Embed Size (px)
DESCRIPTION
Droplet and Particle Size Relationship and Shell Thicknessof Inhalable Lactose Particles during Spray Drying
Citation preview

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 1/11
Droplet and Particle Size Relationship and Shell Thicknessof Inhalable Lactose Particles during Spray Drying
JESSICA ELVERSSON,1,2 ANNA MILLQVIST-FUREBY,1 GO ¨ RAN ALDERBORN,2 ULLA ELOFSSON1
1YKI, Institute for Surface Chemistry, Box 5607, SE-114 86 Stockholm, Sweden
2Department of Pharmacy, Uppsala University, Box 580, SE-751 23 Uppsala, Sweden
Received 7 November 2002; revised 11 November 2002; accepted 11 November 2002
ABSTRACT: To find means of controlling the size and density of particles intended for
inhalation the relationship between droplet and particle size during spray drying wasinvestigated. Lactose solutions were atomized with a two-fluid nozzle and dried in a
laboratory spray drier. Theeffects of nozzle orificediameter, atomization airflowand feed
concentration on droplet and particle size were examined. Mass median diameter of bothdroplets andparticles were analyzed with laser diffraction.In addition, scanning electron
microscopy and transmission electron microscopy were used for studies of particle shapeand morphology. It was demonstrated that nozzle orifice diameter and airflow, but notfeed concentration controlled the droplet sizeduring atomization. Increasing droplet size
increased particle size but the effect was also influenced by feed concentration. Particles
from solutions of a low concentration (1% w/w) were smaller than those from higherconcentrations (5–20% w/w). This may be partly explained by lower yields at higher feedconcentrations, but may also be related to differences in drying rate. Spray-dried lactose
solutions formed hollow particles, and it was suggested that the shell thickness of
the particles increased with increasing feed concentration.
2003 Wiley-Liss, Inc. and the American Pharmaceutical Association J Pharm Sci 92:900 –910, 2003
Keywords: spray drying; droplet size; particle size; laser diffraction; shell thickness;particle formation
INTRODUCTION
The pulmonary route is an attractive alternativeto oral and parenteral routes for systemic deliveryof protein and peptide drugs.1,2 The surface areaof the lungs (approximately 100 m2) is comparableto the size of the gastrointestinal tract, but unlike
oral administration, pulmonary delivery allowsboth exposure to drugs through a well-perfusedtissue and avoidance of the first-pass effect. Inaddition, metabolic activity in the lungs is low.However, the respiratory system in itself res-
tricts the entrance of particulate matter by var-ious means: for example, geometry of the airways,morphology of the epithelial cells, and clearancemechanisms of the lungs. As a result, inhalationparticles have to be aerodynamically optimized toreach the thin (<0.2 mm) alveolar epithelium,3
where the absorption site of protein drugs, for
example, is assumed to exist. To enable delivery tothe alveolar tract particles for inhalation havetraditionally been made less than 5 mm. Thedesired particle size is attained by milling of freeze-dried or otherwise solidified material inair-jet mills (i.e., micronization). Intense milling can, however, cause unwanted change in thephysicochemical properties of the material, forexample, creation of amorphous regions at thesurface, which can affect humidity dependenceand stability,4 electrostatic charging, and cohe-sivity.5 In addition, chemical decomposition of
900 JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003
Correspondence to: Jessica Elversson (Telephone: þ46 8790 96 68; Fax: þ46 8 20 89 98;E-mail: [email protected])
Journal of Pharmaceutical Sciences, Vol. 92, 900 –910 (2003) 2003 Wiley-Liss, Inc. and the American Pharmaceutical Association

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 2/11
thermolabile molecules has been observed during micronization.6,7
To overcome the difficulties of preparing, hand-ling, and administrating micronized powders forinhalation, development concepts including for-
mulation (e.g., ordered mixtures), manufacturing (e.g., spheronization), and device design have beenrealized. Over the last few years, Edwards andcoworkers8 have addressed the challenges of in-halation powders with an interesting approach. Bymanipulation of particle size and density, aero-solization efficiency, and delivered dose of inhala-tion powders, whether produced by double- andsingle-evaporation technique or spray drying, areincreased. First, an increased particle size resultsin a decreased tendency to aggregate,9 and incombination with a low mass, the aerodynamicbehavior is retained or even improved.8,10 The par-ticles are still able to penetrate into the alveolarregion where dissolution followed by absorptiontakes place. Second, phagocytic clearance can bediminished, by making particles larger becausealveolar macrophages are unable to phagocyteunits larger than about 5 mm.11,12
For the preparation of porous protein particleswith a controlled particle size spray freeze drying could be an alternative method.13 However, parti-cle formation in for example liquid nitrogen wouldbe followed by a freeze-drying step, which makesthe process more time-consuming and complex.
Techniques using supercritical fluids have alsobeen used for the preparation of bio therapeuticdrugs of inhalable size.14–16 Such particles aregenerally of conventional densities, 1–1.5 g/cm3.Spray drying could be a more attractive method forpreparing porous powders for inhalation. Particlescan be formed directly from solutions or emulsions.The heat transfer to the particles is generally lowdue to very short residence times in the drier(approximately 1 s in a laboratory drier). Manycarbohydrate-containing particles are amorphousby formation, which helps in stabilizing proteins
during dehydration.17,18
The particle size anddensity are likely to be controlled by both process-and formulation parameters. Therefore, spraydrying necessitates a consideration of severalimportant steps in addition to drying of droplets.19
These operations include preparation of a liquidfeed, atomization of the liquid into a spray andseparation of the dried particles from the drying gas. In each of these steps the processing para-meters will affect the product’s properties such asparticle size, morphology, and bulk density, as wellas the surface composition of particles.20 During
atomization the physical properties, such asviscosity, surface tension, and density of the liquidfeed are likely to influence the break up of liquid,and hence, the droplet size distribution of thespray.21,22 Including proteins or polymers in the
solution may be expected to increase the com-plexity of viscosity effects due to non-Newtonianbehavior, at least at high concentrations. Theore-tically, the particle size depends on the droplet sizeand the dry matter content of the solution,23 atleast for the formation of nonporous spheres.
