Embed Size (px)
DESCRIPTION
consists different types of electrical heating
Citation preview

UNIT 2 ELECTRIC HEATING AND WELDING
Electric Heating: Advantages and methods of electric heating, Resistance heating induction heating and dielectric heating. Electric welding: Electric welding, resistance and arc welding, electric welding equipment, comparison between A.C. and D.C. Welding.

WHAT IS ELECTRIC HEATING ? WHAT IS THE PRINCIPLE BEHIND IT ?
Electric heating is any process in which electrical energy is converted to “heat energy”.
Electric heating works on the principle of ”joule heating” (an electric current through a resistor converts electrical energy into heat energy.)

INTRODUCTION
Electrical heating is based on the principle of that
when electric current passes through a medium
heat is produced. Let us take the case of solid
material which as resistance ‘R’ ohms and current
flowing through it is I amps for ‘t’ seconds than heat
produced in the material will be H=I²Rt Joules.

DOMESTIC APPLICATION OF
ELECTRICAL HEATING
• Room heater for heating the building
• Immersion heater for water heating
• Hot plates for cooking
• Geysers
• Electric kettles
• Electric Iron
• Electric oven for baking products
• Electric toasters etc…

INDUSTRIAL APPLICATION
• Melting of metals
• Electric welding
• Molding of glass for making glass appliances
• Baking of insulator
• Molding of plastic components
• Heat treatment of pointed surpasses
• Making of plywood.

Heating is required for domestic purposes such as cooking and heating
of buildings, as well as for industrial purposes such as melting of
metals, hardening and tempering, case hardening, drying and welding.
Practically all the heating requirements can be met by some form of
electric heating equipment.
The main advantages of electric heating over other systems of heating
(coal, oil or gas heating) are given below.
1.Economical Electric heating is economical as electric furnaces are
cheaper in initial as well as maintenance cost. It does not require any
attention so their is a considerable cost over other systems of heating.
Electrical energy is also very cheap as it is being produced on large
scale.
2.Cleanliness. Since dust and ash are completely eliminated in electric
heating system, so it is a clean system and cleaning costs ate rendered
to a minimum.

3. Absence of Flue Gases. Since no flue gas is produced in this system,
so there is no risk of atmosphere or objects being heated and operation
is, therefore, hygienic.
4. Ease of Control. Simple, accurate and reliable temperature control
can be had either by hand operated or by fully automatic switches.
Desired temperature or temperature cycle can be had accurately in
electric heating system, which is not convenient in other heating
systems.
5. Automatic Protection. Automatic protection against over-currents or
overheating can be provided through suitable switchgears in the
electric heating system.
6. Upper Limit of Temperature. There is no upper limit to the
temperature obtainable except the ability of the material to withstand
heat.

7. Special Heating Requirements. Certain requirements of heating such as uniform heating of material or heating of one particular portion of the job without effecting others, heating of non-conducting materials, heating with no oxidation, can be met only in electric heating system.
8. High Efficiency of Utilization. The overall efficiency of electric heating is comparatively higher since in this system of heating, the source can be brought directly to the point where heat is required, thereby reducing the losses. Further there is no product of combustion in which heat losses are involved.
It has been practically ascertained that 75 to 100% of heat produced by electric heating can be successfully utilized whereas in cases of gas, solid fuel and oil heating the efficiencies are 60%, 30% and 60% respectively.
9. Better Working Conditions. Electric heating system produces no irritating noise and also the radiating losses are low. Thus working with electric furnaces is convenient and cool.
10. Safety. Electric heating is quite safe and responds quickly...

ADVANTAGES OF ELECTRICAL HEATING
OVER OTHER METHOD OF HEATING
• Clean and atmosphere / Free from dirt.
• No pollution / No flue gas is produced
• Response quickly
• Accurate Controlled temperature can made easily
• Comparatively safe
• Localized application
• Overall efficiency is much higher
• Uniform heating
• Highest efficiency of utilization
• Cheap furnaces
• Mobility of job

Heating Element Materials.
A material which is used as a heating element must possess the following properties:
(i) High resistivity. The material to be used for heating element should be of high specific resistance so that a small length of wire may be sufficient to produce the required amount of heat.
(ii) High melting point. Melting point of material to be used for heating element should be high so that charge can be heated to a high temperature.

