Embed Size (px)
Citation preview

ARTICLE IN PRESS
Journal of Magnetism and Magnetic Materials 322 (2010) 1536–1539
Contents lists available at ScienceDirect
Journal of Magnetism and Magnetic Materials
0304-88
doi:10.1
� Corr
E-m1 Fo
journal homepage: www.elsevier.com/locate/jmmm
Electrodeposited amorphous Co–P based alloy withimproved thermal stability
Paul McCloskey a,�,1, Brice Jamieson a, Terence O’Donnell a, Donald Gardner b,Michael A. Morris c, Saibal Roy a
a Tyndall National Institute, Cork, Irelandb Intel Corporation, Santa Clara, United Statesc University College, Cork, Ireland
a r t i c l e i n f o
Available online 3 August 2009
Keywords:
Integrated inductor
Multi-nano-layer
High frequency soft magnetic material
Thermal stability
Co–P
53/$ - see front matter & 2009 Elsevier B.V. A
016/j.jmmm.2009.07.059
esponding author.
ail address: paul.mccloskey@enterprise-irelan
rmerly Tyndall National Institute. Now at En
a b s t r a c t
As result of its high resistivity and good magnetic properties, electrodeposited amorphous Co–P
(a-Co–P) is an attractive material for use in the integration of on-chip inductors into silicon process
technology. However as an amorphous material, the properties of a-Co–P are dramatically changed
upon crystallization. This paper reports a novel electrodeposited magnetic alloy, a-Co–P–Re that
shows a significantly improved thermal performance in comparison to a-Co–P, retaining coercivity,
Hco92 A/m after a thermal anneal at 298 1C. These results were obtained for alloys with a composition
of; Co 100�x�y, Px, Rey where; 9.7 at%oxo17.5 at% and 0.4 at%oyo7.6 at%. Other important properties
namely, saturation magnetisation, Ms, and resistivity, r, appear to be largely unaffected by the addition
of Re.
& 2009 Elsevier B.V. All rights reserved.
1. Introduction
Electrodeposited amorphous Co–P alloys (a-Co–P) have theadvantage of high resistivity and can exhibit both in planeanisotropy and low coercivity if a multi-nano-layer structure ofalternating layers with high and low phosphorous content isproduced. This is achieved by using either pulse reverse plating[1] or pulse plating at two different current densities [2,3].
Such materials are thus an attractive possibility in theintegration of on-chip inductors into silicon process technology,which has been a major challenge in the move towards monolithicsolutions for wireless communications, RF IC circuits, radar, powerdelivery, and EMI noise reduction [4]. The use of a magnetic corein such devices has the potential to significantly reduce thefootprint required but requires a material that gives very lowlosses when operating at high frequency.
The thermal stability of the magnetic and electrical propertiesof the material is another important consideration because of theprocessing steps (for example, the curing of polymer layers)involved in fabricating an inductor consisting of a magneticcore that encloses the windings. However the properties of a-Co–Pare dramatically changed upon crystallization. For example, theresistivity of a-Co–P was reported to fall from approximately
ll rights reserved.
d.com (P. McCloskey).
terprise Ireland.
190mO cm to about 125mO cm upon heating to a temperature ofapproximately 315 1C [5]. The crystallization kinetics of a-Co–Phas been studied in detail by a number of workers [6,7]. However,although magnetic properties were reported, the inclusion ofadditives to improve the thermal stability was not investigated.The present work is concerned with the characterisation of a novelelectrodeposited alloy a-Co–P–Re that shows a considerableimprovement in temperature stability in comparison with thenormal a-Co–P alloy.
2. Experimental
A plating bath was prepared with a composition (see Table 1)very similar to that used in [1] apart from the addition of KReO4
which was used as the source of Re.A glass beaker was used as the plating cell with a total solution
volume of 1000 cm3 and agitation provided by mechanicalstirring. The electrodes were horizontally opposed and thecathode to anode separation was 6.5 cm. The temperature of thesolution was maintained at 72 1C using a hotplate and the platingwas carried out in the presence of a uniaxial magnetic field ofaround 16 kA/m which was provided using 2 large permanentmagnets (14 cm�10 cm�10 cm) which were separated by adistance of 22 cm. The magnetic field was oriented to be parallelto the surface of the cathode. Cobalt metal pieces, in close contactwith an inert Pt/Ti mesh, were used as the anode.

ARTICLE IN PRESS
Table 1Plating bath composition.
Component Concentration
(g/l)
H3PO3 65
Co CO3 39.4
CoCl2. �6H2O 181
H3PO4 50
KReO4 0–6
5
7
9
11
13
15
17
19
0 2 4 6KReO4 (g/l)
%P
(at)
0
2
4
6
8
%R
e (a
t)
%P (at)
%Re (at)
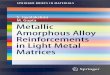
Fig. 1. Composition of a-Co–P and a-Co–P–Re samples.
