Embed Size (px)
Citation preview

E
FD
a
ARRAA
KCENPS
1
miTtittuttascfippchlll
0d
Electrochimica Acta 56 (2011) 9644– 9651
Contents lists available at ScienceDirect
Electrochimica Acta
j ourna l ho me pag e: www.elsev ier .com/ locate /e lec tac ta
lectrodeposition of nanostructured columnar cobalt for self-lubricant coatings
. Zhao, S. Franz, A. Vicenzo ∗,1, P.L. Cavallotti1, M. Sansotera, W. Navarriniipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta”, Politecnico di Milano, Via Mancinelli 7, 20131 Milano, Italy
r t i c l e i n f o
rticle history:eceived 11 January 2011eceived in revised form 8 June 2011ccepted 9 June 2011vailable online 17 June 2011
eywords:
a b s t r a c t
The preparation of cobalt-perfluoropolyether (PFPE) composite coating with dry lubrication capability isaddressed. An original process scheme is proposed involving the electrodeposition of a nanostructuredcolumnar cobalt layer, a grain boundary etching post-deposition treatment of the layer and its furtherprocessing by vacuum impregnation with PFPE. The influence of the operating parameters on depositionkinetics and crystal structure of the cobalt layer was investigated in detail, with the objective of identifyingthe optimum deposition conditions for the growth of a nanocolumnar cobalt film. In particular, the main
obaltlectrodepositionanocompositeerfluoropolyetherelf-lubrication
operating conditions, namely deposition temperature and current density, were analyzed by studyingtheir effect on deposits microstructure and texture. Control of the growth stability of the nanocolumnarstructure was achieved in the presence of a suitable concentration of a surfactant. The subsequent stepsof grain boundary etching and impregnation with PFPE were successfully implemented completing theplanned process scheme. Friction force measurements provided evidence validating the functionality ofthe Co-PFPE nanocomposite.
. Introduction
An effective, more efficient and environmentally compliantanagement of technical issues related to wear and lubrication
s an increasingly important goal in a wide range of applications.his has further expanded in recent years to include microsys-em technology [1]. In particular, much effort has been directedn recent years towards reducing or even completely eliminatinghe usage of lubricating fluids, due to their negative environmen-al impact and the increase of disposal cost associated with theirse [2]. Among the different strategies that have been attempted,he development of low friction coatings as self-lubricant layer forhe working surface has been shown to be both an economicallyppealing and technically promising direction [2,3]. Accordingly,urface engineering for wear control in unlubricated or water lubri-ated sliding systems relies on the application of compound thinlms showing a low coefficient of friction and good lubricatingroperties in dry and boundary lubrication conditions. Such com-ounds include molybdenum disulfide MoS2 [4–6] and tungstenarbide–carbon WC/C [7,8]. However, these coatings are soft andave relatively poor durability. To compensate for this limitation,
ow friction coatings are used in combination with hard under-ayers, such as TiN, Ti(C,N), Ti(Al,N), e.g. [9]. Nevertheless, thisimitation has also urged researchers to develop a new class of engi-
∗ Corresponding author.E-mail address: [email protected] (A. Vicenzo).
1 ISE member.
013-4686/$ – see front matter © 2011 Elsevier Ltd. All rights reserved.oi:10.1016/j.electacta.2011.06.033
© 2011 Elsevier Ltd. All rights reserved.
neered tribological interfaces by combining the properties of hardphase components and solid lubricants in a designed coating archi-tecture [10]. Different processing routes have been explored for thedeposition of advanced tribological coatings, such as nanostruc-tured and/or nanocomposite layers, based on sequential depositionor codeposition of hard and low friction phases, mostly by physi-cal vapor deposition techniques [11]. Electrochemical techniqueshave long been recognized as a viable solution for the fabricationof either multilayers [12,13] or composite coatings [14] and arecurrently undergoing new developments involving nanocompositeand compositionally graded coatings, e.g. [15–17].
