Embed Size (px)
Citation preview
14cid Steel FRIDAY AFTERNOON, DECEMBER g, 1949
Session on Gases Other than Oxygen in Steel
THE session on Gases Other than Oxygen in Steel was held in the Monongahela Room, Hotel William Penn. The meeting was called to order a t 2 : I j p.m. by Mr. H. H. Blosjo.
H. H. Blosjo presiding
H. H. B~.osjo, CHAIRMAN-Will the meeting please come to order. Your chair- men for the afternoon session are Mr. hf.
T. McDonough, Foreman, Melting De- partments, National Malleable and Steel Casting Co., Sharon, Pa., and myself, Metallurgist of the Minneapolis Electric Steel Castings Co., Minneapolis, Minn.
The first paper this afternoon will be given by Mr. S. F. Carter, Assistant Melt- ing Superintendent, American Cast Iron Pipe Co., Birmingham, Alabama. Mr. Carter.
13fFect of M e l t i n g Prac t ice on H y d r o g e n
AMONG the quality problems that have in the casting industry as " blowholes."l.2," faced steelmakers through the years, some Some metal compositions containing con- of the most mysterious and evasive have siderable contents of such deoxidizing ele- been caused by hydrogen in. very small ments as silicon or chromium have proved concentrations. Two thousand research especially prone to this hydrogen type of contributions over the years have de- porosity. The more subtle effect of hydro- veloped a reasonable qualitative under- gen is embrittlement. This mysterious loss standing of the causes and effects of of ductility has been experienced on cer- hydrogen in steel. Because of analytical and tain heats over the years in such forms as: sampling problems, the determination of the premature failure of railroad rails," actual hydrogen contents and the study of "shatter cracks" and brittleness in forg- effects of melting practice have been made i n g ~ , ~ low ductility in the center of large possible only in the last few years. I t is the casting^,^,^^ embrittlement of wire. and purpose of this investigation to contribute sheet after p i ~ k l i n g , ~ and low-ductility some quantitative hydrogen analyses of weld^.^^^^'^ Certain fracture patterns that some electric-arc-furnace steels with varied accompany hydrogen embrittlement have' melting practices. been recognized and given the familiar
The most obvious defect caused by hy- names of "flakes," "shatter cracks," drogen is gas porosity, recognized in the "fish eyes," and so forth. ~ ~ r o u g h t industry as l L bleeding ingots" and A considerable volume of experimenta-
tion has finally established hydrogen as a 1 References are on page 299. potential cause of one type of porosity and
267

268 PROCEEDINGS OF ELECTRIC FURNACE'STEEL CONFERENCE, 1949
one type'of embrittlement. Both effects have been artificially 'reproduced by hydro- gen additions. Many solubility and equilib- rium relationships have been obtained on laboratory melts,11J2~13 and a theory ex- plaining the embrittlement mechanism has been fundamentally agreed ~ p o n . ~ , ~ ~ . ~ ~ De- creased solubility and the attempted escape of hydrogen from metal solution seems to cause the trouble in both cases. Escape of hydrogen out of solution during solidifica- tion produces gas holes. Precipitation later from the solid metal builds up the con- siderable pressures that resist deformation and cause embrittlement.
Mill operators discovered a number of years ago that this type of embrittlement could be relieved by special heat treatment. Subsequent research has verified the out- ward diffusion of hydrogen that'takes place slowly a t room temperature and a t an ac- celerated rate a t higher temperatures. Optimum treatments for hydrogen elimina- tion have been determined as well as actual diffusion rates and the effect of composition
, and structural condition. The reason for more hydrogen in the center of large sec- tions has been made apparent and a dis- tinction made between the temporary or abnormal loss of ductility from hydrogen and the morepermanent effects of nitrogen, oxygen, inclusions, etc. The cure for hydro- gen embrittlement has been developed more completely than its prevention.
The melting operation is only one of several possible sources of hydrogen but the most difficult one to study. The hydro- gen content as melted may be decreased by
. pouring and subsequent treatment or it may be increased by further absorption from heat-treating atmospheres, pickling and electrolytic baths, welding, or other factors. Moisture has been proved the most potent source of hydrogen in the fur- nace because of its decomposition to hydro- gen in the presence of molten iron.
Development of analytical methods for hydrogen and several methods of sampling
molten metal have made possible several recent investigations of actual hydrogen contents of molten metal in the furnace. Although the reliability of some of ,the earlier analytical methods have been ques- tioned, they make a valuable contribution to quantitative knowledge even after liberal allowance for error.
I n 1937, Hare and Soler reported some vacuum-fusion' hydrogen analyses inci- dental to an oxide study of some high- carbon and nickel-molybdenum-bearing steels.16 Three basic open-hearth heats finished with hydrogen contents of 0.52, 0.79 and 0.79 relative volumes* (0.00068, o.ooogo, and o.ooogo pct by weight). Four basic-electric heats showed considerable hydrogen increases from "slag-off" to tap under the reducing second slag, finishing with concentrations a t tap ranging from 0.61 to 1.45 rel. vol. I n the winter months of lowest humidity, 24 heats averaged 0.57 rel. vol., whereas during the summer months, with highest humidity, 31 heats averaged 0.81 rel. vol. On two heats finished with a leak in an overhead water cooler, hydrogen concentrations were re- ported equivalent to 5.10 and 6.70 rel. vol.
I n 1938 Chuiko17 reported vacuum-fu- sion analy~es on some Russian electric-arc steels which melted as high in hydrogen as 0.90 to 1.80 rel. vol. but were lowered by violent bdils to 0.45 to 0.70 rel. vol. Highest concentrations were reported on two heats that were not boiled and one on which wet lime was used.
I n the same year Kobayasils reported on some Japanese steels that ran 0.3 j to 0.65 rel. vol. a t tap. A hydrogen decrease was experienced during the oxidation period on acid- open-hearth heats but not on basic
All hydrogen'contents reported as weight per cent or cubic centimeters per roo grams converted to relative volumes for convenience of discussion and comparison.
SESSION ON GASES OTHER THAN OXYGEN IN STEEL 269
open-hearth or basic electric heats. Hy- drogen was found prone to increase after "killing" and after tap. An attempt was made to correlate hydrogen content with the FeO content of the steel.
I n the United States in 1939, Schwartzlg reported on some white cast irons melted in three types of furnaces with hydrogen contents ranging from 0.09 to 1.20 rel. vol. These were determined by a combustion method on drilled samples.
I n 1944, Hurst,' in England, reported hydrogen results on high-silicon iron from 0.11 to 0.78 rel. vol. Porosity was generally experienced when concentrations ran higher than 0.40 rel. vol.
I n 1947, Wells and Barraclouchzo made a comparative study of five methods of sampling molten metal and showed the rate of hydrogen escape a t room tempera- ture, the increased rate of IOOOC, and the retarded rate a t dry-ice temperatures.
I n the same year, Sykes, Burton, and Gegg2 reported some British open-hearth and arc steels to average near 0.30 rel. vol. on carbon steels and from 0.37 to 0.62 rel. vol. on low-alloy steels. On several "wild" heats hydrogen concentrations as high as 0.70 to 1.30 rel. vol. were determined. Poor correlation was found between hydrogen elimination and the length of the boil.
Contemporary with the British work, hy- drogen studies were made a t Battelle by Sims, Moore, and Williams for the Steel Founders' Society of A m e r i ~ a . ~ ' Their large volume of quantitative data of considerable practical value was reported a t the 1947 Electric Furnace C o n f e r e n ~ e . ~ ~ This work developed a sampling method that was simple enough for plant use. A method of extraction a t 1 g z 5 ~ F was used that seemed to show improved accuracy and con- ~ i s tency .?~ A rather complete quantitative relationship was developed for the first time between hydrogen content and temporary loss of ductility as well as the rate of hydro- gen removal and ductility restoration by various heat t rea tmenkZa
HYDROGEN DETERMINATIONS
Hydrogen determinations also were made on 17 commercial heats of casting steel made in four types of furnaces. Samples were taken a t various stages of the melting operation. Furnace practice was recorded in very complete detail for the first time. Principal purpose was to find the average hydrogen contents of casting steel as cur- rently produced by American Steel Found- ries. Final hydrogen contents in the ladle ranged from 0.12 to 0.42 rel. vol. Variations in furnace practice were hardly great enough to definitely establish the effects of more than a few of the many variables involved. One definite conclusion was the appreciable hydrogen increase from newly lined or wet ladles as generally used. I n spite of a few exceptions, their data seemed to indicate generally a hydrogen decrease during oxidation, a tendency to increase after deoxidation, and a general inclination to follow atmospheric moisture. Violence of the boil seemed to prove a better criterion for the effectiveness of the elimination process. A ladle hydrogen as low as 0.12 re]. vol. was produced by a special practice consisting of a violent and prolonged boil, short deoxidation time, thoroughly dried materials, and a used ladle. The acid arc furnace was considered most amenable to low hydrogen and the basic open hearth most difficult to control.
Last December, Speight and Cook25 re- ported some hydrogen determinations on more British commercial steels. A sealed mold was used and vacuum extraction a t 1380°F was claimed to be indicative after I hr and complete after 256 hr. Fourteen basic open-hearth heats of carbon and low- alloy steels melted with hydrogen contents +hat ranged from 0.33 to 0.79 rel. vol. for an average of o. j4 rel. vol. The same heats a t tap time ranged from 0.47 to 0.93 rel. vol., averaging 0.63 rel. vol. Seven basic electric heats averaged 0.41 rel. vol. 10 min after the "white slag" and 0.48 rel. vol. a t tap. Since principal emphasis was on

2 7 0 PROCEEDINGS O F ELECTRIC FURNACE STEEL CONFERENCE, 1949
(analytical details and no description of melting practice was given, the only con- clusions possible are the increase during the heat and the high level of hydrogen content in these steels.
Wentrup, Fucke, and Riefz6 have very recently reported the averages of some German heats of carbon and low-alloy steels. Ten acid open-hearth heats averaged 0.47 rel. vol. a t tap and 0.56 rel. vol. in a molten sample removed from the ingot mold. Nineteen basic open-hearth heats averaged 0.74 rel. vol. a t tap and 0.65 rel. vol. from the mold. Eight basic-arc heats averaged 0.71 rel. vol. a t tap and 0.89 rel. vol. in the mold. Considerable quantities of hydrogen were found in the furnace slags, both as H z and as HzO. The total ranged from 30 to IOO cc Hz per IOO grams on acid slags and from 40 to 205 cc per IOO grams on basic slags. Some effect of alumi- num was suggested but not very well supported.
The lack of description of melting prac- tice and charge composition in most of these reports prevents much evaluation of furnace practice. The average steelmaker is aware of the unavoidable sources of mois- ture in the air and open-hearth fuel and seeks to avoid the obvious additional sources of moisture such as rust and water on scrap, damp alloys and slag materials, leaking overhead coolers, and improperly dried spouts, runners, and ladles. However, laboratory care is hardly possible in the plant and certain of these sources of mois- ture are unavoidably encountered a t times. What the practical man is ul t im~tely most interested in is not so much the one way that steel might be made lowest in hydro- gen, but in how many ways steel may be produced with hydrogen low enough for acceptable quality. Certain ideal practices from the hydrogen standpoint might have disadvantages from the standpoint of chemical control, availability of materials, economics, and production schedules, in which case the steelmaker would like to
know how far hk might deviate from the best practice before experiencing trouble.
The final hydrogen of a heat is the net effect of a sequence of operations which may individually contribute or eliminate hydrogen. For simplicity, these elements of furnace practice are considered: ( I ) charge, ( 2 ) melt conditions, (3) active oxidation period, (4) deoxidation period, and (5) tapping into ladle.
Consideration of the first of these, the furnace charge, seems to have been neg- lected in most of the previous work. The original charge for steelmaking may vary from all molten pig iron to all cold steel scrap. A steel-scrap charge could con- ceivably consist of all foundry returns, characterized by large sections, clean sur- face possibly protected with sand, and a composition highly deoxidized with silicon and aluminum. On the other hand, the charge might be made up entirely of low- carbon plate of rimmed-steel composition, containing essentially no deoxidizers, thin in sections and very rusty. On alloy heats, the presence of chromium, nickel, molyb- denum, and other elements is a possibility, with their effects on hydrogen absorption and elimination. I n an acid arc furnace with the charges identical, one heat might melt in such a gradual manner that the slag would remain oxidizing and con- siderable amounts of silicon, manganese, and carbon would be oxidized as melting proceeded. On the other hand, the same charge might bridge in such a manner that a viscous low FeO slag, and relatively re- ducing condition would be maintained until the addition of the oxidizing agent. Such variations could conceivably have con- siderable effect on hydrogen content as melted.
The oxidation period or boil has now been accepted as necessary for consistent pro- duction of quality steel, but the means of measuring the oxidation process are highly controversial. At one time or another such factors as lowest carbon after the boil,
SESSION ON GASES OTHER THAN OXYGEN IN STEEL 2 7 1
lowest silicon and manganese residual, car- bon drop, have been proposed as the one principal criterion for an adequate boil. More recently attempts have been made by separate investigators to correlate, hy- drogen content with FeO of metal and slag, length of boil, and violence of boil. Because of the number of concurrent con- ditions that accompany the boil, it has been hard to determine how much of the effect is chemical and how much mechanical. With the use of oxygen, it becomes easier to produce the gas flush of the boil without the degree of oxidation ordinarily inclined to precede it. The relative effects of both should be properly recognized.
I t is generally agreed that steel is more likely to absorb hydrogen after de- oxidation. However, deoxidation is a rela- tive term, which requires further quantita- tive definition.
I n order to check on hydrogen contents obtained, and possibly contribute some data toward the solution of various ques- tions on furnace practice, hydrogen deter- minations were made on samples from some electric-arc steels made a t the American Cast Iron Pipe Co. These included 19 car- bon steels (16 acid and 3 basic) and 10
high-alloy Cr-Ni steels (four acid and six basic). Extreme variations in melting practice were sought and certain elements of furnace practice were deliberately ex- aggerated. I n several cases the charge was soaked with water and water was sprayed into the furnace throughout the heat. This was intended to eliminate any doubt about moisture availability, and make the hydro- gen absorption directly indicative of the susceptibility of the steel under the chemi- cal condition prevailing.
Indications were obtained toward a solu- tion of only a few of these questions. The
' volume of data was scant and not ade- quately confirmed in every case. But it is hoped the experience in sampling and in the manipulation of variables of the furnace
.practice will help and encourage further
research along these lines. Much research will be required to confirm apparent con- clusions of this paper, investigate other variables of furnace practice, and study other steel composition types.
Some incidental nitrogen analyses were determined but no attempt was made to correlate the results.
The sampling system used was that de- veloped and used by Sims and ass0ciates.~1 The analytical work was done by Battelle by the method which has been reported in detail by them.24 The only contribution of the author was a shop method of sealing and transporting the samples several hun- dred miles by commercial express. Since the method proved simple enough for plant use, i t will be described again for the bene- fit of any group that might consider similar work.
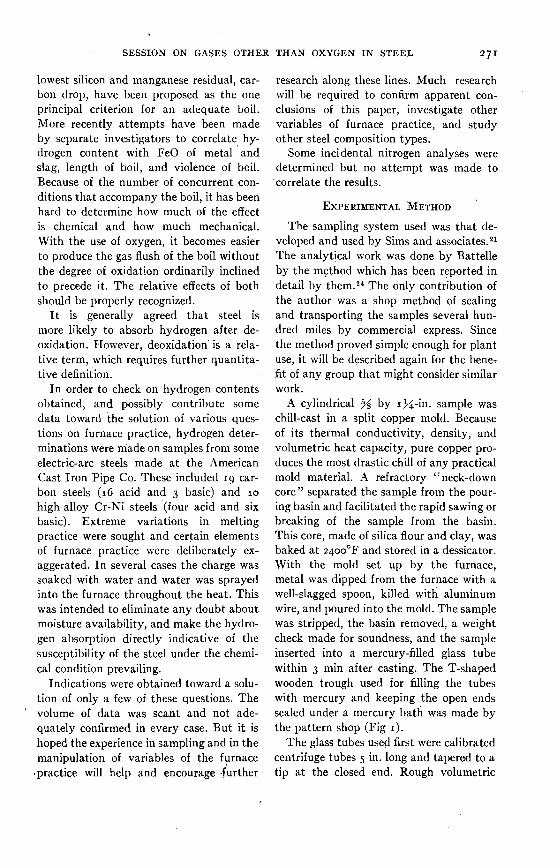
A cylindrical 58 by 1>/4-in. sample was chill-cast in a split copper mold. Because of its thermal conductivity, density, and volumetric heat capacity, pure copper pro- duces the most drastic chill of any practical mold material. A refractory "neck-down core" separated the sample from the pour- ing basin and facilitated the rapid sawing or breaking of the sample from the basin. This core, made of silica flour and clay, was baked a t 2400°F and stored in a dessicator. With the mold set up by the furnace, metal was dipped from the furnace with a well-slagged spoon, killed with aluminum wire, and poured into the mold. The sample was stripped, the basin removed, a weight check made for soundness, and the sample inserted into a mercury-filled glass tube within 3 min after casting. The T-shaped wooden trough used for filling the tubes with mercury and keeping the open ends sealed under a mercury bath was made by the pattern shop (Fig I).
