-
8/19/2019 Elevator Modernization Case Study
1/22
Energy-Efficient Elevator Machines
ThyssenKrupp Elevator Americas
ThyssenKrupp Elevator AMS
Energy Monitoring Program
Technical Analysis Study Report (TASR)
Level III Analysis
SUBMITTED BY
Brad NemethThyssenKrupp Elevator2600 Network Drive, Suite
450Frisco, TX 75034
CUSTOMER
Hyatt Place175 Paoakalani AvenueHonolulu, HI 96815
VERSION: 4.0
-
8/19/2019 Elevator Modernization Case Study
2/22
DISCLAIMER
This report is not intended to serve as an engineering design
document, but is intendedto provide estimated energy-efficiency
savings associated with the proposed project.
The information and recommendation represented in this report
have been reviewed for
their technical accuracy and are believed to be reasonable and
correct.
ThyssenKrupp Elevator AMS is not liable if the projected
estimated savings or economics
are not actually achieved because of varying operating
conditions. All savings and
cost estimates are for informational purposes and are not to be
construed as a
design document or as guarantees. The customer should
independently evaluate the
information presented in this report and in no event will
ThyssenKrupp Elevator be held
liable if the customer fails to achieve a specified amount of
energy savings, operation of
their facilities, or any incidental or consequential damages of
any kind in connection withthis report or the installation of the
recommended measures.
-
8/19/2019 Elevator Modernization Case Study
3/22
CONTENTS
SECTION 1: OVERVIEW1.1 Project Summary . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
SECTION 2: ENERGY BASICS
2.1 How Elevator Technology Evolved . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 2
2.2 How an Elevator Consumes and Regenerates Energy . . . . . .
. . . . . . . . . . . . . . 4
2.3 Electricity Billing Factors . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 5
Peak vs. Off-Peak . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Power Factor . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.4 Energy-Use Analysis Options . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 5
SECTION 3: PROJECT DETAILS
3.1 Starting Point . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 7
The Client . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Previously Existing Equipment . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 7
3.2 Energy-Use Analysis Findings & Recommendations . . . . .
. . . . . . . . . . . . . . . . . 8
Current Energy Consumption Baseline . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 8
Recommended Energy Reduction Project . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 8
Estimated Project Results . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 10
3.3 Results . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Testing Procedures . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 11 Energy
Performance Results . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 11
Overall Project Results . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 15
APPENDIX A . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
-
8/19/2019 Elevator Modernization Case Study
4/22
1
1.1 Project Summary
This report provides a case study to demonstrate the key
energy-saving components
of an elevator modernization. Hyatt Place is a 20-story hotel
with two high-rise
elevators installed in 1974. The previously existing elevators
were powered by motor
generators (MG) and DC (direct current) hoist motors controlled
by electromechanical
relay controllers. The project consisted of replacing the DC
motors with high-efficiency
permanent-magnet hoist machines with regenerative drives and
previously existing
relay logic controllers were replaced with ThyssenKrupp TAC
50-04 micro-processor
controllers. This modernization allowed Hyatt Place to improve
elevator reliability and
ride quality, while reducing electrical consumption of the
elevators by 56 percent.
Overview of Improvement
PREVIOUSLY EXISTINGEQUIPMENT
NEW EQUIPMENT
Machines Geared Gearless
Hoist Motors 20 HP DC Permanent-magnet motor AC(alternating
current)
Motor Generators 10 kW - 15 HP DC Removed (no longer
necessary)
Controllers Relay Logic ThyssenKrupp TAC 50-04 with
smartdestination-based software andregenerative drive
technology
Group Controllers Removed (no longer necessary with theTAC 50-04
advanced communicationalgorithms)
Lighting Incandescent LED
Cab Interior Hall Fixtures Dated, worn looking Modern cab and
hall fixtures, low-VOC-emitting material
1. OVERVIEW
-
8/19/2019 Elevator Modernization Case Study
5/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
2
2.1 How Elevator Technology Evolved
The following definitions and timelines are for the generalized
purpose of identifying existing technologies and available
alternatives.
There are multiple generations of hoist motors, hoist machines,
drives and controllers available in the industry.
DRIVES & MOTORS
Motor Generators (MG) are traditional hoist systems that
consist of a DC hoist motor powered from a DC generator.