In the present work we propose an original approach to thedesign of a self-lubricating coating based on the electrodeposi-tion of nanostructured columnar or cellular cobalt films, a peculiargrowth mode of electrodeposited (ECD) cobalt which is observedin deposition from simple salt solutions at pH of about 6 [18,19].In the cellular growth mode, cobalt is deposited with a (0 0 .1) tex-tured nanocolumnar microstructure – namely, with field orientedcrystals having in-plane size in the range of 100 nm or slightlyhigher [20]. The formation of the cellular microstructure is inher-ently associated with the precipitation of cobalt hydroxide at grainboundary [18]. Voids in between the metallic pillars can be createdby selective chemical etching, forming a porous array of colum-nar grains, which is then filled by vacuum impregnation with afluorinated lubricant like perfluoropolyether (PFPE). The coating
design proposed here combines microstructure engineering andsurface functionalization of nanostructured cobalt layers, relyingon well established results from past and recent research. ECDnanocystalline cobalt and cobalt alloy coatings have emerged as
ica Ac
att[pmoivawtff
2
fwifiwabobot
eaeTaV0pt
wsTe
(1r(
bfiat
wa(1i5f
F. Zhao et al. / Electrochim
viable alternative to hard chrome for anti-wear application dueo their lower environmental impact, high hardness, enhanced duc-ility, lower wear rate and superior corrosion resistance properties21,22]. In addition, cellular cobalt is deposited with basal planearallel to the substrate, a pre-requisite for optimal wear perfor-ance of the metal, for the lowest friction coefficient is obtained
n the {0 0 .1} preferred slip planes [23]. The PFPE solid lubricants characterized by excellent chemical and thermal stability, lowapor pressure and surface tension, good lubricity, low toxicitynd biological inertness, thus have been considered particularlyell suited as lubricants for anti-wear application [24,25]. Fur-
hermore, the availability of PFPE compounds containing polarunctional groups like –OH, –C(O)NH2 provides a molecular basisor polymer–metal adhesion [26].
. Experimental
Co thin films were electrodeposited from 1 M cobalt methansul-onate Co(CH3SO3)2 solution at pH 6.2 ± 0.1. The electrodepositionas performed galvanostatically at varying current density (c.d.)
n the range 3–15 mA cm−2 at a total charge of 3 C cm−2, i.e. to anal average thickness of about 1 �m. The deposition temperatureas varied in the range from 30 to 70 ◦C. Brass sheets coated with
thin layer (about 0.6 �m) of amorphous Ni–P 10% alloy depositedy an electroless plating process were used as substrate. The choicef the substrate, namely of the amorphous Ni–P layer, was dictatedy the need to avoid the possible influence of a crystalline substraten the microstructure of the Co layer. The counter electrode was aitanium mesh coated with a thick layer of electrolytic cobalt.
Cyclic voltammetry experiments were carried out in a threelectrode cell, consisting of a Ni–P/brass working electrode, withn exposed area in the range of 0.4–0.6 cm2, a Co/Ti mesh counterlectrode and a saturated calomel electrode (SCE) as the reference.he initial and final potentials were set at 0 and −1.2 V, respectively,nd the potential scan rate was 50 mV s−1, unless otherwise noted.oltammetry experiments were performed in a 0.01 M CoSO4 and.4 M Na2SO4 electrolyte at pH 6.2, to which variable amounts ofolyethylene-glycol (PEG) 1500 were added to set the concentra-ion to a value in the range from 0.1 to 0.6 mM.
A dilute solution of methanesulfonic acid (MSA) in methanolas employed as etchant. The MSA–methanol solution was oxygen
aturated by O2 sparging for 30 min before the etching treatment.he etching was carried out by immersion of the Co film in thetchant for 2 min.
The etched cobalt layers were impregnated with PFPEFOMBLIN® M30 by Solvay Solexis Inc.; average molecular weight4,000 amu, monodispersed, with ratio of 1.5 between perfluo-oethylene oxide (p; i.e. CF2CF2O) and perfluoromethylene oxideq; i.e. CF2O);
OC
F
F
F F
C C O C
F
F
F
F
F
Op C F
F
Fq
y using a vacuum assisted impregnation process. The etched cobaltlm was either spray or dip coated with a solution of PFPE inn inert fluorinated solvent (perfluorochloroeter, CF3OCFClCF2Cl),hen dried in a vacuum chamber (0.13 Pa, 30 ◦C) for 4–5 h.