The relationship between droplet and particlesize during spray drying is a rarely investigatedarea, although particle properties are highlyaffected by the air–liquid interface area (area-to-volume ratio) during atomization and drying.24
Atomizer performance and preparation of respir-able particles by spray drying wereinvestigated byDunbar et al.,25 but correlation between geometricparticle size and droplet size was not undertaken.In the same study mass median aerodynamicdiameter was found to decrease with increasing operating pressure of an air blast atomizer, but notas a consequence of reduced droplet size. In a fewother investigations, the droplet size was calcu-lated from particle size data assuming nonporousparticles,26,27 resulting in an overestimation of droplet size because of the porous or agglomeratedparticles being analyzed.28 In addition, both thedroplet size and the size distribution will change
during drying 29 and drying kinetics for sprays aremore complex and less well studied than drying of single droplets.19,30,31 Single-drop drying includesboth static32 and free-falling methods.33 The re-sults from investigations of static drying (levita-tion) are difficult to apply to spray drying, due tolarge differences in time scale, droplet size, andflow conditions. Experimental methods for theanalysis of atomizer performance (droplet size)and particle size are available and widely used.However, the relationship between droplet andparticle size during spray drying deserves to be
investigated in more detail.The present study was performed to evaluate
the possibility of controlling the size and density of respirable particles, produced by spray drying.The effects of atomization parameters (nozzleorifice diameter and airflow through nozzle) andfeed concentration were investigated by compara-tive studies of droplet and particle size during spray drying, using laser diffraction. In addition,the variation of droplet size in different regions of the spray and the morphology of the particles wereexamined.
DROPLET AND PARTICLE SIZE RELATIONSHIP OF INHALABLE LACTOSE PARTICLES 901
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003
7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 3/11
MATERIALS AND METHODS
Chemicals
a-Lactose monohydrate (in vitro grade) was pur-chased from Merck Eurolab (Stockholm, Sweden).Rapeseed oil for particle analysis was supplied byKarlshamns AB (Karlshamn, Sweden) and frac-tionated coconut oil (Miglyol1 812N) was obtainedfrom Condea Chemie GmbH (Witten, Germany).Isopropanol (analytical grade) for TEM analysiswas purchased from Solveco Chemicals AB (Taby,Sweden). Milli Q water was used throughout theexperiments.
Spray Drying
Spray drying was performed in a laboratory spraydrier built at the Institute for Surface Chemistry.The drier operates in a cocurrent mode, with a
jacketed two-fluid nozzle and has a drying columnof 750 mm in length and 150 mm in diameter.Compressed air from an in-house supply wasregulated to 2.4 bars by a pressure regulator(Norgren, IMI Norgren Inc., St. Littleton, CO) andused for atomization of the feed solution. Thestandard conditions used in all experiments were:an inlet temperature of 2008C, a liquid feed rate of 5 mL/min, a flow of drying air of approximately0.8 m3 /min, a jacket temperature of 258C and an
outlet temperature of 908C maintained by theaspirator. The droplet size during spraying wascontrolled by (a) a variable flow meter (BrooksR-6-15-B/ sapphire, Brooks Inc., Chelmsford, MA)that regulated the atomization airflow; and (b)nozzle orifice diameter (1.5 and 2.0 mm). Theatomization airflow was varied between 20.6 and31.9 L/min for the small orifice and between28.9 and 35.7 L/min for the large orifice.