DC hoist motors were used because a DC motor has a high starting
torque and good speed control. An AC induction
motor turns the DC generator and the generator output is
directly connected to the DC hoist motor. This hoist system
is the least energy efficient.
Silicon Controlled Rectifiers (SCR) drives are solid-state
devices that can rectify AC power to DC power. SCR drives
represent the next progression from motor generator sets since
it became possible to produce DC voltage from an AC
power line. Two common types of SCR drives are a six-pulse and a
12-pulse. The 12-pulse drives reduce distortion
problems on power feed lines.
Pulse Width Modulation (PWM) can be used to control either an AC
or DC motor and utilizes several types of power
transistors. ThyssenKrupp Elevator’s PWM 10k drive provides
10,000 pulses, compared to a 6- or 12-pulse SCR.
These transistors are switched on and off rapidly in a technique
known as Pulse Width Modulation (PWM).
Variable Voltage Variable Frequency (VVVF) drives eliminate
the need for a DC hoist motor and replace it with an AC
motor. VVVF provides many of the same advantageous
characteristics of the DC motor, such as smooth acceleration
and deceleration and excellent speed control without the issues
related to usability of power.
Regenerative Motors (Regen Motors) produce energy when the
motor is in an overhaul condition. In an elevator, this
occurs when the motor is used to brake a descending unit. Until
recently, the electricity generated was sent through
a series of resisters that dissipated the energy as heat into
the machine room. With the introduction of regenerative
drives, the energy produced can be fed back into the building or
power grid. Because the harmonics are purified, there
is no line loss and 100% of the power that is harnessed is
usable.
Permanent-Magnet Motors have performance advantages over DC
excited-synchronous motors and are becoming
more common in fractional horsepower applications because they
are smaller, lighter, more efficient and reliable.
Large industrial motors originally used wound field or rotor
magnets. Permanent-magnets have traditionally been used
only on smaller motors because of the difficulty in finding a
material capable of retaining a high-strength field. Recent
improvements in material technologies have made it possible to
create high-intensity permanent-magnets, allowing
the development of compact, high-power motors without the extra
real estate of field coils and excitation means.
2. ENERGY BASICS
OLDEST
NEWEST
-
8/19/2019 Elevator Modernization Case Study
6/22
3
Sheave
Ring Gear
Motor Shaft
MACHINERY
Geared Machine
A geared driving machine is one that utilizes a geared-reduction
unit between the motor and the drive sheave. The
main advantage of this design is that a less powerful motor can
be used to drive it. A geared system, usually designed
to run at 350 feet per minute or less (though they can go
faster), sacrifices speed to its gearless counterpart. Geared
systems are often used in slower-moving passenger and freight
elevators.
Gearless Machine A gearless driving machine is a
direct-drive system in which there is no reduction gear between the
motor and the
drive (or hoisting) sheave. That is, the drive sheave is
connected directly to the motor and brake. Gearless designs are
used in the world’s tallest structures. They are efficient and
used for driving speeds greater than 500 feet per minute.
CONTROLLERS
Electromechanical Relays (EMRs) traditionally have been the
components of choice for elevator controllers based on
their price, functional characteristics and availability. EMRs
have served effectively in numerous applications, but their
use of mechanical contacts to switch a load subjects contact
points to oxidation and breakdown over the life cycle of
an elevator unit. EMRs also display bounce, an undesired
condition manifested by a short period of pulsed electrical
current upon mechanical contact, rather than a clean transition
from zero to full current.
A group controller is needed with an electromechanical relay.
Group controllers allow individual elevators to
communicate, or know what each elevator position is relevant to
one another, allowing the controllers to determine
which elevator should answer each hall call. In a group
controller, this process is rudimentary – the controller
determines which elevator should answer the call using a
rudimentary process where the direction the person wishes
to travel is used to determine which elevator should respond to
that request.
Micro-Processors were developed as a result of emergent
semiconductor technologies and offer advantages over
their electromechanical counterparts. Technical parameters to
consider when selecting either an EMR or micro-
processor controller include service life, reliability,
isolation voltage, on resistance (RON), output capacity and
package
dimensions. Although each type of relay has its advantages in
cost or performance, micro-processor controllershave become the
optimal choice in many applications based on their high
reliability, long service life, lower power
consumption and smaller package size/footprint relative to EMRs.