The glass tubes used first were calibrated centrifuge tubes 5 in. long and tapered to a tip a t the closed end. Rough volumetric
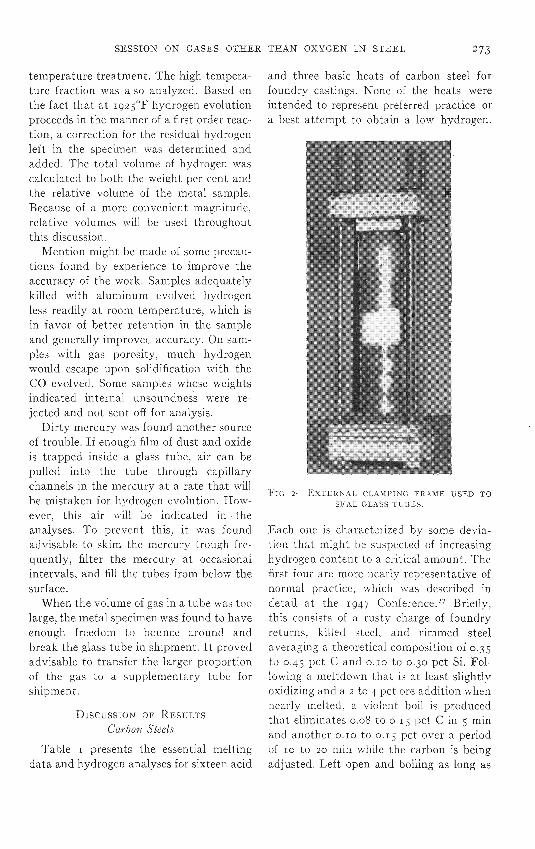
measurements of the gas were made as it lined wooden pad on the open end and a evolved from the specimen a t room tem- concave wooden pad on the closed end were perature and collected in the tip of the tube drawn together by four long bolts. Tubes over a period of days. The volumes were were clamped in this frame before the
only relative and not under standard con- ditions because of the reduced pressure of a 4 to 5-in, column of mercury. Because of considerable breakage of these tubes, i t was found best to transfer the gas by inverted pouring to stronger heavy-wall test tubes for shipment. No breakage was experienced on the heavier tubes used on the last 30 samples.
The principal problem was sealing the glass tubes containing mercury, metal sam- ple, and gas to permit transporting to the laboratory without breaking the glass or permitting the escape of any gas. Some tubes were stoppered with fair success with expansion-type rubber stoppers used in thermos bottles. A central shaft shortened by a n external cam spreads the rubber stopper. The principal disadvantage was the air unavoidably squeezed from the stopper during its compression. Although dilution of the gas with air need not impair the accuracy of the hydrogen determina- tion, it was considered undesirable. Better success was experienced with an external clamping frame shown in Fig 2 . A rubber-
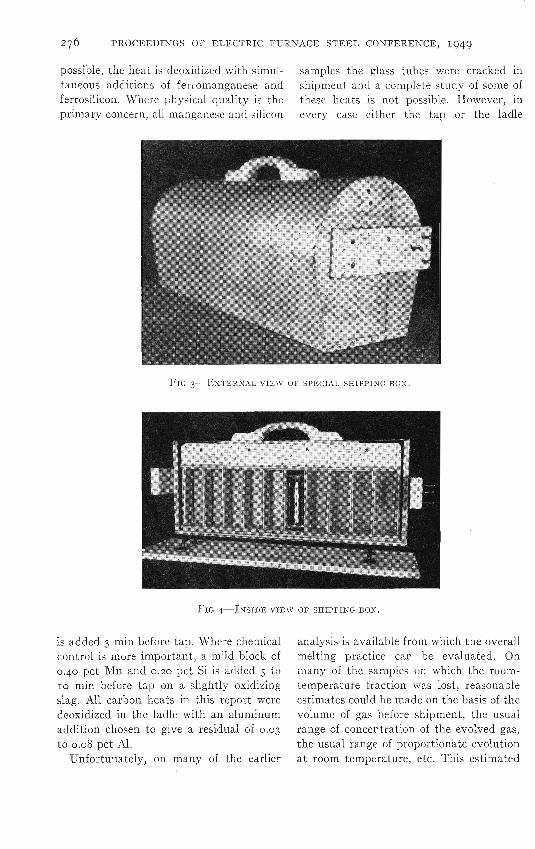
open end was removed from the mercury bath. Low-permeability inner-tube rubber was used. Ho\vever, there remained the possibility that some hydrogen might es- cape through the rubber if the tubes should remain in a n upside down position for several days and if pressure should be in- creased considerably by a temperature in- crease. To prevent any such possibility and to keep the gas in the closed end of the glass tube, a special shipping crate was designed. A false exterior, shown in Fig 3 , consisted of a rounded top, a flat bottom, sides with a calculated slope, and a low center of gravity. This made it practically impossible for the box to remain in a posi- tion that would permit the gas to contact the rubber pad. The inside consisted of 10
compartments in which the tubes in the frames were packed with sponge rubber (Fig 4).
Upon arrival a t Battelle, the free gas that had already been evolved was collected and analyzed. The metal specimens were cleaned and weighed and placed in the vacuum extraction equipment for the high-
SESSION ON GASES O T H E R T H A N OXYGEN I N S T E E L 273
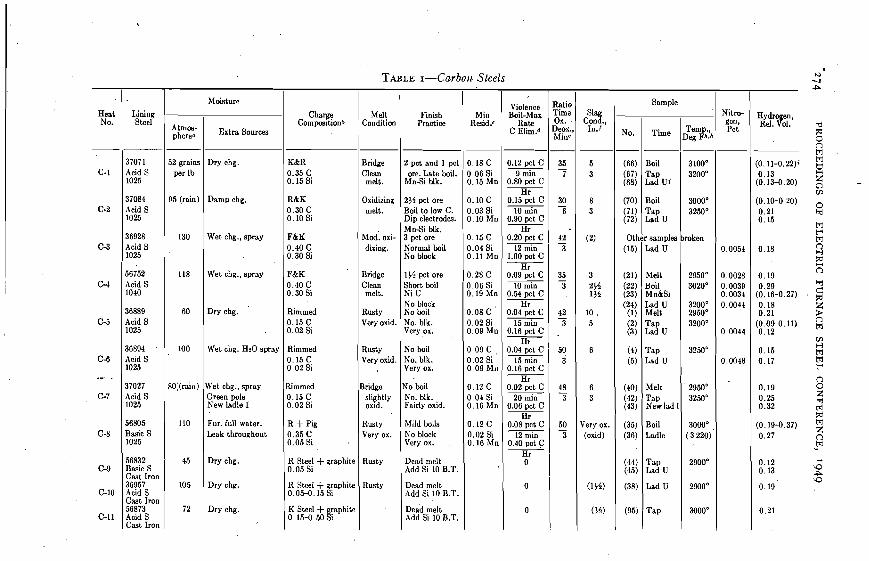
temperature treatment. The high-tempera- and three basic heats of carbon steel for ture fraction was also analyzed. Based on foundry castings. None of the heats were the fact tha t a t 192 j°F hydrogen evolution intended to represent preferred practice or proceeds in the manner of a first order reac- a best attempt to obtain a low hydrogen. tion, a correction for the residual hydrogen left in the specimen was determined and added. 'The total volume of hydrogen was calculated to both the weight per cent and the relative volume of the metal sample. Because of a more convenient magnitude, relative volumes will be used throughout this discussion.
Mention might be made of some precau- tions found by experience to improve the accuracy of the work. Samples adequately killed with aluminum evolved hydrogen less readily a t room temperature, which is in favor of better retention in the sample and generally improved accuracy. On sam- ples with gas porosity, much hydrogen would escape upon solidification with the CO evolved. Some samples whose weights indicated internal unsoundness were re- jected and not sent off for analysis.
Dirty mercury was found another source of trouble. If enough film of dust and oxide is trapped inside a glass tube, air can be pulled into the tube through capillary - - . channels in the mercury a t a rate that will be mistaken for hydrogen evolution How- ever, this air will be indicated in the analyses. To prevent this, it was found advisable to skim the mercury trough ire- quently, filter the mercury a t occasional intervals, and fill the tubes from below the surface.
When the volume of gas in a tube was too large, the metal specimen was found to have enough freedom to bounce around and break the glass tube in shipment. I t proved advisable to transfer the larger proportion of the gas to a supplementary tube for shipment.
DISCUSSION OF RESULTS Carbo~c Steels
Table I presents the essential melting data and hydrogen analyses for sixteen acid
FIG 2-EXTERNAL CLAMPIXG FRAME USED TO SEAL GLASS TCBISS.
Each one is characterized by some devia- tion that might be suspected of increasing hydrogen content to a critical amount. The first four are more nearly representative of normal practice, which was described in detail a t the 1947 C o n f e r e n ~ e . ~ ~ Briefly, this consists of a rusty charge of foundry returns, killed steel, and rimmed steel averaging a theoretical composition of 0.35 to o.qj pct C and 0.10 to 0.30 pct Si. Fol- lowing a meltdown that is a t least slightly oxidizing and a z to 4 pct ore addition when nearly melted, a violent boil is produced that eliminates 0.08 to 0.1 j pct C in j min and another 0.10 to 0.1; pct over a period of 10 to 2 0 min while the carbon is being adjusted. Left open and boiling as long as
1 Moisture Violence
Melt I Finish 1 RMidi.c 1 Boil-Max Condition Practice Rate
C E1im.d
Ratio Time Ox. .
Deox.. Mine
Lining Stcel 1 *,::- p; Extra Sources p;
Slag Cond., In./
2 pet and 1 pct ore. Late boil.
MnSi blk.
-- 0.18 C 0.12 pet C 0.06Si 9min 0.15 Mn 0.80 pet C
Hr 0.10 C 0.15 pet C 0.03 Si 10 min 0.10 Mn 0.90 pct C
Hr 0.15 C 0.20 pet C 0.04 Si 12 min 0.11 Mn 1.00pct C
Sample
No. I e m . Time D~~ FA,"
Nitro- Hydr en gcn. ~el.o$ol.' h t
37071 Acid S 1025
.
52 grains Dry chg. per lb
95 (rain) Damp chg.
Bridge Clean melt.
-
35 7
37084 Acid S 1025
Oxidizing melt.
-
5 3
244 pet ore Boil to low C. Dip electrodes. Mn-Si blk. 3 pct ore Normal boil No block
- (66) (67) (66)
36928 Acid S 1025
30 - 6
42 - 3
35 3
42 3
50 3
48 3
50 - 3
(
1
( 130 Wet chg., spray 1
- Boil Tap Lad Ui
~ o d : oxi- dizing.
8 3
(2)
3 254 1
1 0 . 5
6
6 3
Very ox. (oxid)
(156)
($5)
-
3100" 3200°
Hr Bridge 154 pet ore 0.28 C 0.09 pet C 1 ckz. 1 ;?;t h i 1 / 0.06 Si I 10 min
0.19 Mn 0.54 oct C
-
(70) Boil 3000'
8;; 1 32500
1 ;;s 1 118 1 Wet chg.. spray
Other (15)
(22) (23) (24) ( I ) (2) (3)
(4) (5)
(40) (42) (43)
(35) (36)
(44) (45)
(38)
(95)
F&K 0.40 C 0.30 Si
Dry chg. 36889 Acid S 1025
36894
Rimmed 0.15 C 0.02 Si
samples Lad U
( 2 1 ) M e l t Boil Mn&Si Lad U Melt Tap Lad U
Tap Lad U
Melt Tap New lad1
Boil Ladle
Tap Lad U
Lad U
Tap
60
, 100
No block No boil No. blk. Very ox.
broken
2950" 3020°
3200' 2950" 3200'
3250'
' 2950' 3250'
3000" ( 3 220)
2900°
2900'
3000'
Acid S 1025
Wet chg. Hz0 spray Rimmed 0.15 C 0.02 Si
No boil No. blk. Very ox.
No boil No. blk. Fairly oxid.
Wet chg., spray Green pole New ladle I I . Rimmed
O 1 5 C 0.02 Si slightly ox~d.
Fur. full water. Leak throughout
R + Pig Rusty /::::B, , l V e r y o x .
Mild boils No block Very ox.
Dry chg. 56832 45 Basic S Cant Iron 36957 105 Acid S Cast Iron 56873 72 Acid S Cast Iron
Dead melt Add Si 10 B
R Steel + graphite 0 .05 Si
R Steel + graphite 0.05-0.15 Si
K Steel + graphite 0.15-0.50 Si
Dry chg.
Dry chg.
Rusty
Rusty Dead melt Add Si 10 B.T.
Dead melt Add Si 10 B.T.
0
0
I of graphs.
b Cbargc cornpasition is theoretical compa&ion, R = rimmed stccl, K = killed steel, F = foundry returns. c Minimum residuals represented lowest C, Si, and Mn at the depth of the pxidatiqn period. d Boil rate is rate of carbon elimination per time unlt for the perlod of maxlmum violence.
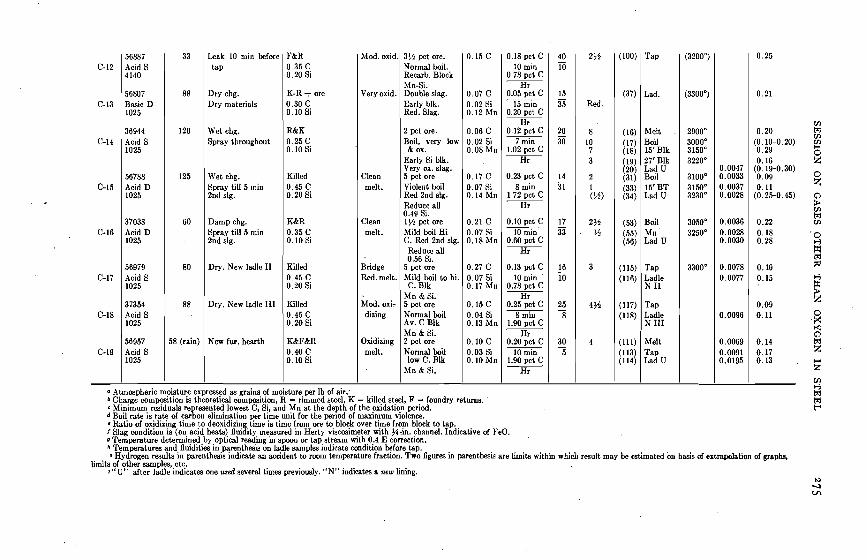
Ratio of oxidizing time to deoxidizin time is tinic froni ore to block over time from block to tap. I Slag condition is (on acid heats) 0uiiity measured in Herty viscaimeter with %<in. cbannel. Indicative of FeO. 0 Temperature determined by optical reading in spoon or tap stream with 0.4 E correction. Vemperatures and Buidities in parenthesis on ladle saniples indicate condition before tap. i Hydrogen results in parenthesis indicate an accident to rwm temperature fraction. Two figures in parenthesis are limits within which result may be estimated on basis of extrapolation
limits of other samples, ctc,. i"U" after ladle indicate one used several times previously. "N" indicates a new Lining.
33
88
120
125
60
80
88
58 (rain)
moisture
C-12
C-13
C-14
G15
C-16
C-17
C-18
C-19
a
56887 Acid S 4140
56807 Basic D 1025
36944 Acid S 1025
56788 Acid D 1025
37038 Acid D 1025
56979 Acid S 1025
37354 Acid S 1025
56957 Acid S 1025
Atmmpheric
334 pct ore. Normal boil. Recarb. Block Mn-Si. Double slag. Early blk. Red. Slag.
