health of the sugar mill on one hand, and reducing the ecological
damage by promoting the use of renewable fuels like bagasse for power
generation, on the other hand.
The management of Mysugar, having a very progressive outlook, has
realized the potential for Co-generation in Sugar Plants. Considering the
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 14
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
thrust given by the Government of India to this national endeavor and
realizing the contribution they can make to the power deficit Karnataka
State, the management decided to implement Co generation, in the
Mysugar complex at Mandya in the State of Karnataka, along with the
performance and efficiency improvement program, planned for the sugar
mill.
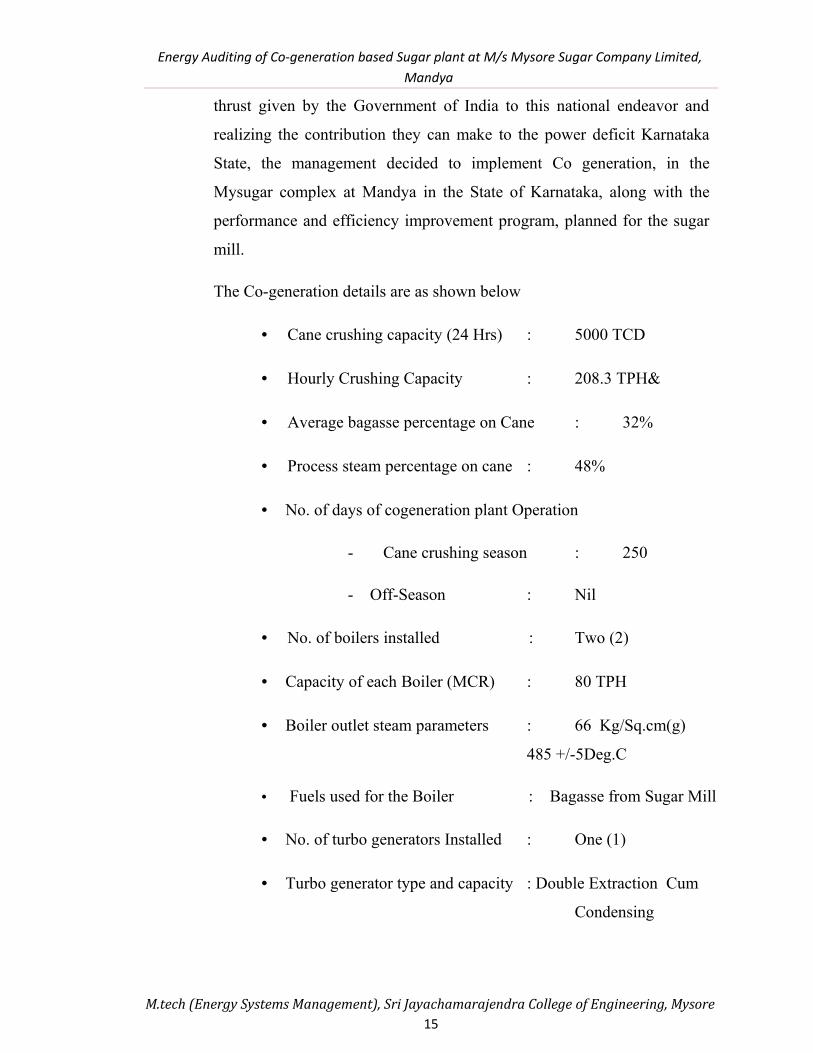
The Co-generation details are as shown below
• Cane crushing capacity (24 Hrs) : 5000 TCD
• Hourly Crushing Capacity : 208.3 TPH&
• Average bagasse percentage on Cane : 32%
• Process steam percentage on cane : 48%
• No. of days of cogeneration plant Operation
- Cane crushing season : 250
- Off-Season : Nil
• No. of boilers installed : Two (2)
• Capacity of each Boiler (MCR) : 80 TPH
• Boiler outlet steam parameters : 66 Kg/Sq.cm(g)
485 +/-5Deg.C
• Fuels used for the Boiler : Bagasse from Sugar Mill
• No. of turbo generators Installed : One (1)
• Turbo generator type and capacity : Double Extraction Cum
Condensing
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 15
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
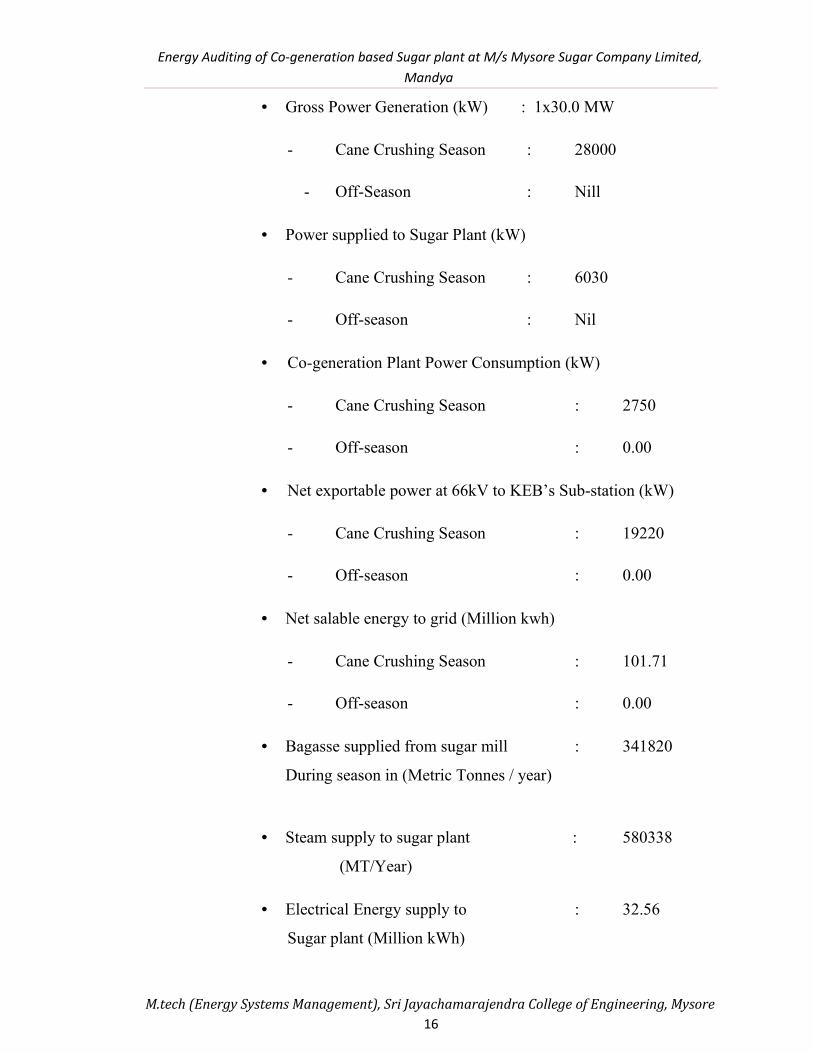
• Gross Power Generation (kW) : 1x30.0 MW
- Cane Crushing Season : 28000
- Off-Season : Nill
• Power supplied to Sugar Plant (kW)
- Cane Crushing Season : 6030
- Off-season : Nil
• Co-generation Plant Power Consumption (kW)
- Cane Crushing Season : 2750
- Off-season : 0.00
• Net exportable power at 66kV to KEB’s Sub-station (kW)
- Cane Crushing Season : 19220
- Off-season : 0.00
• Net salable energy to grid (Million kwh)
- Cane Crushing Season : 101.71
- Off-season : 0.00
• Bagasse supplied from sugar mill : 341820
During season in (Metric Tonnes / year)
• Steam supply to sugar plant : 580338
(MT/Year)
• Electrical Energy supply to : 32.56
Sugar plant (Million kWh)
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 16
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
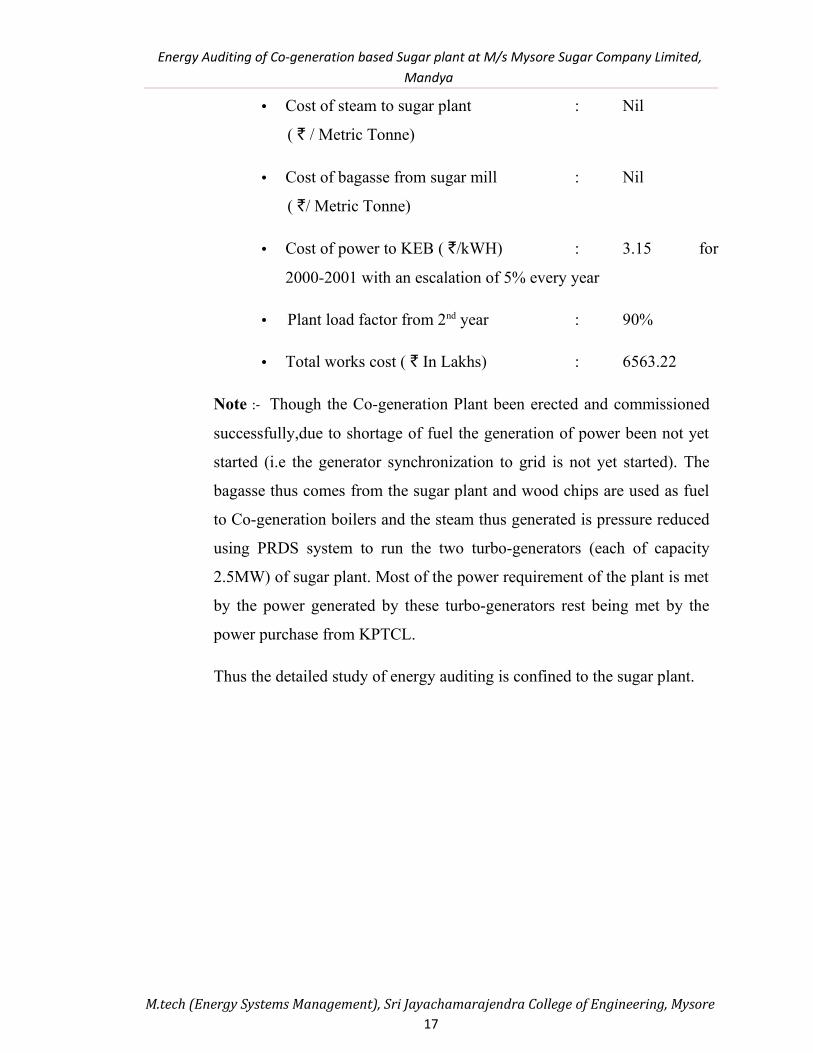
• Cost of steam to sugar plant : Nil
( ₹ / Metric Tonne)
• Cost of bagasse from sugar mill : Nil
( ₹/ Metric Tonne)
• Cost of power to KEB ( ₹/kWH) : 3.15 for
2000-2001 with an escalation of 5% every year
• Plant load factor from 2nd year : 90%
• Total works cost ( ₹ In Lakhs) : 6563.22
Note :- Though the Co-generation Plant been erected and commissioned
successfully,due to shortage of fuel the generation of power been not yet
started (i.e the generator synchronization to grid is not yet started). The
bagasse thus comes from the sugar plant and wood chips are used as fuel
to Co-generation boilers and the steam thus generated is pressure reduced
using PRDS system to run the two turbo-generators (each of capacity
2.5MW) of sugar plant. Most of the power requirement of the plant is met
by the power generated by these turbo-generators rest being met by the
power purchase from KPTCL.
Thus the detailed study of energy auditing is confined to the sugar plant.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 17
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 2
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 18
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 2
LITERATURE REVIEW
2.1 Energy Savings Toolbox – an Energy audit Manual and Tool [1]
This manual has been developed under the auspices of the Canadian
Industry Program for Energy Conservation (CIPEC), a joint initiative of
Canadian industry and the Office of Energy Efficiency of Natural
Resources Canada. Further, the manual was developed in conjunction
with the provinces and territories.
This Guide promotes the proven Energy Efficient Techniques which are
designed to be utilized as a source of reference by Sugar plant.
The guide provides information on factors affecting energy consumption,
particularly electricity and steam consumption and attention is given to all
thermal and electrical utilities.
This Guide also provides the practical steps to saving energy, saving
money through closer control of mill processes, lighting, heating.
2.2 The Energy Conservation Act 2001. [7]
The Energy Conservation Act implemented by the Bureau of Energy
Efficiency (BEE) a statutory body of India, envisages creation of cadre of
professionally qualified energy managers and auditors with expertise in
energy management, project management, financing and implementation
of energy efficiency projects, as well as policy analysis. It is a law to force
firms to make more profit and not an Act to control and monitor energy
consumption of industry.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 19
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
2.3 Guide Books for the National Certificate Examination for Energy
managers and Energy Auditors, Second Edition (2005). [2]
Book I – General aspects of energy management and energy audit,
(Chapter 3 – “Energy Management and Audit”, Chapter 5 – “Energy
Action Planning”, Chapter 6 – “Financial Management”, Chapter 8 –
“Energy Monitoring and targeting”).
Book II – Energy Efficiency in Thermal, (Chapter 1 – “Fuel and
Combustion ”, Chapter 2 – “Boiler”, Chapter 3 – “Steam |System”,
Chapter 8 – “Waste heat recovery”).
Book III – Energy Efficiency in Electrical Utilities, (Chapter 1 –
“Electrical System”, Chapter 6 – “Pumps and Pumping System”, Chapter
8 – “Lighting Systems”, Chapter 10 – “Energy Efficient technologies in
Electrical Systems”)
Book IV – Energy performance assessment for equipment & Utility
Systems, (Chapter 1 – “Boilers”, Chapter 7 – “Water Pumps”, Chapter 10
– “Financial analysis”, Chapter 12 – “Application of non-conventional
and renewable energy sources”).
2.5 PCRA literature (Petroleum Conservation research association) [9]
From PCRA literature , the guidelines for quantifying energy conservation
in pumps and lighting system been adapted will conducting the energy
auditing of pumping system and illumination of M/s Mysore Sugar
Company limited and are as follows,
Illumination
• Use of electronic ballast in place of conventional choke saves
energy upto 20%.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 20
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
• Use of CFL lamp in place of GLS lamp can save energy upto 70%.
• Clean the lamps & fixtures regularly. Illumination levels fall by
20-30% due to collection of dust.
• Use of 36W tubelight instead of 40 W tubelight saves electricity by
8 to 10%.
• Use of sodium vapour lamps for area lighting in place of Mercury
vapour lamps saves electricity upto 40%.
PUMPS
• Improper selection of pumps can lead to large wastage of energy.
A pump with 85% efficiency at rated flow may have only 65%
efficiency at half the flow.
• Use of throttling valves instead of variable speed drives to change
flow of fluids is a wasteful practice. Throttling can cause wastage
of power to the tune of 50 to 60%.
• It is advisable to use a number of pumps in series and parallel to
cope with variations in operating conditions by switching on or off
pumps rather than running one large pump with partial load.
• Drive transmission between pumps & motors is very important.
Loose belts can cause energy loss upto 1-20%.
• Modern synthetic flat belts in place of conventional V-belts can
save 5% to 10% of energy.
• Properly organized maintenance is very important. Efficiency of
worn out pumps can drop by 10-15% unless maintained properly.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 21
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
2.6 Concepts and methodology adapted to Audit Energy . [20]
The Energy Auditing concepts adapted by The energy and resource
institute formerly known as Tata Energy Research Institute (TERI),
Bangalore, a National laboratory of Central Scientific Institute for
Research.
TERI has conducted many Energy Auditing in Sugar Mills
Based on the above literature survey, the energy auditing of following
equipments of M/s Mysore Sugar company ltd., been carried out.
1. Steam Generation, distribution & utilization.
2. Pump and Water System.
3. Lighting System.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 22
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 3
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 23

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter-3Process Flow of My Sugar
3.1 General
Sugarcane processing is focussed on the production of cane sugar
(sucrose) from sugarcane. Other products of the processing include
bagasse, molasses, and filtercake. Bagasse, the residual woody fiber of
the cane, is used for several purposes: fuel for the boilers and lime kilns,
production of numerous paper and paperboard products and reconstituted
panelboard, agricultural mulch, and as a raw material for production of
chemicals. Bagasse and bagasse residue are primarily used as a fuel
source for the boilers in the generation of process steam. Thus, bagasse is
a renewable resource. Dried filtercake is used as an animal feed
supplement, fertilizer, and source of sugarcane wax. Molasses is
produced in two forms: inedible for humans (blackstrap) or as an edible
syrup. Blackstrap molasses is used primarily as an animal feed additive
but also is used to produce ethanol, compressed yeast, citric acid, and
rum. Edible molasses syrups are often blends with maple syrup, invert
sugars, or corn syrup.
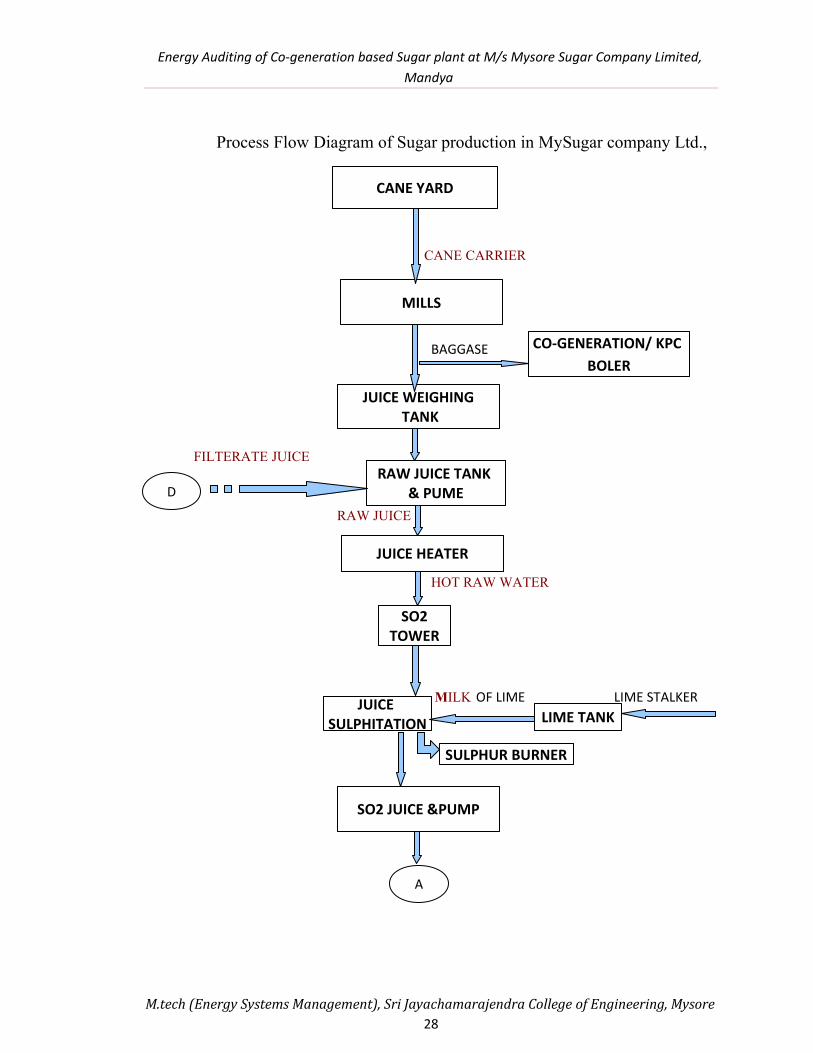
3.2 Process Description
A simplified process flow diagram for a typical cane sugar production
plant is shown in Figure 3.2. The cane is received at the mill and prepared
for extraction of the juice. At the mill, the cane is mechanically unloaded,
placed in a large pile, and, prior to milling, the cane is cleaned. The
milling process occurs in two steps: breaking the hard structure of the
cane and grinding the cane. Breaking the cane uses revolving knives,
shredders, crushers, or a combination of these processes. For the grinding,
or milling, of the crushed cane, multiple sets of three-roller mills are most
commonly used although some mills consist of four, five, or six rollers in
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 24
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
multiple sets. Conveyors transport the crushed cane from one mill to the
next. Imbibition is the process in which water or juice is applied to the
crushed cane to enhance the extraction of the juice at the next mill. In
imbibition, water or juice from other processing areas is introduced into
the last mill and transferred from mill to mill towards the first two mills
while the crushed cane travels from the first to the last mill. The crushed
cane exiting the last mill is called bagasse. The juice from the mills is
strained to remove large particles and then clarified. In raw sugar
production, clarification is done almost exclusively with heat and lime (as
milk of lime or lime saccharate); small quantities of soluble phosphate
also may be added. The lime is added to neutralize the organic acids, and
the temperature of the juice raised to about 95 degree C (200 degreeF). A
heavy precipitate forms which is separated from the juice in the clarifier.
The insoluble particulate mass, called “mud”, is separated from the limed
juice by gravity or centrifuge. Clarified juice goes to the evaporators
without additional treatment. The mud is filtered and the filter cake is
washed with water.
Evaporation is performed in two stages: initially in an evaporator station
to concentrate the juice and then in vacuum pans to crystallize the sugar.
The clarified juice is passed through heat exchangers to preheat the juice
and then to the evaporator stations. Evaporator stations consist of a series
of evaporators, termed multiple-effect evaporators; typically a series of
five evaporators. Steam from large boilers is used to heat the first
evaporator, and the steam from the water evaporated in the first
evaporator is used to heat the second evaporator. This heat transfer
process continues through the five evaporators and as the temperature
decreases (due to heat loss) from evaporator to evaporator, the pressure
inside each evaporator also decreases which allows the juice to boil at the
lower temperatures in the subsequent evaporator. Some steam is released
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 25
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
from the first three evaporators, and this steam is used in various process
heaters in the plant. The evaporator station in cane sugar manufacture
typically produces a syrup with about 65 percent solids and 35 percent
water. Following evaporation, the syrup is clarified by adding lime,
phosphoric acid, and a polymer flocculent, aerated, and filtered in the
clarifier. From the clarifier, the syrup goes to the vacuum pans for
crystallization.
Crystallization of the sugar starts in the vacuum pans, whose function is
to produce sugar crystals from the syrup. In the pan boiling process, the
syrup is evaporated until it reaches the supersaturation stage. At this
point, the crystallization process is initiated by “seeding” or “shocking”
the solution. When the volume of the mixture of liquor and crystals,
known as massecuite, reaches the capacity of the pan, the evaporation is
allowed to proceed until the final massecuite is formed. At this point, the
contents of the vacuum pans (called “strike”) are discharged to the
crystallizer, whose function is to maximize the sugar crystal removal
from the massecuite. Some mills seed the vacuum pans with isopropyl
alcohol and ground sugar (or other similar seeding agent) rather than with
crystals from the process. From the crystallizer, the massecuite (A
massecuite) is transferred to high-speed centrifugal machines
(centrifugals), in which the mother liquor (termed “molasses”) is
centrifuged to the outer shell and the crystals remain in the inner
centrifugal basket. The crystals are washed with water and the wash water
centrifuged from the crystals.
