Embed Size (px)
Citation preview

Electrochemical membrane cell design for sulphur dioxide separation from flue gas
Kevin Scot&* and Jack Winnick
School of Chemical Engineering, Georgia Institute of Technology, Atlanta, GA 30332, USA
Received 22 May 198 7; revised 2 1 December 198 7
An electrochemical membrane technique has previously been demonstrated to remove sulphur dioxide from flue gas and simultaneously deliver concentrated sulphur trioxide as a by-product stream. However, this device operates at temperatures > 500°C. making retrofit difficult to standard coal- burning power plants. Lower temperature operation requires a lower-melting membrane electrolyte which would provide a sulphur-carrying anion. Pyrosulphates are logical choices, some melting near 300°C. Examination of potassium pyrosulphate revealed it was suitable, provided vanadia was added to catalyse oxidation of the sulphur from the plus-four to plus-six state. A preliminary design is presented for a 500 MW power plant desulphurization facility. The economics are attractive: capital costs are estimated at US $18 kW-’ and operating costs at 0.9 mil (kWh)-‘. Further, the temperature of operation is low enough to permit installation downstream from the economizer, a requisite for retrofit application.
Keywords:membranes; sulphur dioxide; flue gas
There are over 30 processes for flue gas desulphurization (FGD), in various stages of development and implemen- tation’. Nearly all involve the preferential absorption or adsorption of SO* followed by the regeneration or disposal of the sorbent. In addition to the cost of the FGD device, which may be as much as 15-20% of the entire cost of the power plant, the problems inherent in dealing with multi-step chemical processes have caused the utilities to resist wide-spread application of FGD.
20H- = H20 + 40, + 2e (2)
The key to application is that the components to be removed must be the strongest electron acceptors (Lewis acids) in the gas mixture *. Sulphur oxides in flue gas are by far the most acidic components and are thus, at least theoretically, separable by this technique.
Electrochemical separation offers many benefits as compared with scrubbing:
Gas phase membrane separations typically use a large pressure gradient to drive the most mobile species, such as hydrogen in a process gas stream, through a polymeric membrane. A similar one-step, membrane process would be desirable for SO, removal from flue gas. However, the high pressure requirement renders this process impractic- able.
In some circumstances, an electric field can be used in place of a pressure gradient to cause a separation. This technique has been used for many years to separate oxygen from air, for example2, where the dilute oxygen is electronated at the negatively charged side of the membrane, typically a fibrous mat filled with a basic (or acidic) aqueous electrolyte
1 one-step, continuous operation. No reagents are required and no sludge produced;
2 in-situ removal and concentration of SO, requires no sorbent transport or regeneration;
3 stack gas temperature operation eliminates need for gas reheat;
4 a saleable product, oleum is produced; 5 the flow-by scheme offers low pressure drop.
Application of such a novel technology poses a number of technological and economic questions.
$02 + H,O + 2e = 20H- (1)
and de-electronated at the positive side, evolving pure oxygen
Process description
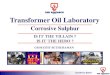
A simplified schematic of a section of the electrochemical membrane is shown as Figure I. The electronation reaction, as shown, acts to remove SO2 (or SO3 with
*Present address: E.I. duPont de Nemours Company, Wilmington, *The technique can be operated in the reverse way to remove a DE 19898, USA strong electron donor, as hydrogen
0950-42 14/88/010023-05$03.00 0 1988 Butterworth Et Co (Publishers) Ltd. Gas Separation & Purification 1988 Vol 2 March 23

Electrochemical membrane cell design: K Scott and J. Winnick
Flue gas
SO* + 02 + 2e = SO,2-
Clean gas
- Cathode (4
Membrane
Carrier gas - Anode (+)
Product
SO$-=S03+$02+2e
Figure 1 Schematic diagram of el~tr~hemical membrane cell showing overall cathodic [top) and anodic reactions
stoichiomet~c oxygen, to form sulphate ions. The sulphate ions migrate in the applied field across the membrane to the positive electrode where they are oxidized to form the low-volume, high-~oncen~ation product.
Laboratory studies proved the basic electrochemical principles 3*4 but revealed some crucial component materials problems. The electrolyte, which fills the voids in the membrane, must contain sulphur oxy-anions carrying current from negative (cathode) to positive (anode) electrodes. The early laboratory study used a eutectic ~i~a/K)~ SO, supposed in an inert ceramic matrix. This lowest-melting mixture, however, is molten only above 512°C. While some applications of this process will be able to operate at these high temperatures (e.g. direct-tired coal-combustion-turbine gas clean-up), coal fired power plant con~gurations prohibit flue gas treatment at temperatures above = 430°C, the exit from the economizer (as described later).