2 pct ore. Boil, very low & ox.
Early Si blk. Very ox. slag. 5 pct ore Violent boil Red 2nd slg. Reducc all 0.49 Si. 1% pct ore Mild boil Hi C. Rcd 2nd slg. Reduce all 0.56 Si.
5 pct ore Mild boil to hi. C. Blk
Mn & Si. 5 pct ore Normal boil Av. C Blk Mn & Si. 2 pct ore Normal boil low C. Blk
Mn & Si.
0.0047 0.0033 0.0037 0.0028
0.0036 0.0028 0.0030
0.0078 0.0077
0.0096
0.0069 0.0091 0.0195
Yod.oxid.
Very oxid.
Clean melt.
Clean melt.
Bridge Red.melt.
Mod. oxi- dizing
Oxidizing melt.
Leak 10 ruin before tap
Dry chg. Dry materials
Wet chg. Spray throughout
Wet ehg. Spray till 5 lnin 2nd slg.
Damp chg. Spray till 5 niin 2nd slg.
Dry. New ladle I1
Dry. New ladle 111
New fur. hearth
expressed as grains of
Tap
Lad.
Melt . Boil 15'Blk 27'Blk Lad u Boil 15'BT Lad U
Boil Mn Lad U
Tap Ladle N I1
Tap Ladle N 111
hlelt Tap Lad U
F&R 0.35 C 0.20 Si
K-R + ore 0.30 C 0.10 Si
R&K 0.25 C 0.10 Si
Killed 0.45 C 0.20 Si
K&R 0.35 C 0.10 Si
Killed 0.45 C 0.20 Si
Killed 0.45 C 0.20 Si
K&F&R 0.40 C 0.10 Si
moisture per Ib of air:
(32004
(3300')
2900" 3000" 3150" 3220"
3100' 3150" 3230"
3050' 3250"
3300'
0.15 C
0.07 C 0.02 Si 0.12 Mn
0.06 C 0.02 Si 0.08 Mn
0.17 C 0.07 Si 0.14 Mn
0.21 C 0.07 Si 0.18 Mn
0.27 C 0.07 Si 0.17 Mn
0.15 C 0.04 Si 0.13 Mn
0.10 C 0.03 Si 0.10 hln
0.18 pct C 10 min
0.78 pet C ' Hr 0.05 pet C ' 15 min 0.20 pet C
Hr 0.12 pet C
7 min 1.02 pct C
Hr
0.23 pet C 8 min
1.72 pct C Hr
0.10 pct C 10 min
0.60 pet C Hr
0.13 pct C - - 10 min
0.78 pet C Hr
0.25 pet C 8min 1.90 pet C
Hr 0.20 pet C - -
10 min 1.90 pet C
Hr
(100)
(37)
(16) (17) (18) (19) (20) (31) (33) (34)
(53) (55) (56)
(115) (116)
(117) (118)
(111) (113) (114)
10
15 35
20 30
14
17 33
16 10
25 2
30 5
254
Red.
8 10 7 3
2 1 (31)
2 4 $6
3
436
4
276 PROCEEDINGS OF ELECTRIC FURNACE STEEL CONFERENCE, 1949
possible, the heat is deoxidized with simul- samples the glass tubes were cracked in taneous additions of ferromanganese and shipment and a complete study of some of ferrosilicon. Where physical quality is the these heats is not possible. However, in primary concern, all manganese and silicon every case either the tap or the ladle
FIG 3-EXTERNAL VIE\V O F SPECIAL SHIPPING BOX
FIG 4-INSIDE VIEW OF SHIPPING BOX.
is added 3 min before tap. Where chemical control is more important, a mild block of 0.40 pct M n and 0.20 pct Si is added 5 to 10 min before t ap on a slightly oxidizing slag. All carbon heats in this report were deoxidized in the ladle with an aluminum addition chosen to give a residual of 0.03 to 0.08 pct Al.
Unfortunately, on many of the earlier
analysis is available from which the overall melting practice can be evaluated. On many of the samples on which the room- temperature fraction was lost, reasonable estimates could be made on the basis of the volume of gas before shipment, the usual range of concentration of the evolved gas, the usual range of proportionate evolution a t room temperature, etc. This estimated
SESSION ON GASES OTHER ,
THAN OXYGEN I N STEEL 2 7 7
fraction plus the retained fraction that was analyzed permitted an estimation within sufficient limits for some conclusions. Such estimates are indicated by two limiting numbers in parenthesis.
Heat No. C-I is characterized by a later boil than usual because of a "reducing" meltdown. A 0.25 pct C steel was made in an acid-lined, electric-arc furnace on a fairly low-humidity clay (52 grains of moisture. per pound of air). The charge consisted of 70 pct killed steel (scrap shells) and 30 pct rimmed steel (plate), averaging a theoreti- cal composition of 0.35 C and 0.15 Si. Dur- ing the meltdown, the charge bridged tem- porarily, producing a more "reduced" melt characterized by higher silicon in the metal and a large volume of high-Si02, low-FeO slag. Consequently, the 2 pct ore addition was sufficient to little more than oxidize some excess silicon and produce a mildly oxidizing slag. The short carbon boil ob- tained was later and a t a higher tempera- ture than no;mally encountered. Carbon was lowered only to 0.30 pct. Another I
pct ore was added and a violent boil was obtained immediately that carried the com- position to 0.18 C, 0.06 Si and 0.15 Mn. The heat was considered normal from this point on. Seven minutes before tap a block of 0.40 Mn and 0.20 Si was added on a slag that measured 4 in. in a Herty-type vis- cosimeter with a I/i-in. channel. The bal- ance of the manganese and silicon were added 2 min before tap on a 3-in. slag and the heat tapped a t an optical temperature of 3200°F. The tapping ladle had been used several times before. The second boil elimi- nated 0.12 C over a period of 9 min for a maximum violence rate of 0.80 C per hour.
The time from the first ore addition to the first deoxidizer was 35 min and the time from block to tap was 7 min.
The only satisfactory determination on this heat was the tap sample, which con- tained 0.13 rel. vol. of hydrogen. On both the boil and the ladle samples, the room- temperature fractions were lost from acci-
dents in shipment. However, it seems safe to estimate the boil samplee between (0.11-0.22) rel. vol. and the ladle sample (0.13 to 0.20) rel. vol. These results seem sufficient to conclude that hydrgoev con- tent of this heat was reasonably low and not seriously handicapped by this charac- teristic late boil.
Heat No. C-2 was a test of a wet charge and high atmospheric humidity. A charge of similar composition but wet from rain was melted on a rainy day of high humidity. The meltdown was the other extreme, very oxidizing. During melting, solid scrap con- tinued to fall into the pyol, keeping the temperature low and the slag-oxidizing.
The 2.5 pct ore addition to a bath already 'low in silicon and manganese and high in FeO boiled the heat to an unusually oxi- dized level of 0.10 C, 0.03 Si, and 0.10 Mn with an 8-in. slag. The electrodes were dipped to raise the carbon and clean up the slag. After that the heat was normal and was blocked with manganese and silicon 6 min before tap. The boil sample contained an estimated (0.10-0.20) rel. vol. the t ap sample 0.21 rel. vol. and the ladle sample 0.15 rel. vol. The tap sample seems out of line with the other two. I t may be debated whether the hydrogen increased from boil to tap, then decreased from tap to ladle, or whether the tap sample from a still bath might not have been as representative as samples following the mixing action of the boil or tapping.
On C-3 the melt procedure is probably most nearly average practice except for an intentionally wet charge and water sprayed into the furnace throughout the heat. A special spray cap with eight X6-in. holes was placed on the end of a 3i-in. pipe and inserted into the furnace through a hole just below the roof ring. Water was sprayed into the center of the furnace a t the rate of approximately fb gal per min. A rusty charge of foundry returns and killed wrought steel was melted in a moderately oxidizing manner. A 3 pct ore addition pro-

duced a boil of normal violence and average residuals. The heat was left open until all the manganese and silicon was added 3 min before tapping into a used ladle. I n spite of the extreme exposure to moisture, hydrogen content of the final ladle sample was only 0.18 rel. vol. No pinholes were found in the castings or in a special wedge- shaped specimen cast in green sand as a porosity test.
Heat No. C-4 was intended to test a short boil to a high ore-down carbon in the definite presence of moisture from the.water spray. I n making 0.40 pct C steel a similar wet charge was melted on a day of high humidity with water sprayed into the fur- nace throughout the heat. Only 1 . 5 pct ore was added. A short, relatively mild boil produced a high ore-down carbon of 0.28
pct and relatively high residuals of 0.06
Si and 0.19 Mn. Several additions of re- carburizing pig iron were made, producing further'mild boiling. The heat was finished with no preliminary block and tapped a t 3200' into a used ladle. Hydrogen content a t melt was 0.19 rel. vol., after the boil 0.29 rel. vol., before the manganese and silicon an estimated (0.16-0.27) rel. vol., and from the ladle 0.18 rel. vol. Among these results the melt and boil samples were hardest to reconcile. If both are representa- tive samples, hydrogen seemed to be in- creased by the boil. Such an increase could conceivably have been experienced because of the mildness of the boil and the high po- tential hydrogen in the atmosphere. At any rate, no pinholes were encountered, and it seems safe to conclude that the overall melting procedure of this heat was suffi- ciently resistant to the excess moisture in the furnace atmosphere to produce a steel of average commercial quality.
All four of these heats finished with hydrogen contents between 0.15 and 0.20
rel. vol. From these it can be concluded that in making this type of steel from this type of charge with a vigorous boil and very short deoxidizing periods, reasonably low
NACE S T E E L C O N F E R E N C E , 1949
hydrogen contents are likely to be obtained under any deviations of furnace practice and any exposure to furnace moisture likely to be encountered in our plant.
The next four heats were produced with essentially no boil. The oxidized condition was obtained but the charged carbon was too low to generate the violent evolution of CO gas generally considered necessary for low hydrogen. Most effective phos- phorus removal in the basic electric furnace requires such a gradual oxidation during melting that insufficient carbon is left for a violent boil. Because of occasional raw- material situations, it has been advantage- ous to melt charges made up almost entirely of low-carbon plate scrap. Without some carburizing addition, such charges melt too low in carbon to generate a vigorous boil. I n order to evaluate such a practice from the standpoint of hydrogen, four heats of this type were studied, one dry, one with a n accidental leak, and two intentionally sprayed with water.
On C-5 a dry charge of rimmed steel was melted on a day of relatively low atmos- pheric moisture and with no known addi- tional source of hydrogen except possibly the rust on the scrap. With no ore added and essentially no boil, an 0.08 pct carbon resulted along with very low residuals, and a very oxidizing slag. The heat remained in this extremely oxidized condition until 3 min before tap when all the silicon, man- ganese, and recarburizing pig were added on a slag that measured 6 in. and analyzed 29.6 pct FeO. Hydrogen content a t melt was 0.21 rel. vol. a t tap ( O . O ~ - . I I ) * rel. vol., and from the ladle 0.12 rel. vol. This is one of the lowest contents reported in the literature.
Heat No. C-6 was intended to check such
* The room-temperature fraction of 0.45 ml was lost after having been measured a t Battelle. Had the evolved gas been roo pct hydrogen the sample could not have exceeded 0.12 rel. vol. Gases evolved from a number of ladle samples ranged from 70 to 95 pct hydrogen. If within this range hydrogen concentration of the sample would be 0.09 to 0.11 rel. vol.
THAN OXYGEN IN STEEL 279
a practice against the definite presence of moisture. A wet charge was melted on a humid day with water sprayed into the furnace throughout the heat. Melting practice was identical with the previous heat, with similar low residuals and a very oxidizing slag. This heat was in a molten oxidizing condition jo min and in the fur- nace after deoxidizers only 3 min. Final slag before the manganese and silicon measured 6 in. and analyzed 34.4 pct FeO. Hydrogen content a t tap was 0.15 rel. vol. and from the ladle 0.17 rel. vol. No pinholes were encountered. With the exception of the difficulty of skimming the thin slag, casting quality was not adversely affected. Although o.oj rel. "01. higher than the dry heat, final hydrogen was surprisingly low in vicw of the absence of a vigorous boil and the approximately 40 gal of water sprayed into the furnace during the heat. For all practical purposes, absorption of hydrogen from a high moisture atmosphere was prevented by some chemical condition which obviously could only be an extreme state of oxidation. This seems to be a prac- tical application of some cquilibrium studies indicating decreased hydrogen solubility with increased Fe0.12,1Wowever, this oxidized condition included several things that might affect hydrogen. The high FeO and low Si and Mn residual in the metal would be expected to decrease hy- drogen solubility in the metal itself. The high FeO in the slag might offer more pro- tection from the moisture saturated at- mosphere above. On the other hand, the more oxidizing atmosphere would con- ceivably decrease the decomposition of water to hydrogen
by increasing the concentration of one of the products and shifting the equilibrium toward the left. However, this experience might apply only when the potential source of hydrogen is in the atmosphere above the slag. Further research will be necessary to
determine the effect of moisture added directly to the slag or directly to the bath beneath, the slag;
On C-7 similar practice was intended on the same type charge, wet and sprayed throughout. I n addition, green wooden poles were plunged into the babh a t four intervals for periods of 30 sec each to deter- mine the effect of moisture sources exposed directly to the bath. I n addition, this heat was tapped into a newly lined ladle whose preheating had been followed with a pyrometer. This heat was given every ex- posure to moisture conceivable and every rule broken except one, the maintenance of an oxidized condition. Unfortunately, this heat was not as oxidized as planned and another variable was included. Because of a bridge in melting, the slag was lower in FeO and higher in SiOz, and metal residuals were not as low as the two previous heats. By tap time slag fluidity was 3 in. and no more oxidizing than normal. Hydrogen content as melted was 0.19 rel. vol. Forty minutes later, with continuous water spray- ing and after exposure to the green poles, hydrogen had increased to 0.25 rel. vol. a t tap. This is a 0.06 rel. vol. increase over the melt and 0.10 rel. vol. higher than the previous heat a t tap. No doubt the source of moisture under the slag supplied by the poles could have been a more readily ab- sorbed source of hydrogen. However, a possible effect of the less oxidizing condition must be recognized. Further research will be necessary to separate these possibilities. The ladle used was lined with a rammed mixture of one third clay ,and two thirds ganister. After air drying several days, the ladle was placed on a vertical heating wall, heated slowly for 18 hr up to a temperature of 1600°F, and then increased in four more hours to a maximum temperature of 23800F. I n spite of such preheating, hydro- gen was increased from 0.25 rel. vol. to 0.32 ' rel. vol. from the ladle. Since the lining was certainly physically dry, this 0.07 rel. vol. increase can be accounted for only by the

NACE STEEL CONFERENCE., 1949
combined water of the clay that was n i t completely removed by this heating cycle.
Heat No. C-8 was a basic single-slag heat run on a furnace bottom that had been filled with water over the weekend by an overhead leak. The furnace was drained, surface dried for one hour, and charged. Very early another leak developed, which dripped water into the bath throughout the heat. An extremely oxidized practice simi- lar to the three previous heats was chosen. Several mild boils occurred and more car- bon was lost in melting and recarburizing, but no vigorous boil was obtained. The bath was carried to a low carbon, low resi- duals, and a very oxidizing slag, which was maintained until the silicon and manga- nese addition 3 min before tap. Hydrogen content between mild boils was an esti- mated (0.19-0.37) rel. vol. and final hydro- gen in the ladle was 0.27 rel. vol.
From these four heats, some evidence seems present that the chemistry of an ex- tremely oxidized metal-slag-atmosphere system either limits or retards hydrogen absorption. This suggests another approach
.to a low hydrogen with the emphasis on prevention of absorption rather than im- proved elimination. This method, however, would require the assurance of melting low in hydrogen, which has been accomplished only with a rimmed-steel charge. Further research will be necessary to determine whether a low enough hydrogen melt is possible with large proportions of foundry returns and more deoxidized scrap. Fur- thermore, this practice in all but a few cases would be less practical than the normal boil, and from the limited evidence it is less effective against high moisture atmos- pheres. Of the three extremely oxidized heats sprayed with water, one was equal but two were higher than the two boiled heats that were sprayed.