The liquor (A molasses) from the first centrifugal is returned to a vacuum
pan and reboiled to yield a second massecuite (B massecuite), that in turn
yields a second batch of crystals. The B massecuite is transferred to the
crystallizer and then to the centrifugal, and the raw sugar is separated
from the molasses. This raw sugar is combined with the first crop of
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 26

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
crystals. The molasses from the second boiling (B molasses) is of much
lower purity than the first molasses. It is reboiled to form a low grade
massecuite (C massecuite), which goes to a crystallizer and then to a
centrifugal. This low-grade cane sugar is mingled with syrup and is
sometimes used in the vacuum pans as a “seeding” solution. The final
molasses from the third stage (blackstrap molasses) is a heavy, viscous
material used primarily as a supplement in cattle feed. The cane sugar
from the combined A and B massecuites is dried in fluidized bed or
spouted bed driers and cooled. After cooling, the cane sugar is transferred
to packing bins and then sent to bulk storage. Cane sugar is then generally
bulk loaded to trucks.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 27
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Process Flow Diagram of Sugar production in MySugar company Ltd.,
CANE CARRIER
BAGGASE
FILTERATE JUICE
RAW JUICE
HOT RAW WATER
MILK OF LIME LIME STALKER
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 28
CANE YARD
MILLS
JUICE WEIGHING TANK
RAW JUICE TANK & PUME
JUICE HEATER
JUICE SULPHITATION
SO2 JUICE &PUMP
CO-GENERATION/ KPC BOLER
A
LIME TANK
SO2 TOWER
SULPHUR BURNER
D
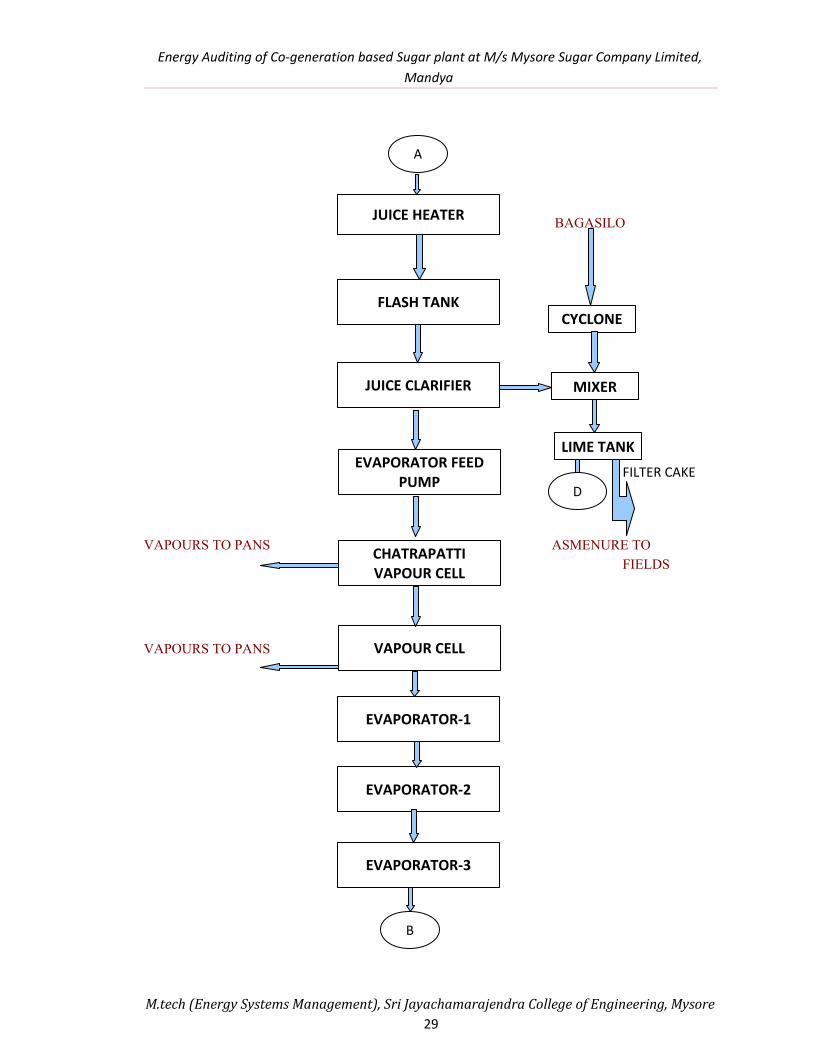
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
BAGASILO
FILTER CAKE
VAPOURS TO PANS ASMENURE TO FIELDS
VAPOURS TO PANS
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 29
JUICE HEATER
FLASH TANK
JUICE CLARIFIER
EVAPORATOR FEEDPUMP
CHATRAPATTIVAPOUR CELL
VAPOUR CELL
EVAPORATOR-1
EVAPORATOR-2
EVAPORATOR-3
A
B
MIXER
CYCLONE
LIME TANK
D
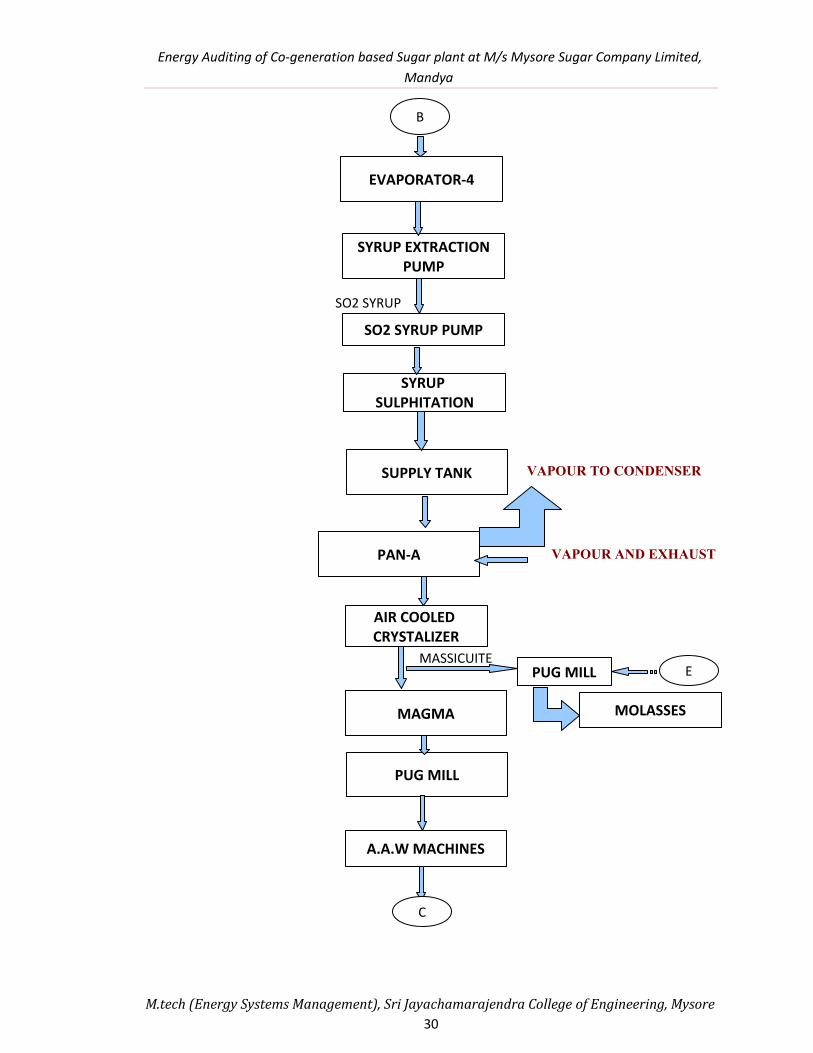
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
SO2 SYRUP
VAPOUR TO CONDENSER
VAPOUR AND EXHAUST
MASSICUITE
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 30
PUG MILL
EVAPORATOR-4
SYRUP EXTRACTIONPUMP
SYRUP SULPHITATION
SO2 SYRUP PUMP
SUPPLY TANK
PAN-A
AIR COOLED CRYSTALIZER
MAGMA
A.A.W MACHINES
B
C
PUG MILL
MOLASSES
E
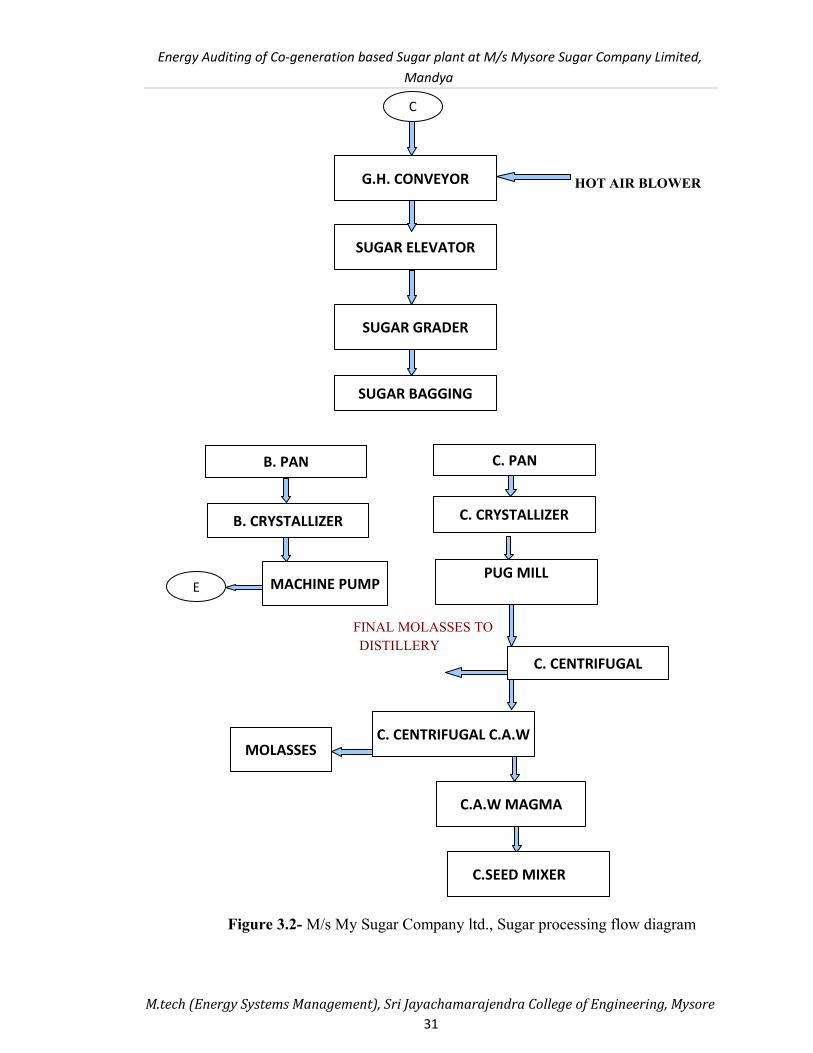
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
HOT AIR BLOWER
FINAL MOLASSES TO DISTILLERY
Figure 3.2- M/s My Sugar Company ltd., Sugar processing flow diagram
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 31
G.H. CONVEYOR
SUGAR ELEVATOR
SUGAR GRADER
B. CRYSTALLIZER C. CRYSTALLIZER
C
E
SUGAR BAGGING
B. PAN C. PAN
MOLASSESC. CENTRIFUGAL C.A.W
C.A.W MAGMA
C.SEED MIXER
PUG MILLMACHINE PUMP
C. CENTRIFUGAL
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 4
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 32
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 4Energy Consumption profile
4.1 Introduction
In this chapter the cane crushing, raw juice, sugar production, the specific energy consumption, sources of fuel and total cost incurred during a fiscal year been tabulated. With these details further energy conservation proposal and recommendation been discussed.
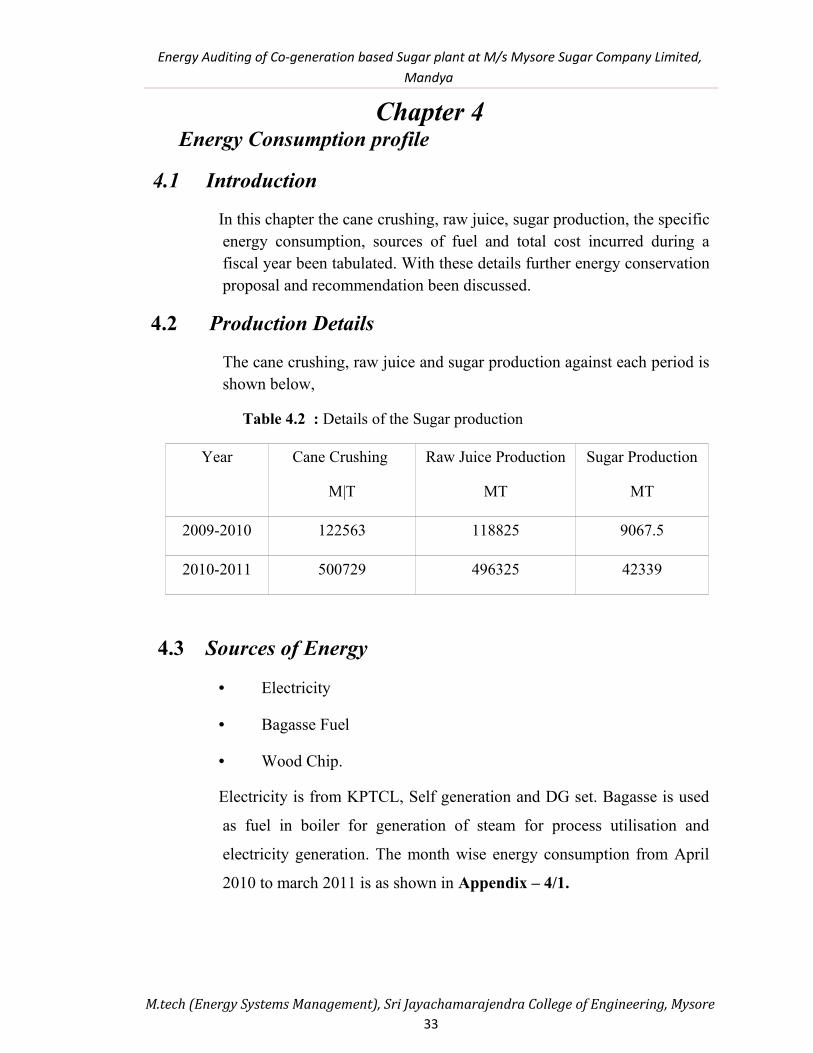
4.2 Production Details
The cane crushing, raw juice and sugar production against each period is shown below,
Table 4.2 : Details of the Sugar production
Year Cane Crushing
M|T
Raw Juice Production
MT
Sugar Production
MT
2009-2010 122563 118825 9067.5
2010-2011 500729 496325 42339
4.3 Sources of Energy
• Electricity
• Bagasse Fuel
• Wood Chip.
Electricity is from KPTCL, Self generation and DG set. Bagasse is used
as fuel in boiler for generation of steam for process utilisation and
electricity generation. The month wise energy consumption from April
2010 to march 2011 is as shown in Appendix – 4/1.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 33
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
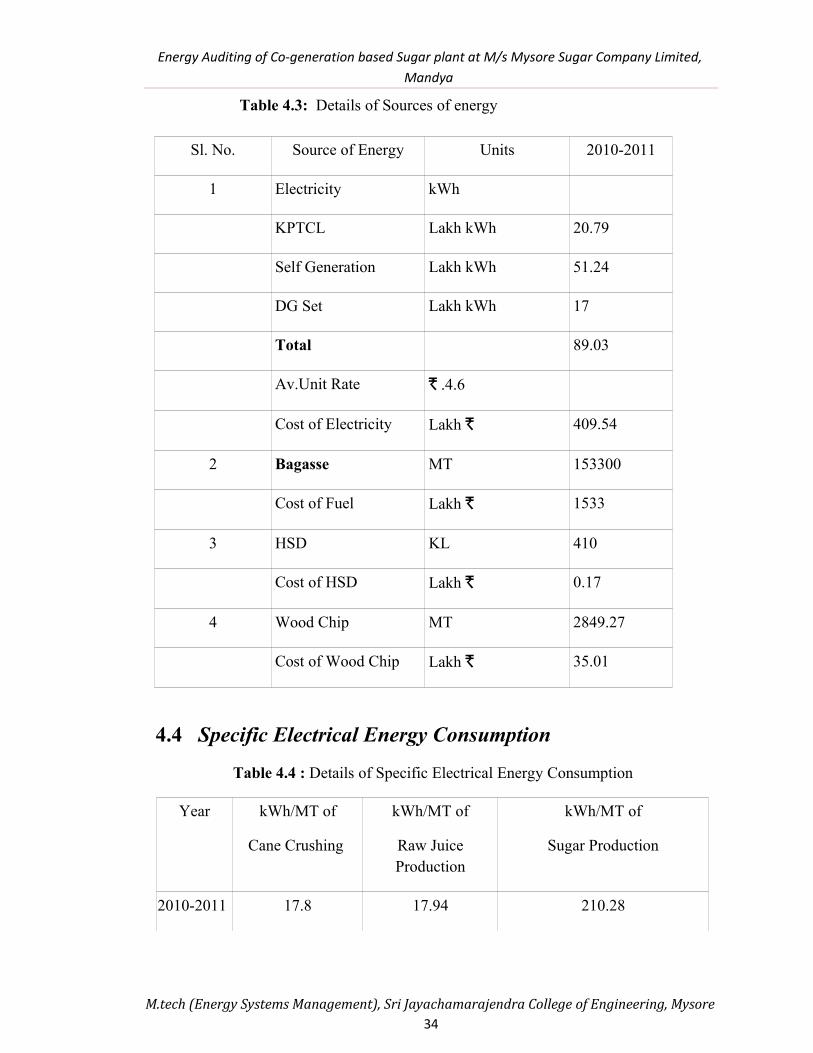
Table 4.3: Details of Sources of energy
Sl. No. Source of Energy Units 2010-2011
1 Electricity kWh
KPTCL Lakh kWh 20.79
Self Generation Lakh kWh 51.24
DG Set Lakh kWh 17
Total 89.03
Av.Unit Rate ₹ .4.6
Cost of Electricity Lakh ₹ 409.54
2 Bagasse MT 153300
Cost of Fuel Lakh ₹ 1533
3 HSD KL 410
Cost of HSD Lakh ₹ 0.17
4 Wood Chip MT 2849.27
Cost of Wood Chip Lakh ₹ 35.01
4.4 Specific Electrical Energy Consumption
Table 4.4 : Details of Specific Electrical Energy Consumption
Year kWh/MT of
Cane Crushing
kWh/MT of
Raw Juice Production
kWh/MT of
Sugar Production
2010-2011 17.8 17.94 210.28
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 34
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
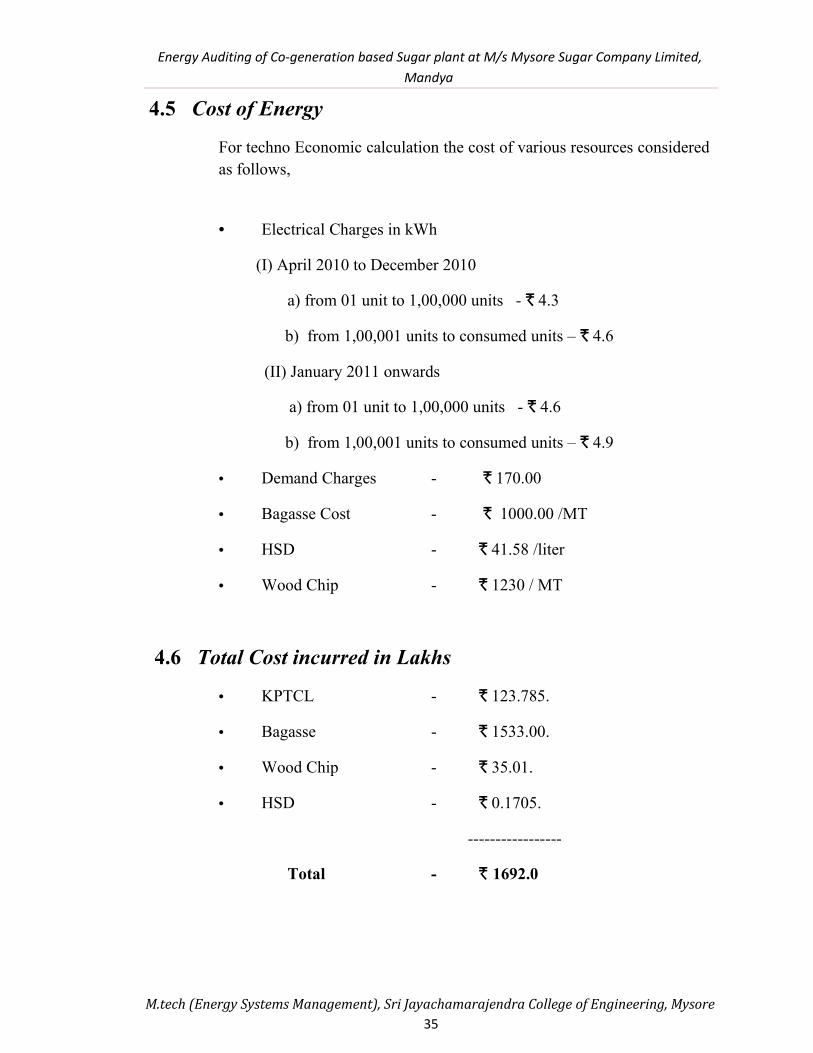
4.5 Cost of Energy
For techno Economic calculation the cost of various resources considered as follows,
• Electrical Charges in kWh
(I) April 2010 to December 2010
a) from 01 unit to 1,00,000 units - ₹ 4.3
b) from 1,00,001 units to consumed units – ₹ 4.6
(II) January 2011 onwards
a) from 01 unit to 1,00,000 units - ₹ 4.6
b) from 1,00,001 units to consumed units – ₹ 4.9
• Demand Charges - ₹ 170.00
• Bagasse Cost - ₹ 1000.00 /MT
• HSD - ₹ 41.58 /liter
• Wood Chip - ₹ 1230 / MT
4.6 Total Cost incurred in Lakhs
• KPTCL - ₹ 123.785.
• Bagasse - ₹ 1533.00.
• Wood Chip - ₹ 35.01.
• HSD - ₹ 0.1705.
-----------------
Total - ₹ 1692.0
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 35
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
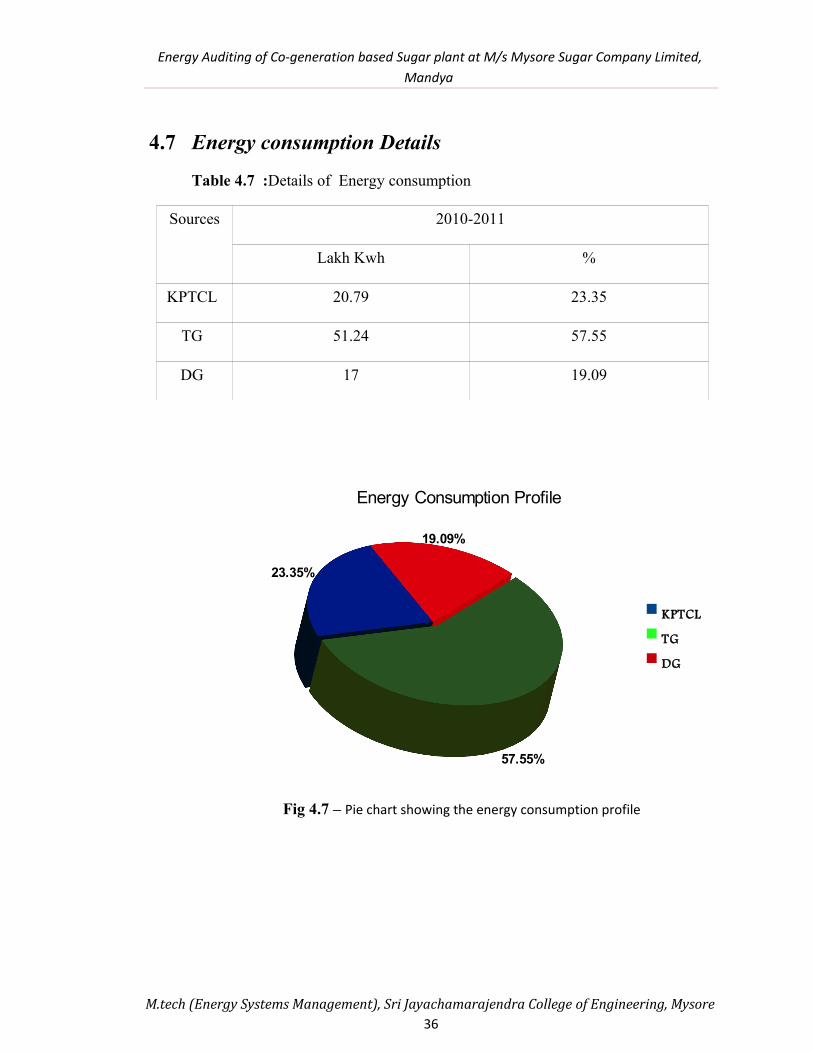
4.7 Energy consumption Details
Table 4.7 :Details of Energy consumption
Sources 2010-2011
Lakh Kwh %
KPTCL 20.79 23.35
TG 51.24 57.55
DG 17 19.09
Fig 4.7 – Pie chart showing the energy consumption profile
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 36
23.35%
57.55%
19.09%
Energy Consumption Profile
KPTCLTGDG
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 5
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 37
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 5
STEAM GENERATION, DISTRIBUTION AND UTILIZATION
5.1 Facility Description
The sugar unit of the plant is equipped with four boilers of which two is of
Texmaco make (40 t/h each) and two is of KCP make (20 t/h each) .all
the boilers are of dumping grate type with pneumatic distribution
.Maximum steam generating pressure of these boilers is 21 kg/cm2 .fuel
used is bagasse. The main auxiliaries of the boilers are ID,FD,SA fan and
feed water pump .the detailed specifications are provided in Appendix-
5/1. Out of 4 boiler only one boiler is in use i.e. KPC boiler of capacity 20
t/h to drive the turbines of Mills, rest of the steam requirement is met from
boilers of co-generation, each of the boiler having a capacity of 80 t/h.
Distribution of steam from the boilers is as shown in Appendix- 5/2.