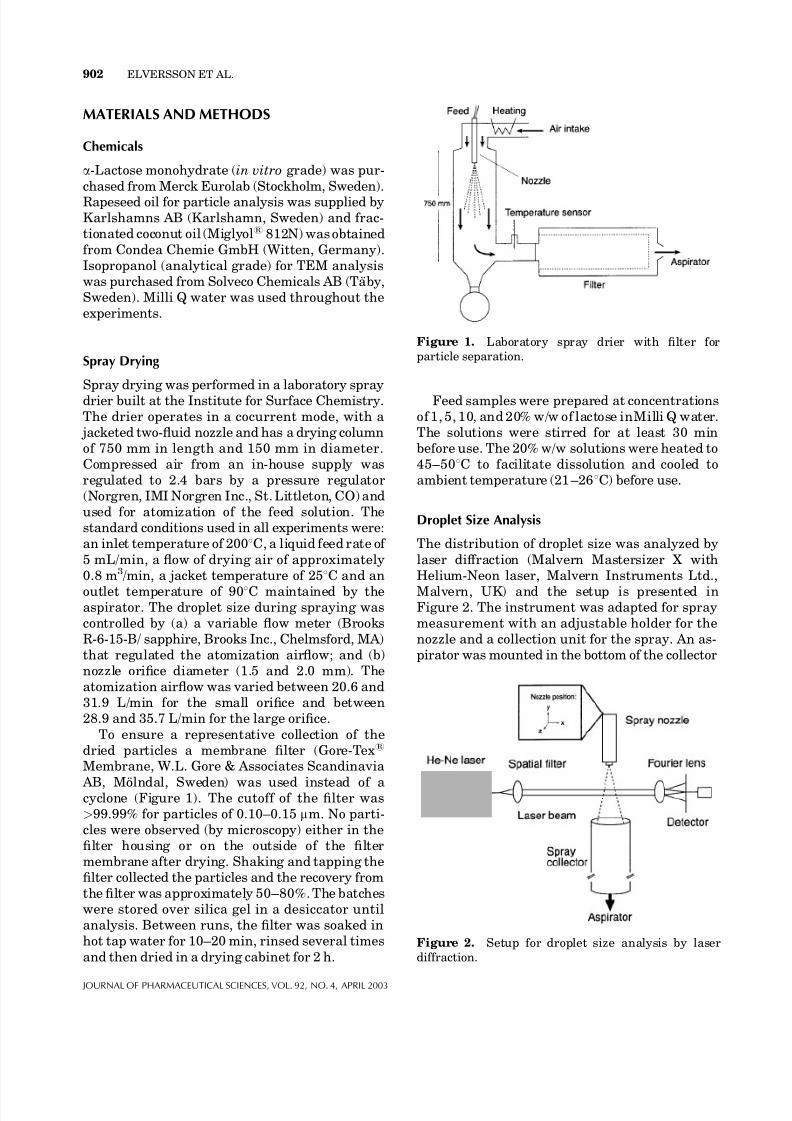
To ensure a representative collection of thedried particles a membrane filter (Gore-Tex1
Membrane, W.L. Gore & Associates Scandinavia
AB, Molndal, Sweden) was used instead of acyclone (Figure 1). The cutoff of the filter was>99.99% for particles of 0.10–0.15 mm. No parti-cles were observed (by microscopy) either in thefilter housing or on the outside of the filtermembrane after drying. Shaking and tapping thefilter collected the particles and the recovery fromthe filter was approximately 50–80%. The batcheswere stored over silica gel in a desiccator untilanalysis. Between runs, the filter was soaked inhot tap water for 10–20 min, rinsed several timesand then dried in a drying cabinet for 2 h.
Feed samples were prepared at concentrationsof 1, 5, 10, and 20% w/w of lactose inMilli Q water.The solutions were stirred for at least 30 minbefore use. The 20% w/w solutions were heated to45–508C to facilitate dissolution and cooled toambient temperature (21 –268C) before use.
Droplet Size Analysis
The distribution of droplet size was analyzed bylaser diffraction (Malvern Mastersizer X withHelium-Neon laser, Malvern Instruments Ltd.,
Malvern, UK) and the setup is presented inFigure 2. The instrument was adapted for spraymeasurement with an adjustable holder for thenozzle and a collection unit for the spray. An as-pirator was mounted in the bottom of the collector
Figure 1. Laboratory spray drier with filter forparticle separation.
Figure 2. Setup for droplet size analysis by laserdiffraction.
902 ELVERSSON ET AL.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 4/11
to prevent the aerosol from reentering the laserarea. The nozzle was placed 50 mm above thelaser beam in a vertical position. The distance be-tween the central axis ofthe spray and the 300 mmFourier lens was 43 mm, which was within the
working range of the lens. The spray nozzles, theair regulators and the peristaltic pump (GilsonMinipuls II, Gilson Inc., Middleton, OH) were thesame as used in the spray drier. The nozzles werecalibrated with water before measurement togive a predetermined droplet diameter. All ex-periments were performed for 10 –20 min (30– 60 measurements) at ambient temperature (21– 268C) and ambient relative humidity (35–50%).The size distribution was calculated with Mietheory using the refractive indices of water(n¼1.33) and air (n¼ 1.00).
By variation of the position of the nozzle during analysis, droplet size in different locations of thespray was examined (Figure 3). The distancebetween the nozzle and (a) the lens (x-position) wasfrom 40–70 mm, (b) the laser beam (y-position)was from 21–97 mm and (c) the perpendiculardistance from the laser axis (z-position) waszero 12 mm.
Particle Size Analysis
A different laser diffraction instrument (MalvernMastersizer 2000, Malvern Instruments, Mal-
vern, UK) was utilized for measurement of theparticle size distribution. Two sets of light sources(Helium-Neon and Argon) gave a measuring sizerange of 0.02–600 mm. Fifty milligrams of powder,withdrawn from the bulk with a spoon after
mixing and transferred to a 50-mL beaker, wasplaced under vacuum (<15 mbar) before being suspended in 20 mL of rapeseed oil, to facilitatedispersion. Each suspension was stirred for 1 minand ultrasonicated (Transonic T460/H ultrasonic
bath, Elma, Germany) for 5 min. No fragmentationwas observed under these conditions. Adequatedispersion into primary particles was checked bylight-transmission microscopy (Axioplan, CarlZeiss Microscopy, Jena, Germany). Suspensionwas added to a stirred sample cell to obtain anobscuration value of 20%1. A cycle of 5 mea-surements over 4 s started after one minute of circulation. The analysis was repeated once with anew sample from the same beaker. The sampleunit was rinsed twice with rapeseed oil betweenmeasurements. The size distribution was calcu-lated by Mie theory using the refractive indices of lactose (n¼1.5638, k¼0.1) and rapeseed oil (n¼1.471). The median diameter showed a relativestandard deviation of less than 3% (based onseven samples withdrawn from the same powderand analyzed at two different occasions), whichwas considered acceptable to observe the effects of process and formulation parameters.