(iii) Low temperature coefficient. The material for heating element should have low temperature coefficient so that resistance may not vary with the change in temperature otherwise starting current would be high.
(iv) Free from oxidation. The material for heating element should be such that it may with stand the required temperature without getting oxidized, otherwise it would have to be replaced frequently.

CLASSIFICATION OF ELECTRICAL
HEATING
Power Frequency heating High Frequency heating
1. Resistance heating 1. Induction heating
a. Direct Resistance heating a. Direct Core type Induction heating
b. Indirect Resistance heating b. Core less type induction heating
2. Arc heating 2. Dielectric heating
a. Direct Arc heating
b. Indirect Arc heating

Classification of Heating Method:- Low Temperature Heating ± up to 400°C Medium Temperature Heating ± from 400°C to 1150 °C High Temperature Heating ± above 1150 °C


RESISTANCE HEATING
(Example – Electric Water Heater)
• This method is based upon the I²R loss.
• Whenever current is passed through a resistor
material heat is produced because of I²R
losses.
• The generation of heat is done by electric resistor
carrying current.

Characteristic Features of Heating Elements
1) high resistivity 2) able to withstand high temperatures without deterioration 3) low temperature coefficient of resistance 4) positive temperature coefficient of resistance 5)free from oxidation at high temperatures

1. DIREDCT RESISTANCE HEATING

2. INDIRECT RESISTANCE HEATING

RESISTANCE HEATING DIRECT HEATING
• Electric current is passed through the body (charge) to be heated.
• High efficiency
• Example-
1) Electrode boiler for heating water
2)Resistance Welding
INDIRECT HEATING
• Electric current is passed through highly resistive material(heating element) placed inside an oven.
• Heat produced due to I2R loss in the element is transmitted to the body
• Mode of heat transfer is Conduction &/or Convection &/or Radiation
• Example-
1) Room Heaters
2) Domestic & commercial cooking
3) Heat treatment of metals

REQUIREMENT OF GOOD ELECTRODE MATERIAL
Material Must have following properties
1. It should be good conductor of electricity.
2. It should have high resistance to thermal shocks.
3. It should have sufficient mechanical strength.
4. It should have low thermal conductivity.
5. It should be insoluble in the charge , chemically Inert and non-
corrosive.

Low & Medium Temperature (up to1150°C) Alloy of nickel & chromium Ni= 80%, Cr= 20% Alloy of nickel, chromium & iron Ni= 65%, Cr=15%,Fe=20% High Temperature (>1150 °C) Silicon carbide Molybdenum Tungsten Graphite

Resistance Ovens and Furnaces. Resistance furnaces
may be classified according to their operating
temperature.

ELECTRIC RESISTANCE FURNACE These are insulated closed chambers with a provision for ventilation Heating elements may consists of circulars wire or rectangular ribbons Heating elements placed either on top or sides of the oven Charge is placed inside a heating chamber

The functions of the heating chambers are: 1. To control the distribution of heat within the
chamber
2. To control the cooling rate of charge, if required
3. To confine the atmosphere around the charge.
4. To store as much of the heat supplied as may be practicable and economica1.

CAUSES OF FAILURE OF HEATING
ELEMENTS
• Formation of hot spots.
• Oxidation
• Corrosion
• Mechanical failure

Principle of transformers In the transformer, supply is utilized by secondary. In non magnetic materials heat due to eddy current losses and in magnetic materials heat due to eddy current and hysteresis losses

• Induction method is based on Principle of “Electromagnetic Induction”
• When alternating Current flows in a conductor it produces alternating flux.
• If any other conducting material is placed in this magnetic flux emf gets induced in it
• This induced emf drives eddy current in that piece and power loss due to eddy current appears as heat.