Advances in semiconductor manufacturing
technologies have also reduced the cost gap between the EMR and
micro-processor controller, making the micro-
processor controllers cost effective in a growing number of
applications.
With a micro-processor controller installed, group controllers
are no longer needed. In the TAC 50-04 controller, TKE
exclusive algorithms provide advanced intelligence to dispatch
elevators with improved efficiency. Factors such as
weight, direction and length of travel are all incorporated into
the controller calculations. This provides the enhanced
performance as well as eliminating the need for a passive
controller and its associated wiring—further reducing overal
environmental impacts.
Previously Existing Geared Machine
OLDEST
OLDER
NEWEST
NEWEST
-
8/19/2019 Elevator Modernization Case Study
7/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
4
2.2 How an Elevator Consumes and Regenerates Energy
When an electric motor accelerates or maintains velocity, it
consumes energy. But when this same electric motor brakes or
decelerates
a body in motion, the motor becomes a generator of energy. This
energy has traditionally been considered a nuisance,
but with the invention of integrated regenerative drives, this
“waste” energy is sent back into the electrical grid.
Power is consumed in a traction elevator first, by the
gravitational pull on ascending cabs that are heavier than
thedescending counterweight and second, by the gravitational
pull on ascending counterweights when they are heavier than
descending elevator cabs.
Power is generated in a traction elevator first, by
the
gravitational pull on descending cabs that are heavier thanthe
ascending counterweight and second, by the gravitational
pull on descending counterweights when they are heavier than
ascending elevator cabs.
In the case of power generation, the mechanical energy of
the
descending car or counterweight causes the elevator motor to
function as a generator (or re-generator) of electricity.
The elevator also produces electricity when the motor works
as
a braking system to decelerate. Conventional elevator
systems
dissipate this untapped electricity as waste heat, routing
itthrough electrical resistors in the elevator shaft or machine
room, using essentially the same principle as an electric
toaster.
This waste heat is not only inefficient, but can raise the
ambient
temperatures in elevator machine rooms and often require
additional cooling.
CONSUMING ENERGY GENERATING ENERGY
Cab Weight > Counterweight Cab Weight < CounterweightCab
Weight < Counterweight Cab Weight > Counterweight
-
8/19/2019 Elevator Modernization Case Study
8/22
5
2.3 Electricity Billing Factors
PEAK VS. OFF-PEAK
Power consumption is typically represented by kilowatts or
kW.
Utility and power distribution companies typically charge by
kW,
however, different rates apply to the time of use – peak
demandusage versus off-peak usage.
POWER FACTOR
Another element in understanding energy use and distribution
is the power factor or, in simple terms, how much effort it
takes
to push electricity through a building or power grid. The
power
factor indicates how efficiently a building accepts and uses
electricity.
Power Factor = Active power/Apparent power = kW/kVA
= Active power/(Active Power + Reactive Power)
= kW/(kW + kVAr)
Higher kVAr indicates low power factor and vice versa. In
electrical terms kW, kVA, and kVAr are vectors and must be
summed.
kVA
kVAr
kW
2.4 Energy-Use Analysis Options
Audits can provide baseline data and recommendations for how
to best manage upgrades of elevator components in order to
improve energy efficiency. An organization can often receive
tax
incentives or rebates from utility companies if i t can
significantlyreduce energy consumption. Not all energy audits are
the same
and it is helpful to understand the various levels of audits
that are
performed.
An energy audit is the key to a systematic approach to
decision-
making regarding energy conservation. The primary function
of this energy audit is to identify all of the energy streams in
an
elevator system in order to balance total energy input with
energy
use. The four main objectives of an elevator energy audit are
as
follows:
1. To establish an energy-consumption baseline
2. To quantify energy usage according to its discrete
functions
(e.g. machine, lighting, standby)
3. To validate pre- and post-elevator modernization
4. To identify existing energy-cost reduction opportunities
Elevator energy audits vary in depth, depending on the
potential
for energy and cost reductions at a specific site and the
project
parameters set by the client.
Though a recognized standard for auditing elevator
energyefficiency does not specifically exist, ASHRAE (American
Society
of Heating, Refrigerating and Air-Conditioning Engineers)
is recognized as an industry standard for energy audits.