A dispersant with a lower viscosity, in combina-tion with a stronger ultrasonication was needed toachieve complete deaggregation of particles fromsolutions of 1% w/w lactose. Fifty milligrams of particles were suspended in 40 mL of Miglyol
(n¼1.448), stirred for 1 min, and ultrasonicatedfor 5 min with a 13 mm standard probe (Vibracell750, Sonics & Materials Inc., Newton, CT). Sam-pling and analysis was performed as describedabove.
Particle size, shape, and surface morphologywere examined in an Environmental Scanning Electron MicroscopeTM (ESEM), model XL 30 TMP(W)(FEICompany,Hillsboro,ON),inhighvacuummode. Acceleration voltage was typically 25 kV. A sample was applied to a carbon tape covered Al-stub. The samples were coated with Au of 640 A ˚
thickness (Sputter Coater SCD 050, Balzers union AG, Balzers, Lichtenstein) prior to analysis.ESEM was considered as a reference method tolaser diffraction because individual particles couldbe identified.
Particle shell and interior was viewed byTransmission Electron Microscopy (TEM), model2000 FX (JEOL Inc., Akishima, Japan). Accelerat-ing voltage was 200 kV and particles were dis-persed in isopropanol and deposited onto carboncoated copper grids, for analysis. To reduce theinfluence of air moisture the sample was prepared
Figure 3. Experimental volume within the spray
cone. Upper corners a, d—edge of spray; vertical axisb,c—center of spray; and bottom corner e—in spray.
DROPLET AND PARTICLE SIZE RELATIONSHIP OF INHALABLE LACTOSE PARTICLES 903
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003
7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 5/11
in a custom-prepared dry box (addVise, Bromma,Sweden).
Data Analysis
The volumetric or mass size distribution of drop-lets and particles was not perfectly log normal.Therefore, mass median diameter, D (v, 0.5), wasreported instead of the geometric mean diameter.To refer to RANGE and SPAN values, when des-cribing the shape of the size distribution, mediandiameter was used in favor of Sauter meandiameter. RANGE, describing 80% of the dro-plet/particle volume, and SPAN, describing thewidth of the distribution, are defined as:
RANGE ¼ Dðv; 0:9Þ-- Dðv; 0:1Þ
SPAN ¼ RANGEDðv; 0:5Þ
The median diameter was reported as averagevalues of n measurements standard deviation(SD).
Median diameter of droplets was corrected forloss of material in the spray drier tower by cutting the high end of the cumulative droplet size dis-tribution at the percentage corresponding to thepowder yield in each experiment and recalculating the cumulative volumes in each size class, therebyshifting D (v, 0.5) to lower sizes.
RESULTS
Variation of Droplet Size in DifferentLocations of the Spray
When the position of the nozzle, relative to thelaser beam, was changed droplets in differentlocations of the spray were analyzed (Figure 3). A distance (x) to the lens of >50 mm increased thespurious reading (beam steering) on the innerdetectors. Beam steering arises from density
gradients in the air causing abnormal refractionof the laser beam and false registration of verylarge droplets. A closer distance than 40 mm gaveconsiderable contamination of the lens. The drop-let size was, however, unaffected by the verticalposition (y) of the nozzle, when analysis wasperformed along the spray axis (z ¼0) (Table 1).
Varying the perpendicular position (z) of thenozzle involved measurements in different regionsof the spray cone and droplet size increased as themeasurement position approached the edges of the spray cone.
Droplet Size Control
The effects of nozzle orifice diameter and atomiza-tion airflow on droplet size were investigated bylaser diffraction. The median diameter of the
droplets could be varied between 6 and 20 mm bymeans of nozzle orifice diameter and atomizationairflow (Figure 4). An increase of airflow dec-reased the droplet size in a linear manner while a33% increase in orifice diameter of the nozzleshifted the distribution to give droplets of approxi-mately double the size.
Not only droplet size but also size distributionwas affected by primarily, orifice diameter, andsecond, atomization airflow. RANGE was aboutthree times larger for the 2.0-mm nozzle comparedto the 1.5mm nozzle (data not shown).Atomization
was considered more effective at higher airflows asa more vaporous appearance of the spray wasobserved visually: this was confirmed by SPANdecreasing as the airflow increased (data notshown).
Table 1. Droplet Size Distribution, Represented by
Volume Fractions 10%, D (v, 0.1), 50%, D (v, 0.5), and90%, D (v, 0.9), at Different Locations in the Spray
Locationin Spray
D (v, 0.1)(mm)
D (v, 0.5)(mm)
D (v, 0.9)(mm)
a 4.98 9.85 18.11
b 2.89 7.46 13.49c 3.26 7.54 14.04
d 4.80 9.85 19.15e 3.20 7.56 13.54
Figure 4. Median droplet diameter as a function of atomization airflow and nozzle orifice diameter, 1.5 mm(open) and 2.0 mm (closed). Feed solutions: water (*),
n¼60; lactose10% w/w (&), n¼30; and lactose20% w/w
(~), n¼1. Error bars: SD.
904 ELVERSSON ET AL.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 6/11
The effect of feed concentration was demon-strated as droplet size of water and 10and 20% w/wlactose solutions, at constant atomization airflow(28.9 L/min), were compared. The difference indroplet size between the 10% w/w lactose concen-
tration and pure water was negligible (Figure 4).Droplet analysis of the 20% w/w solution wasinterrupted by contaminationof the lens and laser-unit due to insufficient collection of the spray. Datafrom a single measurement showed however noevidential deviation from the 10% w/w solution.
Particle Size Control
By keeping the atomization airflow constant(28.9 L/min), the effect of solids content in feedsolution on particle size was investigated. Drop-lets of two size ranges were included, small (1.5 mmnozzle orifice diameter) and large (2.0 mm nozzleorifice diameter), to observe how the size distribu-tion changed during drying. The particle size wasanalyzed with laser diffraction and ESEM.