To provide for lower temperature operation, an electrolyte composed mainly of potassium pyrosulphate (K&O,) (melting point 27O’C) has been tested. While the electrochemistry is somewhat more complex’, the overall reactions remain as shown in Figure 1. Tests with this electrolyte showed good SO, removal efliciency5*6.
Electrodes, which contact either side of the membrane must provide a high area of gas-liquid contact and maintain electronic conductivity in the highly aggressive environment. While the early study used gold screen3 it was later shown that porous ceramics of perovskite structure will function successfully and be economically viable4.‘. At this stage of development, since electro- chemical and primary materials questions have been addressed, a preliminary design can be carried out.
Design concept
Installation of a full-size electrochemical SO2 concentrator in a coal-burning power plant is shown schematically in Fipre 2. The concentrator, a set of ‘cell stacks’ comprising thousands of individual membrane cells of the type described earlier, is fed the flue gas exiting the economizer section of the boiler. This gas is typically 300-430°C and must be cleaned of the bulk of the pa~iculate matter by a high temperature electrostatic precipitator (ESP) or baghouse.
Ace11 stack will be configured as shown in Fipre3, this particular version adopted from molten carbonate fuel cell designs. The centre gas dist~bution and manifold, Figure 4, may be altered for improved pressure drop.
The bipolar cell stacking is shown in Figure 5. Notice that the stack shown in Figure 3 contains 700 individual membranes with a total interfacial area of 11 200 ft2. The stack is 5 m tall and 1.3 m on a side.
Boiler
~ Coal
so3 (in air)
purge
To flue
Figure 2 Gas flow in coal-burning power plant showing electro- chemical device downstream of economizer
Figure 3 Schematic diagram of bipolar stack of 700 cells
Figure 4 Stack manifold (top) and gasdistributor~urrent collector
24 Gas Separation St Purification 1988 Vol 2 March

/ Anode product
flow J
Currey flow
I Separator &ate
, Anode Membrane
: Cathode
Figure 5 Exploded view of cell stacking
To determine the number of such cell stacks necessary for a given application with its particular rate of SO* and total flue gas production, it is necessary to determine the attainable flux of SO, through the membranes.
Rate con trolling process
There is a series of kinetic steps occurring to transfer the SO, from the flue gas to the concentrated anode product. Mass transfer of SO* must first occur from the dilute gas to the electrolyte-cathode interface. Here a series of electro- chemical and chemical reactions proceed with the net result
2S0, + $OZ + 2e + S,@- (3)
in the presence of vanadia (VrOs)s~6. The pyrosulphate ions migrate in response to the applied field, being oxidized at the anode’
S,O;- + 2S03 + !O, + 2e (4)
The gaseous anode product is removed with a purge stream of air or nitrogen to SO, collection, probably as oleum
2S03 + H,O -+ H&O, (5)
The flux of SO, will be limited to that of the slowest step. While the electrochemical processes can be acceler- ated with an increase in the applied electric tield, gas phase mass transfer of SOr to the reaction interface is controlled by gas flowparameters. Since the SOI is present at very low concentration (3OQO ppm) this resistance is found to be in overwhelming control’ of the entire process. Thus, preliminary size estimates can be made based on the area required for this mass transfer.
Sulpbur dioxide transfer at the cathode
Mass transfer. The gas phase mass transfer flux to the cathode in a flow-by geometry is
k=+,C*Ax
where
IQ = molar flux of SO* i = current density
n = number of electrons transferred per mole of reaction
F = Faraday’s constant c* = molar density of the flue gas Ax = log mean difference in mole fraction of
SO2 behveen the bulk and the electrode surface from the inlet to the outlet.
Electro~ham~cal membrane cell design: K Scott and J. Wj~ni~k
The mass transfer coefticient, k,, can be estimated from the Reynolds analogy
2&u P Re=-
P (7)
llf”2 = 410g (Re ef’“) - 0.4 (8)
(9)
w-9 ll z
where
Re = Reynolds number d, = plate spacing U = gas velocity P = gas density
r” = gas viscosity = friction factor
“AP
Xi= pressure drop per length of plate
St = Stanton number
k, = gas phase mass transfer coefficient
For 80% sulphur dioxide removal from the flue gas from a 500 MW power plant burning 3.5% sdphur coal the following calculations can be made. An estimate of the Reynolds number can be made from Equation (7), assuming a gas velocity of 16 m s-’ and a plate spacing of 0.5 cm and the friction factors from Equations (8) and (9) yielding a pressure drop of z 2 in of water over a 3 ft plate length. The limiting current density, it, is stoichiometrically determined from the rate of supply of reactants by mass transfer
i, = nFk,C* Ax
with n = 2. where
(11)
c* = bulk gas concentration of SO, AX = log mean concentration driving force
The value of k, is calculated to be 9 cm s-l, C* is 2 X lo-’ mol cmm3, and Ax is 1490 ppm. The value of the limiting current density is then equal to 0.052 A cm-*. This value is about a factor of four lower than current densities actually used in true fuel cells, where gas phase reactant concentrations never reach the low levels treated here. At our design current densities, near 0.05 A cm-*, voltage losses due to the electrochemical processes (e.g. electron transfer kinetics, ionic transport, etc.) are quite smal19. ‘I. This is in keeping with our assumption of gas phase mass transfer as rate-controlling.