5.2 Observations and Analysis
A. General – observations
(I) Steam generation of KPC boiler
• Bagasse is used a fuel which has a calorific value of 1960 kcal/kg
• Bagasse is fed into the boilers automatically through conveyors
• Balanced draft in boilers is maintained by operating the ID and FD fan openings
• CO2% percentage in the flue gas varies from 10.8 to 11.75
• It was observed that air infiltration is occurring in KPC Boiler
• At present excess air levels in KPC boiler ranges from 75 to 96%.
This can be brought down to 60% there by increasing the
efficiency by 0.5 to 1% .
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 38
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
• FD fan opening should be adjusted to about 55 to 65% so that
excess air levels can be brought down to 60%
• All the boilers have secondary air fans which is working
satisfactorily
• The boilers blow down TDS was 1800 TDS and the blow down
operations was carried twice in a shift
• The boiler surface temperature was found to be 50°to 60°C.
• The boiler efficiency calculations are provided in Appendix-5/3
(ii) Steam distributions and utilizations
• The high pressure steam generated in boilers are used in TG#1,
TG#2 to generate power and in “A” and “B” mills to drive the
steam turbines. The detailed rated and operating parameters of
“TG, A & B mill turbines” are provided in Appendix -5/4.
• The exhaust steam from TG,A& B mill turbines are fed to
chatrapati vapour cell, raw juice heating sections, 1st body of
Binny and isjeck evaporators
• The vapour coming out of low pressure steam, high pressure
steam is passed through PRDS (approx.2 to 3 t/h) and utilized in
evaporator and chatrapathi cell.
• The vapour coming out of final effect evaporator is at 55°C and it
is condensed in vaccum condenser(2 nos)
• The vapours coming out A,B,C pans are condensed in jet
condenser(11 nos)
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 39
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
• The plant has installed new SS condenser (spray type), which
reduces the cooling water requirement in pan section
• In distillery unit mainly steam is utilized in fermentor,
analyzer,columns,rectifier column, exhaust column and air
benzene recoverable column etc.
• Most places steam pressure gauges are not in working condition.
• Steam leakages at many places in the plant is occurring .
• The management is the process of replacing the chatrapati cell
with kentser vapour cell. This measure will enhance the steam
economy.
• In A and B mill steam turbines should be replaced with DC drive
. this aspect is discussed in proposal section.
• The return condensate is collected in condensate collection tank (2
open ) and hot water tanks. Heavy loss of flash steam is occurring
from the open tanks.
• The condensate is tank surface temperature is high (in the range
of 90 to 97°C) . these tanks should be reinsulated.
• The detailed trap survey has been done and it was found that traps
are working well.
5.3 Energy Conservation proposals and Recommendations
5.3.1 Proposal-1 :Flash steam recovery from condensate
Background
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 40
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
The average condensate collected at hot water tank is around 180m3/h at
temperature of about 95 to 100°C. the tank being open at the top, the flash
steam generated is let out. This steam is utilized and causing damage to the
insulation of pipes, above the tank.
If the flash steam is recovered and utilized in heating of the juice, it will not
only reduce the steam consumption in the first stages heaters and also
condensate can be recovered.
Recommendation
As the return condensate is at considerable pressure and temperature , flash
steam can be recovered by installing a flash steam recovery unit . the flash
steam recovered from the system can be used in the raw juice heaters.
Energy savings
Expected output of flash steam from condensate : 1500kg/h
Expected pressure of flash : 1.5kg/cm² ab
Net savings in bagasse per year : 4250 MT
Cost saving per year : ₹ 42.5lakhs
Cost of flash steam recovery system : ₹ 2.0 lakhs
Simple payback period : 17 days
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 41
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
5.3.2 Proposal-2: Replacing the steam drives with DC drives
Background
This plant has two mills namely A &B. “A” mill has four turbine drives of
600BHP capacity which consumes about 6.5t/h of steam at pressure. “B”
mills has three turbines of 1000BHP capacity which consumes 10 t/h of
steam at 18 kg/cm2.
Normally the efficiency of these turbines are in the range of 35 to 43% .
the low efficiency result these turbines to operate at higher specific steam
consumptions than the power turbines, Appendix-5/5 shows the power
generated at steam turbines shaft and transmitted to a roller shaft through
high and slow speed gear box, open gearing stages, couplings and tail bars.
This lengthy power transmission system result in a very low overall
efficiency of the order of 31%. The over all efficiency of various types of
drives are shown in Appendix – 5/5.
The electric drives(DC motors) for the mills are better placed than steam
drives, in terms of simplicity, better cleanliness, ease of control, readily
adoptable and integration in to any complex system with ease and
flexibility. Above all, overall efficiency of DC drives system system comes
to 51%
The recent technology is hydraulic drives, which gives an overall
efficiency of 58%. But these drives require clean environment for smooth
operations and the cost is high.
Recommendation
Replace the existing steam turbine drives with DC motors drives (600 and
1000 HP), which result in 15% higher efficiency of transmission. The
result in considerable energy savings
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 42
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Energy savings
Steam consumption in” A” mill steam drives at 16.5 kg/cm² : 6.5 t/h x 4
Pressure : 26 t/h
Steam consumption in “B” mill steam drives at 16.5 kg/cm2 : 10 t/h x 3
: 30 t/h
Total steam consumption : 56 t/h
Energy savings envisaged due to higher : ₹ 152 lakhs
Efficiency of DC drives (15%)
Cost of implementation : ₹ 220 lakhs
Simple payback period : 18 months
5.3.3 Proposal -3: insulating exposed areas of flanges, valves
and pipelines
Background
High pressure lines: many portions of high pressure lines such as valves,
flanges, pipelines near A & B turbines mills, steam headers are exposed to
atmosphere (insulation broken). This result in considerable heat loss
Low pressure lines: in processing sugar juice low pressure steam form
turbine exhaust and vapour from chatrapati cell is used . at many places
connecting pipelines, flanges,valves are uninsulated (or) insulation is
broken . this result in considerable heat loss.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 43
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
The total surface heat loss from uninsulated flanges, valves and pipe lines
and equipment are tabulated in Appendix-5/6.
Recommendation
By insulating the exposed areas of the flanges, valves and pipelines
Energy savings
Total exposed area : 504+268
: 772mt²
Net energy savings in kcal/h : 578011+59114
: 637125 kcal x 109kcal
Net energy savings per year : 2786 tons/Year
Net savings in bagasse : ₹ 27.86 lakhs
Cost of implementation :₹ 7lakhs
Simple payback period : 3 months
5.3.4 Proposal -4 : insulating exposed areas in steam line
Background
Valves, NRV, flanges and some portion of steam line are exposed to
atmosphere. The uninsulated temperature ranges from 130 °C to 150 °C.
Insulation of some portion of steam balloon has come off and thus
temperature is 120°C.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 44
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Recommendation
To reduce heat loss, it is recommended to insulate the surface with glass
wool so as to reduce the surface temperature to 50°C
Energy savings
Total exposed area of steam line : 13.72mt2
Average surface temperature : 127°C
Expected surface temperature after insulation : 50°C
Fuel savings per hour(bagasse) : 11kg
Net energy savings in kcal/h : 15,180
Cost saving per year : ₹ 0.5 lakh
Cost of implementation : ₹ 5000
Simple payback period :1 month
5.4 General
• At the outset the steam and power production areas will be highlighted
before going into the details of energy consumption areas. For steam
production bagasse being the only fuel, it is very important to ensure
that uniform feed of the fuel of not exceeding 50% moisture content is
assured always to the boilers. More than 60% of the factories in India
work with Boiler systems of less than 20 kg/sq.cm pressure rating.
Whatever may be theoperating parameters of the boilers, the need for
maintaining the boilers in excellent health to work at the rated
efficiencies does not require over emphasis. Typically in a well
maintained boiler there is a variation of 0.8% in the efficiency of boiler
for every percentage of moisture variation in bagasse. A moisture level
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 45
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
of 50% in bagasse is generally taken as the benchmark as all the sugar
mills as well as boiler manufacturers adopt this for their designs.
Though bagasse drying can improve boiler efficiency further, it has to
be carefully planned in the heat balance of the plant, while optimizing
the power cycle.
• It is important to take note of the following thumb rules for quantifying
the energy conservation in boiler operations. Every 20°C reduction in
back end temperature: 1.0% increase in boiler efficiency.
• 10% reduction in excess air: 0.4% increase in boiler efficiency.
• 1% reduction in bagasse moisture: 0.8% increase in boiler efficiency.
For 1TPH steam generation with 0.5% increase in boiler efficiency,
there is saving in 3 kg/hr of bagasse.
• For 1 TPH steam generation, by installing flash steam recovery system
for continuous blowdown in boilers, there is a saving of 1.5 kg/hr of
bagasse.
• These figures may vary according to boiler parameters. The above
details will emphasize the need for maintaining optimum operational
conditions required for efficient performance of mills and boilers.
5.5 ENERGY CONSERVATION IN EXISTING POWER
PLANT
CHECK LIST OF KEY FACTORS
• · Improvement in back end gas temperature
• · Rectification of leakage in ducting and the entire flue gas path.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 46
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
• · Arresting of air / flue gas bypass especially through boiler bank
baffles, economizer flue gas bypass ducting.
• · Proper maintenance of insulation in boiler, furnace, ducting and
piping including fittings.
• · Boiler thermal expansion movement check with respect to supports.
• · Modifications in air / flue gas flow pattern and elimination of ash
accumulation in ducting.
• Minimizing the losses due to boiler drum blow down.
• Arresting water and steam leakage in boiler and piping.
• Improvement / restriction of furnace outlet temperature of flue gas to
avoid slagging in superheater area.
• Introduction of direct spray type desuperheater in superheater assembly
by dividing the superheater into two sections in single stage superheater
design.
• Review of superheater and pressure part supports.
• Addition of long retractable soot blowers in front of superheater.
• Ensuring uniform distribution of controlled quantity of fuel on the
grate.
• Review of the grate design and maintainability.
• Operating the boiler at its rated parameters i.e capacity, pressure and
temperature
• Review of the performance of the existing steam drum internals and
steam drier arrangement.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 47
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
• Review of the existing heating surface area provided in the boiler.
• Review of the boiler design and space availability with respect to
increase in boiler capacity
• Review of the existing main steam pipe sizing and pipe routing
• Review of the capacity and head of equipment selected such as, ID, FD
& SA fans, boiler feed pumps, etc
• Reduction of unburnt carbon loss in bottom ash and fly ash.
• Review of the dust collector equipment performance.
• Review of boiler operating practices such as furnace cleaning time etc
• Review of boiler water quality and feed water quality.
• Inspection of deaerator and review of its performance.
• Review of HP and LP dozing system capacity and selection.
5.6 GUIDE LINE FOR QUANTIFYING ENERGY
CONSERVATION
• 10°C reduction in back end temperature - 0.6% increase in boiler
efficiency
• 10 % reduction in excess air - 0.4% increase in boiler efficiency
• 1 % reduction in bagasse moisture - 0.8 % increase in boiler efficiency
• For 1.0 TPH steam generation with 0.5 % increase in boiler efficiency,
there is saving of 3 kg/hr of bagasse.
• For 1.0 TPH steam generation, by installing flash steam recovery
system, there is a saving of 1.18 kg/hr of bagasse
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 48
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 6
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 49
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 6
PUMPING AND WATER SYSTEM
6.1 Facility Description
The plant has 43 no. of centrifugal pumps as per the area wise pump details
as shown in Appendix-6/1 and the total power consumption of all the
running pumps is 986 kW, which is about 23% of total power consumption
of sugar plant.
6.2 Observations and Analysis
▪ .All most all the pumps are centrifugal pumps.
▪ These pumps used to water and juice.
▪ Transportation of Magma is done through lobe type positive
displacement pumps.
▪ With respect to either flow or head developed most of the Centrifugal
pumps are over sized.
▪ From the Appendix- 6/1 , following pumps are loaded less than 45%
due to either lower rate/head requirement or both as per the process
requirement.
1. Screened Juice pump.
2. Imbibition juice pump-2 (mill-B).
3. Sulphited syrup pump.
4. Syrup extraction pump.
5. Sweet Water pump.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 50
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
6. Scum pump.
7. Remelt pump.
8. A-light molasses pump.
6.3 Energy Conservation proposals and Recommendations
During the study, all running centrifugal pumps were observed for their
existing operating conditions. The required flow rate and head developed
against rated flow and pressure were studied.
The cooling water flow rate and temperature were also measured at the
inlet and outlet of the various cooling equipment/bearings.
The electrical parameter like V, A, pf, kVA and kW were measured for all
running pump motors.
Energy saving opportunities were identified without effecting the present
process conditions .
The motors required for the right size pumps may obtained from
reshuffling motors from the inventory.
6.3.1 Proposal-1 ; Optimization of pan injection cooling water
system
Background
In the boiling section, there are about 11 pans and two sets (each with 5
bodies) evaporators for concentration of the juice to syrup. Jet type
condensers are used to condense the vapors and create vacuum in the pan
and evaporator bodies.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 51
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
In this proposal, we are considering only the condensers of pan
evaporators. The amount of cooling water needed to be sent as injection
water is only 5033 cum/hr.
In the existing set up, there are six pumps of rated flow rate of 1000cum/hr
and head of 25 M (6 x 1000 cum/hr) and one pump of rated flow rate of
1400 cum/hr and head of 21M (1x 1400 cum/hr) is being operated. The
quantity of injection water being pumped to the condensers as per pump
rating ( 7 pumps were inline) with the valve full open condition is
7400 cum/hr.
Operating pumps of two different rated head, connected to common
manifold will result in throttling effect and lead to increase power
consumption and non uniform loading of the pumps. This is not a good
engineering practices. The details on design of cooling water requirement,
existing flow rates, the power consumption and percentage loading of all
pan injection water pumps is shown in Appendix – 6/2.
Recommendation
Total design of condenser water required for pans : 5033 cum/hr.
No. of pumps need to be operated is Six : 6 x 1000 cum/hr
= 6000 cum/hr.
3 pumps on each side of 1000 cum/hr of head 25 M to be operated
Hence one pump of 1400 cum/hr pump can be stopped.
Energy saving by switching off one no. of 1400 cum/hr pump
: 76.5 kW
: 76.5 x 24 x 250days
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 52
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
= 4,59,000 kWh/year
With tariff of power/unit @ ₹ 4.60/kWh = 4,59,000 x 4.60
= ₹ 21,11,400/year
6.3.2 Proposal-2 ; Right sizing of evaporator injection water
pump
Background
The vapor from two sets of evaporators (5 bodies per set) is being
condensed using condensers ( each one condenser for one set of
evaporator). The water required for condensers is supplied by centrifugal
pump of following specification,
Capacity : 1400 cum/hr.
Head : 25 M.
Power of motor : 150 kW.
The required flow rate of the pump is 900cum/hr with the head of 18M.
For the flow rate and head, the power required would be 89.18 kW only.
Where the measured power is 118.5 kW. Hence pump have to down sized
to the nearest specification. The details of power requirement for all the
pumps are shown in Appendix – 6/1.
Recommendation
Replacement of existing pump with the specification matching to the
requirement. The energy saved by replacing the right sized pump is
28.75kW.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 53
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
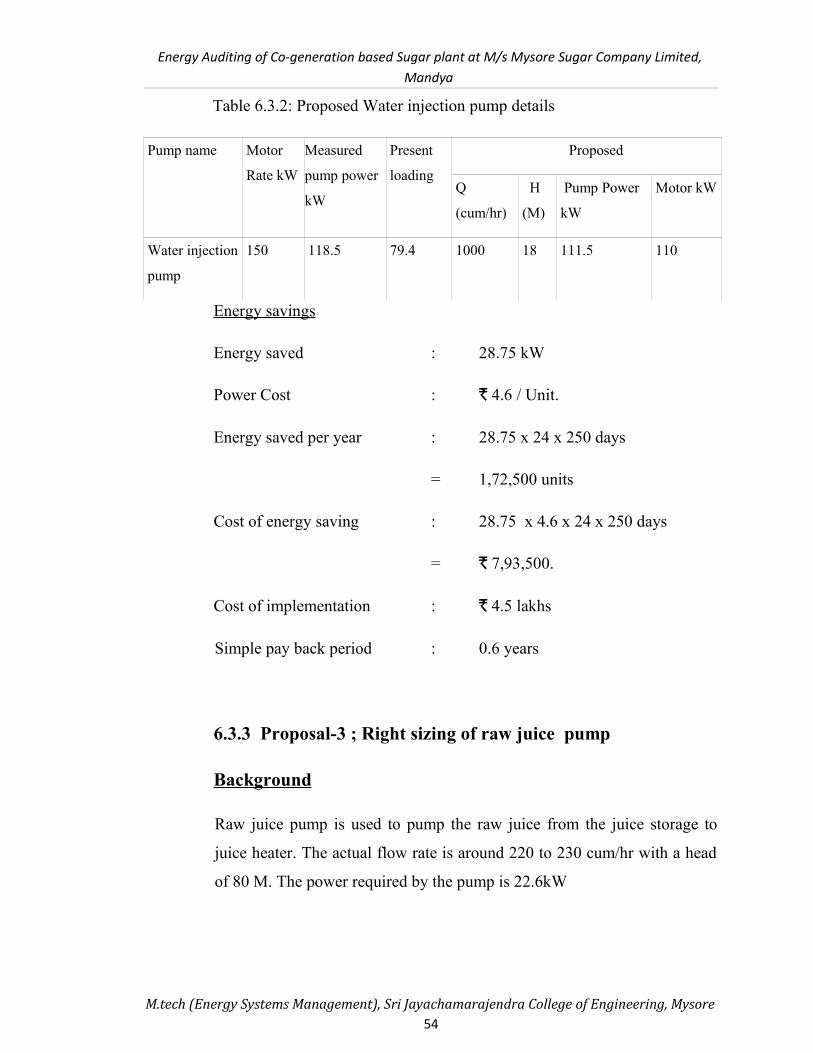
Table 6.3.2: Proposed Water injection pump details
Pump name Motor
Rate kW
Measured
pump power
kW
Present
loading
Proposed
Q
(cum/hr)
H
(M)
Pump Power
kW
Motor kW
Water injection
pump
150 118.5 79.4 1000 18 111.5 110
Energy savings
Energy saved : 28.75 kW
Power Cost : ₹ 4.6 / Unit.
Energy saved per year : 28.75 x 24 x 250 days
= 1,72,500 units
Cost of energy saving : 28.75 x 4.6 x 24 x 250 days
= ₹ 7,93,500.
Cost of implementation : ₹ 4.5 lakhs
Simple pay back period : 0.6 years
6.3.3 Proposal-3 ; Right sizing of raw juice pump
Background
Raw juice pump is used to pump the raw juice from the juice storage to
juice heater. The actual flow rate is around 220 to 230 cum/hr with a head
of 80 M. The power required by the pump is 22.6kW
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 54
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Hence the pump be down sized to nearest specification for energy
conservation.
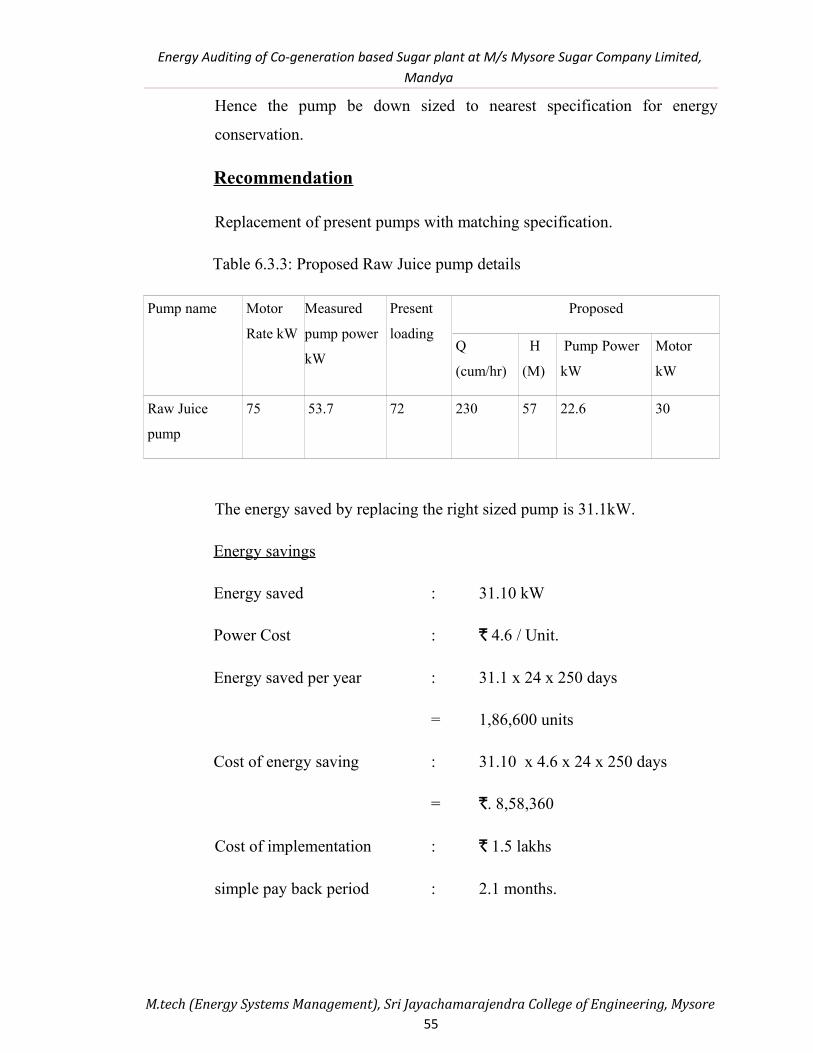
Recommendation
Replacement of present pumps with matching specification.
Table 6.3.3: Proposed Raw Juice pump details
Pump name Motor
Rate kW
Measured
pump power
kW
Present
loading
Proposed
Q
(cum/hr)
H
(M)
Pump Power
kW
Motor
kW
Raw Juice
pump
75 53.7 72 230 57 22.6 30
The energy saved by replacing the right sized pump is 31.1kW.
Energy savings
Energy saved : 31.10 kW
Power Cost : ₹ 4.6 / Unit.
Energy saved per year : 31.1 x 24 x 250 days
= 1,86,600 units
Cost of energy saving : 31.10 x 4.6 x 24 x 250 days
= ₹. 8,58,360
Cost of implementation : ₹ 1.5 lakhs
simple pay back period : 2.1 months.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 55
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
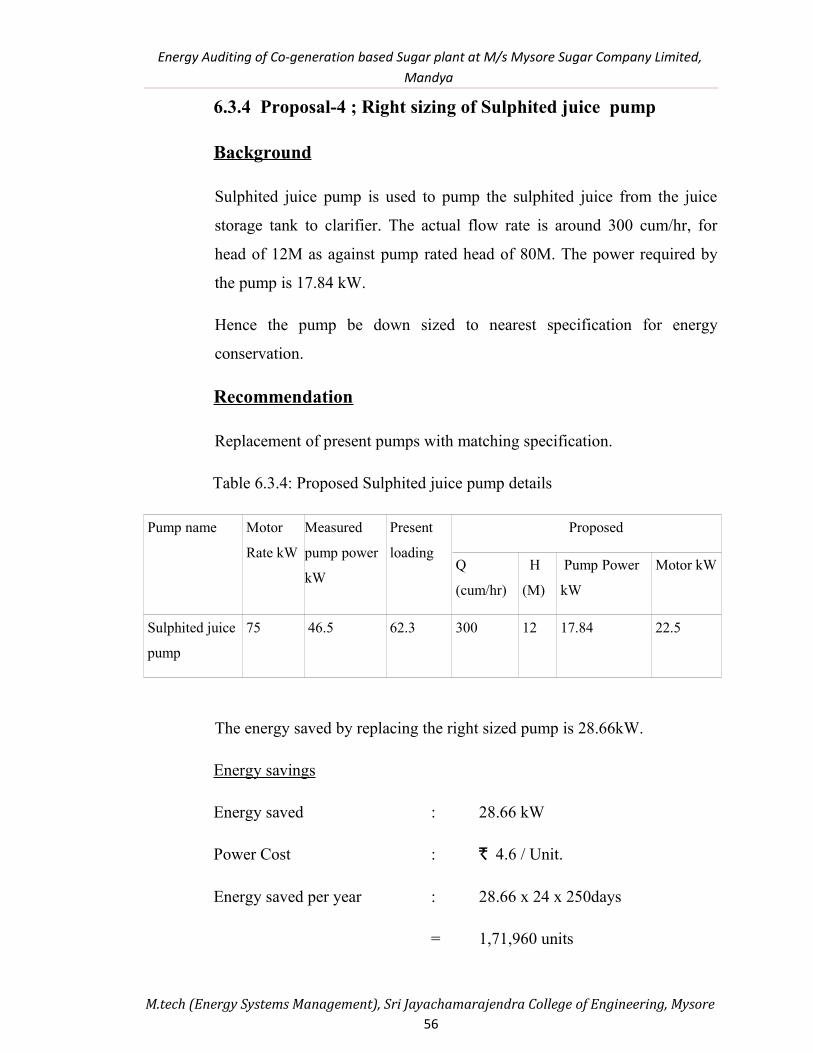
6.3.4 Proposal-4 ; Right sizing of Sulphited juice pump
Background
Sulphited juice pump is used to pump the sulphited juice from the juice
storage tank to clarifier. The actual flow rate is around 300 cum/hr, for
head of 12M as against pump rated head of 80M. The power required by
the pump is 17.84 kW.