Due to strong aggregation, the particlesprepared from 1% w/w lactose solutions weremeasured according to a different protocol. Com-parative measurements with a higher concentra-tion of lactose showed a 20% reduction in averagemedian diameter when using the Miglyol methodinstead of the rapeseed method. However, only aminor decrease in the slope value between particle
and droplet diameters was observed between themethods.
The relationship between solids content andparticle size was positive but leveled off at con-centrations higher than 5% w/w (Figure 5). Theeffect was most pronounced with the large nozzlewhere particle size was nearly independent of solids content at intermediate to high concentra-tions of lactose. In contrast, particles from 1% w/wsolutions were approximately half the size of particles at other concentrations. The very smallparticlesizefrom1%w/wsolutionsandtheabsence
of notable size difference between particles fromhigher concentrations was confirmed by ESEM(Figure 6).
Relationship between Droplet and Particle Size
One, 5, 10, and 20% w/w lactose solutions werespray dried at various settings of atomization flowand with two different nozzle orifice diametersgiving a wide range of droplet sizes. Figure 7shows that there was a positive, almost linear,relationship between the particle size and the
droplet size ( R> 0.79– 0.99). Because particlesfrom 1% w/w lactose solutions were considerablysmaller than other particles, the slope ( k) of therelationship between particle and droplet dia-meters was lower than with higher lactose con-tents (e.g., k¼0.16 compared to k¼0.29 for themedian diameter). Particle distributions were,throughout, narrower than droplet distributions:
Figure 5. Median diameter as a function of solidscontent of feed solution. Experimental D (v, 0.5) (*) for
nozzle orifice 1.5 mm, experimental D (v, 0.5) (&) fornozzle orifice 2.0 mm and predicted D (v, 0.5) (- - -) at
C crit¼24%. SD <0.07 mm, n ¼10. The atomization air-
flow was 28.9 L/min. Standard conditions were used forspray drying.
Figure 6. ESEM micrographs of spray-dried lactosefrom solutions of (a) 1% w/w/, (b) 5% w/w, (c) 10% w/w,
and (d) 20% w/w solids content. The nozzle orificediameter was 2.0 mm and the atomization airflow was
28.9 L/min. Standard conditions were used for spraydrying.
DROPLET AND PARTICLE SIZE RELATIONSHIP OF INHALABLE LACTOSE PARTICLES 905
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 7/11
RANGE decreased approximately by a factor of two during drying (not shown here).
DISCUSSION
Lactose, commonly used for pulmonary deliveryand for stabilization of proteins, was chosen as a
relevant model for the present investigationwhere the relationship between droplet size andparticle size during spray drying was examined.During atomization, surface tension and viscosityof the feed solution are commonly thought to
affect the droplet size.21,22
Lactose has no surfaceactivity, and the viscosity of the 1–20% w/wlactose solutions was between 0.91–0.95 mPas(Ubbelohde viscometer, 258C), which is similar towater (0.89 mPas). Accordingly, during atomiza-tion, lactose solutions could be assumed to breakup and disintegrate as water does. This was con-firmed by droplet size measurements undervarying atomization airflow, nozzle orifice dia-meter, and solids content in feed (Figure 4).However, at 20% feed solids content there wereproblems with insufficient spray collection result-ing in contamination of the lenses and distortionof size distributions. To avoid such problemsdroplet data of water were used instead of datafrom the lactose solutions for comparison withparticle data.
The droplet size was substantially affected bythe atomization airflow: a higher flow resulted insmaller droplets (Figure 4). The increased air– liquid surface area of the droplets is a result of increasing relative motion between the surfacelayer of the liquid and the air producing kineticenergy for disintegration. Increasing the orificediameter from 1.5 to 2.0 mm decreased the air
velocity through the nozzle by 56%. The frictionalforces over the liquid surface thereby decreasedand droplet size increased. When the larger orificewas used and with unchanged atomization air-flow the median droplet size was approximately2.5 times that of the smaller orifice.
Differences in nozzle cap tightness inducedsmall variations in droplet size due to changes inadverse pressure. To investigate the consequencesof cap tightness on the subsequent particle size,spray drying of lactose solution 10% w/w wasrepeated three times (Table 2). The nozzle size was
1.5 mm and the atomization airflow was 28.9 L/ min. The nozzle cap was changed several timesbetween the first and the second runs but notbetween the second and the third runs. Smalldifferences in median diameter, RANGE andSPAN were noted, between the first and secondruns (Table 2). The results from the second andthird runs were, however, nearly identical(Table 2). The overall variation in particle mediansize induced by cap tightness is believed to be of the same range as the variation between the firstand the second runs, (SD of 0.14).
Figure 7. Correlation between droplet and particle
size presented for the whole size distribution: (a)D (v, 0.1), (b) D (v, 0.5), and (c) D (v, 0.9). Feed solutions:
lactose 1% w/w (*), 5% w/w (*), 10% w/w (&), and20%w/w(~). R-value and slope (k)between particle and
droplet diameter is noted in the figures for clarity.
906 ELVERSSON ET AL.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 8/11
Only a moderate size difference in particles wasobserved when lactose solutions of 5 to 20% w/wwere dried from droplets of equal size (Figure 5).The particles from 1% w/w solutions were, how-ever, significantly smaller than those from theother concentrations. The difference in particlesize between 1% w/w and 5 to 20% w/w particleswas also clearly seen from the ESEM micrographs(Figure 6). Furthermore, particles from the lowestconcentration also had a separate relationshipbetween droplet and particle sizes (Figure 7). A lower slope value indicated that the size distribu-tion of particles from 1% w/w solutions was nar-rower than the distributions of more concentratedsolutions. In a forthcoming study, the concentra-tion interval of 1 –5% w/w solids will be studied insome detail for several carbohydrates.