Gas Separation & Purification 1988 Vol 2 March 25

Electrochemical membrane cell design: K Scott and J. Winnick
Cathodic reaction. The net cathodic reaction, Equation (3) involves a series of steps which have been examined in detail’. One of these is the oxidation of the sulphur from plus-4 to plus-6, close to its thermodynamically preferred state under flue gas conditions. Vanadia included in the electrolyte (as in sulphuric acid manufacture) is essential in this step.
Estimates of the SO2 oxidation rate require estimates of both the contact time between gas and V,O, catalyst, and the quantity of V,O, involved in the reaction. The rate expression for the oxidation is given by’
?+= 8.944 X 10+‘Ps0,0.871
p v2 at 340°C (12)
02
where r is in gmol
set-gram of catalyst
From a knowledge of the geometry of each individual cell and the gas volumetric flow rate, an average contact time of 0.8 s is obtained. With a 50% porous matrix 3 mm thick containing 1% V,OJ99% K2SZ07, the conversion to SO, is < 1%. There are three ways to increase this conversion: the first is to increase the contact time by either making each individual cell larger or having a number of cells in series. The second alternative is to increase the mass of V,O, available to the gas. This could be accomplished by loading the electrodes and flow channels with V,O,. The third possibility is to raise the temperature since the rate of SO3 formation at 390°C is approximately triple that at 34O”C*. The most viable choice, since V,O, is widely available as a commercial catalyst, is to line the flow channels and electrodes with additional V,O,. The contact time can also be increased by having sets of four cells in series. The original design temperature of 340°C will be maintained. The extra V,O, now required for 80% SO, conversion is 6 kg per cell.
The cell voltage needed, a primary operating cost, is determined mainly by the concentration overvoltage at the cathode. With operation near limiting current in the Tafel region’ the voltage driving force, 11, is
(13)
where ?? is the kinetic transfer coefficient’ and is equal to 1.0.
The exchange current density, i, determined only on gold, is z 0.025 A cmT2. This is based on true surface area; a porous electrode will have a ratio of true to superficial area of at least 100, bringing the apparent i, to z 0.25 A cme2. Operation at 99% of limiting current, 0.052 A cm-‘, as determined by gas phase mass transfer, requires 0.16 V, 95% ofwhich is concentration overvoltage. Ohmic losses will amount to z 50 mV at 0.05 A cmm2.
Component requirements
The electrolyte-filled membrane is the key to successful performance. Potassium pyrosulphate, with 1% vanadia, has been found stable and effective as the electrolyte. In laboratory studies6 performed in glassware SO2 is removed from an incoming, bubbling gas stream at a rate limited only by mass transfer from the gas bubbles. In the
operational device, mass transfer will be enhanced by the porous, flow-by electrode, partially wetted by electrolyte. The enhancement, with a properly designed electrode, will be a factor of lOO-3007.
The electrodes must be porous, stable and electronically conductive. In addition, some catalytic activity is required; although at the relatively low current densities envisioned low cost is of higher priority. Ceramic electrodes, cobaltate perovskite structures, have been found stable, conductive and reasonably catalytic in high temperature oxidizing environments7. A number of other compositions are possible, and are currently undergoing testing in pyro- sulphate. These have been found at lower temperatures to be nearly as effective as noble metals in fuel cell applications”.
Preliminary economics
Capital
An estimate of the capital cost necessary for a commercial flue gas desulphurization unit can now be made. The procedure is similar to that used for the higher tempera- ture system3. A major difference here is that the lower operating temperature, 340°C as compared to 550°C allows installation downstream of the economizer. This permits simpler retrofit application; in addition, less costly particulate-cleaning systems can be used at this lower temperature.
A 500 MW coal-burning power plant is used as a basis. The electrochemical stack, as mentioned earlier, is constructed as a repeating array of single cells with parallel-flow-through gas passages (see Figure 5). The porous ceramic electrodes adhere to the electrolyte-tilled ceramic membrane of ‘tile’. The design and construction will be very similar to that of a molten carbonate fuel cell (MCFC) stack. A comprehensive economic study” was made for such a facility about 10 years ago. While some features have changed, the costing (adjusted for inflation) remains basically valid. We thus determine our capital cost using the dollars-per-unit-area estimated for the MCFC.