Hence the pump be down sized to nearest specification for energy
conservation.
Recommendation
Replacement of present pumps with matching specification.
Table 6.3.4: Proposed Sulphited juice pump details
Pump name Motor
Rate kW
Measured
pump power
kW
Present
loading
Proposed
Q
(cum/hr)
H
(M)
Pump Power
kW
Motor kW
Sulphited juice
pump
75 46.5 62.3 300 12 17.84 22.5
The energy saved by replacing the right sized pump is 28.66kW.
Energy savings
Energy saved : 28.66 kW
Power Cost : ₹ 4.6 / Unit.
Energy saved per year : 28.66 x 24 x 250days
= 1,71,960 units
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 56
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
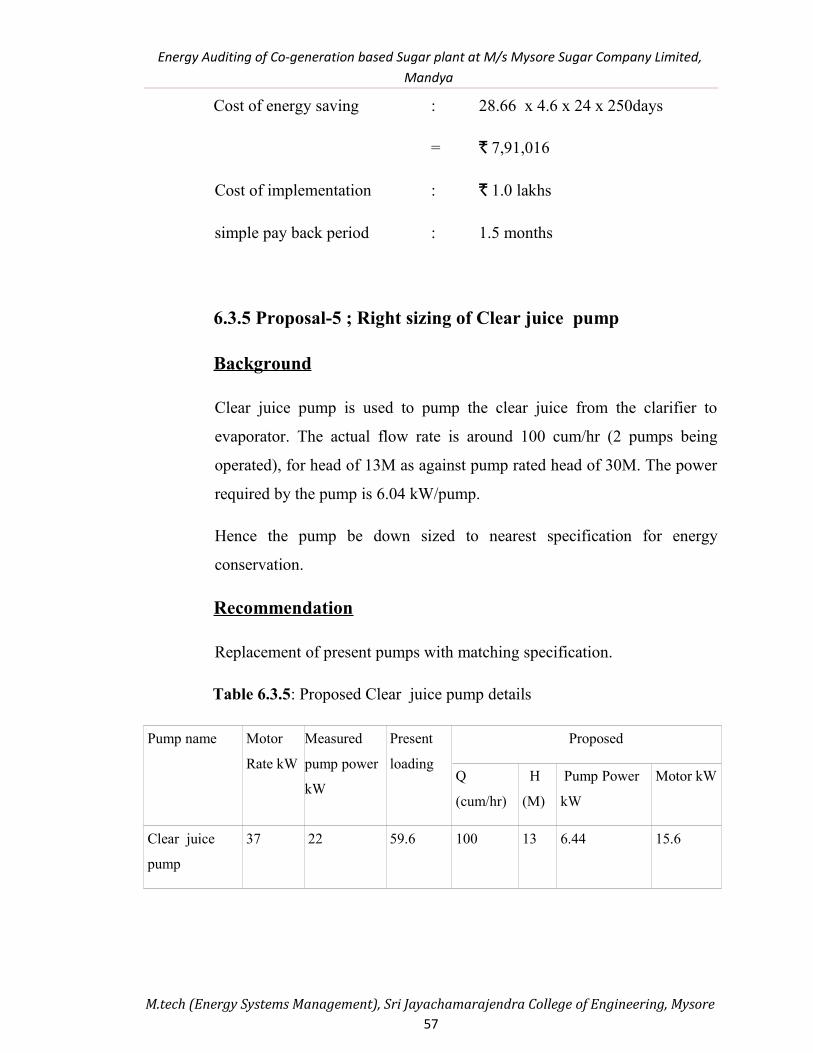
Cost of energy saving : 28.66 x 4.6 x 24 x 250days
= ₹ 7,91,016
Cost of implementation : ₹ 1.0 lakhs
simple pay back period : 1.5 months
6.3.5 Proposal-5 ; Right sizing of Clear juice pump
Background
Clear juice pump is used to pump the clear juice from the clarifier to
evaporator. The actual flow rate is around 100 cum/hr (2 pumps being
operated), for head of 13M as against pump rated head of 30M. The power
required by the pump is 6.04 kW/pump.
Hence the pump be down sized to nearest specification for energy
conservation.
Recommendation
Replacement of present pumps with matching specification.
Table 6.3.5: Proposed Clear juice pump details
Pump name Motor
Rate kW
Measured
pump power
kW
Present
loading
Proposed
Q
(cum/hr)
H
(M)
Pump Power
kW
Motor kW
Clear juice
pump
37 22 59.6 100 13 6.44 15.6
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 57
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
The energy saved by replacing the right sized pump (2 No.) is 31.22 kW.
Energy savings
Energy saved : 31.22 kW
Power Cost : ₹ 4.6 / Unit.
Energy saved per year : 31.22 x 24 x 250days
= 1,87,320 units
Cost of energy saving : 31.22 x 4.6 x 24 x 250days
= ₹ 8,05,476
Cost of implementation : ₹ 1.0 lakhs
simple pay back period : 1.5month
6.3.6 Proposal-6 ; Right sizing of light molasses pump
Background
light molasses pump is used to pump molasses from centrifuge to pan from
the molasses storage tank to clarifier. The actual flow rate is around 50
cum/hr per, for head of 21M as against pump rated head of 30M. The
power required by the pump is 5.02 kW.
Hence the pump be down sized to nearest specification for energy
conservation.
Recommendation
Replacement of present pumps with matching specification.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 58
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
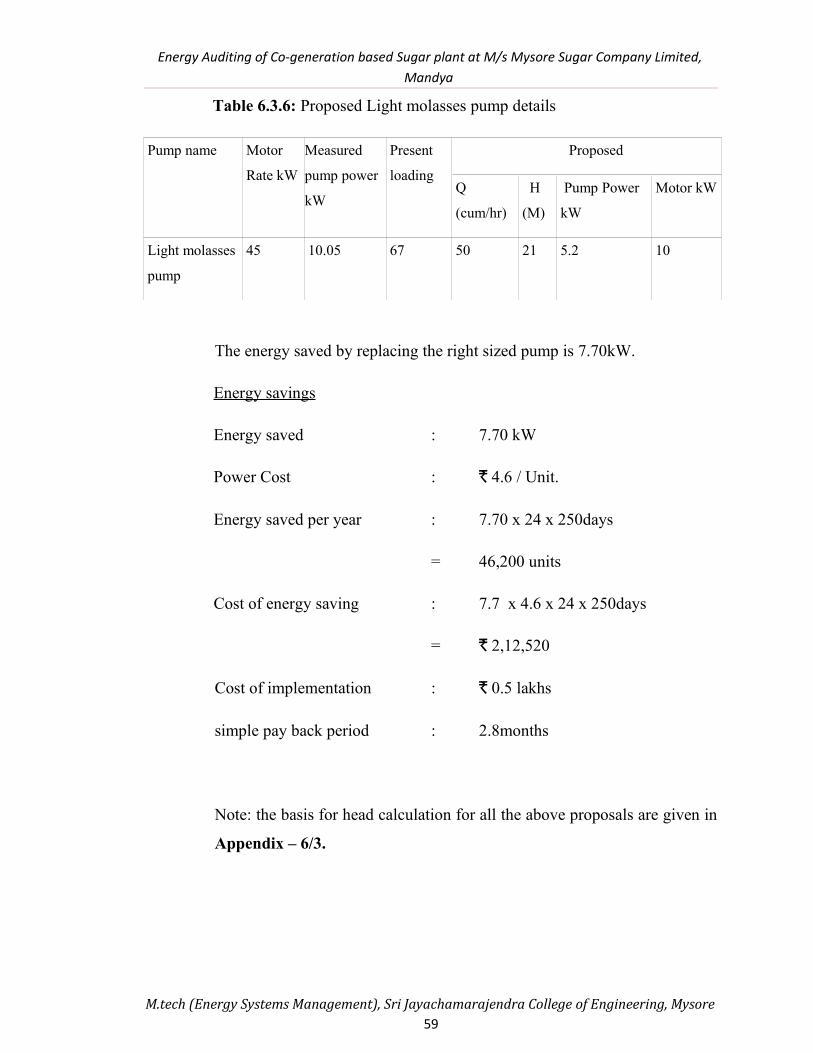
Table 6.3.6: Proposed Light molasses pump details
Pump name Motor
Rate kW
Measured
pump power
kW
Present
loading
Proposed
Q
(cum/hr)
H
(M)
Pump Power
kW
Motor kW
Light molasses
pump
45 10.05 67 50 21 5.2 10
The energy saved by replacing the right sized pump is 7.70kW.
Energy savings
Energy saved : 7.70 kW
Power Cost : ₹ 4.6 / Unit.
Energy saved per year : 7.70 x 24 x 250days
= 46,200 units
Cost of energy saving : 7.7 x 4.6 x 24 x 250days
= ₹ 2,12,520
Cost of implementation : ₹ 0.5 lakhs
simple pay back period : 2.8months
Note: the basis for head calculation for all the above proposals are given in
Appendix – 6/3.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 59
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
6.4 Water System
As the sugar plant was operating adequate arrangements were been made
for meeting the raw water requirements of the plant. Previously raw water
was being drawn from the nearby Kodanahalli tank, which is getting
charged by the Vishweswarayya Canal. However now required water is
taken from the nearby Holul Tank, through the jack wells sunk in the
'Hebbe Halla' Nalla, which gets fed from the overflow and seepage from
the Holul Tank. Within the Sugar Plant there are Four(-4) Raw water
storage tanks of capacity 3000 Cu.M each, and the water requirements for
the plant is drawn from these tanks. The raw water requirements for the
cooling tower and the other auxiliaries of the Cogeneration plant is
supplied from these existing facilities in the sugar plant. .
Major portion of the water requirement for the condensers of the pan and
evaporator are directly pumped to the sugar plant. The present water
balance of the sugar, co-generation and distillery unit is given in
Appendix -6/4. from the water balance it could be inferred that the plant
consumes more water than the requirement due to uncontrolled water flow
to cooling purpose (bearings and sulphur burning) and short circuit of hot
water in the spray pond. Moreover, the water utility pattern in service area,
like quarters and factory's sanitary requirements seem to higher than the
standards.
In this regard, the water required for the plant is revised based on the
measurements and observation, the details on the revised water balance is
given in Appendix – 6/5.
Recommendation
The water required for various cooling purposes, condenser of the pans,
evaporator s should be optimised for the use of lesser water. The optimum
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 60
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
flow required for condensers are shown in proposal -1. the cooling water
flow to be controlled by trail and error method for pickup more heat to
reaction a differential temperature of 9°C. Also the water required for
quarters and other services should be regulated. Even though the water is
available in plenty. Plant shall take all steps to minimize the consumption
of water in order to mitigate environmental impact due to discharge of
effluent from the factory.
Water Savings
The amount of water that could be saved on implementation of regulating
measures will be around 2184600 cum/yr. Which accounts of 25% of total
water consumption. The detailed of calculation is shown in Appendix-
6/5.
6.5 Spray Pond
Background
Mysore Sugar has a spray pond of following specification to cool the water
from barometric condenser, distillation column condenser, coolers of
bearing and sulfur burner.
Length : 75 m.
Width : 45 m.
Depth : 2.7 m.
Volume : 9121 cum.
No. of Sprayers : 350.
No. of Spray pump : 2 + 1.
Capacity of one pump : 1732 cum/hr.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 61
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Spray Capacity : 3464 cum/hr.
The amount of cooling water required to be cooled is in the spray pond as
per the existing operating condition is given in Appendix – 6/6.
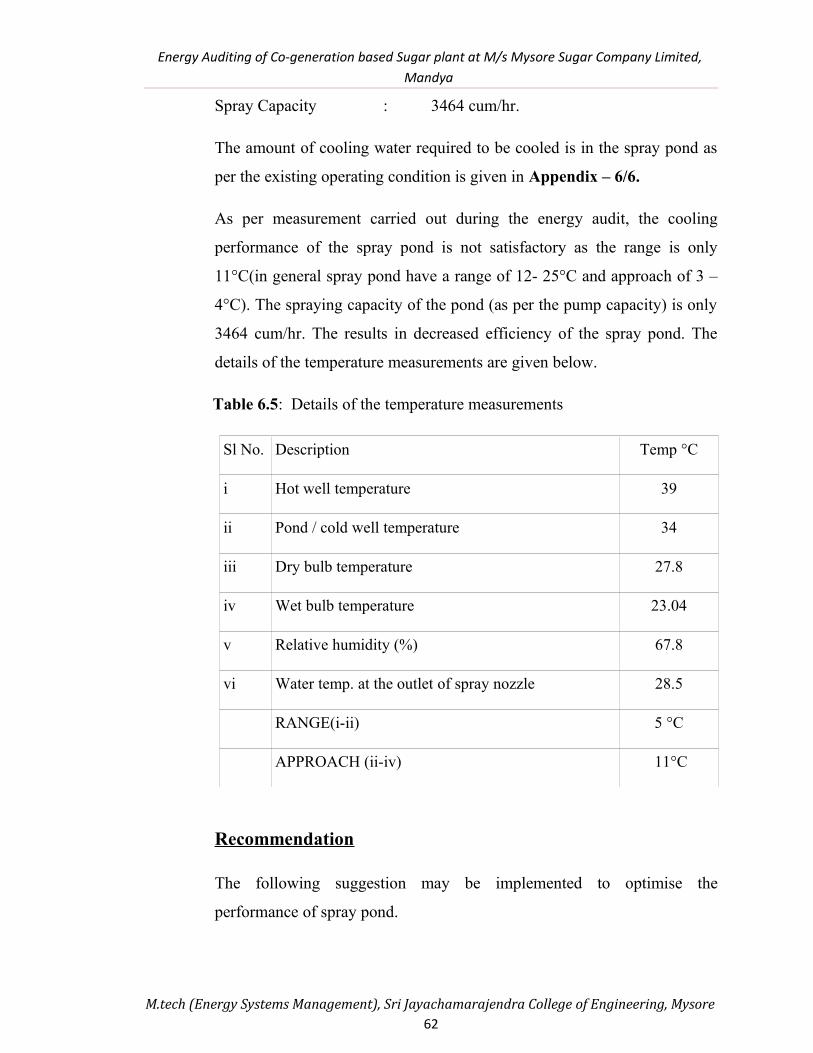
As per measurement carried out during the energy audit, the cooling
performance of the spray pond is not satisfactory as the range is only
11°C(in general spray pond have a range of 12- 25°C and approach of 3 –
4°C). The spraying capacity of the pond (as per the pump capacity) is only
3464 cum/hr. The results in decreased efficiency of the spray pond. The
details of the temperature measurements are given below.
Table 6.5: Details of the temperature measurements
Sl No. Description Temp °C
i Hot well temperature 39
ii Pond / cold well temperature 34
iii Dry bulb temperature 27.8
iv Wet bulb temperature 23.04
v Relative humidity (%) 67.8
vi Water temp. at the outlet of spray nozzle 28.5
RANGE(i-ii) 5 °C
APPROACH (ii-iv) 11°C
Recommendation
The following suggestion may be implemented to optimise the
performance of spray pond.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 62
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
1. Reducing the burnt barometric condenser cooling water quantity to
design value.
2. Segregating the cooling water from distillery unit, bearing cooling and
sulfur burner and using them as cane imbibition water in the mills.
3. Improving performance of the spray nozzles by maintenance /
replacement.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 63
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter 7
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 64
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Chapter -7
LIGHTING SYSTEM
7.1 Facility Description
The total Sugar plant has lighting load of around 75 kW |(excluding Co-
generation lighting load of 15 kW) and measured operating load of 54 kW.
The main type of lighting sources is 4' fluorescent tube light, 200W and
100W incandescent lamps, HPSV and halogen lamps. At present there is no
separate lighting transformer. The lighting load is given from feeder F-40
which can be either fed from Co-generation/TG-1/ KPTCL supply. The
data for operating load is given in Appendix – 7/1.
7.2 Observations and Analysis
The total operating lighting load of the plant is around 54kW found during
study. The lighting fixture details are given in Appendix – 7/2. The
fluorescent tube lights are used in offices, shift engineer's room and in
production areas. In sugar packaging area 200W incandescent lamps are
used. 100W incandescent lamps incorporated with flameproof fitting being
used in STILL House of distillery. Mill lines and boiler area uses HPSV
(High pressure sodium vapor) lamps and halogen lamps being used.
During the study, the total plant lighting load was measured. The operating
voltage is in the range of 235 – 248 Volts and power factor varies 0.85 to
0.9.
7.3 Energy Conservation proposals and Recommendations
7.3.1 Proposal-1 ; Use of 36W Fluorescent tube lights and
electronic chokes.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 65
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Background
Plant has used 40W fluorescent tube lights and copper chokes for all the
tube lights. Use of electronic chokes with 36W fluorescent results in at
least 20-25% energy savings over copper chokes with 40W fluorescent
tube lights for the same level of illumination. The conventional copper
chokes consumes about 15W per lamp as ballast losses, whereas the
electronic choke consumes only 2W per lamp owing to its high frequency
operation.
The electronic choke should be as per IS:13021 with over load/ short
circuit protection and indicator for over load. The other advantages of e-
chokes are,
• Uniform lighting output at variable voltage conditions including
non flickering start.
• Reduction of heat output.
• Minimum fire hazard.
• Enhanced life of lamps due to higher frequency operation.
• The elimination of supply current harmonics and the provision of a
factor of 1.0 without the need for a correction capacitor.
Recommendation
It is proposed to install electronic chokes and 36W fluorescent tubes after
replacing the conventional chokes and 40 W fluorescent tubes. Retrofitting
electronic chokes for those lamps would yield energy savings as given in
Appendix – 7/3.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 66
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Energy Savings
Annual energy savings : 7,650 kWh.
Cost of energy : ₹ 32,895/-
Cost of implementation : ₹ 11,250/-
Simple payback period : 4 Months
Or
7.3.2 Use of LED 48” 2000 lumen tube lights -40W Fluorescent
tube lights Replacement
Use of LED tube lights 22W results in at least 75-80% energy savings over
copper chokes with 40W fluorescent tube lights for the same level of
illumination. The main feature of the LED's is No dark areas,no glare, the
light is soft and homogeneous . Other features of LED as follows.
• Power supply of efficiency, low consumption ,steady, unique
design of anti-lighting ,over-currents , over-voltages ,short-circuits
and overloads protection.
• 86-265V Wide voltage design ,simple voltage input model .
• No lead ,mercury and other harmful substances, no noise,no
radiation,no ultraviolet ray, environmental protection and energy
saving.
• Lifespan is more than 40000 hours,30 times than incandescent
lamp's, 6 times than fluorescent lamp's.
• Less maintenance.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 67
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Recommendation
It is proposed to LED tube lights 22W after replacing the 40W fluorescent
tube lights. Retrofitting these LEDs would yield energy savings as given in
Appendix – 7/4.
Energy Savings
Annual energy savings : 14, 850 kWh.
Cost of energy : ₹ 68,310/-
Cost of implementation : ₹ 2,36,250/-
Simple payback period : 3years 6 Months.
7.3.3 Proposal-2 ; Replacement of 200W incandescent lamps
with twin fluorescent tube fixtures with electronic choke.
Background
During the study it was observed that around 30 Nos. of 200W
incandescent lamps are being used at various places in plant. Incandescent
lamps have low efficacy and life as compared with fluorescent tube light.
Recommendation
It is proposed to replace all 200W incandescent lamps by twin fluorescent
tube fixtures with e-chokes. Each 200W incandescent lamp gives a lumen
output of 3040, as such they can be replaced by 2 nos of cool day light
36W fluorescent tubes(each having a lumen output of 2450), to get the
same illumination level. The twin fluorescent fixtures with e-chokes
would consumes 76W of power as against 200W by incandescent lamps.
Also the life of fluorescent tubes is 7000 hours as against 1000 hours of
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 68
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
that of 200W incandescent lamps. The proposed retrofitting would yield
energy savings as given below.
Energy Savings
Annual energy savings : 20,088 kWh.
Cost of energy savings : ₹ 86,378/-
Cost of implementation : ₹ 51,000/-
Simple payback period : 0.59 years.
7.3.4 Proposal-3 ;Use of lighting voltage controller.
Background
The incoming voltage to the lighting circuit between 240-245V. By use of
reduced voltage controller set a 210 V in the exclusively in the lighting
circuits, a saving of 15% in the lighting energy consumption is achieved.
The reduction of voltage to the above mentioned levels does not impair the
ability of discharge lamps to strike though an insignificant reduction in
lumen output takes place. Besides, use of lower voltage level leads to
increase in pf and longer life of luminance. Since lighting loads are fed
from feeder F-40, the voltage controller can easily be installed and all
lighting loads can be supplied at the adjusted level of 210V.
Recommendation
It is proposed to install a lighting voltage controller of 90kVA, 3phase ,
50Hz, 415VAC with maximum load / phase capacity of 120amps in
feeder F-40. Based on measured load, the energy saving details are
provided Appendix – 7/6.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 69
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Energy Savings
Annual energy savings : 42,570 kWh.
Cost of energy savings : ₹ 1,95,822/-
Cost of implementation : ₹ 2,30,000/-
Simple payback period : 1 year 2 months.
7.4 General
▪ Regular cleaning of lighting fixtures, specially in boiler and mill
areas will help in improvement of illuminance levels.
▪ By power positioning of lighting fixtures mill section, dark patches
observed in some areas could be reduced.
▪ Translucent corrugated sheets provided at the roofs of mill area
should be cleaned for better utilization of daylight.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 70

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Conclusion
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 71
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
A Conclusion
Energy audit is a very important tool in transforming the fortunes of any
organisation. Norms should be set and continuously reviewed during the
course of operations, just as any other financial or production or
commercial parameters.
As seen in below Summary table A, there is a huge potential for savings, if
properly harnessed can take any organization to the path of prosperity.
Every unit of power saved and every ton of bagasse saved adds to the
additional revenue of the organisation.
Potential for energy conservation in sugar industry is immense because of
the fast developments that are taking place in the industry as well as the
traditionally conservative outlook of the Industry in India and their present
status. This only a few important areas that has come to light during the
audit of M/s Mysugar. There may be many more areas uncovered by this
report typical to individual units. That the potential for saving is more than
₹282.34 lakhs per annum in one factory has been identified does not
reflect that the same state of affairs will exist in all. It will be different in
different places and there are bound to be concern areas in all places if
honestly looked into, since no one could claim to have reached the state of
perfection.
Therefore it will be prudent for all organisations to set up energy
committees within the organisation, identify lacuna dispassionately and
rectify them immediately. Total commitment, involvement and guidance
of top managements is essential for this and if implemented effectively, it
will usher in prosperity not only to the organisation but also to the
Industry and the Nation at large.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 72
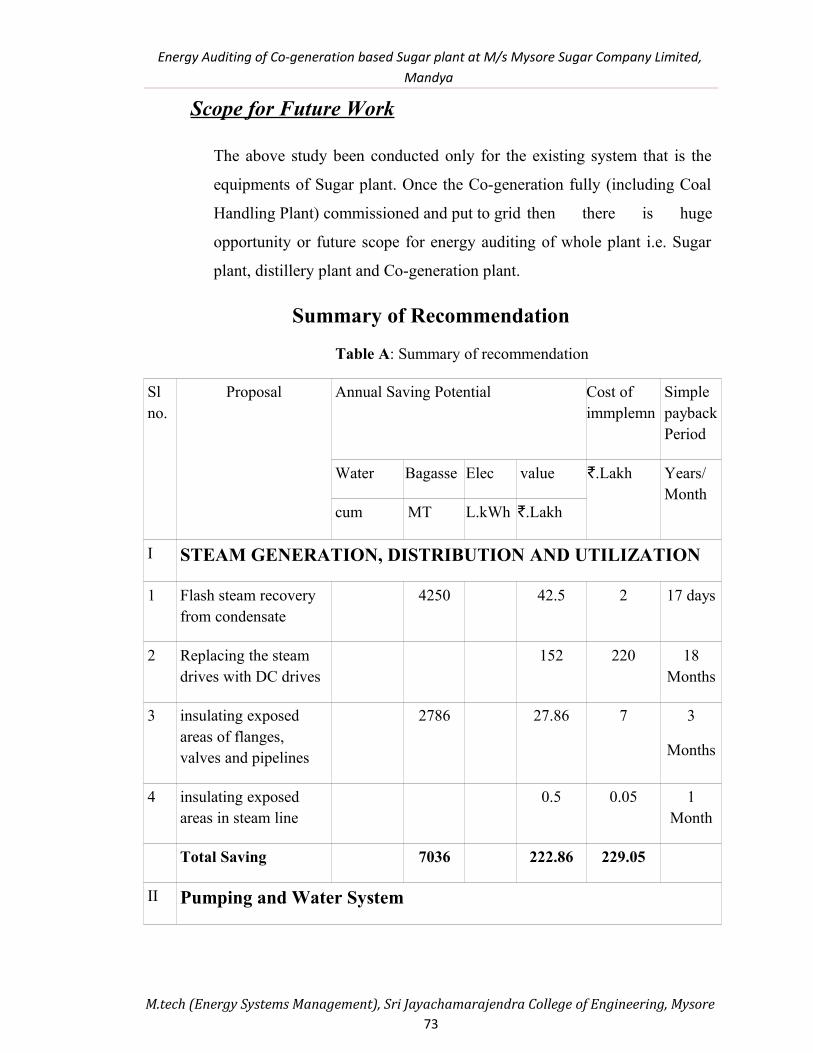
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Scope for Future Work
The above study been conducted only for the existing system that is the
equipments of Sugar plant. Once the Co-generation fully (including Coal
Handling Plant) commissioned and put to grid then there is huge
opportunity or future scope for energy auditing of whole plant i.e. Sugar
plant, distillery plant and Co-generation plant.