ThyssenKrupp Elevator has adopted the ASHRAE standards for
the energy audits of elevators.
ThyssenKrupp Elevator provides Level I, II, and III audits
depending upon building needs. In order to qualify for tax
incentives and rebates from utility companies, an
organization
must get a Level II or III audit.
Completing an energy audit of a facility provides an
organization
with customized Energy Conservation Measures (ECM’s)
designed
to ensure significant energy savings as well as
CO2 emission
reductions.
Power factor is the ratio of true power or watts to apparent
power
or volt amps, so the theoretical best value for a power
factor
is one (on a scale of zero to one). In an electric power
system,
a load with a low power factor draws more current than a
load
with a high power factor for the same amount of useful power
transferred. The higher currents increase the energy lost in
the
distribution system and require larger wires and other
equipment.
Because of the costs of larger equipment and wasted energy,
electrical utilities will usually charge a higher cost to
industrial or
commercial customers where there is a low power factor.
-
8/19/2019 Elevator Modernization Case Study
9/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
6
ASHRAE LEVEL I
WALK-THROUGH ANALYSIS/
PRELIMINARY AUDIT
The most basic audit is a Level I audit. It is
also referred to as a simple audit, screening
audit or walk-through audit. It involvesminimal interviews with
site personnel,
a brief review of elevator equipment and
other operating data and a walk-through
of the facility. Auditors will identify areas
of significant energy waste or inefficiency.
The data compiled is then used for the
preliminary energy-use analysis and a
report detailing potential energy savings.
This level of detail is adequate to estimate
energy-efficiency projects.
Services:
• Brief survey of the building
• Savings analysis of energy conservation
measures (ECMs)
• Identification of potential capital
improvements meriting further
consideration
ThyssenKrupp Elevator provides an online
tool for estimating energy consumption that
is based upon operating parameters andtraffic patterns of both
real and simulated
buildings1. With a minimal amount of
input, the energy can be predicted based
on several assumptions that emulate
conditions consistent with building type,
use and traffic patterns. This energy
calculator estimates the baseline energy
consumption and predicts potential energy
savings from modernization.
The calculations and parameters usedin ThyssenKrupp’s energy
calculator
are modeled after actual-use data
within our test facility. It is periodically
cross-referenced with actual energy
measurements from on-site metering
during the pre- and post-audits of similar
elevator modernizations.
ASHRAE LEVEL II
ENERGY SURVEY AND ANALYSIS
A Level II audit includes the preliminary
ASHRAE Level I analysis, but also includes
more detailed building energy usage.
Onsite monitoring of the elevator machineduty cycle affords
better estimates for
machine run time versus idle time, which
helps to identify lighting and energy use
patterns. Understanding these energy
patterns enables better management of
energy use.
Average wait times (waiting for an
elevator), average transport times and
traffic patterns are determined. This
information is then used to either optimizethe elevator
characteristics (when
technology permits) or suggest overlay
systems, such as smart destination-based
software to improve tenant satisfaction.
Services:
• More extensive building survey (over
many days)
• Breakdown of energy use by machine,
drive, generators, lights, transformers,
exhaust fans, heaters and cooling units• Savings and cost
analysis of all energy
conservation measures
• Identification of potential rebate
programs offered through utility and
transmission companies
ASHRAE LEVEL III
DETAILED ANALYSIS OF CAPITAL
INTENSIVE MODIFICATIONS
A Level III audit is also known as a
comprehensive audit, detailed audit or
technical analysis audit. This audit focuseson potential
capital-intensive projects and
involves more detailed field-data gathering
and a more rigorous engineering analysis.
It provides detailed project energy usage
and savings calculations with a high level
of confidence.
A Level III audit measures the energy
consumption analysis on the existing
elevator equipment. Existing utility data is
supplemented with sub-metering of majorenergy consuming
systems.