Cast Iron
The next three heats (C-9 t o C-12) are cast irons made synthetically in the electric
furnace from steel scrap. A steel charge was melted on a n excess of fine graphite, a car- bon content of about 3.50 pct was absorbed, and 2 pct silicon was added a few minutes before tap. This method.produced a very low-phosphorus iron a t a time when pig iron was scarce. On all three heats the charge and all additions were perfectly dry and the only sources of hydrogen recognized were the hydrogen of the charged steel and moisture in the air.
Heat C-9 was made in a basic-lined fur- nace on a day of low humidity. Hydrogen content before tap was 0 . 1 2 rel. vol. and from the ladle 0.13 rel. vol. The heat was neither oxidized nor boiled. Excess carbon was present but residual silicon was very low until the addition just before tap. Since no part of the heat could be expected to eliminate hydrogen, it was presumed that the rimmed-steel charge melted very low in hydrogen and little more was absorbed be- cause of the relatively low humidity and the absence of additional sources of moisture.
For cast-iron heat C-10, the same charge was melted but in an acid furnace. The principal difference was the tendency to re- duce a few points of silicon toward the end of the heat. Moisture in the atmosphere was more than twice as high as the previous basic heat. The ladle hydrogen of this heat was 0.19 rel. vol. This is considerably higher than the 0.13 rel. vol. of the basic heat but the higher humidity seems ade- quate cause.
Cast-iron heat C-11 was also melted in an acid furnace. However, a charge of 0.20 pct Si killed steel was melted instead of the 0.02 Si rimmed steel of the other two heats. This charge retained a higher residual silicon throughout and reduction of more silicon started earlier and proceeded further than on the previous heat. Atmospheric hu- midity was midway b'etween the other two heats, which would suggest a hydrogen of about 0.16 rel. vol. purely on the basis of the atmospheric difference. However, actual

SESSION ON GASES OTHER THAN OXYGEN IN STEEL 2 8 I
hydrogen content a t tap was 0 . 2 1 rel. vol. This highest hydrogen of the three might be attributed to a higher content in the killed-steel charge, or i t could be caused by more favorable conditions for absorption due to lower FeO and higher Si throughout the heat.
Hydrogelz Pickrrp after Deoxidotiolz
The next five heats (C-12 to C-16) were directed toward a study of hydrogen pickup after deoxidation. A statistical study has indicated that on acid heats of this type of steel better ductility is obtained if the heats are not deoxidized too early or if the slag does not become too low in Fe0.27 How- ever, in some basic processes and on some alloy types of steel, certain compensating advantages can be realized from an earlier deoxidizer addition or a reducing slag. The quantitative effect of various states of deoxidation on hydrogen absorption should be better understood. Previous research has indicated that, in general, steel has more affinity for hydrogen after deoxidation and especially during the reducing period of the basic double-slag heat. This completely deoxidized state includes a number of con- ditions that might contribute toward greater hydrogen absorption: a mechani- cally quiet bath, the presence of deoxidizing elements in the metal, a very low FeO in the metal, virtual absence of FeO'in the slag, a reducing atmosphere above the slag, and others. However, this represents the ultimate state of deoxidation and not all these conditions are met in every steel bath
.
that is considered deoxidized. An acid slag might be reducing to silica and yet contain over 10 pct FeO. Furthermore, small addi- tions of deoxidizers may be added to an oxidized bath and slag, deoxidizing the bath several minutes before equilibrium forces can bring the slag to a n equivalent state of deoxidation. On the other hand, the slag might be made "reducing" without any deoxidizer addition to the bath. I n the first case the metal bath is made to lead the slag
and in the last case the slag leads thc metal in the deoxidation process. The question arises, which is most conducive to hydrogen pickup, a deoxidized slag or a deoxidized bath?
C-12 is an acid heat of SAE 4140 steel (Cr and Mo) on which a n overhead leak dripped water into the furnace for 10 min after a preliminary deoxidizer addition. The charge consisted of half foundry returns and half rimmed scrap with molybdenum added. The heat was given a vigorous boil to a normal'level, recarburized with pig iron and blocked 10 min before tap with a n addition of 0.40 pct hfn and 0.20 Si to a 4-in. slag. Chromium was added 4 min be- fore tap and the remainder of the manga- nese and silicon 2 min before tap. The leak was discovered 10 min before tap. Hydro- gen content of this steel a t tap time was 0.25 rel. vol. Heats with similar practice and no additional moisture ran 0.11 to 0.15 rel. vol. Heats left oxidizing and sprayed . with water ran 0.17 to 0.18 rel. vol. indi- cating a .o.og rel. vol. increase from the extra water on an oxidizing bath. The 0.25 rel. vol. of this heat with a leak on a deoxi- dized bath suggests a hydrogen content 0.12 rel. vol. higher than if no leak had developed and probably 0.07 rel. vol. higher than if the heat had not been blocked during the time of the leak. This theorizing ignores the possibility of some increased affinity for hydrogen produced by the al- loys present.
However, no pinholes were encountered and this hydrogen content was not higher than the apparent average of open-hearth steels. For acid practice, this is typical of :L so-called deoxidized bath, a minimum de- oxidizer addition to a bath under a slightly oxidizing slag of 15 to 2 j pct FeO content. More hydrogen might have been absorbed under more highly deoxidized conditions.
Heat No. C-13 is typical of a basic double-slag practice with a reducing second slag. Ore and rust in the charge made this charge melt very oxidizing and low in car-
I
282 PROCEEDINGS OF ELECTRIC FURNACE STEEL CONFERENCE, 1949
bon, manganese and silicon with no more thanseveral mild boils. Slag was drained- to remove phosphorus. A reducing slag mix- ture of dry lime, fluorspar, graphite, and fine calcium-silicon was added, followed by recarburizing pig iron and a block'of 0.40
pct Mn and 0.20 pct Si. The bath remained quiet and deoxidized for a total of 35 min, the last 10 min of which the slag was defi- nitely reducing, as indicated by a carbidic slag.. All additions were dry and .the ladle and spout had been used several times. Only the ladle sample was analyzed. Hy- drogen content was 0.21 rel. vol. This is apparently equal to or lower than the average for basic heats of this type. How- ever, in view of the care exercised in keep-' ing materials dry and the average humidity, this is rather high in comparison with the more oxidized acid heats.
C-14 is an attempt to investigate the hydrogen-absorption tendencies of a sup- posedly deoxidized bath under an oxidizing slag. A charge of rimmed and killed wrought scrap was soaked, and melted with water sprayed throughout the heat. As intended, a 2 pct ore addition produced a boil of nor- mal violence but ending with unusually low residuals of 0.06 C, 0.02 Si and 0.08 Mn and a vkry high FeO slag. A deoxidizing addi- tion of 0.40 pct Si was made to this highly oxidized bath. Gradual oxidation of silicon required replacement with several other silicon additions. A total silicon addition of 0.90 pct was added to obtain the final of 0.42 pct. This condition was maintained for 30 min with the water being sprayed. Manganese was added 3 min before tap. Hydrogen a t melt was 0.20 rel. vol.; after the boil an estimated (0.1oro.20) rel. vol., I j min after the block 0.29 rel. vol., 3 min before tap 0.16rel. vol., and from the ladle an estimated (0.1gro.30) rel. vol. According to these samples hydrogen jumped up and down several times during the heat. This could justify suspicion of certain samples but no basiswas found for suspecting one more than others. On the other hand, some
occurrences between samples might be theorized as the basis for the hydrogen change. At the time the 15-min block sam- ple was caught, a slight bubbling activity was observed on the bath, hardly vigorous enough to be called a boil and producing no . significant carbon drop. More silicon was added to restore that lost, and the activity subsided. This very nearly happened again about 8 min later before the next silicon addition.
It seems very likely that the 0.20 rel. vol. melt was decreased to about 0.15 rel. vol. - by the boil and then increased after the block to the 0.29 rel. vol. Then as the sili- con was depleted by oxidation from the metal and the FeO of the bath increased, some hsydrogen could have been rejected because of decreased solubility, accounting for the drop to 0.16 rel. vol. If this did occur, the activity observed might have ,
been principally a hydrogen boil rather than a carbon boil. Of course, one erroneous sample would destroy the basis of this ex- planation and make other theories just as likely. No conclusions should be - drawn from any one heat; especially this one that was so hard to keep up with. The author would like to see this occurrence repeated with closer observation of bath activity and more samples. Also, another heat might be run in a similar way but keeping the silicon level higher and maintaining the oxidizing slag by several FeO additions.
The next two heats, C-15 and C-16, were intended to investigate the other extreme, a reducing acid slag with no deoxidizer added to the bath. Of course, such a slag ultimately deoxidizes the metal bath and the reduction reaction supplies a silicon content to the steel. I t was intended to spray these heats throughout. However, an arc could not be maintained on the viscous low-FeO slags, and the spray had to be re- moved. As a result, these heats were ex- posed only to atmospheric moisture during the reducing period under investigation.
On C-15 a charge of killed steel was

SESSION ON GASES OTHER THAN OXYGEN IN STEEL 283
melted under a continuous water spray. Humidity was high. A 5 pct ore addition produced one of the most violent boils, reaching a maximum carbon elimination rate of 1.72 pct per hour. By driving the furnace hard, the carbon was carried to 0.17 C with 0.07 Si and 0.14 Mn. The slag was drained and a second reducing slag gdded, consisting of a mixture of sand, lime, araphite, fine ferrosilicon, and manganese oxide. A recarburizing addition of 0.08 pct C was made. Within a few minutes the slag began reducing silicon with all the "puffing and blowing" associated with the process. The water spray had to be removed. The steel remained under this slag for 31 min. h.lauganese was added 2 min before tap. No silicon was added; the final of 0.49 pct Si was all obtained by reduction. Hydrogen content after the boil was 0.09 rel. vol., midway of the second slag 0.11 rel. vol., and from the ladle an estimated (0.25 to 0.45) rel. vol. and more probably (0.30 to 0.40) rel. vol. I n all probability this was the highest content in the carbon steels investigated.
One -significant observation from this heat was the very low hydrogen obtained after the boil in spite.of the water spray. This can be most readily attributed to the extreme violence of the boil. Neither the length of the boil nor the lowest carbon were excessive. A second conclusion is the obvious increase in hydrogen under the reducing slag even with liberal allowance for experimental error.
Heat No. C-16 was finished with a simi- lar long period under a reducing acid slag. Again the water spray had to be removed before real reducing conditions had been developed. Atmospheric moisture content was less than half that of the previous heat. The principal difference in working the heat was the relatively mild boil, with a maximum elimination rate of 0.60 pct C . per hour. The same second slag was added and all 0.56 pct 'Si obtained by reduction. Hydrogen content after the boil was 0.22
rel, vol., 3 min before tap 0.18 rel. vol., and from a used ladle 0.28 rel. vol.* Although the'o.28 rel. vol. final hydrogen was high compared with more oxidized heats, the major portion was not absorbed under the reducing slag, but retained after the boil.
This seems further confirmation that a 'steel bath seeks an equilibrium between its capacity for hydrogen and the external source of hydrogen. When hydrogen con- tent is low and below this equilibrium, the tendency to increase is much greater than when already high and approaching or above this equilibrium level.
'Hydrogeit Pickup f r o m N e w l y Lined Ladles
The objective in heats C-17 and C-18 was a study of hydrogen pickup from newly lined ladles. Previous research has indi- cated that hydrogen is absorbed readily from wet ladles and sources of moisture contacting the steel in its finished and de- oxidized condition. With the exception of wet ladles, hydrogen changes upon tapping have been controversial and evidence has been conflicting. Hare and Soler indi- cated decrease of hydrogen upon tapping. Wentrup and associates experienced an average increase from tap to ingot mold on acid open-hearth heats but a decrease on basic open-hearth heats. Of the heats studied by Sims and associates, roughly half showed no change or a slight loss upon tapping while the other half showed in- creases of 0.05 to 0.16 rel. vol. I t was in- ferred that inadequately dried ladles were the probable causes of the increases but only two newly lined ladles were specifically indicated.
On heat C-5 a n increase of 0.07 rel. vol. from a newly lined ladle has already been pointed out. From this it appears that a physically wet ladle is not necessary for hydrogen absorption. I n all probability the
* T h e lower middle sample is hard t o explain. From a sampling s tandpoint th is sample f r o m a quiet b a t h would be more readily questioned t h a n t h e boil and ladle samples t h a t followed considerable mixing o f t h e ba th .
284 PR'OCEEDINGS OP ELECTRIC FUR1 XACE STEEL CONFERENCE, 1949
combined water in the clay is retained.at a considerable temperature and can serve as a source of hydrogen. I t was felt some quantitative correlation between ladle pre- heating and hydrogen pickup should be
..attempted. Principal objective was to de- termine if a "green" ladle could be given any preliminary treatment that would completely prevent hydrogen pickup. The next step would be to find theheating cycle that appears to be the best compromise be- tween the cost of the absorbed hydrogen ancl the cost of ladle treatment.
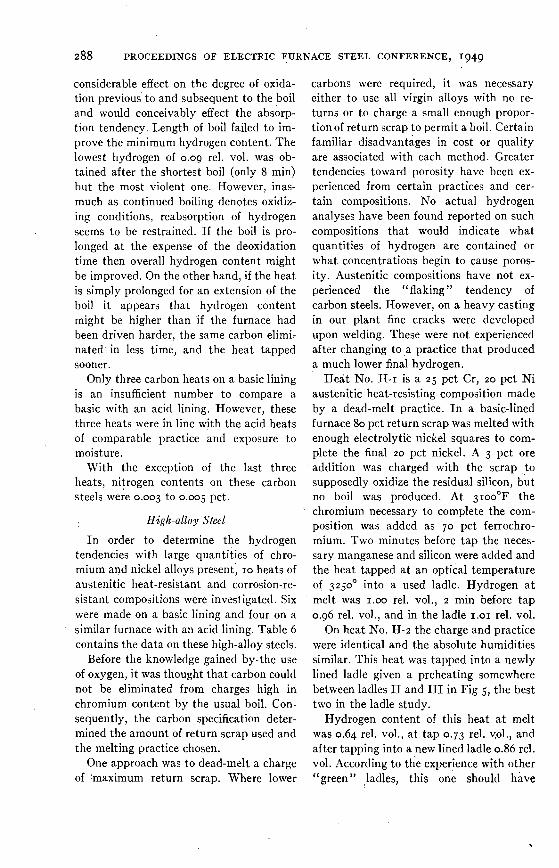
The preheating schedules of three ladles were followed with pyrometers. Sufficient variety was chosen to give some indication of the most important qualification of pre- heating. Temperatures were plotted against times in Fig 5 . All ladles were rammed from a mixture of one third clay and two thirds ganister. After air drying for several days, each one was placed on a vertical heating wall.
Ladle I, used on heat No. C-5, w$s brought up to 500' in 3 hr with a gas flame. Left overnight, the temperature reached 800°F by the sixteenth hour. A gas and air burner then was opened wide, heating the ladle in six more hours to its maximum temperature of 2380°F before it was tapped into. Hydrogen content increased from 0.25 to 0.32, rel. vol. for a 0.27 rel. vol. increase from this ladle lining.
Ladle 11, used on heat No. C-17, was heated for essentially the same period of time but a t a much higher temperature level all the way. The cycle included: up to 1600° in 4 hr, 1600° to zoooO for 13 hr, from 2000' to a maximum of 2800°F in 5 hr. No increase of hydrogen was experienced from this ladle. Actually a decrease of 0.04 rel. vol. was realized, from 0.19 rel. vol. a t tap to 0.15 rel, vol. in the ladle. Although the heating cycle ,was extremely severe and often could not be justified, i t seems con-. clusive proof that hydrogen pickup from a new ladle can be prevented, a t least on this type of steel.
Ladle 111, used on heat No. C-18, was given no gradual heating period. The tem- perature was pushed up to 2ooo°F in I hr and to 2400' in three more hours. A tap hydrogen of 0.09 re]. vol. increased only to 0.1 I rel. vol. A 0.02 rel. vol. is a negligible increase, especial1 y for such a low hydrogen content.