The microstructure, morphology and topography of the Co filmsere characterized by standard techniques. The phase structure
nd texture of the deposits were determined by X-ray diffractionXRD) with Cu K� radiation and a powder goniometer (Philips PW-
830). The surface and cross section morphology of deposits wasnvestigated by scanning electron microscopy (SEM) (Zeiss EVO-0 microscope). Atomic force microscopy (AFM) measurementsor surface topography imaging were performed in contact mode
ta 56 (2011) 9644– 9651 9645
by sampling an area of the desired size with an NT-MDT SolverSPM instrument (Solver PRO-M). Lateral force microscopy (LFM)measurements were made with the same instrument, in ambi-ent conditions, measuring simultaneously the normal and lateralforce signals over an area of 5 �m × 5 �m, at normal load rangingfrom about 10 to 160 nN and a scan rate of 1 Hz, using a silicontip with a nominal spring constant of 0.11 N m−1. For an assess-ment of the friction coefficient, the root mean square values of theelectric signal associated with the cantilever torsion (friction forcesignal) were obtained from the forward and the reverse LFM scan-ning at varying set point of the cantilever deflection (normal force).By measuring the friction force as a function of the normal force setpoint, an estimate of the average value of the friction coefficientwas obtained.
The thickness of the cobalt films was measured by X-ray fluo-rescence using a Fischerscope-XAN®-FD BC instrument.
Cobalt layers impregnated with PFPE were characterized byFourier transform infrared spectroscopy using a Thermo-NicoletNexus 670 FTIR to monitor the impregnation process.
3. Results and discussion
3.1. Electrodeposition of nanocolumnar cobalt deposits
The optimum conditions for the growth of nanocolumnar cobaltfilms were sought by studying the effect of the main operatingparameters, current density (c.d.) and temperature, and the addi-tion of a surfactant, PEG 1500. The effect of the change of operatingparameters, namely T and c.d., on the morphology and crystalstructure of Co deposits from the PEG free electrolyte was firstexplored. The influence of PEG addition was characterized by cyclicvoltammetry and chronopotentiometry. The intervening structuralmodifications were assessed by monitoring key microstructurecharacteristics, namely the preferred orientation and the surfaceand cross section morphology of the cobalt films.
3.1.1. The effect of temperature and current densityCobalt films were deposited at 10 mA cm−2, at varying bath tem-
perature in the range from 30 to 70 ◦C; and at varying c.d. in therange from 3 to 15 mA cm−2, at a fixed temperature of 30 ◦C.
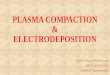
The cobalt films obtained under these conditions were char-acterized with respect to microstructure and morphology. Asrevealed by the XRD patterns displayed in Fig. 1, all the cobalt filmsexhibited a hexagonal close-packed (hcp) structure, with (0 0 .1)preferred orientation. However, with the increase of either deposi-tion temperature (Fig. 1(A)) or c.d. (B), significant changes appearin the XRD structure of the deposits. A decreasing intensity of the(0 0 .2) reflection for T in excess of 50 ◦C and the appearance ofthe (1 0 .1) line at T ≥ 50 ◦C are the main effects induced by thedeposition temperature. The latter observation in particular pointsto a destabilizing effect of a high deposition temperature on the(0 0 .1) textured growth of the cobalt, possibly related to strongerinhibition at the surface due to enhanced precipitation of cobalthydroxide at higher temperature [27]. The structural modificationsproduced by the change of the deposition c.d. are apparently morecomplex: the change of the diffraction intensity of the (0 0 .2) peakdoes not show a monotonous trend with increasing c.d., peaking at7 mA cm−2, then decreasing with further c.d. increase. Consistentlywith the (0 0 .2) line intensity change, XRD lines denoting the pres-ence of a significant fraction of un-oriented crystals, most notablythe (1 0 .1) reflection, show up in the patterns of films obtained at
c.d. lower than 7 or higher than 10 mA cm−2. In particular, for thehighest value of c.d. in the range considered, an evident tendencytowards randomizing the structure is noted, along with the widen-ing of the (0 0 .2) diffraction line and the already mentioned reduced
9646 F. Zhao et al. / Electrochimica Acta 56 (2011) 9644– 9651
Fig. 1. XRD patterns of Co films on Ni–P/brass substrate at varying bath temperature (A) and deposition c.d. (B), as indicated. For the purpose of better visualization theintensity is given in logarithmic scale. In the upper inset, the ratio between the background corrected intensity of the (0 0 .2) and (1 0 .1) lines is plotted vs. the depositiont
dd
cclClcdftti
drowid
emperature (A) and c.d. (B).