-30
-10
10
30
-6000 -3000 0 3000 6000A/m
nWb
As plated
After anneal
Fig. 2. Hard axis B–H loops of Co–P sample before and after 298 1C anneal.
10
20As plated
After anneal
P. McCloskey et al. / Journal of Magnetism and Magnetic Materials 322 (2010) 1536–1539 1537
Copper foil with a thickness of 10mm was used as a cathode toprovide samples for anneal and DSC experiments. Silicon waferswith a top layer of 500 nm of oxide and a conductive sputteredseed layer consisting of 20 nm titanium and 200 nm copper wasused as a substrate to provide samples for resistivity, permeabilityand saturation magnetisation measurement.
In all cases the pulse reverse plating was used with parametersat values found to be optimal for a-Co–P plating [9]; forward ontime ¼ 860 ms, forward current density ¼ 152 mA/cm2, reverse ontime ¼ 52 ms, reverse current density ¼ 62 mA/cm2 and offtime ¼ 80 ms.
The control of pH is very important in the plating of a-Co–Palloys. This is because at higher values of pH, plating of non-metallic deposits can occur [8] which adversely affects thecoercivity of the as-deposited film [9]. Furthermore, (anddescribed in detail latter) it is found that the temperature stabilityof the deposit is adversely affected by low pH conditions.Consequently, the pH was adjusted by addition of either HCl orNaOH.
Film resistance was measured using the 4 point probe methodin the central area of the silicon wafers both before and afterplating. In all cases the reverse pulse plating power supply wasswitched on and connected to both the cathode and anode madeprior to putting the cathode into the plating bath. This step wastaken so that the electrodeposition would commence immediatelyupon immersion of the cathode into the solution and hence avoidany chemical etching of the copper seed layer which would makesubsequent resistivity measurements meaningless.
DC magnetic characterisation was obtained using an ShBInstruments B–H loop tracer. EDX was used for compositionalanalysis and was carried out at 3 different positions for eachsample in order to provide a measure of the compositional error.Thermal anneal experiments were carried out under vacuum andconsisted of a 15 min ramp, a 30 min dwell at a temperature of298 1C and an approximate 20 min cooling. DSC analysis using aPerkin Elmer Pyris 1 instrument was carried out on free standingsamples which were produced by dissolving the underlyingcopper foil. An aqueous 30 g/l ammonium persulphate,(NH4)2S2O8 at 40 1C was used as the etchant to remove the Cu foil.
-20
-10
0
-2000 -1000 0 1000 2000A/m
nWb
Fig. 3. Hard axis B–H loop of Co–P–Re sample before and after 298 1C anneal.
3. Results
The composition of a-Co–P and a-Co–P–Re samples plated onCu foil is shown in Fig. 1.
It can be seen that as the Re content of the samples increasesthe P content decreases. This may result from the fact thatelectrodeposition of P in the absence of a metal is not possible andis best described as being co-deposited and in the particularconditions of this bath, the rate of co-deposition with Co is muchhigher than with Re. Hard axis hysteresis loops obtained for atypical Co–P sample before (i.e. as plated) and after 298 1C annealare shown in Fig. 2.

ARTICLE IN PRESS
0
0.5
1
76 78 80 82 84% Co (at)
Ms
(T)
Re<3% (at)Re>3%(at)
Fig. 6. Saturation magnetisation (Ms) for as plated a-Co–P and a-Co–P–Re.
100
110
120
130
140
150
12 14 16 18 20% P (at)
Res
istiv
ity (µ
Ohm
cm
)
R<3%Re>3%
Fig. 7. Resistivity for as plated a-Co–P and a-Co–P–Re.
P. McCloskey et al. / Journal of Magnetism and Magnetic Materials 322 (2010) 1536–15391538
It can be seen that the B–H loop for the Co–P sample isdramatically affected by the 298 1C anneal with the coercivityincreasing from 81 A/m to 1.9 kA/m. Hard axis hysteresis loopsobtained for a Co–P–Re sample before (as plated) and after 298 1Canneal are shown in Fig. 3.
It can be seen that the B–H loop for the Co–P–Re sample islargely unaffected by the 298 1C anneal with the coercivityremaining o80 A/m after the anneal. The phase change peakfrom the DSC analysis and the coercivity after a 298 1C anneal forthe Co–P samples are shown in Fig. 4.
Prior to thermal anneal, Hc o80 A/m for all the samples and itcan be seen that as pH is increased there is a dramatic decrease inthe effect of anneal on coercivity. Nevertheless, in all cases the Hc41.27 kA/m after anneal. However the DSC peak increases onlyvery slightly with increasing pH.