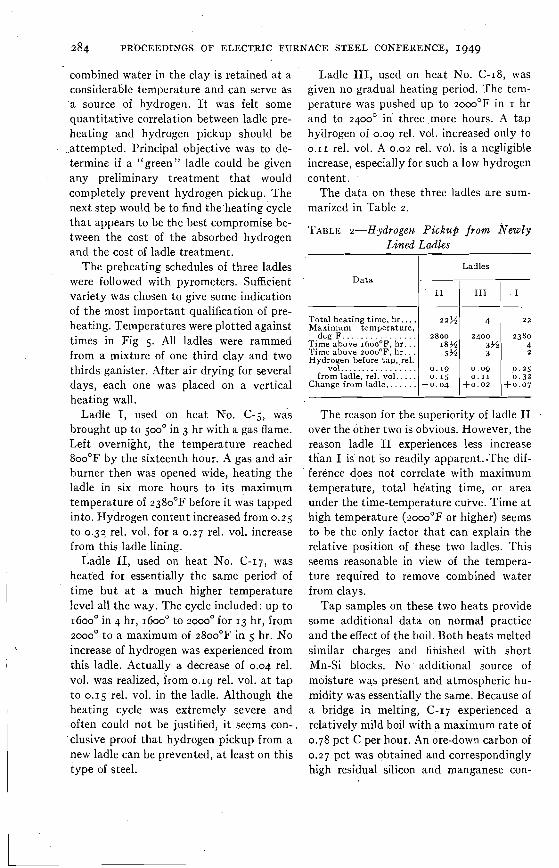
The data on these three ladles are sum- marized in Table 2.
TABLE 2-Hydrogen Pickup from Newly Lined Ladles
I Ladles
Data 1 I1 111 ' I
Total heating time, hr. .. . 2255 4 22 Maximum temperature.
deg F . . . . . . . . . . . . . . . . 2800 2400 2380 Time above 1600°F, h r . . . 1 8 h 355 4 Time above zooo0F. h r . , 1 2 1 2 Hydrogen before tap, ;el.
fr;2'iiiii: iLi.."gi.: 1 : : 1 ;i - 1 E::; 1 ;i Change from ladle.. . . . . . - 0.04 + o . 02 + o . 07
The reason for the superiority of ladle I1 over the other two is obvious. However, the reason ladle I1 experiences less increase than I is not so readily apparent..The dif- ference does not correlate with maximum temperature, total heating time, or area under the time-temperature cui.ve. Time a t high temperature (2000°F or higher) seems to be the only factor that can explain the relative position of these two ladles. This seems reasonable in view of the tempera- ture required to remove combined water from clays.
Tap samples on these two heats provide some additional data on normal practice and the effect of the boil. Both heats melted similar charges and finished with short Mn-Si blocks. No additional source of moisture was present and atmospheric hu- midity was essentially the same. Because of a bridge in melting, C-17 experienced a relatively mild boil with a maximum rate of 0.78 pct C per hour. An ore-down carbon of 0.27 pct was obtained and correspondingly high residual silicon and manganese con-

SESSION ON GASES OTHER THAN OXYGEN IN STEEL 2 8 ~
tents. However, a better melt on C-18 enabled the same ore addition to produce the most violent boil of this investigation, a maximum rate of 1.90 pct C per hour, an ore-down carbon of 0.1 j pct and residuals more nearly normal. Hydrogen contents a t tap were 0.19 rel. vol. for the milder boil and 0.09 rel. vol. for the violent boil.
Hydroge~t Pickup front N e w l y Lilted Hearth
Since hydrogen pickup has been experi- enced bn green ladles, the possibility of equal or greater absorption from a newly lined furnace hearth was considered. The acid furnace hearths are lined with the same rammed material as the ladles and given less preheating. Heat No. C-9 was produced on such a new hearth. A 2 pct ore addition generated a boil of normal violence and a low ore-down carbon of 0.10 pct. The heat was blocked 5 min before tap with 0.40 pct Mn and 0 . 2 0 pct Si. Hydrogen content as melted was 0.14 rel. vol. The boil sample was inadequately killed with aluminum and analysis was not attempted. Tap sample was 0.17 rel. vol. and the lxdle sample 0.13 rel. vol. Hydrogen content of this heat compares closely with others with similar practices. Very little, if any, increase can be attributed to the "green" hearth al- though moisture should have been present in greater amounts than in the ladles. The most likely explanation seems to be that the water was driven off during the melting and oxidation stages when the oxidized condition of the steel prevented absorption to any significant extent. Such a hearth might prove more detrimental to an alloy heat, a carbon heat with a less oxidized meltdown, or a different type of charge.
~ y d r o ~ e n Ranges
A survey of the carbon heats by groups provides some correlation trends between hydrogen content and general practice. A condensed summary is given in Table 3.
The hydrogen ranges of the four groups were as shown in Table 4.
The highest hydrogen heats, as a group, were those deoxidized early or finished under reducing slags. The lowest group were those made by the currently normal practice of a vigorous boil, extended oxidiz- ing period, and minimum deoxidation period. Intermediate hydrogen concentra- tions were obtained from charges of rimmed stecl not boiled but melted and kept very oxidizing.
I n each of these groups, heats exposed to additional moisture o r high atmospheric humidity were generally in the upper part of their respective ranges and slightly higher than drier heats. However, chemical condition of the steel seems to be a more dominant factor in absorption. Some of the oxidized heats absorbed less hydrogen when sprayed with water than was absorbed by some of the reducing heats from the natural humidity of.the atmosphere.
The low hydrogens from the rimmed steel charges without boiling suggests that all charges do not invariably melt high in hydrogen and require extensive elimina- tion. However, on the basis of the experi- ence of this investigation, rimmed-steel scrap would be expected to melt lower in hydrogen than most other types. Such steel was originally produced under such oxidiz- ing conditions that a very high hydrogen content as melted would have been pre- vented. The absence of deoxidizers plus the gas evolved would have carried away much of the hydrogen during solidification of the ingot. More hydrogen would be expected to have left the thin section plate over a period of years of service and another period oi months on the scrap pile. This would mean relatively little hydrogen left in the scrap plate by the time it was charged into the furnace. Preheating prior to fusion by the arc might drive out still more hydrogen if the moisture content of the surrounding atmosphere were not too high.
The more deoxidized killed steel and cast- steel scrap would be expected to contain more hydrogen both because of the possibil-
286 PROCEEDINGS OF ELECTRIC FURNACE STEEL CONFERENCE, 1949
ity of higher content as melted as well as For these reasons the makeup of the charge proportionately less loss by natural aging. seems important. Gates and risers of cast steel 'might be re- The experiences on these rimmed-steel turned and charged for remelting within a charges should not be applied to charges
TABLE .?-Su?nrnarv o f Final Hydrogen Cof~lents. Carbon. Sleels
No.
I Hydrogen. Rel. Vol.
Moisture Characteristic of Practicc 1 Tap / Ladle
Atm..
- -
Violent boi l 8' Mn-Si block Late boil. 7' Mn-Si block Mild higi C boil; 10' Mn-Si block Low C, ox. boil; 6' Mn-Si block ,
Low C, ox boil; 5' Mn-Si block Normal boil; 3' all Mn-Si Mild high C boil; 3' all Mn-Si
Dry . Dry Dry Damp chg. New hearth Wet spray Wet spray
I
No boil. Low-C charge. Very oxidizing throughout. No block
Normal
88 52 80 95 5 8
Dry No boil; 3' all Mn-Si (-0.10) 0.12 Wet spray No boil; 3' all Mn-Si Wet spray. Pole Ditto, but less oxidizing Wet hearth. Leak Basic. Mild boils; 3' all Mn-Si 0.27
practice. Vigorous boil. Short or no block
I I I I I Cast irons from steel chg. No boil; no oxidation
I 8 . , I I
C-g C-lo C- r I
few days after casting and before much hy- drogen had been lost, especially from the heavier sections. Furthermore, if a deoxi-
TABLE 4-Hydrogen Ranges
Dry (basic) Rim chg. Dead melt with C + Si 0. 13 Dry (acid) Rim chg. Dead melt wlth C + Si Dry (acid) Kill chg. Dead melt with C + Si
Earlier deoxidizer addition and/or reducing slag
Practice
Vigorous boil; oxidized; short deox. time.. . . . . . . . . . . . . . . . . . o . 11-0.18
No boil; oxidized t/ 10.12-0.27
C-12 C-13 C-IS C-16 C-14
No boil: excess C but no deoxi- I 1
" Atmospheric moisture in grains.per pound of dry air. b Indicates unusual increase in tapping from new 1ined.ladle.
108 125 60
Late leak , Dry Early spray Early spray Wet spray
dizers all dry.. . . . . . . . . . . . . . . Early debxidizer or reducing slag;
long deox. time.. . . . . . . . . . . . .
dized bath absorbs hydrogen more readily than an oxidized bath, a deoxidized charge would be expected to absorb hydrogen more readily in melting than an oxidized charge.
140 steel. Boil. 10' Mn-Si block k ed. 2nd slag and block (basic) '
Violent boil. Red. 2nd slag. Mild boil. Red. 2nd slag. Early Si block, very ox. slag.
made up of higher percentages of cast steel usually used, without some further investigations.
The practice that produced the lowest hydrogens under all conditions was a com- bination of a vigorous boil and an extended oxidized condition. Apparently, the boil functions principally in elimination and the prolonged oxidized condition in the pre- vention of absorption. Seven of such heats finished with ladle contents ranging 0.11 to 0.18 rel. vol. One of these melted a wet charge, one melted on a green hearth, and two were sprayed with water throughout. A vigorous boil seemed more effective in counteracting a moisture-saturated atmos- phere than any other condition.
0.25 0 . 2 1
(0.25-0.45) 0.28
(0.19-0.30)
SESSION ON CASES OTHER THAN OXYGEN I N STEEL 287
Relation of Boil to Hydrogen Content oxidation period. After the boil the content
The characteristic of the boil that gave of the mildly boiled heat (0.60 Pet C Per
the best correlation with hydrogen content hour) was 0.22 rel. vol. and of the violently after the boil was violence of maximum boiled heat (1.72 pct C per hour) was 0.09
TABLE j -EJ~c t of Carbon El imina t ion Rate o n Hydrogen Co~ztent
I I I 1 Hydrogen. Rel. Vol.' xo, C Elim. per Minimum C
Hour. Pct and Residuals . I I Sources of Moisture
Melt I Boil I Tap I I I I I
Heats with Additional Sources of Moisture I I
A \.g Low Low A vg Lo \v High High Low Low. Very ox. Low. Very ox.
d ie t chg. Spray Wet hearth only Wet chg. Spray Wet che. Sorav amp Fhg.'oniy Damp chg. only Wet chg. Spray Wet hearth. Leak Wet chg. Spray Wet chg. Spray C. Pole
Heats with no Additional Source of Moisture
C-18 Dry. 88 grains per lb air 0.09 Dry. 52 grains per lb air Dry. 80 grains pcr lb ajr
c - 5 Dry. 60 grains per Ib alr
rate of carbon elimination. Although the rel. vol. On heats C-17 and C-18 no addi- data are scant, t h e eight heats boiled tional water was' added and atmospheric against a continuous water spray should be humidity was similar. Boil samples were a severe test for elimination effectiveness. not analyzed but the tap samples should be I n Table 5 all heats are arranged in the indicative since melting practices were order of their ~naximum carbon elimination otherwise identical. C-17 with a r i t e of 0.78 rate. Within the experimental limitations ; pct C per hour ran 0.19 rel. vol. while C-1'8 the hydrogen contents after the boil showed with a boil rate of 1.90 pct C per hour ran a definite decrease with the increased only 0.09 re]. vol. From these results it violence of the boil. All five heats given 'appears that the internal pressure of a what was considered a hoil of normal violent boil is the best means of forcing the violence (0.90 to 1.20 pct carboneliminated hydrogen content of the metal t o a low per hour), experienced hydrogen contents level in spite of a high moisture atmos- in the middle teens after the boil. The phere. From all indications, with a high- three heats with what was considered mild hydrogen bath and a low-hydrogen at- boils for electric-furnace practice (60 pct C mosphere a mild boil might eliminate per hour and less) were all well in the considerable hydrogen. However, with a twenties. On the other hand the one heat higher hydrogen atmosphere in relation to with a very violent boil of 1.72 pct C per the bath i t appears that the violence of the hour produced the lowest content of 0.09 hoil becomes increasingly important if rel. vol. elimination is to be experienced.
Two ,pairs of heats provide very good Other factors such as minimum residuals, comparisons on boil violence. Heats Nos. carbon content, FeO of the metal, FeO of C-15 and C-16 melted similar charges, the slag, have an indirect effect on boil which were water sprayed throughout the violence. These factors likewise have a
288 PROCEEDINGS OF ELECTRIC FURNACE STEEL CONFERENCE, 1949
considerable effect on the degree of oxida- tion previous to and subsequent to the boil and would conceivably effect the absorp- tion tendency. Length of boil failed to im- prove the minimum hydrogen content. The lowest hydrogen of 0.09 rel. vol. was ob- tained after the shortest boil (only 8 min) but the most violent one. However, inas- much as continued boiling denotes oxidiz- ing conditions, reabsorption of hydrogen seems to be restrained. If the boil is pro- longed a t the expense of the deoxidation time then overall hydrogen content might be improved. On the other hand, if the heat is simply prolonged for an extension of the boil i t appears that hydrogen content might be higher than 'if the furnace had been driven harder, the same carbon elimi- nated, in less time, and the heat tapped sooner.
Only three carbon heats on a basic lining is an insufficient number to compare a basic with an acid lining. However, these three heats were in line with the acid heats of comparable practice and exposure to moisture.
With the exception of the last three heats, nitrogen contents on these carbon steels were 0.003 to 0.005 pct.
I n order to determine the hydrogen tendencies with large quantities of chro- mium and nickel alloys present, 10 heats of austenitic heat-resistant and corrosion-re- sistant compositions were investigated. Six were made on a basic lining and four on a similar furnace with an acid lining. Table 6 contains the data on these high-alloy steels.
Before the knowledge gained by-the use of oxygen, it was thought that carbon could not be eliminated from charges high in chromium content by the usual boil. Con- sequently, the carbon specification deter- mined the amount of return scrap used and the melting practice chosen.
One approach was to dead-melt a charge of .maximum return scrap. Where lower
carbons were required, it was necessary either to use all virgin alloys with no re- turns or to charge a small enough propor- tionof return scrap to permit a boil. Certain familiar disadvantages in cost or quality are associated with each method. Greater tendencies toward porosity have been ex- perienced from certain practices and cer- tain compositions. No actual hydrogen analyses have been found reported on such compositions that would indicate what quantities of hydrogen are contained or what concentrations begin to cause poros- ity. Austenitic compositions have not ex- perienced the "flaking" tendency of carbon steels. However, on a heavy casting in our plant fine cracks were developed upon welding. These were not experienced after changing to a practice that produced a much lower final hydrogen.
Heat No. H-I is a 25 pct Cr, 20 pct Ni austenitic heat-resisting composition made by a dead-melt practice. I n a basic-lined furnace 80 pct return scrap was melted with enough electrolytic nickel squares to com- plete the final 2 0 pct nickel. A 3 pct ore addition was charged with the scrap t o supposedly oxidize the residual silicon, but no boil was produced. At 31oo"F the chromium necessary to complete the com- position was added as 70 pct ferrochro- mium. Two minutes before tap the neces- sary manganese and silicon were added and the heat tapped a t an optical temperature of 3250° into a used ladle. Hydrogen a t melt was 1.00 re]. vol., 2 min before tap 0.96 rel. vol., and in the ladle 1.01 rel. vol.
On heat No. H-2 the charge and practice were identical and the absolute humidities similar. This heat was tapped into a newly lined ladle given a preheating somewhere between ladles I1 and I11 in Fig 5 , the best two in the ladle study.
Hydrogen content of this heat a t melt was 0.64 rel. vol., a t tap 0.73 rel. v.ol., and after tapping into a new lined ladle 0.86 re]. vol. According to the experience with other "green" ,ladles, this one should h i v e
SESSION ON GASES OTHER THAN OXYGEN I N STEEL 289
caused little or .no hydrogen pickup on in spite of their hydrogen contents. Hot mild-carbon steels. Nevertheless, a 0.13 rel. extraction required a longer period a t high vol. increase was experienced on this high- temperature. This experience suggests that alloy composition. no hydrogen is lost from these' steels by
I n order to investigate the segregation and effusion tendencies of this type of steel, a 4-in. block was cast in dry sand and speci- mens were cut from various depths. The sample from the center analyzed 0.84 rel. vol., which is a check with the 0.86 rel. vol. ladle sample. A sample from the outside edge ran 0.71 rel. vol. This indicates a very small loss, probably occurring a t high tem- perature as the casting cooled. However, in comparison with carbon steels this is very little loss and, a very stable and uniform concentration. Freezing directly to an austenitic form probably accounts for this uniformity.