iffraction intensity, both effects related to increased structuralefectiveness.
SEM analysis of the samples provided further evidence for elu-idating the influence of c.d. and temperature on the growth ofobalt. SEM micrographs of the surface and cross-sections of Coayers prepared at 30, 50 and 70 ◦C are shown in Fig. 2(A, B and), respectively. The deposition temperature had apparently the
argest effect on the surface morphology, causing a progressivehange from a mixed globular-faceted growth at 30 ◦C, to a fullyeveloped pyramidal growth at 50 ◦C and finally, at 70 ◦C, to theormation of polyhedral isolated large crystals. This modification ofhe morphology is accompanied by a coarsening of the grain struc-ure, which is probably caused by the reduction of the nucleationntensity with raising bath temperature.
Surface and cross-section SEM micrographs of cobalt layerseposited at 3, 7 and 10 mA cm−2 are shown in Fig. 3(A, B and C),espectively. At low c.d., the cobalt film shows a faceted morphol-
gy consisting of crystals of either polyhedral or pyramidal shape,ith a relatively large distribution of grain size; occasionally, eithern-plane or slightly inclined hexagonal facets appear on the surface,enoting the lower quality of the basal orientation of the layer. The
faceted growth observed at the lowest c.d. is basically of the sametype as noted at higher c.d. (10 mA cm−2) and higher temperature(T ≥ 50 ◦C). At higher c.d., a larger population of smaller grains hav-ing surface size in the range of 100–200 nm and an increasinglymound shaped top is observed, though faceting and the concur-rent development of irregularly shaped large grains is still a distinctfuture of the surface. The evolution of the microstructure with c.d.is further illustrated by the cross-section morphology as shown inFig. 3. Apparently, the faceted growth, at the lowest c.d., or theextent of its development, at higher c.d., is linked to the nucleationintensity, which increases with c.d. increase. In fact, faceting resultseither from the expansion of the growth front through size ampli-fication of columnar grains across the thickness of the layer – asshown by the fully developed faceted morphology in Fig. 3(A) – orfrom the merging of smaller crystals in the early stage of growthwhen operating at higher c.d. (Fig. 3(B and C)). Notwithstanding thedetail of the c.d. influence, the growth microstructure shows consis-
tently a morphology characterized by a general tendency towardscolumnar expansion with evolution, i.e. an increasing in-planegrain size through the layer thickness, resulting in the formationof conical shaped grains with a faceted top.
F. Zhao et al. / Electrochimica Acta 56 (2011) 9644– 9651 9647
F d viewc
3
otetgggfieicgtsa
taaitr
ig. 2. SEM micrographs of the surface (left) and the cross-section (A), (B) or in tilteoated brass substrate.
.1.2. The effect of PEG 1500The above results demonstrate that a stable columnar growth
f cobalt, i.e. with a nearly constant in-plane grain size throughhe layer thickness, cannot be achieved from methansulfonatelectrolyte by simply tuning the operating conditions of c.d. andemperature. The general trend of the morphology evolution sug-ests that for an effective control of shape and size of the columnarrains in the cellular morphology it is essential to stabilize therowth front with respect to its inherent tendency towards ampli-cation of the surface features. According to the analysis proposedlsewhere [28], and following the approach of Barkey et al. [29,30],mposing a stronger surface inhibition, even of a purely physi-al nature, was considered as a reasonable approach for achievingrowth stability within the thickness range of interest. Accordingly,he influence of a surfactant additive, namely PEG 1500, on depo-ition kinetics and deposits morphology was investigated, aimingt stabilizing the cellular growth of cobalt films.