FACTORS FOR INDUCTION HEATING:-
1) It is proportional to relative permeability.
Heating produced in magnetic material is more
than non magnetic material.
2) Heating is proportional to MMF. Force can be
vary by changing current or number of turns.
3) Heating effect can be increased by employing
high frequency supply.

DIRECT INDUCTION HEATING
In this, currents are induced in the charge itself. This is usually used in furnaces for smelting (extraction of metal from ore), melting of metals etc. This requires very high frequency supply. They are classified as core and coreless type induction furnaces.

INDIRECT INDUCTION HEATING (Example :- Oven)
In this, eddy currents are induced in the heating element. Thus heat produced by heating element is then transferred to the charge by radiation or convection.

Secondary winding is metal container. Below part
is situated in the oven chamber which is made up of
special alloy which losses its magnetic property and
regain when they cooled.
Operation : When the primary winding is connected to the supply , the eddy currents gets induced in the metal container forming the walls of the oven. Due to eddy currents, metal container gets heated and then is transferred to the charge by radiation.


CORE TYPE OF INDUCTION FURNACE

DIRECT CORE TYPE INDUCTION FURNACE:- Consists of a vertical furnace with a V shaped portion at the bottom. Consists of a Transformer ±charge is magnetically coupled to the primary winding and forms single-turn short circuited secondary. Secondary channel should not be emptied. Magnetic coupling between primary & secondary is weak resulting in large leakage reactance poor p.f Leakage reactance is nullified using low frequency supply Drawbacks. 1)Leakage reactance is high & p.f is low. 2)Low frequency requirement. 3) Suffers from Pinching Effect. Pinching Effect = current, density above 500 A/cm2, flowing around the melt interacts with the alternating field and produces force to squeeze the melt of a section and results in complete interruption of current. Use-preferable for non-intermittent service, are obsolete these days

VERTICAL CORE TYPE INDUCTION FURNACE
Also known as AJAX-WYATT FURNACE.
Vertical crucible is used for the charge. Bottom is
usually V-shaped or U-shaped. Molten metal is kept
circulated round the V.
Pinch effect is counteracted by the weight of
the charge. Capable of continuous operation. Normal
frequency can be used. Use-melting & refining of non-
ferrous metals .
Advantage-
Highly efficient.
Low operating cost.
Temperature control is simple.
Comparatively higher p.f

Vertical Core Type Ajax-Wyatt Furnace

OPERATION:- The primary inductor coil is connected to the A.C. Supply. This causes an intense electromagnetic field to fluctuate in the iron core. The metal acts a short circuited secondary and carries the induced currents. Heat is mainly generated in the V shaped portion as it has highest resistance due to small narrow section. This heat is rapidly distributed to the metal with the help of convection current and by electromagnetic forces. The heat ultimately results into melting of a charge.

The limitation of core type induction furnace can be eliminated by use of vertical type furnace called Ajax-wyat Furnace.
Construction :- The furnace is narrow V-shaped.
V – shaped tendency of the molten metal is to get itself
accumulated at the bottom and this helps at least a small
amount of charge to be present for the secondary circuit to
be completed.
The probability of the discontinuity of the circuit is thus found
to be less Pinch effects occurs in it.

INDIRECT CORE TYPE INDUCTION FURNACE Charge is heated indirectly. A metal container forms the secondary of the transformer. Container is heated up by transformer action. Temperature control is done using different materials for the detachable bar. P.f is comparatively poor (w.r.t direct resistance furnace, approx-0.8)

CORELESS TYPE INDUCTION FURNACE

Coreless Type Consists of 3 parts
1) Primary coil 2) Ceramic crucible 3) Frame
*No iron core
*Primary coil is fed with ac supply
*Eddy current is induced within the charge
*Eddy current produces heating of the charge
*High frequency supply is to be used (flux density is low)
*High frequency increases resistance due to skin effect
resulting in high primary copper loss
*No magnetic core results in very low p.f (between 0.1-0.3)
*Static r is employed to improve p.f