From these two heats i t became apparent that steels of this composition, when dead- melted, tend to run several times higher in hydrogen than carbon steels. On high re- turn charges the high'hydrogen content was obtained from the charge or absorbed in me!ting with little change in the furnace after molten.
Another observation of practical sig- nificance was the fact that samples from these heats enclosed in glass tubes for weeks evolved no gas a t room temperature
natural aging and that elimination of hy- drogen by low-temperature heat treatment is impractical. This also indicates that these high final hydrogen contents would be retained in remelting. With repeated reuse of maximum return scrap, hydrogen content would probably become cumulative unless counteracted by dilution of elimination.
The other extreme in furnace practice is the more expensive use of all virgin alloy with no return scrap, typified by the next three heats in Table 6. These are low- carbon, corrosion-resistant compositions containing 18 pct Cr and 9 pct Ni. On acid heat No. H-3 a charge of low-carbon rimmed steel and electrolytic nickel squares were melted with I pct ore. No vigorous boil was obtained but some carbon was Lost in the very oxidizing melt. With the C 0.07 pct and the temperature 3100°, the calcu- lated amount of ferrochromium was added in two additions. Hydrogen content of the melt before the Cr was 0.22 rel. vol. After both chromium additions, hydrogen a t tap time had increased to 0.40 rel. vol., and after tapping into the used ladle 0.42 rel. vol. This was less than half the hydrogen
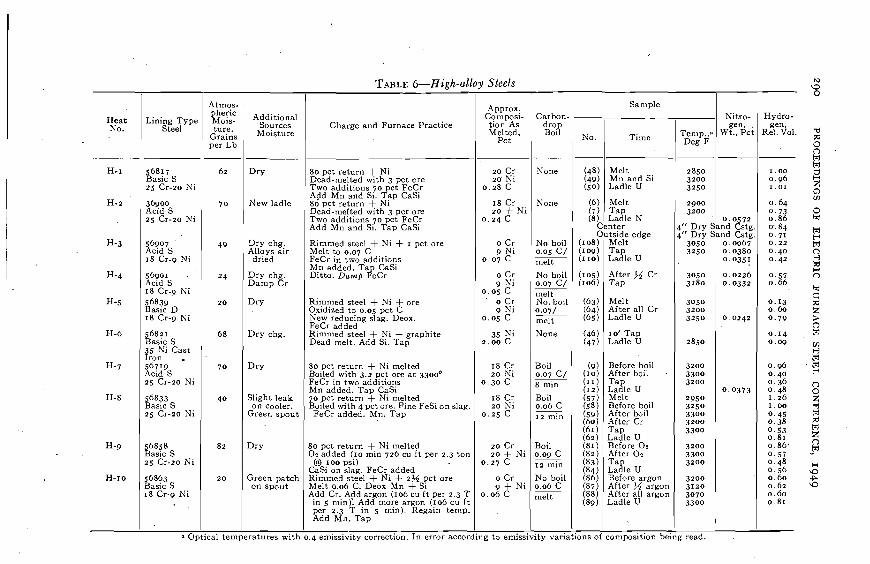
TABLE 6-Righ-alloy Steels 'n ~3
0
36900 7 o Acid S 2 5 Cr-20 Xi
56907 49 Acid S 18 Cr-9 Xi 1
H~~~ No.
56901 24 Acid S 18 Cr-9 Xi 56839 20 Basic D 18 Cr-g Ni
1 : s 1 68 35 Ni Cast
~ i ~ i ~ ~ T~~~ Steel
Dry
New ladle
Dry chg. Alloys air
dried
Dry chg. D a m p Cr
Dry
D r y chg.
Rimmed steel + Ni + I oct ore
Atmos-
$:[if: G,".fr;, per L b
Rimmed steel + Ni + ore Oxidized to 0.05 pct C New reducing slag. Deox. FeCr added Rimmed steel + Xi + graphite Dead melt. Add Si. Tap
20 Cr None 20' Ni
0.28 C
1 8 C r None 20 + Ni
0 .24 C
Additional Sources
Moisture
o Cr No boil
.4pprox. Composi- tion As Melted.
Pct
Charge and Furnace Practice
o Cr No boil 9 Ni 0.07 C/
0 .05 C melt 0 Cr No. boil 9 N i 0.07/
0.05 C melt
35 Ni None 2 .00 C
Carbon- drop Boil
(48) Melt (49) Mn and Si (50) Ladle U
(6) 1 Melt
Sample
(7 ) T a p (8) 1 Ladle N
Center Outside edge
(108) Melt (109) T a p (110) Ladle U
(105) After Cr (106) Tap
Nitro- gen. .
(63) Melt (64) After all Cr (65) Ladle U
Hydro- gen.
Xo, 1 ,me 1 B G P ~ P ~ . , Wt.. Pct
(46) 10' T a p (47) Ladle U
Re1 "01. S 2
0.0572 4" Dry Sand Cstg. 4" Dry Sand Cstg.
1 3200 I:::: o 2 6
SESSION ON CASES O T H E R T H A N OXYGEN IN STEEL 291
contents of the high return heats but still higher than the highest of the carbon steels. The principal increase occurred after the chromium addition.
Heat No. H-4 was intended to check the effect of damp ferrochromium. With this exception the heat was identical with H-3. The first half of.the FeCr was damp enough to "spit" when thrown into the molten bath. The second half was partially dried with a gas torch. Hydrogen content after half the chromium was 0.57 rel. vol. and after all the chromium and ready to tap, 0.66 rel. vol. Since.atmospheric humidity was lower than on H-3, the 0.26 rel. vol.. higher hydrogen can be attributed to the damp alloy.
H- j was a basic steel made with all virgin alloy similar to the two previous heats with the exception of a double-slag process used to improve chromium recovery. The oxidiz- ing slag was drained and a reducing slag of lime, CaSi, and FeSi was added. The bath was given a preliminary deoxidation with manganese and silicon before the chromium addition. Again a t meltdown hydrogen content was only 0.13 rel. vol. in spite of the electrolytic nickel. After the two chromium additions under the reducing slag, hydrogen increased to 0.60 rel. vol. Although absolute humidity was only half, the basic reducing slag ran 0.20 rel. vol. higher than the acid oxidizing slag. After tapping into the ladle this heat increased from 0:60 to 0.79 rel. vol. No reason for the -increase was observed.
H-6 was a 35 pct Ni cast iron made from steel scrap. This heat was studied because it provided an opportunity to separate the effect of nickel and chromium. Rimmed steel and electrolytic nickel squares were charged on top of 334 pct fine graphite. I n dead-melting, sufficient carbon w a s ab- sorbed and the necessary silicon added 10
min before tap to produce a type V Ni- Resist iron. Hydrogen content before the silicon was 0.14 rel. vol. and from the ladle 0.09 rel. vol. The low content of the steel
containing only nickel indicates that chro- mium is the alloy responsible for the hy- drogen absorption. When melted down with the charge in the absence of chromium, the high hydrogen content of electrolytic nickel is not absorbed. Whether the hydro- gen escapes from the nickel a t preheat tem- peratures or whether i t was not absorbed because of the condition of the steel will require further research to determine. I t is quite possible that nickel added to a de- oxidized bath or one containing chromium might increase the hydrogen content. No gas was evolved a t room temperature from this austenitic cast iron indicating that nickel is apparently the alloy responsible for the retention of hydrogen in the solid metal. This effect is probably a result of the austenitic condition.
The next four heats were directed toward finding some means of reducing the high hydrogen contents invariably obtained from melting large percentages of alloy returns. Heat No. H-7 was boiled with ore a t high temperature. After melting a charge of 80 pct alloy returns a 3.2 pct ore addition was made a t 3zoo°F (optical). At 3300°F a mild boil developed, eliminating 0.07 pct C over a period of 8 or 10 min. The supple- mentary chromium was then added. Hy- drogen as melted and just before the boil was 0.96 rel. vol. The boil removed over half the hydrogen to a content of 0.40 rel. vol. which continued to drop to 0.36 rel. vol. a t tap. Tapping into the ladle increased the content back to a final content of 0.48 rel. vol.
H-8 was a similar heat in a basic furnace. After the high-temperature ore boil and the chromium addition, a fine FeSi addition was made to the slag to reduce some chro- mium from the slag and decrease the high loss resulting from such oxidation. The hydrogen as melted was 1.26 rel. vol. a t zg50°F. After heating to 3250° another sample ran 1.00 rel. vol. The boil again removed over half the hydrogen down to a content of 0.45 rel. vol. which continued
292 PROCEEDINGS OF ELECTRIC FURNACE STEEL CONFERENCE, 1949
the drop to 0.38 rel. vol. after the chromium addition. Ten minutes after the reducing agent had been added to the slag hydrogen had increased to 0.53 rel. vol. Tapping into the ladle produced a further increase to 0.81 rel. vol. The ladle had been used but the spout was freshly lined and not sufficiently heated. The hydrogen pickup in the furnace after the reducing agent was greater than that experienced on other heats left oxidizing.
Heat No. H-9 was given a similar boil but with oxygen instead of ore. A melt of 80 pct return in a basic furnace was heated to 3200°F. Oxygen was injected for 10 min for a total of 315 cu ft per ton. After a few minutes a mild boil developed that oxidized the carbon from 0.27 to 0.18 pct carbon. A I pct addition of fine.calcium silicon was sprinkled over the slag to improve chro- mium recovery by reduction. Then the calculated chromium addition was made and the manganese and silicon added 2 min before tap. Hydrogen content before the oxygen was 0.86 rel.-vol., decreased after the oxygen boil to 0.57 re1 vol., and de- creased further to 0.48 rel. vol. a t tap. An increase to a final of o 56 rel. vol. was ex- perienced in tapping.
From these three heats, it is evident that a late oxidation of carbon, whether induced by oxygen gas or solid iron oxide, is very effective in removing hydrogen. The ad- vantages of oxygen in more positive carbon elimination'and better chromium'recovery are well known. No doubt still lower hy- drogen contents could be obtained by boiling out more carbon with more oxygen or by charging a lower proportion of high- chromium returns and thus obtaining more carbon elimination from the same quantity
. of oxygen. It seems quite possible that elimination of hydrogen might become an object of boiling such heats equal in im- portance to the removal of carbon. Further research should develop the most practical practice from the standpoint of hydrogen
elimination, chromium recovery, and scrap utilization.
The last alloy heat investigated the pos- sibility of removing hydrogen by flushing with argon gas. If such an inert gas could eliminate hydrogen like the carbon boils, the improved chromium recovery might justify the higher cost o f the gas. Some hydrogen has been eliminated from the laboratory meltsz8 and flushing induction- furnace heats with argon has reportedly decreased the frequency of pinholes. The author was afraid to use argon in the ladle for fear of excessive temperature drop. .None of the higher hydrogen return heats were in sight for the experiment, only low- carbon steels that required virgin alloys.
H-10, is such a heat, very similar to H-5, but without the double slag. A charge of rimmed steel and nickel was melted in a basic furnace and oxidized to 0.06 pct C. After deoxidizing with manganese and sili- con, the chromium was added in two addi- tions. when about ready to top a t 3200°F (optical), 212 cu ft (one tank) of argon was injected into the 2.3-ton heat. The gas was introduced through a refractory protected pipe near the bottom of the 14-in. bath and moved around considerably. After half the argon, the bath was sampled for hydrogen and a temperature reading taken, indicat- ing a loss of 80°F. The second half of the tank was injected causing another 50°F drop. The heat 'was arced on 15 min to regain temperature, and tapped after the final manganese and silicon addition. Hy- drogen content after all chromium and before the argon was 0.60 rel. vol. This is identical with the same sample from H- j , which had a similar practice up to -this point and the same absolute humidity. After one-half the argon, hydrogen content was 0.62 rel. vol., and after all the argon 0.60 rel. vol., indicating no elimination by the inert gas under these conditions.'Hydro- gen increased to 0.81 rel. vol. in. tapping, apparently because of a green patch on the
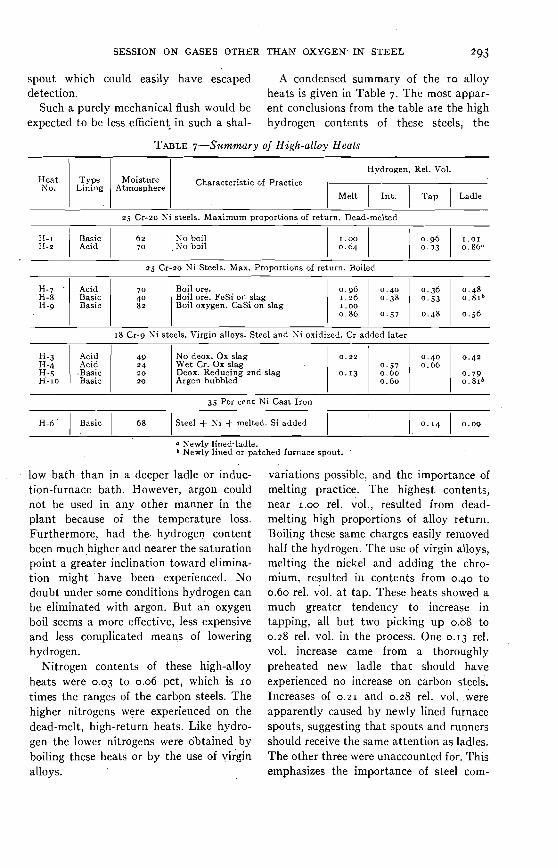
SESSION O N GASES OTHER T H A N OXYGEN I N S T E E L 293
spout which could easily have escaped A condensed summary of the 10 alloy detection. heats is given in Table 7 . The most appar-
Such a purely mechanical flush would be ent conclusions from the table are the high expected to be less efficient, in such a shal- hydrogen contents of these steels, the
TABLE 7-Summary o j High-alloy Heats
1 I I I Hydrogen, Rel. Vol. F;.t 1 T y p e , I Mois tux I
Lining Atmosphere Characteristic of Practice / Melt I In t . I T a p 1 Ladle
25 Cr-PO Ni steels. Maximum proportions of return. Dead-melted
14-1 Basic 11-1 j Acid 1
25 Cr-zo Ni Steels. Max. Proportions of return. Boiled
Boil ore. 0 .96 0 .40 0.36 0 .48 Boil ore. FeSi on slag 1 ;:;: 1 0.38 1 0 . 5 3 1 0 . 8 1 ~ Boil oxygen. CaSi on slag
0.86 0.57 0.48 0 .56
1 8 Cr-9 Ni steels. Virgin alloys. Steel and Ni oxidized. Cr added later
Wet Cr. Ox slag Deox. Reducing 2nd slag 0 .79 Argon bubbled 0.60 0.81b
3 s Per cent Ni Cast Iron
H-6 1 Basic 1 68 1 Steel + Ni + melted Si added 1 ) ~ 0 . ~ 4 ~ 0 . 0 9
Newly 1ined.ladle. b Newly lined or patched furnace spout. '
. low bath than in a deeper ladle or induc- tion-furnace bath. However, argon could not be used in any other manner in the plant because of the temperature loss. Furthermore, had the. hydrogen content been muchhigher and nearer the saturation point a greater inclination toward elimina- tion might 'have been experienced. No doubt under some conditions hydrogen can be eliminated with argon. But i n oxygen boil seems a more effective, less expensive and less complicated means of lowering hydrogen.