Cyclic voltammetry was performed in a dilute cobalt electrolyteo study the effect of the presence of the additive on nucleationnd growth. Typical voltammetric curves recorded in 0.01 M CoSO4
nd 0.4 M Na2SO4 solution at pH 6.2 and 30 ◦C, in the absence andn the presence of an increasing amount of PEG 1500, are plot-ed in Fig. 4. In the cathodic scan the c.d. is very low over theange from the starting potential to about −0.85 V vs. SCE. For(20◦) (C) (right) of cobalt layers deposited at (A) 30 ◦C, (B) 50 ◦C, (C) 70 ◦C on Ni–P
potential in excess of the above value, the c.d. begins to increase,showing a peak corresponding to cobalt reduction. As the poten-tial scan was reversed, at −1.2 V vs. SCE, a current cross-over withthe forward current trace occurred, as expected for a nucleationand growth mechanisms [31], and the c.d. remained cathodic upto about −0.68 V vs. SCE. At potential positive to the latter value,the c.d. became anodic and a broad peak appeared in the cur-rent trace, obviously due to the dissolution of the cobalt depositedin the forward scan. Interestingly, no significant change in thenucleation potential was observed in the presence of PEG 1500.More precisely, the half-wave potential was found to be almostunaffected in the presence of PEG, and whenever a change wasdetected, it was always in the range of a few millivolt and with-out any apparent relationship to the concentration of the additive.On the contrary, in the presence of PEG, a reproducible depres-sion of the peak c.d. was consistently detected, at least when theadditive concentration was 0.4 mM or higher. Further evidence ofthe effect caused by the additive was gained by studying the effectof varying scan rate on the peak c.d. in the voltammetric curves.The relationship between the cathodic peak c.d. for cobalt reduc-
tion and the square root of the potential scan rate is displayed inFig. 5 for the base electrolyte in the absence and in the presence of0.4 mM PEG. Apparently, a lower slope is observed in the presenceof PEG.
9648 F. Zhao et al. / Electrochimica Acta 56 (2011) 9644– 9651
cobalt
cPi
F0t
deposition, without interfering significantly with the nucleation
Fig. 3. SEM micrographs of the surface (left) and the cross-section (right) of
Taken together these observations – i.e. that both a lower peak1/2
.d. and a lower slope of the jP vs. v plot result in the presence ofEG while the nucleation potential is not affected by the additive –ndicate that PEG had a slight but significant inhibition on cobalt
ig. 4. Cyclic voltammetry (50 mV s−1) at Ni–P/brass electrode in 0.4 M Na2SO4 and.01 M CoSO4 electrolyte at pH 6.2 and 30 ◦C and in the same electrolyte and condi-ions with increasing concentration of PEG 1500.
layers deposited on Ni–P/brass substrate at (A) 3, (B) 7 and (C) 10 mA cm−2.
process.In the light of the above results, a further interesting step in
studying the influence of PEG was the assessment of its effect on
Fig. 5. Variation of the cathodic peak current with the potential scan rate v1/2 forcobalt deposition in 0.4 M Na2SO4 and 0.01 M CoSO4 electrolyte at pH 6.2 and 30 ◦Cin the presence (©) and in the absence (�) of 0.4 mM PEG 1500.