Summary of Recommendation
Table A: Summary of recommendation
Sl no.
Proposal Annual Saving Potential Cost of immplemn
Simple payback Period
Water Bagasse Elec value ₹.Lakh Years/Month
cum MT L.kWh ₹.Lakh
I STEAM GENERATION, DISTRIBUTION AND UTILIZATION
1 Flash steam recovery from condensate
4250 42.5 2 17 days
2 Replacing the steam drives with DC drives
152 220 18 Months
3 insulating exposed areas of flanges, valves and pipelines
2786 27.86 7 3
Months
4 insulating exposed areas in steam line
0.5 0.05 1 Month
Total Saving 7036 222.86 229.05
II Pumping and Water System
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 73
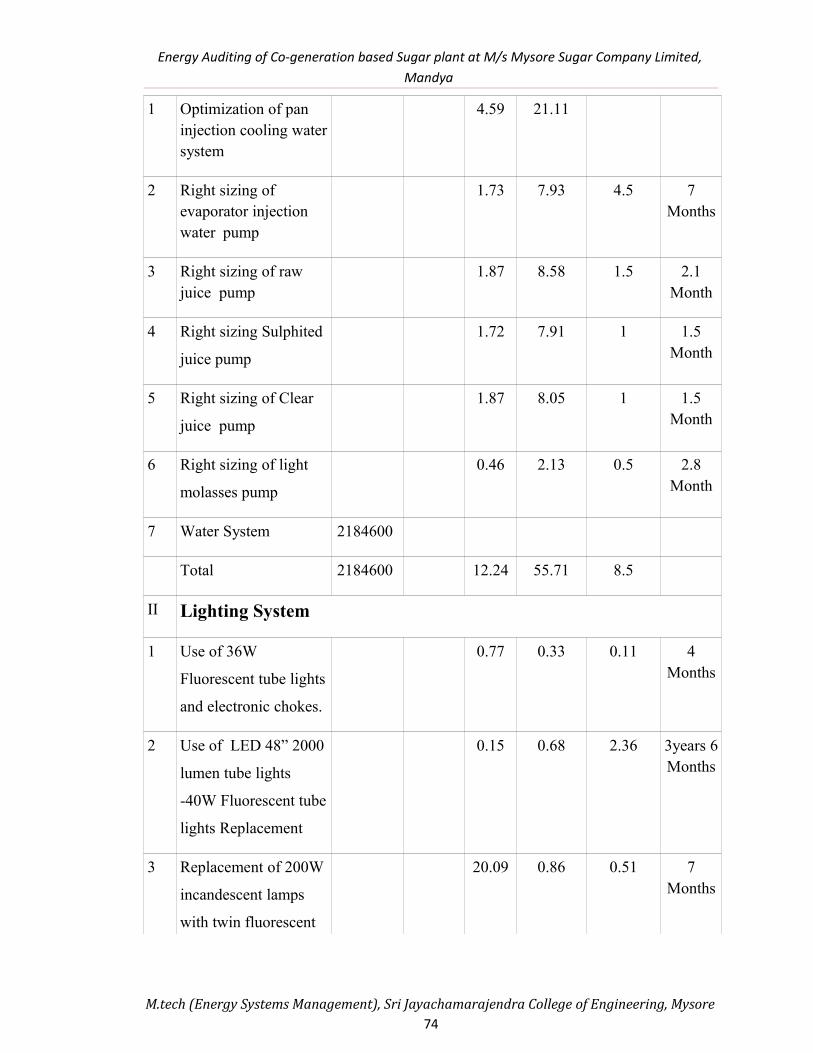
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
1 Optimization of pan injection cooling water system
4.59 21.11
2 Right sizing of evaporator injection water pump
1.73 7.93 4.5 7 Months
3 Right sizing of raw juice pump
1.87 8.58 1.5 2.1 Month
4 Right sizing Sulphited
juice pump
1.72 7.91 1 1.5 Month
5 Right sizing of Clear
juice pump
1.87 8.05 1 1.5 Month
6 Right sizing of light
molasses pump
0.46 2.13 0.5 2.8 Month
7 Water System 2184600
Total 2184600 12.24 55.71 8.5
II Lighting System
1 Use of 36W
Fluorescent tube lights
and electronic chokes.
0.77 0.33 0.11 4 Months
2 Use of LED 48” 2000
lumen tube lights
-40W Fluorescent tube
lights Replacement
0.15 0.68 2.36 3years 6 Months
3 Replacement of 200W
incandescent lamps
with twin fluorescent
20.09 0.86 0.51 7 Months
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 74
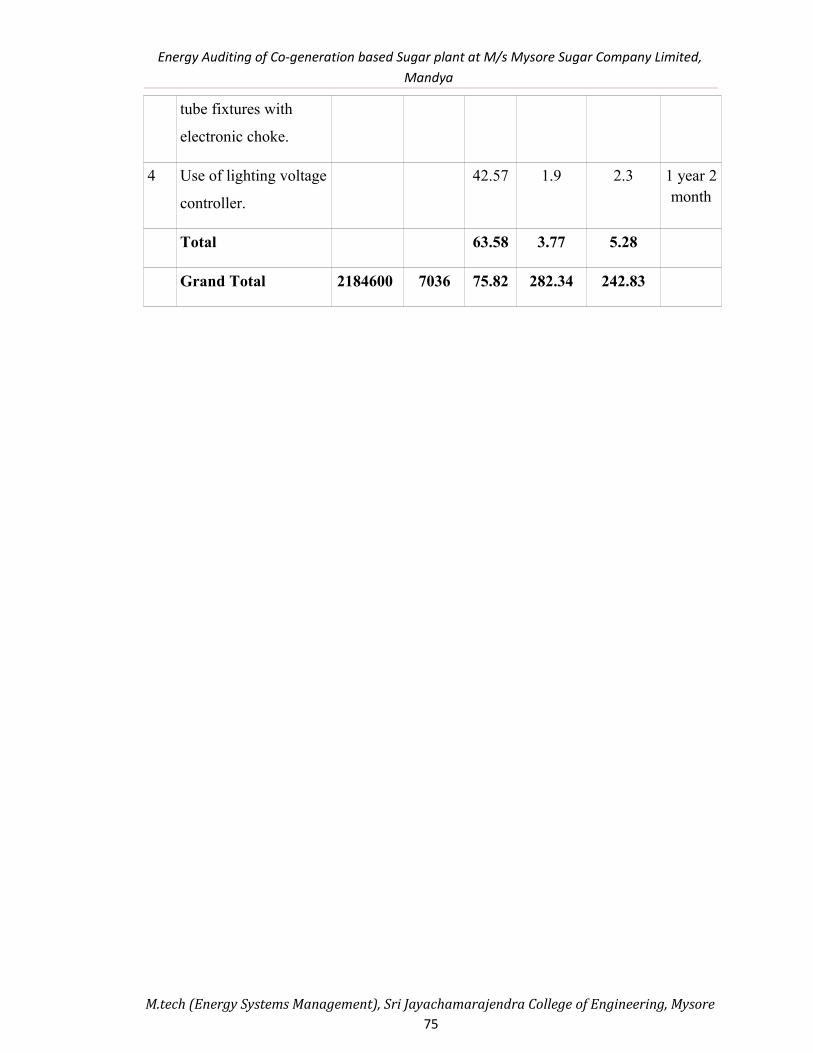
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
tube fixtures with
electronic choke.
4 Use of lighting voltage
controller.
42.57 1.9 2.3 1 year 2 month
Total 63.58 3.77 5.28
Grand Total 2184600 7036 75.82 282.34 242.83
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 75
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
APPENDICES
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 76
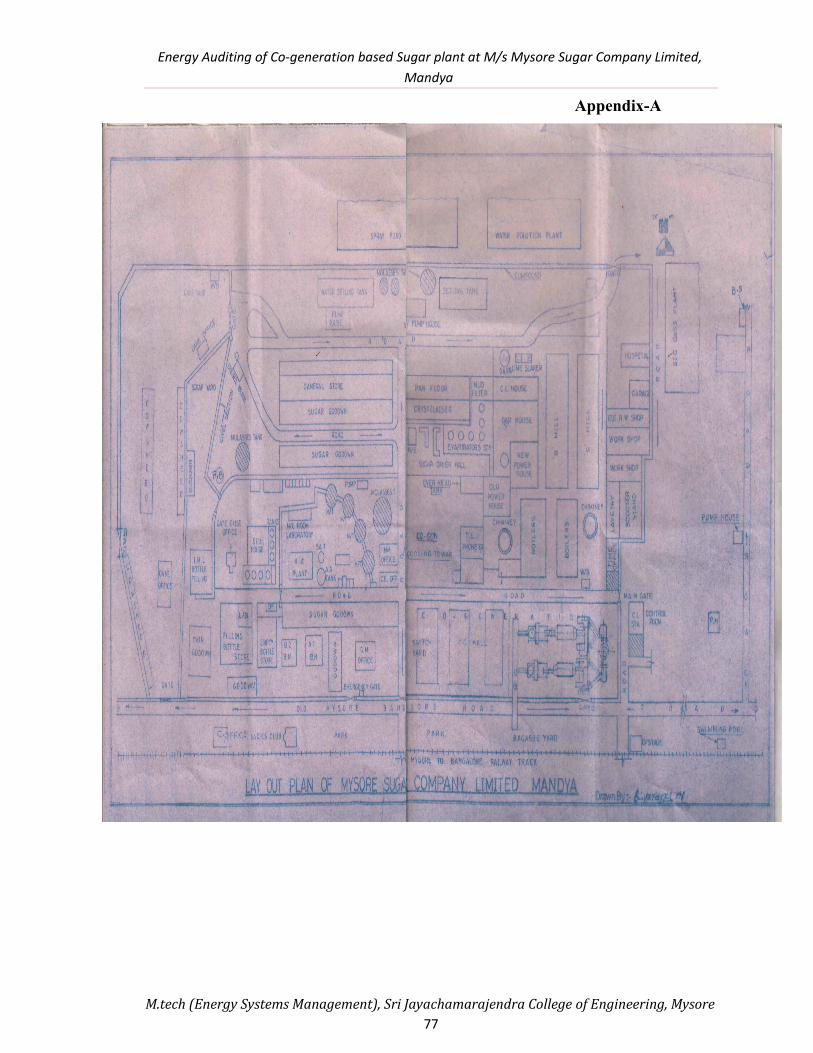
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-A
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 77
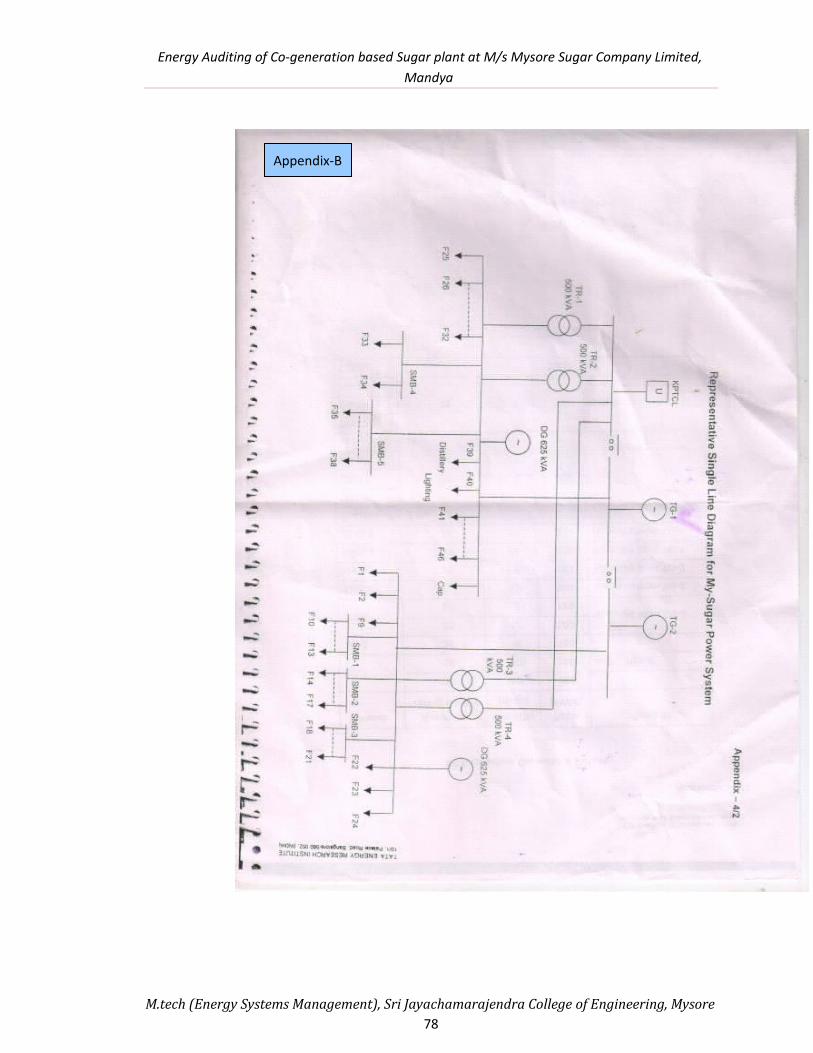
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 78
Appendix-B
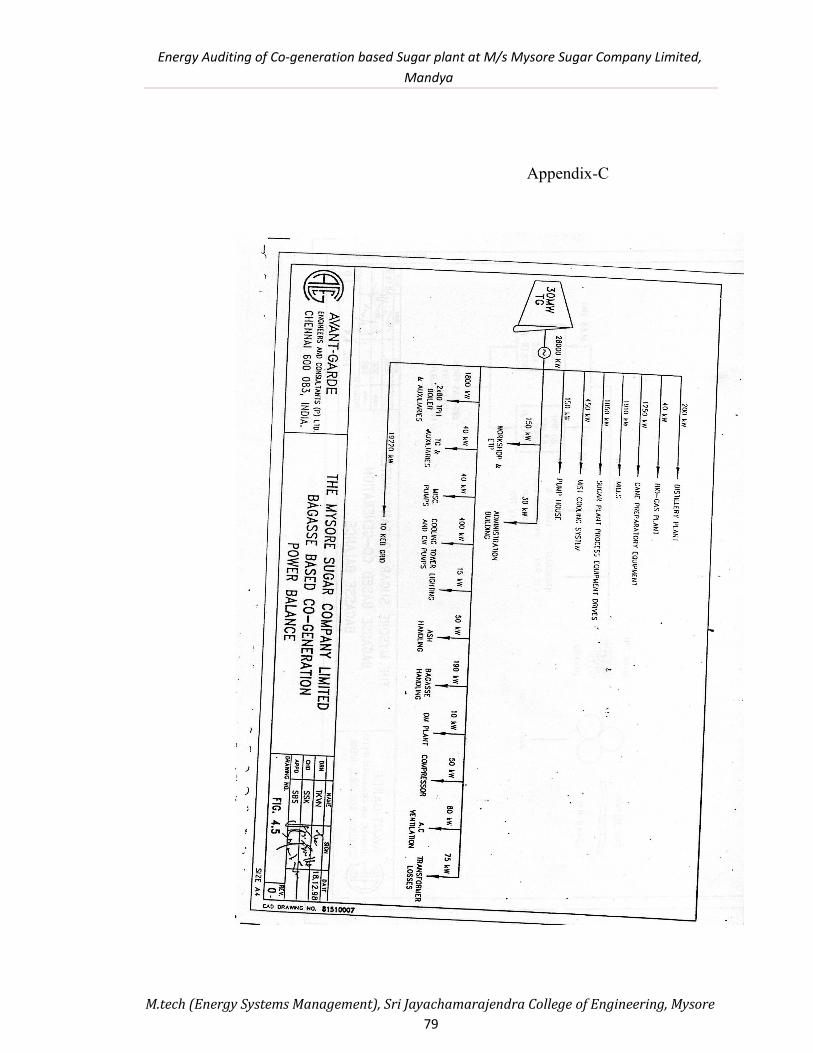
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-C
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 79
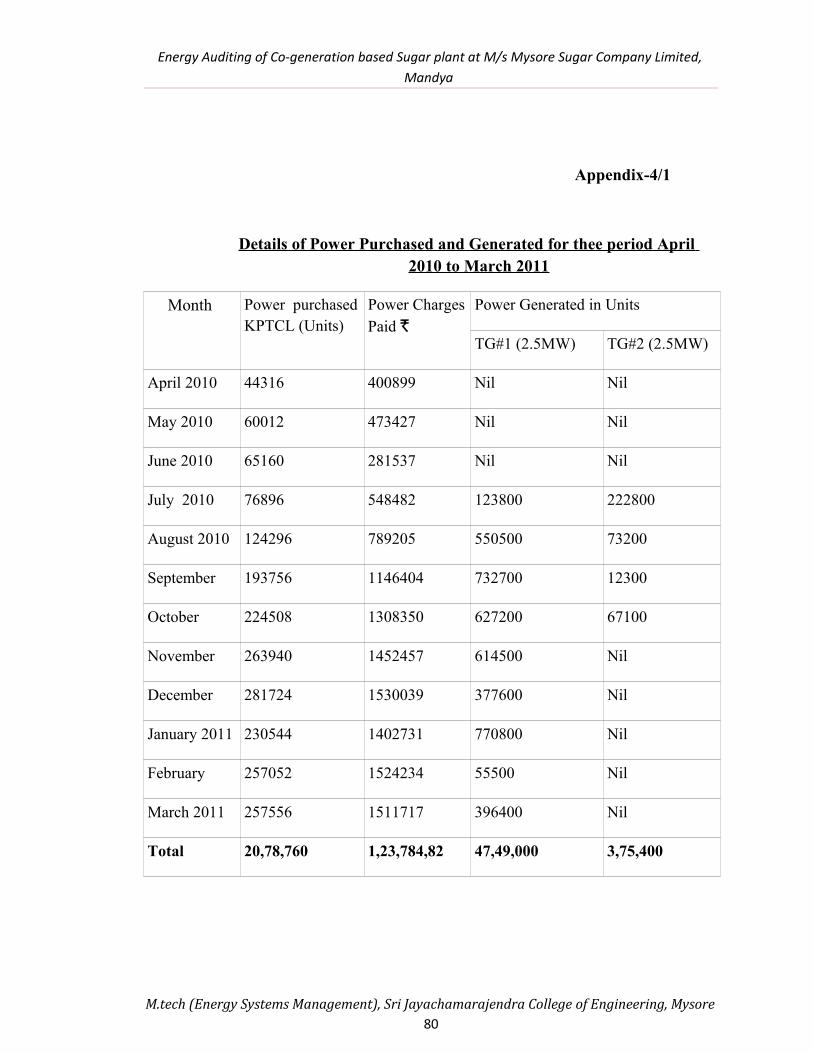
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-4/1
Details of Power Purchased and Generated for thee period April 2010 to March 2011
Month Power purchased KPTCL (Units)
Power Charges Paid ₹
Power Generated in Units
TG#1 (2.5MW) TG#2 (2.5MW)
April 2010 44316 400899 Nil Nil
May 2010 60012 473427 Nil Nil
June 2010 65160 281537 Nil Nil
July 2010 76896 548482 123800 222800
August 2010 124296 789205 550500 73200
September 193756 1146404 732700 12300
October 224508 1308350 627200 67100
November 263940 1452457 614500 Nil
December 281724 1530039 377600 Nil
January 2011 230544 1402731 770800 Nil
February 257052 1524234 55500 Nil
March 2011 257556 1511717 396400 Nil
Total 20,78,760 1,23,784,82 47,49,000 3,75,400
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 80
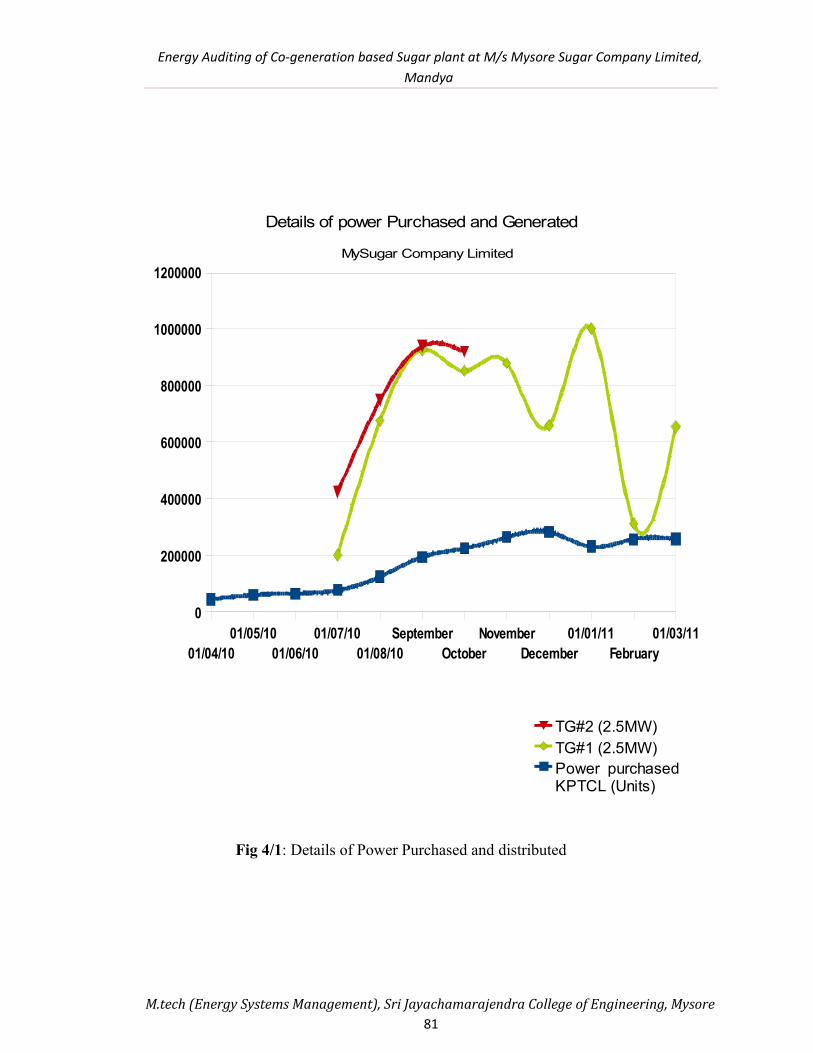
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Fig 4/1: Details of Power Purchased and distributed
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 81
01/04/1001/05/10
01/06/1001/07/10
01/08/10September
OctoberNovember
December01/01/11
February01/03/11
0
200000
400000
600000
800000
1000000
1200000
TG#2 (2.5MW)TG#1 (2.5MW)Power purchased KPTCL (Units)
Details of power Purchased and Generated
MySugar Company Limited
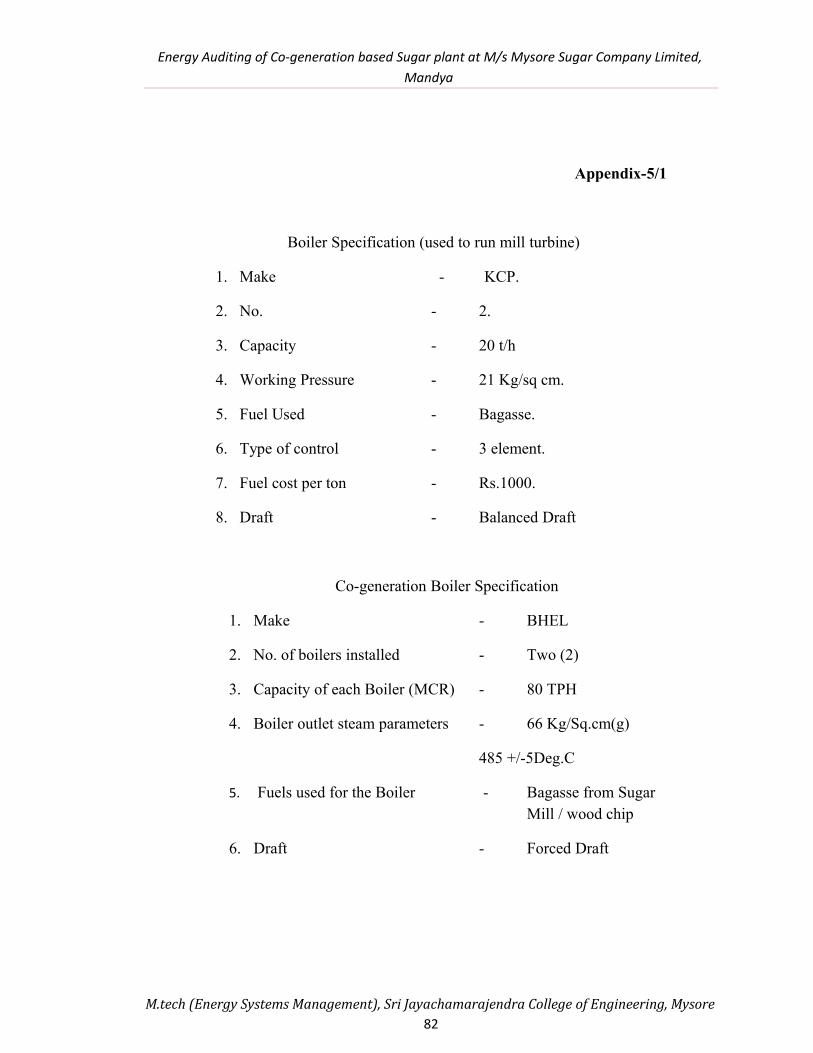
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-5/1
Boiler Specification (used to run mill turbine)