Small differences in particle size implied thatparticles from 5% w/w solutions had a lower den-
sity than particles from more concentrated solu-tions (10 and 20% w/w). This may be an effect of loss of droplets/particles in the drying towerbecause the loss increased as the feed concentra-tion increased. Others have reported deficiency insize difference betweenparticles with different drymatter contents: Masters19 stated that products of film-forming materials show a significant reduc-tion in mean size only when concentrations arelow. Concentrations lower than 5% w/w couldprobably be considered as low: Fell and Newton27
investigated lactose solutions of 5 and 15% w/v and
Cassidy et al.,26
investigated lactose feed stocks of 10 to 50% w/v, and neither reported any sizedifferences between particles. In addition, the finalparticle size was considered not to depend on theinitial droplet size.27 Considering the findings of the present study, that the droplet size was in-dependent of the lactose concentration of the feed,then the droplet diameters calculated from parti-cle data assuming solid particles, reported by Felland Newton27 are questionable. Calculation of droplet size from particle size, applying materialbalance, requires as well as accurate data on
primary particle size, experimental data on effec-tive particle density. Density calculated from truedensity of raw materials or determined by heliumpycnometry would considerably overestimate thedroplet size, as these values correspond only tosolid material.34 In the same study mercury por-osimetry measurements of spray-dried emulsionsresulted in densities of 0.26 up to 0.39 g/cm3
compared to densities of 1.12 to 1.13 g/cm3 fromhelium pycnometry.
The nonsolid structure of lactose particles wasobserved from ESEM micrographs of brokenparticles and TEM micrographs (Figure 8). Parti-cles were smooth and spherical but with a hollowinterior. A hollow interior can arise from expan-sion of air in the droplets with a vapor-imperviousfilm or from air entrained in the liquid feed.35
Further, declining diffusion back into the drop andcapillary action on suspended solids will concen-
trate the dissolved material in a spherical shell. Air incorporation during atomization is anotherpossible cause of vacuoles in particles.36 Low-density powders are more likely to be producedfrom a two-fluid atomizer with internal mixing (such as ours) than with external mixing, as thepossibility for air incorporation is increased.37
Contradictory information on whether an over-or underpressure is formed in particles during spray drying is found in the literature.38 In par-ticles where the drying film is imperviousto vapor,an overpressure is created and blowholes or ex-
ploded particles may occur. Films formed byhydrophilic materials, such as lactose, could, how-ever, be permeable to water, and an underpressureis more likely. The broken particles observed inspray-dried lactose were always the largest of eachdistribution. No blowholes were observed. Thus,the particles probably fractured due to insufficientshell thickness.
The hollow interior in combination with theminor size differences between particles of varioussolid contents gave the conclusion that the densityof particles from 5– 20% w/w lactose solutions was
Table 2. Particle Size Distribution, Represented by Volume Fractions 10%, D (v, 0.1); 50%, D (v, 0.5); and 90%,D (v, 0.9), of Lactose Solution (10% w/w) Spray Dried at 28.9 L/min Atomization Airflow with 1.5 mm Nozzle
Run No. D (v, 0.1)a (mm) D (v,0.5)b(mm) D (v, 0.9) c (mm) Range (mm) Span ()
1 2.17 4.16 7.86 5.69 1.37
2 2.08 3.85 7.07 4.99 1.303 2.10 3.88 7.09 4.99 1.29
aSD<0.01 mm.bSD<0.02 mm. cSD<0.03 mm; n¼10.
DROPLET AND PARTICLE SIZE RELATIONSHIP OF INHALABLE LACTOSE PARTICLES 907
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 9/11
considerably lower than 1.47 g/cm3 (material den-
sity of amorphous lactose) and that the shellthickness increased with concentration of the feedsolution.
It might be assumed that a critical concentra-tion (C crit) is needed, in the outer layer of thedrying droplet, to establish a particle. At C crit, thediffusion of solvent, over the drying surface, islower than the heat transfer; thus, the drying ratedeclines (falling-rate period). Droplets from con-centrated solutions will reach C crit earlier and theparticle size will be larger than for less concen-trated solutions. Assuming the experimental
median diameter was equal to the droplet size atC crit, then a particle with a size of 5 mm, preparedfrom a 20% w/w lactose solution, would have alactose concentration of 56% w/w. Particle dia-meters calculated from C crit¼56% resulted in
sizes corresponding well to experimental data forthe small nozzle orifice. However, for the largeorifice, calculated diameters were much largerthan experimental diameters. To explain thisdeviation in some of the experiments, a review of droplet and particle distribution data was under-taken. It was noted that in some cases, consider-able loss of material (up to 53%), on the walls of thedrying tower and below the tower, occurred during spray drying. The loss of material increased whenthe large nozzle was used and as the solids contentof the feed increased. Ideally, a wider tower shouldhave been used to avoid droplets colliding with thewalls from the increase of the spray angle as resultof increased orifice diameter. The present studyshowed that droplet size increased at the edges of the spray (Figure 3); thus, it is reasonable tobelieve that a population of mostly large dropletswas lost at the walls. This was confirmed by com-paring the size of particles from walls and from thecollecting flask with particles collected from thefilter, by laser diffraction and ESEM (data notshown). In addition, an increased solids content of the feed might increase the tendency for dropletsto coalescence, on collision with each other or the
wall, due to higher impact force.Considering the loss of large particles on drying,
C crit was recalculated from corrected dropletdiameters (see Data analysis). The corrected C critwas 24% w/w, and the predicted values of particlediameter corresponded well withthe experimentaldata on particle diameter (Figure 5), although acrude method was used to correct the droplet size.Moreover, it is interesting to note that C crit issimilar to the solubility of lactose (28% w/w) at thewet bulb temperature corresponding to the oper-ating conditions (approximately 458C). It is rea-
sonable to assume that a minimal thickness of thelactose film or shell is needed to form a mechani-cally strong particle, but it is unclear whetherthe shell thickness is similar in the whole sizedistribution of one sample. If particles are ex-panded during drying a distribution of shell thick-nesses is more likely. According to this reasoning,a median shell thickness was calculated from theexperimental and predicted median particle dia-meters (Table 3). The predicted shell thicknessincreased from 0.07 to 0.30 mm as the solids con-tent of the feed increased. The measured shell
Figure 8. (a) ESEM micrograph of spray-dried 20%w/w lactose particle revealing its hollow interior. Theparticle shell is smooth and compact with a defined
thickness; (b) TEM micrograph of 1% w/w lactoseparticle illustrating a defined shell anda hollow interior.