Nitrogen contents of these high-alloy heats were 0.03 to 0.06 pct, which is 10
times the ranges of the carbon steels. The higher nitrogens were experienced on the dead-melt, high-return heats. Like hydro- gen the lower nitrogens were obtained by boiling these heats or by the use of viigin alloys.
variations possible, and the importance of melting practice. The highest contents, near 1.00 rel. vol., resulted from dead- melting high proportions of alloy return. Boiling these same charges easily removed half the hydrogen. The use of virgin alloys, melting the nickel and adding the chro- mium, resulted in contents from 0.40 to 0.60 rel. "01. a t tap. These heats showed a much greater tendency to increase in tapping, all but two picking up 0.68 to 0.28 rel. vol. in the process. One 0.13 re]. vol. increase came from a thoroughly preheated new ladle that should have experienced no increase on carbon steels. Increases of 0.21 and 0.28 rel. vol. .here apparently caused by newly lined furnace spouts, suggesting that spouts and runners should receive the same attention as ladles. The other three were unaccounted for. This emphasizes the importance of steel com-
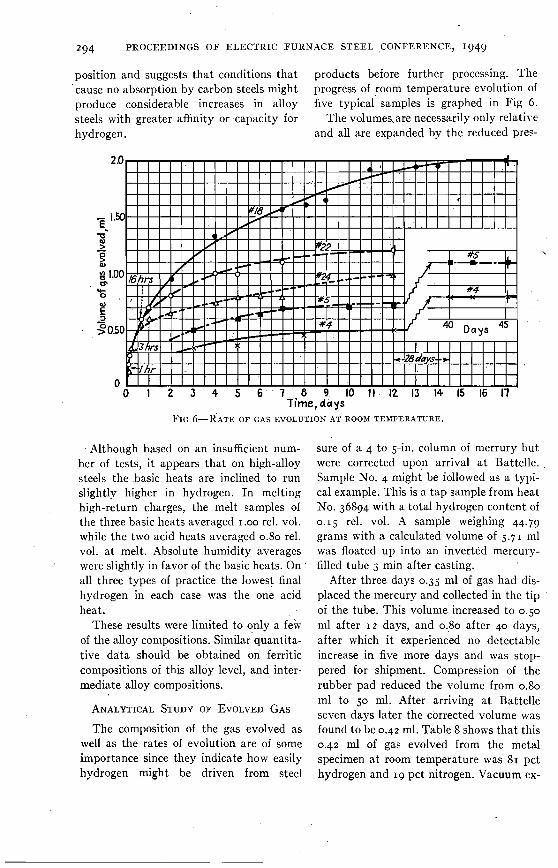
294 PROCEEDINGS O F ELECTRIC FURNACE STEEL CONFERENCE, 1949
position and suggests that conditions that products before further processing. The cause no absorption by carbon steels might progress of room temperature evolution of produce considerable increases in alloy five typical samples is graphed in Fig 6 . steels with greater affinity or capacity for The volumes.are necessarily only relative hydrogen. and all are expanded by the reduced pres-
2 .o
- 1.50 E. 3 0
0)
g 1.00 rn % a
E - 3 0.50
O I ~ l l l l ~ l l l l l ~ ~ l l l l I ~ ~ l ~ l ~ l l l l l l l l l l 0 1 2 3 4 5 6 7 8 9 10 11 12 13 I4 I5 16 1'
T~me , days FIG 6-RATE OF GAS EVOLUTION AT ROOM TEMPERATURE.
Although based on an insufficient num- ber of tests, it appears that on high-alloy steels the basic heats are inclined to run slightly higher in hydrogen. I n melting high-return charges, the melt samples of the three basic heats averaged 1.00 rel. vol. while the two acid heats averaged 0.80 rel. vol. a t melt. Absolute humidity averages were slightly in favor of the basic heats. On all three types of practice the lowest final hydrogen in each case was the one acid heat.
These results were limited to only a few of the alloy compositions. Similar quantita- tive data should be obtained on ferritic compositions of this alloy level, and inter- mediate alloy compositions.
The composition of the gas evolved as well as the rates of evolution are of some importance since they indicate how easily hydrogen might be driven from steel
sure of a 4 to 5-in. column of merrury but were corrected upon arrival a t Battelle. Sample No. 4 might be followed as a typi- cal example. This is a tap sample from heat No. 36894 with a total hydrogen content of 0.15 rel. vol. A sample weighing 44.79 grams with a calculated volume of 5.71 ml was floated up into an inverted mercury- filled tube 3 min after casting.
After three days o.3j ml of gas had dis- placed the mercury and collected in the tip of the tube. This volume increased to 0.50 ml after 12 days, and 0.80 after 40 days, after which it experienced no detectable increase in five more days and was stop- pered for shipment. Compression of the rubber pad reduced the volume from 0.80 ml to 50 ml. After arriving a t Battelle seven days later the corrected volume was found to be 0.42 ml. Table 8 shows that this 0.42 ml of gas evolved from the metal specimen a t room temperature was 81 pct hydrogen and 19 pct nitrogen. Vacuum ex-
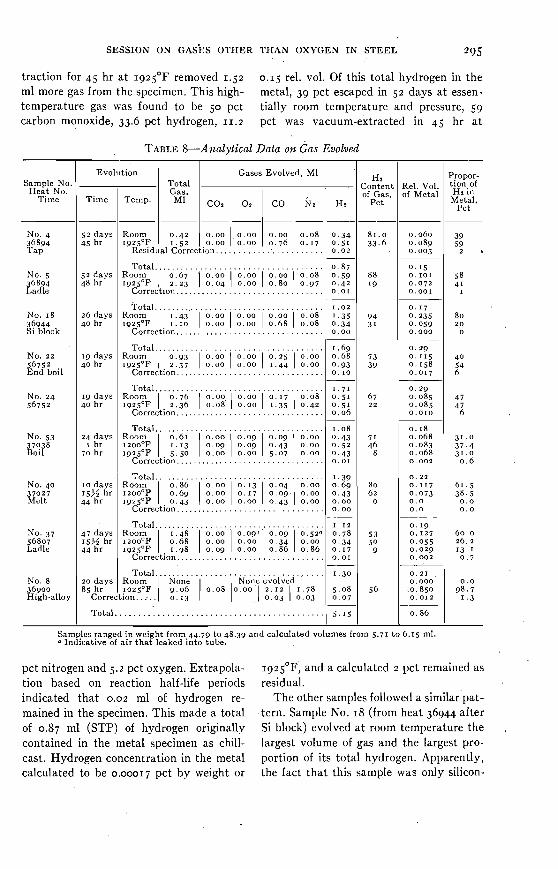
traction for hr a t 1925OF removed 1 . 5 2 0 . 1 5 rel. vol. Of this total hydrogen in the ml more gas from the specimen. This high- metal, 39 pct escaped in 5 2 days a t essen- temperature gas was found to be 50 pct tially room temperature and pressure, 59 carbon monoxide, 33.6 pct hydrogen, 1 1 . 2 pct was vacuum-extracted in 45 hr a t
TABLE 8-Analylical Data on Gas Evolved
Samples ranged in weight from 44.79 to 48.39 and calculated volumes from 5.71 t o 6.15 ml. a Indicative of air t h a t leaked into tube.
Sample No. Heat No.
Time
No. 4 36894 T a p
No. 5 36894 Ladle
No. 18 36944 Si block
No. 2 2
56752 End boil
No. 24 56752
No. 53 37038 Boil
No. 40 37027 Mclt
No. 37 56807 Ladle
No. 8 36900 High-alloy
pct nitrogen and 5 . 2 pct oxygen. Extrapola- tion based on reaction half-life periods indicated that 0 . 0 2 ml of hydrogen re- mained in the specimen. This made a total of 0.87 ml (STP) of hydrogen originally contained in the metal specimen as chill- cast. Hydrogen concentration in the metal calculated to be 0.00017 pct by weight or
1925OF, and a calculated 2 pct remained as residual.
The other samples followed a ~ i m i 1 a r ' ~ a t - tern. Sample No. 18 (from heat 36944 after Si block) evolved a t room temperature the ,
largest volume of gas and the largest pro- portion of its total hydrogen. Apparently, the fact that this sample was only silicon-
Total Gas, M1
0 .42
Evolution
Time
- 52 days
Temp.
-
Room
HI Content of Gas.
Pct
--
81.0 33 .6
52 days 48 hr
26 days 40 hr
19 days 40 hr
19 days 4 o h r
24 days I hr
70 hr
10 days 1556 hr 4 4 h r
47 days 1556 hr 4 4 h r
20 days 85 hr
45 hr
-
H~
--
0.34 0 . 5 1
Gases Evolved. MI
88 19
94 31
73 39
67 2 2
71 46
8
80 62
o
53 50 9
56
rg2s°F 1.52
co2 -
0.00 0 .00
Rel. Vol. of Metal
0.060 0.089
. . . . . . . . . . . . . . . . . . . . . Residual Correction..
Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Room 0.67 0.00 0 .00 0 .00 0 .08 1925°F 1 , 2.23 1 0.04 1 0.00 I 0.80 ( 0.97
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Room 1.43 0 .00 0 .00 0 .00 0 .08 1925°F I , I . l o I 0.00 I 0.00 1 0 . 6 8 1 0.08
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Room 0.93 0 .00 0 .00 o . 25 0 .00 1g25"F ( . 2.37 1 0.00 I 0 .00 ( 1.44 I 0.00
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Room 0.76 0.00 0.00 o . 17 0 .08 1 9 2 5 ~ F ) 2.36 1 0 . 0 8 ) o . o 0 1 1 . 3 5 ) 0 . 4 ~
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Room 0.61 0 .00 0 .09 0 .09 0 .00 I zoo°F 0.09 0 .09 0 .43 0.00 1925°F 1 i::: 1 0.00 1 0.00 1 5 .07 1 0.00
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Room o . 86 0 .00 o . 13 0 .04 0 .00 rzoo0F 0.69 0 . 0 0 0.09 0 .00 1gzs0F I 0 .43 1 0.00 1 ::" I 0 .43 1 0.00
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Room I .48 0 .00 0 .09 0 .09 0 . 5 2 ~ 12oo"F 0 . 6 8 0 .00 0 . 0 0 0 .34 0.00 I ~ ~ S " P 1.98 o 0 9 ~ ~ . ~ ~ ' ~ 0 . 8 6 ~ o . 8 6
Correction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tota l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Room None None evolved 1o25"F 9 .06 0 .08 0.00 1.78
Correction.( o . 13 1 1 1 1 0.03
- Propor- tion of
in Metal,
Pct
39 59
0.003
0 . 1 5 o .101 0.072 0.001
0 .17 0 . 235 0.059 0.000
0 .29 0.115 0.158 0.017
0 .29 0.085 0.085 o.010
o . 18 0.068 0.083 0.068 0 . 0 0 ~
0.22 0.117 0.073 0 . 0 0.0
0 .19 0.127 0.055 o .ozg 0.002
0 .21 , 0.000
.0.850 0.012
0.86
0 .02 -
o . 87 0 .59 0.42 0 . 0 r -
1.02 1.35 0 .34 0.00 -
1.69 0 .68 0 .93 0 .10
1 .71 o . 51 0.51 0 . 0 6 -
1.08 0 . 4 3 0.52 0 . 4 3 o. or
1 .39 0.69 0.43 0 .00 o . oo --
1 . 1 2 0 .78 0 .34 0 .17 o . 01 -
I . 30
5.08
Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
o2 -
, o . o o 0 .00
2 ,
58 41
I
80 20 0
40 54 6
47 47
6
3 1 . 0 37 .4 31.0
0 . 6
61 .5 38.5 0 .0 0 . 0
60.0 26.2 13.1 0.7
0 . 0 98.7
1 .3
5.15
co -
0.00 0 .76
k t -
0.08 0.17

qACE STEEL CONFERENCE, 1949
killed accounts for its earlier and faster escape of hydrogen than the usual alumi- num killed samples. Aluminum content seemed to have considerable effect on the rate and the proportion of the total hydro- gen eivolved a t room temperature.
Three of the samples followed more closely for the first few hours indicated that a detectable bubble of gas collects in the top of the tube after I j min and a measura- ble volume after one hour. Evolution curves of most of the samples flattened considera- ljly after two days.
Three samples were given a I-hr extrac- tion a t 1200' preliminary to the higher tem- perature treatment. One hour a t this tem- perature removed 55 to 71 pct. of the
' retained hydrogen. This was 24.7 to 38.4 pct of the total hydrogen. Two samples were given a 1536-hr extraction a t 12oo'F. On the melt sample (No. 40) all the hydro- gen was removed but on the ladle sample (No. 37) one third of the retained hydrogen or 13.8 pct of the total hydrogen was left. .kt this temperature the rate of evolution seems to be influenced considerably by the chemistry of the sample and not consistent enough to take advantage of the faster rate of evolution.
The high-alloy sample (No. 36900) evolved no gas in 2 0 days a t room tempera- ture. An extended period of 85 hr a t 192j0 was needed to remove all the hydrogen but 1.3 pct left as residual. The gas evolved from this steel a t 1925' was 56 pct hydro- gen, 19.7 pct nitrogen, 23.4 pct carbon monoxide, 0.9 pct carbon dioxide, and no oxygen.
, A sample of cast iron of 2 . 0 0 Si and 3.50 pct C content (not included in the table) evolved no gas a t room temperature. One hour a t 1200' extracted 83.6 pct of the total hydrogen while 45 hr a t 1925' extracted 16 pct, and 0.4 pct was determined as correc- tion. At 1200' hydrogen was 68 pct of the 3.22 ml evolved. At 192j0 the 4.64 ml evolved was 88 pct carbon monoxide and only 9.1 pct hydrogen.
The free nitrogen evolved a t room tem- perature and high temperature proved to be a variable fraction of the total content, which includes both free nitrogen and that stabilized by the formation of compounds. Aluminum content seemed to influence the proportion considerably. For instance, sample No. 2 2 in Table 8 being a boil sample was killed with a heavy aluminum addition that left a 0.24 pct A1 residual. Total nitrogen of this sample was o.00039 pct but no free nitrogen was evolved a t room temperature or 192 j°F. On the other hand the ladle sample from the same heat (sample No. 24 just below in Table 8) con- tained only 0.052 pct .41 from the regular ladle addition. This sample contained 0.0044 pct total nitrogen. Of this total 2.4 pct of it was evolved as free nitrogen a t room temperature and 12.6 pct of it a t the 192 jO temperature, leaving 8 j pct retained by the metal.
Using simple equipment, samples of molten steel from the furnace were chilled, enclosed in gastight tubes, and expressed to laboratory facilities for hydrogen analyses. Certain phases of furnace practice were deliberately exaggerated to emphasize their individual effects on hydrogen. I n some cases moisture was deliberately made avail- able to emphasize the susceptibility of the particular steel toward hydrogen absorp- tion under the conditions prevailing.
The limited data,obtained suggested cer- tain relations and effects that should be confirmed by more data, fur- ther variation of certain variable; and investigation of more types of steel. The following conclusions seemed to be sug- gested or confirmed.
I. The chemistry ,of the metal was found to have considerable effect on hydrogen- absorption tendencies. Mild-carbon steels finished with hydrogen contents of 0.11 to 0.35 rel. vol. in spite of attempts to get higher. On the other hand austenitic Cr-Ni
SESSION ON GASES OTHER THAN OXYGEN IN STEEL 297 L
steels under more favorable moisture condi- tions ran over four times as high, ranging from 0.42 to 1.01 rel. vol. Conditions that contribute no hydrogen to one type of steel might cause considerable increases in an- other composition type.
2. The chemistry of ' t h e metal also seems to influence the ease of hydrogen escape from the solidified metal. Carbon-
. steel samples begin to give off part of their hydrogen a t room temperature within a few minutes after casting and a coilsiderable fraction after a few days. On the other hand, several austenitic compositions have eliminated no hydrogen a t room tempera- ture and have required longer time a t high temperatures. This difference would be important in determining the removal of hydrogen by heat treatment and the pro- portion retained in remelting charges of such steel.
3. A general effect of atmospheric hu- midity and excess moisture was apparent. I n several cases where the practices were equivalent, slightly higher melt down hy- drogens and final hydrogens were obtained from the higher moisture condition. How- ever, the hydrogen equilibrium tendencies between the metal and the atmosphere can be influenced greatly by the chemistry of the metal and the sequence of operations. Hydrogen absorption has been resisted or limited to such a n extent that some heats with a continuous spray of water finished lower than other heats,exposed only to at- mospheric moisture.
4. Final hydrogen seems to be the net re- sult of five separate fractions:
I I1 I11 H z from H z absorbed Hz eliminated metal or lost in - by the boil charge melting or flush
IV V H2 absorbed Hz absorbed Final
+ in furnace + in tapping = total in finishing into ladle hydrogen
These phases are not equally important on
all practices and all types of steel. I n some cases hydrogen a t melt is very high from I and I1 and no amount of care can produce a low hydrogen without an extensive elimination process represented by 111. I n other cases hydrogen content might be very ]OW as melted in which case prevention of absorption in IV and V would be a more important objective than attempted elimination.