Services:
• Attention to capital-intensive projects
• More detailed field analysis
• In-depth discussions with utility
companies
• Submittal of rebate application,
subsequent follow-up
• Pre- and post-energy consumption
metrics with a high level of accuracy
1ThyssenKrupp’s energy calculator is available at:
http://www.thyssenkruppelevator.com/energy%20calculator/energy.aspx
-
8/19/2019 Elevator Modernization Case Study
10/22
7
PASSENGERCAR #1
PASSENGERCAR #2
Stops 19 19
Capacity (lbs) 2500 2500
Speed (fpm) 350 350
Average CarLoad
300 lbs 300 lbs
OperatingHours*
10 hours/day5 days/week52 weeks/year
10 hours/day5 days/week52 weeks/year
Estimated DutyCycle*
35% 35%
*Operating hours and estimated duty
cycle data are not available for this
project. Both elevators were out of service
because the entire building was already
under renovation when the elevator
modernization began.
3.1 Starting Point
THE CLIENT
Hyatt Hotels Corp. expanded its presence in Hawaii with the
conversion of the Ocean
Resort Hotel Waikiki into the Hyatt Place Waikiki Beach. The
451-room hotel, which is
located at the Diamond Head end of Waikiki, was being renovated
and repositioned to
become a 425-room Hyatt Place when the elevator modernization
project began.
The Hyatt wanted improved ride performance, improved
dispatching, energy efficiency,
increased dependability and an interior cab face lift. Without a
costly replacement of
the entire elevator, the Hyatt wanted to make a 30-year-old
elevator look, ride and
perform like a brand new elevator.
PREVIOUSLY EXISTINGEQUIPMENT
EQUIPMENT CONDITION
Machines Geared Geared machines were originally usedbecause they
require a less powerful motorto drive it, but any time mechanical
energyis transferred from a motor shaft through aseries of gears,
there is inherent energy loss.
Hoist Motors 20 HP DC A DC hoist motor was originally installed
forhigh starting torque and good speed control.
Motor Generators 10 kW - 15 HP DC An AC induction motor was
required to turnthe DC generator, which powered the DChoist
motor.
Controllers Relay Logic Electromechanical relay
controllersrelied upon magnetism between metalcontacts, which means
that the mechanicalcomponents wore out over time and tooklonger to
operate.
Lighting Incandescent Incandescent bulbs, which
weretechnologically advanced at the time ofconstruction, are now
well known to be theleast energy-efficient option for lighting.
Cab Interior HallFixtures
Dated, worn looking 30 years of wear and tear made the
elevatorcomponents appear unreliable and in need
of maintenance.Elevator Code Not up to code Elevator would stop
during a power outage,
leaving passengers stranded until powerwas restored.
PREVIOUSLY EXISTING EQUIPMENT
Year Built: 1974
Number of Floors: 20
Number of Elevators: 2
Line Voltage: 208V
3. PROJECT DETAILS
-
8/19/2019 Elevator Modernization Case Study
11/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
8
3.2 Energy Use Analysis Findings & Recommendations
ThyssenKrupp Elevator provided a Level III energy audit for the
Hyatt.
CURRENT ENERGY CONSUMPTION BASELINE
Since the elevator modernization project began after the
building renovation was alreadyunderway, the duty cycle and traffic
patterns of the previously existing elevators could
not be captured for this study. The figures below are estimates
for one run (empty
elevator sent from the bottom to the top floor and then back
down).
Energy Consumption Baseline
Lighting 0.72 kWh
Controller* 1.33 kWh
Motor 0.13 kW/run
RECOMMENDED ENERGY REDUCTION PROJECT
As a result of the Level III energy audit, ThyssenKrupp Elevator
recommended that
the DC motors be replaced with high-efficiency permanent-magnet
hoist machines.
The permanent-magnet motor will increase energy efficiency
because high-intensity
permanent-magnets are used instead of drawing from an external
electrical source.
Permanent-Magnet Motor
DC Motor
*Included all standby power excluding hoist motion.
-
8/19/2019 Elevator Modernization Case Study
12/22
9
The audit findings also recommended installing regenerative
drives to feed the
energy produced directly back into the building. Previously
existing controllers were
recommended to be replaced with ThyssenKrupp TAC 50-04
micro-processor controllers
in order to improve ride dispatching, improve energy efficiency,
reduce noise and
provide precision acceleration/deceleration and leverage
accuracy. ThyssenKrupp
was also able to offer a gearless option for these elevators,
which until recently was
unavailable in elevators operating at speeds below 350 fpm.