Advantages
1. Simple method to control
2. Semi skilled labor can handle
3. Fast operation
4. Required less space
5. Easy to maintain
6. Controllable by electrical clock or else
7. No oxidation
8. Can be used intermittently
9. Low cost / economical
10. Precise control of power
11. Low melting time
Use-
1. Steel production
2. Melting non-ferrous metals
3. Electronic industry

Modes of Transfer of Heat
• The heat from one body to another body can be transferred by any one of the fallowing methods.
1. Conduction
2. Convection
3. Radiation

Conduction • Definition of conduction: The process in which heat is
transferred from one particle to another in direction of fall of temperature without the actual movement of particles of medium is called conduction.
• In this method, heat travels without the actual movement of practices (molecules).
• The flow of heat from one part of the body to other part is dependent upon the temperature differences between these parts.
• If the heat is to be conducted from one object to another object, the fallowing conditions must be met.
• The objects should be bodily in contact with each other.
• The temperature of the two bodies should be different i.e. temperature gradient should exixt.

• The rate of conduction of heat along a substance depends upon the temperature gradient and is expressed in Mj/hr/m2/m/c0 or in watts/cm2 in case of electric heating.
• In a plate of thickness t meters having cross-sectional area of its two parallel faces A sq.meters and temperature of two faces is T1 and T2 absolute, the quantity of heat transferred through it during T hours is given by
Q = (T1 – T2) T
• Where K is coefficient of thermal conductivity for material in Mj/hr/m2/m/c0

Convection • The process of heat transfer in which heat is transferred from
one place to another (from hotter to colder one) by actual movement of particles of medium is called convection.
• The quantity of heat absorbed from the heater by convection depends mainly upon the temperature of the heating element above the surroundings and upon the size of surface of the heater. It also depends partly on the portion of the heater.
• Heat dissipation is given by the following expression
Where a, b - constants whose values depends on the heating surface facilities for heating etc.
T1, T2- temperatures of the heating surface and fluid in 0c.

Radiation • The process of transmission of heat in which heat energy is
transferred from hotter body to colder body without heating the medium in between is called radiation.
• For example we receive energy from the sun by radiation through there in distance of about 150 million Km/s between sun and earth.
• Rate of heat radiation is given by stefan’s law according to which: Heat dissipation H = 5.72× 104 K e Where - temperature of source of heat in 0c - temperature of substance to be heated in 0c K – constant known as radiant efficiency whose value is 1 for
single element and 0.5 to 0.8 for several elements placed by side by side.
e – emissivity which is 1 for black body. And 0.9 for resistance heating elements.
-

Design of Heating E1ement • Knowing the electrical input and its voltage the size and length of the wire
required as the heating element to produce the given temperature can be calculated.
• The heating element on reaching a steady temperature will dissipate the heat from its surface equivalent to electrical input. Since generally the heat will be dissipated from the heating elements at high temperatures, it is reasonable to assume that the whole of the heat energy is dissipated solely by radiation.
• Heat dissipated according to Stefan’s law,
Where - temperature of source of heat in 0c - temperature of substance to be heated in 0c K – constant known as radiant efficiency whose value is 1 for single element
and 0.5 to 0.8 for several elements placed by side by side. e – emissivity which is 1 for black body. And 0.9 for resistance heating
elements.

STEFAN-BOLTZMAN LAW • Stefan–Boltzmann Law, statement that the total
radiant heat energy emitted from a surface is proportional to the fourth power of its absolute temperature.
• The Stefan-Boltzman law relates the total amount of radiation emitted by an object to its temperature:
E= σ T4
where
E = total amount of radiation emitted by an object per square meter (Watts m-2)
σ is a constant called the Stefan-Boltzman constant = 5.67 x 10-8Watts m-2 K-4
T is the temperature of the object in K

Electrical input,
where V is the supply voltage and R is resistance of heating element and is given by the expression,
for a circular wire of diameter d, length I and resistivity ρ Electrical power input,

Solving above two expressions length and diameter of wire can be
determined.
Surface area, S = π d l Heat dissipated =π d l H Since at steady temperature Power input = Heat dissipated

For ribbon type of conductor let ω be the width and t be the thickness.
Electrical power input,
So by solving the two equations, length l and width ω for a ribbon of thickness t will be evaluated.