5 . Because of maximum affinity for hy- drogen in the ready-to-tap condition, hy- drogen increases from improperly dried ladles, spouts, and other equipment appar- ently ruin more heats than conditions within the furnace. Hydrogen pickup from a "green" ladle has been prevented but considerable preheating a t high tempera- tures was required to remove the combined water in clay refractories.
6. Under conditions of equivalent ex- posures, low-hydrogen heats were more in- clined to absorb additional hydrogen than heats already high in hydrogen.
Carbon Steels
I. With the acid electric practice used by most foundries, very low hydrogen kon- tents of 0.11 to 0.15 rel. vol. in the ladle were experienced on foundry-grade carbon steel.
2. Such a practice consisting of an oxi- dizing melt, a boil of considerable violence, an oxidizing final slag, and a short deoxida- tion time seems to be surprisingly resistant to extremes in moisture exposure. With wet charges, "green" furnace hearths, and con- tinuous water sprays, commercially low hydrogen contents of 0.13 to 0.18 rel. vol. were still obtained and no pinholes were found. Early exposures to moisture in the charge or during melting need. not cause fear if followed by such a practice. 3. A rimmed-steel charge with no boil,
but very oxidizing conditions throughout, produced a low hydrogen content of 0.12
rel. vol. in the ladle. A similar heat con- tinuously sprayed with water produced a
NACE STEEL CONPERENCE, . 1949
reasonably low hydrogen of 0.18 rel. vol. This is considered evidence of the effective- ness of an extremely oxidized metal-slag- atmosphere system in resisting hydrogen absorption, a t least when the source of hydrogen is moisture above the slag. This also indicates one case in which elimination is not so essential because of the low original hydrogen. 4. However, the average furnace charges
would be expected to melt with enough hydrogen to require some elimination. The most consistent means found for obtaining a low hydrogen was maximum elimination by vigorous boiling followed by efforts to prevent reabsorption of hydrogen by maintenance of oxidizing conditions.
j. The factor ihat shows the most effect on elimination effectiveness was the vio- lence of the boil. The concurrent state of oxidation seems influential, but not directly in the elimination process as much as in the prevention of hydrogen increases before and after the boil. Prolonging the boil does not seem to improve the effectiveness of the elimination but does seem to decrease the probability of reabsorption when extended at the expense of a shortened deoxidation period. 6. Further evidence was obtained that
hydrogen is absorbed more readily after deoxidation. A leak after blocking, and a water spray after deoxidizer addition pro- duced two hydrogen contents of 0.25 rel. vol. Reducing second slags produced the highest final hydrogen 0.21 to 0.35 rel. vol. Efforts toward perfectly dry materials and the absence of leaks should be concentrated on this period.
High-alloy Steels
I. Ten heats of Cr-Ni steel ran 0.42 to 1.01 rel. vol., indicating an affinity or capacity for hydrogen increased several times over carbon steels by the alloys present. However, the critical concentra- tion from the standpoint of porosity seems to be raised also since no gas porosity was
found in these steels with such hydrogen contents. 2. No hydrogen was emitted from the
chilled samples a t room temperature and very little from the surface of a four inch casting in solidifying and cooling. The con- centration a t the center of such a section was practically identical with the ladle analysis. Virtually complete hydrogen re- tention would be expected in scrap remelt- ing, requiring a very positive attack from the standpoint of melting practice. 3. Chromium seems to be the alloy that
produces the affinity for hydrogen. The nickel content seems to be the cause of the strong retention of hydrogen probably be- cause bf its austenitizing influence and the resulting higher solubility. This would sug- gest less likelihood of porosity in the austenitic compositions but a greater buildup of hydrogen in return scrap. 4. Some of the lowest hydrogen contents
were obtained by using all virgin alloy. By withholding the chromium, reasonably low hydrogen contents were obtained from the melt of rimmed carbon steel and nickel. Any elimination attempts a t this point would have been superfluo"s. The most profitable objective was found to be the reduction of opportunities for absorption after the chromium addition, which ac- counted for over two thirds of the hydrogen.
5. The highest hydrogen contents (0.86 and 1.01 rel. vol.) were obtained from dead- melting high proportions of high-alloy return. I n this case the hydrogen was ob- tained a t melt (from fractions I and 11). Such heats seem destined for an equal or higher final content without an effective elimination procedure. 6. A carbon boil produced by either oxy-
gen or ore a t high temperatures proved very efficient in eliminating half or more of such high hydrogens. Relatively small 5arb.on drops produced decreases of 0.96 to 0.36 rel. vol., 1.00 to 0.38 rel. vol., and 0.86 to 0.46 rel. .vol.
7. Comparable effects of furnace prac-
SESSION ON GASES OTHER THAN OXYGEN IN STEEL 299
tice were noted on both acid and basic lin- Content. Jnl . Amer. Welding Soc. (1945) 24, 6185.
ings. In each of three types of melting pro- 10. M. Lefevre: Flakes in Welds. Jnl . Amer. Welding Soc. (1947) 26. cedure used on these high-alloy heats the 1 1 , A. Sieverts: Absorption of Gases. by
acid heats produced the lowest .hydrogen Metals. ztsch. Melallkunde (1929) 21.-
content in each group. 12. M. G. Fontanna and J. Chipman: Equi- librium in Reaction of Hydrogen with
8. Because of their greater affinity for FeO in Liquid Iron a t 1600°C. Trans. Amer. Soc. Metals (1936) 24.
hydrogen, these high-alloy com~ositions 13. J. Chipman and A. M. Samarin: Effect of experienced much higher increases in Temperature upon Interaction of Gases
with Liquid Steel. Trans. AIME (1937) tapping. 125.
14. E. Houdremont and H. Shrader: Com- ACKNOWLEDGMENTS bined Action of Hydrogen and Stresses
in Formation of Flakes. Slahl und Eiscn The author wishes to acknowledge the (1941) 61.
15. S. W. Poole: Flaking in Alloy Steels. Iron assistalice and cooperation of the following Age (July 17. 1941) 160. groups, whose combined efforts made this 16. W. A. Hare and G. Soler: Study of Iron
Oxide and Gas Content of Molten Alloy work possible: Melters P. L. Nelson and C. Steel. Trans. Amer. Soc. Metals (1937)
25. B'Long and the 17, W. Chuiko: Theory of Hydrogen Elimi- for assistance in running the heats and car- nation during Electric Steelmaking. ing for the samples; R. E. Deas and the Teoriga i Prokl. Mel. (1938): Melals and
Alloys (1939). entire laboratory staff for the analyses; 18. W. Kobayasi: Tetsu to Hagane (1937-1939)
23, 249-25. P ~ ~ ~ ~ ~ ~ - ~ ~ ~ P C. H. mak- 19. Schwartz and Guiler: Hydrogen in White ing the necessary equipment; J. D. Fillmer Iron. Trans. Amer. Foundrymen's Assn.
(1939) 47. and E. M. Whelchel for preparation of 20. J. E. Wells and K. C. Barraclough: Deter- graphs and pictures; Messrs. C. E. Sims mination of Hydrogen in Liquid Steel.
Jnl. Iron and Steel Inst. (1947) 155. and F. W. Boulger for their direction of 21. C. E. sims. G. A. Moore and D. W. hydrogen determinations a t Battelle; Dr. Williams: Effect of Hydrogen and Nitro-
gen on the Ductility and Porosity of J. T. MacKenzie, J. A. Bowers, and C. K. Cast Steels. Steel Founders Soc. Amer.
Research Repl. No. 14 (1947). Donoh0 for support and advice; and the ,,. C. E. Sims, G. A. M~~~~ and D. w. management of the American Cast Iron Williams: A Quantitative Experimental
Investigation of Hydrogen and Nitrogen Pipe Co. for the financial support of this Contents of Steel during Commercial work. h4elting. Proc. Elec. Furnace Steel Conf.
(1947). REFERENCES 23. C. E. Sims, G. A. Moore and D. W.
Williams: Effect of Hydrogen on the I . J. E. Hurst: Address to Staffordshire Iron Ductility of Cast Steels. Trans. AIME
and Steel Institute. 1944. (1948) 176. 2. C. Sykes, H. H. Burton and C. C. Gegg: 24. C. E. Sims and G. A. Moore: Apparatus
Hydrogen in Steel Manufacture. Jnl . for the Hot-extraction Analysis for Iron and Steel Inst. (1947) 156. Hydrogen in Steel. Trans. AIME (1948)
3. C. A. Zapffe and C. E. Sims: Hydrogen and I 76. Nitrogen as Causes of Gassiness in Fer- 25. G. E. Speight and R. M. Cook: Determi- rous Castings. Trans. Amer. Foundry- nation of Hydrogen in Liquid Steel. men's Soc. (1944) 51. Jnl . Iron and Steel Inst. (1948).
4. R. E. Cramer and E. C. Bast: Production 26. H. Wentrup. H. Fucke and 0 . Rief: of Flakes by Treating Molten Steel with Hydrogen Contents of Liquid Steel Hydrogen and the Time of Cooling Melted by Different Processes. Stahl und Necessary to Prevent Their Formation. Eisen (1949). Trans. Amer. Soc. Metals (1939) 27. 27. S. F. Carter: Effect of Some Melting
5. F. B. Foley: Flakes and Cooling Cracks Variables on the Tensile Properties of in Forgings. Melals and Alloys (1940) 12.
' Acid Electric Steel. Proc. Elec. Furnace 6. C. A. Zapffe and C. E. Sims: Hydrogen Steel Conf. (1947) 5. 182.
Embrittlement, Internal Stress, and De- 28. P. M. Hulme: Removing Dissolved Gases fects in Steel. Trans. AIME (1941) 145. from Molten Metals. Sleel (1946) IIQ (2).
7. N. J. Noble: Hydrogen Embrittlement. Iron Age (1941) 148. DISCUSSION
8. C. A. Zapffe: Fish Eyes in Steel Welds Caused by Hydrogen. Melal Progress H. H. BLOSJO, CHAIRMAN-I want to (1942) 42.
9. L. Reeve: Relation between the Hydrogen thank Mr. Carter for his fine paper and for
Content of Weld Metal and Its Oxygen his most excellent presentation:
300 PROCEEDINGS OF ELECTRIC FURNACE STEEL CONFERENCE, 1949
I n discussing this paper, will everyone, whether it be merely a question or some material he wishes to present, give his name and company connection. Who wishes to be heard first in discussion? Surely there must be a lot of questions on a paper of this kind.
C. E. SIMS-Mr. Carter has so com- pletely summarized this work and diag- nosed the implications of the results that he leaves little to be said. He has explored considerable territory beyond that covered in the earlier papers he mentioned and, al- though the results in general seem to be parallel, there are some observations that have not yet been fully explained. Many of the factors controlling. the absorp- tion and elimination of hydrogen are not known, which accounts for the apparent discrepancies.
This work seems to show~several things quite clearly. One is that a vigorous boil can overcome a large handicap in respect to available hydrogen. I suggest, however, that one should not be complacent over moisture in the presence of molten steel. I t is better to play safe and keep it away if you can. We have the example of the open- hearth furnace, which has an atmosphere laden with moisture and some free hydro- gen. In evcry basic open-hearth heat inves- tigated in our work (ref. 22) , it was found that the hydrogen content of the steel bath increased continuously from meltdown to tap, in spite of a normal boil. Such a boil, of course, is not nearly as vigorous as those described by Mr. Carter, which probably accounts for the fact that hydrogen was absorbed during the boil.
The other observation is that no boil a t all might be better in some cases than a mild boil. This seems to apply in the case of the cast iron or the heat where rimmed steel was melted down. These baths melted low in hydrogen and did not absorb hydro- gen. This fact might be attributed to the absence of any boil that resulted in the
minimum exposure of surface to the gas phase. Moreover, the surface was probably covered with a slag. Agitation, such as that from a mild.boi1, would accelerate the ab- sorption of hydrogen whereas a vigorous boil would eliminate it. The oxidized con- dition of the melted rimmed-steel scrap would certainly help to prevent hydrogen absorption, but that would not apply to cast iron.
H. H. B ~ o s j o , CHAIRMAN-Thank you, Mr. Sims. I s there any further discussion?
G. A . LILLIEQ\~IST-F~~S~ of all, 1 would like to thank the author for the splendid paper. He has certainly done a tremendous amount of work. For myself, I am very much interested in hydrogen determina- tions. The trouble is, they cost too much money. If I do all this work, as the author has done, my company will not be able to pay my salary; so I do not make any hy- drogen determinations.
I have two questions I would like to ask. First, did you notice anything in regard to the fluidity with the various amounts of hydrogen? The second, I wonder whether the author could give an explanation of how they determined the temperature in preheating their ladles?
S. F . CARTER-We made no attempts to check the effect of hydrogen on fluidity. We were pretty well "snowed under" trying to keep up with the hydrogen samples.
I n the lower temperature ranges the ladle-preheating temperature was deter- mined with a contact pyrometer; a t the higher temperatures, an optical pyrometer was used, sighting through a hole in the ladle wall under black-body conditions.
A. B. WILDER-I would like to ask hfr. Carter if he had any difficulty in applying these various types of steel with such a wide range in hydrogen content? I . am thinking of the ultimate use of the material.
SESSION ON GASES OTHER THAN OXYGEN IN STEEL 301
S. F. CARTER-We make a good deal of steel for our own use in the plant, both carbon-steel castings and high-alloy an- nealing trays, superheater tubes, etc. I can assure you that most questionable experi- mentation was confined to heats for our own company use. M7e did not experiment on heats for outside sale.
G. N. G o ~ ~ ~ ~ - A l t h o u g h the precision of the method used for the hydrogen de- terminations is not clear to me, it appears that too much emphasis was placed on small differences in the hydrogen values. Also, how high is it necessary to go to get blowholes in castings?
S. F. CARTER-AS to the small differences in values, I will admit that a few times we were a little overanxious to draw some conclusions? and as we admitted several times in the paper, the difference of o.oj
or 0.07 rel. vol. might have been within the limitations of the sampling procedure or
content that will produce porosity in sand castings. In my paper on Flushing Molten Steel with Neutral Gases, which is to follow, there is some information about one com- position poured in a cast-iron mold, but these data cannot be extrapolated with our present knowledge. I n my opinion, there will be no single value, but the tolerance ..
for hydrogen to avoid porosity will vary with such factors as composition of the steel, nature of the mold material, and size of section.
S. F. CARTER-I might add further that the high hydrogen contents of high-alloy heats might have caused pinholes in the carbon heats because of the difference in solubility. Furthermore, it might be theor- ized that ferritic compositions a t the same alloy level might have experienced porosity with hydrogen contents as high as some of the austenitic heats. I s that not right, Mr. Sims?
some unrecognized variable. C. E . SIMS-Yes. Mr. Sims in his paper showed very good
S. F. CARTER-The composition of the consistency. But with sampling procedure
steel must be considered. Experiences and included we could not be sure of being
conclusions on one type cannot be gen- closer than maybe o.oj rel. vol. in some
eralized or quantitatively transferred to tests. M7e tried to limit our conclusions to
another type of steel. general trends where we had several sam- ples that seemed to confirm the results.
On your next question, how high in hy- drogen do we have to go to form pin holes, I would like to know that myself. Of course, we poured a number of pinhole tests before we determined that we were not getting hydrogens high enough to expect pinholes. Probably Mr. Sims could give you the answer. I believe it has been suggested that over 0.40 rel. vol. is a dangerous concentra- tion for some types of steels. I s that right!
C. E. SIMS-I am sorry that I do not have any figures on the minimum hydrogen
H. H. BLOSJO, c H A I R M A ~ - A ~ ~ there any more questions? If not, I again want to thank Mr. Carter for the excellent paper. I will turn the meeting over to Mr. Mc- Donough for the second half of this meet- ing. Mr. McDonough.
M . T . McDo~tough presiding
M. T. MCDONOUGH, CHAIRMAN-TO open the,second half of our meeting this afternoon, we have a paper by Mr. C. E. .
Sims, of the Battelle Blemorial Institute. Mr. Sims.





