ThyssenKrupp is the only
company currently offering the 2:1 roping that is required to
accommodate the more
energy-efficient gearless motor.
PREVIOUSLY EXISTINGEQUIPMENT
RECOMMENDED EQUIPMENT
Machines Geared Gearless
Hoist Motors 20 HP DC Permanent-magnet motor AC
Motor Generators 10 kW - 15 HP DC Removed (no longer
necessary)
Controllers Relay Logic ThyssenKrupp TAC 50-04 with
smartdestination-based software
Lighting Incandescent LED
Cab Interior Hall Fixtures Dated, worn looking Modern cab and
hall fixtures, low-VOC-emitting material
Elevator Code Not up to code Up to code according to
equipmentdesign safety compliance and life-safetycompliance
standards
-
8/19/2019 Elevator Modernization Case Study
13/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
10
ESTIMATED PROJECT RESULTS
It was estimated that electricity use will result in a 48
percent reduction in electricity costs. Estimates of project
electricity savings were
made by utilizing ThyssenKrupp Elevator’s Energy-Cost
Analysis:
Previously Existing Drive Type MG
New Drive Type VVVF Regen
PREVIOUSLY EXISTINGEQUIPMENT
NEWEQUIPMENT
Application Type Geared Gearless
Speed (fpm) 350 350
Capacity (lbs) 2500 2500
CWT% (if applicable) 45% 50%
Net Travel (ft) 200 200
Roping (if applicable) 1:1 2:1
# of Cars in Group 2 2
Transformer No Yes
Local Electrical Cost $0.10000 per kW-h
Elevator operating hours per day 10 hours
Elevator operating days per week 5 days
Elevator operating weeks per year 52 weeks
Average load in car 300 lbs
% running duty cycle 35%
Include Power Factor No
Application Data Variable Parameters
ANNUAL COST SAVINGS
PER UNIT
$543PER GROUP
$1,086PERCENTAGE
48%
$500 $1,000 $1,500 $2,000 $2,500
ANNUAL COST
PER GROUP$2,258
PER GROUP$1,172
PER UNIT$1,129
PER UNIT$586
MGVVVF
$0
-
8/19/2019 Elevator Modernization Case Study
14/22
11
3.3 Results
TESTING PROCEDURES
ELITEpro energy-data loggers were used during controlled test
runs to measure the
previously existing motor generators against the new
permanent-magnet hoist system.
The elevators being tested were servicing the same elevator bank
and same number offloors. Elevators were sent from the bottom to
the top floor and then back down with a
variety of loads and no intermediate stops. Data was logged at
the same sampling rates
for both elevators and measurements of the kVAr and average kW
were taken for both
the MG and the new permanent-magnet machines. A review of the
data verified that no
anomalies or events skewed the data or introduced uncommon
patterns.
ENERGY PERFORMANCE RESULTS
The energy use logged during the test runs is shown below. The
permanent-magnet
motor outperformed the MG in all five test runs. The
permanent-magnet motor consumed
45 percent to 70 percent less energy than the MG, depending upon
the elevator load.
The controller standby energy use was 55.9 percent less with the
new TAC 50-04 micro-
processor controller, and the new LED lighting contributed to an
85.9 percent reduction in
lighting energy use.