1. Make - KCP.
2. No. - 2.
3. Capacity - 20 t/h
4. Working Pressure - 21 Kg/sq cm.
5. Fuel Used - Bagasse.
6. Type of control - 3 element.
7. Fuel cost per ton - Rs.1000.
8. Draft - Balanced Draft
Co-generation Boiler Specification
1. Make - BHEL
2. No. of boilers installed - Two (2)
3. Capacity of each Boiler (MCR) - 80 TPH
4. Boiler outlet steam parameters - 66 Kg/Sq.cm(g)
485 +/-5Deg.C
5. Fuels used for the Boiler - Bagasse from Sugar Mill / wood chip
6. Draft - Forced Draft
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 82
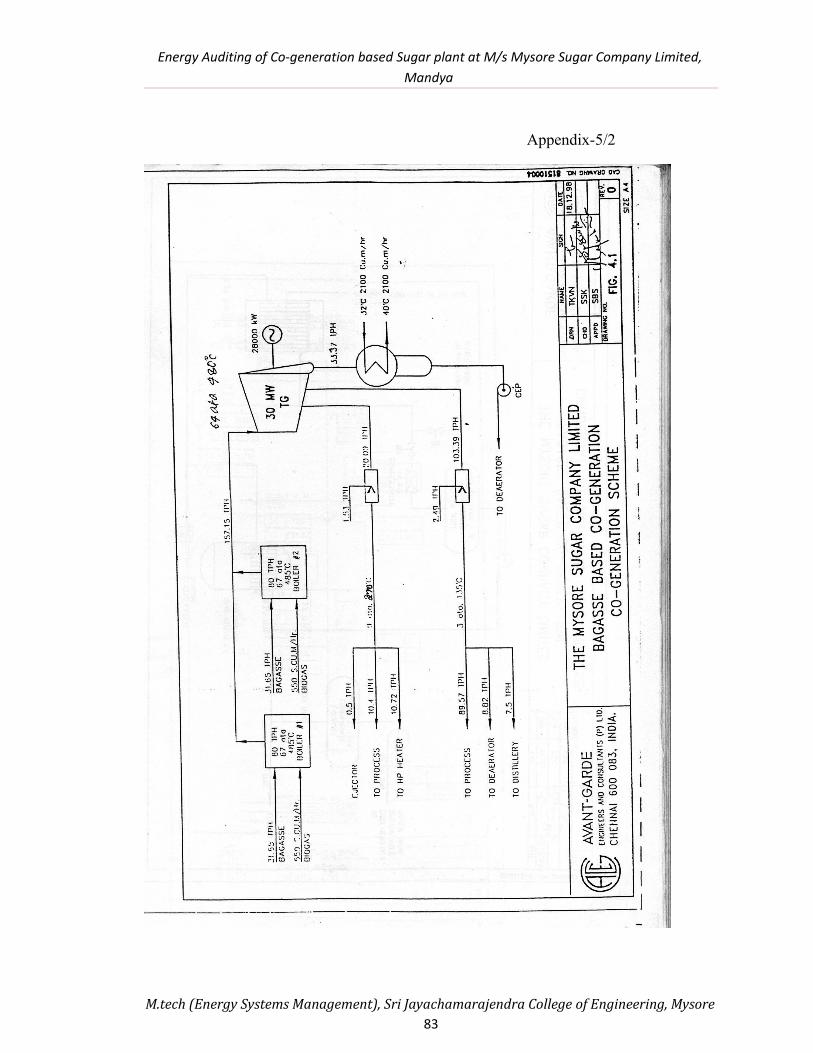
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-5/2
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 83
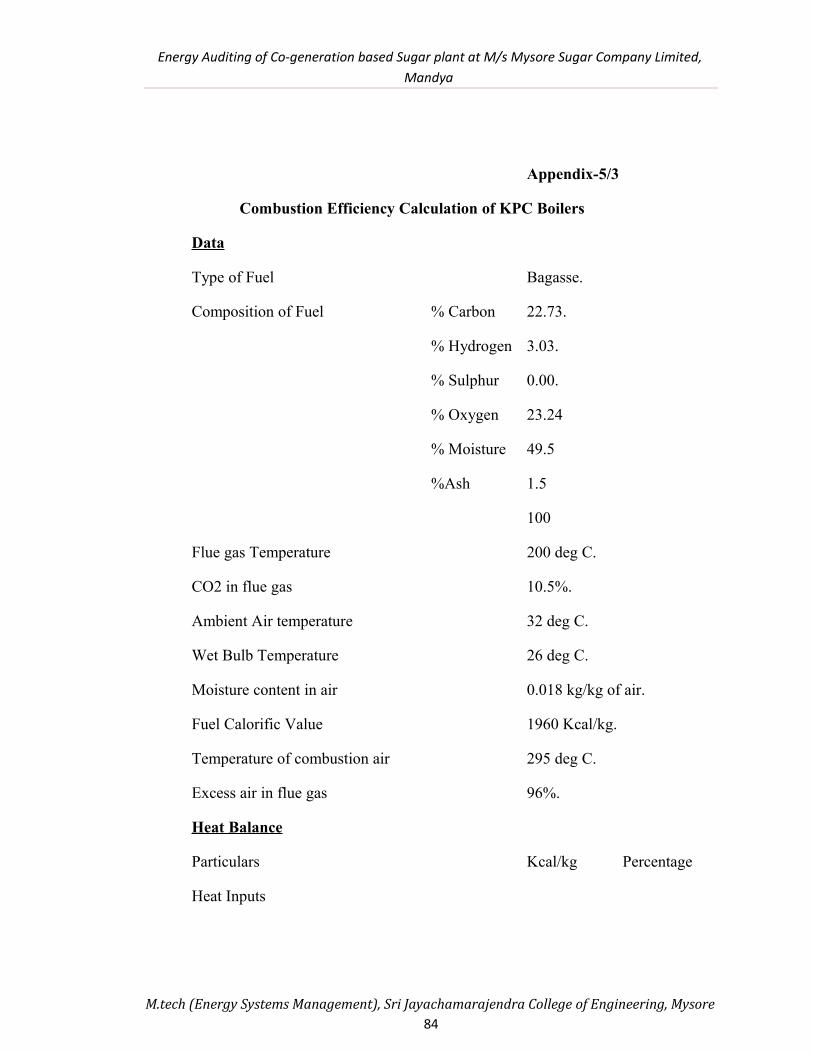
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-5/3
Combustion Efficiency Calculation of KPC Boilers
Data
Type of Fuel Bagasse.
Composition of Fuel % Carbon 22.73.
% Hydrogen 3.03.
% Sulphur 0.00.
% Oxygen 23.24
% Moisture 49.5
%Ash 1.5
100
Flue gas Temperature 200 deg C.
CO2 in flue gas 10.5%.
Ambient Air temperature 32 deg C.
Wet Bulb Temperature 26 deg C.
Moisture content in air 0.018 kg/kg of air.
Fuel Calorific Value 1960 Kcal/kg.
Temperature of combustion air 295 deg C.
Excess air in flue gas 96%.
Heat Balance
Particulars Kcal/kg Percentage
Heat Inputs
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 84
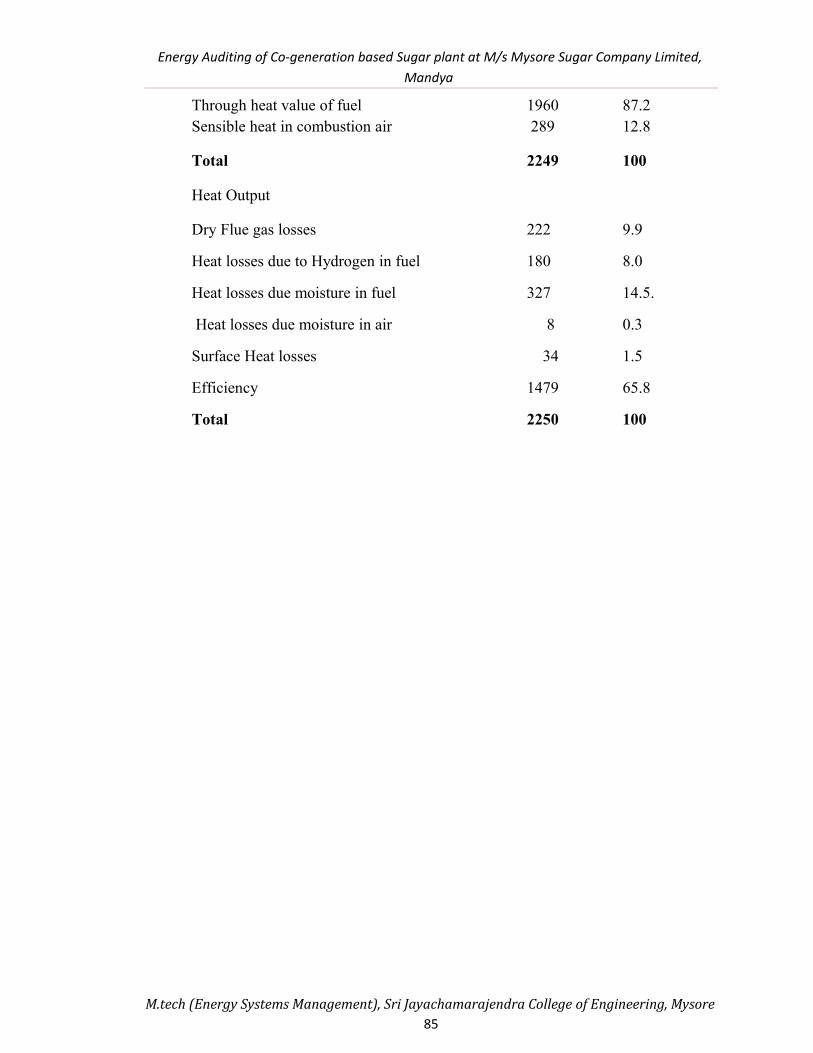
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Through heat value of fuel 1960 87.2Sensible heat in combustion air 289 12.8
Total 2249 100
Heat Output
Dry Flue gas losses 222 9.9
Heat losses due to Hydrogen in fuel 180 8.0
Heat losses due moisture in fuel 327 14.5.
Heat losses due moisture in air 8 0.3
Surface Heat losses 34 1.5
Efficiency 1479 65.8
Total 2250 100
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 85
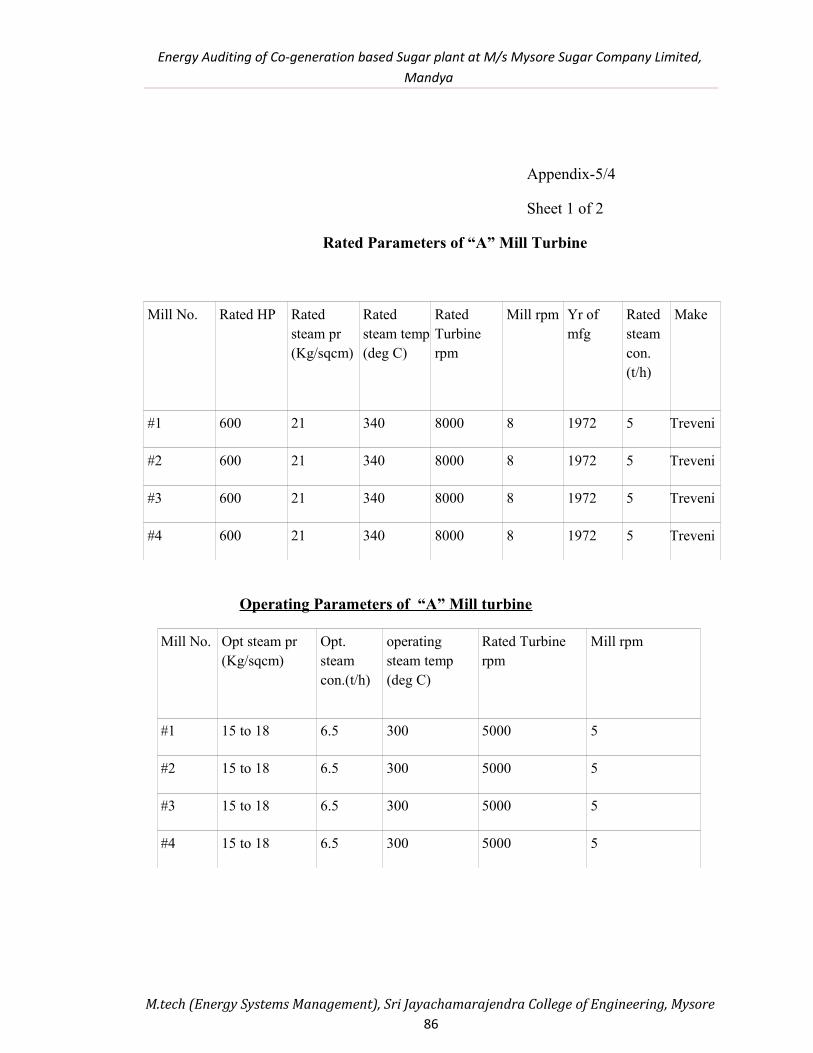
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-5/4
Sheet 1 of 2
Rated Parameters of “A” Mill Turbine
Mill No. Rated HP Rated steam pr (Kg/sqcm)
Rated steam temp (deg C)
Rated Turbine rpm
Mill rpm Yr of mfg
Rated steam con. (t/h)
Make
#1 600 21 340 8000 8 1972 5 Treveni
#2 600 21 340 8000 8 1972 5 Treveni
#3 600 21 340 8000 8 1972 5 Treveni
#4 600 21 340 8000 8 1972 5 Treveni
Operating Parameters of “A” Mill turbine
Mill No. Opt steam pr (Kg/sqcm)
Opt. steam con.(t/h)
operating steam temp (deg C)
Rated Turbine rpm
Mill rpm
#1 15 to 18 6.5 300 5000 5
#2 15 to 18 6.5 300 5000 5
#3 15 to 18 6.5 300 5000 5
#4 15 to 18 6.5 300 5000 5
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 86
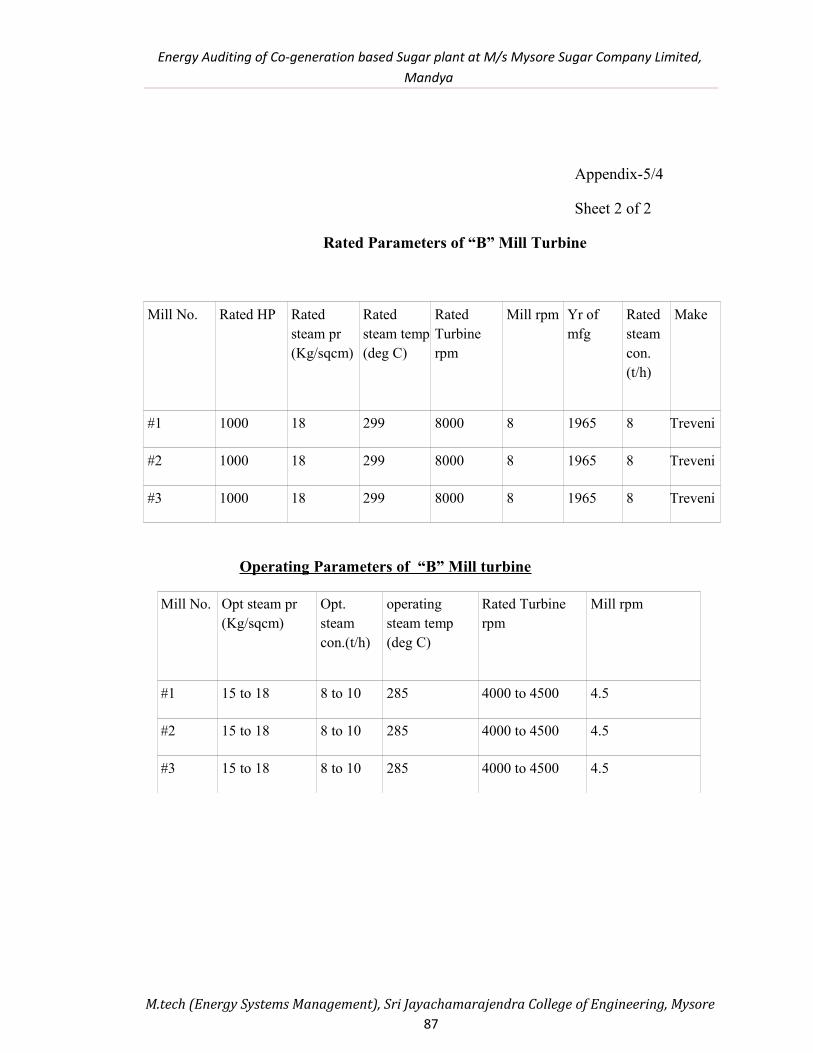
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-5/4
Sheet 2 of 2
Rated Parameters of “B” Mill Turbine
Mill No. Rated HP Rated steam pr (Kg/sqcm)
Rated steam temp (deg C)
Rated Turbine rpm
Mill rpm Yr of mfg
Rated steam con. (t/h)
Make
#1 1000 18 299 8000 8 1965 8 Treveni
#2 1000 18 299 8000 8 1965 8 Treveni
#3 1000 18 299 8000 8 1965 8 Treveni
Operating Parameters of “B” Mill turbine
Mill No. Opt steam pr (Kg/sqcm)
Opt. steam con.(t/h)
operating steam temp (deg C)
Rated Turbine rpm
Mill rpm
#1 15 to 18 8 to 10 285 4000 to 4500 4.5
#2 15 to 18 8 to 10 285 4000 to 4500 4.5
#3 15 to 18 8 to 10 285 4000 to 4500 4.5
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 87
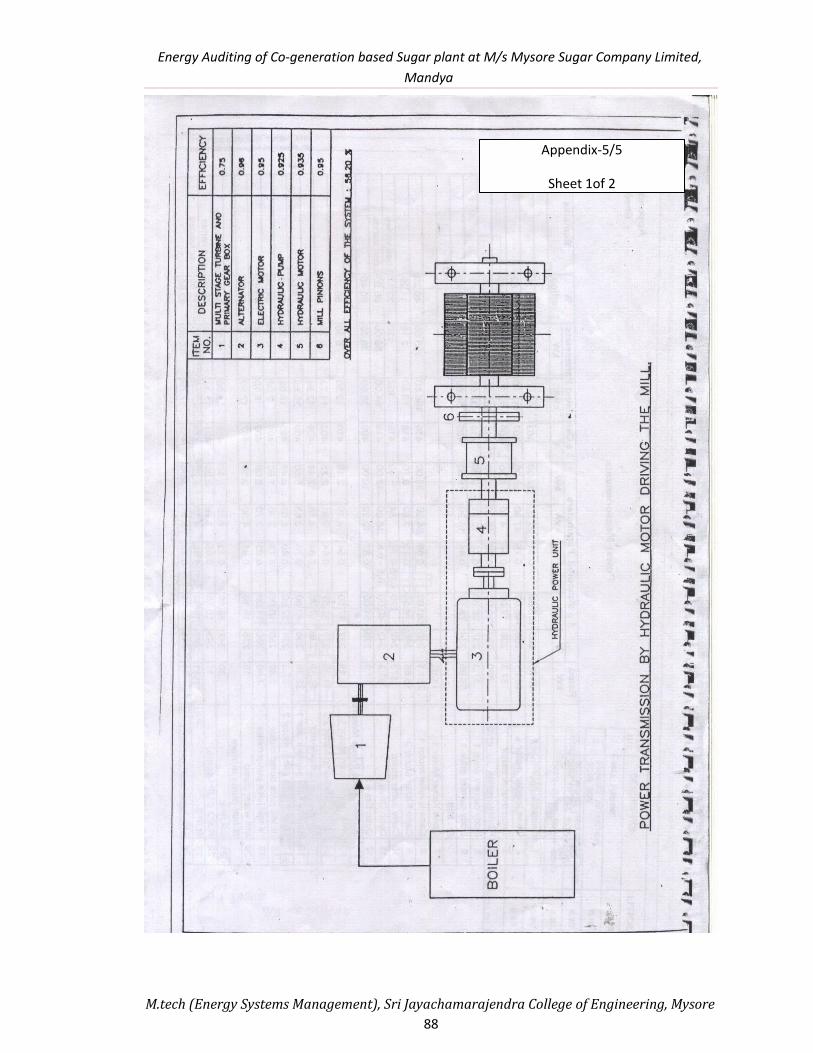
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 88
Appendix-5/5
Sheet 1of 2
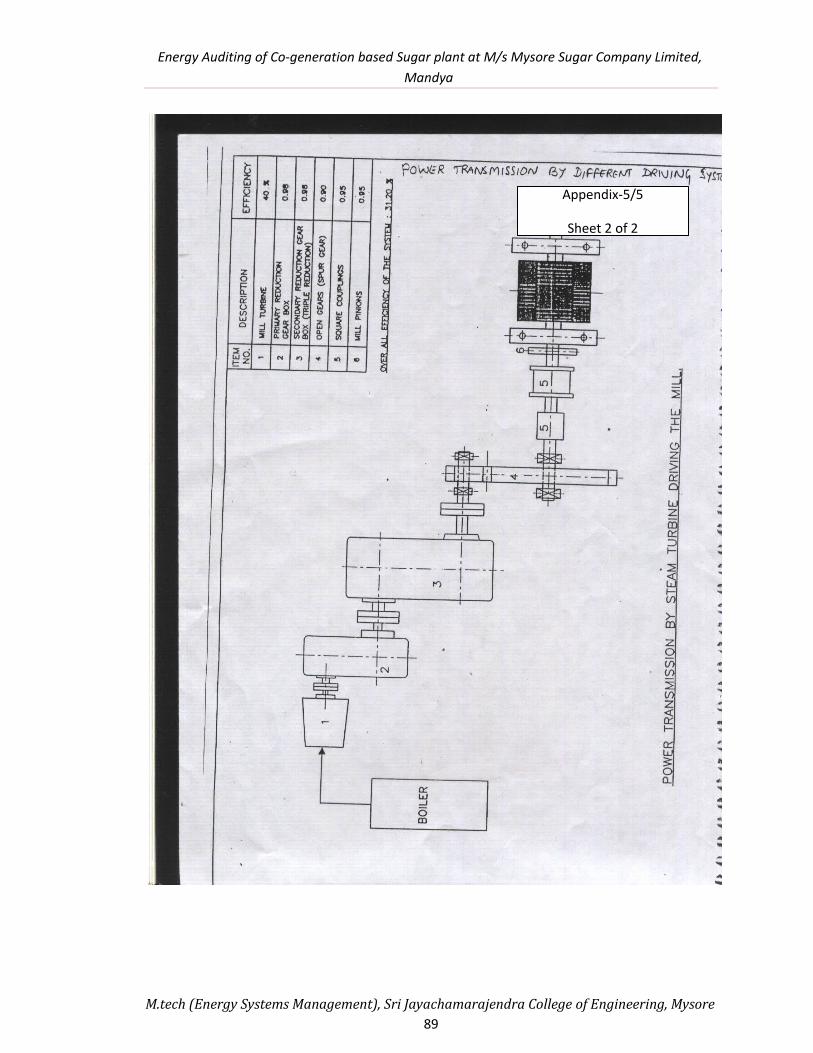
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 89
Appendix-5/5
Sheet 2 of 2
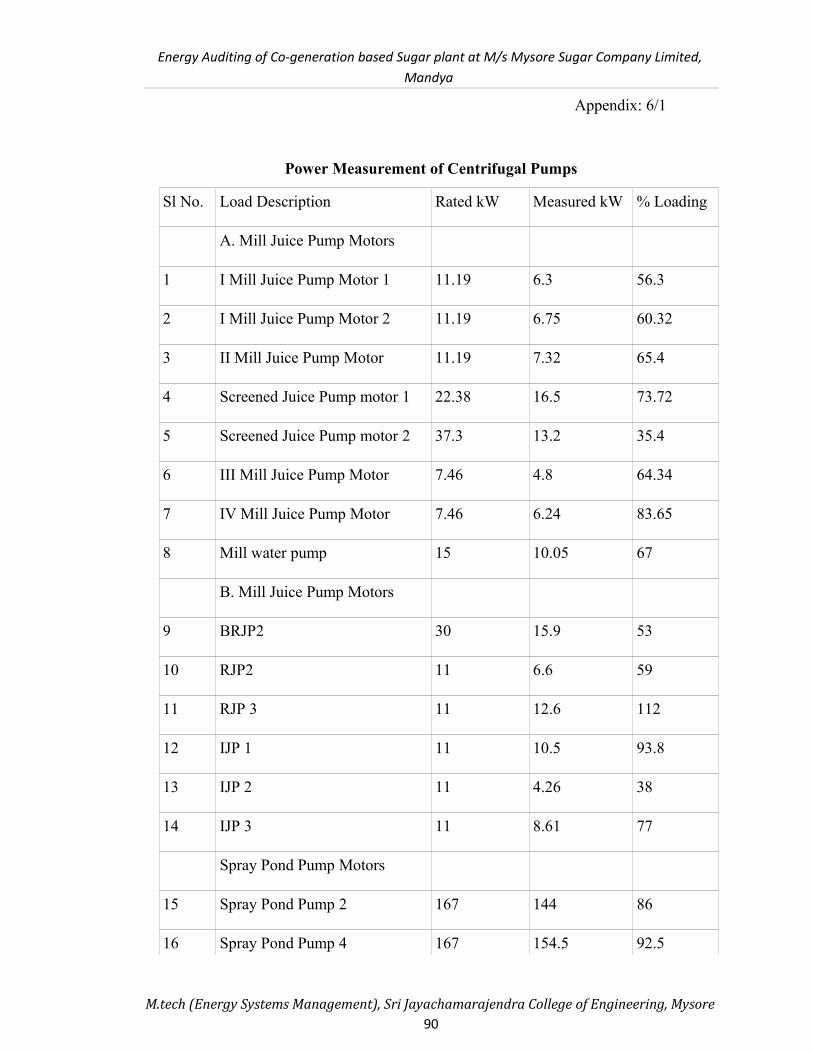
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix: 6/1
Power Measurement of Centrifugal Pumps
Sl No. Load Description Rated kW Measured kW % Loading
A. Mill Juice Pump Motors
1 I Mill Juice Pump Motor 1 11.19 6.3 56.3
2 I Mill Juice Pump Motor 2 11.19 6.75 60.32
3 II Mill Juice Pump Motor 11.19 7.32 65.4
4 Screened Juice Pump motor 1 22.38 16.5 73.72
5 Screened Juice Pump motor 2 37.3 13.2 35.4
6 III Mill Juice Pump Motor 7.46 4.8 64.34
7 IV Mill Juice Pump Motor 7.46 6.24 83.65
8 Mill water pump 15 10.05 67
B. Mill Juice Pump Motors
9 BRJP2 30 15.9 53
10 RJP2 11 6.6 59
11 RJP 3 11 12.6 112
12 IJP 1 11 10.5 93.8
13 IJP 2 11 4.26 38
14 IJP 3 11 8.61 77
Spray Pond Pump Motors
15 Spray Pond Pump 2 167 144 86
16 Spray Pond Pump 4 167 154.5 92.5
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 90
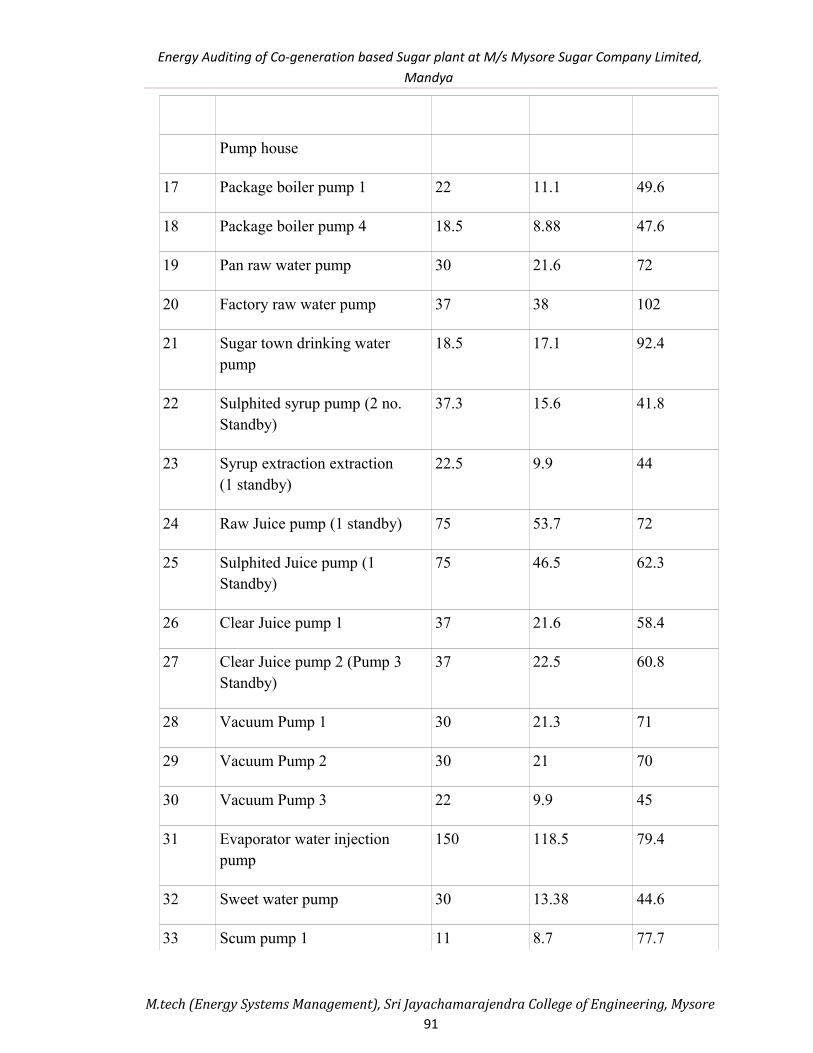
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Pump house
17 Package boiler pump 1 22 11.1 49.6