F. Zhao et al. / Electrochimica Acta 56 (2011) 9644– 9651 9649
Fig. 6. Cyclic voltammetry (50 mV s−1) and (B) chronopotentiometry at Ni–P/brassor Co/Ni–P/brass electrode, as indicated, in the absence and in the presence of0.4 mM PEG. The base electrolyte was an 0.4 M Na2SO4 and 0.01 M CoSO4 solutionas
ttCcaitfptftC
ut1Tgt
a1oct
Fig. 7. XRD patterns of cobalt films deposited on Ni–P/brass substrate from 1 M
t pH 6.2 and 30 ◦C. The cobalt layer was deposited from the same solution undertrong stirring at c.d. of 2 mA cm−2.
he growth of cobalt. Cyclic voltammetry curves and chronopoten-iometry transients recorded at the surface of an Ni–P/brass ando/Ni–P/brass electrodes, in PEG-free electrolyte and in electrolyteontaining 0.4 mM PEG, are plotted for comparison in Fig. 6(And B), respectively. At variance with the behavior observed dur-ng nucleation on the Ni–P/brass substrate, cyclic voltammetry inhe 0.4 mM PEG containing electrolyte, at a cobalt layer depositedrom the same test solution, shows a negative shift of the halfeak potential for Co(II) reduction of about 20–30 mV comparedo the PEG-free solution. Such a slight increase of overpotentialor Co(II) reduction in the presence of PEG is also confirmed byhe chronopotentiometry transients recorded at the Ni–P/brass ando/Ni–P brass electrodes, shown in Fig. 6(B).
Similar effect on the overvoltage was also observed in the bathsed for the cobalt deposition (1 M Co(CH3SO3) electrolyte con-aining 0.4 mM PEG), i.e. an increase of the cathodic overvoltage of0 mV at c.d. of 3 mA cm−2 and of about 20 mV at c.d. of 10 mA cm−2.he diversity of behavior of PEG with respect to nucleation androwth is apparently related to the interaction of the additive withhe cobalt surface.
Further work was aimed at studying the influence of the PEGdditive on the microstructure of cobalt films deposited from the
◦
M Co(CH3SO3)2 bath, at pH 6.2 and 30 C. A variable concentrationf PEG 1500 was used, up to 0.6 mM, in galvanostatic deposition at.d. of 3 mA cm−2. The latter value of the c.d. was thought to behe most appropriate for the achievement of an early control ofCo(CH3SO3)2 at pH 6.2 and 30 ◦C in the presence of PEG 1500, as indicated in thegraph below. The upper inset shows the change of the background corrected inten-sity of the (0 0 .2) line vs. the PEG concentration.
the growth during deposition, based on the observed influence ofthe c.d. on the microstructure of cobalt layer, as reported above.Actually, a low deposition c.d. was expected to set a relativelylow nucleation intensity and prevent the morphology evolutionobserved at higher c.d., namely the layering of the cobalt film in anucleation layer, of finer grain sizes, and in a growth layer, of largergrain sizes and mixed morphology. Representative XRD patternsof cobalt layers deposited from the methansulfonate electrolytein the presence of an increasing concentration of PEG 1500 areshown in Fig. 7. The diffraction patterns are substantially unaf-fected in the presence of PEG, with the only remarkable effectof the additive being a varying intensity of the (0 0 .2) diffractionline. The variation of the background corrected intensity of the(0 0 .2) diffraction line as a function of the PEG concentration isshown in the upper inset of Fig. 7. The intensity of the (0 0 .2)diffraction line shows a maximum at about 0.15 mM, then decaysand levels off at a value close to that observed in the absence ofthe additive. The striking effect of the PEG additive was on themorphology and microstructure of the layers. AFM images of thesurface and low magnification SEM micrographs of the fracturedcross-section of cobalt layers deposited from 1 M Co(CH3SO3)2 andfrom the same electrolyte in the presence of 0.2 mM or 0.4 mMPEG 1500 are reported in Fig. 8(A, B and C), respectively. The maineffect of the addition of PEG was to suppress faceting, thus promot-ing a globular morphology characterized by a finer grain size andimproved uniformity, as shown by the AFM images of the surface.The transition from the faceted to the globular surface morphologycorresponds to the stabilization of the columnar growth, i.e. to theformation of grains maintaining a constant grain size through thelayer thickness. SEM micrographs of the cross section in Fig. 8(C)(PEG 0.4 mM, see also the corresponding SEM micrograph in Fig. 9)
are particularly useful in demonstrating the stabilization of thecolumnar growth in the presence of PEG, indicating an orderedalignment of columnar grains separated by well-defined bound-aries.