3.32 Incandescent Lighting vs. LED Lighting per run
PREVIOUSLY EXISTINGEQUIPMENT
NEWEQUIPMENT
LESS ENERGY USED
Lighting 0.724 kWh 0.102 kWh 85.9%
3.31 Relay Logic Controller vs. TAC 50-04 Controller
PREVIOUSLY EXISTINGEQUIPMENT
NEWEQUIPMENT
LESS ENERGY USED
Controller Standby 1.332 kWh 0.588 kWh 55.9%
-
8/19/2019 Elevator Modernization Case Study
15/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
12
3.33 Motor Generator vs. Permanent-Magnet Motor
Average kW per run, 0 lbs (no load)
PM MG
0.05867 0.13367
56.1%
-10
-5
0
5
10
15
20
25
K W
Average kW with 0 lbs
One Cycle (kWh)
COMBINED - MG vs PM
PM MG
0.05233 0.11666
55.1%
-10
-5
0
5
10
15
20
25
K W
Average kW with 320 lbs
One Cycle (kWh)
COMBINED - MG vs PM
3.34 Motor Generator vs. Permanent-Magnet Motor
Average kW per run, 320 lbs
Motor Generator
Motor Generator
Permanent-Magnet Moto
Permanent-Magnet Moto
MG = Motor Generator GearedMachine
PM = Permanent-Magnet MotorGearless Machine
MG = Motor Generator GearedMachine
PM = Permanent-Magnet MotorGearless Machine
-
8/19/2019 Elevator Modernization Case Study
16/22
13
3.35 Motor Generator vs. Permanent-Magnet Motor
Average kW per run, 640 lbs
3.36 Motor Generator vs. Permanent-Magnet Motor
Average kW per run, 960 lbs
PM MG
0.04667 0.10033
53.5%
-10
-5
0
5
10
15
20
25
K W
Average kW with 640 lbs
One Cycle (kWh)
COMBINED - MG vs PM
PM MG
0.046 0.08433
45.5%
-10
-5
0
5
10
15
20
25
K W
Average kW with 960 lbs
One Cycle (kWh)
COMBINED - MG vs PM
Motor Generator
Motor Generator
Permanent-Magnet Moto
Permanent-Magnet Moto
MG = Motor Generator GearedMachinePM = Permanent-Magnet
Motor
Gearless Machine
MG = Motor Generator GearedMachine
PM = Permanent-Magnet MotorGearless Machine
-
8/19/2019 Elevator Modernization Case Study
17/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
14
3.38 Generator vs. Permanent-Magnet Motor
Average kVAr per run, 0 lbs (no load)
3.37 Motor Generator vs. Permanent-Magnet Motor
Average kW per run, 2500 lbs
PM MG
0.061 0.20433
70.1%
-10
-5
0
5
10
15
20
25
K W
Average kW with 2500 lbs
One Cycle (kWh)
COMBINED - MG vs PM
-1
2
3
5
7
9
k V A r
Average kVAr with 0 lbs
COMBINED - MG vs PM
The kVAr measurements reveal yet another way that the modernized
equipment can improve the energy efficiency of the building.
The lower kVAr measurement for the new equipment indicates that
the new equipment accepts and uses electricity more
efficiently.
This is because a lower kVAr indicates a higher power factor,
that could result in lower electricity costs in cases where the
local
utility company considers the power factor in commercial billing
calculations. The data shows that the new permanent-magnet
drive increases the power factor by 8 to 44 percent depending on
motor loading conditions, which could generate an additional 10
percent in cost savings.
Motor GeneratorPermanent-Magnet Motor
Motor GeneratorPermanent-Magnet Moto
MG = Motor Generator GearedMachinePM = Permanent-Magnet
Motor
Gearless Machine
MG = Motor Generator GearedMachine
PM = Permanent-Magnet MotorGearless Machine
-
8/19/2019 Elevator Modernization Case Study
18/22
15
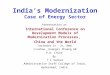
OVERALL PROJECT RESULTS
Two factors in the Hyatt modernization project diminished
the
actual energy cost savings. Typical 1970’s construction in
this
location utilized 208 line voltage, therefore a transformer
was
required in order to bring the line voltage up to industry
standards.
Energy required to run the transformer diminishes the net
energyreduction by about 10 percent. Also, if the local utility
company’s
billing calculations utilized an adjusted rate due to lower
power
factor, then the Hyatt can realize an additional 10 percent
reduction
in energy costs. In any case, it is anticipated that this
building will
notice a 50 to 60 percent reduction in energy consumption
under
normal operating conditions.
In addition to the reduction in energy use, the cycle time, or
the
time it takes to go from the bottom to the top floor and then
back
down has improved by 8 seconds (22 percent) with the new
permanent-magnet hoist system. This is due to two main factors–
(1) the previously existing MG hoist system could not operate
at
the specified 350 fpm due to performance issues, and (2) the
new,
solid-state controller allows for improved speed over the
traditional
mechanical switches and relays. This improvement in
dispatching,
ride time, ride performance and reliability results in improved
guest
satisfaction in the newly renovated facility.