18 Package boiler pump 4 18.5 8.88 47.6
19 Pan raw water pump 30 21.6 72
20 Factory raw water pump 37 38 102
21 Sugar town drinking water pump
18.5 17.1 92.4
22 Sulphited syrup pump (2 no. Standby)
37.3 15.6 41.8
23 Syrup extraction extraction (1 standby)
22.5 9.9 44
24 Raw Juice pump (1 standby) 75 53.7 72
25 Sulphited Juice pump (1 Standby)
75 46.5 62.3
26 Clear Juice pump 1 37 21.6 58.4
27 Clear Juice pump 2 (Pump 3 Standby)
37 22.5 60.8
28 Vacuum Pump 1 30 21.3 71
29 Vacuum Pump 2 30 21 70
30 Vacuum Pump 3 22 9.9 45
31 Evaporator water injection pump
150 118.5 79.4
32 Sweet water pump 30 13.38 44.6
33 Scum pump 1 11 8.7 77.7
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 91
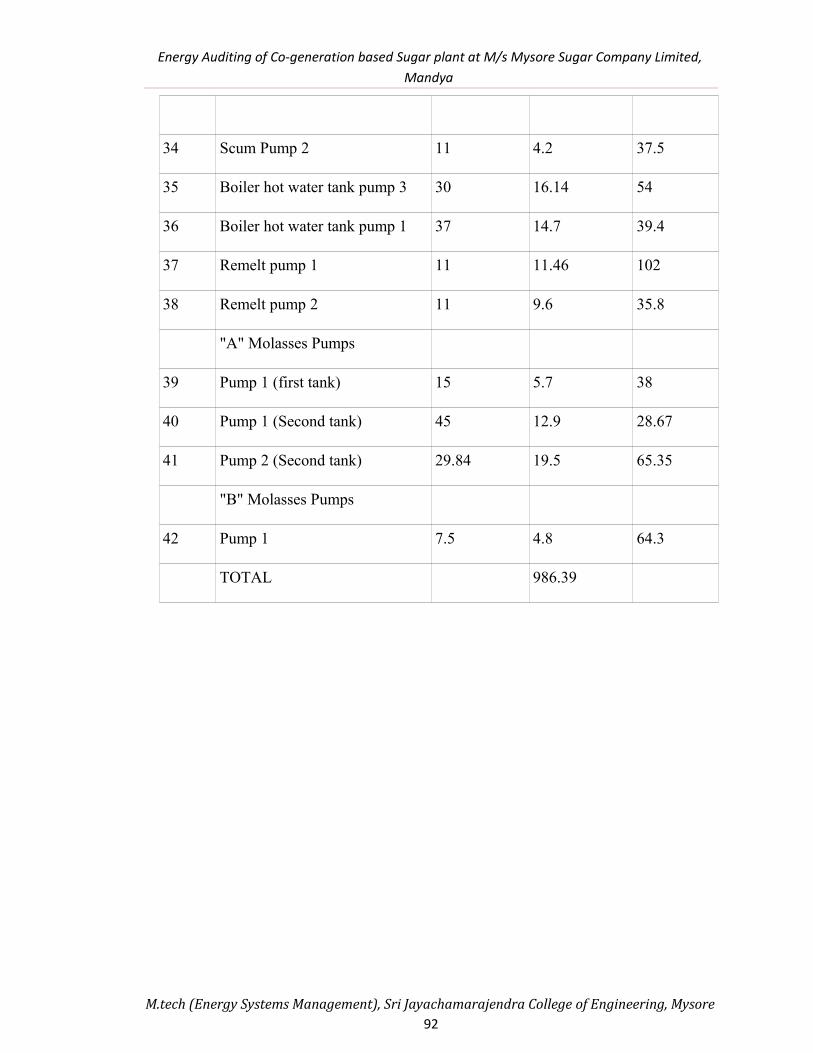
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
34 Scum Pump 2 11 4.2 37.5
35 Boiler hot water tank pump 3 30 16.14 54
36 Boiler hot water tank pump 1 37 14.7 39.4
37 Remelt pump 1 11 11.46 102
38 Remelt pump 2 11 9.6 35.8
"A" Molasses Pumps
39 Pump 1 (first tank) 15 5.7 38
40 Pump 1 (Second tank) 45 12.9 28.67
41 Pump 2 (Second tank) 29.84 19.5 65.35
"B" Molasses Pumps
42 Pump 1 7.5 4.8 64.3
TOTAL 986.39
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 92
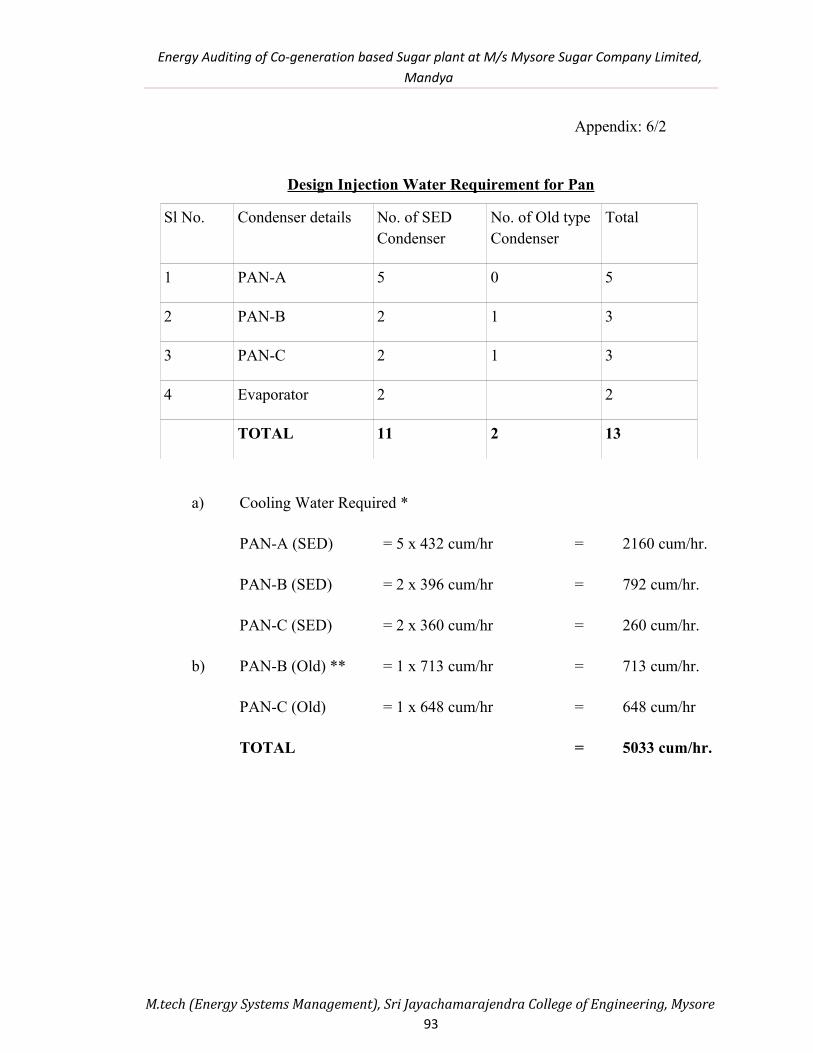
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix: 6/2
Design Injection Water Requirement for Pan
Sl No. Condenser details No. of SED Condenser
No. of Old type Condenser
Total
1 PAN-A 5 0 5
2 PAN-B 2 1 3
3 PAN-C 2 1 3
4 Evaporator 2 2
TOTAL 11 2 13
a) Cooling Water Required *
PAN-A (SED) = 5 x 432 cum/hr = 2160 cum/hr.
PAN-B (SED) = 2 x 396 cum/hr = 792 cum/hr.
PAN-C (SED) = 2 x 360 cum/hr = 260 cum/hr.
b) PAN-B (Old) ** = 1 x 713 cum/hr = 713 cum/hr.
PAN-C (Old) = 1 x 648 cum/hr = 648 cum/hr
TOTAL = 5033 cum/hr.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 93
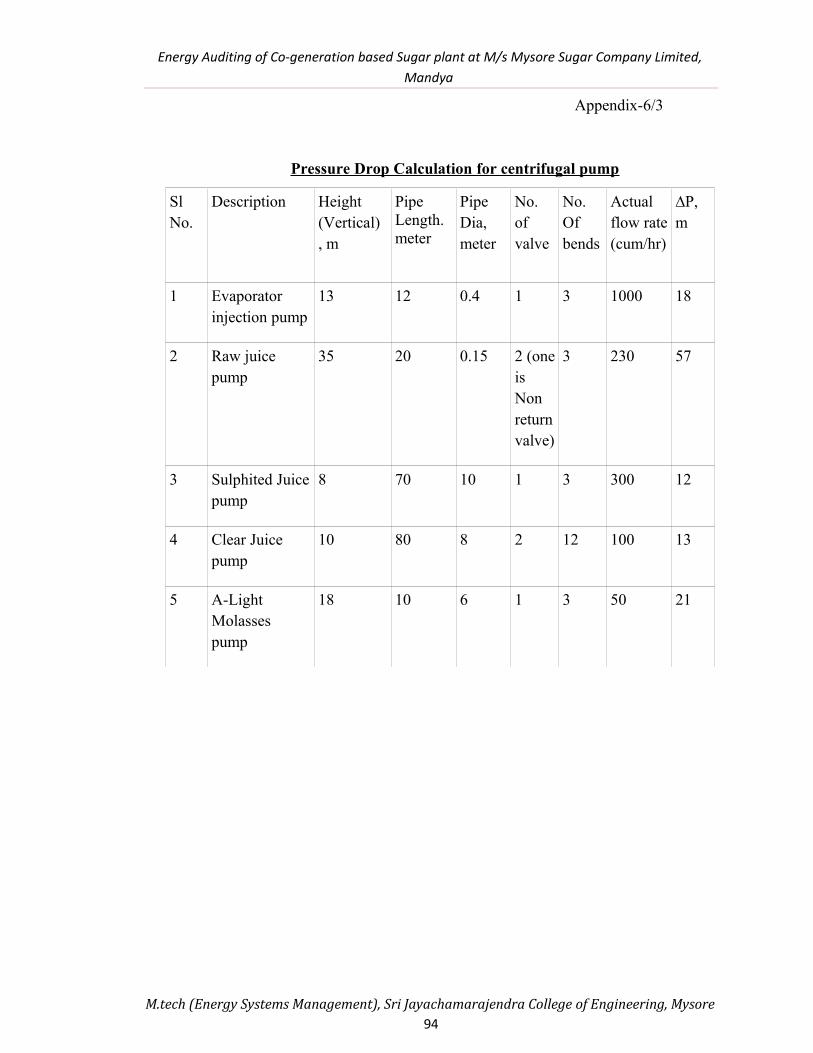
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-6/3
Pressure Drop Calculation for centrifugal pump
Sl No.
Description Height (Vertical) , m
Pipe Length. meter
Pipe Dia, meter
No. of valve
No. Of bends
Actual flow rate (cum/hr)
∆P, m
1 Evaporator injection pump
13 12 0.4 1 3 1000 18
2 Raw juice pump
35 20 0.15 2 (one is Non return valve)
3 230 57
3 Sulphited Juice pump
8 70 10 1 3 300 12
4 Clear Juice pump
10 80 8 2 12 100 13
5 A-Light Molasses pump
18 10 6 1 3 50 21
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 94
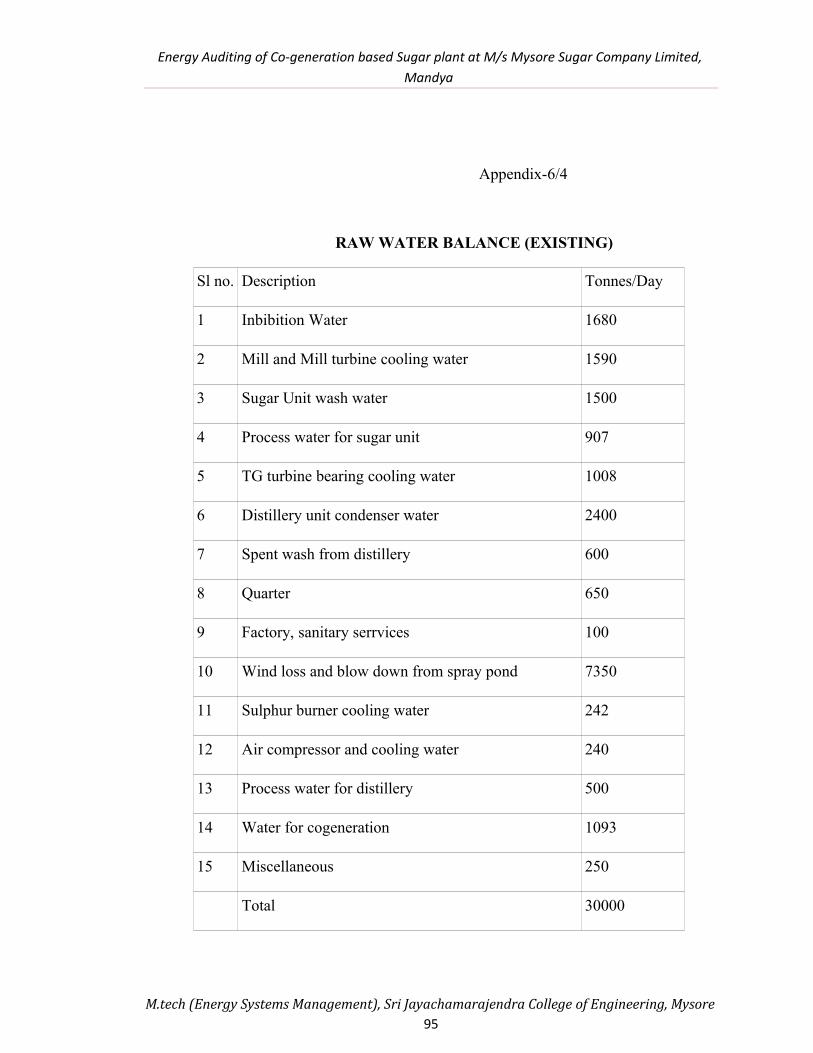
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-6/4
RAW WATER BALANCE (EXISTING)
Sl no. Description Tonnes/Day
1 Inbibition Water 1680
2 Mill and Mill turbine cooling water 1590
3 Sugar Unit wash water 1500
4 Process water for sugar unit 907
5 TG turbine bearing cooling water 1008
6 Distillery unit condenser water 2400
7 Spent wash from distillery 600
8 Quarter 650
9 Factory, sanitary serrvices 100
10 Wind loss and blow down from spray pond 7350
11 Sulphur burner cooling water 242
12 Air compressor and cooling water 240
13 Process water for distillery 500
14 Water for cogeneration 1093
15 Miscellaneous 250
Total 30000
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 95

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-6/5
REVISED WATER BALANCE
Sl No. Description cum/day
1 Inbibition Water 1680
2 Make up water for Spray pond 3984
3 Process water to Sugar Unit 907
4 Process water for distillery 500
5 Quarters 200
6 Service water to the factory 100
7 Bearing and cooling water 3264
8 Factory wash 500
9 Spent Wash 600
Total 11735
Note:-
Condenser Cooling Water : 5897 cum/hr
Bearing cooling water : 136 cum/hr
Total : 6033 cum/hr
4% make up water required : 241.32 cum/hr ........................... (i)
Make up condensation water
from pan and evaporators : 75 cum/hr .......................... (ii)
(i)-(ii) : 166 cum/hr
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 96
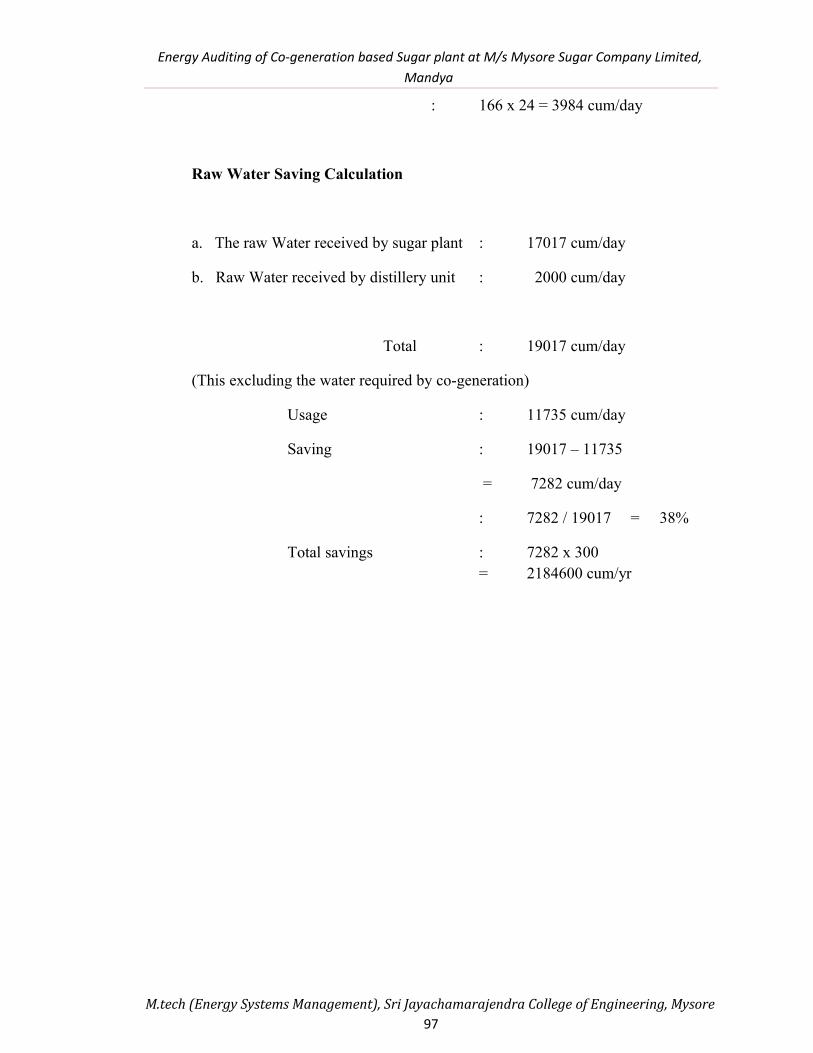
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
: 166 x 24 = 3984 cum/day
Raw Water Saving Calculation
a. The raw Water received by sugar plant : 17017 cum/day
b. Raw Water received by distillery unit : 2000 cum/day
Total : 19017 cum/day
(This excluding the water required by co-generation)
Usage : 11735 cum/day
Saving : 19017 – 11735
= 7282 cum/day
: 7282 / 19017 = 38%
Total savings : 7282 x 300 = 2184600 cum/yr
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 97
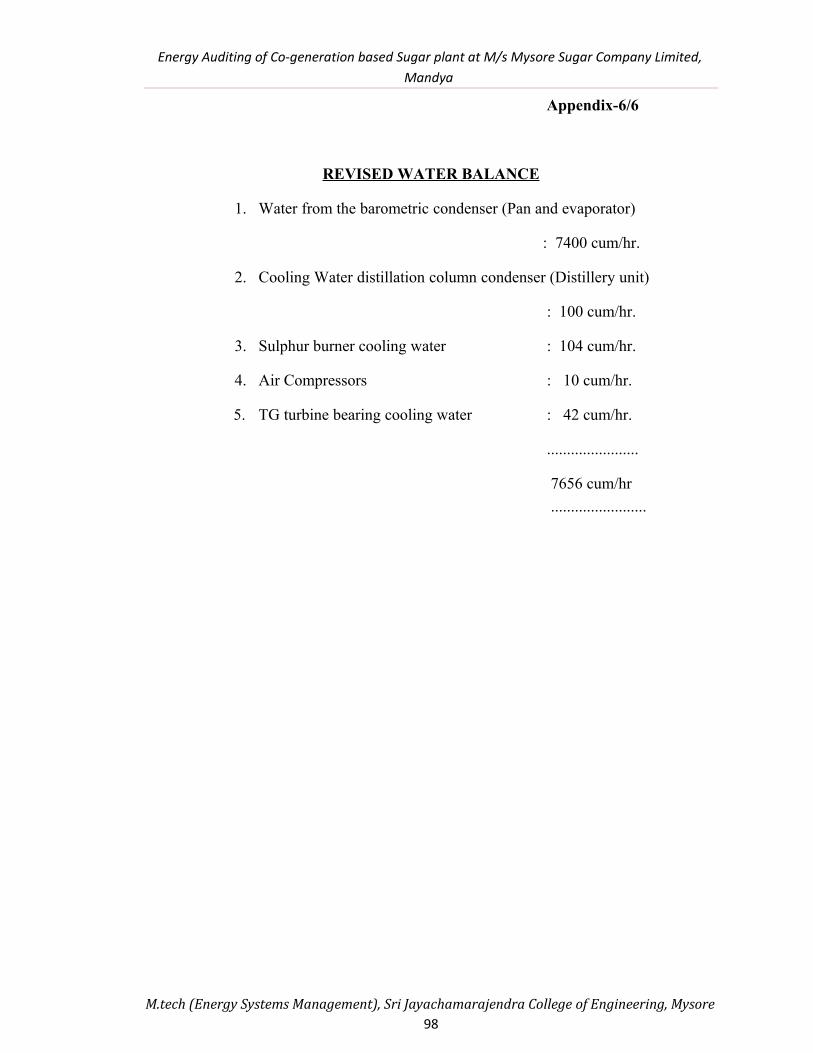
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-6/6
REVISED WATER BALANCE
1. Water from the barometric condenser (Pan and evaporator)
: 7400 cum/hr.