9650 F. Zhao et al. / Electrochimica Acta 56 (2011) 9644– 9651
F subst0
3
0taasioddsi
tw
Fs
ig. 8. AFM images and SEM micrographs of cobalt films deposited on Ni–P/brass.2 mM (B) and 0.4 mM (C) PEG 1500.
.2. Post deposition processing of the cobalt layer
Cobalt films deposited from the base solution in the presence of.4 mM PEG at c.d. of 3 mA cm−2 were further processed followinghe scheme outlined earlier. The etching procedure was definedfter a preliminary assessment of different etchants, includingqueous sulfuric, sulfamic, methansulfonic and phosphoric acidolutions, with and without air or oxygen saturation, and at vary-ng temperatures. SEM examination and thickness measurementsf the samples after etching helped in selecting the final proce-ure, according to etchant selectivity and the type and extent ofamage undergone by the layer. The SEM micrograph in Fig. 10hows a cobalt deposit after etching in O2 saturated MSA solution
n methanol and impregnation with PFPE.In order to test whether or not the PFPE lubricant could be effec-ively retained by the layer, after impregnation the cobalt filmsere vigorously wiped with paper towel while the presence of
ig. 9. High magnification SEM micrograph of cobalt film deposited on Ni–P/brassubstrate from the 1 M Co(CH3SO3)2 electrolyte with addition of 0.4 mM PEG 1500.
rate from 1 M Co(CH3SO3)2 in the absence of PEG 1500 (A) and in the presence of
PFPE on the layers was monitored by FTIR analysis. Fig. 11 showsthe results of the FTIR analysis performed on a cobalt film andon the Ni–P/brass substrate after impregnation and cleaning. Asindicated by the FTIR spectrums, the C–F transmittance band atabout 1275 cm−1 completely disappeared on the Ni–P/brass sub-strate after wiping, while only minor changes were detected afterwiping on the cobalt layer. In other words, PFPE was totally wipedaway from the brass/Ni–P substrate, while it was still detectable onthe cobalt, even after wiping.
LFM measurements were performed on as-plated cobalt filmsand after impregnation with PFPE for a comparative assessment ofthe friction behavior of the samples. The relatively high roughnessof the surface, typically with root mean square value in the range
from 20 to 30 nm, set a limit to the reproducibility of the measure-ments and could lead to a large scatter of the data. Nonetheless,from a series of three different measurements performed on cobaltFig. 10. SEM micrograph of a cobalt deposit after etching in O2 saturated MSAsolution in methanol and impregnation with PFPE.

F. Zhao et al. / Electrochimica Acta 56 (2011) 9644– 9651 9651
F nd aftO
fiwa0
4
aeatoesntibNara
R
[[
[[[[
[[
[[[[[
[[[[
[
[28] P.L. Cavallotti, L. Nobili, S. Franz, A. Vicenzo, Pure Appl. Chem. 83 (2011) 281.
ig. 11. FTIR spectra on the impregnated Ni–P/brass substrate and cobalt deposit a2 saturated MSA–methanol solution before impregnation.
lm in the as-plated state and after etching and impregnation, itas found that the cobalt–PFPE composite film showed an aver-
ge friction coefficient of 0.12 ± 0.03 as compared to a value of.30 ± 0.15 for the as-plated sample.
. Conclusions
The synthesis of Co–PFPE composite coatings for dry anti-wearpplication was addressed, using an original approach based on thelectrodeposition of nanostructured columnar cobalt deposit from
methansulfonate electrolyte. It was shown that the microstruc-ure of the ECD cobalt films can be manipulated by controlling keyperating parameters, namely the deposition c.d., and adjusting thelectrolyte composition, in particular the pH, as already demon-trated in previous work [20], and by the addition of an additive,amely a surfactant. For a stable cellular growth of the cobalt fromhe methansulfonate electrolyte, and within the thickness rangenvestigated, the presence of the additive, PEG 1500, was found toe essential to provide fine tuning of the surface during growth.anostructured columnar cobalt deposits were chemically etchednd impregnated with the PFPE fluorinated lubricant, tested foretention of the lubricant and the friction behavior, thus providing
proof of principle of the proposed process.
eferences
[1] B. Bhushan, Microelectron. Eng. 84 (2007) 387.[2] C. Donnet, A. Erdemir, Tribol. Lett. 17 (2004) 389.[3] J.-P. Hirvonen, J. Koskinen, J.R. Jervis, M. Nastasi, Surf. Coat. Technol. 80 (1996)
139.