The materials of construction will be similar in cost. The MCFC uses stainless steel housings and separators and nickel electrodes. We anticipate similar costs for our materials, although they are not yet completely specilied. However, the MCFC facility is designed to operate at 10 atm, so that pressure vessels are included in the costing. Furthermore, the MCFC operating temperature is 650°C compared with the 340°C required here. Thus, use of the MCFC economics” on a scaled-area basis, was conserva- tive. Assuming a typical boiler efficiency of 35%, our 500 MW power plant, burning 2.2 X 16 kg h-’ of coal with fuel value of 2.3 X lo4 kJ kg-‘, containing 3.5% sulphur will emit 7700 kg sulphur per hour (in the form of SO& If 80% is to be removed by the electrochemical concentrator, a current of
I=~FI+ (14)
is required. Conservatively assuming a 65% current efficiency, a current of 1.6 X lo7 A is calculated. Current demands as well as installation sizes for other removal rates or removal percentages are linearwith removal rate.
At a current density of 0.050 A cmm2 a total superficial contact area of 3 X lo4 mz (3.2 X 10’ ft2) is needed. The
26 Gas Separation B Purification 1988 Vol 2 March

Electrochemical membrane cell design: K Scott and J. Winnick
molten carbonate fuel cell stacks were estimated to cost US $38.7 MM for 4 X 10’ m2 of contact”. This is an estimated installed cost, with pressure vessels, in 1976 dollars. The piping, controls and electrical inverter system was estimated at US $29 MM. Scaling both costs down on the basis of area we arrive at a total of US $5.1 MM for our facility, or US $10.2 kW-’ for the 500 MW plant. This figure is corrected to 1986 dollars by multiplying by 1.7712, to give US $18 kW-’ installed. Typical commercial FGD units range from US $100 to 250 kW-‘*’ so that there remains a comfortable margin for contingencies during development.
A view of the physical size and footprint of the installation is gained from a single stack, F&w-e 3. Here membrane area of 1040 m2 (11200 ft’) occupy a floor area of 1.5 m2 (16 ft’) standing 16 ft high. Our total of 3 X lo4 m2 of membranes occupy a pad of o 50 m2 (550 ft’). This, of course, is bare module footprint only and will be increased by piping, electrical (rectifiers, controllers) and insulation.
Operation
Operating costs can be calculated based primarily on cost of electrical power required, at US $0.05 (kWh)-‘. Allowing for a total applied voltage of 0.5 V, a factor of three greater than that calculated for the cathode, 8 MW are needed, or 0.8 mil (kWh)-’ for the 500 MW pro- duction. Labour costs are estimated at < 0.1 mil (kWh-’ (Reference 11). Thus, without taking credit for the oleum product, an operating cost of < 1 mil (kWh)-’ is projected. Typical costs for commercial units now average 5- 10 mil (kWh-‘.
Conclusions
A novel electrochemical membrane gas concentration cell
*1986 dollars
is under development for application to sulphur dioxide removal from flue gases. A lowering of operational temperature to the 300-400°C range has been accom- plished by the use of pyrosulphate-based electrolyte.
Preliminary design calculations are based on scaling estimates for a molten carbonate fuel cell installation. These are highly encouraging, promoting continued development. Significant problems remain to be addressed: effectiveness and life of the perovskite electrodes in the cell; compatibility and life of the ceramic membrane; effect of NO, on the cell; and effect of the particulates which pass through the dust collection system. These studies are continuing.
Acknowledgement
The authors are grateful to the Pittsburgh Energy Technology Center of the US Department of Energy for financial support.
References 1
2 3
Kohl, AL. and Riesenfeld, F.C. Gas Purijkation, Gulf, Houston, USA (1979) Langer, S.H. and Haldeman, R.G.J. Phys Chem. (1964) 68 962 Townley, D. and Winnick, J. Ind. Eng. Chem. Pmt. Des. Dev. (1981) 20 435 Townley, D. and Winnick, J. Electrochim. Acta (1983) 28 389 Franke, M. and Winnick, J. Electroanal. Chem. (1987) 238 163 Scott, K. and Winnick, J. Electrochem. Sot. (in press) Scott, K., Kang, M.P. and Winnick, J. J. Electrochem. Sot. (1983) 130 527 Calderbank, P.H. Ch. Eng. Prog. (1953) 49 585 Weaver, J.L. and Winnick, J.J. Electrochem. Sot. (1983) 130 20 Kudo, T., Obayashi, H. and Yoshida, M. J. Electrochem. Sot. (1977) 124 321 King, J.M. Energy Conversion Alternatives Study, NASA CR-134955, (1977) US Bureau of Census, Statistical Abstract (1987) 457
Gas Separation & Purification 1988 Vol 2 March 27