2. Cooling Water distillation column condenser (Distillery unit)
: 100 cum/hr.
3. Sulphur burner cooling water : 104 cum/hr.
4. Air Compressors : 10 cum/hr.
5. TG turbine bearing cooling water : 42 cum/hr.
.......................
7656 cum/hr ........................
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 98
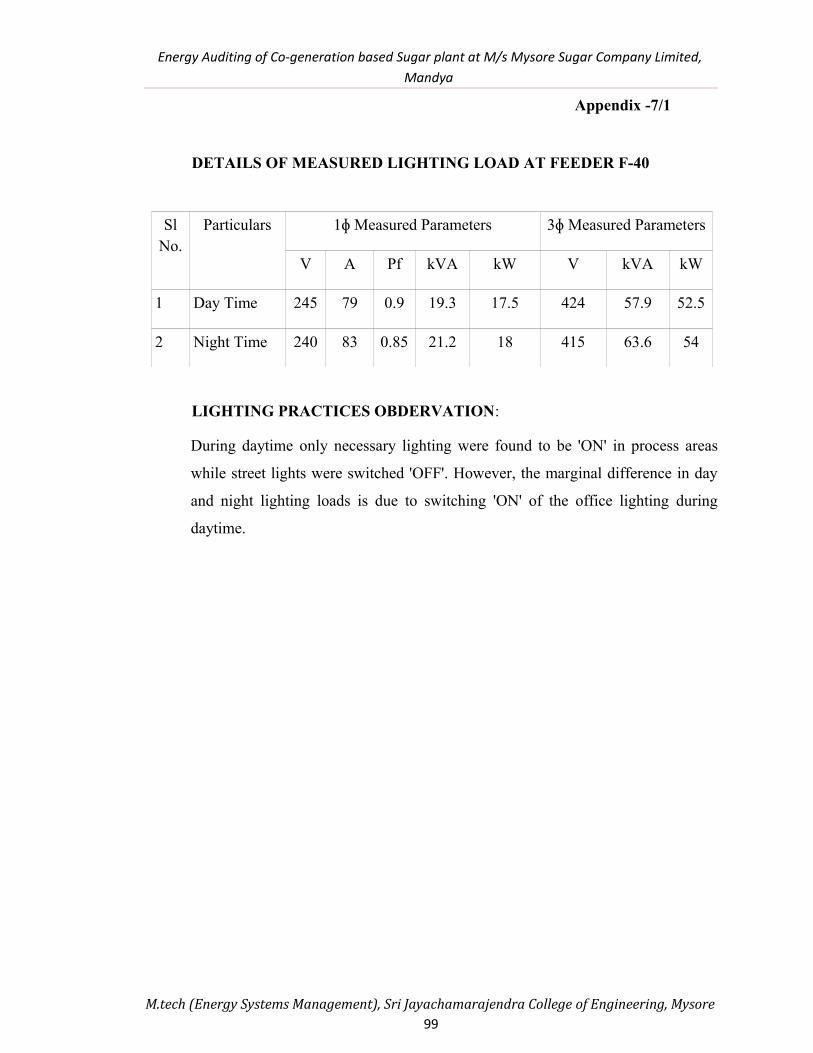
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix -7/1
DETAILS OF MEASURED LIGHTING LOAD AT FEEDER F-40
Sl No.
Particulars 1ɸ Measured Parameters 3ɸ Measured Parameters
V A Pf kVA kW V kVA kW
1 Day Time 245 79 0.9 19.3 17.5 424 57.9 52.5
2 Night Time 240 83 0.85 21.2 18 415 63.6 54
LIGHTING PRACTICES OBDERVATION:
During daytime only necessary lighting were found to be 'ON' in process areas
while street lights were switched 'OFF'. However, the marginal difference in day
and night lighting loads is due to switching 'ON' of the office lighting during
daytime.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 99
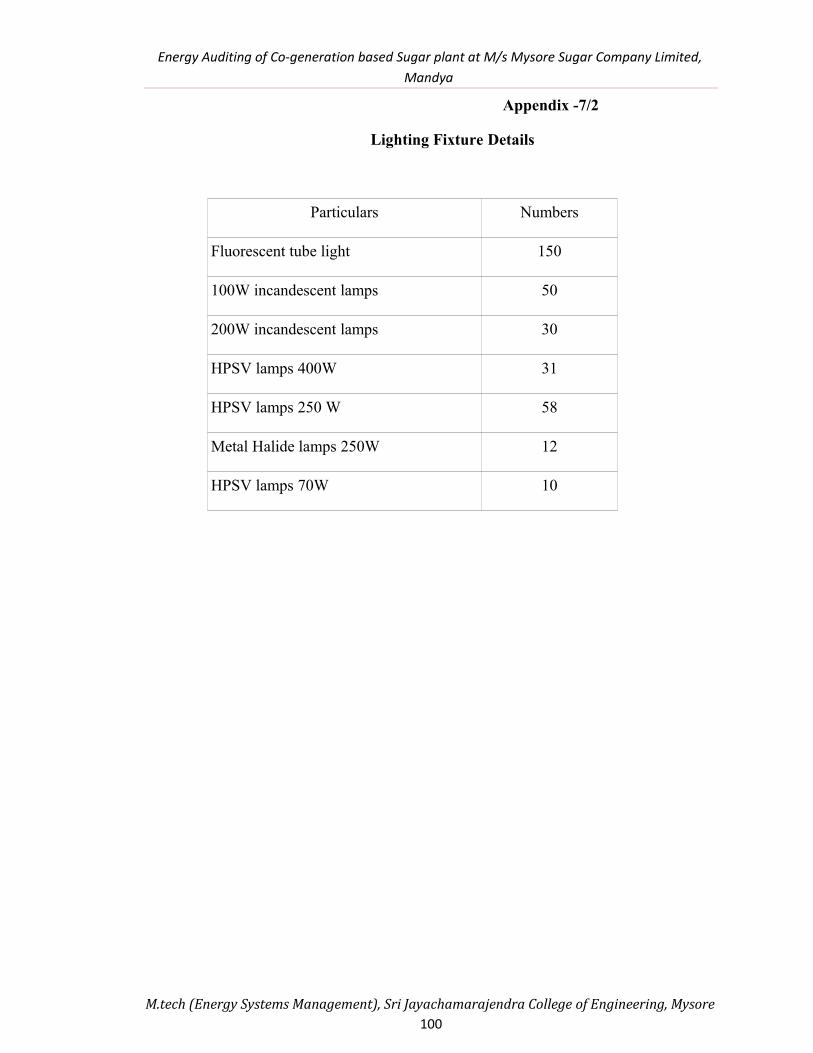
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix -7/2
Lighting Fixture Details
Particulars Numbers
Fluorescent tube light 150
100W incandescent lamps 50
200W incandescent lamps 30
HPSV lamps 400W 31
HPSV lamps 250 W 58
Metal Halide lamps 250W 12
HPSV lamps 70W 10
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 100
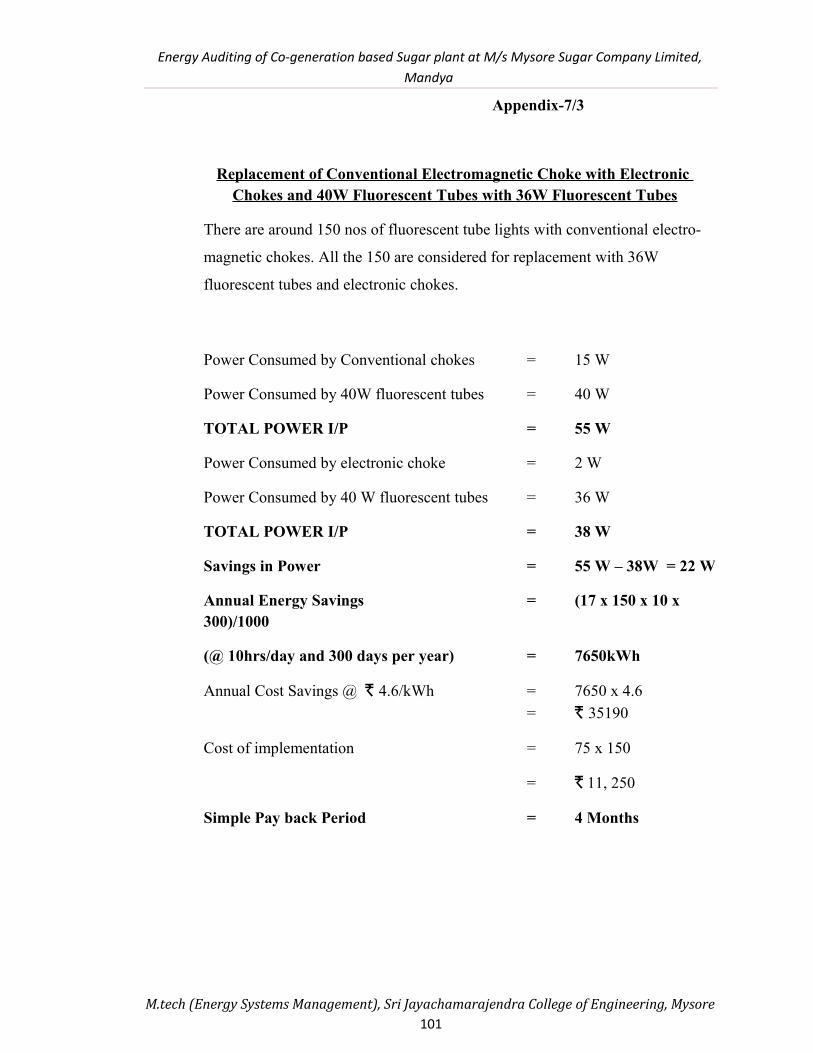
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-7/3
Replacement of Conventional Electromagnetic Choke with Electronic Chokes and 40W Fluorescent Tubes with 36W Fluorescent Tubes
There are around 150 nos of fluorescent tube lights with conventional electro-
magnetic chokes. All the 150 are considered for replacement with 36W
fluorescent tubes and electronic chokes.
Power Consumed by Conventional chokes = 15 W
Power Consumed by 40W fluorescent tubes = 40 W
TOTAL POWER I/P = 55 W
Power Consumed by electronic choke = 2 W
Power Consumed by 40 W fluorescent tubes = 36 W
TOTAL POWER I/P = 38 W
Savings in Power = 55 W – 38W = 22 W
Annual Energy Savings = (17 x 150 x 10 x 300)/1000
(@ 10hrs/day and 300 days per year) = 7650kWh
Annual Cost Savings @ ₹ 4.6/kWh = 7650 x 4.6= ₹ 35190
Cost of implementation = 75 x 150
= ₹ 11, 250
Simple Pay back Period = 4 Months
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 101
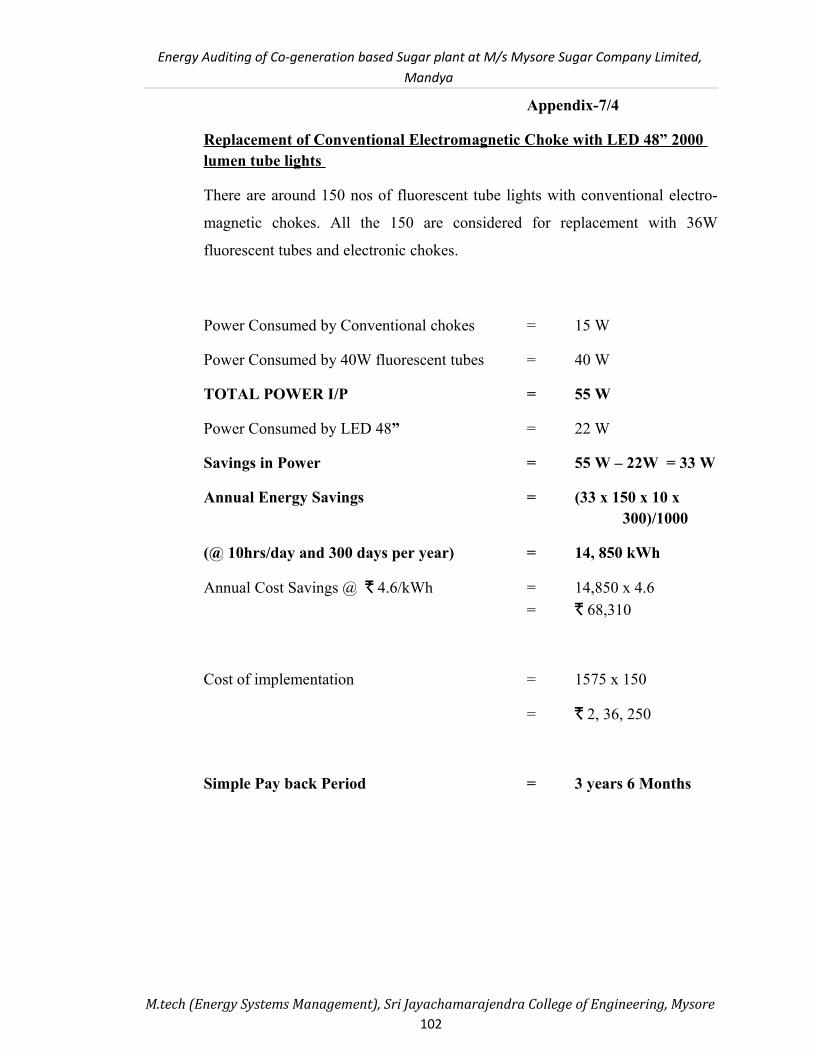
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-7/4
Replacement of Conventional Electromagnetic Choke with LED 48” 2000 lumen tube lights
There are around 150 nos of fluorescent tube lights with conventional electro-
magnetic chokes. All the 150 are considered for replacement with 36W
fluorescent tubes and electronic chokes.
Power Consumed by Conventional chokes = 15 W
Power Consumed by 40W fluorescent tubes = 40 W
TOTAL POWER I/P = 55 W
Power Consumed by LED 48” = 22 W
Savings in Power = 55 W – 22W = 33 W
Annual Energy Savings = (33 x 150 x 10 x 300)/1000
(@ 10hrs/day and 300 days per year) = 14, 850 kWh
Annual Cost Savings @ ₹ 4.6/kWh = 14,850 x 4.6= ₹ 68,310
Cost of implementation = 1575 x 150
= ₹ 2, 36, 250
Simple Pay back Period = 3 years 6 Months
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 102
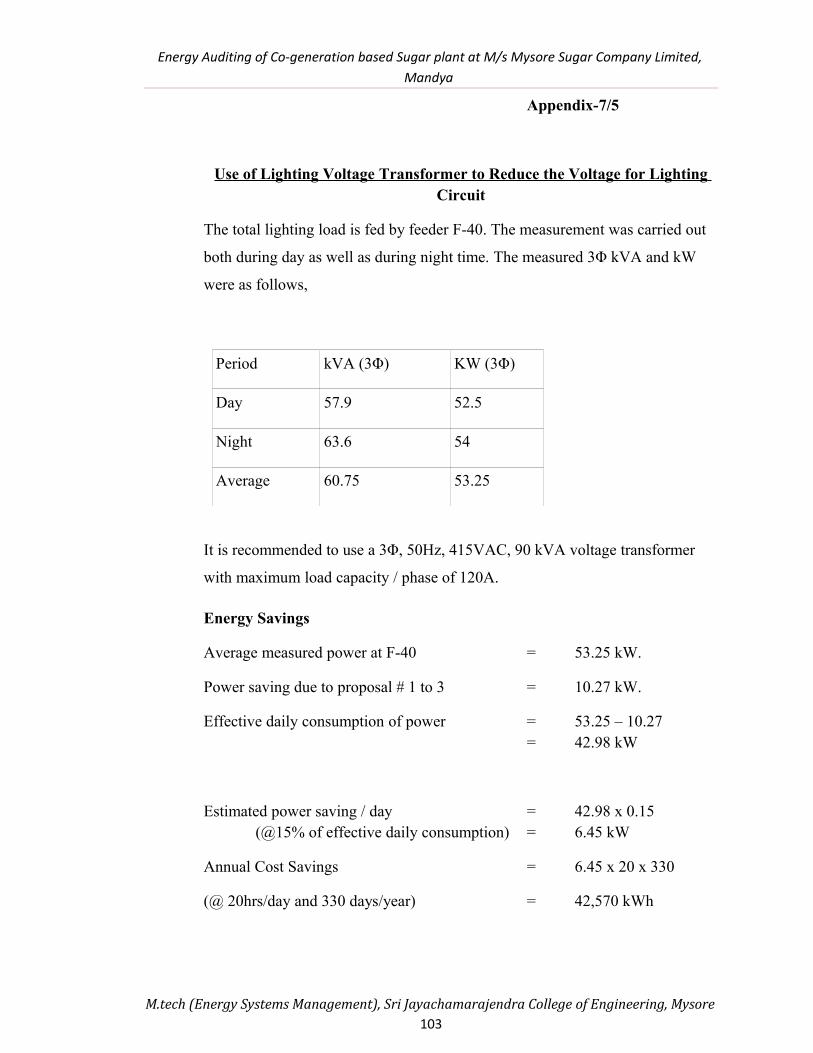
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Appendix-7/5
Use of Lighting Voltage Transformer to Reduce the Voltage for Lighting Circuit
The total lighting load is fed by feeder F-40. The measurement was carried out
both during day as well as during night time. The measured 3Φ kVA and kW
were as follows,
Period kVA (3Φ) KW (3Φ)
Day 57.9 52.5
Night 63.6 54
Average 60.75 53.25
It is recommended to use a 3Φ, 50Hz, 415VAC, 90 kVA voltage transformer
with maximum load capacity / phase of 120A.
Energy Savings
Average measured power at F-40 = 53.25 kW.
Power saving due to proposal # 1 to 3 = 10.27 kW.
Effective daily consumption of power = 53.25 – 10.27= 42.98 kW
Estimated power saving / day = 42.98 x 0.15 (@15% of effective daily consumption) = 6.45 kW
Annual Cost Savings = 6.45 x 20 x 330
(@ 20hrs/day and 330 days/year) = 42,570 kWh
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 103

Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
Annual cost savings(@ Rs.4.6/kWh) = ₹ 1,95,822
Cost of implementation (including cable cost) = ₹ 2,30,000
Simple payback Period = 1 year 2 months
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 104
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
References
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 105
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
BIBLIOGRAPHY AND WEBSITES
1. Energy Savings Toolbox – an Energy audit Manual and Tool
http://oee.nrcan.gc.ca
2. Guide Books for the National Certificate Examination for Energy
managers and Energy Auditors (set of four books are available out of
which three books are utilized)
http://www.energymanagertraining.com/new_course.php)
3. Official Website of the Bureau of Energy Efficiency, Govt. of INDIA,
www.bee-india.nic.in
4. Detailed information and case studies on energy audits,
www.energymanagertraining.com
5. www.en.wikipedia.org/wiki/energy_audit
6. Website of Ministry of Power, India.
http://powermin.nic.in/energy_audit
7. The energy conservation act, 2001,
http://powermin.nic.in/acts_notification/energy_conservation_act/index.
htm
8. http://www.dancewithshadows.com/tech/bloom-energy-unveils-bloom-
energy-servers-new-fuel-cell-technology/
9. Petroleum conseravation research association (PCRA)
http://www.pcra.org
10. “Energy Efficiency in Sugar Plant steam and power generation” by M/s.
P.S.Sankaranarayanan, etal…….. Seminar on “Energy Efficiency &
Conservation in Sugar Industry” sponsored by TEDA, IREDA, TASCO
& SISSTA on 19.10.2002 at Chennai”.
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 106
Energy Auditing of Co-generation based Sugar plant at M/s Mysore Sugar Company Limited, Mandya
11. “Boiler availability improvement programme, Life Extension
programme and Energy audit in Boilers Act Amendment Bill” – by Mr.
K. Thambithurai, M.E., C.I.B of Tamil Nadu.
12. http://www.pipeflowcalculations.com/pressuredrop/
13. http://www.engineeringtoolbox.com/equivalent-pipe-length-method-
d_804.html
14. http://en.wikipedia.org/wiki/Darcy_friction_factor_formulae
15. http://www.amazon.com/2000-Lumens-Light-40-Replacement-
Color/dp/B004M9YF2E.
16. Energy audit in sugar industry . a passport to prosperity by C.
Damodaran, n. Thirumoorthy, p. Parthasarathy.
17. www.alibaba.com
18. http://www.pumpworld.com/manufacturers.htm
19. http://www.kirloskar-electric.com .
20. http://www.teriin.org/index.php
M.tech (Energy Systems Management), Sri Jayachamarajendra College of Engineering, Mysore 107