TEMPERATURE CONTROL OF HEATING FURNACE Temperature of Furnace depends upon–
• Voltage (V) ±can be controlled by tapped transformer.
• Resistance (R)-can be controlled by switching in various
combinations of groups of resistance of the furnace.
By external resistance, by connecting series and parallel resistance.
For 3 phase star, delta connection
• Time (t)-can be controlled by an on-off switch, which determines the
time for which the furnace is connected to supply or remain isolated
from the supply.
• Use of Variable Number of Elements. In this method, the number
of heating elements in working are changed so total power input or
heat developed is changed.
This method does not provide uniform heating unless the number of
heating elements in the circuit at any particular instant are distributed
over the surface area, which requires complicated wiring.

cycle off -on an ofduration timeTotal
on remainssupply which duringduration Time of ratio The
• Change of Connections. In this method the elements are arranged to
be connected either all in series or all in parallel or combination of
both or in star or in delta by means of switches at different instants
according to the requirements.
Here an oven is supplied through a thermostat switch which
makes and breaks the supply connections at particular temperature.
is an indication of temperature .The higher the ratio, the larger will be the temperature of the oven. Advantage of this method is that it is more efficient than series impedance method

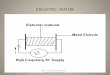
DIELECTRIC HEATING
• Dielectric heating, also known as electronic heating, RF heating, high-
frequency heating and diathermy.
• Dielectric heating is a special way of transforming electric current into heat.
• By the method of dielectric heating, generally, foils, plates and profiles with
a thickness of 0,1-2,0 mm is are welded.
• We understand dielectric heating as the generation of thermal energy (heat)
in a non-conducting material by the application of an electromagnetic force
or field to it. This is the way a microwave oven heats things placed in it.

• When non-metallic parts such as wood, plastics, bones are subjected
to an alternating electrostatic field dielectric loss occurs. In dielectric
heating use of these losses is made. The material to be heated is
placed as a slab between metallic plates or electrodes connected to
high frequency ac supply. For producing sufficient heat frequency
between 10 and 30 MHz is used. Even though voltage up to 20 kV
have been used but from personnel safety point of view voltage
between 600 V and 3 kV are in common use.
• Dielectric loss is proportional to frequency and square of the supply
voltage.
• When a solid dielectric material (Insulating) is subjected to an
alternating electric field , it is not supposed to carry any current.
However, in practice some leakage current passes through it and
power loss is takes place. This loss is called as dielectric loss and
result into heating of dielectric material.

• The current drawn by the capacitor, when an ac supply voltage is applied
across its two plates, does not lead the supply voltage by exactly 90° and
there is always an in-phase component of the current.
• Due to this in-phase (or active) component of current, heat is always
produced in the dielectric material placed in between the two plates of the
capacitor.
• The electric energy dissipated in the form of heat energy in the dielectric
material is known as dielectric loss.
• The dielectric loss is directly proportional to the frequency of ac supply
given to the two plates of the capacitor.
• The physical conception of the dielectric loss is just as a molecular friction
in the dielectric material when an ac electrostatic field is applied to it.

• Insulators being poor conductors cannot be heated up quickly from
outside. In dielectric heating the heat is produced within the material
itself. Because heat generation is uniform, the dielectric material is
heated uniformly. This is the important property of dielectric heating.
• In insulators or non-conducting materials, the amount of heat
produced by dielectric heating can be calculated as follows:

The material to be heated may be considered as the imperfect dielectric of a condenser
and may be, therefore, represented as a capacitance placed in parallel with a
resistance, as shown in fig (b). The phasor diagram of the circuit is shown in fig.(c). If V
is supply voltage in volts, f is supply frequency in Hz, C is the capacitance of the
condenser in farads and cos Φ is power factor of the load or charge,
Current through the capacitor
amperes
where C is in farads and V is in volts
The current drawn from supply amperes

• The value of power factor for a particular non-conducting material
is constant, and the capacity is determined from the dimensions of
plates, the charge which serves as the dielectric medium and the
dielectric constant.
• Therefore, the dielectric heating depends upon the values of the
frequency and the voltage. By varying one of these two quantities,
the rate of dielectric heating can be varied. The insulation problem
limits the voltage to be used; hence to achieve more heat, high
frequency is used.
• The capacity of the condenser can be calculated from the following
relation.
where εr is relative permittivity of dielectric, ε0 is absolute
permittivity of vacuum and equals 8.854 x 10-12 F/m, t is the
thickness of dielectric in meters and A is the surface area of plates
in m2.