Outer and inner shell surface are marked with arrows.
908 ELVERSSON ET AL.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 10/11
thickness for the 1% w/w particle in Figure 8bcorresponded well to the predicted values. It wasalso observed that shell thickness varied within aparticle. However, from the ESEM micrograph of the broken 20% particle (Figure 8a), it wasobserved the relative shell thickness (shell thick-ness/ particle diameter) was considerably higherthan the predicted values. Observations of brokenparticles indicated that relative shell thicknessvaried over a wide range, suggesting that indivi-dual particles can differ substantially in density,even though being prepared from the same feedsolution. It is well known that the drying condi-tions are different at different locations in thespray.19 Thus, drying conditions experienced byindividual droplets vary considerably. Further-more, the drying rate is influenced by the concen-
tration of the droplet, the internal transportconditions in the droplet, as well as interactionsbetween droplets. This indicates that it is likelythat droplets will reach their final size in a criticalconcentration range, rather than at a definedcritical concentration.
CONCLUSIONS
As a result of the present study on the relation-ship between droplet and particle size during
spray drying, a mechanism describing the forma-tion of hollow particles during spray drying is proposed. The particle formation was complexas drying proceeded in several stages. First, in-creasing droplet size during atomization increasedthe particle size almost linearly. Second, increas-ing concentration of the feed also increased theparticle size but the effect was not linear. Thismay partly be explained by lower yields at higherfeed concentrations but may also be related todifferences in drying rate. Nozzle orifice diameterand atomization airflow, but not solids content of
the feed, controlled the size of droplets during atomization. Third, a proposed critical concentra-tion of the drying droplet determined both sizeand density of particles and thus increasing thefeed concentration increased the particles’ shell
thickness. In view of this, it is likely that thedroplet size and concentration of the feed as wellas the choice of drying conditions, solvents, andsolutes control not only the size but also thedensity of spray-dried particles, such as lactose.
ACKNOWLEDGMENTS
Nina Andersson at YKI, Institute for SurfaceChemistry, is gratefully acknowledged for theTEM analysis. The authors also thank Dr. Hans
Karlsson and Dr. Marten Svensson at Astra-Zeneca R&D Lund, Sweden, for contributions tothe discussion regarding inhalation particles andDr. Paul Smith at YKI, Institute for SurfaceChemistry, for linguistic advice. This work wassupported financially by AstraZeneca R&D Lund,Sweden.
REFERENCES
1. Patton JS, Platz RM. 1992. Pulmonary delivery of peptides and proteins for systemic action. Adv Drug
Del Rev 8:179–196.2. Wall DA. 1995. Pulmonary absorption of peptides
and proteins. Drug Del 2:1–20.3. Kerr JB. 1999. Atlas of functional histology.
London: Mosby.4. Ward GH, Schultz RK. 1995. Process-induced
crystallinity changes in albuterol sulfate and itseffect on powder physical stability. Pharm Res 12:
773–779.5. Feeley JC, York P, Sumby BS, Dicks H. 1998.
Determination of surface properties and flow char-acteristics of salbutamol sulphate, before and after
micronisation. Int J Pharm 172:89–96.
6. Dalby RN, Naini V, Byron PR. 1992. Droplet drying and electrostatic collection, a novel alternative toconvential communation techniques. J BiopharmSci 3:91–99.
7. Adjei AL, Gupta PK. 1997. Developmental phar-
maceutics of inhaled peptides and proteins. In: Adjei AL, Gupta PK, editors. Inhalation delivery of
therapeutic peptides and proteins. New York:Marcel Dekker Inc., pp 735–770.
8. Edwards DA, Hanes J, Caponetti G, Hrkach J, Ben-
Jebria A, Eskew ML, Mintzes J, Deaver D, Lotan N,
Langer R. 1997. Large porous particles for pulmon-ary drug delivery. Science 276:1868– 1871.