[[[
er surface cleaning by wiping with paper towel. The cobalt film was etched in the
[4] A.A. Milne, Wear 1 (1957) 92.[5] E.W. Roberts, Thin Solid Films 181 (1989) 461.[6] T. Morimoto, Tribol. Int. 30 (1997) 871.[7] O. Wänstrand, M. Larsson, P. Hedenqvist, Surf. Coat. Technol. 111 (1999)
247.[8] N.J.M. Carvalho, J.Th.M. DeHosson, Thin Solid Films 388 (2001) 150.[9] N.M. Renevier, J. Hampshire, V.C. Fox, J. Witts, T. Allen, D.G. Teer, Surf. Coat.
Technol. 142–144 (2001) 67.10] C. Muratore, A.A. Voevodin, Annu. Rev. Mater. Res. 39 (2009) 297.11] P.H. Mayrhofer, C. Mitterer, L. Hultman, H. Clemens, Prog. Mater. Sci. 51 (2006)
1032.12] C.A. Ross, Annu. Rev. Mater. Sci. 24 (1994) 159.13] D.R. Gabe, Electrochim. Acta 39 (1994) 1115.14] M. Musiani, Electrochim. Acta 45 (2000) 3397.15] H. Friedman, O. Eidelman, Y. Feldman, A. Moshkovich, V. Perfiliev, L. Rapoport,
H. Cohen, A. Yoffe, R. Tenne, Nanotechnology 18 (2007) 115703.16] S. Spanou, E.A. Pavlatou, N. Spyrellis, Electrochim. Acta 54 (2009) 2547.17] E. García-Lecina, I. García-Urrutia, J.A. Díez, M. Salvo, F. Smeacetto, G. Gautier,
R. Seddon, R. Martin, Electrochim. Acta 54 (2009) 2556.18] Tu Chen, P. Cavallotti, Appl. Phys. Lett. 41 (1982) 205.19] Tu Chen, P.L. Cavallotti, IEEE Trans. Magn. 18 (1982) 1125.20] A. Vicenzo, P.L. Cavallotti, Electrochim. Acta 49 (2004) 4079.21] E.W. Brooman, Met. Finish. 102 (10) (2004) 42.22] D. Facchini, J.L. Mccrea, F. González, G. Palumbo, K. Tomantschger, U. Erb, Gal-
vanotechnik 100 (2009) 523.23] D.H. Buckley, R.L. Johnson, Wear 11 (1968) 405.24] D. Sianesi, V. Zamboni, R. Fontanelli, M. Binaghi, Wear 18 (1971) 85.25] G. Caporiccio, L. Flabbi, G. Marchionni, G.T. Viola, J. Synth. Lubr. 6 (1989) 133.26] B. Bhushan, H. Liu, in: B. Bhushan (Ed.), Springer Handbook of Nanotechnology,
Springer, Berlin, 2007, Ch 44.27] J.S. Santos, R. Matos, F. Trivinho-Strixino, E.C. Pereira, Electrochim. Acta 53
(2007) 644.
29] D.P. Barkey, R.H. Muller, C.W. Tobias, J. Electrochem. Soc. 136 (1989) 2199.30] D.P. Barkey, R.H. Muller, C.W. Tobias, J. Electrochem. Soc. 136 (1989) 2207.31] S. Fletcher, C.S. Halliday, D. Gates, M. Westcott, T. Lwin, G. Nelson, J. Electroanal.
Chem. 159 (1983) 267.