Advantages of Dielectric heating 1. Heating is very quick
2. The efficiency is higher
3. Heating is uniform : If the material to be heated is homogeneous,
and the alternating (or varying) electric field is uniform, heat is
developed uniformly and simultaneously throughout the entire mass
of the charge
4. Being free from smoke, dust, process is very clean
5. There are no flue gases, no risk of pollution
6. Heat is produced due to dielectric loss occurs in the material
itself - As materials heated by this process are non-conducting, so
by other methods heat cannot be conducted to inside so easily:

APPLICATION OF DIELECTRIC HEATING
The cost of the equipment required for dielectric, heating is so high
that it is employed only where other methods are impracticable or too
slow.
• Plywood Industry
• Sand Core Baking
• Plastic Industry
• Tobacco Industry
• Bakeries
• Electronic Sawing
• Dehydration of food
• Electro medical application
• Book Binding

Preheating of Plastic Pre-forms.
The raw material in the form of tablets or biscuits, commonly called plastic pre-forms, is required to be heated uniformly before putting them into the hot moulds so that whole mass becomes fluid at a time, otherwise if the raw material is put directly into the moulds, usually heated by steam, the outer skin of the pre-forms will become hot and start curing while the core of the material has not reached fluid temperature resulting in unequal hardening of the plastic and improper filling of moulds corners. Difficulty arises due to the fact that plastic raw material once cured cannot be softened again satisfactorily. Any method of heating depending upon conduction of heat from surface to the core would miserably fail because plastic is bad conductor of heat. Dielectric heating is the only method which can be used for pre-heating of plastic pre-forms to proper temperature uniformly.

Gluing of Wood. Dielectric heating is most commonly used for gluing of wooden sheets or boards as in this method of gluing the moisture contents of the wooden sheets remain unaltered. It is due to the fact that heat can be applied to the desired surface.
High frequency dielectric heating is very economical for obtaining curved wood sections such as radio-cabinets, furniture etc. The curves obtained by this method are stable.
Baking of Foundary Cores. In foundaries resin type thermo-setting binders are employed as they set almost instantaneously when brought to polymerizing temperature. The dielectric heating evaporates water rapidly from the core mix and at the same time raises the temperature of the core material to polymerization point.
Diathermy. Dielectric heating is also employed for heating tissues and bones of the body required for the treatment of certain types of pains and diseases.

Stabilization. The dielectric heating is quite suitable for
sterilization of bandages, absorbent cotton, sterile gauge,
instruments etc.
Textile Industry. In textile industry the dielectric heating is
employed for drying purposes.
Electronic Sewing. Now-a-days rain coats, umbrellas, food
containers, medicine containers etc. are made from plastic
film materials.
Food Processing. The use of dielectric heating for food
processing is one of the most modern method. It has
brought many advantages for the food processing industry
and has set forth such processes which are outside the
realm of cooking. The dielectric heating can be appreciably
employed for the following purposes:

• Pasteurising of milk and beer inside bottles.
• Dehydrating of fruits, milk, cream, vegetables and eggs etc.
• Cooking of foods without removing the outer shells,
• Defrosting of frozen foods such as meat and vegetables.
• Germicidal heating-In dielectric heating process the products do not loose flavor.
Dis-infestation of cereals and grains-Dielectric heating may be used to destroy the eggs of insects and pests saving grains and cereals from damage and also to prevent these eggs, larva or moth etc. to pass on to cereal processing equipment and develop into dangerous worms later on under favourable conditions of temperature and humidity