Several factors contributed to improved ride performance
after
the modernization process was complete. First, vibration in
the
elevator was significantly decreased. Vibration is defined as
a
variation with time of the magnitude of acceleration, when
themagnitude is alternately greater and smaller than a
reference
level. Within a moving elevator, vibration is caused by
surfaces
and a component vibrating strongly enough to turn them into
a secondary sound source. This vibration is generated by an
elevator moving through the shaft and changes in intensity
during the acceleration, full speed and deceleration elements
of
each elevator ride. Apart from this vibration, elevator
passengers
are also generally subjected to a high frequency vibration
generated by a primary source vibration through the rotating
drive machinery which is transmitted into the elevator car by
the
suspension ropes. The rotating components transmitting
vibrationare classified as motors, sheaves, rollers, bearings and
gears
which all have differing levels of frequency generation
which,
at high rotating speeds, should be dynamically balanced to
reduce unwanted vibration. The ThyssenKrupp Elevator
exclusive
geared to gearless conversion improved ride performance to
an
industry record of 9 to 12 m-g*. Most elevators utilizing
gearedmachines are unable to limit vibration below 15 to 20 m-g.
Ride
performance has also improved because the elevators can now
level themselves more precisely at the stopping point of
each
floor. This is a common issue for aging elevators, and with
these modernizations, the leveling along with acceleration
and
deceleration issues were remedied.
The previously existing machines were noisy and took up a
large amount of space, making it difficult to plan where the
machine rooms were placed in relation to the guest rooms.
The
new equipment reduces the noise in the machine room,
thusimproving guest satisfaction in the adjacent hotel rooms.
The
required amount of space in the room itself was also reduced
by
approximately 12 percent, thus providing greater flexibility
for
the architects that designed the renovated hotel. The
previously
existing equipment also used carbon brushes that contributed
to
dust in the machine room. The modernization project
eliminated
the carbon dust associated with carbon brushes, reduced the
frequency with which the air filters needed to be replaced
and
improved indoor air quality.
The new elevators are also fit with ThyssenKrupp’s signature
ULEnvironment listed cab interiors. UL Environment verified
that
the materials used in the modernization process were
low-VOC-
emitting material compliant with the stringent indoor air
quality
standard established by California’s Section 01350 (CA 01350).
A
new backup, uninterrupted power supply (UPS) was also
installed,
enabling passengers to safely exit the elevator in the event of
a
power outage.
Overall, the modernization of the elevator cab and hall
fixtures
mean the elevators provide a more peaceful, reliable and
safe
ride for the guests and significant savings on energy costs for
thebuilding owner.
*Acceleration is normally expressed in terms of milli-g (m-g) or
one
thousandth of a “g” (.001 g)
-
8/19/2019 Elevator Modernization Case Study
19/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
16
Modernized Elevator at Hyatt Place Waikiki Beach
Image is a not an exact representation of an elevator
product.
Gearless Permanent-Magnet Motorwith VVVF Drive
Counterweight
2:1 Roping
-
8/19/2019 Elevator Modernization Case Study
20/22
17
APPENDIX A: PICTURES OF PREVIOUSLY EXISTING EQUIPMENT AND NEW
EQUIPMENT
Previously Existing Equipment
Heater bank for waste-energy dissipation Relay logic
controllerMechanical floor position controller
Motor generator Geared machine
-
8/19/2019 Elevator Modernization Case Study
21/22
// Technical Analysis Study Report // ThyssenKrupp Elevator //
18
TAC 50-04 controller Governor
New Equipment
PM Hoist Machine
-
8/19/2019 Elevator Modernization Case Study
22/22
ThyssenKrupp Elevator
P.O. Box 2177, Memphis, TN 38101
Phone (877) 230-0303
thyssenkruppelevator.com
All illustrations and specifications are based on information in
effect at time of
publication approval. ThyssenKrupp Elevator reserves the right
to change specifications
or design and to discontinue items without prior notice or
obligation. Copyright © 2011
ThyssenKrupp Elevator Corporation.

















![PASADENA COURTHOUSE ELEVATOR MODERNIZATION · 2019-05-08 · Pasadena Courthouse Elevator Modernization [Judicial Council of California Project No.] pg. 2 SUMMARY OF WORK SECTION](https://img.pdfslide.us/doc/110x75/5f3b501342464b090162999b/pasadena-courthouse-elevator-modernization-2019-05-08-pasadena-courthouse-elevator.jpg)