It is not clear why the pH should change the effect of thermalanneal. The pH of the bath does change the composition withlower pH values giving plated deposits with �23 at% P and higherpH values giving deposits with �17 at% P. However it has beenshown [6] that the crystallization temperature of a-Co–P withinthis composition range was relatively constant.
The phase change peak from the DSC analysis and thecoercivity after a 298 1C anneal for the a-Co–P–Re samples areshown in Fig. 5. During the preparation of the a-Co–P–Re samplesthe pH of the bath was maintained in the range, 0.76–0.83.
As was found with the a-Co–P samples, the as plated coercivity,Hc o80 A/m for all the samples. However it can be seen fromFig. 5 that in sharp contrast to the a-Co–P samples, the coercivityafter thermal treatment of the a-Co–P–Re samples remains very
0
1000
2000
3000
4000
5000
6000
0.4 0.5 0.6 0.7 0.8 0.9pH
Hc
afte
r an
neal
(A/m
)
300
350
400
450
500
DSC
Pea
k (d
eg C
)
Hc after Anneal
DSC Peak
Fig. 4. DSC peak and Hc for a-Co–P after 298 1C anneal.
0102030405060708090
100
0 2 4 6 8% Re (at)
Hc
afte
r an
neal
(A/m
)
300
350
400
450
500
DSC
Pea
k (d
eg C
)
Hc after Anneal
DSC Peak
Fig. 5. DSC peak and coercivity for a-Co–P–Re after 298 1C anneal.
low and is o92 A/m for all the samples. For samples with Re42.3 at% the coercivity is o70 A/m. Note also that the DSC peakincreases sharply with increasing Re.
The saturation magnetisation (Ms) and resistivity (r) fora-Co–P and a-Co–P–Re samples plated on silicon is shown inFigs. 6 and 7. This includes data for samples plated using a bathwith 57 g/l H3PO3 which was used to extend the range of P contentinvestigated.
It can be seen that apart from one sample (with Co ¼ 82.4 at %)the Ms values obtained for higher values of Re (Re43 at%)are reasonably consistent with those obtained for lower values(Reo3 at%). Moreover the sample with 82.4 at% Co had a Recontent of only 3.1 at% and hence it does not appear that the lowerthan expected value of Ms obtained arose from its Re content.
It would be expected that the resistivity value obtained shouldbe lower at lower values of P content. However, the dependence ofP content on the Re content shown in Fig. 2, means that sampleswith a high Re content (Re43 at %) also tended to have lowerlevels of P than those with a low Re content (Reo 3 at %).
As may be seen in Fig. 7, the resistivity of the samples does notseem to have been dramatically affected by the level of Re. This isprobably due to the significant difference in the values ofresistivity for Re (r ¼ 18mO cm) and Co (r ¼ 6mO cm).
4. Conclusions
Results are reported for a new electrodeposited magnetic alloy,a-Co–P–Re that shows a significantly improved thermal perfor-mance in comparison to a-Co–P, retaining Hco92 A/m after athermal anneal at 298 1C. These results were obtained for alloyswith a composition of
Co100�x�y; Px; Rey
where, 9.7 at%oxo17.5 at% and 0.4 at%oyo7.6 at%.Other important properties i.e. saturation magnetisation, Ms,
and resistivity, r were largely unaffected by the addition of Re.The plating solution used was similar to that typically used for
the deposition of a-Co–P but with the addition of KReO4 whichwas used as the source of Re. The stability and general operating

ARTICLE IN PRESS
P. McCloskey et al. / Journal of Magnetism and Magnetic Materials 322 (2010) 1536–1539 1539
properties of the plating bath seemed to be unaffected by thisaddition.
References
[1] J.M. Riveiro, et al., IEEE Trans. Magn. 17 (6) (1981) 3082.[2] L. Perez, et al., J. Magn. Magn. Mater 215–216 (2000) 337.
[3] L. Perez, et al., Sensors Actuators A 109 (2004) 208.[4] D.S. Gardner, et al., IEEE Int. electron device meet., (IEDM), San Francisco (USA)
11–13 (2006) (December).[5] J.M. Riveiro, et al., IEEE Trans. Magn. 17 (3) (1981) 1282.[6] F. Cebollada, et al., Phys. Rev. B 56 (10) (1997) 6056.[7] J.M. Riveiro, et al., IEEE Trans. Magn. 20 (5) (1984) 1576.[8] A. Brenner, Electrodeposition of Alloys, Academic Press, London, 1963.[9] P. McCloskey, et al., JMMM 320 (2008) 2509–2512.