Table 3. Predicted Shell Thickness of Particles at a
C crit of 24%
Solids Content
(% w/w)
Predicted Shell Thickness (mm)
Orifice
1.5 mm
Orifice
2.0 mm
1 0.07 0.14
5 0.10 0.2010 0.14 0.22
20 0.30 0.27
DROPLET AND PARTICLE SIZE RELATIONSHIP OF INHALABLE LACTOSE PARTICLES 909
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003

7/17/2019 Elversson Et Al-2003-Journal of Pharmaceutical Sciences
http://slidepdf.com/reader/full/elversson-et-al-2003-journal-of-pharmaceutical-sciences 11/11
9. French DL, Edwards DA, Niven RW. 1996. The
influence of formulation on emission, deaggrega-tion and deposition of dry powders for inhalation. J
Aerosol Sci 27:769– 783.10. Li WI, Perzl M, Heyder J, Langer R, Brain JD,
Englemeier KH, Niven RW, Edwards DA. 1996. Aerodynamics and aerosol particle deaggregation
phenomena in model oral-pharyngeal cavities. J Aerosol Sci 27:1269– 1286.
11. Hardy JG, Chadwick TS. 2000. Sustained releasedrug delivery to the lungs. Clin Pharmacokinet 39:
1–4.12. Warheit DB, Hartsky MA. 1993. Role of alveolar
macrophage chemotaxis and phagocytosis in pul-monary clearance responses to inhaled particles:
Comparisons among rodent species. Microsc ResTechnol 26:412– 422.
13. Maa YF, Nguyen PA, Sweeney T, Shire SJ, Hsu CC.1999. Protein inhalation powders: Spray drying vs
spray freeze drying. Pharm Res 16:249–254.14. Tom JW, Debenedetti PG. 1991. Formation of
bioerodible polymeric microspheres and micropar-ticles by rapid expansion of supercritical solutions.
Biotechnol Prog 7:403–411.15. Hanna M, York P, Mazen H. 1995. Method and
apparatus for the formation of particles. University
of Bradford, GB, Pat. US5851453.
16. Moshashaee S, Bisrat M, Forbes RT, Nyqvist H, York P. 2000. Supercritical fluid processing of proteins I: Lysozyme precipitation from organic
solution. Eur J Pharm Sci 11:239–245.17. Allison SD, Chang B, Randolph TW, Carpenter JF.
1999. Hydrogen bonding between sugar and pro-
tein is responsible for inhibition of dehydration-induced protein unfolding. Arch Biochem Biophys365:289–298.
18. Franks F, Hatley RHM, Mathias SF. 1991. Materi-als science and the production of shelf-stable
biologicals. BioPharm 4:38.19. Masters K. 1991. Spray drying handbook, 5th ed.
Harlow: Longman Scientific & Technical.20. Faldt P, Bergenstahl B. 1996. Changes in surface
composition of the spray-dried food powders due tolactose chrystallization. Lebensm Wiss Technol 29:
438–446.21. Lefebvre AH. 1989. Atomization and sprays. New
York: Hemispere Publishing Corporation.22. Filkova I, Cedlik P. 1984. Nozzle atomization in
spray drying. Adv Drying 3:181–215.23. Hickey AJ, Concessio NM, Van Oort MM, Platz
RM. 1994. Factors influencing the dispersion of drypowders as aerosols. Pharm Technol August:58– 64.
24. Maa YF, Nguyen PAT, Hsu SW. 1998. Spray-
drying of air-liquid interface sensitive recombinanthuman growth hormone. J Pharm Sci 87:152– 159.
25. Dunbar CA, Concessio NM, Hickey AJ. 1998.
Evaluation of atomizer performance in productionof respirable spray-dried particles. Pharm Dev
Technol 3:433–441.26. Cassidy OE, Carter PA, Rowley G, Merrifield DR.
2000. Triboelectrification of spray-dried lactose
prepared from different feedstock concentrations.
J Pharm Pharmacol 52:13– 17.27. Fell JT, Newton JM. 1971. The production and
properties of spray dried lactose: Part 2. Pharm Acta Helv 46:425– 430.
28. van Mil PJJM, Hols G, Klok HJ. 1988. Spray drying
of concentrated milk: Relation between initial
droplet size and fine particle size. In: Bruin S,editor. Preconcentration and drying of food materi-
als. Amsterdam: Elsevier Science Publishers B.V.,pp 193–202.
29. Marshall WRJ. 1954. Atomization and spray dry-
ing. New York: American Institute of Chemical
Engineers.30. Chawla JM. 1994. Effect of the droplet agglomera-
tion on the design of spray dryer towers. Dry
Technol 12:1357– 1365.31. Perez-Correa JR, Farıas F. 1995. Modelling and
control of a spray dryer: A simulation study. FoodControl 6:219–227.
32. Hassan HM, Mumford CJ. 1993. Mechanisms of drying of skin-forming materials. 3. Droplets of
natural products. Dry Technol 11:1765– 1782.33. Meerdink G. 1993. Drying of liquid food droplets:
Enzyme inactivation and multicomponent diffu-sion. PhD thesis, Agricultural University Wagenin-
gen, The Netherlands.34. Christensen KL, Pedersen GP, Kristensen HG.
2001. Preparation of redispersible dry emulsions byspray drying. Int J Pharm 212:187–194.
35. Duffie JA, Marshall WR Jr. 1953. Factors influen-cing the properties of spray-dried materials, Part I.Chem Eng Progr 49:417–423.
36. Verhey JGP. 1972. Vacuole formation in spray
powder particles. I. Air incorporation and bubbleexpansion. Neth Milk Diary J 26:186–202.
37. Verhey JGP. 1972. Vacuole formation in spraypowder particles. II. Location and prevention of airincorporation. Neth Milk Diary J 26:203–224.
38. Crosby EJ, Marshall WR. 1958. Effects of drying
conditions on the properties of spray-dried parti-cles. Chem Eng Progress 54:56–63.
910 ELVERSSON ET AL.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 92, NO. 4, APRIL 2003





























